DETERMINAÇÃO DO INTERVALO ÓTIMO PARA MANUTENÇÃO: PREVENTIVA,
PREDITIVA e DETECTIVA
Eduardo de Santana Seixas
Engenheiro Consultor
Reliasoft Brasil
Resumo
Um dos pontos críticos na determinação do intervalo ótimo está na escolha dos
equipamentos e na definição de sua política de manutenção (preventiva, preditiva e/ou
detectiva). O intervalo ótimo para manutenção, sempre que possível, será determinado
com base nos dados de falha do equipamento e/ou de seus componentes. A
manutenção é responsável pela garantia da confiabilidade e mantenabilidade dos
equipamentos de acordo com os objetivos operacionais e de produção definidos pelas
empresas.
O estabelecimento de critérios de cálculos e a implementação das técnicas a serem
adotadas torna-se um fator primordial no atingimento das metas definidas e no
desempenho e disponibilidade global dos equipamentos.
Este trabalho tem como principal objetivo mostrar como definir os intervalos ótimos
para manutenção, para as diversas políticas, considerando parâmetros, tais como:
custo, disponibilidade, tempos para falhar, tempos para inspeção, tempos para reparo,
etc. de acordo com critérios matemáticos que regem os estudos de confiabilidade,
mantenabilidade e disponibilidade de sistemas.
1
1- Introdução
A manutenção está relacionada com a rentabilidade da empresa na medida que
influencia na capacidade de produção e no custo operacional dos equipamentos. Os
trabalhos de manutenção elevam o desempenho e a disponibilidade dos
equipamentos para a produção, mas ao mesmo tempo, contribuem para aumentar os
custos operacionais. O objetivo de um setor ligado a manutenção deve ser, portanto,
atingir um equilíbrio entre esses efeitos, de modo a maximizar a contribuição do setor
na rentabilidade da empresa.
Manutenção
Na capacidade de produção
Influencia
No custo operacional dos equipamentos
O desempenho operacional
Eleva
A disponibilidade dos equipamentos
Aumenta
A capacidade de produção
2 – Características de uma Política Ótima de Manutenção
Manutenção
Corretiva
Preventiva
Seleção de um
quadro de
técnicos
necessários
para o
sistema.
Preditiva
Seleção de um
quadro de
técnicos
necessários
para o
sistema.
Seleção dos
itens que irão
receber
manutenção
Detectiva
Sensitiva
Uso dos
sentidos
Determinação
do tempo
entre
inspeções
periódicas ou
intervenções
no sistema
A manutenção envolve atividades diretamente relacionadas a reparação dos
equipamentos (manutenção corretiva) e a prevenção e predição de falhas
(manutenção preventiva, preditiva e detectiva). O problema de planejar a manutenção
envolve a seleção de um quadro de técnicos necessários para manter o sistema,
2
assim como, determinar as inspeções e a seleção dos itens que merecem um
programa de manutenção preventiva, preditiva e detectiva. Todos os aspectos
combinam ainda com o custo da manutenção para um determinado nível de operação
dos sistema.
Para manter um equipamento num determinado nível de operação desejado é
necessário que se faça um rotina regular de inspeções ou testes de modo que se
possa definir se o equipamento se encontra ou não em condições satisfatórias de
operação. Pode-se, também, desempenhar inspeções e reparos sob uma lista
programada de componentes para reduzir a paralisação do equipamento devido a
falhas.
3 – Estabelecimento da Política de Manutenção e do Intervalo Padrão
A análise será desenvolvida para determinar o intervalo padrão da manutenção de um
equipamento com base na maximização da disponibilidade ou na maximização do
custo da manutenção.
O modelo de distribuição a ser utilizado na análise dos tempos para falhar será a
distribuição de Weibull e, no caso, dos tempos de reparo será a distribuição
Lognormal.
A distribuição de Poisson será utilizada quando da determinação de peças
sobressalentes.
Quando se analisa um programa de manutenção verifica-se com muita freqüência, que
o estabelecimento do período padrão de manutenção preventiva, preditiva ou detectiva
é feito de forma subjetiva calcada na experiência de quem elabora o programa. Os
inconvenientes que normalmente advém do processo subjetivo, no caso da
determinação do período padrão, podem ser eliminados pela utilização da estatística
de falhas.
A adoção de um programa de manutenção de um equipamento, implica que o
dispêndio total de recursos seja representado pela soma dos recursos aplicados nas
manutenções.
3- Dados de Falha e de Reparo
O levantamento estatístico dos dados de falha e dos tempos de reparo é a parte
fundamental no estudo para a determinação do intervalo ótimo para manutenção.
A definição dos modelos matemáticos, funções de falha e de reparo permitem
representar a probabilidade de falha e de reparo dos itens ou componentes para um
dado tempo considerado.
Estas funções serão utilizadas quando da determinação dos intervalos ótimos para
manutenção, assim como, quando da determinação de peças sobressalentes a serem
mantidas em estoque num certo intervalo de tempo.
Principais funções a serem utilizadas:
Distribuição de Poisson
λ ⇒ taxa de falha
3
•
Probabilidade de “n” sucessos num dado intervalo de tempo.
e − λt ⋅ (λt )
n!
n
P(n) =
•
Média
μ = λt
•
Desvio padrão
σ = λt
Distribuição Exponencial Negativa
λ ⇒ taxa de falha
•
Função densidade de probabilidade
f ( t ) = λ ⋅ exp ( −λt )
•
Função distribuição acumulada
F( t ) = 1 − exp ( −λt )
•
Média
μ=
•
1
λ
Desvio padrão
σ=
1
λ
Distribuição de Weibull
t 0 ⇒ parâmetro livre
β ⇒ parâmetro de forma
η ⇒ parâmetro de escala
•
Função densidade de probabilidade
⎡ ⎛ t − t ⎞β ⎤
0
⎟⎟ ⎥
⋅ exp ⎢− ⎜⎜
η
⎢⎣ ⎝
⎠ ⎥⎦
η > 0 0 ≤ t0 ≤ t ≤ ∞
β ⎛ t − t0
f ( t ) = ⋅ ⎜⎜
η ⎝ η
Onde: β > 0
⎞
⎟⎟
⎠
β −1
4
•
Função distribuição acumulada
⎛ ⎛t−t
0
F( t ) = 1 − exp ⎜ − ⎜⎜
⎜ ⎝ η
⎝
•
β
⎞
⎟
⎟
⎠
Média
(
μ = t 0 + η ⋅ Γ 1 + β −1
•
⎞
⎟⎟
⎠
)
Desvio padrão
{ [(
)
(
σ = η 2 ⋅ Γ 1 + 2 ⋅ β −1 − Γ 2 1 + β −1
)]}
1
2
Distribuição Lognormal
t 0 ⇒ parâmetro livre
β ⇒ parâmetro de escala
α ⇒ parâmetro de forma
•
Função densidade de probabilidade
f (t) =
•
⎧
⎡ ⎛ t − t0
⎪
⎢Ln ⎜⎜
⎪ 1 ⎣ ⎝ β
1
⋅ exp ⎨− ⋅
α2
2Π ⋅ α ⋅ t
⎪ 2
⎪
⎩
2
⎞⎤ ⎫
⎟⎟⎥ ⎪
⎠⎦ ⎪
⎬
⎪
⎪
⎭
Função distribuição acumulada
⎡ Ln (t − t 0 ) − Ln β ⎤
F( t ) = φ⎢
⎥
α
⎣
⎦
•
Média
⎛ α2
μ = t 0 + β ⋅ exp ⎜⎜
⎝ 2
•
⎞
⎟⎟
⎠
Desvio padrão
[
(
)]
σ = β 2 ⋅ exp α 2 ⋅ exp α 2 − 1
1
2
5
Exemplo: Dados de Falha e de Reparo de 100 Bombas Centrífugas
Dados de Falha e de Reparo
Tempo Para
Falhar
(horas)
900 → 1200
1200 → 1500
1500 → 1800
1800 → 2100
2100 → 2400
2400 → 2700
2700 → 3000
3000 → 3300
Total
Freqüência
Observada
2
9
16
29
23
13
7
1
100
Tempo Para
Reparar
(horas)
2→3
3→4
4→5
5→6
6→7
7→8
8→9
9 → 10
Total
Freqüência
Observada
1
4
27
39
11
9
7
2
100
Utilizaremos a distribuição de Weibull para representar os dados de falha e a
distribuição Lognormal para representar os dados de reparo das bombas
Os parâmetros foram calculados utilizando o aplicativo Weibull++ da Reliasoft.
Falhas de Bombas
Parâmetros da Distribuição
de Weibull
Reparo de Bombas
Parâmetros da Distribuição
Lognormal
t 0 = 691,0548 h
t 0 = 0 (zero) h
β = 3,3170
η = 1410,8649 h
β = 5,1655 h
α = 0,2451
r = 0,9955
r = 0,9963
Média = 1956,9483 h
Desvio Padrão = ±420,4241 h
Média = 5,3232 h
Desvio Padrão = ±1,3244 h
4- Determinação dos Intervalos Ótimos para Manutenção
4.1 - Manutenção Preventiva (MPv)
Manutenção conduzida a intervalos fixos (preventiva sistemática) com base no tempo
de desgaste, deterioração ou contaminação dos itens ou componentes.
Para o cálculo do intervalo ótimo para Manutenção Preventiva vamos considerar os
Custos de Corretiva e Preventiva.
A distribuição de falha a ser utilizada será a Distribuição de Weibull.
6
Metodologia de cálculo para o intervalo ótimo (MPv)
•
C(T ) = K p + K c ⋅
Utilização de modelos matemáticos
Custo da manutenção corretiva:
custo vezes o número esperado de
falhas no período “T-t0”.
T −t0
∫ λ(t ) ⋅ dt ⋅ (T − t
0
)
0
β ⎛ T − t0
λ(T ) = ⋅ ⎜⎜
η ⎝ η
⎞
⎟⎟
⎠
Preventiva
T−t0
Kp
C(T )
=
+ K c ⋅ ∫ λ( t ) ⋅ dt (custo por hora)
T − t0 T − t0
0
Corretivas
β −1
0
(taxa de falha)
t0
T
Comprimento do Ciclo
T = Tempo a ser determinado (minimiza a função custo – intervalo ótimo).
Kp = 5 ⇒ Custo médio de uma intervenção preventiva (unidades monetárias).
Kc = 20 ⇒ Custo médio de uma intervenção corretiva (unidades monetárias)
Determinar o intervalo ótimo.
Após derivar a função C(T ) , obtém-se:
T − t0
1
⎛ Kp
⎞β
1
⎟ , válido para β>1.
T = t 0 + η ⋅ ⎜⎜
⋅
⎟
K
(
1
)
β
⋅
β
−
⎝ c
⎠
1
⎛ 5
⎞ 3,3170
1
⎟⎟
⋅
T = 691,0548 + 1410,8649 ⋅ ⎜⎜
= 1.193,00 horas
⎝ 20 3,3170 ⋅ (3,3170 − 1) ⎠
•
Utilizando software específico
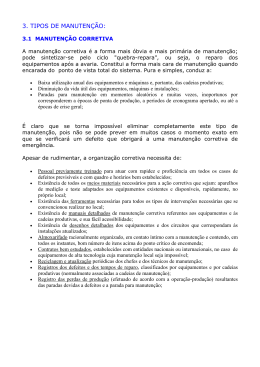
O mesmo exemplo, utilizando o aplicativo Weibull++ da Reliasoft:
Intervalo Ótimo para Manutenção Preventiva
0,0064
0,0062
0,006
0,0058
0,0056
0,0054
0,0052
0,005
0,0048
0,0046
0,0044
800
1000
1200
1400
1600
1800
Tempo
7
•
Intervalo ótimo em torno de 1240 horas.
O mesmo exemplo utilizando o BlockSim da Reliasoft:
As diferenças observadas é resultado de diferentes métodos matemáticos para cálculo
do intervalo ótimo de manutenção preventiva.
4.2- Manutenção Preditiva (MPd)
Manutenção conduzida com base no estado dos itens ou componentes. Neste caso, o
que será apresentado é uma proposição de cálculo já que não há um modelo padrão
para determinação do intervalo ótimo para se efetuar manutenção preditiva.
O modelo apresentado consta de dois passos:
Passo1: Análise da degradação
Passo2: Curva da Taxa de Degradação
Metodologia de cálculo para o intervalo ótimo (MPd)
Passo 1: Análise da Degradação
Os dados abaixo apresentados são os valores obtidos com a medida de vibração de
um conjunto moto-bomba em vários intervalos de tempo.
8
Valores Medidos de Vibração de um Conjunto Moto-Bomba
Vibração
Tempo de Operação
Identificação do
Velocidade
(horas)
Equipamento
(mm/s)
4500
8500
13200
17500
24000
26100
4800
9200
13700
19200
22000
24500
4200
12890
19200
20300
23800
24400
5200
9700
14300
18950
23500
26700
4800
8950
13500
19300
23900
26800
5000
9200
13900
22000
24300
26500
6500
9890
13960
19890
23000
25500
1,7
2,3
3,2
3,9
4,1
4,7
1,8
2,2
2,9
3,4
3,9
4,2
1,5
2,5
3,5
3,7
4,1
4,6
1,9
2,8
3,1
3,7
4,1
4,5
1,5
2,5
2,9
3,2
4,1
4,8
1,9
2,6
3,2
3,9
4,3
4,7
2,1
2,9
3,2
3,7
4,3
4,8
M1
M1
M1
M1
M1
M1
M2
M2
M2
M2
M2
M2
M3
M3
M3
M3
M3
M3
M4
M4
M4
M4
M4
M4
M5
M5
M5
M5
M5
M5
M6
M6
M6
M6
M6
M6
M7
M7
M7
M7
M7
M7
O limite crítico estabelecido para a análise de degradação foi de 6 mm/s.
9
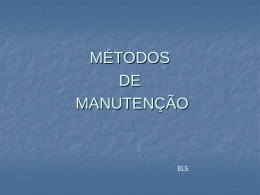
O modelo matemático, utilizado para determinação da função degradação, foi a
distribuição de Weibull com três parâmetros.
Os parâmetros foram obtidos através do aplicativo da Reliasoft (Weibull 7) por meio do
módulo “Análise da Degradação”. A curva que melhor representa a tendência de
degradação, definida pelo próprio aplicativo, foi a linear.
ReliaSoft Weibull++ 7 - www.ReliaSoft.com
Degradation vs Time
7,000
Linear Fit
M1
M2
5,600
M3
M4
M5
Degradation
4,200
M6
M7
2,800
Data Points
Degradation
Data Points
Degradation
Data Points
Degradation
Data Points
Degradation
Data Points
Degradation
Data Points
Degradation
Data Points
Degradation
Critical
1,400
0,000
3000,000
11400,000
19800,000
28200,000
36600,000
Eduardo Seixas
Reliasoft Brasil
09/06/2008
15:37:33
45000,000
Time, (t)
Os valores médios, dos 7 conjunto moto-bomba analisados, até atingir o limite de
degradação crítico (6 mm/s) são mostrados abaixo.
A partir deste valores podemos obter o modelo matemático de degradação (vibração)
dos conjuntos moto-bomba. Neste caso utilizaremos a distribuição de Weibull três
parâmetros.
10
Como podemos observar os parâmetros obtidos são:
β = 3,9763 (fator de forma – característica da falha)
η = 6.963,3956 horas (vida característica)
γ = 31.245,90 horas (tempo livre de degradação)
Podemos observar que do tempo “zero” até 31.245,90 horas
a vibração do equipamento estará dentro de valores
aceitáveis. Quando atinge este valor podemos observar um
aumento significativo da vibração em função do tempo.
Função degradação:
FD ( t ) = 1 − e
⎛ t − 31245,90 ⎞
−⎜
⎟
⎝ 6963,39 ⎠
3,98
O tempo médio e o desvio padrão para atingir o limite crítico de vibração são:
Média: 37.555,42 horas
Desvio Padrão: 1.585,73 horas
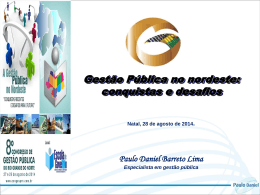
Passo 2: Curva da Taxa de Degradação
A curva da “taxa de degradação”, apresentada abaixo, foi utilizada para
determinarmos o intervalo ótimo para inspeções preditivas no sistema constituído por
sete conjuntos moto-bomba.
11
INTERVALO ÓTIMO PARA MANUTENÇÃO PREDITIVA e
CURVA DE DEGRADAÇÃO
λ D (t)
0,000426
Limite Crítico: 6 mm/s
FD ( t ) = 1 − e
⎛ t −31246 ⎞
−⎜
⎟
⎝ 6963,4 ⎠
3,98
Período Ótimo para Manutenção
Preditiva (T) = 34000 horas
TMPD (Tempo Médio Para
Degradação) = 37.555 horas
2754 h
2754 h
Tempo livre de degradação
(vibração dentro de limites aceitáveis)
P
2754 h
34000 h
2754 h
t (horas)
F
Intervalo PF
31.246 h
37.555 h
Os valores do gráfico acima foram obtidos da seguinte forma:
O período ótimo para manutenção preditiva (T)
O período ótimo para manutenção preditiva foi obtido utilizando o seguinte modelo
matemático:
•
Parâmetros da Distribuição de Weibull obtidos com a Análise da Degradação
β = 3,9763 (fator de forma – característica da falha)
η = 6.963,3956 horas (vida característica)
γ = 31.245,90 horas (tempo livre de degradação)
•
Custos considerados (R$)
K i = 200,00
Custo Médio de uma Inspeção
K v = 600,00
Custo Médio de um Reparo Detectado pela Inspeção
K C = 2400,00
Custo Médio de uma Intervenção Corretiva
•
Modelo Matemático para Determinação do Período
12
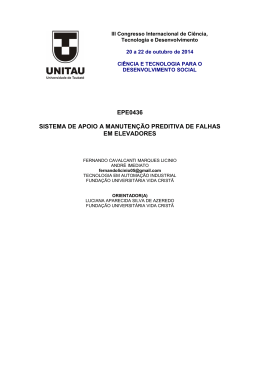
C( T) :=
Ki
T −γ
+ Kc ⋅ λ( T) +
Kv ⋅ ( 1 − R( T) )
⎡ ⌠ T −γ
⎤
⎢ ⎮ ( T − γ ) ⋅ f ( t ) dt ⎥
⎣ ⌡0
⎦
3
2
C( T )
1
0
4
3.2 .10
3.4 .10
4
3.6 .10
T
4
3.8 .10
4
4 .10
4
O gráfico acima nos fornece o período de tempo “T” (manutenção preditiva) que irá
fornecer o menor custo (ponto ótimo = 34.000 h).
Tempo Livre de Degradação
γ = 31.246 horas
Este valor nos indica que durante este período de tempo, a vibração estará dentro de
limites aceitáveis.
O valor 2754 horas (vide gráfico)
O valor acima é o intervalo entre inspeções preditivas. Vimos que o período ótimo para
efetuarmos manutenção preditiva é igual a 34.000 horas. Se calcularmos a diferença
entre este valor e o valor de γ (31.246 horas) obtemos: 34.000 – 31.246 = 2.754,00
horas.
Para garantirmos que as inspeções preditivas consigam detectar a degradação antes
que atinja o limite crítico duas medidas serão feitas antes (detectar degradação
acelerada) e após (detectar degradação normal) o “tempo γ ”. O número de intervalos,
antes do tempo “γ”, deverá ser considerado com base na conseqüência da falha do
equipamento.
13
4.3 - Manutenção Detectiva (MD)
Manutenção conduzida (inspeções sistemáticas) em itens ou componentes que
apresentam falhas ocultas.
Falhas ocultas: uma falha oculta é aquela que a perda da função não é evidente para
o operador e/ou mantenedor. Podemos dizer que é uma falha “potencialmente crítica”.
Típica de equipamentos que atuam quando de uma emergência, equipamentos
reserva, equipamentos de proteção, equipamentos com entrada intermitente e
equipamentos redundantes.
Algumas empresas relacionam as atividades de localizar falha oculta como:
Manutenção Detectiva.
Considerações sobre falhas ocultas:
Consiste na inspeção das funções ocultas (não evidentes para os operadores e/ou
mantenedores), em intervalos regulares, para identificar e corrigir possíveis modos de
falha de itens/componentes. => Manutenção Detectiva
•
•
•
A falha não é evidente para o operador.
Não é uma falha funcional.
A falha deve ser detectada pelo pessoal de manutenção.
Redundância Ativa
Equipamentos de Proteção
Sistemas de Alarme
Equipamentos Reserva
O principal interesse nesta condição ocorre nos casos que a restauração do estado
“em falha” para o “operando” somente é possível em determinados instantes de
tempo, muitas vezes distribuídos a intervalos regulares. Tal é o caso de componentes
que normalmente ficam em uma situação de prontidão ou reserva (standby), pois o
estado atual de um componente deste tipo pode não ser imediatamente aparente.
Falhas não reveladas podem ocorrer, as quais somente seriam detectadas e
reparadas quando o equipamento fosse efetivamente demandado (colocado em
operação ou em caso de teste).
14
Estado
θ ⇒ intervalo entre testes
Operando
Em Falha
θ
2θ
3θ
4θ
5θ
6θ
7θ
t
Uma falha somente pode ser detectada nos instantes θ, 2θ, 3θ,... .
Metodologia de Cálculo para o Intervalo Ótimo para Manutenção Detectiva (MD)
Neste caso, o que desejamos é determinar o intervalo entre inspeções que irá
maximizar a disponibilidade do item.
θ = intervalo entre testes e/ou inspeções
Tt = tempo para inspeção/teste
Tr = tempo para reparo de uma falha identificada pela inspeção
Vamos considerar que uma bomba se encontra na situação reserva (hot standby), que
o tempo para inspecionar esta bomba é de 2,5 horas e o tempo para reparar, uma
falha detectada pela inspeção, é de 5,16 horas.
Tt
Principais
considerações:
f(t) → função
densidade
probabilidade do
tempo para falhar
do equipamento.
Tr
Intervalo para Inspeção/Teste (θ)
0
θ
t0
Comprimento do Ciclo
Tr → tempo
requerido para efetuar um reparo ou substituição.
Ti → tempo requerido para efetuar uma inspeção.
O objetivo é determinar um intervalo de tempo “T” entre inspeções para maximizar a
disponibilidade.
A disponibilidade por unidade de tempo será uma função do intervalo de inspeção
denotado por A(T).
15
Se consideramos que a distribuição de Weibull representa a falhas do equipamento.
f (t) =
β ⎛t⎞
⋅⎜ ⎟
η ⎝ η⎠
β
β −1
⋅e
⎛t⎞
− ⎜⎜ ⎟⎟
⎝ η⎠
⎛ T
⎞ T
T ⋅ ⎜⎜1 − ∫ f ( t ) ⋅ d( t ) ⎟⎟ + ∫ t ⋅ f ( t ) ⋅ d( t )
0
⎝
⎠ 0
A( T ) =
T
T + Ti + Tr ⋅ ∫ f ( t ) ⋅ d( t )
0
Basta agora, determinarmos o valor de “T” que maximiza a disponibilidade do sistema.
Exemplo: Consideremos o caso do equipamento cujos parâmetros da distribuição de
Weibull são “t0 = 691,0548 horas”, “β = 3,3170” e “η = 1410 horas”. Este equipamento
opera como reserva numa situação “Hot Standby”.
Logo o intervalo ótimo para manutenção detectiva (T) é dado por:
⎡
⎢
(T − t0) ⋅ ⎢⎢1 −
⎣
A( T) :=
⌠
⎮
⎮
⌡
T−t 0
β
η
⋅ ⎛⎜
⎞
⎟
⎝η⎠
t
0
(
β −1
T−t 0
⎤
β
⎡ ⎛ t ⎞ β⎤ ⎥ ⌠
⎡ β ⎛ t ⎞ β −1
⎡
t ⎤⎤
⎮
⎢t ⋅ ⎜ ⎟
⋅ exp ⎢−1 ⋅ ⎜ ⎟ ⎥ dt⎥ + ⎮
⋅ exp ⎢−1 ⋅ ⎛⎜ ⎞⎟ ⎥⎥ dt
⎣ ⎝η⎠ ⎦ ⎥ ⌡
⎣ η ⎝η⎠
⎣ ⎝ η ⎠ ⎦⎦
⎦ 0
⌠
⎮
T − t + Ti + Tr ⋅ ⎮
0
⌡
T− t 0
)
⎞
⎟
η ⎝η⎠
β
⋅ ⎛⎜
t
β −1
⎡
β⎤
⎞ ⎥ dt
⎟
⎝η⎠ ⎦
⋅ exp ⎢−1 ⋅ ⎛⎜
⎣
t
0
O valor que maximiza a disponibilidade do sistema está compreendido entre 950 horas
e 1050 horas (inclusive).
Disponibilidade
...
0,9877
0,9895
0,9904
0,9905
0,9900
0,9888
0,9870
....
Tempo “T”
(horas)
...
850
900
950
1000
1050
1100
1150
...
Observação
Intervalo ótimo para
Manutenção Detectiva é
de 1000 horas.
Os valores da tabela foram obtidos do gráfico abaixo.
16
Maximizição da Disponibilidade
Disponibilidade
0.98
0.96
A( T )
0.94
0.92
0.9
500
3
3
1×10
1.5×10
3
2×10
T
Tempo (horas)
5- Dimensionamento de Peças Sobressalentes
A distribuição de Poisson é uma das três distribuições discretas, Binomial, Poisson e
Hipergeométrica, que utiliza inteiros como variáveis randômicas.
Simeon-Denis Poisson, 1781-1840, era um matemático conhecido por seu trabalho na
área de integrais definida, teoria da eletricidade e probabilidade. Em 1837, Poisson
derivou sua distribuição para aproximar a distribuição Binomial quando a probabilidade
de ocorrência (p) é pequena. O uso desta distribuição não foi observada até 1898,
quando Bortkiewics foi chamado pelo exército da Prússia para investigar mortes
acidentais de soldados atribuídas a coice de cavalos. A aplicação inicial da distribuição
de Poisson para determinar o número de mortes atribuídas a coice de cavalos no
exército da Prússia conduziu seu uso para análise de mortes acidentais, requisitos de
serviços, erros ao longo do tempo, assim como, na engenharia de confiabilidade.
A probabilidade de um número específico de falhas (r) no tempo (t) é dada por:
r
(
λ t ) ⋅ e − λt
P(r ) =
Onde:
r!
“r” é o número de falhas para um dado intervalo de tempo (t)
“λ” é a taxa de falhas por hora
“t” é o tempo expresso em horas
P(r) é a probabilidade de obter exatamente “r” falhas no tempo “t”.
Outra aplicação da distribuição de Poisson é determinar o número de peças
sobressalentes que deverá estar inicialmente disponível para assegurar uma
probabilidade pré-definida de que a peça sobressalente estará disponível.
17
O seguinte modelo matemático será utilizado para dimensionar o número de peças
sobressalentes para um conjunto de bombas, cuja falha é representada pela
distribuição de Weibull.
β
T−t0
⎛ T−t0 ⎞ ⎡
⎤
⌠
− N⋅ [ 1+( 1−Pr) ]⋅ ⎜
β −1 ⎥
⎟ ⎢
β ⎛t⎞
⎝ η ⎠ ⋅ ⎢N ⋅ [ 1 + ( 1 − Pr) ] ⋅ ⎮
e
⋅⎜ ⎟
dt⎥
n
P ( n) :=
∑
⎮
⌡0
⎢
⎣
η ⎝η⎠
i
⎥
⎦
i!
i=0
Onde:
•
•
•
•
•
P(n) é a probabilidade de sucesso operacional
“n” é o número de peças sobressalentes necessárias
“T” é o tempo operacional (horas) considerado.
N é o número de equipamentos operando.
“Pr” é a probabilidade da oficina/terceiros de reparar o equipamento em “T”
horas
Parâmetros da distribuição de Weibull (Bomba)
“t0” é o tempo livre de falhas (confiabilidade intrínseca da bomba)
“β” é o fator de forma (característica de falha)
“η” é o fator de escala (vida característica)
No modelo acima consideramos os seguintes dados para determinação de P(n):
T = 1440 horas
N = 37 bombas operando
Pr = 0,8768 (valor obtido pela análise dos tempos de reparação das bombas na
oficina/terceiros).
Parâmetros da distribuição de Weibull (modelo de falhas)
t0 = 691,0548 horas
β = 3,3170
η = 1410,8649
Elaborando os cálculos, com base no modelo matemático acima, obtemos:
“n”
Número de
Peças
Sobressalentes
1
2
3
4
5
6
P(n)
Probabilidade
de Sucesso
Operacional
0,0376
0,1176
0,2532
0,4256
0,6009
0,7495
“n”
Número de
Peças
Sobressalentes
7
8
9
10
11
12
P(n)
Probabilidade
de Sucesso
Operacional
0,8575
0,9262
0,9649
0,9847
0,9938
0,9977
18
Probabilidade de Sucesso Operacional
Dimensionamento de Sobressalentes
1
0.8
0.6
P ( n)
0.4
0.2
0
0
5
10
15
n
Número de Sobressalentes
A definição do número de peças sobressalentes (bombas) que deve ser mantido em
estoque, para atender a substituição de bombas quando de uma falha, deverá ser
conduzida pelo gerente de manutenção, com base na criticidade de faltar bombas em
estoque, quando da necessidade de substituir uma bomba na instalação.
6- Conclusões
As metodologias apresentadas neste trabalho visam chamar a atenção do gerentes de
manutenção quando da definição dos intervalos de manutenção preventiva, preditiva e
detectiva, assim como, da determinação do número de peças sobressalentes em
estoque para atender a demanda de falhas de equipamentos (substituição de
equipamentos na instalação devido a falhas).
Um dos principais aspectos a ser observado está relacionado ao custo da manutenção
e ao custo da perda de produção ou lucro cessante devido a baixa disponibilidade dos
equipamentos operacionais resultante da definição dos intervalos de manutenção sem
nenhum critério.
Os modelos de cálculo do “intervalo ótimo para manutenção preditiva” e o da
“determinação de peças sobressalentes em estoque” estão abertos para discussão,
dado que estes modelos estão sendo colocados neste trabalho como uma proposição
de estudo.
19
7- Bibliografia
1- CARTER, A.D.S. - Mechanical Reliability. 2 ed. Macmillan Education Ltda,
London, 1986.
2- DHILLON, Balbir S. - Systems Reliability: Maintainability Management - PBI Petrocelli Books Inc., 1983.
3- DHILLON, Balbir S. & SINCH, C. - Engineering Reliability - New Techniques and
Applications, Wiley Interscience Publication, 1981.
4- McCORMICK, NORMAN J. - Reliability and Risk Analysis - Methods and
Applications Nuclear Power Applications - Acad. Press Inc, New York, 1981.
5- SMITH, CHARLES O. - Introduction to Reliability in Design - McGraw Hill
Kogakusha Ltd.
6- JARDINE, A.K.S. – Maintenance, Replacement and Reliability – Pitman
Publishing, Toronto, 1998.
7- SMITH, DAVID J. - Reliability and Maintainability in Perspective: Practical,
Contractual, Commercial & Software Aspects.
8- SEIXAS, Eduardo de Santana - Mantenabilidade: A Distribuição Lognormal
9- SEIXAS, Eduardo de Santana - Manutenção Preventiva versus Manutenção
Corretiva - I Seminário de Manutenção Metro-Ferroviária - ANTP / RJ
10- SEIXAS, Eduardo de Santana - Manutenção Corretiva, Preventiva e Preditiva IV Congresso Ibero-Americano de Manutenção - ABRAMAN - SP
11- GOLDMAN, A. S. and SLATTERY T. B. - Maintainability: A Major Element of
System Effectiveness - Robert E. Krieger Publishing Company - Huntington, New
York, 1977.
12- BOWKER, A. H. and LIEBERMAN, G. H. - Engineering Statistics - PrenticeHall, Inc. New Jersey, 1972.
20
Baixar