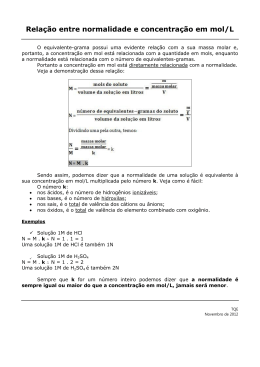
Universidade de São Paulo – USP Escola de Engenharia de Lorena - EEL Lucas Lima Ribeiro Aumentar a qualidade do teste Salt-Spray, segundo a norma Internacional ISO 9227 Orientador: Prof. Dr. José Roberto Alves de Mattos Lorena 2012 Lucas Lima Ribeiro Aumentar a qualidade do teste Salt-Spray, segundo a norma Internacional ISO 9227 Trabalho de apresentada à Graduação Escola de Engenharia de Lorena - EEL como requisito parcial para a conclusão de Graduação do curso de Engenharia Orientador: Prof. Dr. José Roberto Alves de Mattos Lorena 2012 Química. Dedico esta, bem como todas as minhas demais conquistas, aos meus amados pais Maria de Lourdes Lima e Wilson Candido Ribeiro e ao meu irmão Tomás Lima Ribeiro – Meus melhores e maiores presentes... 3 AGRADECIMENTOS A Deus pela luz de todos estes dias. Ao orientador Prof. Dr. José Roberto Alves Matos pelo apoio, esforço, e colaboração na fase conclusiva do trabalho. Aos profissionais da IOCHPE-MAXION, Rubem Elizei, Mariana Obara Kai e à Mayara Moreira Alves pela experiência proporcionada. A todos os professores do curso, que foram tão importantes na minha vida acadêmica e no desenvolvimento desta monografia. Aos amigos e colegas, pelo incentivo e pelo apoio constante, especialmente aos integrantes da minha república Cuba Libre. Aos meus pais, irmão e toda minha família que com muito carinho e apoio, não mediram esforços para que eu chegasse até esta etapa de minha vida. 4 RESUMO A corrosão de um material pode ocorrer por ação química ou eletroquímica do meio, pode incidir sobre material metálico ou não, causando a degradação do mesmo. O presente trabalho estuda a corrosão em materiais metálicos, através do teste Salt Spray que proporciona um ensaio de corrosão acelerado em diferentes tipos de amostras. As variáveis utilizadas por este teste são: pH, temperatura dentro da câmara, pressão e concentração de NaCl. Utilizou-se painéis de aço carbono conforme a norma ISO 3574, com intuito de analisar sua perda de massa durante o ensaio. O teste tem uma grande importância em indústrias automobilísticas, metalúrgicas e para o meio ambiente, pois prevê o comportamento do material em um ensaio acelerado, ou seja, prevê o comportamento do material no meio ambiente. A norma Internacional ISO 9227 foi vinculada a este trabalho, pois diversas indústrias fazem referência à essa norma para testar seus componentes. Aplicou-se técnicas estatísticas de Planejamento Fatorial e Análise de Variância para analisar os resultados encontrados no teste. Ficou-se evidente que a variável critica do processo é a concentração de sal e a com menor influência é o pH, podese estabelecer níveis de agressividade para o teste, reduzir o consumo de sal e o número de calibrações. 5 ABSTRACT The corrosion of a material by chemical action can occur or electrochemical means, may be included metallic material or not, causing the degradation thereof. The present study examines corrosion of metallic materials, through the Salt Spray test which provides accelerated corrosion test on different types of samples. The variables used for this test are: pH, temperature inside the chamber, pressure and concentration of NaCl. We used carbon steel panels according to ISO 3574, with the aim of analyzing their mass loss during the test. The test is very important in automotive industries, metals and the environment, since it provides the material behavior in an accelerated test, that is, predicts the behavior of the material in the environment. The International Standard ISO 9227 was linked to this work, because different industries refer to this standard to test their components. We applied statistical techniques Planning and Factorial Analysis of Variance to analyze the test results. It became evident that is the critical variable in the process is the concentration of salt and with less influence is the pH can be established levels for the test aggressiveness, reduce salt consumption and the number of calibrations. 6 LISTA DE FIGURAS Figura 01 - Visualização interna da Câmara Salt Spray ....................................... 17 Figura 02 – Visualização Externa da Máquina Salt Spray .................................... 17 Figura 03 – Diagrama de Pareto.......................................................................... 28 7 LISTA DE GRÁFICOS Gráfico 01- Teste de normalidade Concentração NaCl 4.0%............................ 32 Gráfico 02- Teste de normalidade Concentração NaCl 4.2%............................ 33 Gráfico 03- Teste de normalidade Concentração NaCl 4.4%............................ 33 Gráfico 04- Teste de normalidade Concentração NaCl 4.6%............................ 34 Gráfico 05- Teste de normalidade Concentração NaCl 4.8%............................ 34 Gráfico 06- Teste de normalidade Concentração NaCl 5.0%............................ 35 Gráfico 07- Teste de normalidade Concentração NaCl 5.2%............................ 35 Gráfico 08- Teste de normalidade Concentração NaCl 5.4%............................ 36 Gráfico 09- Teste de normalidade Concentração NaCl 5.6%............................ 36 Gráfico 10- Teste de normalidade Concentração NaCl 5.8%............................ 37 Gráfico 11- Teste de normalidade Concentração NaCl 6.0%............................ 37 8 LISTA DE TABELAS Tabela 01 - Modelo de tabela para experimento de um fator ............................... 21 Tabela 02 - Modelo de Tabela de Análise da Variância ....................................... 25 Tabela 03 - Valores de máximo e mínimo das variáveis ...................................... 27 Tabela 04 - Resultado de perda de massa para valores de máximo e mínimo das variáveis. .............................................................................................................. 27 Tabela 05 - Perda de massa (g/cm²) .................................................................... 29 Tabela 06 - Perda de massa (g/cm²) em rol ......................................................... 29 Tabela 07 - Tabela Outliers ................................................................................. 30 Tabela 08 - Organizada em ordem crescente (Rol ) após retirada de Outliers .... 30 Tabela 09 – Outliers2 ........................................................................................... 31 Tabela 10 Resultados de média, interior ao tratamento e variação entre tratamentos ............................................................................................................................. 31 9 SUMÁRIO 1 INTRODUÇÃO .................................................................................................. 11 1.1 Justificativa .............................................................................................. 12 1.2 Objetivos ................................................................................................... 12 1.2.1 Objetivo Geral ................................................................................... 12 1.2.2 Objetivo Específico ........................................................................... 12 2 REVISÃO BIBLIOGRÁFICA ............................................................................. 13 3 METODOLOGIA ............................................................................................... 16 3.1 Tipo de pesquisa ...................................................................................... 16 3.2 População e amostra ............................................................................... 16 3.3 Descrição do Aparelho Salt Spray .......................................................... 16 3.4 Coleta de dados ....................................................................................... 18 3.5 Análise de dados ...................................................................................... 19 3.5.1 Experimentos de um fator ................................................................ 21 3.5.2 Variações ........................................................................................... 22 3.5.3 Modelo matemático linear para a análise da variância .................. 23 3.5.4 Valores esperados das variações ................................................... 24 4 RESULTADOS E DISCUSSÕES ...................................................................... 27 4.1 Diagrama de Pareto (DOE) ...................................................................... 27 4.2 Outliers...................................................................................................... 28 5 CONCLUSÂO ................................................................................................... 39 6 REFERÊNCIAS BIBLIOGRÁFICAS ................................................................. 40 10 1 INTRODUÇÃO A corrosão pode ser entendida como um ataque químico que ocorre em diversos meios, causando uma deterioração do material que perde suas qualidades essenciais. A corrosão metálica que será tratada neste estudo é um processo natural e resulta da tendência dos metais de reverterem para sua forma mais estável. Logo, é imprescindível que se conheça os mecanismos e formas de corrosão para seleção dos melhores materiais, de forma a obter maior durabilidade e evitar perdas econômicas. Estima-se que no Brasil os gastos com a corrosão correspondem a 3,5% do PNB (Produto Nacional Bruto), esta quando ocorre em partes críticas de um meio de transporte pode proporcionar um significativo risco de segurança. Esse e outros argumentos citados acima, aumentam a importância da qualidade de testes acelerados de corrosão, que prevêem o comportamento dos materiais no meio ambiente, como o Salt Spray. As técnicas mais utilizadas no ramo automotivo, para promover proteção anticorrosiva à superfície, são: pintura E-coat, pintura a pó e Primer (Top-Coat). A pintura E-coat, conhecida no mercado como ETL, Ed-coat ou ELPOt, tratase de um processo de pintura industrial por imersão, à base de água, para aplicação sobre peças metálicas. Esse processo é a tecnologia em revestimento de pintura mais utilizada mundialmente pela indústria automobilística e de autopeças (rodas, eixos, componentes de freios, bancos, polias) e também em grande parte das montadoras no setor de transportes (ônibus e caminhões). A tinta E-coat consiste em uma dispersão de resinas e pigmentos em um meio aquoso, com um baixo conteúdo de solventes orgânicos. As tecnologias atuais de E-coat são isentas de chumbo. A Pintura a Pó e Primer (TOP-COAT) são produtos de revestimento (revestem a pintura E-coat) para aplicação prévia ao acabamento, com o fim de promover a resistência à corrosão, assegurar a aderência do acabamento e possibilitar a formação de uma superfície uniforme. 11 1.1 Justificativa Nenhum material é eternamente durável, pois suas propriedades variam em decorrência da interação da sua estrutura com o meio ambiente, portanto aumentar a vida útil de um material metálico é de grande importância econômica e ambiental. Tendo em vista tais argumentos, o presente trabalho buscará analisar as variáveis do teste Salt Spray para aumentar sua qualidade, sem desviar da norma Internacional ISO 9227, em consequência, aprovando materiais com maior durabilidade. 1.2 Objetivos 1.2.1 Objetivo Geral Analisar as variáveis do Teste Salt Spray segundo a norma Internacional ISO 9227 para melhorar a qualidade e reduzir os gastos do ensaio. 1.2.2 Objetivos Específicos Avaliar o comportamento do metal (corpo de prova) quando submetido a diferentes variáveis (pH, temperatura, concentração de NaCl). Implantar uma ferramenta estatística para análise do teste. Realizar estudo da variável mais crítica. 12 2 REVISÃO BIBLIOGRÁFICA O teste de pulverização contínua de sal se tornou amplamente adotado como um teste de corrosão em 1939, quando a American Society of Testing and Materials (ASTM) publicou pela primeira vez o seu padrão de teste de Salt Spray, conhecido pelo seu número de referência: ASTM B117. Nos anos seguintes, o uso de ASTM B117 espalhou-se internacionalmente e as suas disposições têm sido frequentemente reescritas em normas nacionais subjacentes ao uso generalizado do padrão de hoje. Para pulverização de sal temos os seguintes termos: nevoeiro de sal e nevoeiro salino, que são termos geralmente intermutáveis. Em 1987, o Apêndice X3 foi adicionado à norma ASTM B117 para sugerir a utilização de painéis de perda de massa, como um meio para verificar as condições corrosivas em uma dada câmara de pulverização de sal. O procedimento se resume à painéis de classe comercial laminados a frio (painéis de aço carbono), a serem limpos, pesados e colocados em câmara nas proximidades dos funis de coletores. Depois de 48 horas de exposição, os painéis são removidos, limpos e novamente pesados. Quando efetuada numa base regular, o número final de perda de massa pode ser usado como uma ferramenta para monitorizar consistentes condições corrosivas dentro da câmara. O estudo da corrosão dos materiais é de grande importância, pois os problemas de corrosão são frequentes e ocorrem nas mais variadas atividades. Além disso, em maior ou menor grau, a maioria dos materiais experimenta algum tipo de interação com diversos ambientes. Essas interações comprometem a utilidade de um material como resultado da deterioração das suas propriedades mecânicas, físicas ou da sua aparência (CALLISTER, 2002). De acordo com Maia (1998), os ensaios de corrosão são realizados a fim de caracterizar a agressividade de um determinado meio corrosivo e, portanto, obter dados para controle do processo corrosivo. Os ensaios de laboratório são úteis para estudar o mecanismo do processo corrosivo, indicar o material metálico mais adequado para determinado meio corrosivo, entre outras utilidades. Nesses ensaios utilizam-se corpos de prova pequenos e bem definidos e a composição do meio corrosivo é fixada com exatidão (MAIA,1998). 13 Pode-se definir corrosão como a deterioração dos materiais pela ação química ou eletroquímica do meio, podendo estar ou não associada a esforços mecânicos (GENTIL,1994). Quando um material metálico é submetido a uma atmosfera oxidante, há formação de uma película. Essa película, evidentemente, é que vai ditar, de acordo com suas características, a possibilidade de o processo de oxidação prosseguir. (VICENTE GENTIL,2007). Outro fator importante sobre a variável temperatura, é que com o aumento desta, acelera a corrosão, pois tem se a diminuição da polarização e o aumento da condutividade do eletrólito e da velocidade de difusão dos íons. Entretanto, poderá haver a diminuição do processo corrosivo, porque diminui a solubilidade de oxigênio ou de outros gases na água. (VICENTE GENTIL, 2007) Soluções para problemas podem ser alcançadas de maneira precisa e com maior facilidade quando os experimentos são planejados e as respostas analisadas com ferramentas estatísticas (técnicas estatísticas) segundo MONTGOMERY (1991) e STEINBERG & HUNTER (1984). Na fase da coleta de dados (informações técnicas) existe a fusão entre o conhecimento prático (experiência) e compreensão teórica do objeto de estudo. (MONTGOMERY, 1991). O planejamento não é uma alternativa de predizer o que vai acontecer. O planejamento é um instrumento para raciocinar agora, sobre que trabalhos e ações serão necessários hoje, para merecermos um futuro. O produto final do planejamento não é a informação: é sempre o trabalho (Peter Dcrucker). Ronald A. Fisher foi um dos pioneiros no planejamento e experimento realizando durante anos a estatística e análise de dados na Estação Agrícola Experimental em Londres – Inglaterra, foi ele quem desenvolveu e usou pela primeira vez a técnica de ANOVA (Analysis of variance) como ferramenta estatística. A técnica Anova consiste em uma comparação de médias proveniente de grupos diferentes (tratamentos). A análise de variança é um teste estatístico que busca verificar se existe diferença significativa entre as médias de um experimento e se os fatores exercem influência em uma variável dependente. Quando for avaliado apenas um fator nas respostas do produto ou processo de fabricação, recomenda-se utilizar a técnica planejamento de experimentos em blocos aleatorizados, descrita por OLIVERIA 14 (1999), WERKEMA & AGUIAR (1996), MONTGOMERY (1991) e JURAN et al. (1951). Quando um experimento exige mais que uma variável, para entender a estatística do processo, JURAN et al. (1951) e MONTGOMERY (1991) indicam o uso de técnicas clássicas de planejamento, como por exemplo: técnica de planejamento fatorial completo, fatoriamento fracionado ou experimento com pontos centrais. O termo “desvio padrão” foi introduzido na estatística por Karl Pearson em seu livro “Sobre a Dissecção de Curvas de Frequência Assimétrica “(1894), sendo que o desvio padrão é dado pela raiz quadrada da variância em um processo. “Quando você puder medir aquilo que está falando e expressá-lo em números, você sabe alguma coisa sobre o que está falando...” (Lord Kelvin) “Se você não pode medir, você não pode melhorar...” (Genichi Taguchi) É comum definir variáveis como sendo o conjunto de resultados possíveis de um fenômeno (experimento). As variáveis podem ser quantitativas, ou seja, quando seus valores são expressos em números: temperatura em um reator, tempo de um processo, perda de massa em um teste Salt Spray, etc. e qualitativas, quando seus valores são expressos por atributos: cor, peça conforme, peça não conforme, etc. Os dados podem ser classificados como contínuos, ou seja, experimentos que resultam em infinitos valores possíveis que correspondem a alguma escala contínua que cobre um intervalo de valores sem vazios, interrupções ou saltos, são sempre obtidos através de um sistema de medição e a utilidade dos seus dados depende da qualidade do sistema de medição (estabilidade, exatidão e precisão). 15 3 METODOLOGIA 3.1 Tipo de pesquisa O tipo de pesquisa a ser realizada é o tipo experimental. 3.2 População e amostra A amostra será fornecida pelo Laboratório de Corrosão da empresa Maxion S/A. As chapas de aço (conforme ISO 3574) 150mm x 70mm com espessura de 1mm +/- 0,2mm serão introduzidas ao teste na máquina Salt Spray. As chapas serão expostas a diferentes tipos de atmosfera durante o ensaio, alterando a concentração de NaCl, pH, Temperatura durante a programação de atividades da pesquisa. 3.3 Descrição do aparelho Salt Spray A Câmara de névoa salina (Salt Spray) é composta de uma câmara, um reservatório de solução de sal, um equipamento para fornecimento de ar comprimido (sem impurezas, para que não exista interferência no teste), dois bicos atomizadores com sistema autoblocante (garante distribuição de névoa salina homogênea e sem entupimento), suportes de amostras, provisão para aquecimento da câmara, purga da câmara de teste (evita contaminação do ambiente de instalação do equipamento quando a tampa for aberta), coletores de névoa e meios necessários para controle dos parâmetros. 16 Figura 01 - Visualização interna da Câmara Salt Spray Figura 02 – Visualização Externa da Máquina Salt Spray 17 3.4 Coleta de dados As amostras (aço conforme ISO 3574) serão cuidadosamente limpas antes do teste com um solvente orgânico apropriado para evitar vestígios de óleos e sujeiras que poderiam influenciar no resultado final do teste. Será protegido um lado do corpo de prova com uma fita para que a névoa salina atue em apenas um lado. Para este tipo de ensaio, a máquina deverá estar vazia, estando presente apenas os corpos de prova. Os corpos de prova deverão ser pesados para obter a massa inicial, a qual será utilizada para o cálculo da perda de massa. Os parâmetros estabelecidos para o teste (Norma INTERNATIONAL STANDARD ISO 9227) são: Temperatura dentro da câmara de 33°C a 37 °C , pH de 6.5 a 7.2, concentração de NaCl de 4 a 6 % , Temperatura do saturador 46° a 49°C, pressão de 83 Kpa a 124 kpa e 1 a 2 ml de névoa salina por hora. O ajuste do pH será feito com ácido clorídrico (HCl) e hidróxido de sódio (NaOH) diluidos. O sal utilizado será o cloreto de sódio (NaCl) e não deverá apresentar mais de 0,3% em massa de impurezas. Para preparação da solução salina, deverá ser utilizada água destilada ou deionizada. Depois que todos os parâmetros estabelecidos estiverem em seu respectivo set-up determinados pelo cronograma do teste, serão introduzidos quatro corpos-deprova, um em cada quadrante da máquina (os quadrantes da máquina são imaginários) com as faces desprotegidas para cima, e com ângulo de 20° +/- 5° em relação à vertical. Será realizado o teste de Salt Spray testando diferentes valores de pH, concentração de cloreto de sódio(NaCl) e temperatura para obter suas respectivas perdas de massa sem desviar da Norma Internacional ISO 9227. O tempo do teste será de 48 horas. 18 3.5 Análise de dados No final do ensaio, os corpos de prova deverão ser limpos imediatamente para remoção da oxidação. Utilizará na limpeza, ácido clorídrico com inibidores para decapagem do corpo de prova e uma solução com uma fração de massa de 20% de citrato de diamonio em água durante 10 min, após, limpar com água, seguido por etanol e por final, a secagem. Depois da limpeza, será feita a pesagem de cada corpo de prova por um balaça de precisão analítica. O cálculo da perda de massa é determinado pela área da superfície exposta da amostra referente, para avaliar a perda de massa de metal por metro quadrado da amostra de referência, ou seja, massa incial (antes do ensaio)–massa final (depois do ensaio + sua limpeza) dividido pela área do corpo de prova. Após as coletas de dados (perda de massa) será aplicado uma ferramenta estatística para analisar quais variavéis (pH, temperatura, concentração de cloreto de sódio) tem mais influência na perda de massa do teste Salt Spray. A perda de massa deverá atender a norma Internacional ISO 9227, ou seja, considerar apenas valores que estiverem na faixa de 50 g/m² a 70g/m². Nessa etapa (análise de dados) podem ser utilizados softwares estatísticos (MINITAB, EXCEL), que ajudam a usar técnicas de planejamento, análise estatística, gráficos, planilhas, etc. (WERKEMA & AGUIAR, 1996; MONTGOMERY, 1991). A estatística fornece uma série de princípios e metodologias para coletar, resumir, analisar e interpretar dados, visando tirar conclusões com base nos resultados dessa análise, ou seja, a estatística é fundamental para descrever dados, fazer interferências e auxiliar na tomada de decisões para melhoria do processo e produtos. Modificações em procedimentos, equipes, materiais, equipamentos, etc., podem gerar, ou não, alterações em resultados ao final do processamento. Algumas vezes, as modificações são pesquisadas previamente e outras vezes, após a identificação das alterações nos resultados é que se busca a identificação das causas e suas importâncias. As modificações podem, então, gerar mudanças nas posições (médias) dos resultados ou não; e a Teoria Estatística busca identificar a significância das 19 diferenças das médias ou até testar a hipótese da nulidade das mudanças; isto é, a igualdade das médias. A técnica estatística utilizada para essa finalidade é denominada de Análise da Variância, seu precursor foi G. Snedecor que adaptou convenientemente essa conceituação, anteriormente estudada por Fisher (Sir R. A. Fisher – estatístico Inglês), adotando a denotação F em homenagem a esse grande estatístico. Outras distribuições estatísticas também são utilizadas nas análises das variâncias, entre as quais se destaca a Distribuição t de Student (William S.Gosset – estatístico Inglês - que se autodenominou Student). A conceituação estatística, quando levanta e analisa dados, também envolve a etapa da criação de modelos que englobem as estruturas dos experimentos em observação, as quais, frequentemente estarão misturadas com variações acidentais ou aleatórias. A definição destes modelos possibilita o melhor entendimento do fenômeno e assim facilita a emissão de conclusões confiáveis sobre os mesmos. Um caminho seguro de análise consiste em considerar que cada observação é formada por duas partes: uma previsível (ou controlada) e outra não previsível (ou aleatória). Cada observação seria a soma (ou subtração) entre estas partes – modelo aditivo; ou seria a multiplicação (ou divisão) entre estas partes – modelo multiplicativo. A parte previsível considera o conhecimento que existe sobre o experimento e que é expresso por uma função matemática, com parâmetros desconhecidos. A segunda parte considera o desconhecimento que existe sobre o experimento e que é expresso por modelos de probabilidade. Assim, o estudo estatístico se concentra em obter estimativas para os parâmetros desconhecidos, com base em amostras observadas. No fim do século XIX, o economista sociopolítico italiano Vilfredo Pareto observou que havia uma distribuição desigual de riqueza e poder na população total. Ele calculou, matematicamente, que 80% da riqueza estava em mãos de 20% da população. Joseph M. Juran visualizou a aplicabilidade desse princípio à qualidade e aos problemas do cotidiano. Poucas causas levam à maioria das perdas, ou seja, “Poucas são vitais, a maioria é trivial.” (Juran, Joseph M - 1904 -2008). A maioria dos dados estudados apresentam-se numa sequência ou mesmo ordenado numericamente. Esses dados serão desafiados quanto à sua distribuição e homogeneidade (Teste de normalidade, variança, etc..). 20 “É preciso provocar confusão sistematicamente. Isso promove a criatividade. Tudo aquilo que é contraditório gera vida.” (Salvador Dali, pintor espanhol -19041989). Para encontrar a variável crítica, entender o “padrão de ocorrência“ do processo, julgar o impacto relativo das variáveis no processo do Teste Salt Spray e focalizar o estudo na variável crítica, utilizaremos o gráfico de Pareto (ou Diagrama de Pareto) que é uma das melhores ferramentas para se fazer esse tipo de análise. A técnica do DOE (Design of Experiments) consiste basicamente na variação simultânea de fatores controlados, com objetivo de avaliar a influência sobre uma variável resposta de interesse. A vantagem de utilizar a técnica de planejamento para este presente trabalho é a possibilidade de se conhecer as variáveis mais importantes do processo, bem como suas eventuais interações, diminuição significativa do tempo necessário para a realização de um experimento, pois requer menor número de teste que os métodos convencionais e possibilita maior controle do processo. 3.5.1 Experimentos de um fator Conhecida a variável critica do processo (Concentração de NaCl) através do Diagrama de Pareto (DOE), prossegui-se para um experimento de um fator, na qual obtêm-se medidas ou observações para “a” grupos independentes de amostras, sendo “b” o número de medidas em cada grupo. Diz-se então que se tem “a” tratamentos, cada um dos quais com “b” repetições ou réplicas. Os resultados de um experimento de um fator podem ser apresentados em uma tabela com a linhas e b colunas. Cada elemento xjk denota o valor correspondente à j-ésima linha e à késima coluna, onde j = 1,2, ... ,a; e k = 1, 2, ... , b. Um modelo de tabela será apresentado na Tabela 5: Tabela 01- Modelo de tabela para experimento de um fator. Concentração 1 X11 X12 ... X1b x1 Concentração 2 X21 X22 ... X2b . . . . ... ... ... . . . x2 . . . Xa1 Xa2 ... xab xa . . . Concentração a . . 21 O ponto em x j . denota a média das medidas na linha de ordem j. Sua estrutura de cálculo será: x j. 1 b x jk b k 1 Onde j = 1, 2, ..., a (linhas); e k = 1, 2, ..., b(colunas). O valor x j . indica que foi feita a média em relação a k. Os valores x j . são chamados médias de grupos ou médias de linhas. A média geral é a média de todas as medidas em todos os grupos, e é indicada por x , sendo obtida por: x 1 1 a x jk ab j ,k ab j 1 b x k 1 jk 3.5.2 Variações Define-se por variação total, indicada por , como a soma dos quadrados dos desvios de cada medida em relação à média geral, e será dada por: Variação total = = (x jk x) 2 j ,k Devido à variação, não existe dois grupos de dados exatamente iguais, sendo que a questão é avaliar se as diferenças entre as amostras, grupos ou processos são devidos às variações (causa) ou se há realmente uma diferença estatisticamente significativa entre elas. A variação interior ao tratamento (interior à linha) envolve os quadrados dos desvios de xjk em relação às médias dos tratamentos x j , e será denotada por w .Assim: w = (x jk x j. ) 2 j ,k A variação entre os tratamentos (entre as linhas) envolve os quadrados dos desvios das médias dos tratamentos x j em relação à média geral x , e será denotada por b . Assim: b = ( x j . x) 2 b ( x j . x ) j ,k 2 j As equações 05 ou 06 podem ser, então, denotadas por: 22 w b 3.5.3 Modelo matemático linear para a análise da variância É possível considerar cada linha da tabela 1 como sendo uma amostra aleatória de tamanho b da população, para aquele tratamento em particular. Assim, para o tratamento j, tem-se as variáveis aleatórias independentes, igualmente distribuídas, Xj1, Xj2, ..., Xjb, que assumem, respectivamente, os valores xj1, xj2, ..., xjb. Cada uma das Xjk (K = 1, 2, ..., b) pode ser expressa como a soma de seu valor esperado e uma parcela correspondente ao “acaso” ou “erro”: Xjk = 1 jk Os jk podem ser considerados como variáveis aleatórias independentes (em relação a j assim como a k), normalmente distribuídas com média zero e variância 2 . Isto equivale a supor os Xjk (j = 1, 2, ..., a; k = 1, 2, ..., b) variáveis normais, mutuamente independentes, com médias j e variância comum 2 . Seja definida a constante por: 1 j a j É possível considerar como a média de uma espécie de população global que englobe todas as populações de tratamentos. Então é possível escrever: Xjk = + j jk onde: j =0 j A constante j pode ser encarada como o efeito especial do j-ésimo tratamento. A hipótese da nulidade, de que todas as médias de tratamento sejam iguais, é dada por (H0: j 0 ; j = 1, 2, ..., a) ou equivalentemente por (H0: j ; j =1, 2, ..., ). Se H0 é verdadeira, as populações de tratamento; que, por hipótese, são normais; têm uma média comum, e também uma variância comum. Assim, há na 23 realidade, apenas uma população, e todos os tratamentos são estatisticamente idênticos. 3.5.4 Valores esperados das variações Os valores esperados da variação Vb, entre tratamentos, da variação Vw interior aos tratamentos, e da variação total V, são variáveis aleatórias que tomam, respectivamente, os valores de b , w e , tais como definidos nas equações, pode-se mostrar que: E (Vb) = a 1 2 b 2j j E(Vw) = a (b – 1) 2 E(V) = ab 1 2 b 2j j Das equações acima, tira-se que: Vw 2 E a ( b 1 ) De modo que: Sˆ w2 Vw a(b 1) será sempre a melhor (não-viciada) estimativa de 2 independentemente de H0 ser verdadeira ou não. Por outro lado, percebe-se que somente no caso de H0 ser verdadeira, tem-se: V E b 2 a 1 V 2 E ab 1 E da mesma forma, somente em tal caso: V V Sˆb2 b e Sˆ 2 a 1 ab 1 apresentarão estimativas não-viciadas de 2 . Se, entretanto, H0 não é verdadeira, tem-se: E ( Sˆb2 ) 2 + b 2j a 1 j 24 Tabela 2- Modelo de Tabela de Análise da Variância. Variação Graus de liberdade Quadrado Médio a-1 Sˆb2 b a 1 Entre Tratamentos b = b ( x j x) 2 j Interior aos Tratamentos w b Total b w = (x jk x) 2 Sˆ 2 a(b – 1) w a(b 1) F Sˆb2 / Sˆ w2 com (a – 1), a(b – 1) graus de liberdade (ab – 1) j ,k Assim as várias unidades de corpo de prova foram inicialmente preparadas e em seguida foram escolhidas as que participariam das experiências (amostras), com o cuidado de garantir à todas, a mesma chance de participação na amostra (amostragem probabilística – casual simples). O modelo utilizado neste estudo foi o modelo de análise da variância com um único fator, considerando que outros fatores não apresentaram em uma análise primária, grandes possibilidades de interferência no experimento. As técnicas serão introduzidas através de exemplos que servirão de base para as suposições levantadas. Inicialmente foi feita uma verificação da existência ou não de outliers, através do levantamento inicial dos dados, sua ordenação na forma de Rol, e pela conseqüente aplicação da Técnica de TUKEY que seguiu as seguintes medidas: Intervalo Interquartil - dj É a medida de dispersão que apresenta a diferença entre o 3º e o 1º quartil (ou junta) dj= Q3 – Q1 Dispersão Inferior e Superior A dispersão inferior é indicada pela diferença entre o 2º Quartil e o extremo inferior. Dispersão inferior = Q2 - Ei = J2 – Ei = Md - Ei 25 A dispersão superior é indicada pela diferença entre o extremo superior e o 2º quartil. Dispersão superior = Es – Q2 = Es – J2 = Es - Md 26 4 RESULTADOS E DISCUSSÕES 4.1 Diagrama de Pareto (DOE) As variáveis temperatura, pressão, pH e concentração de NaCl no teste Salt Spray, foram colocadas em uma matriz, analisando o máximo e mínimo de cada uma, ou seja, o diagrama servirá para predizer o valor da variável resposta, simulando-se situações experimentais na região delimitada (espaço de interferência). Utilizou-se o Minitab 16 para realização do teste. Para o ganho de tempo realizou-se a matriz com a técnica de fatoriamento fracionado recomendada por JURAN et al. (1951) e MONTGOMERY (1991) de ordem 2³, totalizando 8 experimentos. As condições de operação dos fatores de controle analisados no experimento são identificadas como por nível mais baixo (-1) e nível mais alto (1), na qual segundo OLIVEIRA (1999), é comum considerar como nível mais baixo o menor valor, quando os fatores forem ajustados por níveis quantitativos. Tabela 03 - Valores de máximo e mínimo das variáveis. FATORES Concentração de NaCl (%) Temperatura (°C) Pressão (kpa) pH NÍVEL BAIXO (-1) NÍVEL ALTO (+1) 4.0 6.0 33 83 6.5 37 124 7.2 Tabela 04 – Resultados de perda de massa para valores de máximo e mínimo das variáveis. Experimento pH 1 2 3 4 5 6 7 8 -1 -1 -1 1 1 1 1 -1 Concentração NaCl (%) 1 -1 -1 -1 1 1 -1 1 Temperatura (°C) -1 1 -1 -1 1 -1 1 1 Pressão (Kpa) 1 1 -1 1 1 -1 -1 -1 Perda de Massa (g/m²) 85,30496 75,3904 52,3956 57,39486 88,9756 82,0395 57,3046 74,3046 27 Analisou-se o gráfico de Pareto abaixo e concluiu-se que a variável concentração de NaCl, é a variável crítica do processo, seguida pela pressão, essa é levada em conta, pois quanto maior a pressão no processo, maior é a quantidade de névoa lançada sobre o corpo de prova. Constatou-se que a temperatura é a 3ª. variável mais agressiva para sistema e o pH a última, visto que a faixa de pH utilizada no processo é próxima do neutro (pH=7.0). Pareto Chart of the Effects (response is Perda de Massa, Alpha = 0,05) F actor A B C D B D N ame pH C oncentração N aC l Temperatura P ressão Term AD AB C AC A 0 5 10 15 20 25 Effect Lenth's PSE = 9,18453 Figura 03 – Diagrama de Pareto 4.2 Outliers Foram realizados 10 experimentos, alterando a concentração de Nacl (variável crítica do teste) em 0,2%, iniciando com concentração 4,0% e finalizando com 6,0%. A pressão do sistema foi fixada em 100 Kpa, o pH em 7,0 (visto que esta variável tem interferência praticamente nula), e temperatura de 35°C. Os valores de perda de massa (g/m²) encontram- se na tabela 05. 28 Tabela 05 – Perda de massa (g/cm²). % Nacl 1 2 3 4,0 4,2 4,4 4,6 4,8 5,0 5,2 5,4 5,6 5,8 6,0 55,3411 61,8876 66,4394 68,2377 72,4528 77,3923 79,6538 81,1987 87,5673 92,0983 92,3424 52,3350 58,3462 66,9303 66,9380 69,8368 75,2347 78,5278 85,3904 88,7356 89,0120 92,4812 56,9832 57,2342 64,4555 65,4273 70,8270 74,4366 77,8934 88,4629 87,7734 86,3420 93,7261 Perda de Massa (g/m²) 4 5 6 53,3492 55,8730 59,5328 67,8364 73,3340 72,3425 78,9234 86,8402 89,9923 88,9475 89,3940 57,9832 59,8367 65,3462 66,6351 80,7459 78,2358 79,8492 88,3459 86,6353 92,3955 91,0389 52,9384 54,9374 59,3048 68,9472 73,8493 70,3450 80,8394 87,9235 87,2739 88,9648 93,8459 7 8 9 10 53,2034 54,0933 59,4730 65,0864 72,9048 71,3424 76,9485 92,9869 88,8390 89,6495 89,9375 54,4493 57,9378 62,4395 67,8883 74,9328 77,8273 79,4850 87,7640 85,3293 93,2945 93,4950 55,8309 56,2309 64,4923 74,9474 81,3945 76,6383 83,8470 86,3462 87,0923 87,9994 91,0395 52,9036 55,8374 62,3485 64,3943 75,3049 77,5093 84,9765 87,4460 87,9321 89,7469 89,4950 Os dados da tabela foram organizados em ordem crescente (ROL). Tabela 06 – Perda de massa (g/cm²) em ROL. Perda de Massa (g/m²) % Nacl 1 2 3 4 5 6 7 8 9 10 4,0 52,3350 52,9036 52,9384 53,2034 53,3492 54,4493 55,3411 55,8309 56,9832 57,9832 4,2 54,0933 54,9374 55,8374 55,8730 56,2309 57,2342 57,9378 58,3462 59,8367 61,8876 4,4 59,3048 59,4730 59,5328 62,3485 62,4395 64,4555 64,4923 65,3462 66,4394 66,9303 4,6 64,3943 65,0864 65,4273 66,6351 66,9380 67,8364 67,8883 68,2377 68,9472 74,9474 4,8 69,8368 70,8270 72,4528 72,9048 73,3340 73,8493 74,9328 75,3049 80,7459 81,3945 5,0 70,3450 71,3424 72,3425 74,4366 75,2347 76,6383 77,3923 77,5093 77,8273 78,2358 5,2 76,9485 77,8934 78,5278 78,9234 79,4850 79,6538 79,8492 80,8394 83,8470 84,9765 5,4 81,1987 85,3904 86,3462 86,8402 87,4460 87,7640 87,9235 88,3459 88,4629 92,9869 5,6 85,3293 86,6353 87,0923 87,2739 87,5673 87,7734 87,9321 88,7356 88,8390 89,9923 5,8 86,3420 87,9994 88,9475 88,9648 89,0120 89,6495 89,7469 92,0983 92,3955 93,2945 6,0 89,3940 89,4950 89,9375 91,0389 91,0395 92,3424 92,4812 93,4950 93,7261 93,8459 Aplicando-se a teoria estatística de Outliers, obtem-se os limites inferiores, limites superiores, AT, Md, Q1( primeiro quartil), Q3 ( terceiro quatil), Dj, e assim concluindo os limites inferiores e superiores para os Outliers. Constatou-se que existem três pontos fora do limite de especificação, são eles: 74,9474 na linha de concentração de 4,6% (Limite superior dessa especificação é 73,5959), 81,1987 e 92,9869 na linha de concentração de 5,2% (Limite Superior especificado é 88,5421 e 29 Limite Inferior especificado é 72,0117).Os demais valores inferiores e superiores não apresentaram valores de Outliers. Tabela 07- Tabela Outliers. OUTLIERS % Nacl li Li AT=Li-li Md Q1 Q3 Dj Outlier S Q1-(3Dj/2) Q3+(3Dj/2) Outlier I 4,0 52,3350 57,9832 5,6482 53,8993 52,9210 56,4071 3,4861 47,6919 61,6361 - - 4,2 54,0933 61,8876 7,7943 56,7326 55,3874 59,0915 3,7041 49,8313 64,6475 - - 4,4 59,3048 66,9303 7,6255 63,4475 59,5029 65,8928 6,3899 49,9181 75,4777 - - 4,6 64,3943 74,9474 10,5531 67,3872 65,2569 68,5925 3,3356 60,2535 73,5959 - 74,9474 4,8 69,8368 81,3945 11,5577 73,5917 71,6399 78,0254 6,3855 62,0617 87,6037 - - 5,0 70,3450 78,2358 7,8908 75,9365 71,8425 77,6683 5,8258 63,1037 86,4071 - - 5,2 76,9485 84,9765 8,0280 79,5694 78,2106 82,3432 4,1326 72,0117 88,5421 81,1987 92,9869 5,4 81,1987 92,9869 11,7882 87,6050 85,8683 88,4044 2,5361 82,0642 92,2086 - - 5,6 85,3293 89,9923 4,6630 87,6704 86,8638 88,7873 1,9235 83,9786 91,6726 - - 5,8 86,3420 93,2945 6,9525 89,3308 88,4735 92,2469 3,7735 82,8133 97,9071 - - 6,0 89,3940 93,8459 4,4519 91,6910 89,7163 93,6106 3,8943 83,8748 99,4520 - - Descartou-se a coluna Superior (coluna 10), devido aos valores de outliers encontrados, e foram organizados em ordem crescente novamente (Rol). Tabela 08- Organizada em ordem crescente (Rol ) após retirada de Outliers. % Nacl 4,0 4,2 4,4 4,6 4,8 5,0 5,2 5,4 5,6 5,8 6,0 1 2 Perda de Massa (g/m²) 3 4 5 6 7 8 9 52,3350 52,9036 52,9384 53,2034 53,3492 54,4493 55,3411 55,8309 56,9832 54,0933 54,9374 55,8374 55,8730 56,2309 57,2342 57,9378 58,3462 59,8367 59,3048 59,4730 59,5328 62,3485 62,4395 64,4555 64,4923 65,3462 66,4394 64,3943 65,0864 65,4273 66,6351 66,9380 67,8364 67,8883 68,2377 68,9472 69,8368 70,8270 72,4528 72,9048 73,3340 73,8493 74,9328 75,3049 80,7459 70,3450 71,3424 72,3425 74,4366 75,2347 76,6383 77,3923 77,5093 77,8273 76,9485 77,8934 78,5278 78,9234 79,4850 79,6538 79,8492 80,8394 83,8470 81,1987 85,3904 86,3462 86,8402 87,4460 87,7640 87,9235 88,3459 88,4629 85,3293 86,6353 87,0923 87,2739 87,5673 87,7734 87,9321 88,7356 88,8390 86,3420 87,9994 88,9475 88,9648 89,0120 89,6495 89,7469 92,0983 92,3955 89,3940 89,4950 89,9375 91,0389 91,0395 92,3424 92,4812 93,4950 93,7261 Novamente foi verificada a presença ou não de outliers, com análise de limites superiores, inferiores, AT, Md, Q1, Q3 e Dj. Constatou- se que nenhum valor ficou 30 acima ou abaixo do limite especificado de Oultliers; isto é, todos os valores estão aptos a serem examinados. Tabela 09- Outliers 2 OUTLIERS 2 % Nacl li Li AT= Li-li Md Q1 Q3 Dj Q1(3Dj/2) Q3+(3Dj/2) Outlier Outlier I S 4,0 52,3350 52,9036 0,5686 53,3492 52,9036 55,8309 2,9273 48,5127 60,2219 - - 4,2 54,0933 54,9374 0,8441 56,2309 54,9374 58,3462 3,4088 49,8242 63,4594 - - 4,4 59,3048 59,4730 0,1682 62,4395 59,4730 65,3462 5,8732 50,6632 74,1560 - - 4,6 64,3943 65,0864 0,6921 66,9380 65,0864 68,2377 3,1513 60,3595 72,9647 - - 4,8 69,8368 70,8270 0,9902 73,3340 70,8270 75,3049 4,4779 64,1102 82,0218 - - 5,0 70,3450 71,3424 0,9974 75,2347 71,3424 77,5093 6,1669 62,0921 86,7597 - - 5,2 76,9485 77,8934 0,9449 79,4850 77,8934 80,8394 2,9460 73,4744 85,2584 - - 5,4 81,1987 85,3904 4,1917 87,4460 85,3904 88,3459 2,9555 80,9572 92,7792 - - 5,6 85,3293 86,6353 1,3060 87,5673 86,6353 88,7356 2,1003 83,4849 91,8861 - - 5,8 86,3420 87,9994 1,6574 89,0120 87,9994 92,0983 4,0989 81,8511 98,2467 - - 6,0 89,3940 89,4950 0,1010 91,0395 89,4950 93,4950 4,0000 83,4950 99,4950 - - A média geral foi de 74,85969, a tabela abaixo mostra a variação anterior aos tratamentos e a variação entre os tratamentos. Tabela 10- Resultados de média, anterior aos tratamentos e variação entre tratamentos. % Nacl Média ( 4,0 4,2 4,4 4,6 4,8 5,0 5,2 5,4 5,6 5,8 6,0 54,1482 56,7030 62,6480 66,8212 73,7987 74,7854 79,5519 86,6353 87,4642 89,4618 91,4388 ) Variação ( 4,6482 5,7434 7,1346 4,5529 10,9091 7,4823 6,8985 7,2642 3,5097 6,0535 4,3321 ) Variação ( ) 428,9645 329,6658 149,1254 64,6175 1,1257 0,0055 22,0172 138,6652 158,8748 213,2206 274,8683 31 Foram realizados teste de normalidade (capacidade do processo) em todas as distribuições de concentração de NaCl (4,0 % a 6,0 %). Para o teste de normalidade foi utilizado o Minitab 16, em todas concentrações o “p-valor” foi maior que 0.05, ou seja, todas as concentrações estão em distribuição normal. Os gráficos apresentam média (Mean), desvio padrão (StDev), número de pontos (N), Anderson-Darling (AD) e valor de p ( p-Value). Normalidade 4.0% Normal 99 Mean StDev N AD P-Value 95 Porcentagem 90 54,15 1,590 9 0,423 0,247 80 70 60 50 40 30 20 10 5 1 50 51 52 53 54 55 Concentração 4.0% 56 57 58 Gráfico 01- Teste de normalidade Concentração NaCl 4.0%. 32 Normalidade 4.2% Normal 99 95 Porcentagem 90 Mean StDev N AD P-Value 56,70 1,800 9 0,170 0,901 Mean StDev N AD P-Value 62,65 2,725 9 0,424 0,246 80 70 60 50 40 30 20 10 5 1 52 53 54 55 56 57 58 Concentração 4.2% 59 60 61 Gráfico 02- Teste de normalidade Concentração NaCl 4.2%. Normalidade 4.4% Normal 99 95 Porcentragem 90 80 70 60 50 40 30 20 10 5 1 55,0 57,5 60,0 62,5 65,0 Concentração 4.4% 67,5 70,0 Gráfico 03- Teste de normalidade Concentração NaCl 4.4%. 33 Normalidade 4.6% Normal 99 95 Porcentagem 90 Mean StDev N AD P-Value 66,82 1,565 9 0,264 0,601 Mean StDev N AD P-Value 73,80 3,146 9 0,406 0,274 80 70 60 50 40 30 20 10 5 1 63 64 65 66 67 68 Concentração 4.6% 69 70 71 Gráfico 04- Teste de normalidade Concentração NaCl 4.6%. Normalidade 4.8% Normal 99 95 Porcentagem 90 80 70 60 50 40 30 20 10 5 1 65,0 67,5 70,0 72,5 75,0 77,5 Concentração 4.8% 80,0 82,5 Gráfico 05- Teste de normalidade Concentração NaCl 4.8%. 34 Normalidade 5.0% Normal 99 Mean StDev N AD P-Value 95 Porcentagem 90 74,79 2,845 9 0,398 0,287 80 70 60 50 40 30 20 10 5 1 68 70 72 74 76 Concentração 5.0% 78 80 82 Gráfico 06- Teste de normalidade Concentração NaCl 5.0%. Normalidade 5.2% Normal 99 Mean StDev N AD P-Value 95 Porcentagem 90 79,55 1,974 9 0,374 0,333 80 70 60 50 40 30 20 10 5 1 75 76 77 78 79 80 81 Concentração 5.2 % 82 83 84 Gráfico 07- Teste de normalidade Concentração NaCl 5.2%. 35 Normalidade 5.4% Normal 99 95 Porcentagem 90 Mean StDev N AD P-Value 86,64 2,266 9 0,819 0,021 Mean StDev N AD P-Value 87,46 1,075 9 0,240 0,689 80 70 60 50 40 30 20 10 5 1 80 82 84 86 88 Concentração 5.4% 90 92 Gráfico 08- Teste de normalidade Concentração NaCl 5.4%. Normalidade 5.6% Normal 99 95 Porcentagem 90 80 70 60 50 40 30 20 10 5 1 85 86 87 88 Concentração 5.6% 89 90 Gráfico 09- Teste de normalidade Concentração NaCl 5.6%. 36 Normalidade 5.8% Normal 99 95 Porcentagem 90 Mean StDev N AD P-Value 89,46 1,879 9 0,406 0,274 Mean StDev N AD P-Value 91,44 1,654 9 0,317 0,469 80 70 60 50 40 30 20 10 5 1 85 86 87 88 89 90 91 Concentração 5.8% 92 93 94 Gráfico 10- Teste de normalidade Concentração NaCl 5.8%. Normalidade 6.0% Normal 99 95 Porcentagem 90 80 70 60 50 40 30 20 10 5 1 87 88 89 90 91 92 93 Concentração 6.0% 94 95 96 Gráfico 11- Teste de normalidade Concentração NaCl 6.0%. 37 Focando a análise estatística na variável de maior influência (concentração de NaCl), constatou- se que a concentração de 5,6% de NaCl apresentou menor desvio padrão ( StDv = 1,075) e menor variação (3,5097). A concentração de NaCl de 6,0% foi descartada, pois esta apresentou uma média de perda de massa igual a 91,4388 g/m², ou seja, perda de massa maior que o especificado na Norma que é igual a 90,00 g/m². 38 5 CONCLUSÂO Para melhor consolidação das respostas obtidas, seria necessário realizar mais experimentos e réplicas, por questões econômicas e de tempo, foi reduzido o número de testes. Com a pesquisa experimental, foi possível encontrar a variável com a maior agressividade do teste, que no caso, é o sal (NaCl), e a variável de menor influência, o pH. A pressão foi a segunda variável mais agressiva no teste, pois com aumento da pressão, existe um aumento de névoa salina dentro da câmara, e, por consequência, um aumento de perda de massa. A temperatura foi a terceira variável com maior influência no teste. Como a Norma faz abertura para trabalhar com uma faixa de concentração de NaCl igual a 6,0%, visto que nessa faixa o teste apresentou vários valores de perda de massa superiores a 90,00 g/cm², seria interessante o pedido de revisão desta Norma. Com o maior desvio padrão igual a 3,146 e maior variação (10,9091), a faixa de concentração referente a 4,8% teve pior desempenho. É possível operar o teste na faixa mínima de sal, no caso 4,0 % de NaCl, pois a perda de massa média referente a essa faixa de concentração foi igual a 54,1482 g/cm² e atendendo aos parâmetros estipulados pela Norma Internacional ISO 9227, no caso 50,00 g/cm² no mínimo. Realizando o teste nessa faixa, o consumo de sal, e, por conseqüência, os gastos do ensaio diminuirão (já que o sal utilizado deve conter menos que 0,3 % de impurezas, ou seja, é um NaCl com um maior valor comercial agregado). Também foi possível estipular faixas de teste: leve (4,0-4,6% NaCl), moderado (4,6-5,4% NaCl) e agressivo (5,4-6,0% NaCl) e reducir o numero de calibrações. 39 6 REFERÊNCIAS BIBLIOGRÁFICAS CALLISTER, W. D. Ciência e Engenharia de Materiais: Uma Introdução. 5ed. LTC, São Paulo, 2002. DAVIS,J.R. ASM speciality handbook: Stainless Steels. Materials Park, OH: ASM International, 1996. Fernanda Martins Sousa Efeito da acidez na estabilidade da camada passiva de aços inoxidáveis em soluções contendo íons cloretos. GEMELLI, E. Corrosão de materiais metálicos e sua caracterização. Rio de Janeiro: LTC, 2001. GENTIL, V. Corrosão. 4ª ed. Rio de Janeiro: Livros Técnicos e Científicos, 2003. Gentil, V. Corrosão. 5ª ed. Rio de Janeiro: Livros Técnicos e Científicos, 2007. ISO 9227:2066 – Corrosion tests in atificial atmospheres – Salt spray tests, 2007. JURAN, J.M.; GRAYNA J.R.; F.M.; BINGHAM J.R.; R.S. (1951). handbook. 3ed. New York, McGraw. Cap.27, p. 1-49. Quality control MONTGOMERY, D.C. (1991) Disenõ y análisis de experimentos. Trad. Por Jaime Delgado Saldivar. Mexico, Iberomamerica. OLIVERIA, L.C. (1999). Uso integrado do método QFD e de técnicas estatísticas de planejamento de análise de experimentos na etapa do projeto de produto e do processo. Belo Horizonte. 270p. Dissertação (Mestrado) Universidade Federal de Minas Gerias. STEINBERG, M.D.; HUNTER, W.G.(1984). Experimental design: comment. Technometrics, v.26, n2, p.71-130,May. review and TAGUCHI. G. (1993). Taguchi on robust technology developmet: bringing quality uspstream by Genich Taguchi. New York, ASME. WERKEMA, M.C.C.; AGUIAR, S. (1996). Planejamento e análise de experimentos: como identificar as principais variáveis influentes de um processo. Belo Horizonte, Fundação Cristiano Ottoni. v8. 40
Baixar