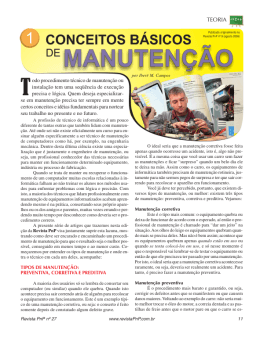
Excelência na gestão da manutenção através da aplicação dos conceitos da manufatura enxuta André Gaidzinski Edson Cunha 1. Introdução Muito tem sido escrito sobre lean manufacturing. O bastante para que estudantes e profissionais estejam familiarizados com estes conceitos. Mas sobre lean maintenance ou manutenção enxuta não se encontrou bibliografia suficiente ou artigos que suportem este importante tema. Será somente um subproduto ou subconjunto do lean manufacturing ou um prérequisito para o sucesso de uma jornada lean. (SMITH; HAWKINS, 2004). Para uma manutenção ser considerada enxuta, deverá ser proativa, empregando atividades de planejamento e programação através das práticas de manutenção produtiva total (TPM) destacando a manutenção autônoma, utilizando estratégias práticas desenvolvidas através dos estudos da manutenção centrada em confiabilidade (MCC), sempre baseadas em dados confiáveis e por decisão lógica sendo suportados por um sistema computacional eficiente (SMITH; HAWKINS, 2004). Deve-se destacar também a aplicação dos conceitos de 5s, melhoria contínua nos processos de manutenção através do kaizen e do MVSM (maintenance value stream mapping) e é claro o tripé manutenção corretiva preventiva e preditiva. Também dentro deste processo é muito importante à participação da manutenção nos eventos Kaizen (melhoria contínua), o treinamento dos operadores para aplicar a manutenção autônoma, um sistema de gerenciamento que permita armazenar dados confiáveis para fins de histórico, aplicação de técnicas preditivas e por fim uma Engenharia de Manutenção para analisar dados e verificar a causa raíz dos problemas, utilizando-se de ferramentas como, por exemplo, análise dos cinco porquês. O “Lean Maintenance” (Manutenção Enxuta) é um termo relativamente novo, mas seus princípios seguem a base dos conceitos da Manutenção Produtiva Total (TPM). A Manutenção Enxuta contribui de maneira decisiva para o atingimento dos objetivos da Produção “Puxada”, ou seja, seus métodos de trabalho, quando realizados com determinação e disciplina, fazem com que os ativos e os processos produtivos de 1 trabalho estejam alinhados com os indicadores de disponibilidade, confiabilidade e produtividade, garantindo a eficácia global dos ativos (OEE). Outra importante característica do “Lean Maintenance” é a busca constante das melhores práticas das equipes de manutenção, na otimização dos seus processos de trabalho, nos procedimentos documentados, nos indicadores de desempenho, nas facilidades de manutenção, na utilização dos recursos humanos e materiais, na contratação de serviços, na contínua capacitação dos colaboradores. 2. Objetivo Portanto o objetivo deste trabalho é fazer com que a manutenção aplique e adapte os conceitos do lean manufacturing, para que possa acompanhar e intervir nos processos produtivos de maneira eficaz e assim atender as necessidades da cadeia produtiva, acompanhando sua evolução. 3. Referencial teórico 3.1. Definição de manutenção Há até bem pouco tempo, o conceito de manutenção era de que a missão da manutenção era de restabelecer as condições originais dos equipamentos. Hoje a missão da manutenção é: Garantir a disponibilidade da função dos equipamentos e instalações de modo a atender a um processo de produção ou de serviço, com confiabilidade, segurança, preservação do meio ambiente e custos adequados (KARDEC; LAFRAIA, 2002). 3.2. Manutenção corretiva Caracteriza-se pela atuação da manutenção em fato já ocorrido, seja este uma falha ou um desempenho menor que o esperado. Não há tempo para preparação do serviço. Normalmente a manutenção corretiva implica altos custos, pois a quebra inesperada pode acarretar perdas de produção, perda de qualidade, e elevados custos 2 indiretos de manutenção. Além disso, quebras aleatórias podem ter conseqüências bastante graves para o equipamento, pois a extensão dos danos pode ser bem maior. De acordo com Kardec e Nascif (2001) quando uma empresa tem a maior parte de sua manutenção trabalhando em manutenção corretiva, seu departamento de manutenção é gerenciado pelos equipamentos e o desempenho empresarial da organização, certamente, não está adequado as necessidades de competitividade atuais. 3.3. Manutenção preventiva Inversamente a política de manutenção corretiva, a preventiva procura obstinadamente evitar a ocorrência de falhas, ou seja, prevenir. Como nem sempre os fabricantes fornecem dados precisos para os planos de manutenção preventiva, além das condições operacionais e ambientais influírem de modo significativo na expectativa de degradação dos equipamentos, a definição de periodicidade e substituição deve ser estipulada para cada equipamento e instalação. (KARDEC; NASCIF, 2001) A manutenção preventiva será tanto mais conveniente quanto maior for à simplicidade na reposição; quanto maiores forem os custos de falhas; quanto mais as falhas prejudicarem a produção e quanto maiores forem as implicações das falhas na segurança pessoal e operacional. 3.4. Manutenção preditiva De acordo com Kardec, Nascif e Baroni, 2002 devemos estudar para conhecer, conhecer para predizer e diagnosticar para planejar e eliminar a causa. A manutenção preventiva, aliada ao uso de medições e acompanhamento periódico nos equipamentos, com uso de instrumentos sofisticados e até monitoração remota, introduziu já na década de 1960/1970 o conceito de manutenção preditiva ou “controle Preditivo de manutenção”, que é a manutenção efetuada apenas quando se detecta a aproximação de uma condição instável ou de uma falha. 3 Se não existe a condição instável, o equipamento fica em funcionamento até que a proximidade de falha seja detectada. Por outro lado, o controle estatístico de falhas ocorridas, poderá indicar quando, provavelmente, o equipamento falhará. O método estatístico é uma valiosa ferramenta para a determinação da aproximação de uma condição de falha. Como exemplo de manutenção preditiva cita-se a detecção de ruído em rolamento, análise de vibração, ferrografia, termografia, etc. Os fatores para adotar a manutenção preditiva são os seguintes: • Aspectos relacionados com segurança pessoal e operacional. • Redução dos custos pelo acompanhamento dos equipamentos evitando intervenções desnecessárias. • 3.5. Manter os equipamentos operando por mais tempo. Manufatura enxuta A manufatura enxuta requer uma linha de pensamento focado em fazer o produto fluir através do processo, sem interrupções, em um sistema puxado pela demanda do consumidor ou da próxima etapa do processo e uma cultura onde todos estão envolvidos no processo de melhoria contínua. “O que estamos fazendo é olhar desde o momento que o cliente faz o pedido até o momento que recebemos o pagamento. E nós estamos reduzindo este tempo eliminando os desperdícios e as atividades que não agregam valor” (Ohno, 1988). Segundo Ortiz (2010), a produção enxuta não é um conceito baseado em um programa, porque muitos profissionais gostam de orientações passo a passo. Na sua forma mais simples, a produção enxuta trata de eliminar ou diminuir desperdícios que não tem valor agregado numa empresa. Eliminar ou diminuir desperdícios é uma batalha interminável, e ao se concentrar nisso, uma empresa pode reagir melhor as necessidades de seus clientes e também pode operar em níveis de performance mais eficientes. Para entender o fenômeno da produção enxuta, devem-se aprender as ferramentas embutidas na filosofia e enxergar como elas estão entrelaçadas. 4 De acordo com Ortiz ( 2010 ) as ferramentas mais utilizadas são: • Kaizen • 5s • Trabalho padronizado • Redução de setup • Kanban • Qualidade na fonte • Manutenção produtiva total (TPM) De acordo com ohno (1998) a base de sustentação do Sistema Toyota de Produção é a absoluta eliminação do desperdício e os dois pilares necessários à sustentação é o Justin-time e a Autonomação. Os sete desperdícios que o sistema visa a eliminar: • Superprodução, a maior fonte de desperdício. • Tempo de espera, refere-se a materiais que aguardam em filas para serem processados. • Transportes nunca geram valor agregado no produto. • Processamento, algumas operações de um processo poderiam nem existir. • Estoque, sua redução ocorrerá através de sua causa raiz. • Movimentação • Defeitos, produzir produtos defeituosos significa desperdiçar materiais, mão-deobra, movimentação de materiais defeituosos e outros. 3.6. Manutenção produtiva total (TPM) O TPM é a ampliação do conceito da manutenção, pela promoção da manutenção do sistema de produção com a participação das pessoas de produção. O TPM objetiva a eficácia da empresa através da maior qualificação das pessoas e melhoramentos introduzidos nos equipamentos. Assim os operadores passam a executar tarefas mais simples, que antes eram executadas pelo pessoal de manutenção, como: lubrificação, limpeza, ajustes de gaxetas, troca de lâmpadas, limpeza e troca de filtros, 5 dentre outros, permanecendo a equipe de manutenção com as tarefas de maior complexidade. 3.6.1. Os oito pilares do TPM Figura 1: Os oito pilares do TPM Fonte: UFRGS, Flávio Fogliato. • Melhoria focada - Como o próprio nome indica, é focar a melhoria global do negócio. Deste modo procura-se reduzir os problemas para melhorar o desempenho. • Manutenção planejada - Significa planejar e controlar a manutenção, (manutenção preventiva e preditiva) através de técnicas de planejamento (software). • Educação e treinamento - Ampliação da capacidade técnica, gerencial, comportamental do pessoal de manutenção e operação. • Controle inicial - Estabelecimento de um sistema de gerenciamento da fase inicial para novos projetos/equipamentos. Eliminar falhas no nascedouro, implantar sistema de monitoração. 6 • Manutenção da Qualidade - Estabelecimento de um programa de zero defeito. Máquinas em melhores condições resultam em produtos melhores. • TPM Office - Estabelecimento de um programa nas áreas administrativas, visando o aumento de sua eficácia. Tendo como objetivo principal eliminar desperdícios no escritório. • Segurança - Estabelecimento de um programa de saúde, segurança e meio ambiente. Sendo que o principal objetivo é o acidente zero • Manutenção Autônoma - A Manutenção Autônoma (MA) é uma ferramenta enxuta que é usada por empresas de manufatura de classe mundial para obter melhorias principalmente no “OEE”. O objetivo principal da MA é: Formar o operador para se tornar responsável pela manutenção da máquina, mantendo-a em ótimas condições. 3.7. Manutenção centrada em confiabilidade (MCC) De acordo ainda com Lafraia (2001), confiabilidade é a probabilidade de que um componente ou sistema, funcionando dentro dos limites especificados de projeto, não falhe durante o período previsto para sua vida, sob condições definidas de uso. Utilizando a definição de que manutenção é a garantia de continuidade dos itens físicos cumprindo as funções desejadas, a “Manutenção Centrada em Confiabilidade é um processo usado para determinar os requisitos de manutenção de qualquer item físico no seu contexto operacional” (MOUBRAY, 1996). Ela identifica o ponto ótimo das tarefas de manutenção, tornando-as efetivas com mínimo custo. É uma técnica racional e justificada economicamente, baseada em um histórico de falhas confiável, validando e dando suporte as decisões gerenciais (SMITH; HAWKINS, 2004). Segundo Smith e Hawkins (2004) existem sete questões básicas que se recomenda à aplicação no processo de manutenção centrada em confiabilidade, que são: 7 Quais são as funções e padrões de desempenho do item no seu contexto operacional atual? De que forma ela falha em cumprir suas funções? O que causa cada falha operacional? O que acontece quando ocorre cada falha? De que forma cada falha tem importância? O que pode ser feito para prevenir cada falha? O que deve ser feito, se não for encontrada uma tarefa preventiva apropriada? 3.7.1. Princípios da MCC Segundo Smith e Hawkins (2004), registram-se alguns princípios na MCC: • MCC é um sistema focado nos conjuntos de um equipamento e não no funcionamento individual dos componentes. • MCC trata estatisticamente das falhas, não se preocupa simplesmente com a taxa de falhas e sim com a probabilidade de falha em uma data específica. • O Objetivo é de manter a confiabilidade do equipamento projetado. A MCC, porém, permite modificar e melhorar o equipamento projetado. • As tarefas determinadas pela MCC precisam ser efetivadas para reduzir a probabilidade de falha 3.8. O programa 5S Visa mudar a maneira de pensar das pessoas na direção de um melhor comportamento, não somente profissional, mas para vida. Este programa é centrado na educação, prática e treinamento. 8 Segundo Carvalho (2006) a adoção e implementação dos critérios estabelecidos no programa 5s possibilitam a consecução de relevantes resultados conforme descrito a seguir: • Melhoria na utilização dos espaços físicos da empresa • Redução dos percentuais de desperdício como materiais, energia, mão de obra etc. • Aumento dos padrões de qualidade dos produtos e ou serviços • Fortalecimento dos aspectos concernentes a imagem da organização, tanto para funcionários quanto para comunidade e clientes. A denominação de programa 5s foi estudada, selecionada e adotada, porque, em japonês as palavras correspondentes que designam cada uma de suas fases começa com a letra s, ou seja: (CARVALHO 2006). Seiri - Separar todos os materiais ou dados e informações que não são úteis para o andamento das atividades da empresa, que não tenham importância no aspecto de decisão. Seiton - Consiste na etapa de ordenação.Identificar local apropriado para cada coisa. Determinação do local de arquivamento, permitindo que um dado seja localizado rapidamente. Seiso - Neste aspecto, a retirada de pó, sujeira e limpeza nos postos de trabalho devem ser executadas. Primar pela atualização de dados para permitir decisões corretas. Seiketsu - Devem-se tomar ações consistentes e repetitivas visando à arrumação, ordenação e limpeza, e ainda a manutenção de boas condições sanitárias e sem poluição do ambiente. Shitsuke - Manter o hábito para cumprimento de regras e procedimentos especificados pelos clientes , e também , procedimentos determinados pela empresa. 9 3.9. Kaizen De acordo com Ortiz (2010), Kaizen é uma palavra Japonesa para melhoria contínua e mudança incremental. A filosofia do kaisen trata de envolver todas as pessoas na organização para que se concentrem nas melhorias globais dessa organização. A base da produção enxuta é a eliminação dos desperdícios, visando responder melhor as necessidades do cliente no que diz respeito a entrega dentro do prazo, ao custo competitivo e a qualidade mais elevada. Mais importante , o Kaizen enfatiza o desenvolvimento de uma cultura voltada para o processo e direcionada para aprimorar a forma com que a empresa trabalha. O Kaizen trata de ensinar e orientar as pessoas para que se tornem melhores no que fazem em todos os aspectos de seu trabalho. 3.9.1. Benefícios do Kaizen Segundo Ortiz (2010), as equipes de kaizen são criadas para proporcionar um impacto rápido e pró-ativo na organização. Os eventos kaizen ensinam as pessoas os conceitos de trabalho em equipe, cumprimento de prazos, interação com as pessoas, e a busca da excelência como um todo. O evento kaizen desenvolve uma cultura de melhoria contínua. Também melhora o relacionamento com o cliente, pois melhora o custo, a entrega, e a qualidade dos produtos e ou serviços. 3.9.2. Indicadores 3.9.2.1. Produtividade A produtividade é melhor quando menos material, componentes, mão-de-obra, tempo, utilitários, papelada, processos, e etapas forem utilizados para realizar o serviço e ou produto, reduzindo é claro os custos. As equipes de kaizen devem sempre perseguir o aumento de produtividade. 10 3.9.2.2. Estoque/WIP O estoque deve ser mantido num mínimo, por toda a fábrica. Os processos de fabricação devem ser curtos, de modo que não acumule o work in process (WIP) desnecessário. Um nível mais baixo de estoque, reduz o custo, e também melhora a qualidade pois melhora a visibilidade dos problemas que podem estar escondidos num estoque excessivo. 3.9.2.3. Qualidade De acordo com Ortiz (2010) o conceito de qualidade na fonte é uma abordagem eficiente de produção enxuta, pçois coloca a responsabilidade pela conferência do produto no momento da manufatura. Os trabalhadores de linha de frente precisam inspecionar o produto para garantir que os erros estejam sendo percebidos. A qualidade na fonte resulta em uma extraordinária melhoria na qualidade global. As metas da equipe de Kaizen para qualidade podem ser a de reduzir os custos de sucateamento e as horas de retrabalho por exemplo. 3.9.2.4. Espaço no chão de fábrica Às vezes os fabricantes surgem com planos de expandir fisicamente as instalações para acomodar novas linhas e produtos. “Afirmo que você deve euxugar antes de acrescentar” (ORTIZ, 2010). As equipes de Kaizen podem se concentrar em reduzir o espaço no chão de fábrica para uma melhor utilização. Menos complicações, menos distância, e menos obstáculos físicos significam entregas no prazo. (ORTIZ, 2010) 3.9.2.5. Estações de trabalho Independente do tipo de área de trabalho no chão de fábrica, a quantidade certa de pessoas, máquinas e estações é essencial para um desempenho melhor. Uma melhor relação entre pessoas e máquinas, uma utilização mais eficiente do equipamento necessita estar efetivamente associada a demanda. 11 A diminuição das estações de trabalho ou seu melhor uso, caminham lado a lado com o espaço no chão de fábrica e a produtividade. As equipes de kaizen tem por objetivo reduzir a quantidade de estações de trabalho, consolidar processos ou apresentar uma carga de trabalho mais equilibrada. 3.9.2.6. Distância a percorrer De acordo com Ortiz (2010), os processos que demoram mais que o necessário gera muito desperdício. Quanto mais tempo um produto estiver em produção, mais dinheiro ele custará. 3.10. Problem solving De acordo com Ohno, 1997, ao enfrentar um problema você deve perguntar pelo menos cinco vezes por que. É difícil fazê-lo, mesmo que pareça fácil. Exemplo de aplicação: Depoimento de Taiichi Ohno, Ex- Vice Presidente da Toyota Motor. Pergunta 1: Porque a máquina parou? Resposta 1: Porque o fusível queimou devido a uma sobrecarga. Pergunta 2: Porque houve uma sobrecarga? Resposta 2: Porque a lubrificação do rolamento foi inadequada. Pergunta 3: Porque a lubrificação foi inadequada? Resposta 3: Porque a bomba de lubrificação não estava funcionando direito. Pergunta 4: Porque a bomba de lubrificação não estava funcionando direito? Resposta 4: Porque o eixo da bomba estava gasto. Pergunta 5: Porque ele estava gasto? Resposta 5: Porque entrou sujeira. Solução Real: Colocar um filtro na bomba de lubrificação. 12 Repetindo por que cinco vezes, dessa forma, pode ajudar a descobrir a raiz do problema e corrigi-lo. Se este procedimento não tivesse sido realizado, possivelmente ter-se-ia apenas substituído o fusível. 3.11. Mapeamento do fluxo de valor (value stream mapping) De acordo com Gonçalves e Miyake (2003), “... esta ferramenta visa agregar conceitos e técnicas ao invés de se implantarem alguns processos isolados de melhoria, sem qualquer coordenação entre si...”. De acordo com Jones & Womack (2004), “... MFV é o simples processo de observação direta do fluxo de informação e de materiais conforme eles ocorrem, resumindo-os visualmente e vislumbrando um estado futuro com melhor desempenho”. Considerada essa definição, observa-se que o principal objetivo do MFV é conseguir uma visualização clara dos processos de manufatura e de alguns de seus desperdícios, bem como medidas eficazes de análise que auxiliem no projeto de otimização do fluxo e eliminação de desperdícios. O MFV traz, além da eliminação de desperdício e otimização do fluxo do processo de manufatura, uma série de outros benefícios que facilitam, para a alta administração das empresas, o conhecimento e o controle do processo produtivo. A seguir estão citadas algumas dessas vantagens: 1. Real capacidade produtiva da fábrica; 2. Real lead-time; 3. Capacidade de produção real da empresa; 4. Viabilização de recursos (matéria-prima e mão-de-obra); 5. Visualização da atual situação da empresa; 6. Elaboração de metas de melhorias do processo; 7. Otimização do uso de equipamentos; Segundo Ferro in ROTHER e SHOOK (1999), “O mapeamento ainda ajuda a estabelecer a real necessidade e o foco adequado das diversas ferramentas Lean, tais como: células para criar verdadeiro fluxo contínuo, sistemas puxados e nivelados, setup rápido, TPM, gestão visual etc., e a enxergar melhor a integração entre elas”. 13 3.11.1. Mapeamento do fluxo de valor na manutenção Entretanto as ferramentas do mfv não correspondem diretamente às operações de manutenção. Para medir as operações de manutenção se faz necessário uma nova metodologia para desenvolver a Maintenance Value Stream Map (MVSM), ou mapeamento do fluxo de valor na manutenção. Considerando o conceito de lead time na manufatura sugere-se utilizar Mean Maintenance Lead Time (MMLT), onde se mede o tempo em que o equipamento para com sua função até o momento de entrar em operação novamente. Verifica-se o MMLT através da seguinte equação. MMLT= MTTO+MTTR+MTTY Onde: MTTO = Mean Time To Organize (tempo médio até o início do reparo) MTTR = Mean Time to Repair (Tempo médio de reparo) MTTY = Mean Time To Yield (tempo médio para a máquina entrar em operação) Figura 2: Formatação do MMLT Considerando-se a formatação do MMLT, o único tempo que agrega valor no serviço prestado é o MTTR, pois é o momento onde o técnico está realmente consertando o equipamento. Os outros tempos (MTTO, MTTY) não agregam valor, por não estarem envolvidos diretamente no momento de conserto do equipamento. A eficiência da manutenção é calculada através da seguinte equação: %Eficiência = (MTTR / MMLT) * 100 14 3.12. OEE A sigla OEE vem do inglês “Overall Equipament Effectivences” Eficiência Global de Equipamento; e é um indicador desenvolvido pelo Instituto Japonês de Manutenção de Planta (Japan Institute of Plant Maintenance). 3.12.1. O OEE é o produto dos 03 fatores: Disponibilidade; Perfomance; Índice de Qualidade. O valor encontrado / medido varia entre 0 a 1 ou 0% a 100%. Este indicador está sendo adotado por varias empresas de todos os setores produtivos devido a sua abrangência. Antes o setor de Qualidade e o setor de Manutenção tinham o seu próprio indicador com o OEE todos os indicadores e todos os setores da empresa estão relacionados, sendo responsabilidade de todos manter o OEE o mais alto possível. 3.12.2. Cálculo de OEE A Eficiência da Máquina é calculado pelo OEE mostrando como os recursos são utilizados. Produto ideal é o produto que o equipamento está planejado para entregar. Após o indicador de OEE ser implantado é fácil de obter dados confiáveis mostrando quais os reais problemas da produção. Não é ideal ter um equipamento que produz conforme o programado más das peças produzidas 30% apresentam uma não conformidade prejudicando o indicador de qualidade que consecutivamente ira prejudicar o indicador de OEE, como também não adianta produzir 80 peças boas sendo que o programado era 100. O indicador de OEE mostrara qual itém correlacionado a Disponibilidade, Performance ou Qualidade está com mais problemas ou mais baixo cabendo ao responsável definir metas e planos de ação afim de que os reais problemas sejam eliminados. 15 A partir de dados quantitativos através do OEE é possível verificar se a utilização do equipamento está sendo eficiente e onde poderiam ser realizadas melhorias dentro de cada sub-indicador. Uma das grandes vantagens do OEE é que identificando o fator que está sendo mais prejudicial no momento não ha necessidade investir grandes quantias em dinheiro para a resolução do problema. 3.13. Gerenciamento visual Gerenciamento Visual (GV) é uma ferramenta enxuta utilizada por empresas de fabricação de classe mundial para melhorar a performance dos indicadores ‘NRFT’, ‘DSA’, ‘PP’, ‘ST’, ‘OEE’, ‘VAPP’. A meta do Gerenciamento Visual é: Permitir a todos ver imediatamente os desvios do estado ótimo de trabalho e da operação e permitir ação corretiva imediata. Isso se obtém pela elaboração de um sistema de indicadores visuais que deixará claro quando um processo não está em pleno funcionamento. Esses indicadores visuais devem ser rápidos e de fácil interpretação. O sistema também deve fornecer orientações claras e concisas sobre as ações necessárias para corrigir o problema e retornar ao pleno funcionamento. Os sistemas de Gerenciamento Visual podem ser aplicados a itens físicos, (p.ex., ferramentas ou matérias) ou a informações (p.ex., indicadores de desempenho ou instruções de trabalho). Para a boa implementação do GV, os seguintes pontos devem ser lembrados: 3.13.1. Foco no Gerenciamento Visual: O GV deve ser focalizado para evitar confusão. 3.13.2. Provocar ação corretiva: O GV deve indicar quando há necessidade de providências, e qual providência a tomar e por quem. 3.13.3. Usar pessoas: O uso eficaz do GV depende do envolvimento de todas os funcionários tanto os que trabalham na área quanto as que são responsáveis por ela. O envolvimento da 16 equipe para elaborar e implementar os sistemas de GV fará uma grande diferença no desempenho do local de trabalho. 3.13.4. Elaborar um sistema de GV: Qualquer sistema de GV tem que ser simples, durável e fácil de usar. Os princípios do Gerenciamento Visual são centrais para a implementação eficaz dos demais facilitadores de melhoria continua (MC): • 5S • Análise de Tempo Perdido • Trabalho Padrão • Manutenção Autônoma Como um dos facilitadores de MC no local de trabalho, o GV desempenha um papel importante na otimização de: • Desempenho (%OEE e PP) • Estoques • Segurança • etc. 4. Desenvolvimento do trabalho 4.1. Envolvimento das pessoas Uma das coisas mais difíceis é obter o envolvimento de todos na busca de um objetivo comum, pois faz parte do ser humano pensar primeiro em si e depois na equipe. Mas este é um dos grandes desafios dos gestores, fazer com que todos entendam o quanto são importantes para o grupo e como podem contribuir individualmente para o crescimento da equipe e conseqüente seu próprio crescimento. É importante transmitir a todos que quando o grupo se destaca, os talentos individuais são ainda mais visíveis, e o crescimento de todos se torna simplesmente uma conseqüência. Para ter uma equipe de alta performance com envolvimento pleno, é preciso deixar claro quais são os objetivos e metas individuais e enquanto grupo. Pois somente após ter os objetivos e metas definidos pode-se cobrar um resultado, baseado em que se pode chamar de, acordo entre as partes. Eventualmente os gestores cometem o erro de 17 cobrar sem se quer ter definido as necessidades ou como atingir os resultados requeridos. Após definidos e acordados os objetivos, é preciso ter a concordância de todos na busca das mudanças necessárias para suportar um novo modelo de trabalho. O envolvimento de todos deve ser feito antes de cada mudança, pois somente assim podese garantir a aderência da nova condição proposta. Todos devem ser envolvidos para entender que a nova condição proposta traz melhores condições de trabalho, e se surgirem contrapostas, os gestores também devem estar preparados para analisar e segui-las se entenderem que realmente é o melhor para todos. Na manutenção da UMC (Unidade de manufatura de componentes) todas as decisões passam pela equipe de gestores composta pelo Chefe de manutenção e quatro analistas, sendo três analistas mecânicos e um analista eletrônico. Quando se tratam de decisões que envolvem toda equipe, as discussões são feitas em reuniões realizadas nas passagens de serviço entre os turnos, onde se busca o consenso de todos os turnos de trabalho, analisando e considerando todas as condições citadas. Quando se consegue envolver as pessoas e todos participam das decisões, as mudanças são implementadas com maior sucesso, pois se torna a idéia de todos e não somente de uma pessoa. O envolvimento das pessoas deve ser feito em ambos os sentidos de tal forma que todos tenham algum nível de participação nas decisões, que vai ser maior ou menor conforme a proximidade. Abaixo temos a figura que demonstra a relação de envolvimento entre os diferentes níveis. Chefia direta (Gerentes) Pares Chefe Pares (Manufatura) manutenção (Manufatura) Subordinados (Analistas/ Técnicos) Figura 3: Relação de envolvimento do chefe de manutenção Fonte: Elaborado pelos autores, 2010 18 O envolvimento dos gerentes tem como objetivo, os mesmos verificarem se as mudanças propostas estão de acordo com as diretrizes da unidade e diretrizes gerais da manutenção, pois são eles que darão suporte para que tais melhorias sejam implementadas e até mesmo viabilizadas. O envolvimento dos “pares”, ou chefes de manufatura objetiva que os nossos clientes saibam qual motivo ou necessidades das mudanças a serem implementadas, pois normalmente isto afeta diretamente o atendimento, mesmo que seja momentaneamente, alem disto demonstra a preocupação de cada vez mais fazer algo diferente para buscar a melhor eficácia nos resultados. E como bases de todos estão as pessoas que realmente farão tudo acontecer, os analistas e técnicos. Estes têm de ter participação ativa e completo entendimento das mudanças, o quê, porque, quando, como, onde e quem. Uma importante forma de envolvimento das pessoas é o reconhecimento, que pode ser por um trabalho bem realizado, pela dedicação e comprometimento, pela iniciativa entre outros. Os reconhecimentos podem ser feitos de diferentes maneiras, tais como: um reconhecimento individual; perante todo grupo de trabalho durante a troca de turno por exemplo. Estes reconhecimentos devem ser constantes bem como a correção de um eventual desvio de conduta. Uma das formas mais interessantes é a de expor os trabalhos e os funcionários através de fotos descrevendo sua boa atitude. Na Manutenção da UMC, todas as melhorias são expostas em um quadro que fica no corredor da fábrica, onde diversas pessoas passam diariamente, desde operadores, gerentes, diretores e o presidente da empresa. Estes trabalhos expostos durante o mês são recolhidos ao final de cada mês onde é realizada uma votação entre os técnicos e analistas, onde será decido qual trabalho foi destaque naquele mês. O trabalho escolhido como destaque do mês, volta para o quadro, porém em uma posição de destaque, impresso em uma folha tamanho A3. Também utilizamos na UMC como forma de reconhecimento de toda unidade, as boas práticas, que também segue a idéia de fotos do trabalho e do funcionário. Porém esta é realizada semanalmente, onde o funcionário participa através da explanação do trabalho realizado com a presença dos chefes da manufatura, de manutenção, gerente, analistas processo e qualidade entre outros. São reconhecidos 19 semanalmente pelo menos 4 boas práticas, e os funcionários homenageados ganham um broche do Lean Enterprise. A seguir podem-se verificar na figura 4 as duas formas de reconhecimento. Figura 4: Quadro melhorias e de boas práticas Fonte: GKN do Brasil, 2010 4.2. Entrada e Saída de peças de reposição A geração de recursos de peças de reposição é feita através do almoxarifado de manutenção, mas a logística de envio e recebimento das peças pode se tornar complicado caso não exista uma boa comunicação entre os técnicos e analistas. Uma forma encontrada de fazer esta logística foi a criação de uma bancada de entrada e saída de peças de reposição. Estas peças quando retiradas danificadas de uma máquina, devem ser enviadas para conserto o mais rápido possível, para tanto o 20 técnico deve preencher o cartão de identificação (Cartão amarelo) com os dados solicitados no cartão. Este material após ser devidamente identificado deve ser colocado no local correto da bancada de entrada e saída de peças, sendo que esta possui entrada/saída de componentes eletrônicos e componentes mecânicos. As peças colocadas na zona demarcada de componentes danificados serão analisadas e enviadas para conserto. Já o local destinado a entrada de peças recondicionadas, serão colocadas peças que chegaram de conserto e que posteriormente serão cadastradas pelo analista responsável, no sistema do almoxarifado de manutenção, e as peças serão identificadas com o cartão laranja. Na figura 5 pode-se verificar a bancada de entrada/saída de peças de reposição e os cartões de identificação. Figura 5: Bancada entrada e saída de peças para concerto Fonte: Elaborado pelos autores, 2010 4.3. PVD (Primary visual display) Para gerenciamento de máquinas paradas em corretiva, tem um sistema de banco de dados com todos os registros de solicitações de serviços, histórico dos trabalhos realizados, entre outras informações de extrema importância para estudos de confiabilidade. Porém o sistema, para tomadas de decisão rápidas, não é a ferramenta mais adequada. Para tanto se torna necessário a utilização do PVD, ou quadro de 21 visualização primária, que na manutenção tem como um dos objetivos demonstrarem a situação atual das máquinas. Na figura 6, pode-se verificar o PVD utilizado na manutenção da UMC. Figura 6: PVD manutenção corretiva UMC Fonte: Elaborado pelos autores, 2010 Neste PVD temos nas colunas: os três turnos de trabalho, as especialidades, máquinas, nome do técnico e status, e nas linhas temos as três unidades a serem atendidas. A cada turno devem-se registrar as máquinas paradas, ficando assim um breve histórico da passagem de serviço entre os turnos. Outro importante registro são as cores que as máquinas estão escritas: Preto – máquina parada por mais de 4 horas; Vermelho – máquina gargalo parada; Azul – máquina parada; Verde – máquina trabalha com pendência. Com estas cores fica fácil a definição das prioridades através da gestão visual. O PVD também facilita a tomada de decisão para os casos priorização para alocação de mão-de-obra, pois estão descritas todas as máquinas paradas no momento, quais técnicos estão estas máquinas e quais máquinas são mais críticas. Em casos de problemas muito críticos, são feitas reuniões em frente o PVD com os supervisores de cada unidade de manufatura, juntamente com os analistas de manutenção responsáveis, onde através da criticidade de cada máquina, pode-se optar por realocar todo efetivo de manutenção para atendimento momentâneo de uma única unidade. 22 O PVD é também o local utilizado para a passagem de serviço entre os turnos, pois desta forma fica claro para todos, quais foram as máquinas que afetaram a unidade no turno que passou e onde deve ser dado foco no turno que virá. A reunião de passagem de serviço por várias vezes ultrapassa 20 minutos, o que é muito tempo. Para tanto foi implementado um controle de tempo para esta reunião onde são utilizados no máximo 10 minutos, conforme podemos verificar na figura 7. Figura 7: Relógio para controle de reuniões efetivas Fonte: Elaborado pelos autores, 2010 4.4. Reuniões diárias de análise corretiva Para análise detalhada dos problemas ocorridos em corretiva, é feita uma reunião diária que tem duração de 1 hora e 10 minutos, com a participação do chefe de manutenção e dos analistas, onde são discutidas as máquinas que ficaram paradas por mais de quatro horas durante as últimas 24 horas. Estas máquinas são analisadas pelo grupo e descritas no plano de controle de máquinas por unidade. Na figura 8, pode-se verificar o plano de controle utilizado. 23 Figura 8: Plano de controle de máquinas paradas por mais de 4 horas Fonte: Elaborado pelos autores, 2010 Neste plano são descritos: Máquina, tempo de parada, tempo de horas aplicadas pelos técnicos, o defeito apresentado e ações de contenção, ação a ser tomada para que o problema definitivamente não se repita, responsável pela ação e o prazo para implementação. Na reunião diária são utilizados 10 minutos para discutir e detalhar as máquinas de cada unidade, posteriormente tem 10 minutos para discutir as informações da reunião de produção, onde são reportados informações de Incidentes, DSA (Delivery Schedule adherence), OEE (Overall equipment effectiveness); NRFT (Not Right First Time) e Produção realizada. Após têm 20 minutos para repassar pendências de reuniões anteriores, sendo em cada dia da semana revisadas pendências de unidades diferentes. Por fim nos últimos 10 minutos são discutidos assuntos diferentes para cada dia. Na figura 9 pode-se verificar mais detalhadamente como são divididos estes tempos da reunião diária. 24 Agenda Reunião Diária Manutenção UMC Tempo 10 min. 10 min. 10 min. 10 min. Tempo 20 min. 10 min. 70 min. DIÁRIAMENTE Revisão GAIOLA Revisão AIR Revisão TOTO Reunião produção SEMANALMENTE Pendências Gerais Segunda-Feira Pendências GAIOLA Terça-Feira Pendências AIR Quarta-Feira Pendências TOTO Quinta-Feira Consumo óleo Sexta-Feira Qdo Preventiva + Almox Segunda-Feira Qdo Bomba Terça-Feira Pendências Qdo AIR Quarta-Feira Pendências Qdo Gaiola Quinta-Feira Revisão RAC´s Sexta-Feira Tempo Total Figura 9: Agenda reuniões efetivas de time Fonte: Elaborado pelos autores, 2010 Desta forma consegue-se foco nas reuniões e automaticamente reuniões mais efetivas, pois temos assunto definido, tempo determinado e todos saem da reunião sabendo o que fazer. 4.5. Análise de valor agregado (MVSM) Na análise das perdas do processo de manutenção corretiva utilizou-se a ferramenta MVSM(maintenance value stream map) como ferramenta de diagnóstico para verificação de atividades que agregam valor e que não agregam valor algum. Os objetivos específicos deste mapeamento foram: especificar as etapas que compõe a manutenção corretiva; verificar o mapa do estado atual através de pesquisa de campo; calcular o lead time médio; verificar o valor agregado; verificar os desperdícios; calcular a eficiência do serviço prestado. A seguir na figura 10 têm os resultados da coleta de dados. 25 MVSM Mapa estado Atual Máquina Parada Máquina Operando Id. O Problema Id. Recursos Processo Tempo: 6 min Processo Tempo:49 min Processo Tempo:43 min 6 min 49 min 43 min Comunica o Problema Gera SS no sistema Processo Tempo: 16min 16 min Repara o Equip. Equip. em operação Processo Tempo: 43min Processo Tempo: 7 min Encerra SS 7 min 114 min 43 min 7 min MTTO MTTR Agrega Valor MTTY Manutenção UMC – Nov/09 LT = 164min. VA = 26% Driving to perfection Figura 10: Mapa estado atual manutenção corretiva UMC Fonte: Elaborado pelos autores, 2010 Resultado: VA(valor agregado) = MTTR (43min) x 100% = 26% MMLT(164min) MMLT = MTTO(114min) + MTTR(43min) + MTTY(7min) = 164min Onde: • • • • MMLT= Lead Time médio de manutenção MTTO= Tempo médio de preparação para atividade de manutenção MTTR= Tempo médio de reparo MTTY= Tempo médio entre o fim do reparo e a primeira peça boa 26 3 De acordo com o mapa do estado atual o MTTO é onde se encontra a maior perda e estratificando temos o seguinte resultado. Figura 11: Gráfico das etapas detalhadas do MTTO Fonte: Elaborado pelos autores, 2010 Como mostra a figura 11, 43% das perdas são para identificar o problema, evidenciando necessidade de treinamento para os técnicos, fato que será revisado com os mesmos através do processo de desenvolvimento de performance pessoal. Na identificação dos recursos como ferramentas e peças sobressalentes há uma perda de 38%, onde se tomou ações para minimizar este problema: • Reforma nos carros de manutenção; • Compra de ferramentas novas; • Organização interna das ferramentas para evidenciar possíveis falta de ferramentas; • Troca, organização e complementação de ferramentas no armário de manutenção; • Organização do almoxarifado de manutenção; 27 ANTES DEPOIS Figura 12: Carros de manutenção antes e depois Fonte: Elaborado pelos autores, 2010 Figura 13: Parte interna dos novos carros de manutenção Fonte: Elaborado pelos autores, 2010 ANTES DEPOIS Figura 14: Armário mecânico de ferramentas antes e depois Fonte: Elaborado pelos autores, 2010 28 Compraram-se todas as ferramentas necessárias para o técnico mecânico e eletrônico desenvolverem suas atividades, assim como a complementação do armário de ferramentas, visto que uma das principais perdas no estudo de MVSM era de problemas relacionados a recursos tais como ferramentas básicas de utilização diária. ANTES DEPOIS Figura 15: Almoxarifado de manutenção Antes e depois Fonte: Elaborado pelos autores, 2010 Verificou-se também a necessidade de organização do almoxarifado de manutenção visto que de acordo com a pesquisa efetuada com os técnicos, demorava-se muito para identificar a existência e o local das peças sobressalentes. A falta destes recursos é uma das principais perdas no processo de manutenção corretiva. 4.6. Quadro Bomba O quadro da figura 16 tem como função alertar a administração da manutenção, sobre máquinas que estejam trabalhando, mas que estejam mostrando evidências críticas de que entrarão em falha funcional. Como por exemplo, ruídos excessivos, vibração, alta temperatura, etc. Pode ser preenchido pelos técnicos, operadores e posteriormente deve ser analisado pelos analistas de manutenção, que tomarão as devidas ações com a máxima prioridade. 29 Figura 16: Quadro Bomba Fonte: Elaborado pelos autores, 2010 4.7. Preventiva O gerenciamento da manutenção preventiva acontece através do Software SGM, onde todas as máquinas devem ser cadastradas, onde deve constar o conjunto, subconjunto e seus componentes. Cada componente do equipamento pode ser controlado para troca ou verificação, com a periodicidade do serviço definida pelo analista responsável. Neste pilar deve-se analisar se os períodos de verificação são corretos e se os componentes cadastrados no sistema de manutenção preventiva, realmente devem ser revisados periodicamente, pois muitas vezes tem itens sendo verificados sem necessidade, trazendo uma sobrecarga de trabalho aos técnicos que poderiam estar focados em problemas mais críticos. Outro ponto importante é no envolvimento e treinamento dos técnicos na execução destas manutenções preventivas, pois é de extrema importância que sejam realizadas adequadamente. Também deve-se analisar corretamente em que equipamentos realizar a manutenção preventiva (Curva da banheira), pois em alguns casos, esta não trará o resultado esperado, gerando aumento nos custos sem redução da indisponibilidade e/ou confiabilidade do equipamento. Uma das técnicas utilizadas para execução da manutenção preventiva é o GMI (Gestão de Manutenção Integrada), onde têm o envolvimento de diversas áreas como: manutenção, operação, qualidade, segurança, processo, etc. O GMI é realizado 30 semanalmente, conforme calendário pré-definido(anualmente), conforme pode ser visto na figura 17, em que são realizadas paradas em alguns equipamentos, normalmente equipamentos de uma célula. Cronogram a GMI - AIR Célula AIR 1º Sem estre Célula AIR 2º Sem estre Mês Fevereiro Janeiro Dia Tem po Célula Anexo Plano Mês Dia Tem po Célula Anexo Plano 8 8 8 8 8 Julho 6 13 20 27 8 8 8 8 1 2 3 4 MA1 M A2 M A3 M A4 363 364 365 366 8 8 8 8 Agosto 3 10 17 24 31 8 8 8 8 8 5 7 8 9 10 MA5 MA7 M A8 MA9 M A10 367 368 369 370 371 2 8 1 MA1 345 7 8 1 MA1 372 Março 9 16 23 30 8 8 8 8 2 3 4 5 M A2 M A3 M A4 MA5 346 347 348 349 Setem bro 14 21 28 8 8 8 2 3 4 M A2 M A3 M A4 373 374 375 6 8 7 M A7 350 5 8 5 M A5 376 Abril 13 20 27 8 8 8 8 9 10 M A8 M A9 MA10 351 352 353 Outubro 12 19 26 8 8 8 7 8 9 M A7 M A8 M A9 377 378 379 Cronogram a GMI - TOTO Célula Mês Dia Tem po Trat. Térm ico 1º Sem estre Forno Plano Célula Mês 2 8 3 1 9 8 4 2 Dia Tem po Forno Plano 3 8 3 27 10 8 4 28 Dia Tem po Célula 5 8 A1 12 8 A2 Plano 55 56 Dia Tem po Célula 1 8 C2 8 8 D1 81 82 Trat. Térm ico 2º Sem estre Janeiro 16 23 8 8 5 6 3 4 Julho 17 8 5 29 24 8 6 30 30 8 6 5 6 8 3 6 13 8 4 7 31 8 7 31 7 8 3 32 14 8 4 33 2 8 C1 Fevereiro 20 27 8 8 5 6 8 9 Agosto 6 8 3 10 13 8 4 11 28 8 6 35 4 8 3 36 11 8 4 37 Fevereiro 9 16 23 8 8 8 C2 D1 D2 4 8 V1 11 8 V2 21 8 5 34 Março 20 27 8 8 5 6 12 13 Setem bro 18 8 5 38 25 8 6 39 3 8 3 14 10 8 4 15 Abril 17 8 5 16 Outubro 24 8 6 17 2 8 3 40 9 8 4 41 16 8 5 42 23 8 6 43 30 8 7 44 Cronogram a GM I - Gaiola Célula G aiola 1º Sem estre Célula G aiola 2º Sem estre Mês Mês Plano Legenda: Janeiro 19 26 8 8 B1 B2 57 Julho 15 8 D2 83 58 59 60 61 22 8 V1 29 8 V2 5 8 A1 12 8 A2 84 85 86 87 Planejado Realizado Cancelada 62 Agosto 19 8 B1 63 64 65 26 8 B2 1 8 C1 8 8 C2 88 89 90 91 Março 18 25 8 8 A1 A2 66 67 Setem bro 15 22 8 8 D1 D2 92 93 1 8 B1 8 8 B2 Abril 15 8 C1 22 8 C2 29 8 D1 71 72 68 69 29 8 V1 7 8 V2 14 8 A1 70 Outubro 21 8 A2 28 8 B1 94 95 96 97 98 Dia = Data Program ada Tem po = Tem po de Parada Célula = Celula Plano = Núm ero do Plano Figura 17: Calendário de paradas programadas para execução do GMI Fonte: Elaborado pelos autores, 2010 Figura18: Plano para execução do GMI Fonte: Elaborado pelos autores, 2010 31 Estas paradas ocorrem uma vez por semana e tem duração de 8 horas. Neste dia são realizadas as manutenções preventivas conforme solicitações existentes no sistema. Também são reavaliadas melhorias visando qualidade, processo e segurança do equipamento, de acordo com priorização do analista responsável. O planejamento destas paradas ocorre sempre na semana anterior a semana da parada, onde são reunidas todas as áreas envolvidas para priorização das ações que serão realizadas no dia programado para a parada. Para que a manutenção preventiva ocorra de uma maneira correta e eficiente, deve-se deixar claro quais são os técnicos responsáveis pela preparação e execução da manutenção no dia da parada de GMI. Na figura 19, têm o organograma da equipe de manutenção preventiva. Figura 19: Organograma manutenção Preventiva UMC Fonte: Elaborado pelos autores, 2010 Durante dois dias da semana (Terça-Feira e Quinta-Feira), está equipe trabalha na execução do GMI. Na Sexta-Feira eles têm a responsabilidade de separar o material para a parada da próxima semana. Nos outros dias estes técnicos trabalham em projetos que visam o aumento da vida útil dos componentes, garantindo maior confiabilidade das máquinas, e evitando paradas não programadas. Eles projetos são coordenados pelos técnicos de preventiva e gerenciados pelos analistas utilizando a metodologia de gerenciamento de projetos. Na figura 20, podem-se verificar alguns projetos que estão sendo realizados. 32 Figura 20: Plano de projetos de melhorias implementados pelos técnicos de preventiva Fonte: Elaborado pelos autores, 2010 Outra forma de execução de manutenção preventiva é a utilização do PVD com a finalidade de gerenciar visualmente a execução das solicitações de serviço de preventiva que não necessitem da parada do equipamento como, por exemplo, verificações e inspeções visuais. Estes trabalhos são designados para o que se denomina padrinho de célula, onde os técnicos responsáveis pela sua respectiva célula, normalmente um técnico eletrônico e um técnico mecânico tem o prazo de uma semana para realizar suas solicitações de serviço de preventiva colocadas no PVD. O analista de cada unidade tem a incumbência de colocar as solicitações de serviço de preventiva no PVD, e semanalmente revisam as solicitações que foram realizadas. Figura 21: Quadro de controle de solicitações de manutenção preventiva Fonte: Elaborado pelos autores, 2010 33 4.8. Preditiva Para este pilar é extremamente importante que a técnica utilizada para as medições de controle seja muito bem conhecida, evitando assim erros de interpretação. As técnicas mais utilizadas são a ferrografia, termovisão e análise de ruído. Deve-se ter uma análise cuidadosa de onde utilizar estas técnicas, pois tem um custo consideravelmente elevado. Para tanto se torna necessário uma correta análise e envolvimento de todos os analistas e técnicos da área para tomada de decisão, e definição de qual melhor forma de análise. Outro ponto de extrema importância é que no momento que é detectado uma anormalidade verificada pela técnica preditiva, a ação deve ser imediata, pois se trata de uma falha identificada e que a qualquer instante pode-se transformar em defeito, gerando uma parada não programada da máquina. 4.9. Ferrografia A freqüência de coleta é trimestral onde cada unidade de manufatura é responsável para entregar ao planejamento industrial. O responsável do planejamento industrial envia para laboratório onde o serviço requerido é quantitativo no qual analisa três situações; viscosidade, teor de água e particulado sólido. Os laudos são analisados e enviados para GKN e se houver necessidade de intervenção é gerada uma solicitação de serviço para a UM correspondente. Cada unidade de manufatura define os equipamentos a serem analisados. 34 Figura22: Análise de Ferrografia Fonte: Tribolab, 2009 4.10. Termovisão Através de uma câmara de termovisão é registrada o ponto de aquecimento e o ponto limite é de 70 º C. Acima desta temperatura é gerada uma solicitação de serviço indicando através de foto o ponto de aquecimento como mostram as figura 23. A periodicidade de revisão é bimestral. Figura 23: Análise da técnica de termovisão Fonte: Gkn do Brasil, 2010 35 4.11. Análise de vibração A rota de análise é carregada para o coletor de dados nas máquinas selecionadas (máquinas importantes para o processo) e descarregada no software Prism, onde os pontos coletados são analisados e se for constatado alguma anomalia será gerado solicitação de serviço. Figura24: Relatório de análise de vibração Fonte: GKN do Brasil Ltda 4.12. TPM Para que ocorra o envolvimento por parte dos profissionais de operação e por parte dos profissionais de manutenção, devem-se realizar treinamentos com foco em manutenção autônoma, segurança e qualidade, que formam alguns dos pilares que sustem o TPM. Os grupos formados para estes treinamentos devem ter operadores e técnicos de manutenção, para que se crie esta interação e que comecem a realizar trabalhos em grupo, para que possam compartilhar as dificuldades e entender a importância desta metodologia. 36 Nestes treinamentos deve-se enfatizar a importância da correta utilização dos cartões de anomalia, tanto da parte operacional como da parte de manutenção, para que esta ferramenta não seja má utilizada e venha a cair em descrédito. A metodologia (GMI) também se caracteriza como uma excelente ferramenta para realização de trabalhos em conjunto entre operadores e técnicos de manutenção, podendo assim cada vez mais os operadores se desenvolver tecnicamente para realização de tarefas mais simples. Para que ocorra uma interação maior entre técnicos e operadores, deve-se deixar claro para os operadores da célula, quem são os padrinhos de suas máquinas. Na figura a seguir pode-se verificar uma das formas de comunicação visual entre operadores e técnicos de manutenção. Figura 25: Técnicos padrinhos da célula Fonte: GKN do Brasil Ltda Desta forma o operador poderá solicitar mais facilmente o auxilio dos técnicos e também desenvolver suas respectivas atividades. Estas informações são colocadas no Toten da entrada da célula onde todos podem visualizar. Nesta mesma folha informativa, definiu-se a colocação do calendário de execução do GMI, pois nem todos têm fácil acesso a estes dados. Assim os operadores e quem quiser programar 37 algum trabalho de correção ou melhoria, saberá em que dia as máquinas estão paradas para execução do trabalho. Juntamente das fotos dos técnicos mecânico e eletrônico responsáveis pela célula, está o plano das ações top Five da célula. Estas ações ficam expostas para que todos saibam qual o foco que está sendo dado pelos técnicos de manutenção. A seguir na figura 26 apresenta o formato das ações Top Five da célula. Figura 26: Ações Top Five da célula Fonte: GKN do Brasil Ltda 4.13. Engenharia da manutenção Este pilar tem como objetivo principal o desenvolvimento de trabalhos específicos realizados por especialistas, que são representados na figura dos analistas de manutenção, no caso de não existir um departamento específico de engenharia de manutenção. Estes especialistas têm como função analisar as causas dos defeitos apresentados pelo equipamento e a partir da análise, propor melhorias que garantam maior confiabilidade do sistema e/ou maior facilidade na execução de manutenção. Os analistas de manutenção representando a Engenharia de Manutenção auxiliam na tomada de decisões, utilizando-se de técnicas preditivas, verificação de histórico de equipamentos, análise de causa raiz, melhoria contínua no sistema de manutenção preventiva. 38 Utiliza-se também a metodologia MCC (manutenção centrada em confiabilidade) onde indicadores como TMEF (tempo médio entre falhas) e TMPR (tempo médio para reparo) obtêm um importante destaque na administração da manutenção para verificação de disponibilidade de máquinas, estudos estatísticos, previsão e confiabilidade. Figura 27: Tempo médio entre falhas Fonte: GKN do Brasil Ltda Figura 28: Tempo médio de reparo Fonte: GKN do Brasil Ltda 39 4.14. Dados confiáveis Para garantia de um correto estudo de confiabilidade, é essencial ter um banco de dados confiável, pois são os dados que irão direcionar o foco do trabalho a ser realizado. Da mesma forma que os dados são extremamente importantes, também se tem a mesma dificuldade para garantir que os mesmos sejam confiáveis, pois existem fatores que implicam na coleta destes dados. Para minimizar estes fatores deve-se facilitar a entrada de dados no sistema através da padronização, treinamentos e garantia de acessibilidade do sistema no chão de fábrica. O controle dos encerramentos das solicitações de serviço deve ser realizado sistematicamente para que se possam instruir os técnicos de manutenção, e assim garantir o correto encerramento das solicitações. Os técnicos de manutenção devem ser instruídos para o entendimento da importância de ter dados confiáveis, para auxilio nos estudos estatísticos que irão direcionar para a causa raiz dos problemas. Diariamente na reunião da manutenção são revisados os relatórios de atendimento das máquinas preenchidos pelos técnicos, onde são verificados se os intervalos de atendimento estão corretos, o tempo de parada da máquina está correto e se o descritivo da ação tomada condiz com o problema apresentado. Na figura 32, podese verificar uma parte de um dos relatórios preenchidos. Caso seja encontrada alguma discrepância, analista responsável demarca no relatório a diferença encontrada e no mesmo dia comunica o técnico envolvido e o orienta em relação a forma correta de preenchimento. 40 Figura 29: Histórico de serviços realizados pelos técnicos Fonte: GKN do Brasil Ltda 4.15. Problem solving O problem solving (Solução de problemas), é uma metodologia de análise para identificação da causa raiz dos defeitos apresentados nos equipamentos. Para isto, utilizam-se varias ferramentas que devem ser aplicadas conforme necessidade e complexidade apresentadas pelo defeito. As ferramentas freqüentemente utilizadas na manutenção são a análise de 5 porquês e o A3. 41 ANÁLISE RAPIDA DE QUEBRAS E FALHAS - MANUTENÇAO AREA DATA MAQUINA PEÇA SOLICITANTE NUMERO ATA DE REUNIÃO PARTICIPANTES LOCAL HORA ANÁLISE 5 PORQUES DESCRIÇÃO DO PROBLEMA: Porquê ? Porquê ? Porquê ? Porquê ? Porquê ? Causa Raíz AÇÕES Ações de Investigação: Detalhes Quem Quando Status Ação Corretiva Temporaria: Detalhes Quem Quando Status Ação Corretiva Permanente: Detalhes Quem Quando Status Figura 30: Análise rápida de quebras e falhas (Padrão e preenchida pelos técnicos) Fonte: GKN do Brasil Ltda A intenção é fazer com que os técnicos desenvolvam o modelo mental de questionar pelo menos cinco vezes com a finalidade de chegar a causa raiz do problema, e não apenas efetuar reparos corretivos ou trocar peças sem saber a verdadeira causa do problema. Com esta ferramenta de análise o objetivo é diminuir os defeitos repetitivos, pois chegando a causa raiz a ação será eficaz. Outra ferramenta utilizada na atuação de solução de problemas, identificando a causa raiz e atuando, é o A3. Esta ferramenta é mais detalhada e assim permite uma análise mais profunda de problemas crônicos. Esta é uma ferramenta que deve ser mais utilizada pelos analistas, pois requer maior tempo de análise e coleta de dados, bem como ações que demandam maior planejamento e recursos. Além de analises de problemas crônicos a ferramenta A3 também pode ser utilizada para análise do desempenho de um departamento. O A3 define uma visão geral da situação atual, os objetivos e metas, e quais são os gaps. Após define-se as contramedidas a serem tomadas e então o planejamento. Por fim deve-se concluir com as lições aprendidas e a padronização. Na manutenção da UMC definiu-se por utilizar a ferramenta A3 para análise de problemas crônicos e para análise do desempenho mensal da manutenção. Na figura 31, pode-se verificar como é a A3 da manutenção da UMC. 42 Figura 31: A3 da manutenção da UMC Fonte: Elaborado pelos autores, 2010 4.16. Peças sobressalentes Uma gestão de peças sobressalentes é a garantia de uma manutenção mais eficiente no que diz respeito ao tempo de reparo. Principalmente quando se trata com itens de longo prazo de entrega, máquinas de alta performance e altamente criticas para o negócio. Estes equipamentos não podem ficar parados aguardando o conserto de algum componente. A manutenção deve possuir um almoxarifado de componentes, com fácil acesso de todos os técnicos, através de sistema informatizado, em que qualquer pessoa possa acessar e verificar a existência do componente em estoque. Organizou-se o almoxarifado de manutenção por grupo de máquinas similares. Por exemplo; tornos, retíficas externas, retíficas internas, brochadeiras, conformadoras, prensas, de modo que as peças sobressalentes importantes destes equipamentos fiquem em local disponível, de fácil acesso e controle. 43 Todas as peças devem estar identificadas com cartão, com a referência da peça, aplicação e local de armazenagem. Para as peças que são de uso comum a todas as unidades de manufatura, realizou-se cadastro no software SGM, para facilitar e agilizar a aquisição de material para os técnicos realizarem manutenção. Figura 32: Cartão de identificação de peças para o almoxarifado de manutenção Fonte: GKN do Brasil Ltda Figura 33: Tela de cadastro do item no sistema de controle Fonte: GKN do Brasil Ltda Para retirar material do almoxarifado de manutenção o requisitante deve obrigatoriamente retirar o cartão de identificação e entregar ao analista da unidade de 44 manufatura correspondente. O analista deve pegar este cartão e entregar para o facilitador do almoxarifado que irá atualizar no sistema a condição deste material. 4.17. Análise e aplicação da técnica MCC. Após estruturação e entendimento dos pilares que devem formar uma manutenção enxuta e com confiabilidade, pode-se avançar ao estudo de RCM propriamente dito. Priorizaram-se os equipamentos para aplicação da técnica através de uma matriz de correlação onde se verificou o ponto fraco do setor de gaiolas, levando em consideração as máquinas nas suas células e suas operações como mostra a figura 34. 4.17.1. Priorização dos equipamentos A priorização dos equipamentos a serem realizados os estudos estatísticos, foi feito através dos dados de indisponibilidade dos equipamentos gerados pelo banco de dados (SGM) e análise de OEE (Eficiência global dos equipamentos) no setor de gaiolas. Foram demonstrados os dados de indisponibilidade dos equipamentos nas suas respectivas células e operações. As máquinas com alta indisponibilidade por problemas de manutenção na sua respectiva célula e também na sua operação foram consideradas como ponto fraco e por conseqüência priorizada para estudo de seu histórico de falhas. Como exemplo para melhor compreensão pode considerar a máquina MM 1558 como ponto fraco, pois apresentou na sua célula alto índice de indisponibilidade, como também na sua operação onde se comparou com outras máquinas de mesma função (operação) confirmando alta indisponibilidade e, portanto tornando-se alvo de estudo e foco para as ações de manutenção. A partir desta matriz de correlação, ficou definido que as máquinas a serem analisadas seriam: M230, M466, M1558, M1329 e M159 (no período de 01/01/09 até 30/09/09) como mostra a figura 37 onde os equipamentos com prioridade alta destacaram-se por alta indisponibilidade e, portanto foco para trabalhos de manutenção. 45 Figura 34: Matriz de decisão dos equipamentos a serem analisados detalhadamente Fonte: Elaborado pelos autores, 2010 4.17.2. Análise dos dados no software Relysis. Na análise estatística identificaram-se os componentes críticos para cada máquina e suas probabilidades de falha através do estudo no histórico destes equipamentos no período de um ano que compreendeu entre 01/01/2009 até 30/09/2009. Agruparam-se os defeitos por similaridade e verificaram-se os tempos entre falhas destes componentes inserindo no software Relysis. Para exemplificar a aplicação da técnica MCC será mostrado o estudo realizado nas máquina MM 466 (estampagem) que estava entre as máquinas selecionadas por alta indisponibilidade. Com base nas informações geradas pelo software estatístico, foram identificados os principais componentes que causavam os defeitos nas máquinas. Através de analises para definição da causa raiz destes defeitos, montou-se um plano de ação com medidas corretivas e preventivas para eliminar paradas não programadas resultantes destas causas. 46 4.17.3. Máquina Georg MM 466 - Antes O software relysis através dos tempos entre falhas dos principais conjuntos da máquina que apresentaram problemas gera entre outros um gráfico de barras que mostra em ordem decrescente os problemas tomando como base o percentual de falhas. Como mostra a figura 38 o principal problema a ser verificado é o erro de divisão, problema este que responde por 27% das falhas, seguido de perto por parafusos quebrados constantemente na camisa porta ferramenta onde representa 26% das falhas. Figura 35: Criticidade por falhas Máquina MM 466 ( 01/01/2009 até 30/09/2009) Fonte: Software relysis O software gera outros gráficos como será mostrado a seguir como a confiabilidade no tempo e a probabilidade de falhas no tempo. Estes dados auxiliam na tomada de decisão para solução dos problemas. Ao analisar este gráfico de confiabilidade no tempo constata-se que a divisão é a principal perda, pois demonstra a menor confiabilidade. Por exemplo, em 400 horas de trabalho a confiabilidade é menor que 10%. O erro de divisão nesta máquina é o foco de atuação da manutenção considerando o período de estudo. 47 Figura 36: Confiabilidade x tempo máquina MM 466 (ANTES) Fonte: Software Relysis Figura 37: Probabilidade de falhas no tempo Máquina MM 466 (ANTES) Fonte: Software Relysis 48 A figura 37 confirma a divisão como principal problema e demonstra que a partir das 600 horas de trabalho a probabilidade de falha funcional é de 100%. Confirmado que o principal problema da máquina MM 466 era o erro de divisão, fez-se análise através dos cinco porquês e verificou-se que o desgaste na mesa porta ferramenta era a causa raiz do erro de divisão e conseqüentemente também a causa raiz do segundo problema ( parafuso da camisa quebrado). Usinou-se a mesa para um melhor ajuste da bucha porta ferramenta para retirar a folga excessiva e corrigiu-se o problema, como ficou demonstrado no estudo posterior e demonstrado a seguir. 4.17.4. Máquina Georg MM 466 - Após Figura 38: Criticidade por falhas máquina MM 466 (APÓS) ( 01/10/2009 à 30/04/2010) Fonte: Software Relysis Nota-se que os problemas de erro de divisão e parafusos quebrados na camisa não constam no segundo período de estudo. Este equipamento estava com índice de indisponibilidade de acordo com o OEE de 6,10% e após a manutenção este índice caiu para 2,47% de indisponibilidade. 49 Figura 39: Gráfico de confiabilidade x tempo MM466 (APÓS) Fonte: Software Relysis Constatou-se neste gráfico que a confiabilidade aumentou consideravelmente (30%) comparando com o gráfico onde em 500 horas já havia 100% de probabilidade de falhas. Figura 40: Gráfico de confiabilidade x tempo MM 466 (APÓS) Fonte: Software Relysis 50 5. Resultados obtidos Verificou-se uma melhora significativa no índice de eficiência das máquinas analisadas e que ao mesmo tempo sofreram ações de manutenção focadas nos problemas que realmente estavam impactando em suas performances. Como mostra tabela abaixo, podemos afirmar a eficácia da ferramenta RCM, onde auxilia os gestores de manutenção a focar suas ações para que os equipamentos tenham seus pontos fracos fortalecidos e sua eficiência seja aumentada de modo que cumpram suas funções dentro da performance esperada. Cabe ressaltar também que o trabalho científico, com dados, fatos e engenharia faz com que a manutenção trabalhe com maior assertividade, melhorando os resultados empresariais. Os resultados obtidos na aplicação da metodologia de análise da confiabilidade com a estruturação de manutenção foram significativos, com uma redução média de 50% do percentual de indisponibilidade das máquinas analisadas, bem como planos consistentes para mantenabilidade destas máquinas. 1/1/2009 até 30/09/2009 01/10/2009 até 30/04/2010 Máquina indisponibilidade indisponibilidade Redução 466 6,10% 2,47% 40% Figura 41: Comparação dos dados de indisponibilidade por manutenção Fonte: Elaborado pelos autores, 2010 51 Este trabalho gerou resultados também em outras máquinas que não somente naquelas que foram realizados estudos de confiabilidade. Isto porque através da estruturação da manutenção, os processos ficaram mais ágeis e mais controlados. Abaixo na figura 42, pode-se verificar a gradativa redução de horas de manutenção em todas as máquinas (140 máquinas) da unidade de componentes. Manutenção corretiva UMC 1400 1200 Horas 1000 800 600 400 200 jan / 09 fev /0 ma 9 r /0 9 ab r/0 9 ma i/0 9 jun / 09 jul/ 0 ag 9 o/0 9 se t/0 9 ou t/ 0 no 9 v/0 de 9 z/0 9 jan / 10 fev /1 ma 0 r /1 0 ab r/1 ma 0 i/1 0 jun / 10 0 Corretiva UMC Expon. (Corretiva UMC) Figura 42 : Horas de máquinas paradas em manutenção corretiva - UMC Fonte: GKN do Brasil Ltda Ao analisarmos a média do primeiro período (Jan’09 – Set’09) pela média do segundo período (Out’09 – Jun´10), teremos como resultado a redução em 21% de horas de máquina parada em manutenção corretiva da unidade de componentes. Outro resultado significativo em relação a horas de máquina parada, foram as horas de manutenção nas máquinas gargalo. Nestas máquinas a redução entre o primeiro período de análise (Jan’09 – Set’09) e o segundo período (Out’09 – Jun´10), foi ainda maior, chegando a 61% de redução de horas de máquinas gargalo paradas por manutenção. Na figura 43 podemos verificar a redução das horas de manutenção nas máquinas gargalo. 52 Manutenção Corretiva Gargalos - Gaiola 160 140 Horas 120 100 80 60 40 20 jan /09 fe v /09 ma r/0 9 ab r/ 0 9 ma i/ 09 jun /09 jul/ 09 ag o /0 9 se t/0 9 ou t /0 9 no v/ 0 9 de z/ 0 9 jan /10 fe v /10 ma r/1 0 ab r/ 1 0 ma i/ 10 jun /10 0 Corretiva Gargalos Expon. (Corretiva Gargalos) Figura 43 : Horas de máquinas Gargalo parada em manutenção corretiva na Unidade de Gaiolas Fonte: GKN do Brasil Ltda Por fim, porém não menos importante, deve-se ressaltar como resultado inestimável, a satisfação do cliente perante o aumento da confiabilidade de seus equipamentos, podendo assim garantir a entrega no momento exato e na quantidade exata. 6. Conclusão O Lean na manutenção vem como uma filosofia para agregar na redução dos desperdícios e entendimento da manutenção como um processo. A filosofia Lean tem como objetivos desenvolver práticas padrão para estabilizar e aumentar a vida do componente e reduzir defeitos de qualidade, aperfeiçoar e ampliar a capacidade do processo, diminuir o tempo de intervenção do técnico de manutenção, gerenciar a transferência de atividades de manutenção da rotina do pessoal de produção (manter o controle da qualidade da manutenção), melhorar os sistemas de manutenção (planejamento, comunicação, análise, etc.) para apoiar a melhoria contínua das operações. 53 Ficou evidenciado neste trabalho através dos resultados obtidos, a importância da manutenção abraçar a causa lean, para poder acompanhar o processo produtivo e melhorar seus serviços. Bibliografia BRANCO FILHO, Gil. Indicadores e Índices de Manutenção. Rio de Janeiro: Ciência Moderna, 2006. KARDEC, Alan e NASCIF, Júlio. Manutenção Função Estratégica. Rio de Janeiro: Qualitymark, 2001. KARDEC, Alan e LAFRAIA, João Ricardo. Gestão Estratégica e Confiabilidade. Rio de Janeiro: Qualitymark, 2002. LAFRAIA, João Ricardo Barusso. Manual de Confiabilidade, Mantenabilidade e Disponibilidade. Rio de Janeiro: Qualitimark, 2001. MOUBRAY, J. Introdução à Manutenção Centrada na Confiabilidade. São Paulo: Aladon, 1996. NASCIF, Júlio, KARDEC, Alan e BARONI, Tarcísio. Gestão Estratégica e Técnicas Preditivas. Rio de Janeiro: Qualitimark, 2002. OHNO, Taiichi. O Sistema Toyotas de Produção: Além da produção em larga escala, Porto Alegre: BookMan, 1997. SHINGO, Shigeo. O sistema Toyota de produção. Porto Alegre: BookMan, 1996 SMITH, Ricky e HAWKINS, Bruce. Lean Maintenance. USA: Elsevier, 2004. 54 SOUZA, Fábio Januário. Otimização do Pilar Manutenção Planejada da TPM através da Utilização do RCM para Nortear as Estratégias de Manutenção. UFRGS, 115p. Dissertação (Mestrado). Escola de Engenharia, Universidade Federal do Rio Grande do Sul, 2004. TAKAHASHI, Yoshikazu e OSADA, Takashi. Manutenção Produtiva Total. São Paulo: Instituto Iman, 1993. ORTIZ, Chris A. Kaizen e implementação de eventos Kaizen. Porto Alegre: Bookman, 2010 CARVALHO, Pedro Carlos De. O programa 5S e a qualidade total. São Paulo: Editora alínea, 2006. 55
Baixar