Laboratório de
Automação
Prof. Márcio Henrique Diniz Marques
Processos de Fabricação x
Automação
Fundição:
Areia verde, Areia
Rápida, Resina, Casca, Injeção, ..., etc.
de Pega
Soldagem/União:
Eletrodo
Revestido, Mig/Mag, Tig, Arco-Submerso, por
Chama a gás (brasagem), Atrito, Colagem, ..., etc.
Usinagem:
Torneamento, Fresamento,
Serramento, Retífica, Torno-fresamento, furação,
trepanação, ..., etc.
Corte/Separação:
Chama (oxi-acetileno),
(Jato d’Água) ..., etc.
Plasma,
Conformação:
Estampagem, ..., etc.
Corte
por
Laser, Abrasão
Dobra, Repuxamento,
O que significa CNC?
CNC são as iniciais de Computer Numeric Control ou
em Português Controle Numérico Computadorizado.
É um controlador eletrônico (CPU) que permite o
controle de máquinas e é utilizado principalmente
em Tornos e centros de usinagem. É responsável por
enviar sinais de controle para os dispositivos de
acionamento dos atuadores (motores, pistões, ...,
etc), permitindo o controle simultâneo de vários
eixos, conforme uma lista de comandos escrita num
código específico (*).
(*) Código G:
Normas RS274D (1980),
ISO 6983 , DIN 66025. Popularmente conhecidos
como Código-G, ou G-Code.
Atuadores
Código-G
(Entrada via
Painel)
Comando
CNC
Drivers de
Potência
(Motores de
Passo, Servos,
Cilindros
Hidráulicos
e/ou
Pneumáticos)
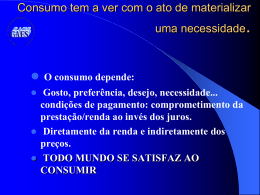
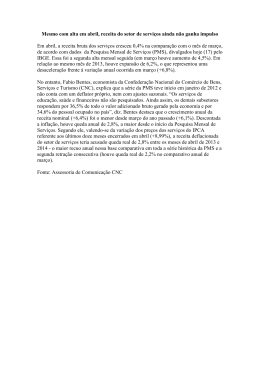
O que significa CNC?
CNC são as iniciais de Computer Numeric Control ou
em Português Controle Numérico Computadorizado.
É um controlador eletrônico (CPU) que permite o
controle de máquinas e é utilizado principalmente
em Tornos e centros de usinagem. É responsável por
enviar sinais de controle para os dispositivos de
acionamento dos atuadores (motores, pistões, ...,
etc), permitindo o controle simultâneo de vários
eixos, conforme uma lista de comandos escrita num
código específico (*).
(*) Código G:
Normas RS274D (1980),
ISO 6983 , DIN 66025. Popularmente conhecidos
como Código-G, ou G-Code.
Código-G
(Entrada
Via PC)
Emulador
de
Comando
CNC
(Mach 3)
Atuadores
Porta
Paralel
a
Drivers
de
Potência
(Motores de
Passo, Servos,
Cilindros
Hidráulicos
e/ou
Pneumáticos)
Graus de Liberdade
Em sistemas mecânicos Graus de Liberdade (sigla
em inglês DOF – Degrees Of Freedon), é o número
de dimensões, ou coordenadas necessárias para
especificar a posição de todas as partes de um
mecanismo.
Graus de Liberdade (DOF)
Quantos Graus de Liberdade
possuem os equipamentos a
seguir?
Símbolos para Pontos de
Referência
Volume de Trabalho de
Equipamentos
Volume de Trabalho de
Equipamentos
Volume de Trabalho de
Equipamentos
Configurações Cinemáticas de
Robôs
Robô Articulado
Configurações Cinemáticas de
Robôs
Robô Cartesiano de 3 DOF = Máquina
CNC de 3 eixos
Revisão de Geometria Analítica 01
Produto Vetorial
Representação XYZ Correta
Regra da Mão Direita
Revisão de Geometria Analítica 01
Exercício - quais dos sistemas de referência
abaixo estão corretos, em direção e sentido,
conforme o produto vetorial Z = X x Y?
Resultados corretos estão destacados nas
linha pontilhadas
Sistemas de Referências – Parte 01
Exemplo: Robô
Base(Base):
XYZ{B}
Ferramenta(Tool):
XYZ{T}
Estação(Station):
XYZ{S}
Alvo(Goal):
XYZ{G}
Sistemas de Referências – Parte 01
Exemplo: Fresadora CNC – 3DOF com eixo
Z da ferramenta orientado para baixo.
Sistemas de Referências – Parte 01
Exemplo: Fresadora CNC – 3DOF com
sistema de referência da ferramenta
paralelo ao da base da estação.
Sistemas de Referências – Parte 01
Exemplo: Fresadora CNC – 5DOF com
sistema de referência da ferramenta
orientado via programação.
Motor de Passos –
Atuador Eletro-mecânico
O que é um Motor de Passos? É um atuador
eletromecânico aonde temos várias bobinas que são
energizadas em uma certa sequência de forma a
conduzirmos o eixo do motor até uma certa coordenada
angular (ângulo) e também a uma certa velocidade.
Motor de Passos – Dois
Exemplos
Motor Bipolar: O
controle se dá pela
coordenação da ordem
de acionamento e no
sentido da corrente na
bobina acionada.
Motor
Unipolar:
O
controle se dá pela ordem
de
acionamento
das
bobinas. Temos neste
motor o fio comum que
une, geralmente duas
bobinas oposta por onde o
motor é energizado.
Motor de Passos – Dois
Exemplos
Motor Bipolar:
Motor Unipolar:
Motor de Passos
Projetos que aumentam a resolução de um motor de
passos.
Um rotor com uma “engrenagem” externas alinhará os
seus dentes com os dentes da “engrenagem” interna do
estator, conforme o campo magnético induzido pela
corrente que atravessa a bobina.
Motor de Passos –
Acionamento
Full
Step
- Pouco Torque
- Muita Vibração
- Ressonância
Half
Step
- Pouco Variável
- Pouca Vibração
- Ressonância ocorre em
rotações maiores
- Duplicação da Resolução
Double
Full
- Muito Torque
- Muita Vibração
- Ressonância
Fusos e Fusos de Esferas –
Junta Prismática
O que é um Fuso? É um mecanismo que transforma
movimento rotacional em linear, através de contato
deslizante (parafusos e porcas) ou rolante (fusos de
esferas). Muito utilizados em juntas prismáticas de robôs
ou máquinas-ferramentas. Pode ser composto de um
motor simples conectato a um eixo ou pode ser composto
de um motor de passos (ou até mesmo um servo-motor)
conectato a um eixo.
Fusos e Fusos de Esferas
Deduzindo as equações de um fuso (motor simples):
Sejam:
P = Passo de fuso [comprimento]/[revolução]
L = Comprimento deslocado do carro [comprimento]
Nnúm_rev = Número de voltas [revoluções]
Nrpm = Velocidade Angular [revoluções]/[minuto] 6702-2299
L P N Núm.Rev
V P N rpm
Fusos e Fusos de Esferas
Deduzindo as equações de um fuso (motor de passos):
Sejam:
P = Passo de fuso [comprimento]/[revolução]
Step = É o ângulo de Passo [graus] (Full STEP – Dados do
Fabricante)
Rmotor = 360º / Step = Resolução do Motor Full STEP
[Passos]/[revolução]
L = Comprimento deslocado do carro [comprimento]
Npassos = Número de Disparos CLK [pulsos] = [passos]
CLK = Frequência de CLOCK [pulsos]/[segundo] = [Hertz]
(Disparo na Borda de subida)
Fusos e Fusos de Esferas
Exercício 01
Temos abaixo um motor ligado a um fuso que aciona um carro.
Determine:
(a) Qual o deslocamento em [mm] após 30 revoluções?
(b) Qual a velocidade do carro em [mm]/[minuto] se o motor gira a
200 rpm?
Dados: Passo do Fuso = 2 [mm] / [volta]
Fusos e Fusos de Esferas
Exercício 02
Temos abaixo um motor de passos ligado a um fuso que
aciona um carro.
Determine:
(a) Qual o deslocamento em [mm] após 20 revoluções?
(b) Qual a velocidade do carro em [mm]/[minuto] se o
motor gira a 120 rpm?
(c) Qual a frequência em [Hertz] do sinal de CLOCK para a
velocidade em (b)?
(d) Qual se o sistema for acionado por um sinal de CLOCK
de 2,5 kHertz, qual será a velocidade do carro em [mm/s]
(e) Quantos pulsos (CLOCKs) são necessários para o carro
andar 150 mm?
Dados: Passo do Fuso = 2 [mm]/[volta]
Step = 1,8 graus
Fusos e Fusos de Esferas
Exercício 03
Temos abaixo um motor de passos ligado a um fuso que
aciona um carro.
Determine:
(a) Qual o deslocamento em [mm] após 35 revoluções?
(b) Qual a velocidade do carro em [mm]/[minuto] se o
motor gira a 600 rpm?
(c) Qual a frequência em [Hertz] do sinal de CLOCK para a
velocidade em (b)?
(d) Qual se o sistema for acionado por um sinal de CLOCK
de 1,5 kHertz, qual será a velocidade do carro em [mm/s]
(e) Quantos pulsos (CLOCKs) são necessários para o carro
andar 150 mm?
Dados: Passo do Fuso = 5 [mm]/[volta]
Step = 1,8 graus
Fusos e Fusos de Esferas
Exercício 04
Temos abaixo um motor de passos ligado a um fuso que
aciona um carro.
Determine para este projeto qual será a resolução da junta
prismática (deslocamento mínimo do carro para cada passo
do motor de passo).
Dados: Passo do Fuso = 5 [mm]/[volta]
Step = 1,8 graus
Fusos e Fusos de Esferas
Exercício 05
Temos abaixo um motor de passos ligado a um
aciona um carro.
Determine para esta junta prismática o passo
necessária para que esta tenha uma precisão de
no acionamento modo FULL-STEP e 0,025
acionamento modo HALF-STEP.
Dados: Passo do Fuso = ? Determinar
Step = 1,8 graus
fuso que
da rosca
0,05 mm
mm no
Introdução à Linguagem
CNC
Etapas para Fabricação
1 – Conhecer o processo de fabricação e o equipamento utilizado
(capacidade, ferramentas e limitações).
2 – Identificação dos requisitos especiais de tolerâncias e rugosidades;
3 – Definição da seqüência de etapas de fabricação;
4 – Definição da cotação de fabricação das dimensões longitudinais;
considerando as superfícies de referência adotadas para as operações de
fabricação;
5 – Definição dos sobremetais, tolerâncias operacionais e dimensões
intermediárias;
6 – Definição da peça em bruto (considerar cilindro cortado de barra
laminada);
7 – Definição da quantidade de material a ser removida nas operações de
torneamento (ou de fresamento, se for o caso) para as diversas dimensões
longitudinais e de diâmetro;
Introdução à Linguagem
CNC
Ferramentas Utilizadas Torneamento
Introdução à Linguagem
CNC
Etapas para Fabricação
Introdução à Linguagem
CNC
Etapas para Fabricação
Introdução à Linguagem
CNC – Exemplo Torno CNC
Sistema de Coordenadas
O sistema de referência utilizado em
nosso laboratório está destacado em
linhas pontilhadas
Introdução à Linguagem
CNC
Referência do ponto Zero
da Peça
Em nossas práticas de laboratório
referenciar a peça conforme está
destacado em linhas pontilhadas
Referência do ponto Zero
da Peça
Equipamentos com
alimentação automática
ETAPA 1: A matéria-prima avança.
ETAPA 2:
A matéria-prima avança toca
um apalpador, o sujeitador (castanha)
prende a peça e é enviado um sinal de
zerar a referência da peça.
ETAPA 3: A peça é usinada.
ETAPA 2: A peça é separada da
matéria-prima.
Sistemas de Coordenadas
Absolutas
Em nossas práticas de laboratório as
referências de cotas na peça conforme
acima favorece a rápida implementação e
edição.
Sistemas de Coordenadas
Incrementais
Vantajosa quando se pretende programar
utilizando
sub-rotinas
e,
quando
implementada em conjunto com as
coordenadas absolutas, pode favorecer a
rápida criação e edição de peças.
Introdução à Linguagem
CNC - G Code
Lembrando: Código G é uma definição popular, na verdade
os códigos G’s (pois existem algumas diferenças entre os
comandos CNC) são derivados de várias normas, citando
como exemplo as normas RS274D (1980), ISO 6983 , DIN
66025.
Milling
Turning
(fresamento)
(torneamento)
G00
G01
G02
G03
G04
G07
G09
G10
G11
G12
G13
G17
G18
G19
G20
G21
G22
G23
.
OFF
.
ON
G27
G28
G29
G30
G31
.
Positioning in Rapid
Linear Interpolation
Circular Interpolation (CW)
Circular Interpolation (CCW)
Dwell
Imaginary axis designation
Exact stop check .
.
Program parameter input
Program parameter input cancel
Circle Cutting CW
.
Circle Cutting CCW
.
XY Plane
XZ Plane
YZ Plane
Inch Units
Metric Units
Stored stroke limit ON
Stored stroke limit OFF
.
G00
G01
G02
G03
G04
G07
Positioning in Rapid
Linear Interpolation
Circular Interpolation (CW)
Circular Interpolation (CCW)
Dwell
Feedrate sine curve control
G10
G11
Data setting
Data setting cancel
G17
G18
G19
G20
G21
G22
G23
G25
XY Plane
XZ Plane
YZ Plane
Inch Units
Metric Units
Stored stroke check function ON
Stored stroke check function OFF
Spindle speed fluctuation detection
.
G26
Spindle speed fluctuation detection
Reference point return check
Automatic return to reference point
Automatic return from reference point
Return to 2nd, 3rd, 4th reference point
Skip function
.
G27
G28
G29
G30
G31
G32
Reference point return check
Automatic Zero Return
Return from Zero Return Position
2nd reference point return
Skip function
Thread cutting
.
.
Introdução à Linguagem
CNC - G Code
Lembrando: Código G é uma definição popular, na verdade
os códigos G’s (pois existem algumas diferenças entre os
comandos CNC) são derivados de várias normas, citando
como exemplo as normas RS274D (1980), ISO 6983 , DIN
66025.
Milling
Turning
(fresamento)
(torneamento)
G33
Thread cutting .
.
G34
Bolt hole circle (Canned Cycle)
G35
Line at angle (Canned Cycle)
.
G36
Arc (Canned Cycle)
G40
Cutter compensation Cancel
Cancel
G41
Cutter compensation Left
Left
G42
Cutter compensation Right
Right
G43
Tool Length Compensation (Plus)
G44
Tool Length Compensation (Minus)
G45
Tool offset increase
.
.
G46
Tool offset decrease
Compensation
G47
Tool offset double increase
.
G48
Tool offset double decrease
.
G49
Tool Length Compensation Cancel
G50
Scaling OFF
maximum rpm
G51
Scaling ON
.
.
G52
Local coordinate system setting
G53
Machine coordinate system selection
G54
Workpiece Coordinate System
G55
Workpiece Coordinate System 2
G56
Workpiece Coordinate System 3
G57
Workpiece Coordinate System 4
G58
Workpiece Coordinate System 5
G59
Workpiece Coordinate System 6
G60
Single direction positioning
.
G61
Exact stop check mode
G62
Automatic corner override
G63
Tapping mode
G64
Cutting mode
G34
.
G36
G40
Variable lead thread cutting
G41
Tool Nose Radius Compensation
G42
Tool Nose Radius Compensation
.
.
.
.
G46
Automatic Tool Nose Radius
.
.
.
G50
.
Coordinate system setting and
G52
G53
G54
G55
G56
G57
G58
G59
.
G61
G62
G63
G64
Automatic tool compensation
Tool Nose Radius Compensation
Local coordinate system setting
Machine coordinate system setting
Workpiece Coordinate System
Workpiece Coordinate System 2
Workpiece Coordinate System 3
Workpiece Coordinate System 4
Workpiece Coordinate System 5
Workpiece Coordinate System 6
Exact stop check mode
Automatic corner override
Tapping mode
Cutting mode
Introdução à Linguagem
CNC - G Code
Lembrando: Código G é uma definição popular, na verdade
os códigos G’s (pois existem algumas diferenças entre os
comandos CNC) são derivados de várias normas, citando
como exemplo as normas RS274D (1980), ISO 6983 , DIN
66025.
Milling
Turning
(fresamento)
(torneamento)
G65
G66
G67
G68
G69
G70
G71
G72
G73
G74
G75
G76
G77
G78
G79
G80
G81
G82
G83
G84
G85
G86
Custom macro simple call
Custom macro modal call
Custom macro modal call cancel
Coordinate system rotation ON
Coordinate system rotation OFF
Inch Units
Metric Units
User canned cycle
High-Speed Peck Drilling Cycle
Counter tapping cycle
User canned cycle
Fine boring cycle
User canned cycle
.
User canned cycle
.
User canned cycle
.
Cancel Canned Cycles
Drilling Cycle .
.
Counter Boring Cycle
.
Deep Hole Drilling Cycle
Tapping cycle
Boring Cycle
.
.
Boring Cycle
G65
G66
G67
G68
G69
G70
G71
G72
G73
G74
G75
G76
User macro simple call
User macro modal call
User macro modal call cancel
Mirror image for double turrets ON
Mirror image for double turrets OFF
Finishing Cycle
Turning Cycle
Facing Cycle
Pattern repeating
Peck Drilling Cycle
Grooving Cycle
Threading Cycle
G80
Canned cycle for drilling cancel
G83
G84
Face Drilling Cycle
Face Tapping Cycle
G86
Face Boring Cycle
.
.
.
.
Introdução à Linguagem
CNC - G Code
Lembrando: Código G é uma definição popular, na verdade
os códigos G’s (pois existem algumas diferenças entre os
comandos CNC) são derivados de várias normas, citando
como exemplo as normas RS274D (1980), ISO 6983 , DIN
66025.
Milling
Turning
(fresamento)
(torneamento)
G87
Back Boring Cycle
G88
Boring Cycle
G89
Boring Cycle
G90
Absolute Positioning
G91
Incremental Positioning
G92
Reposition Origin Point
G93
Inverse time feed
.
.
G94
Per minute feed
G95
Per revolution feed
.
.
G96
Constant surface speed control
G97
Constant surface speed control cancel
cancel
G98
Set Initial Plane default
G99
Return to Retract (Rapid) Plane
.
.
.
.
mode
.
.
mode cancel
.
.
.
.
G87
G88
G89
G90
G91
G92
Side Drilling Cycle
Side Tapping Cycle
Side Boring Cycle
Absolute Programming
Incremental Programming
Thread Cutting Cycle
G94
Endface Turning Cycle
G96
G97
Constant surface speed control
Constant surface speed control
G98
G99
G107
G112
Linear Feedrate Per Time
Feedrate Per Revolution
Cylindrical Interpolation
Polar coordinate interpolation
G113
Polar coordinate interpolation
G250
G251
Polygonal turning mode cancel
Polygonal turning mode
Introdução à Linguagem
CNC
Função G0 Avanço
Rápido
É a uma função responsável por deslocamentos dos eixos
que controlam as ferramentas, sendo que quando usamos
esta função queremos que o porta ferramentas se desloque
na máxima velocidade do equipamento (sistema). É
utilizada
para
deslocamentos
entre
os
períodos
improdutivos da ferramenta (quando esta não esta tocando
a peça) e por isso estes períodos devem tender a um valor
mínimo.
Deve sempre se tomar cuidados para que o porta
ferramentas não atinja a peça durante um percurso não
produtivo.
Introdução à Linguagem
CNC
Função G1
Interpolação Linear
É a uma função responsável por deslocamentos dos eixos
que controlam as ferramentas, quando neste caso
queremos que o porta ferramentas se desloque na
velocidade programada. Neste caso a velocidade de avanço
é
definida
pela
função
F[mm/minutos]
ou
F[mm/revolução].
É utilizada para deslocamentos lineares dentro de um
plano durante um processo de fabricação (torneamento,
fresamento, corte a plasma, …, etc.).
Alguns comandos CNC ainda contam (para o torneamento)
com variáveis complementares que podem executar
automaticamente chanfros e arredondamentos.
Introdução à Linguagem
CNC
Função G2 Interpolação Circular
(sentido horário)
É a uma função responsável por deslocamentos dos eixos
que controlam as ferramentas em movimento circular no
sentido horário.
Introdução à Linguagem
CNC
Função G3 Interpolação Circular
(sentido anti-horário)
É a uma função responsável por deslocamentos dos eixos
que controlam as ferramentas em movimento circular no
sentido anti-horário.
Introdução à Linguagem
CNC
Função G2 e G3 Outras situações
Função G0 e G1 Exercícios
Exercício 01:
Para a peça acima, implementar a
programação
em
código
G,
necessária para se executar o
perfil de acabamento da peça,
percorrido em um torno CNC que
utiliza o programa MACH3.
Implementar a programação pelo
modo
DIÂMETRO,
e
em
coordenadas
ABSOLUTAS.
Considere
uma
aproximação
segura da ferramenta com a peça,
uma saída até uma posição segura
e F=50 mm/min.
Função G0 e G1 Exercícios
Exercício 02:
Para a peça acima, implementar a
programação
em
código
G,
necessária para se executar o
perfil de acabamento da peça,
percorrido em um torno CNC que
utiliza o programa MACH3.
Implementar a programação pelo
modo
DIÂMETRO,
e
em
coordenadas
ABSOLUTAS.
Considere
uma
aproximação
segura da ferramenta com a peça,
uma saída até uma posição segura
e F=50 mm/min.
Função G0 e G1 Exercícios
Exercício 03:
Para a peça acima, implementar a
programação
em
código
G,
necessária para se executar o
perfil de acabamento da peça,
percorrido em um torno CNC que
utiliza o programa MACH3.
Implementar a programação pelo
modo
DIÂMETRO,
e
em
coordenadas
ABSOLUTAS.
Considere
uma
aproximação
segura da ferramenta com a peça,
uma saída até uma posição segura
e F=50 mm/min.
Função G0 e G1 Exercícios
Exercício 04:
Para a peça acima, implementar a
programação
em
código
G,
necessária para se executar o
perfil de acabamento da peça,
percorrido em um torno CNC que
utiliza o programa MACH3.
Implementar a programação pelo
modo
DIÂMETRO,
e
em
coordenadas
ABSOLUTAS.
Considere
uma
aproximação
segura da ferramenta com a peça,
uma saída até uma posição segura
e F=50 mm/min.
Função G0 e G1 Exercícios
Exercício 05:
Para a peça acima, implementar a
programação
em
código
G,
necessária
para
realizar
o
desbaste e o acabamento final
da peça que será executada em
um torno CNC que utiliza o
programa MACH3. Implementar a
programação
pelo
modo
DIÂMETRO e assumindo que a
ferramenta
está
posicionada
conforme abaixo seguindo o
percurso indicado durante início e
fim de operação.
Dados:
Desbaste:
Ap = 1 mm
f = 75 mm/min
Acabamento:
Ap = 0,5 mm
f = 50 mm/min
Função G0 e G1 Exercícios
Exercício 06:
Para a peça acima, implementar a
programação
em
código
G,
necessária
para
realizar
o
desbaste e o acabamento final
da peça que será executada em
um torno CNC que utiliza o
programa MACH3. Implementar a
programação
pelo
modo
DIÂMETRO e assumindo que a
ferramenta
está
posicionada
conforme abaixo seguindo o
percurso indicado durante início e
fim de operação.
Dados:
Desbaste:
Ap = 1 mm
f = 75 mm/min
Acabamento:
Ap = 0,5 mm
f = 50 mm/min
Função G0 e G1 Exercícios
Exercício 07:
Para a peça acima, implementar a
programação
em
código
G,
necessária
para
realizar
o
desbaste e o acabamento final
da peça que será executada em
um torno CNC que utiliza o
programa MACH3. Implementar a
programação
pelo
modo
DIÂMETRO e assumindo que a
ferramenta
está
posicionada
conforme abaixo seguindo o
percurso indicado durante início e
fim de operação.
Dados:
Desbaste:
Ap = 1 mm
f = 75 mm/min
Acabamento:
Ap = 0,5 mm
f = 50 mm/min
Função G0 e G1 Exercícios
Exercício 08:
Para a peça acima, implementar a
programação
em
código
G,
necessária
para
realizar
o
desbaste e o acabamento final
da peça que será executada em
um torno CNC que utiliza o
programa MACH3. Implementar a
programação
pelo
modo
DIÂMETRO e assumindo que a
ferramenta
está
posicionada
conforme abaixo seguindo o
percurso indicado durante início e
fim de operação.
Dados:
Desbaste:
Ap = 1 mm
f = 75 mm/min
Acabamento:
Ap = 0,5 mm
f = 50 mm/min
Função G0 e G1 Exercícios
Exercício 09:
Para a peça acima, implementar a
programação
em
código
G,
necessária
para
realizar
o
desbaste e o acabamento final
da peça que será executada em
um torno CNC que utiliza o
programa MACH3. Implementar a
programação
pelo
modo
DIÂMETRO e assumindo que a
ferramenta
está
posicionada
conforme abaixo seguindo o
percurso indicado durante início e
fim de operação.
Dados:
Desbaste:
Ap = 1 mm
f = 75 mm/min
Acabamento:
Ap = 0,5 mm
f = 50 mm/min
Função G2 e G3 Exercício Resolvido
Exercício 10:
Para
a
peça
acima,
implementar a programação
em código G, necessária para
se
executar
o
perfil
de
acabamento
da
peça,
percorrido em um torno CNC
que utiliza o programa MACH3.
Implementar a programação
pelo modo DIÂMETRO, e em
coordenadas
ABSOLUTAS.
Considere uma aproximação
segura da ferramenta com a
peça, uma saída até uma
posição
segura
e
F=50
mm/min.
Função G2 e G3 Exercício Resolvido
Exercício 11:
Para
a
peça
acima,
implementar a programação
em código G, necessária para
se
executar
o
perfil
de
acabamento
da
peça,
percorrido em um torno CNC
que utiliza o programa MACH3.
Implementar a programação
pelo modo DIÂMETRO, e em
coordenadas
ABSOLUTAS.
Considere uma aproximação
segura da ferramenta com a
peça, uma saída até uma
posição
segura
e
F=50
mm/min.
Função G2 e G3
Exercício 12:
Para
a
peça
acima,
implementar a programação
em código G, necessária para
se
executar
o
perfil
de
acabamento
da
peça,
percorrido em um torno CNC
que utiliza o programa MACH3.
Implementar a programação
pelo modo DIÂMETRO, e em
coordenadas
ABSOLUTAS.
Considere uma aproximação
segura da ferramenta com a
peça, uma saída até uma
posição
segura
e
F=50
mm/min.
Função G2 e G3
Exercício 13:
Para
a
peça
acima,
implementar a programação
em código G, necessária para
se
executar
o
perfil
de
acabamento
da
peça,
percorrido em um torno CNC
que utiliza o programa MACH3.
Implementar a programação
pelo modo DIÂMETRO, e em
coordenadas
ABSOLUTAS.
Considere uma aproximação
segura da ferramenta com a
peça, uma saída até uma
posição
segura
e
F=50
mm/min.
Função G2 e G3
Exercício 14:
Para
a
peça
acima,
implementar a programação
em código G, necessária para
se
executar
o
perfil
de
acabamento
da
peça,
percorrido em um torno CNC
que utiliza o programa MACH3.
Implementar a programação
pelo modo DIÂMETRO, e em
coordenadas
ABSOLUTAS.
Considere uma aproximação
segura da ferramenta com a
peça, uma saída até uma
posição
segura
e
F=50
mm/min.
Função G2 e G3
Exercício 15:
Para
a
peça
acima,
implementar a programação
em código G, necessária para
se
executar
o
perfil
de
acabamento
da
peça,
percorrido em um torno CNC
que utiliza o programa MACH3.
Implementar a programação
pelo modo DIÂMETRO, e em
coordenadas
ABSOLUTAS.
Considere uma aproximação
segura da ferramenta com a
peça, uma saída até uma
posição
segura
e
F=50
mm/min.
Função G2 e G3
Exercício 16:
Para
a
peça
acima,
implementar a programação
em código G, necessária para
se
executar
o
perfil
de
acabamento
da
peça,
percorrido em um torno CNC
que utiliza o programa MACH3.
Implementar a programação
pelo modo DIÂMETRO, e em
coordenadas
ABSOLUTAS.
Considere uma aproximação
segura da ferramenta com a
peça, uma saída até uma
posição
segura
e
F=50
mm/min.
Função G2 e G3
Exercício 17:
Para a peça acima, implementar a
programação
em
código
G,
necessária
para
realizar
o
desbaste e o acabamento final
da peça que será executada em
um torno CNC que utiliza o
programa MACH3. Implementar a
programação
pelo
modo
DIÂMETRO e assumindo que a
ferramenta
está
posicionada
conforme abaixo seguindo o
percurso indicado durante início e
fim de operação.
Dados:
Desbaste:
Ap = 1 mm
f = 75 mm/min
Acabamento:
Ap = 0,5 mm
f = 50 mm/min
Função G2 e G3
Exercício 18:
Para a peça acima, implementar a
programação
em
código
G,
necessária
para
realizar
o
desbaste e o acabamento final
da peça que será executada em
um torno CNC que utiliza o
programa MACH3. Implementar a
programação
pelo
modo
DIÂMETRO e assumindo que a
ferramenta
está
posicionada
conforme abaixo seguindo o
percurso indicado durante início e
fim de operação.
Dados:
Desbaste:
Ap = 1 mm
f = 75 mm/min
Acabamento:
Ap = 0,5 mm
f = 50 mm/min
Função G2 e G3
Exercício 19:
Para a peça acima, implementar a
programação
em
código
G,
necessária
para
realizar
o
desbaste e o acabamento final
da peça que será executada em
um torno CNC que utiliza o
programa MACH3. Implementar a
programação
pelo
modo
DIÂMETRO e assumindo que a
ferramenta
está
posicionada
conforme abaixo seguindo o
percurso indicado durante início e
fim de operação.
Dados:
Desbaste:
Ap = 1 mm
f = 75 mm/min
Acabamento:
Ap = 0,5 mm
f = 50 mm/min
Função G2 e G3
Exercício 20:
Para a peça acima, implementar a
programação
em
código
G,
necessária
para
realizar
o
desbaste e o acabamento final
da peça que será executada em
um torno CNC que utiliza o
programa MACH3. Implementar a
programação
pelo
modo
DIÂMETRO e assumindo que a
ferramenta
está
posicionada
conforme abaixo seguindo o
percurso indicado durante início e
fim de operação.
Dados:
Desbaste:
Ap = 1 mm
f = 75 mm/min
Acabamento:
Ap = 0,5 mm
f = 50 mm/min
Função G2 e G3
Exercício 21:
Para a peça acima, implementar a
programação
em
código
G,
necessária
para
realizar
o
desbaste e o acabamento final
da peça que será executada em
um torno CNC que utiliza o
programa MACH3. Implementar a
programação
pelo
modo
DIÂMETRO e assumindo que a
ferramenta
está
posicionada
conforme abaixo seguindo o
percurso indicado durante início e
fim de operação.
Dados:
Desbaste:
Ap = 1 mm
f = 75 mm/min
Acabamento:
Ap = 0,5 mm
f = 50 mm/min
Baixar