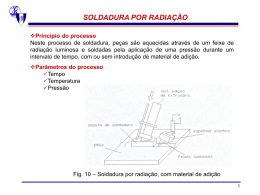
Influência da taxa de solidificação, tamanho de abrasivo e carga no desgaste abrasivo de um ferro fundido branco Téc. Leandro J. de Paula I.C. Daniela Reple M.E. John Jairo Coronado Dr Amilton Sinatora 1 SUMÁRIO 1. INTRODUÇÃO 2. OBJETIVO 3. MATERIAIS E MÉTODOS 4. RESULTADOS 5. CONCLUSÕES 2 INTRODUÇÃO Ferro Fundido Branco A solidificação de um ferro fundido hipoeutético (CE < 4,3), normalmente, inicia-se com a formação de dendritas de austenita. Com a elevação da taxa de resfriamento (uso de coquilhas) ou com a adição de elementos de ligas estabilizadores de carbonetos, forma-se o ferro fundido branco. Souza Santos (1989) Os ferros fundidos brancos são materiais que por possuem alta resistência ao desgaste abrasivo, por isto, são muito utilizados em industrias de mineração, transporte e agrícola . 3 INTRODUÇÃO Desgaste Abrasivo O desgaste abrasivo é definido como a perda de massa resultante da interação entre partículas ou asperezas duras que são forçadas contra uma superfície, ao longo da qual se movem. ASTM G40-01 (2001) O desgaste abrasivo a dois corpos ocorre quando as partículas abrasivas ou asperezas estão fixas no segundo corpo que desliza sobre o outro riscando ou removendo material. Hutchings (1992) O desgaste de componentes tem um custo elevado. Estima-se que nos Estados Unidos, o desgaste representa por ano de 6% a 7% do produto nacional total. Seireg (1998) 4 INTRODUÇÃO Mecanismos de Desgaste Abrasivo Dividem-se em: mecanismos de dano e de remoção de material. Tylczak; Oregon (1992) Mecanismos de dano 5 INTRODUÇÃO Mecanismos de Desgaste Abrasivo Mecanismos de remoção de material Microcorte Micro fadiga 6 OBJETIVO Estudar, por meio de ensaios laboratoriais, a influência da taxa de solidificação, tamanho de abrasivo e carga no desgaste abrasivo de ferro fundido branco Identificar os mecanismos de desgaste. 7 MATERIAIS E MÉTODOS Ferro Fundido Branco ( Composição química ) Composição química (% em massa) C Cr Mn Ni Si 3,3 2,0 1,0 4,2 1,0 Liga 8 MATERIAIS E MÉTODOS 9 MATERIAIS E MÉTODOS Ferro Fundido branco Carboneto M3C Matriz Austenítica 1,5ºC/s 15ºC/s 10 CARACTERIZAÇÃO DO MATERIAL Taxa de solidificação das liga Dureza (HV 30 kgf) Fração Volumétrica de carboneto (%) 1,5ºC/s 570 ± 10 38 ± 2 15ºC/s 630 ± 15 39± 1 11 EQUIPAMENTO Tribômetro Multi Axial TE-79 Peso Pino-sobre-disco Porta amostra Célula de carga 12 MATERIAIS E MÉTODOS Condições de ensaio Parâmetros da Maquina Carga 2,0 N e 4,6 N Pressão nominal 0,28 e 0,65 Mpa Rotação Fixa 66 RPM Velocidade de deslocamento radial 0,158 m/s Deslocamento radial 35 mm ( raio inicial 40 mm – final 5 mm ) 13 MATERIAIS E MÉTODOS Condições de ensaio Parâmentros do Ensaio Ensaio ( média de 3 pinos ) Assentamento Lixa Al2O3 #600 Lixa Al2O3 #320 - 36 µm , #600 - 16 µm e #1200 - 6,5 µm Ensaio (Total – 10 lixas – 169,450 m ) Pesagem ( a cada 2 lixas – 33,890 m) 14 MATERIAIS E MÉTODOS Medição e análise dos resultados Perda de massa ( a cada duas lixas – 33,890 m ) Microscopia Eletrônica de Varredura 15 RESULTADOS DA PERDA DE MASSA 16 RESULTADOS DA PERDA DE MASSA 17 RESULTADOS DE PERDA DE MASSA Perda de massa em função da carga e tamanho do abrasivo 18 RESULTADOS DE MECANISMOS Micro sulcamento 1,5ºC/s lixa 320 4,6N Micro corte 15ºC/s lixa 320 4,6N 19 RESULTADOS DE MECANISMOS Micro sulcamento 15ºC/s lixa 600 4,6N Micro corte 1,5ºC/s lixa 600 4,6N 20 RESULTADOS DE MECANISMOS Micro corte 1,5ºC/s lixa 1200 4,6N Micro sulcamento 15ºC/s lixa 1200 4,6N 21 CONCLUSÕES Nas taxas de solidificações estudadas, não houve diferenças significativas nas taxas de desgaste para nenhuma das cargas e tamanho de abrasivo. A taxa de material removido aumentou proporcionalmente com o tamanho das partículas abrasivas e a carga aplicada. Com o aumento da carga a influência do tamanho de abrasivo é mais acentuada em relação a taxa de desgaste. O principal mecanismo de dano no desgaste da liga foi: microsulcamento e os mecanismos de remoção de material foram microcorte e microfadiga. 22 TRABALHOS FUTUROS Modificar a matriz das ligas estudadas. Ensaios com outros tipos de abrasivos 23 FIM 24
Baixar