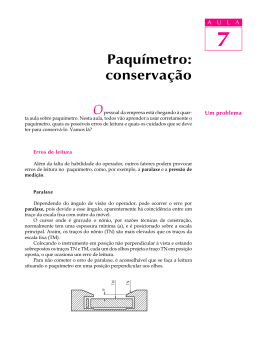
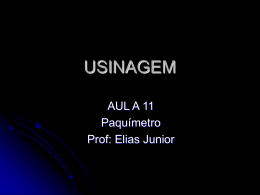
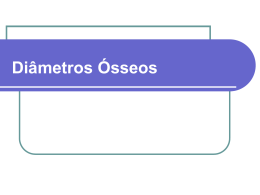
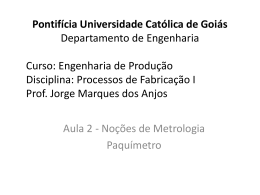
PREVISÃO DO ERRO DE ABBE Carlos Sousa - CATIM Paulo Lopes - ISEP Américo Pinto Bastos - ISEP João Marques - ISEP RESUMO Ernst Abbe, fundador da Zeiss, estudou um erro adicional quando o eixo da medição não coincide com o eixo do instrumento. Este efeito é aplicável ao paquímetro convencional (o eixo deste instrumento nunca coincide com o eixo da peça em medição). Demonstra-se teoricamente qual o valor esperado para o erro de Abbe com a medição de um paquímetro devidamente tipificado, através de um estudo analítico considerando o paquímetro como um pórtico simplesmente apoiado e submetido somente à força que se aplica nas bases desse pórtico. Este estudo permite conhecer o valor que se considera ser o erro devido ao efeito de Abbe. Como a força exercida pelo operador não é sempre a mesma, agravando-se esta variação quando estamos a falar de vários operadores, seria útil conhecer como varia essa força entre operadores diferentes. É avaliado o componente de incerteza associado à variação da força. Os resultados foram comparados com medições numa máquina de medir por coordenadas, que confirmam parcialmente a validade do modelo para um determinado tipo de paquímetro. Este trabalho poderá ser desenvolvido para muitos tipos de paquímetros e permitir conhecer a incerteza do Erro de Abbe como uma função da geometria e da abertura do paquímetro. ABSTRACT Ernst Abbe, founder of Zeiss, developed studies in measurements when the axis of the instrument did not coincide with the axis of the item. This effect is applied to the vernier calliper since the instrument axis cannot coincide with the axis measurement. The authors show, theoretically, how it is possible to predict the value of Abbe’s error with a typical vernier calliper measurement. An analytical study is made regarding the vernier calliper as a merely supported portico. The results of this study make it possible to know the value which is considered to be the error due to the effect Abbe. The applied operator force is not always the same, and for several operators the force variation is aggravated. So, the component of uncertainty associated with the force will make it possible to know the uncertainty associated with the Error of Abbe. The results are then compared with measurements on Coordinate Measurement Machine. This work could be developed for many types of vernier callipers and allows us to know the uncertainty of the Error of Abbe like a function of the geometry and opening of the vernier calliper. 1. Introdução Conhecido que é um erro, é possível considerá-lo para avaliar um valor mais exacto da mensuranda. Nalgumas situações particulares, conhecendo-se o valor do erro e se ele for notavelmente pequeno relativamente à mensuranda, poderemos desprezá-lo. No entanto, para ser possível proceder à correcção [1] é necessário que o erro sistemático [1] seja conhecido e devidamente quantificável. Na metrologia acontece frequentemente o erro sistemático, o tal que pode ser objecto de correcção. Em tais casos é possível compensar o erro com um valor previamente definido e assim levar o valor errado para próximo do valor convencionalmente verdadeiro [1]. Mas, se o erro sistemático é frequente, o erro aleatório (de quantificação «exacta» impossível) está sempre presente. É a sua estimativa que nos obriga aos estudos acerca da incerteza, - a determinação de uma probabilidade de acontecimento. Lembra-se que a incerteza não é um erro. O Erro é invariavelmente associado ao Homem Errar é próprio do Homem. O que distingue uma pessoa criativa de outra menos criativa, é que aquela relativamente a esta tem a coragem de se sujeitar à probabilidade de erro no seu trabalho, mas mesmo assim arrisca novas ideias, novos conceitos, novas soluções. Uma pessoa que tenha a obsessão de não querer errar, não se atreve a mudar seja o que for, nem propõe qualquer mudança ou qualquer tipo de solução. Mas também, de tal cabeça nada sai de inovador! Mas, voltemos ao erro ser próprio do homem. Indevidamente tal associação é feita. De facto, erra tudo o que intervém numa medição, ou melhor, as fontes de erro têm inúmeras causas, infelizmente nem todas elas quantificáveis. Novo axioma: Errar é próprio do Instrumento de Medição! 2. Conceitos Associados ao Erro O conceito de erro encontrado no VIM obriga a reflectir em vários ângulos pelos quais podemos encarar o erro. Uma tradicional maneira de classificar os erros, quando à sua origem, distingue os erros sistemáticos e os erros aleatórios. Assim, seria um erro sistemático aquele que, por causas intrínsecas ou extrínsecas, apresentasse resultados com erros que se podem dominar bastante bem, quer fazendo correcções com base no conhecimento de parâmetros influentes (como acontece em algumas grandezas de influência), quer definindo métodos de calibração que reproduzem fielmente os métodos de medição. Os erros aleatórios seriam aqueles que, por variadíssimas razões, não nos permitem fazer correcções e têm comportamentos imprevisíveis. Este tipo de classificação não é utilizada neste texto, pois é entendido que não se devem utilizar as mesmas definições para conceitos distintos. O VIM define erro sistemático como: ERRO SISTEMÁTICO [1] (3.14) Média que resultaria de um número infinito de medições da mesma mensuranda em condições de repetibilidade subtraída do valor verdadeiro da mensuranda. NOTAS: 1. O erro sistemático é o erro subtraído do erro aleatório 2. Tal como o valor verdadeiro, o erro sistemático e as suas causas não podem ser conhecidas por completo. 3. Para um instrumento de medição, ver “erro sistemático de um instrumento de medição” (5.25) A definição de erro aleatório é: ERRO ALEATÓRIO [1] (3.13) Resultado da medição subtraído da média que resultaria de um número infinito de medições da mesma mensuranda em condições de repetibilidade. NOTAS: 1. O erro aleatório é igual ao erro subtraído do erro sistemático. 2. Porque só pode ser efectuado um número finito de medições só é possível determinar uma estimativa do erro aleatório. Tabela 1. Tipos de erros quanto à sua origem ERROS DOMÁVEIS ERROS INDOMÁVEIS Desvio de escala Geometria Apoio Deformação Alinhamento Temperatura Gradiente de temperatura Humidade Sujidade Variações mecânicas Instabilidade eléctrica Incorrecção de leitura Vibrações Histerese Erros grosseiros - Leitura - Cálculo Não é nosso objectivo fazer uma análise detalhada dos erros listados. Basta-nos atentar nos tipos de erro onde podemos situar o Erro de Abbe. O erro de Abbe é um erro domável, embora não seja fácil amestrar tal erro! Podemos considerar que o Erro de Abbe cai na classificação dupla de «deformação» e «alinhamento». 4. Princípio de Abbe Figura 1 – Representação do significado de erro sistemático e de erro aleatório 3. Tipos de erros Propõe-se que os erros sejam classificados em dois tipos, tendo por base a sua origem. Aqueles que anteriormente impropriamente se chamavam de «sistemáticos», os erros que podiam de alguma modo ser razoavelmente dominados, chamaremos ERROS DOMÁVEIS. Aos outros erros, que fogem quase totalmente ao nosso controlo, chamaremos ERRO INDOMÁVEIS. Na tabela 1 é feita uma listagem não exaustiva dos erros domáveis e dos erros indomáveis. No final do século XIX, Ernst Abbe (1840-1905) e Carl Zeiss (1816-1888), fundadores da actual Carl Zeiss, GmbH, quando faziam estudos para desenvolvimento de sistemas ópticos de alta precisão e como resultado de erros observados, confirmados nos resultados obtidos no fabrico de microscópios, propuseram um princípio – mais tarde conhecido por Princípio (ou Erro) de Abbe. Esse Princípio – inicialmente aplicado a sistemas ópticos – pode ser enunciado como: – Para evitar um erro adicional, o sistema de medição deve estar coaxial com o eixo do elemento em medição. Quando um erro angular é amplificado pela distância, a definição de erro é semelhante à do erro co-seno (figura 2) Figura 2 - Quando o braço L roda um ângulo β o 2 desvio no eixo xx é Lβ /2 exercida foi feita por uma senhora que disse nunca ter utilizado o paquímetro e diga-se, como informação complementar, que essa senhora era de muito pequena estatura, com cerca de 45 kg de peso (na realidade «de massa»). Outro detalhe a merecer atenção é o facto de 16 pessoas terem exercido uma força entre os 2 e 3 N. Isso explica-se porque todos os técnicos do CATIM também são submetidos ao estudo, o que corresponde à maioria do grupo dos 2-3 N. É notável que pessoas que medem dezenas de paquímetros por dia já têm o sua força «padronizada». Figura 3 – O micrómetro respeita o Princípio de Abbe Paquímetro - Força exercida por 64 pessoas Paquímetro - Força exercida por 64 pessoas (distribuição em grupos de 2 N) 16 16 14 14 Acontecimentos 10 8 6 4 12 10 8 6 4 1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52 55 58 61 64 13-14 12-13 11-12 8-9 10-11 7-8 9-10 6-7 4-5 3-4 ~5-6 0 0 2-3 2 2 1-2 Força / N 12 Força / N Figura 5 – Força exercida em paquímetro (amostra de 64 pessoas) - F = 5,4 N; s=3,2 N 6. Estudo teórico em paquímetro de 300 mm Figura 4 – O paquímetro não respeita o Princípio de Abbe De facto, sempre que se dá um exemplo de instrumento de medição corrente que não respeita o Princípio de Abbe, o paquímetro surge, praticamente sempre, como exemplo marcante. Sendo um instrumento cujo eixo de movimento do cursor não coincide com o eixo da peça a medir, fica bastante vulnerável a um erro que é função da força que o operador aplica no instrumento. O item escolhido para estudo foi um paquímetro de 500 mm, mas com abertura, durante o ensaio, de 300 mm. Antes de fazer qualquer tratamento experimental, decidiu-se fazer um simples exercício de Mecânica de Materiais onde se procura analisar um pórtico, simplesmente apoiado, submetido a duas forças opostas, aplicadas a uma determinada distância da barra horizontal daquele pórtico (ver figura 6). 5. Forças exercida no paquímetro Em acções de formação que decorreram no CATIM foi feito ao longo de alguns anos um estudo da força exercida por formandos (técnicos da indústria em acções de reciclagem em Metrologia Dimensional), onde a todos era pedido para medirem uma pequena peça (de facto era um pequeno dinamómetro mas aos indivíduos em estudo isso não era dito), sendo observada a força que cada técnico fazia. A amostra incluía geralmente pessoas experientes em medições de controlo industrial, com algumas excepções. Nos gráficos apresentados, uma breve análise permite ver que a distribuição tende para uma normal, com excepção de um pequeno grupo acima dos 11 N, que foi considerado serem pessoas sem qualquer experiência na utilização do paquímetro e que, por receio de não fazerem bem o contacto, eram tentadas a apertar fortemente a peça. Isto foi confirmado pelo registo individual onde se constatou que a maior força Figura 6 – O paquímetro como um pórtico Numa primeira análise vamos considerar a flexão no elemento BC (300 mm), pelo que consideramos como rígidos os elementos AB e CD. Recorrendo ao método da carga unitária [2], temos a expressão: δL = Fb 2 L /( EI BC ) (1) δL – variação da distância inicial (aproximadamente igual ao Erro de Abbe) F – Força aplicada no paquímetro b – distância entre o ponto de aplicação da força e a base da maxila AB ou CD L – distância inicial (considerada igual ao valor indicado no paquímetro) E – Módulo de Young do material (paquímetro): 210 GPa IBC – momento de inércia da secção BC (6x253/12 mm4) Esta expressão contempla exclusivamente a flexão ocorrida na barra BC. Mas as vigas AB e CD também se deformam, pelo que devemos considerar a flecha daqueles elementos considerando-os como uma viga encastrada submetida a uma carga unitária. Recorrendo à expressão [3]: δL2 = Fb 3 /(3EI AB ) (2) IAB – momento de inércia da secção AB (6x203/12 mm4) . Os resultados são apresentados na Tabela 2 Figura 7 – Método de aplicação de força ao paquímetro Tabela 2 – Resultados teóricos em paquímetro de 500 mm com abertura 300 mm δL a 143 mm da Força régua aplicada em N em µm Os resultados das medições realizadas constam da Tabela 3. 1 5,4 2 11 3 16 4 22 5 27 3 31 10 55 5 44 10 82 7. – Estudo experimental em paquímetro de 300 mm Com recurso a uma máquina de medir por coordenada ZEISS foram feitas medições no paquímetro quando este era submetido a uma força aplicada por um artefacto desenvolvido para o efeito. Esse artefacto era um padrão de topos de dimensão variável, com um transdutor de força, conforme figura 7. Tabela 3 - Resultados experimentais em paquímetro de 500 mm com abertura 300 mm δL a 143 mm da régua Força aplicada em N em µm Tomemos como elemento comparativo os valores encontrados a 3 N de carga. Constata-se que os valores experimentais são maiores que aqueles que os conceitos teóricos nos forneceram. Isto pode resultar de vários factores: ♦ folgas do paquímetro em estudo, valores não tidos em consideração nos cálculos teóricos; ♦ as maxilas foram modeladas considerando uma configuração rectangular, o que não acontece realmente (cerca de metade das maxilas são trapezoidais). As folgas, a existirem, justificam-se porque o instrumento em estudo tem vários anos de utilização e essas folgas não são detectáveis em calibração normal. Para este estudo vamos considerar os valores teóricos para uma média relativa à população da experiência que considerámos representativa de operadores habituais (valores lidos pelos formandos, ponto 5 deste trabalho). A média vai ser considerada somente para as forças medidas com valores menores que 10 N, pelo que desprezamos os operadores ocasionais, aqueles que nós verificámos não terem experiência bastante na utilização de paquímetros. A média encontrada foi de 4,3 N, que vamos considerar somente a parte inteira, ou seja, o valor de força de 4 N. O desvio padrão encontrado foi de 1,89 N (ver figura 8). Para forças <10 N Acontecimentos 25 20 15 10 5 0 0-2 >2-3 >4-6 >6-8 >8-10 Força / N Figura 8 - Análise da população considerada representativa de quem mede usualmente com paquímetro Se considerarmos que a força média encontrada é a força tanto exercida por quem calibra como por que mede, podemos fazer a análise da contribuição para a incerteza relacionada com o desvio encontrado (que vamos considerar ser de ±2 N que, pela Tabela 2 corresponde a ±11 µm). A amostra foi obtida muito distribuída ao longo do tempo (ensaio feitos no decorrer de cerca de 4 anos). Vamos considerar este desvio como uniforme (rectangular). Nestas condições, e considerando os valores teóricos, teremos um erro de Abbe de cerca de 22 µm, o que, para uma distribuição rectangular, corresponde a uma incerteza padrão associada ao erro de Abbe de ±6 µm. Este erro é geralmente desprezado, mas se atentarmos nas melhores incertezas declaradas pelos laboratórios de calibração (da ordem de grandeza à volta dos 10 µm), seguramente que vamos ser obrigados a repensar o desprezo a que temos votado Ernst Abbe. 8. Conclusão O estudo aqui apresentado pretende ser somente o primeiro alerta para um erro geralmente esquecido e um componente de incerteza tratado (poucas vezes) em valores somente estimados, logo, sem suporte nem teórico nem experimental. Sugere-se que novos estudos se desenvolvam acerca deste tema e que os laboratórios acreditados para calibração de paquímetros se empenhem nesses estudos. REFERÊNCIAS [1] VIM – Vocabulário Internacional de Metrologia – IPQ, 2005. [2] Sabino Domingues, J. J. M. – Órgãos de Máquinas (ISEP), www.dem.isep.ipp.pt/jsd/ [3] Pareto, Luis – Formulario de Mecanica Ediciones Ceac – 1980. [4] Beer, Ferdinado et all – Resistência dos Materiais – McGraw Hill, Edição em português de 2006. .
Baixar