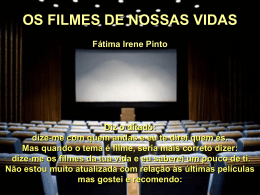
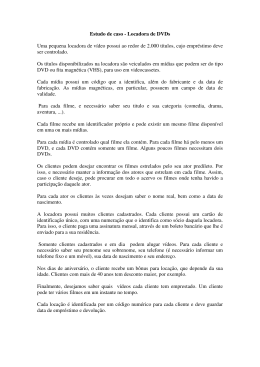
PROPRIEDADES DE FILMES MULTICAMADAS PARA A TERMOFORMAÇÃO DE EMBALAGENS DE PRODUTOS CÁRNEOS PROPRIEDADES DE FILMES MULTICAMADAS PARA A TERMOFORMAÇÃO DE EMBALAGENS DE PRODUTOS CÁRNEOS Bruna de Araújo Costa TRABALHO DE CONCLUSÃO DE CURSO SUBMETIDO AO CORPO DOCENTE DA COORDENAÇÃO DE QUÍMICA INDUSTRIAL DA UNIVERSIDADE ESTADUAL DE GOIÁS COMO PARTE DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO TÍTULO DE BACHAREL EM QUÍMICA INDUSTRIAL. Aprovada por: _______________________________________________ Profº. Ms.Valmir Jacinto da Silva (orientador) ______________________________________________ Profº. Dr. Olacir Alves Araújo (membro) _______________________________________________ Profº. Dr. Tácito Dantas Frota Leite (membro) ANÁPOLIS, GO – BRASIL JULHO DE 2011 COSTA, BRUNA DE ARAÚJO Propriedades de filmes multicamadas para a termoformação de embalagens de produtos cárneos. [Anápolis] 2011 XII, 43p. 29,7 cm (UnUCET/UEG, Bacharel, Química Industrial, 2011) Trabalho de Conclusão de Curso – Universidade Estadual de Goiás, UnUCET 1. Filmes Multicamadas 2. Termoformação 3. Produtos cárneos 4. Qualidade I. UnUCET/UEG II. Título (série) ii DEDICATÓRIA Dedico este trabalho aos meus pais Alcides (in memoriam) e Beneracy. iii AGRADECIMENTOS Ao meu pai por me ensinar desde de cedo a importância dos estudos e da educação em nossas vidas. A minha mãe pelo apoio nas minhas decisões, paciência e por transmitir força nos momentos em que eu mais precisei. As minhas irmãs pelo companheirismo, preocupação e carinho. Ao Junior pelo amor, paciência e incansável incentivo nos momentos de desânimo. Aos professores pelos conhecimentos transmitidos, em especial, ao Prof. Valmir pela compreensão e dedicação em me orientar. A todos da Cepalgo Films, pela oportunidade do estágio e a disponibilização de material que sem os quais não seria possível executar a parte experimental deste trabalho. Aos familiares e amigos, destacando-se, Lyzandra, Livinha, Matheus, Jack, Lid, Gabi, Maicom, Danilo e Jhonny pela força e vibração em relação a essa jornada. À aqueles que por ventura não foram citados, mas que direta ou indiretamente contribuíram para a realização deste trabalho. iv Uma capaz de pessoa é conseguir qualquer coisa se o seu entusiasmo não tiver limites. (Charles Schwab) v Resumo do Trabalho de Conclusão de Curso apresentado à UnUCET/UEG como parte dos requisitos necessários para a obtenção do título de Bacharel em Química Industrial. PROPRIEDADES DE FILMES MULTICAMADAS PARA A TERMOFORMAÇÃO DE EMBALAGENS DE PRODUTOS CÁRNEOS Bruna de Araújo Costa Julho/2011 Orientador: Profº. Ms. Valmir Jacinto da Silva Curso: Química Industrial RESUMO O presente trabalho teve por objetivo avaliar as propriedades de filmes multicamadas que serão utilizados na produção de embalagens para o acondicionamento de produtos cárneos. Os filmes foram produzidos por uma coextrusora e caracterizados por meio da determinação da espessura total, coeficiente de atrito, resistência à perfuração, temperatura inicial de selagem e quantificação da barreira ao oxigênio. Os resultados mostraram que os filmes produzidos para o fundo apresentaram uma espessura e gramatura maior que os filmes produzidos para a tampa. Entretanto, no ensaio de coeficiente de atrito ocorreu o contrário. Enquanto que, na temperatura inicial de selagem, obteve-se valor igual a 82 ºC para ambos, além de encontrar valores próximos na quantificação da barreira ao oxigênio. Nas análises de resistência à perfuração para os filmes de fundo e tampa, tiveram um valor maior para a face externa do que para a interna. Estas propriedades dos filmes avaliados indicam que os mesmos podem ser utilizados na produção de embalagens para produtos cárneos. vi SUMÁRIO LISTA DE FIGURAS.................................................................................................................x LISTA DE TABELAS...............................................................................................................xi LISTA DEABREVIATURAS..................................................................................................xii 1. INTRODUÇÃO............................................................................................................1 A indústria de produtos cárneos sofre alta competitividade por tratar-se de um mercado com alto valor agregado, e para ser a preferência, é imprescindível o melhoramento contínuo dos sistemas de transporte, distribuição, estocagem e comercialização, até chegar aos consumidores (WILKINSON; ROCHA, 2005)........................................................................................1 2. REVISÃO BIBLIOGRÁFICA.....................................................................................3 2.1. EMBALAGENS....................................................................................................3 2.2. RESINAS TERMOPLÁSTICAS ........................................................................3 2.2.1. POLIETILNO DE BAIXA DENSIDADE (PEBD) .................................4 2.2.2. POLIETILENO DE ALTA DENSIDADE (PEAD) ................................5 2.2.3. POLIPROPILENO (PP) ...........................................................................5 2.2.4. POLIAMIDA (PA) ...................................................................................7 2.2.5. COPOLÍMERO DE ETILENO E ÁLCOOL VINÍLICO (EVOH) ..........8 2.3. PRODUÇÃO DE FILMES PLANOS MULTICAMADAS..................................9 2.4. TERMOFORMAÇÃO..........................................................................................11 3. MATERIAIS E MÉTODOS.......................................................................................13 3.1. MATÉRIA-PRIMA.............................................................................................13 3.2. METODOLOGIA................................................................................................14 3.2.1. ANÁLISE VISUAL................................................................................14 3.2.2. ANÁLISE DE LARGURA.....................................................................15 3.2.3. ANÁLISE DE GRAMATURA...............................................................15 3.2.4. ANÁLISE DE ESPESSURA .................................................................15 3.2.5. ANÁLISE DE TRATAMENTO CORONA...........................................15 vii 3.2.6. DETERMINAÇÃO DO COEFICIENTE DE ATRITO (COF)..............17 3.2.7. DETERMINAÇÃO DA TEMPERATURA INICIAL DE SELAGEM..17 3.2.8. DETERMINAÇÃO DA RESISTÊNCIA À PERFURAÇÃO................19 3.2.9. DETERMINAÇÃO DA TAXA DE PERMEABILIDADE AO OXIGÊNIO..20 4. RESULTADOS E DISCUSSÃO................................................................................21 4.1. ANÁLISE VISUAL.............................................................................................21 4.2. ANÁLISE DE LARGURA..................................................................................21 4.3. ANÁLISE DE GRAMATURA............................................................................22 4.3.1. GRAMATURA DOS FILMES DE FUNDO..........................................22 4.3.2. GRAMATURA DOS FILMES DE TAMPA..........................................23 4.4. ANÁLISE DE ESPESSURA................................................................................23 4.4.1. ESPESSURA DOS FILMES DE FUNDO.............................................23 4.4.2. ESPESSURA DOS FILMES DE TAMPA.............................................24 4.5. ANÁLISE DO TRATAMENTO CORONA........................................................24 4.5.1. TRATAMENTO CORONA DOS FILMES DE FUNDO......................25 4.5.2. TRATAMENTO CORONA DOS FILMES DE TAMPA......................26 4.6. DETERMINAÇÃO DO COEFICIENTE DE ATRITO (COF)...........................26 4.6.1. COF DO FILME DE FUNDO................................................................26 4.6.2. COF DO FILME DE TAMPA ...............................................................28 4.7. DETERMINAÇÃO DA TEMPERATURA INICIAL DE SELAGEM (TIS).....30 4.7.1. TIS DO FILME DE FUNDO..................................................................30 4.7.2. TIS DO FILME DE TAMPA..................................................................31 4.8. DETERMINAÇÃO DA RESISTÊNCIA À PERFURAÇÃO..............................33 4.8.1. ANÁLISE DA RESISTÊNCIA À PERFURAÇÃO DA FACE INTERNA DE FILMES DE FUNDO E DE TAMPA.............................................................................33 4.8.2. ANÁLISE DA RESISTÊNCIA À PERFURAÇÃO DA FACE EXTERNA DE FILMES DE FUNDO E DE TAMPA. ...........................................................................35 4.9. DETERMINAÇÃO DA TAXA DE PERMEABILIDADE AO OXIGÊNIO (TPO2).........................................................................................................................37 5. CONCLUSÃO............................................................................................................38 6. REFERÊNCIAS BIBLIGRÁFICAS..........................................................................40 viii LISTA DE FIGURAS Figura 1. Representação da reação de polimerização do polietileno (MANO, 1991). .....4 Figura 2. Representação da cadeia ramificada do PEBD (BELCHIOR, 2009). ..............4 Figura 3. Representação da estrutura linear do PEAD (BELCHIOR, 2009). ..................5 Figura 4. Representação da reação de polimerização do polipropileno (MANO, 1991).. 5 Figura 5. Representação da ligação amina-carbonila característica da PA (MERGEN, 2004).. 7 Figura 16. Relação dos COF em função dos Corpos de prova para o filme de fundo.. . .27 Figura 17. Relação dos COF em função dos Corpos de prova para o filme de tampa....29 LISTA DE TABELAS Tabela 1. Composição das diferentes poliamidas..............................................................8 Tabela 11. Resultados do ensaio de perfuração da face externa do filme de fundo.......35 LISTA DE ABREVIATURAS UEG – Universidade Estadual de Goiás UnUCET – Unidade Universitária de Ciências Exatas e Tecnológicas PEBD – Polietileno de baixa densidade PEAD – Polietileno de alta densidade PP – Polipropileno PA – Poliamida ix EVOH – Copolímero de etileno e álcool vinílico TPO2 – Taxa de permabilidade ao oxigênio COF – Coeficiente de atrito ASTM – American Society For Testing and Materials TIS – Temperatura inicial de selagem Ad – Adesivo x 1. INTRODUÇÃO A indústria de produtos cárneos sofre alta competitividade por tratar-se de um mercado com alto valor agregado, e para ser a preferência, é imprescindível o melhoramento contínuo dos sistemas de transporte, distribuição, estocagem e comercialização, até chegar aos consumidores (WILKINSON; ROCHA, 2005). Carnes, aves frescas e processadas sofrem perda de qualidade, principalmente, devido à descoloração, desidratação superficial, crescimento microbiano e rancificação. Estudos científicos aliado ao desenvolvimento tecnológico de novos materiais e processos tem permitido prolongar o tempo de vida útil desses produtos. Um dos fatores que tem contribuído para o aumento desta vida útil é a utilização de embalagens produzidas a partir de filmes multicamadas (FÉLIX et al., 2008). Os filmes multicamadas são aqueles que possuem várias camadas, no mínimo três, que devem conferir concomitantemente proteção e barreira contra fatores indesejados, são constituídos por diferentes polímeros que são conectados pela presença de adesivos. A utilização de variados polímeros tem como função solucionar possíveis problemas relacionados ao custo, além de otimizar a quantidade necessária de polímeros de maior valor agregado, de modo a fornecer boas propriedades físico-químicas e óticas ao filme, tais como selagem, aderência, rigidez, resistência a perfuração, brilho, entre outras (CRIPPA, 2006). Dentre os polímeros de custo elevado destacam-se as poliamidas (PA) e copolímeros de etileno e álcool vinílico (EVOH). Filmes contendo essas resinas possuem boa barreira ao oxigênio e apresentam alta resistência mecânica, embora sofram significativa redução nessas características quando em contato com a umidade. Essa desvantagem pode ser solucionada com a utilização de poliolefinas ou outros polímeros para atuar como barreira ao vapor d’ água (BELCHIOR, 2009). Uma das formas de conversão dos filmes multicamadas em embalagens é o processo de termoformação, que consiste, normalmente, no aquecimento do filme fundo por um determinado tempo e, por meio de um molde perfurado e ação do vácuo, o moldar para receber o produto. Com o filme já termoformado e com o produto acondicionado, realiza-se a selagem com o filme tampa, seguido de extração de ar e formação de vácuo (OLIVEIRA et al., 2006). 1 Após o processo de termoformação, os materiais plásticos flexíveis multicamadas podem sofrer alterações em suas propriedades físico-químicas e óticas. Entretanto, o setor de embalagens não considera esse efeito como deletério. Essa despreocupação pode estar associada à dificuldade de analisar filmes termoformados ou devido à grande diversidade dos parâmetros de termoformação utilizada para cada estrutura de filme (CRIPPA, 2006). Por mais que ainda não seja obrigatório verificar a qualidade de filmes termoformados, é de fundamental importância que continue as pesquisas nessa área, além de otimizar processos e as análises de qualidade. Enquanto isso, torna-se necessário a certificação da qualidade de filmes planos multicamadas. Neste contexto, o presente trabalho tem por finalidade avaliar as características e propriedades de filmes multicamadas, com o objetivo de verificar a aptidão dos mesmos na fabricação de embalagens termoformadas para o acondicionamento de produtos cárneos. Serão avaliadas propriedades tais como a gramatura, a espessura, a temperatura inicial de selagem, a resistência a perfuração e a taxa de permeabilidade ao oxigênio, bem como outras propriedades. 2 2. REVISÃO BIBLIOGRÁFICA 2.1. EMBALAGENS A meta prioritária das indústrias alimentícias é a produção de alimentos com qualidade e segurança, para tanto, se faz necessário a aplicação de boas práticas higiênico-sanitárias agregadas a um acondicionamento que possa garantir proteção e conservação, para assegurar ao consumidor a aquisição de um produto saudável (WURLITZER, 2007). As embalagens plásticas flexíveis são amplamente utilizadas nas indústrias frigoríficas para acondicionar e conservar carnes e derivados. As vantagens de sua aplicação estão na flexibilidade de adaptação às linhas de produção e aos diferentes tipos de produto, facilidade no manuseio, transporte e proteção do alimento e conservação das características apreciadas pelo consumidor (VILLADIEGO et al., 2004). Com a utilização de embalagens multicamadas, que são adquiridas por meio da combinação dos diversos tipos de polímeros, essas vantagens são ainda melhores por ocasionar em uma mesma embalagem características como: resistência mecânica, rigidez ou flexibilidade, como também barreira contra gases e umidade, além de aumentar a vida de prateleira do produto (MERGEN, 2004). Na produção de embalagens plásticas, os polímeros encontram-se sob a forma de resinas termoplásticas. 2.2. RESINAS TERMOPLÁSTICAS Uma resina pode ser definida como qualquer matéria-prima polimérica que seja capaz de ser repetidamente amolecida pelo aumento de temperatura e endurecida pela diminuição de temperatura, ou seja, qualquer matéria-prima no estado termoplástico (JÚNIOR et al., 2002). Dentre as resinas utilizadas para a produção de embalagens de produtos cárneos, destacam-se o polietileno de baixa densidade (PEBD), polietileno de alta densidade (PEAD), polipropileno (PP), poliamida (PA) e copolímero de etileno e álcool vinílico (EVOH) (OLIVEIRA et al., 2006). 3 2.2.1. POLIETILNO DE BAIXA DENSIDADE (PEBD) O polietileno de baixa densidade (PEBD) é obtido em condições de alta pressão e temperatura por um processo de polimerização por radicais livres. A polimerização aleatória do polietileno (Figura 1) nessas condições produz um polímero ramificado de longas moléculas com cadeia principal de diferentes tamanhos, ramificações de comprimentos variados e ramificações secundárias, como apresentado na Figura 2 (MERGEN, 2004). Figura 1. Representação da reação de polimerização do polietileno (MANO, 1991). Figura 2. Representação da cadeia ramificada do PEBD (BELCHIOR, 2009). A presença dessas ramificações proporciona uma menor cristalinidade – um arranjo ordenado das moléculas, uma vez que ramificações longas ou abundantes tendem a dificultar a aproximação das moléculas, inibindo a formação de cristalitos. Consequentemente, esse polímero apresenta uma baixa densidade (entre 0,910 e 0,940 gcm-3), uma menor resistência térmica, o que lhe confere menor temperatura de amolecimento e maior flexibilidade (BLASS, 1988). Este tipo de polietileno tem suas aplicações voltadas à confecção de recipientes para utilidades domésticas, frascos para indústrias farmacêuticas, flores artificiais, embalagens de alimentos, fraldas descartáveis, fita isolante auto-adesiva, entre outras aplicações (ABIQUIM, 2011). 4 2.2.2. POLIETILENO DE ALTA DENSIDADE (PEAD) O polietileno de alta densidade (PEAD) possui uma estrutura mais linear que o PEBD. A linearidade de suas cadeias faz com que a orientação, o alinhamento e o empacotamento das cadeias sejam mais eficientes, dessa forma as forças intermoleculares podem agir mais intensamente e, como consequência, sua cristalinidade e sua densidade (entre 0,935 e 0,960 gcm-3) são maiores que no caso do PEBD, e por conseguinte, os produtos acabados produzidos a partir dessa resina possuem elevada rigidez (COUTINHO et al., 2003). Essa cadeia linear é representada na Figura 3: Figura 3. Representação da estrutura linear do PEAD (BELCHIOR, 2009). Comercialmente o PEAD se apresenta na forma granulada e seu aspecto pode ser transparente ou opaco (BELCHIOR, 2009). Esse polímero pode ser aplicado na produção de embalagens para alimentos, produtos têxteis, cosméticos, fraldas descartáveis, tampas de refrigerante, brinquedos, eletrodomésticos, materiais hospitalares, cerdas de vassoura e escovas, revestimentos de fios e cabos elétricos e vários outros produtos (ABIQUIM, 2011). 2.2.3. POLIPROPILENO (PP) Desde 1954, o polipropileno (PP), cuja reação de polimerização é representada na Figura 4, tornou-se uma das mais importantes resinas termoplásticas da atualidade (BELCHIOR, 2009). Figura 4. Representação da reação de polimerização do polipropileno (MANO, 1991). 5 O polipropileno é um conjunto de três tipos de polímeros: o homopolímero, o copolímero alternado e o copolímero estatístico (BELCHIOR, 2009). Os homopolímeros são polímeros cujas macromoléculas são formadas por um único tipo de unidade de repetição, e os copolímeros são macromoléculas formadas pela repetição de duas ou mais unidades de repetição (meros). A diferença entre os copolímeros alternados e estatísticos consiste em como as diferentes unidades de repetição (meros) se dispõem ao longo da cadeia polimérica, sendo que no primeiro as mesmas estão de maneira alternada, e no outro, posicionam sem padrão definido (JÚNIOR et al., 2002). O copolímero estatístico de polipropileno se obtém através da adição de eteno ao propeno. O produto é um pouco mais resistente ao impacto e há uma melhoria acentuada da transparência quando comparado ao homopolímero (MARTINS, 1994). O copolímero alternado é fabricado em duas etapas de polimerização. O homopolímero, produzido na primeira etapa, é em seguida copolimerizado com o eteno. A proporção do eteno é bem mais elevada do que na produção do copolímero estatístico. A parte copolimerizada se torna emborrachada, o que permite melhorar a absorção da energia ao impacto (MARTINS, 1994). No tocante a sua alta aceitação e significativo crescimento, as principais características do polipropileno são: incolor, inodoro, densidade baixa, alta rigidez, baixo peso específico, boa claridade e resistência às altas temperaturas, boa qualidade de impressão, quando reforçado possui propriedades mecânicas adequadas, e pode ser estirado pra a produção de filmes (SHREVE, 1997). Suas desvantagens são, basicamente, a pouca resistência ao impacto em baixas temperaturas e a alta permeabilidade a penetrantes, essas características são decorrentes da temperatura de transição vítrea (Tg), que assim como o polietileno (PE), apresenta uma Tg abaixo da temperatura ambiente. Temperatura de transição vítrea é a temperatura em que acontece mudança nas propriedades do polímero, onde abaixo dessa o mesmo é rígido e duro, enquanto que acima ele torna-se macio e elástico (BELCHIOR, 2009). 6 O polipropileno pode ser aplicado em embalagens para alimentos, produtos têxteis e cosméticos, tampas de refrigerantes, fraldas, produtos hospitalares descartáveis, tubos para água quente, autopeças, fibras para tapetes, entre outros (ABIQUIM, 2011). 2.2.4. POLIAMIDA (PA) A poliamida é comercialmente conhecida como nylon. Este polímero contém uma ligação amina-carbonila característica com muitas variações da cadeia de carbono entre elas. A Figura 5 apresenta uma representação da ligação amina carbonila, que é o grupo funcional das amidas (MERGEN, 2004). Figura 5. Representação da ligação amina-carbonila característica da PA (MERGEN, 2004). O oxigênio da carbonila, de uma cadeia de PA, com o nitrogênio da cadeia vizinha desse mesmo polímero sofre uma forte atração um pelo outro e tendem a alinhar-se por ligações intermoleculares fortes, denominadas como ligações de hidrogênio (ligação ou pontes de hidrogênio). Esse alinhamento é responsável pelo alto nível de regularidade das cadeias, conferindo aos nylons alta cristalinidade e, por conseguinte, possui a peculiaridade de ser rígido e estável termicamente (MERGEN, 2004). Além dessas características, as PA são altamente resistente à tenacidade, flexão, perfuração, abrasão, gordura, e possuem boas propriedades barreira a gases e aromas. Uma de suas desvantagens consiste no fato de serem higroscópicas, fator este que altera suas propriedades mecânicas e de barreira, uma vez que a água exerce efeito plastificante sobre elas (BELCHIOR, 2009). Existem diferentes tipos de PA, com diferentes composições em que destacamse as PA-6, PA-66, PA-11, PA-12, pois são aquelas geralmente empregadas para o 7 acondicionamento de produtos cárneos (FÉLIX et al., 2008). A Tabela 1 apresenta os diversos tipos de poliamidas com as suas respectivas composições. Tabela 1. Composição das diferentes poliamidas (FÉLIX et al., 2008). Tipos de poliamida Compostos PA-6 Caprolactama PA-6/12 Caprolactama e laurolactama PA-6/66 Hexametilenodiamina, ácido adípico, caprolactama PA-6/6T Hexametilenodiamina, ácido adípico, ácido tereftálico PA-6I/6T Hexametilenodiamina, ácido tereftálico, ácido isoftálico Caprolactama, ácido adípico, Ω-1,6-diamino-2,2,4-trimetil- PA-6/6T/6I hexano, 1,6-diamino-2,2,4-trimetil-hexano e 1-amino- 3aminometil-3,5,5-trimetil-ciclohexano PA-11 Ácido Ω-amino undecanóico PA-12 Laurolactama PA-12T Laurolactama, ácido isoftálico e bis(4-amino-3-metil ciclohexil) metano PA MXD-6 Ácido adípico e 1,3-benzeno amina PA-66 Hexametilenodiamino e ácido adípico PA-610 Hexametilenodiamino e ácido sebácio PA-611 Hexametilenodiamino e ácido Ω-amino undecanóico PA-612 Hexametilenodiamino e ácido dodecanodióico 2.2.5. COPOLÍMERO DE ETILENO E ÁLCOOL VINÍLICO (EVOH) O copolímero de etileno e álcool vinílico, cuja unidade principal está representada na Figura 6, é conhecido como EVOH. A sua produção é realizada pela hidrólise controlada do copolímero de etileno e de acetato de vinila (EVA), transformando o mero acetato de vinila em álcool vinílico (CRIPPA, 2006). Figura 6. Representação da estrutura de EVOH (MOURA, 2006). 8 Apesar dos grupos etileno e álcool vinílico serem distribuídos aleatoriamente na cadeia, o EVOH é altamente cristalino. A presença de hidroxila em sua estrutura, contribui para o seu comportamento hidrofílico, ocasionando da mesma forma como nos nylons, uma alteração nas propriedades mecânicas e de barreira ao oxigênio (BASSANI et al., 2002) Para solucionar essa problemática, utiliza-se o EVOH e as PA como camada intermediária em processos de co-extrusão, para que eles possam ser revestidos por poliolefinas ou outros polímeros que tenha a capacidade de ter boa barreira ao vapor d’água. Quando trata-se de embalagens termoprocessáveis, essa proteção contra umidade realizada pelo revestimento com polímeros pode não ser suficiente, sendo necessário a incorporação de uma camada de adesivo, entre o EVOH e o dessecante (LIMA, 2008). Os adesivos são substâncias capazes de manter os materiais juntos por união superficial, isto é, por adesão superficial. Essa adesão corresponde à atração entre dois corpos sólidos ou plásticos, com superfícies de contato comuns, e produzida pela existência de forças atrativas intermoleculares de ação a curta distância. A seleção do adesivo deve ser baseada nos tipos de materiais que vão ser unidos (JÚNIOR et al., 2002). As vantagens do EVOH consistem em ser inofensivo à saúde, apresentar boa estabilidade, ter alta resistência química, excelente flexibilidade e propriedades como barreira a gás, óleos, aromas e solventes, superior inclusive as poliamidas (LIMA et al., 2006). 2.3. PRODUÇÃO DE FILMES PLANOS MULTICAMADAS A produção de filmes planos multicamadas é realizada em uma máquina coextrusora. Os principais componentes de uma co-extrusora são: motor elétrico, conjunto de engrenagens redutoras, cilindro, rosca, matriz, painel de comando, resistências de aquecimento, ventiladores de resfriamento e bomba de vácuo (RAMOS, 2009). A Figura 7 mostra, esquematicamente, esses componentes: 9 Figura 7. Representação dos componentes de uma máquina extrusora (RAMOS, 2009). O motor elétrico é responsável pelo acionamento da rosca, e as engrenagens redutoras pela capacidade de transferir energia por meio de torque do motor para a rosca (RAMOS, 2009). No painel de comando deve-se informar quais resinas que irão ser utilizadas, seguindo uma dada formulação e respeitando as camadas em que cada uma deve constar. Em seguida, recipientes que estão identificados de acordo com cada camada que representa, são preenchidos com resinas específicas. Esses recipientes contém uma mangueira que transportam os materiais poliméricos até o funil de alimentação (RAMOS, 2009). A co-extrusora é composta de uma rosca que gira dentro de um cilindro aquecido, essa combinação gera uma força de atrito que faz movimentar as resinas por três zonas, como representado na Figura 8. Figura 8. Seção transversal de uma extrusora mostrando as zonas de aquecimento (FONSECA, 2005). 10 O funil de alimentação representa a zona 1, onde os materiais poliméricos apresentam-se na forma sólida. As resinas são transportadas para frente, alcançando a zona 2, onde irão sofrer compressão, e em seguida, vai para a zona 3 que tem uma temperatura maior que a zona anterior, causando a fusão, homogeneização e transporte para uma matriz plana. Entre a zona 3 e a matriz plana, normalmente, utilizam-se telasfiltro, que tem a função de filtrar partículas contaminantes e mal plastificadas dos materiais (BELCHIOR, 2009). Da matriz de perfil desejado ele é encaminhado a um cilindro de refrigeração. A superfície do cilindro deve ser cuidadosamente retificada e altamente polida para facilitar a obtenção de um produto de propriedades óticas e mecânicas uniformes. O filme é estirado longitudinalmente até a espessura e largura desejada (BLASS, 1988). Posteriormente, o filme é tratado com um banho de corona. O tratamento corona é gerado pela aplicação de uma alta freqüência e voltagem entre dois eletrodos, provocando uma descarga contendo íons, elétrons, moléculas excitadas e outros componentes, que por serem altamente energéticos, interagem com a superfície do filme, modificando a sua tensão superficial com o intuito de proporcionar a compatibilidade com tintas (MOTA, 2004). O filme plano é rebobinado em cilindros de tamanhos desejados, e o produto final é obtido na forma de bobinas (MOTA, 2004). A Figura 9 apresenta uma representação do processo de extrusão Plana. Figura 9. Representação do Processo de extrusão Plana (BELCHIOR, 2009). 2.4. TERMOFORMAÇÃO A termoformação baseia-se na transformação de filmes planos multicamadas em embalagens, como é mostrado na Figura 10 (CRIPPA et al., 2007). 11 Figura 10. Etapas de termoformação de filmes planos multicamadas (CRIPPA, 2006). O processo de termoformação consiste em aquecer o filme de fundo por um determinado tempo, em um molde perfurado, e então é moldado pela ação do vácuo. Em seguida, esse filme de fundo, já termoformado e com o produto, é selado com um filme plano de tampa, para posteriormente ocorrer à extração de ar e formação de vácuo (CRIPPA, 2006). O acondicionamento a vácuo é muito utilizado em produtos cárneos por modificar a atmosfera gasosa ao redor da embalagem, com o intuito de prolongar a vida útil dos alimentos. A pequena quantidade de oxigênio remanescente no interior da embalagem é consumida pela atividade metabólica da carne e das bactérias, criando-se, assim, um microssistema anaeróbio/microaeróbio dentro do recipiente, que, auxiliado pelo efeito inibitório do CO2 liberado na respiração de microrganismos, retarda o crescimento de bactérias deterioradoras, como as Pseudomonas, permitindo a predominância de bactérias do ácido láctico, que têm menor potencial de deterioração e crescimento limitado a baixas temperaturas (OLIVEIRA et al., 2006). 12 3. MATERIAIS E MÉTODOS 3.1. MATÉRIA-PRIMA As matérias-primas empregadas neste trabalho foram cedidas pela Empresa Cepalgo Films, local em que a pesquisa experimental sobre o tema proposto foi desenvolvida. Para isto, foram realizadas análises de propriedades, além do estudo dos processos de fabricação de embalagens. Para cada um dos filmes multicamadas produzidos foram preparadas três bobinas para os filmes de fundo e três bobinas para os filmes de tampa. O filme de fundo analisado no trabalho é constituído de PE/ad/PA6/EVOH/PA6/ad/PP e o de tampa é constituído de PE/ad/PA6/EVOH/PA6/ad/ PE. 13 3.2. METODOLOGIA 3.2.1. ANÁLISE VISUAL A avaliação visual foi iniciada com o filme multicamada plano, ainda na coextrusora, apresentada na Figura 11, até obtenção do produto acabado. Com a bobina ainda em máquina, foi verificada a existência de ondulações e efeito de blocagem e com ela fora da mesma, foi retirada uma amostra e fez-se a análise para verificar a presença dos seguintes defeitos: • Bolhas de ar, • Furos, cortes e trincas, • Rebarbas (excesso de filme projetando-se para fora da borda), • Sujidades, • Pedras (inclusões sólidas no filme), • Amassamento (deformação em um ponto), • Pinta preta (inclusões pretas na massa plástica), • Transparência ou brilho, • Manchas esbranquiçadas, • Gel. Figura 11. Representação esquemática de uma coextrusora (http://www.emic.com.br). 14 3.2.2. ANÁLISE DE LARGURA Para a análise de largura, as bobinas foram retiradas da coextrusora e 03 amostras de cada um dos filmes, de aproximadamente 2,00 X 2,00 m, foram retiradas e esticadas sobre uma superfície lisa e plana, e com o auxílio de uma régua graduada e calibrada, fez-se as medições das larguras dos mesmos. A análise de largura foi realizada, tanto para os filmes de fundo, quanto para os de tampa e foi realizada de acordo a norma ASTM D646. 3.2.3. ANÁLISE DE GRAMATURA Com as amostras empregadas para a análise de largura, fez-se também a análise de gramatura. Para esta análise, as amostras foram dobradas e redobradas, de modo a ter quatro folhas sobrepostas. Com o auxílio de um gabarito (100 X 100 mm), cortou-se quatro corpos de prova em três locais diferentes dos filmes: extremidades e meio, e realizou-se as pesagens. A unidade de medida da gramatura é g mm-2. 3.2.4. ANÁLISE DE ESPESSURA Com as amostras empregadas nos dois testes anteriores, fez-se a análise de espessura, conforme a norma ASTM D374. O resultado desta análise foi obtido por meio da seguinte equação: E= g d (Equação 1) Nesta equação g é a gramatura encontrada na análise de cada bobina (em gmm-2), e d a densidade visualizada na coextrusora (em gcm-3). A unidade de medida da espessura é o µm. 3.2.5. ANÁLISE DE TRATAMENTO CORONA Uma amostra de cada filme foi retirada da bobina para a análise de tratamento corona. Seguindo a norma ASTM D2578, essas amostras foram colocadas sobre uma superfície lisa e plana, e com o auxílio de uma pinça metálica, umedeceu um pequeno chumaço de algodão comum nas soluções de tensão superficial, aplicando-as posteriormente nas superfícies dos filmes. Iniciou-se com uma solução de tensão 15 superficial baixa e foi aumentando gradativamente até não mais aparecer gotas grandes e bolhas. 3.2.5.1. Preparo da solução utilizada na análise de tratamento corona Para o preparo da solução utilizada na análise de tratamento corona, verificou-se a quantidade de formamida P. A. (HCONH2, 99,5% de pureza) e de etilenoglicol (C4H10O2, 98% de pureza) necessárias para a elaboração da solução com a tensão desejada de acordo com as instruções da Tabela 2. Com o auxílio de provetas de 100 mL mediu os volumes de cada um dos reagentes. Em seguida realizou-se a pesagem de 0,05 g de rodamina e a dissolveu com os reagentes medidos anteriormente com as provetas. A solução resultante foi então homogeneizada e transferida para um frasco de armazenamento âmbar de 100 mL, previamente etiquetados com as seguintes informações: tensão, data de manipulação, nome do manipulador e validade (que corresponde a uma semana). Tabela 2. Misturas de Formamida-Etilenoglicol na medida das tensões de umectação dos filmes flexíveis. Tensão Umectação Formamida Etilenoglicol (dynas) (% volume) (% volume) 30 0 100 31 2,5 97,5 32 10,5 89,5 33 19 81 34 26,5 73,5 35 35 65 36 42,5 57,5 37 48,5 51,5 38 54 46 39 59 41 40 63,5 36,5 41 67,5 32,5 42 71 28,5 43 74,7 25,3 44 78 22 45 80,3 19,7 46 83 17 48 87 13 50 90,7 9,3 52 93,7 6,3 16 54 96,5 3,5 3.2.6. DETERMINAÇÃO DO COEFICIENTE DE ATRITO (COF) Uma amostra de cada um dos filmes foi retirada da bobina para a determinação de coeficiente de atrito. Seguindo a norma ASTM D1894, cortou-se quatro corpos de prova utilizando o gabarito 250 X 130 mm, e mais quatro cortados usando gabarito 160 X 63 mm. Fixou-se as extremidades de cada um dos filmes com as dimensões 250 X 130 mm em um bloco plano empregando fitas adesivas. Envolveu o sled com cada um dos filmes de dimensões 160 X 63 mm também utilizando fita adesiva. O sled funcionou como um “carrinho” que percorreu o caminho de uma extremidade a outra do filme contida no bloco plano, como indicado na Figura 12. Os valores foram obtidos automaticamente pela máquina universal de ensaios, sendo que COF é uma grandeza adimensional. Figura 12. Representação esquemática de uma máquina universal com os aparatos para análise de COF (http://www.emic.com.br). 3.2.7. DETERMINAÇÃO DA TEMPERATURA INICIAL DE SELAGEM Com as amostras empregadas na análise de COF, realizou-se a determinação de temperatura inicial de selagem (TIS), seguindo a norma ASTM F88. 17 Foram cortados corpos de prova, utilizando o gabarito 25,4 X 100 mm, uniu as faces interna e interna dos filmes e submeteu a selagem supondo uma temperatura, em uma seladora, mostrada na Figura 13, que possuía parâmetros de tempo de resistência e pressão constantes e iguais a 2s e 44 psi, respectivamente. Figura 13. Representação de uma seladora (http://www.emic.com.br). Após a medida da temperatura de selagem, os filmes ficaram um tempo suficiente para que ocorresse o resfriamento da solda, e em seguida, digitou no computador, que fica acoplado a máquina universal, o valor de temperatura utilizado para selar os corpos de prova, e realizou-se o tracionamento à temperatura ambiente na máquina universal com os aparatos do ensaio de TIS, conforme mostra a Figura 14. 18 Figura 14. Representação da máquina universal com os equipamentos de TIS. (http://www.polinst.com.br). Quando no corpo de prova foi retirada a selagem, obteve-se automaticamente os valores da força expressa em Newton (N). A análise de TIS foi concluída quando obteve a força de selagem equivalente a 2N, e repetiu-se mais duas vezes na mesma temperatura em que foi encontrado esse valor de força. 3.2.8. DETERMINAÇÃO DA RESISTÊNCIA À PERFURAÇÃO Ainda com as mesmas amostras utilizadas nas análises de COF, fez-se o ensaio de determinação da resistência à perfuração, seguindo a norma ASTM F1306. Cortou-se cinco corpos de prova utilizando o gabarito 76 X 76 mm e fixou-os na máquina universal. Nessa mesma máquina há uma ponteira cônica que se localiza a uma distância de 50 mm do corpo de prova. O sistema foi acionado e a ponteira desceu até perfurar o corpo de prova, obtendo automaticamente um gráfico de força (N) X deslocamento (mm), além de seus valores em uma tabela conjunta aos resultados de deformação (mm), aréa (mm2), energia (J) e energia por área (Jmm-2), como observado na figura 15. 19 Figura 15. Representação da máquina universal com os equipamentos de resistência à perfuração (http://www.emic.com.br). 3.2.9. DETERMINAÇÃO DA TAXA DE PERMEABILIDADE AO OXIGÊNIO A taxa de permeabilidade ao oxigênio (TPO2) é definida pela norma ASTM D3985-95 como a quantidade de oxigênio que passa através de uma unidade de área, perpendicularmente a superfície de um filme por unidade de tempo, sob condições de temperatura, umidade relativa e gradiente de pressão parcial de oxigênio. As taxas de permeabilidade ao oxigênio foram determinadas por método coulométrico, segundo procedimento descrito na norma ASTM F 1927 (Standard test method for determination of oxygen gas transmission rate, permeability and permeance at controlled relative humidity through barrier materials using a caulometric detector), em equipamento OXTRAN modelo 2/20, da MOCON, Modern Company Inc., operando com oxigênio puro como gás permeante e sob condições de temperatura e umidade relativa específicas para o ensaio, ou seja, temperatura de 23 °C e a úmido. O condicionamento dos corpos-de-prova foi feito durante 2 dias, a 23 °C e a úmido (ambiente saturado com água). A área efetiva de permeação de cada corpo-de-prova foi de 50 cm². Os resultados obtidos foram corrigidos para 1 atm de gradiente de pressão parcial de oxigênio. Não foi feito condicionamento prévio dos corpos-de-prova. 20 4. RESULTADOS E DISCUSSÃO 4.1. ANÁLISE VISUAL As três bobinas produzidas dos filmes de fundo e de tampa apresentaram-se isentos de bolhas de ar, furos, cortes e trincas, rebarbas, sujidades, pedras, amassamento, pinta preta, manchas esbranquiçadas e gel. Apesar da presença dessas características serem consideradas defeitos toleráveis, pois prejudicam a aparência da embalagem, mas não necessariamente suas funções de contenção e proteção; é fundamental evitar ao máximo a presença delas, já que produtos concorrentes encontram-se lado a lado nas gôndolas, e o consumidor escolhe em segundos, aquele que possui melhor aparência. 4.2. ANÁLISE DE LARGURA As larguras nominais dos filmes de fundo e de tampa das bobinas, para essa produção, correspondem a 800 mm. Essa largura tem relação com o tamanho da 21 embalagem que se deseja obter, bem como da máquina de termoformação a qual os filmes serão submetidos. Das três bobinas produzidas de cada filme de fundo e de tampa, duas apresentaram valores iguais a 803 mm e a outra igual a 802 mm. Esses resultados são satisfatórios por estar de acordo com a tolerância que vai de 800 a 805 mm. Valores fora desse intervalo podem atrapalhar a selagem no processo de termoformação e, no caso de valores menores, pode interferir até no embalo e acondicionamento dos produtos cárneos. 4.3. ANÁLISE DE GRAMATURA Para encontrar os limites de máximo e de mínimo para a variação de gramatura dos filmes, foi necessário realizar o cálculo de acordo com a equação 1, apresentada anteriormente, em que utilizou a densidade visualizada em máquina, sendo que esse valor de densidade corresponde a média da densidade de todos os polímeros constituintes de cada filme; e o valor da espessura usado foi o nominal, ou seja, o valor de espessura que se deseja encontrar nos filmes. 4.3.1. GRAMATURA DOS FILMES DE FUNDO Para os filmes de fundo, a densidade obtida foi igual a 0,960 gcm -3 e a espessura correspondente a 130 µm, obteve o resultado de gramatura de 124,80 gm-2. As gramaturas das três bobinas produzidas foram iguais a 117,40, 124,30 e 123,10 gm-2, para as bobinas 1, 2 e 3, respectivamente. Sabendo-se que a tolerância varia entre 124,80 ± 5%; percebeu-se que os valores para as bobinas 2 e 3 estão dentro do especificado, enquanto que a bobina 1, está com o valor inferior ao tolerado. Quando a bobina possui gramatura abaixo do mínimo significa que ela possui um defeito crítico, uma vez que a gramatura está diretamente relacionada com as propriedades de resistência mecânica e barreira. Portanto, a bobina 1, não pode ser utilizada no processo de produção da embalagem, pois pode proporcionar algum dano efetivo à embalagem e provocar a exposição do produto cárneo embalado. 22 4.3.2. GRAMATURA DOS FILMES DE TAMPA Para os filmes de tampa, a densidade obtida foi de 0,984 gcm-3 e a espessura correspondente de 75 µm, que resultou em uma gramatura de 73,80 gm-2. Os valores de gramaturas das três bobinas produzidas foram iguais a 76,20, 70,30 e 74,70 gm -2, para as bobinas 1, 2 e 3, respectivamente. Percebeu-se, então que todas as bobinas dos filmes de tampa, com relação a gramatura encontram-se dentro das especificações e estão aptas para serem utilizadas no processo fabricação das embalagens. Normalmente, a espessura nominal do filme de fundo é maior que os tampa, fator este que lhe confere também, uma maior gramatura. Isto ocorre porque somente o filme de fundo sofre o processo de termoformação, que afeta as suas propriedades físicas, mecânicas e óticas. 4.4. ANÁLISE DE ESPESSURA 4.4.1. ESPESSURA DOS FILMES DE FUNDO Os resultados obtidos para a espessura das bobinas 1, 2 e 3 dos filmes de fundo encontram-se apresentados na Tabela 3. Tabela 3. Espessura dos filmes de fundo Bobina Gramatura (gm-2) Densidade (gcm-3) Espessura (µm) 1 117,40 0,960 122 2 124,30 0,960 129 3 124,80 0,960 130 A espessura pode variar entre 130 ± 5%. Percebe-se que a bobina 1, está com espessura abaixo do especificado, resultado já esperado, uma vez que para efetuar o cálculo da espessura utiliza o resultado da gramatura. Filme com espessura fora dos parâmetros é considerado um defeito grave, já que espessura alta impede a termossoldagem, e muito baixa pode sofrer danos por queima nesse mesmo processo e ocasionar a abertura das embalagens. Portanto, é mais um dado 23 que reafirma que a bobina 1, encontra-se fora dos padrões estabelecidos e não pode ser utilizada na produção de embalagens para o acondicionamento de produtos cárneos. 4.4.2. ESPESSURA DOS FILMES DE TAMPA Os resultados encontrados de espessura das bobinas 1, 2 e 3 dos filmes de tampa encontram-se mostrados na Tabela 4. Tabela 4. Espessura dos filmes de tampa Bobina Gramatura (gm-2) Densidade (gcm-3) Espessura (µm) 1 76,20 0,984 77 2 70,30 0,984 71 3 74,70 0,984 76 Os resultados podem variar 75 ± 5%; portanto, todas as três bobinas produzidas, estão de acordo com as especificações. Assim como a gramatura, a espessura dos filmes de tampa também é menor que a dos filmes de fundo, visto que, eles não passam pelo processo de termoformação e, portanto, não apresenta modificações em suas propriedades iniciais. 4.5. ANÁLISE DO TRATAMENTO CORONA O tratamento Corona é largamente utilizado na modificação de propriedades de superfície de materiais, principalmente dos polímeros, isto devido a sua facilidade de construção, baixa manutenção e facilidade de operação. A descarga Corona é gerada pela aplicação de uma alta tensão elétrica entre dois eletrodos provocando uma descarga contendo íons, elétrons, moléculas excitadas e outros componentes. Estes componentes, por serem altamente energéticos, ao interagirem com a superfície do polímero podem causar modificações nas propriedades de adesão e molhabilidade (MENDES; SINÉSIO, 2005). O tratamento corona foi aplicado sobre a camada externa dos filmes de fundo e de tampa porque normalmente, a camada externa é constituída por PE, que possui baixo nível de energia de superfície e, consequentemente, baixa coesão e tensão superficial, 24 sendo necessário polarizar a superfície do filme para melhorar a adesão de tintas à sua superfície. As soluções foram preparadas por formamida, etilenoglicol e rodamina. Utilizou-se esses solventes orgânicos pelo fato de serem constituintes da formulação de tintas. Já a rodamina foi empregada para melhorar a visualização, uma vez que trata-se de um corante. Com o uso dessas soluções foi possível determinar a molhabilidade ou tensão de umectação, ou seja, avaliar o grau de tratamento aplicado ao filme, e consequentemente, a receptividade do mesmo à tinta. Quando o contato da tensão superficial do líquido na solução com a superfície do filme promoveu a formação de grandes gotas e bolhas, foi necessário utilizar uma solução com menor tensão, uma vez que a presença dessas características indicou um baixo poder de umectação que resulta na falta de adesão da tinta no filme. Isso ocorreu devido à tendência das moléculas do líquido em ficar unidas ao invés de atrair a superfície do filme, uma vez que a energia superficial do primeiro é maior que a do segundo. Da mesma forma, quando não houve a formação dessas características foi necessário aumentar a tensão, já que indicou a uma menor atração entre as moléculas do líquido em relação à atração das mesmas à superfície do filme. 4.5.1. TRATAMENTO CORONA DOS FILMES DE FUNDO A quantidade ideal de tratamento corona para uma eficaz adesão de tintas com os filmes corresponde a 44 dyncm-1, sendo o mínimo de 42 dyncm-1 e o máximo de 46 dyncm-1. Os resultados das análises de tratamento corona, nas três bobinas produzidas, foram iguais a 43 dyncm-1, e para o lado não tratado apresentou valores de 32 dyncm-1, esse valor indica que não houve passagem significativa de tratameto corona para o verso do filme polimérico, o que já era esperado, pois o tratamento corona interfere na termossoldagem e é exatamente por isso que esse processo ocorre entre a face interna do filme de fundo e a face interna do filme de tampa. 25 4.5.2. TRATAMENTO CORONA DOS FILMES DE TAMPA Nos filmes de tampas os resultados obtidos, nas três bobinas produzidas, foram iguais a 42, 44 e 43 dyncm-1 para as bobinas 1, 2 e 3, respectivamente e para o lado não tratado apresentou valores de 32 dyncm-1. Pode-se observar que todas as três bobinas produzidas estão de acordo com as especificações, embora a bobina 1, possua o valor mínimo de tratamento recomendado, o que não é muito favorável, pelo fato de que esse tratamento é brando, e vai diminuindo com o passar do tempo. A partir dessas análises realizadas, observou-se que tanto para os filmes de fundo quanto para os de tampa, a bobina 3 é a mais adequada para produção de embalagens, pois possui valores mais próximos dos especificados para largura, gramatura, espessura e tratamento corona. Por esse motivo, ela foi escolhida para realização das análises de coeficiente de atrito (COF), temperatura inicial de selagem (TIS) e resistência à perfuração. 4.6. DETERMINAÇÃO DO COEFICIENTE DE ATRITO (COF) Os ensaios de COF foram realizados nos dias 31/03/2010 e 05/04/2010, dos filmes de fundo e de tampa, do lado interno/interno e externo/externo. 4.6.1. COF DO FILME DE FUNDO Os resultados da análise de COF do filme de fundo, juntamente com os valores da média ( X ), determinados pela Equação 2 e os desvios padrão ( s ), calculados pela Equação 3, encontram-se descritos na Tabela 5. X = i =1 Tabela 5. COF ∑( Xi − X ) n n ∑Xi (Equação 2); s= n i =1 2 (Equação 3). n −1 do filme de fundo COF do filme de fundo Corpo de prova 31/03/10 05/04/10 31/03/10 05/04/10 interno/interno interno/interno externo/externo externo/externo 1 0,12 0,13 0,33 0,36 2 0,10 0,13 0,33 0,35 26 3 0,10 0,13 0,34 0,34 4 0,11 0,13 0,34 0,36 Média 0,11 0,13 0,34 0,35 Desvio padrão 0,01 0,00 0,008 0,11 Os valores encontrados foram relacionados em um gráfico de COF em função dos corpos de prova, como mostrado na Figura 16. COF DO FILME FUNDO 0,6 (05/04/2010 - EXTERNO/EXTERNO) (31/03/2010 - EXTERNO/EXTERNO) (05/04/2010 - INTERNO/INTERNO) (31/03/2010 - INTERNO/INTERNO) 0,5 0,4 0,3 0,2 0,1 1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 CORPOS DE PROVA Figura 16. Relação dos COF em função dos Corpos de prova para o filme de fundo. Pela figura 16, percebeu-se que os resultados de COF do filme de fundo, para a face interna/interna obteve valores inferiores aos realizados na face externa/externa, isso acontece devido a descarga corona que atua nessa última camada, que promove a oxidação do polietileno, fator que colabora para o aumento da micro-rugosidade, e consequentemente, aumenta o atrito, ou seja, aumenta a dificuldade do deslizamento entre duas superfícies. Os resultados encontrados de COF da face externa/externa são bem próximos aos valores típicos de filmes constituídos por PEAD. As análises realizadas na face interna/interna obteve resultados baixos. Polímeros com alta cristalinidade, possui menor dificuldade no deslizamento. Sabendose que essa camada interna tem como objetivo principal atender a uma melhor selagem, 27 pode-se prever que ela é constituída por PP, que tem uma elevada capacidade de selagem a quente aliado aos seus baixos valores de COF. Independente da face de análise, observou-se que com o passar dos dias os valores de COF encontrados não sofreram alterações significativas, o que possibilita prever a não utilização de agentes aditivos, uma vez que as amidas que constitui esses deslizantes, tende a migrar para a superfície do filme com o passar do tempo, formando uma camada de amida ordenada, que colabora para a redução do COF, além de interferir na adesão à tinta. Ao invés de sofrer redução nesses resultados analisados após cinco dias, ocorreu o contrário, exceto no terceiro corpo de prova do filme utilizando a face externa/externa, que obteve valores iguais. Esse aumento pode estar relacionado ao descuido na armazenagem. O baixo grau de dispersão dos valores, demonstrados pelo desvio padrão, aumenta a confiabilidade das análises realizadas, e portanto, dos resultados encontrados. Ainda mais com o filme analisado no dia 05/04/10 na face interna/interna, que não sofreu nenhuma alteração. 4.6.2. COF DO FILME DE TAMPA Os valores de COF encontrados para os filmes de tampa encontram-se descritos na Tabela 6. Tabela 6. COF do filme de tampa COF do filme de tampa Corpo de prova 31/03/10 05/04/10 31/03/10 05/04/10 interno/intern interno/interno externo/externo externo/externo o 1 0,45 0,46 0,50 0,51 2 0,43 0,45 0,53 0,55 3 0,44 0,44 0,57 0,59 4 0,41 0,43 0,60 0,61 Média 0,43 0,45 0,55 0,57 Desvio padrão 0,02 0,01 0,04 0,04 28 Os valores encontrados foram relacionados em um gráfico de COF em função dos corpos de prova, como mostrado na Figura 17. COF DO FILME TAMPA 0,70 (05/04/2010 - EXTERNO/EXTERNO) (31/03/2010 - EXTERNO/EXTERNO) (05/04/2010 - INTERNO/INTERNO) (31/03/2010 - INTERNO/INTERNO) 0,65 0,60 0,55 0,50 0,45 0,40 1,0 1,5 2,0 2,5 3,0 3,5 4,0 CORPOS DE PROVA Figura 17. Relação dos COF em função dos Corpos de prova para o filme de tampa. Assim como no filme fundo, os resultados obtidos para o filme de tampa realizados na face externa/externa foram superiores a interna/interna, porém esses resultados estão mais próximos, podendo indicar a utilização de um mesmo polímero nessas duas camadas. Avaliando os valores da Tabela 6, é possível supor a utilização do PEBD. Esses valores altos de COF são indesejados, pois ao extrair o ar do interior do pacote, o filme adere ao produto formando pregas e dobras onde normalmente ocorrem os furos do tipo “pé de galinha”. Uma alternativa seria a utilização de um aditivo que atue como agente deslizante, componente que perceptivelmente não foi utilizado, uma vez que os resultados de COF aumentaram-se com o passar do tempo, exceto no terceiro corpo de prova da análise interna/interna. Outra alternativa seria não utilizar o PEBD na camada selante. Pelo valor do desvio padrão, percebe-se que os resultados possuem baixo grau de dispersão, fator que colabora para uma maior confiabilidade das análises realizadas. 29 4.7. DETERMINAÇÃO DA TEMPERATURA INICIAL DE SELAGEM (TIS) A temperatura inicial de selagem é realizada somente entre as faces interna/interna dos filmes, uma vez que essa camada não sofre tratamento corona, já que o mesmo atrapalha a vedação entre os filmes. Esse ensaio tem como objetivo descobrir a temperatura inicial de selagem, para utilizar essa mesma temperatura no processo de termoformação. 4.7.1. TIS DO FILME DE FUNDO Os resultados obtidos da TIS para o filme de fundo estão dispostos na Tabela 7. Tabela 7. TIS do filme de fundo Corpos de Prova Força máxima(N) Temperatura (°C) 01 10,03 85 02 4,73 84 03 2,78 83 04 3,54 83 05 3,05 83 Para encontrar a temperatura de selagem do filme fundo, fez-se uma medida aleatória, empregando uma temperatura inicial de selagem de 85 ºC, que ao ser aplicada à máquina universal, obteve uma força máxima para retirar essa união de filmes correspondente a 10,03 N. Estudos demonstram que a força máxima necessária e suficiente para selar embalagens alimentícias é igual a 2 N, devido a esse fato, foi reduzido a temperatura inicial de selagem na máquina universal e repetiu-se o procedimento anterior e fez-se uma nova selagem. O procedimento foi repetido até encontrar a temperatura ideal de vedação. Após encontrar a temperatura que equivale a uma força máxima ao redor de 2 N, repetiu-se a análise por mais duas vezes. Sabendo-se que o aumento da temperatura proporciona uma maior força para a retirada da selagem, foi possível construir um gráfico da temperatura inicial de selagem (°C) em função da força máxima (N), que pode ser visualizada pela Figura 18. 30 14 FORÇA MÁXIMA (N) 12 10 8 Linear Regression Y = A + B * X Parameter Value Error A -264,575 45,58853 B 3,2225 0,54529 R SD N P 0,95963 0,97545 5 0,00968 6 4 2 83,0 83,5 84,0 84,5 85,0 TEMPERATURA (°C) . Figura 18. Força máxima para o filme de fundo em função da temperatura inicial de selagem. Realizou-se a regressão linear, e substituindo os valores de A, B e x na equação da reta, representada por y = A + Bx (Equação 4), considerando x = 2 N , obteve a temperatura aproximadamente de 82,72 °C. Com isso, subentende-se que para selar um filme PP com PP, de modo que a embalagem não sofra facilidade ou dificuldade de abertura, seguindo essa metodologia, basta termoformá-lo em uma temperatura próxima a 82 °C. 4.7.2. TIS DO FILME DE TAMPA Os resultados obtidos da TIS para o filme de tampa estão dispostos na Tabela 8. Tabela 8. TIS do filme de tampa Corpos de Prova Força máxima(N) Temperatura (°C) 01 0,41 80 02 1,43 82 03 2,62 83 04 1,73 83 05 1,90 83 31 A tentativa aleatória para o filme tampa iniciou-se com 80 °C, pois a temperatura optada inicialmente para o filme de fundo é maior que para o de tampa, isto ocorreu porque a temperatura de fusão do PP é maior que do PEBD. Após selar com 80 °C obteve-se uma força máxima muito abaixo do esperado. Desse modo, foi necessário aumentar gradativamente a temperatura de selagem até encontrar aquela que correspondesse a uma força de retirada da vedação equivalente a 2 N. Da mesma maneira que no filme de fundo, após encontrar a temperatura equivalente a força máxima de 2 N, repetiu-se a análise por mais duas vezes, possibilitando construir um Gráfico da força máxima (N) em função da temperatura (°C), conforme apresentado na Figura 19. 4,5 FORÇA MÁXIMO (N) 4,0 3,5 3,0 Linear Regression Y = A + B * X Parameter Value Error A -44,46235 12,26008 B 0,56059 0,14913 R SD N P 0,90822 0,38889 5 0,003291 2,5 2,0 1,5 1,0 0,5 80,0 80,5 81,0 81,5 82,0 82,5 83,0 83,5 TEMPERATURA (°C) Figura 19. Força máxima para o filme de tampa em função da temperatura inicial de selagem. Com a regressão linear, e substituindo os valores de A, B e x na equação 4, considerando x = 2 N, encontrou-se a temperatura aproximadamente de 82,88 °C. Com isso, compreendeu-se que para selar um filme PEBD com PEBD, de modo que o consumidor não sofra constrangimento em sua abertura, seguindo essa metodologia, basta termoformá-lo sob uma temperatura próxima a 82 °C. Se os filmes de tampa e de fundo tivessem a mesma formulação na camada interna, esta análise confirmaria a temperatura a se utilizar no processo de termoformação; mas para essa análise o certo seria selar a parte interna do filme de 32 fundo com a parte interna do filme de tampa. Apesar de que os resultados, neste caso, encontrados indicaram temperaturas bem próximas para filmes com formulações distintas. 4.8. DETERMINAÇÃO DA RESISTÊNCIA À PERFURAÇÃO A leitura automática dessa análise iniciou-se quando a ponteira do equipamento encontrava-se a uma distância igual a 50 mm da superfície do filme até quando a ponteira perfurou o material. Nesse trajeto descreveu-se um gráfico da força em função do deslocamento, cuja área corresponde a energia (tenacidade). Essa energia foi absorvida pelo filme em razão da aplicação de uma força (tensão) ao longo de um deslocamento (deformação), como mostra a Figura 20. Os dados obtidos de força média e desvio padrão foram obtidos conforme as equações 2 e 3, apresentadas anteriormente. Figura 20. Gráfico da tensão em função da deformação. 4.8.1. ANÁLISE DA RESISTÊNCIA À PERFURAÇÃO DA FACE INTERNA DE FILMES DE FUNDO E DE TAMPA As tabelas 9 e 10 apresentam os resultados obtidos automaticamente na análise de determinação de resistência à perfuração para a face interna dos filmes de fundo e de tampa. 33 Tabela 9. Resultados do ensaio de perfuração da face interna do filme de fundo. Resistência à perfuração do filme de fundo Corpo de prova Força Deformação máxima máxima (mm) (N) Área Energia Energia/Área (mm2) máxima (J) ( Jmm-2) 1 20,58 8,38 9,80 0,10 0,01 2 19,15 7,88 9,88 0,10 0,01 3 20,80 8,09 9,88 0,09 0,01 4 19,74 7,88 9,88 0,09 0,01 5 18,19 7,82 9,88 0,08 0,01 Média 19,69 7,96 9,86 0,09 0,01 Desvio padrão 1,07 0,28 0,03 0,01 8x10-4 Tabela 10. Resultados do ensaio de perfuração da face interna do filme de tampa. Resistência à perfuração do filme de tampa Corpo de prova Força Deformação máxima máxima (mm) (N) Área Energia Energia/Área (mm2) máxima (J) (Jmm-2) 1 17,83 64,44 0,06 0,14 2,47 2 17,28 63,79 0,06 0,13 2,20 3 16,62 62,29 0,06 0,10 1,84 4 16,88 62,91 0,06 0,11 1,98 5 16,62 62,25 0,06 0,10 1,87 Média 17,04 63,14 0,06 0,11 2,07 Desvio padrão 0,51 0,95 0,00 0,02 0,26 A Tabela 9, mostra que ao aplicar uma força média de 19,69 N, o filme de fundo sofreu pouca deformação até ocasionar a sua ruptura, sendo que a área afetada pela deformação foi 9,86 mm2, obtendo uma energia em torno de 0,09 J. Enquanto que, pela Tabela 10, percebeu-se que ao aplicar uma força média de 17,04 N no filme de tampa, o mesmo sofreu uma deformação enorme até ocorrer a ruptura, sendo que a área correspondente a essa deformação foi baixa e igual a 0,06 mm 2 , obtendo uma energia em torno de 0,10 J. 34 Esse resultado concorda com as suposições da interpretação dos dados dos ensaios de COF da camada interna, de que a composição do filme de tampa pode ser a base de PEBD e o filme fundo a base de PP, uma vez que as características do PEBD quando comparado ao PP, consiste em sofrer um alto grau de deformação até romper, ou seja, ser mais tenaz, isso acontece porque esse polímero possui ramificações longas, fator este que contribui para a redução de sua cristalinidade, ocasionando um aumento do alongamento na ruptura. 4.8.2. ANÁLISE DA RESISTÊNCIA À PERFURAÇÃO DA FACE EXTERNA DE FILMES DE FUNDO E DE TAMPA. Os resultados obtidos automaticamente na análise de determinação de resistência à perfuração da face externa do filme de fundo e de tampa encontram-se apresentados nas tabelas 11 e 12. Tabela 11. Resultados do ensaio de perfuração da face externa do filme de fundo. Resistência à perfuração do filme de fundo Corpo de prova Força Deformação Área Energia Energia/Área máxima (N) máxima (mm) (mm2) máxima (J) ( Jmm-2) 1 30,03 10,23 9,96 0,17 0,02 2 33,38 12,95 10,11 0,26 0,03 3 33,35 13,45 9,8 0,27 0,03 4 33,47 13,10 10,03 0,27 0,03 5 34,86 12,31 10,18 0,25 0,02 Média 33,02 12,41 10,3 0,24 0,02 Desvio padrão 1,78 1,28 0,12 0,04 4x10-3 Tabela 12. Resultados do ensaio de perfuração da face externa do filme de tampa. Resistência à perfuração do filme de tampa Corpo de prova Força Deformação Área Energia Energia/Área 35 máxima (N) máxima (mm) (mm2) máxima (J) ( Jmm-2) 1 19,63 64,86 0,06 0,15 2,72 2 19,51 65,63 0,06 0,16 2,90 3 20,15 65,62 0,06 0,17 2,99 4 20,63 65,69 0,06 0,17 3,01 5 20,08 65,55 0,06 0,16 2,92 Média 20,00 65,47 0,06 0,16 2,90 Desvio padrão 0,44 0,34 0,00 -3 6x10 0,11 A Tabela 11 mostra que foi necessário aplicar uma força média igual a 33,02 N, para que o filme de fundo sofresse ruptura, embora a deformação seja pequena, e correspondente a 12,41 mm2, em uma área de 10,3 mm2, obtendo uma energia em torno de 0,24 J. Enquanto que, pela Tabela 12, percebeu-se que foi necessário aplicar uma força média de 20,00 N no filme de tampa, o mesmo sofreu uma deformação grande, quando comparada ao filme de fundo, até ocorrer a ruptura, sendo que a área correspondente a essa deformação foi baixa e igual a mesma sofrida nessa análise da face interna, obtendo uma energia em torno de 0,16 J. Da mesma maneira que essa análise para a face interna, os resultados estão de acordo com as proposições da interpretação dos dados dos ensaios de COF da camada externa, de que a composição do filme de tampa pode ser à base de PEBD e o filme fundo a base de PEAD, uma vez que o PEAD possui uma estrutura mais linear, sendo que essa linearidade faz com que a orientação, o alinhamento e empacotamento sejam mais efetivos, ocasionando um forte efeito sobre as propriedades mecânicas do polímero, como por exemplo, a alta rigidez quando comparado ao PEBD. O lado externo apresentou uma resistência à perfuração bem maior que o lado interno, esse comportamento pode ser devido à camada superficial do polietileno, que oxidou pela descarga corona e passou a servir como estrutura que possibilita o fortalecimento do filme. 36 4.9. DETERMINAÇÃO DA TAXA DE PERMEABILIDADE AO OXIGÊNIO (TPO2) Para o filme de fundo, constituído de PE/ad/PA6/EVOH/PA6/ad/PP, o valor de TPO2 original, foi menor que 4 cm3(CNTP)m-2dia-1 a 23 °C. Isto ocorreu devido à presença de EVOH conciliado à PA6 em sua estrutura, o que aumenta a barreira ao oxigênio do material, conferindo maior proteção ao produto contra a oxidação. Já para o filme de tampa, que é constituído de PE/ad/PA6/EVOH/PA6/ad/PE o valor de TPO2 original, foi menor que 5 cm3(CNTP)m-2dia-1 a 23 °C, também devido a presença do EVOH vinculado à PA6 em sua estrutura, o que justifica a utilização desses filmes na produção de embalagens para o acondicionamento de produtos cárneos, cuja coloração é muito sensível à oxidação e conseqüente perda da desejável coloração rósea. O filme fundo teve resultado menor que o de tampa, isso indica que o adesivo agregado ao PE e PP foi mais eficaz quando comparado com a combinação adesivo e PE, uma vez que a presença deles são necessárias para não permitir a interferência da umidade na barreira ao oxigênio realizada pelo EVOH e PA6. Este resultado é interessante, pelo fato de que somente o filme fundo sofre o processo de termoformação, e para tanto, se faz necessário melhores propriedades físico-químicas. 37 5. CONCLUSÃO Para cada um dos dois filmes produzidos, filme de tampa e filme de fundo, foi produzido três bobinas de filmes multicamadas. Destas três bobinas somente a bobina 1, dos filmes de fundo foi descartada, pois encontrava-se fora das especificações, o que indica que o processo de coextrusão é uma boa ferramenta para a produção de filmes multicamadas. A partir das análises de largura, gramatura, espessura e tratamento corona, observou-se que tanto para os filmes de fundo quanto para os de tampa, a bobina 3 é a mais adequada para produção de embalagens, pois possui valores mais próximos dos especificados para essas análises. Por esse motivo, ela foi escolhida para realização das análises de coeficiente de atrito (COF), temperatura inicial de selagem (TIS) e resistência à perfuração. A espessura do filme de fundo é geralmente maior que a do filme de tampa, visto que, é somente ele que passa pelo processo de termoformação. O que ficou comprovado nos resultados obtidos de gramatura e espessura. Independentemente da face de análise e dos filmes utilizados, observou-se que com o passar dos dias os valores de COF encontrados não sofreram alterações significativas, indicando que não houve o uso de aditivos durante o processo de formação do filme. A temperatura inicial de selagem obtida para o filme de fundo e de tampa foi praticamente a mesma, indicado que os filmes apresentam propriedades semelhantes. Na análise de resistência à perfuração os valores encontrados para a face externa foram superiores a interna. Com isso, comprova-se a interferência do tratamento corona nas propriedades dos filmes. A presença de EVOH e PA6 na composição dos filmes de tampa e fundo fez com a TPO2 ficasse abaixo de 5 e 4 cm3(CNTP)m-2dia-1, respectivamente; justificando a necessidade de suas utilizações na composição dos filmes multicamadas. Os filmes produzidos para o fundo e para a tampa apresentaram propriedades ideais para a produção das embalagens termoformadas, uma vez que, a espessura total e a resistência à perfuração dos filmes para o fundo foram maiores que para a tampa. Os mesmos apresentaram uma boa barreira ao oxigênio, o que conferiu aos filmes uma 38 maior proteção ao produto contra a oxidação, o que indica que eles podem ser utilizados na produção de embalagens para produtos cárneos. 39 6. REFERÊNCIAS BIBLIGRÁFICAS ABIQUIM, Resinas termoplásticas, disponível em: <http://www.abiquim.org.br>, acessado em 2 de junho de 2011. BASSANI, A.; PESSAN, L. A.; JÚNIOR, E. H. Propriedades mecânicas de blendas de nylon-6/ acrilonitrila-EPDM-estireno (AES) compatibilizadas com copolímero acrílico reativo (MMA-MA). Revista Polímeros: Ciência e Tecnologia, vol. 12, n° 2, p. 102108, 2002. BELCHIOR, D., Estudo sobre os problemas gerados durante o processo de recicagem de materiais termoplásticos, tecnóloga em produção, FATEC-ZL, São Paulo, 2009. BLASS, A., Processamento de polímeros, 2a Ed., Florianópolis, UFSC, 1988. COUTINHO, F. M. B.; MELLO, I. L., MARIA, L.C.S. “Polietileno: principais tipos, propriedades e aplicações”. Revista Polímeros: Ciência e Tecnologia, vol. 13, n° 1, p. 1-13, 2003. CRIPPA, A., SYDENSTRICKER, T. H. D., AMICO, S. C., “Desempenho de filmes multicamadas em embalagens termoformadas”, Revista Polímeros: Ciência e Tecnologia, vol. 17, n 3, p. 188-193, 2007. CRIPPA, A., SYDENSTRICKER, T. H. D., AMICO, S. C., Desempenho de filmes multicamadas em embalagens termoformadas, pós graduação em engenharia e ciência de materiais, UFP, Curitiba, 2006. FÉLIX, J. S., MANZLI, J. E., PADULA, M., MONTEIRO, M., “ Embalagem plástica contendo poliamida 6 para produtos cárneos e queijos: migração de caprolactama e efeito da irradiação: uma revisão” , Revista Alim. Nutr., vol 19, n. 3, p. 361-370, jul./set. 2008. FONSECA, F. M. C., Desenvolvimento e caracterização de compósitos à base de polietileno de alta densidade (PEAD) reciclado e fibras vegetais, Tese de Ms. Sc., Engenharia de Materiais, UFOP-CETEC-UEMG,Belo Horizonte, Novembro 2005. JÚNIOR, E. H., GIBERTONI, E., AGNELLI, J. A. M., PESSAN, L. A. Tecnologia do PVC, 1a Ed., São Paulo, PRO-SP, 2002. 40 LIMA, J. A.; FELISBERTI, M. I. “Estudo da separação de fases de blendas de poli (etileno-co-álcool vinílico)(EVOH) e poli (metacrilato de metila) (PMMA) através de análise térmica e microscopia ótica”, 17° CBECIMat – Congresso Brasileiro de Engenharia e Ciência dos Materiais, PR, Foz do Iguaçu, 2006. LIMA, J.A. Comportamento de fases de soluções binárias e ternárias de poli(etileno-co-álcool vinílico),poli(metacrilato de metila) e dimetilformamida, Tese de D. Sc., Química, São Paulo, Novembro 2008. MANO, E. B., Polímeros como materiais de engenharia, São Paulo, Edgardr Blucher, 1991. MARTINS, J. V. B., Innovation et orgaisatin: les cas de l’ industrie des polymeres. Tese de D. Sc., L’ Ecole Nationale Superieure des Mines de Paris. Paris, 1994. MENDES, L. H.; SINÉZIO, J. C. C., Efeito do Tratamento Corona em Filmes de Poliéster, VI Congresso Brasileiro de Engenharia Química em Iniciação Científica, p. 16, 2005. MERGEN, I. Z., Estudo a perda de vácuo em embalagens plásticas multicamadas para produtos cárneos curados cozidos, Tese de Ms. Sc., Engenharia Química, UFSC, Santa Catarina, Fevereiro 2004. MOTA, L. R., Controle de qualidade de embalagens flexíveis para biscoitos, graduação em engenharia de alimentos, UCG, Goiânia, 2004. MOURA, E. A. B., Avaliação do desempenho de embalagens para alimentos quando submetidas a tratamento por radiação ionizante. Tese de Dr. Sc., Tecnologia Nuclear-Aplicação, IPEN, São Paulo, 2006. OLIVEIRA, L. M., SARANTÓPOULOS, C. I. G. L., CUNHA, D. G. C., LEMOS, A. B., “Embalagens termoformadas e termoprocesáveis para produtos cárneos processados”, Revista Polímeros: Ciência e tecnologia, vol. 16, n° 3, p. 202-210, 2006. RAMOS, F. A., Influência da manutenção em uma fábrica de transformados de plásticos, Tecnólogo em produção, FATEC-ZL, São Paulo, 2009. SHREVE, R. N., Indústrias de processos químicos, 4a Ed., Rio de Janeiro, Guanabara Koogan, 1997. 41 VILLADIEGO, A. M. D., SOARES, N. F. F., ANDRADE, N. J., PUSCHMANN, R., MINIM, V. P. R., CRUZ, R., “Filmes e revestimentos comestíveis na conservação de produtos alimentícios”, Revista Ceres, 52(300):221:244, 2005. WILKINSON, J.; ROCHA, R. Uma análise dos setores de carne bovina, suína e de frango. Roteiro dos Estudos Econômicos Setoriais, SENAI/UFRJ, Rio de Janeiro, 2005. WURLITZER, N. J. Desenvolvimento e avaliação de propriedades físicas e antimicrobianas de filmes de poli(cloreto de vinilideno) incorporados com triclosan. Tese de Dr. Sc., Ciência e tecnologia de alimentos, UFV, Minas gerais, 2007. 42
Baixar