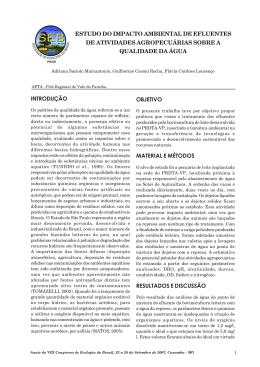
Universidade Federal de Alfenas – UNIFAL-MG Engenharia Química Campus Poços de Caldas (MG) KARLA DE ALMEIDA DURAN Estudo da viabilidade técnica e econômica de troca de Poli Cloreto de Alumínio por Cloreto Férrico no processo de coagulação do tratamento primário de efluente líquido em indústria de produtos lácteos Poços de Caldas - MG Janeiro/2014 KARLA DE ALMEIDA DURAN Estudo da viabilidade técnica e econômica de troca de Poli Cloreto de Alumínio por Cloreto Férrico no processo de coagulação do tratamento primário de efluente líquido em indústria de produtos lácteos Trabalho apresentado à disciplina: TCC II do curso de Engenharia Química da Universidade Federal de Alfenas – campus Poços de Caldas, sob a orientação da professora Doutora Giselle Patrícia Sancinetti. Poços de Caldas – MG 2014 Dedico a Deus, a meus amigos, professores e colegas de trabalho, aos meus pais e especialmente a pessoa que esteve sempre ao meu lado me dando força e me apoiando nos momentos mais difíceis: Hernane. Resumo Este trabalho consistiu em um estudo sobre coagulantes utilizados em Estações de Tratamento de Efluentes considerando-se possibilidade de melhoria no tratamento de uma indústria de produtos lácteos. O objetivo da pesquisa foi avaliar a substituição de Poli Cloreto de Alumínio, como coagulante no tratamento primário de efluente líquido, por Cloreto Férrico – químico que oferece ao tratamento minimização de odores, menor custo e maior acidez, com conseguinte redução da adição de ácido para neutralização de efluente lácteo alcalino. Durante o estudo foram realizados ensaios de Jar Test na Estação de Tratamento de Efluentes (ETE) da Indústria, sendo testadas diferentes dosagens com o coagulante proposto. Os resultados deste estudo permitiram concluir ser possível, e viável, a substituição do Poli Cloreto de Alumínio por Cloreto Férrico, garantindo uma melhor eficiência e um menor custo. Palavras-chave: Tratamento de efluentes, coagulantes, Poli Cloreto de Alumínio, Cloreto Férrico Abstract This work consisted of a coagulants study used in WastewaterTreatment Plants considering the possibility of improvement in the treatment of a dairy industry. The aim of the work was to evaluate the replacement of Poly Aluminum Chloride as coagulant to treat primary effluent by Ferric Chloride – a chemical which offers treatment minimizing odors, lower cost and higher acidity, reducing acid addition to alkali neutralization of dairy effluent. During the study, Jar Test trials were performed in the Industry Wastewater Treatment Plant, with different dosages of the proposed coagulant. The results of this study should to be possible and feasible, the replacement of Poly Aluminum Chloride Ferric Chloride by ensuring better efficiency and lower cost. Keywords: Wastewater treatment, coagulants, Poly Aluminum Chloride, Ferric Chloride LISTA DE ABREVIATURAS DBO – Demanda Biológica de Oxigênio DQO – Demanda Química de Oxigênio ETE – Estação de Tratamento de Efluentes MBBR – Moving Bed Biological Reactors NTU – Nephelometric Turbidity Unit PAC – Poli Cloreto de Alumínio (coagulante) PLF – Produtos Lácteos Frescos PPM – Partes por milhão SST – Sólidos Suspensos Totais LISTA DE TABELAS Tabela 1 - Concentrações de coagulante e polímero 19 Tabela 2 - Dados do efluente bruto 23 Tabela 3 - Valores de DQO obtidos após Jar Test 24 Tabela 4 - Valores de SST obtidos após Jar Test 24 Tabela 5 – Valores de pH obtido após Jar Test 25 Tabela 6 - Valores de turbidez obtidos após Jar Test 25 Tabela 7 - Resultados obtidos após Jar Test 26 ÍNDICE 1. Introdução ........................................................................................................................... 9 2. Objetivo ............................................................................................................................ 10 3. Revisão Bibliográfica e Estudo de Caso........................................................................... 10 3.1. Indústria de Laticínios e Geração de Efluentes.......................................................... 10 3.2. Atividades realizadas pela Indústria estudada neste trabalho .................................... 10 3.2.1. Pré-tratamento .................................................................................................... 11 3.2.2. Tratamento Primário ........................................................................................... 11 3.2.3. Tratamento Secundário – Reatores Biológicos Aerados de Leito Fluidizado .... 14 3.2.3.1. 3.2.4. Princípio de Funcionamento da Tecnologia .................................................... 14 Decantação secundária e destinação final .......................................................... 16 3.3. Características Físico-químicas ................................................................................. 16 3.4. Teste de Jarros (Jar-test) ............................................................................................. 17 4. Materiais e Métodos ......................................................................................................... 18 5. Resultados e Discussão ..................................................................................................... 23 6. Viabilidade Econômica ..................................................................................................... 27 7. Conclusão ......................................................................................................................... 27 8. Referências Bibliográficas ................................................................................................ 29 9 1. Introdução A população mundial aumenta a cada dia, dessa forma o consumo de produtos lácteos frescos (PLF), como iogurtes e queijos, faz-se cada vez maior. Apenas no Brasil, em 2012, a população atingiu a marca de 198,7 milhões (BANCO MUNDIAL, 2011) e considerando dados de 2012 (ÉPOCA NEGÓCIOS, 2012) o consumo per capta de iogurte é de 6,5 quilos por ano, o que representa que 3,5x106 kg de iogurte são consumidos diariamente no país, sendo que este número chega a ser o triplo na Argentina, o que sugere que este mercado tem muito a crescer no Brasil. Em 2008 a produção de iogurte no país registrou média anual de 400 mil toneladas, representando 76% do total de produtos lácteos e nestes últimos cinco anos as indústrias de PLF apresentaram grande crescimento (EMBRAPA, 2008). Nas indústrias de laticínios a água é um recurso natural que pode ser utilizada por diversas formas, como em processos de lavagem, sistemas de resfriamento, água de formulação, dentre outras. Com exceção daquela incorporada às formulações, o restante torna-se contaminado por resíduos lácteos e/ou industriais, gerando o que é chamado de efluente líquido. No caso de indústrias de laticínios, a carga orgânica é o maior contaminante destes efluentes. Considerando que o coeficiente de geração de efluentes é em torno de 3,5 l de efluentes por litro de produto acabado, percebe-se a enorme quantidade de água imprópria para consumo que é produzida devido à produção de PLF. Apesar do grande esforço para o correto armazenamento e diminuição de seu consumo, a água limpa torna-se cada vez mais escassa e é de extrema importância que estes efluentes sejam tratados a fim de eliminar substâncias, elementos químicos e grande parcela de micro-organismos, evitando assim que estas águas sejam prejudiciais à saúde dos seres vivos (SILVA; LAURIA, 2006). Este tratamento visa a retirada de substâncias indesejáveis para posterior lançamento da água – segundo padrões de legislação ambiental – nos corpos receptores. Com a aplicação de tratamento físico-químico nos efluentes através de agentes coagulantes e/ou floculantes seguido por processo de flotação, faz-se possível separar grande parte da fração orgânica presente no efluente, o que gera um lodo de aspecto pastoso constituído em maior parte de lipídios e proteínas (AGUILAR et al., 2002). Os coagulantes mais usados atualmente são Cloreto Férrico, Poli Cloreto de Alumínio, Sulfato Ferroso e Sulfato de Alumínio. Após a adição desses, usam-se polímeros catiônicos ou 10 aniônicos, de acordo com as propriedades do efluente, havendo geração de lodo, sendo que este é espessado e enviado para compostagem ou incorporado à produção de ração animal. 2. Objetivo O objetivo deste trabalho foi avaliar a substituição do Poli Cloreto de Alumínio pelo Cloreto Férrico, devido às propriedades do Cloreto Férrico – minimização de odores, menor custo e maior acidez, na etapa de tratamento primário a partir da realização de Ensaios de Jar Test na Estação de Tratamento de Efluentes (ETE) da Indústria, sendo testadas diferentes dosagens com o coagulante proposto. 3. Revisão Bibliográfica e Estudo de Caso 3.1. Indústria de Laticínios e Geração de Efluentes É de interesse global que relevante importância seja dada ao fato de que o desenvolvimento e crescimento da indústria não devem agravar a situação de poluição mundial. Dentre as atividades industriais que mais crescem no Brasil estão as indústrias alimentícias, que consomem grande quantidade de água e geram grande quantidade de efluente por unidade produzida, além da geração de lodo em estações de tratamento. A indústria de laticínio é um exemplo deste setor. Operações das mais diversas naturezas geram efluente com elevada carga orgânica, constituída essencialmente de leite e derivados, o que reflete em alta Demanda Química de Oxigênio (DQO) (BRIÃO, V. B.; TAVARES, C.R.G.; 2005). Para a redução de efeitos poluentes no meio ambiente, técnicas de tratamento têm sido aperfeiçoadas a fim de minimizar a geração de resíduos. 3.2. Atividades realizadas pela Indústria estudada neste trabalho Todo o efluente gerado na indústria, exceto o efluente sanitário, é encaminhado por gravidade à Estação de Tratamento de Efluentes. 11 Este sistema de tratamento atende aos padrões de lançamento da legislação ambiental previstos na Resolução Nº 430, de 13 de maio de 2011 que dispõe sobre as condições e padrões de lançamento de efluentes, complementa e altera a Resolução nº 357, de 17 de março de 2005, do Conselho nacional de Meio Ambiente - CONAMA. O corpo receptor dos efluentes líquidos industriais pós-tratamento é um rio classe II, pertencente à Bacia Hidrográfica do Rio Grande. 3.2.1. Pré-tratamento No primeiro contato do efluente industrial com a Estação de Tratamento de Efluentes este passa por uma peneira estática com a finalidade de remoção dos sólidos grosseiros, retidos em telas com aberturas de 1 mm, para não seguirem no processo de tratamento. Em seguida esse efluente segue até um tanque de equalização onde ocorre adição de ácido ou base, a fim de se obter pH ótimo para tratamento,entre 6,5 e 7,5, além de absorver picos de vazão e de carga orgânica. 3.2.2. Tratamento Primário 3.2.2.1. Tanque de Equalização O tanque de equalização possui sistema de mistura e aeração através de tubos perfurados para liberação de ar, que, além de proporcionar mistura, fornece oxigênio para minimizar a ocorrência de reações anaeróbias, evitando liberação de mau odor. 3.2.2.2. Coagulação e Tanque de Coagulação O termo coagulação origina-se do latim, significando manter-se junto. O processo de coagulação descreve o efeito produzido devido à adição de produtos químicos sobre uma dispersão coloidal, o que resulta em desestabilização dos colóides devido à redução das forças intermoleculares que tendem a manter estas partículas afastadas umas das outras. São estas partículas as responsáveis pela presença de alta turbidez e cor em águas residuárias (MAGNAN, 2010). A ocorrência desta desestabilização provoca aglomeração de partículas, possibilitando 12 maior facilidade para sua remoção. Estas partículas formam flocos, que atuam como núcleos de condensação para as pequenas partículas, possibilitando retirada por meio de flotação e sedimentação (SILVA, C. N.F.; LAURIA, R.G, 2006). Nesta fase do processo, etapa foco deste estudo, é adicionado Poli Cloreto de Alumínio com a finalidade de coagulação. Esta adição é controlada através de um medidor eletromagnético de vazão, interligado à bomba dosadora de produto químico (coagulante). Devido à presença de um agitador mecânico no tanque, faz-se possível a colisão necessária entre as partículas para formação de coágulos. A escolha correta do coagulante é de fundamental importância no tratamento de efluentes, já que cada efluente tem características únicas e os coagulantes são seletivos. Estes coagulantes podem ser classificados em polieletrólitos ou auxiliares de coagulação e coagulantes metálicos (MAGNAN, 2010), sendo os mais empregados os inorgânicos (sais de alumínio e ferro – sulfato de alumínio, cloreto e sulfato férrico). Não menos importantes, mas menos utilizados devido ao custo, estão os coagulantes orgânicos com densidade de carga positiva (polímeros catiônicos). A principal diferença entre coagulantes metálicos e polímeros catiônicos está na sua reação hidrolítica com a água. Nos polieletrólitos, as cadeias polimerizadas já estão formadas quando eles são adicionados em meio aquoso. Já nos coagulantes metálicos, a polimerização se inicia no contato com o meio líquido (PHILIPPI, 2001). 3.2.2.2.1. Cloreto Férrico Cloreto férrico é produzido principalmente pela reação a quente do ácido clorídrico concentrado com o minério de ferro hematita, seguido de resfriamento e filtração. A utilização deste coagulante reduz cor, turbidez, quantidade de sólidos suspensos, DBO, além de diminuir odores fétidos e eliminar fosfatos. A eq. 1 ilustra a reação de hidrólise do cloreto férrico (MAGNAN, 2010). (eq. 1) 3.2.2.2.2. Poli Cloreto de Alumínio – PAC (Poly Aluminium Chloride) Coagulante bastante eficaz para a eliminação de substâncias coloidais. O PAC é um sal 13 de alumínio pré-polimerizado e básico. Em função desta basicidade, durante a hidrólise libera em igualdade de íons metálicos, uma quantidade de ácido consideravelmente menor do que o cloreto férrico (PAVANELLI, 2001). Devido ao estado pré-polimerizado e à sua estrutura molecular condensada com pontes de oxigênio entre os átomos de alumínio, este coagulante apresenta vantagens na floculação devido à grande quantidade de elementos ativos de alumina (PAVANELLI, 2001). 3.2.2.3. Floculação É o processo caracterizado pela adição de produtos químicos que promovem aglutinação e agrupamento de partículas sólidas, com consequente variação de seu peso específico. Em uma estação de tratamento de efluentes, esta etapa corresponde ao momento em que condições de favorecimento de contato e agregação de partículas, visando facilitação de remoção, são promovidas (DI BERNARDO, et al, 2002). Este processo demanda condição de agitação lenta para que os flocos recém formados não se desestabilizem, cisalhando-se. Dentre os fatores que influenciam na eficiência do processo de floculação, estão: tipo de coagulante e de floculante, pH, alcalinidade, tipo e concentração de íons no meio líquido, tamanho e volume de particulados, além do tipo de reator, grau de mistura, entre outros (AYOUB, 1996). Nesta etapa de tratamento outro medidor eletromagnético de vazão é utilizado no controle de adição do polímero usado - polímero catiônico poliacrilamida - a fim de facilitar a formação de cadeias polimerizadas,objetivando remoção de grande parte da carga orgânica presente no efluente. Neste momento, o efluente coagulado segue para um flotador. 3.2.2.4. Flotação É o processo pelo qual a capacidade de carregamento da água é diminuída e sua capacidade de empuxo é aumentada por adição de agentes flotantes. A flotação caracteriza-se pela ascensão de partículas suspensas pela aderência à micro bolhas de ar e, através deste processo de flotação é propiciada a clarificação do meio líquido (DI BERNARDO, et al, 2002). 14 O processo de flotação em questão utiliza tecnologia de ar dissolvido, advindo de compressores que, quando misturado com o efluente, formará micro-bolhas, que tenderão a emergir à superficie, arrastando material particulado. Este sistema apresenta vantagens de não necessitar de grande área para implantação nem grande tempo de retenção, ser eficiente na remoção de sólidos suspensos, consumir baixa energia e baixa adição de produtos químicos além de gerar um lodo de boa concentração de sólidos. No flotador, a massa (lodo) flotada ,é removida com uma concha espiralada giratória, encaminhada a um espessador de lodo. O efluente líquido segue para reatores aerados de leito móvel. 3.2.3. Tratamento Secundário – Reatores Biológicos Aerados de Leito Fluidizado 3.2.3.1. Princípio de Funcionamento da Tecnologia MBBR (Moving Bed Biological Reactors) A tecnologia MBBR pode ser caracterizada como uma variante do processo de lodos ativados, na qual há adição de material suporte no tanque de aeração. Este material suporte é um conjunto de pequenos anéis plásticos (meios-suportes) que possuem alta área superficial. Biomassa cresce sobre os anéis, formando um biofilme e estes por possuírem densidade próxima à da água, impulsionados pelo sistema de aeração, se movimentam utilizando todo o volume reacional do reator (ACQUA ENGENHARIA, 2007). Trata-se, portanto, de um processo biológico de tratamento de efluentes, aplicável para despejos domésticos e industriais (IZQUIERDO, 2006). O conceito básico para a introdução desses pequenos meios suportes no tanque de aeração é obter maior área de superfície para o crescimento de biofilme ou biomassa. Assim aumenta-se a atividade biológica e promove-se alto tempo de retenção celular sem necessidade de aumento de estrutura de tanque (reator). Para saber a quantidade adequada de meio suporte que se deve utilizar é preciso conhecer a superfície específica potencial de crescimento do biofilme, o que depende do tamanho e do desenho da peça. É usual referir-se a esta quantidade como um percentual do volume do reator. O percentual adicionado, em termos de volume do tanque de aeração, e a superfície específica de cada peça, indicam a área total disponível para criação do biofilme (IZQUIERDO, 2006). Dentre as principais vantagens da tecnologia Reator Fluidizado de Leito Móvel estão: 15 • Uso de sistemas reduzidos e compactos • Ausência de colmatação das peças - como pode acontecer nos leitos fixos - evitando saturação do sistema • Permite a supressão da etapa de recirculação do lodo • Apresenta baixa sensibilidade aos picos de carga hidráulica, orgânica e às variações de pH e de temperatura • Apresenta menor custo operacional • Apresenta-se como solução para aumento de eficiência em Estações de Tratamento de Efluentes • Temperatura relativamente uniforme através do leito, evitando-se pontos quentes • Grandes velocidades de reação, comparados aos reatores de leito fixo, devido à uniformidade do leito. • Favorecimento de transporte de energia devido à fluidez. E as principais desvantagens são (MARCO, 2013): • Alto custo do reator e do equipamento de regeneração do catalisador. • Dificuldade de eliminar calor sem interferir na fluidização. Entre os principais parâmetros e aspectos interferentes na tecnologia MBBR estão: • Tempo de Detenção Hidráulica - relação entre o volume do reator e a vazão do esgoto afluente. • Sólidos suspensos - a concentração de sólidos suspensos no interior do tanque de aeração deve estar compreendida preferencialmente entre 1500 e 6000 mg/l. • Relação alimento/micro-organismo. • Idade do Lodo ou Tempo de Residência Celular - tempo médio que uma partícula suspensos permanece sob aeração • Condições Relativas do Lodo – relacionada à qualidade do floco formado e sua interferência da sedimentação. Esse tipo de reator pode ser usado em processos aeróbios ou anaeróbios. No processo aeróbio, o movimento dos suportes com biofilme é causado pelo aporte de ar ao reator (por meio de aeradores). Na indústria em questão dois reatores biológicos aeróbios são utilizados e, destes 16 reatores, o efluente segue para um decantador secundário 3.2.4. Decantação secundária e destinação final No decantador secundário, em regime contínuo, ocorre a separação do sólido presente (lodo biológico). Este lodo é enviado para um espessador de lodo. O espessador de lodo é responsável por reduzir a umidade presente no lodo. O líquido retirado é encaminhado novamente ao tanque de equalização e o sólido é disposto em caçambas com subsequente encaminhamento para compostagem. O efluente tratado e clarificado é encaminhado ao curso d’água nas redondezas da indústria. 3.3. Características Físico-químicas As características físico-químicas do efluente são de suma importância na escolha da tecnologia de tratamento do efluente e na determinação do nível contaminante deste. Atualmente, o controle de qualidade do efluente tratado na estação em estudo é realizado através da análise de parâmetros pelo laboratório interno e por laboratórios externos. O laboratório interno realiza medições frequentes de pH, temperatura, turbidez, oxigênio dissolvido, DQO, óleos e graxas, sólidos suspensos totais, sólidos sedimentáveis e porcentagem de umidade de lodo. Já os laboratórios externos executam análises que corroboram algumas daquelas executadas internamente, além de avaliar outros parâmetros não executados pela indústria. Estas análises são: pH, sólidos suspensos, sólidos sedimentáveis, DBO 5 dias, DQO, óleos e graxas, surfactantes, além de análise da presença de inúmeros compostos e elementos químicos como: sulfatos, chumbo, cobre, fósforo, magnésio, zinco, dioxinas e furano, etc. Como parâmetros de análise de qualidade do efluente, foram realizadas apenas análises de turbidez, sólidos suspensos e demanda química de oxigênio (DQO) a fim de uma prévia verificação da eficiência após a troca do coagulante. 3.3.1. Turbidez A turbidez é uma característica das águas devido à presença de partículas suspensos, desde areia, argila, até micro-organismos. Quanto menor a turbidez da água ou efluente, 17 menor a quantidade de sólidos suspensos e melhor a qualidade do meio líquido. A medição de turbidez pode ser realizada por meio de turbidímetros, equipamentos de custo acessível (MAGNAN, 2010). 3.3.2. Sólidos suspensos Totais (SST) O teor de sólidos suspensos representa a quantidade de material particulado presente no meio líquido. A análise deste teor é um dos parâmetros de avaliação do grau de tratamento para efluentes domésticos ou sanitários, já que esta fração representa a presença de microorganismos, condição de turbidez e estimativa de matéria orgânica na amostra (PROFESSOR COLOMBO II, 2011). 3.3.3. Demanda Química de Oxigênio (DQO) A demanda química de oxigênio representa a quantidade de oxigênio consumido na oxidação da matéria orgânica existente no meio. Normalmente esta análise é usada como indicador do grau de poluição de um corpo d’água ou efluente. Para a determinação do valor de DQO, matéria orgânica é oxidada em meio ácido por uma quantidade conhecida de um forte oxidante. A quantidade de matéria oxidada expressa em oxigênio é proporcional à quantidade de reagente oxidante consumido (PROFESSOR COLOMBO I, 2011). A DQO é um parâmetro indispensável nos estudos de caracterização de esgotos sanitários e de efluentes industriais (CETESB, 2013). 3.4. Teste de Jarros (Jar-test) A dosagem ideal de produtos químicos empregados em tratamento de água ou esgoto normalmente é obtida por meio de ensaios de laboratório denominados teste de jarros ou JarTest. Este tipo de teste não só é utilizado para determinação de dosagens de químicos em estações de tratamento já ativas como para determinação de parâmetros básicos na elaboração de projetos de estações de tratamento (SILVA; LAURIA, 2006). Com estes ensaios determinam-se condições ótimas de floculação, podendo trabalhar não só nas concentrações, mas também no tempo de residência e na velocidade de agitação do processo. Para estas determinações se estabelece um volume de efluente e varia-se a 18 quantidade de produtos químicos a serem adicionados, neste caso, coagulante e polímero. Este sistema é colocado sob agitação (normalmente é escolhida a rotação desta agitação) por um período determinado e, após este tempo, o sistema é deixado em repouso para que ocorra decantação ou flotação dos sólidos. Por fim coleta-se o que se deseja analisar, líquido ou sólido. A figura 1 mostra uma foto de jar test. Figura 1 - Jar Test Fonte: QGS Química (2013) 4. Materiais e Métodos 4.1. Agentes coagulantes e floculantes utilizados Para a realização dos testes de coagulação/floculação foram utilizados dois coagulantes PAC e cloreto férrico e, polímero catiônico de marca Lab Química. 4.2. Coleta do Efluente O efluente bruto foi coletado do tanque de equalização da estação de tratamento de efluentes e encaminhado diretamente para o laboratório da ETE, sendo que os testes foram realizados em cerca de 3 horas, mantendo as características físico-químicas e biológicas do efluente praticamente inalteradas. 19 4.3. Decisões preliminares de concentrações As decisões preliminares de concentrações foram tomadas segundo a média dos cenários de junho e julho de 2013, respectivamente com utilização de 92.460 kg e 121.723 kg de PAC para tratamento de 79.043m³ e 87.545 m³ de efluente. Em densidade média de 1,4 g/cm³, o PAC dosado nos meses acima citados foi 0,929 L de suspensão por m³ de efluente e, polímero foi dosado com concentração de 0,00233 kg/L, na proporção de 8,9 L de suspensão por m³ de efluente. Na tabela 1estão representadas as concentrações de coagulante e polímero utilizadas nos ensaios de acordo com a amostra: Tabela 1 - Concentrações de coagulante e polímero Amostra Coagulante Polímero 1 Pac 929 ppm Polímero catiônico 8900 ppm - solução 2,33 g/L 2 FeCl3700 ppm Polímero catiônico 8900 ppm - solução 2,33 g/L 3 FeCl3800 ppm Polímero catiônico 8900 ppm - solução 2,33 g/L 4 FeCl3929 ppm Polímero catiônico 8900 ppm - solução 2,33 g/L 5 FeCl31000 ppm Polímero catiônico 8900 ppm - solução 2,33 g/L 6 FeCl31100 ppm Polímero catiônico 8900 ppm - solução 2,33 g/L 4.4. Ensaios Nos ensaios foram utilizados 6 cubas de acrílico transparente com capacidade individual de 2 litros numeradas de 1 a 6, sendo que na cuba de número 1 o coagulante adicionado foi PAC e nas outras 5 cubas utilizou-se de cloreto férrico nas concentrações indicadas na tabela 1. As concentrações de coagulante foram determinadas mediante estudo bibliográfico comparativo entre eficiência de cloreto férrico e poli cloreto de alumínio. Trabalhos como Silva (2006) e Magnan (2010), dentre outros, apresentaram resultados semelhantes de eficiência entre coagulantes distintos e alguns testes prévios no laboratório da ETE também demonstraram que utilizando concentrações semelhantes, a eficiência de remoção de carga orgânica se faz satisfatória. Em outros momentos testou-se utilizar de concentrações menores às usadas com PAC, mas os resultados não foram satisfatórios, visto que, visivelmente, muitos sólidos suspensos permaneceram no efluente. 20 A partir desta pré-análise de comportamento PAC x efluente e Cloreto Férrico x efluente, se definiu que o limite inferior de concentração de coagulante seria de 700 ppm (239 ppm abaixo do valor médio utilizado nos meses de junho e julho de 2013) pois assim garantiríamos uma análise um pouco mais fundamentada se realmente era inviável utilizar um menor valor de concentração quando comparado ao utilizado neste período. Já o limite superior de concentração foi fechado em 1100 ppm porque, caso esta concentração fosse a única que permitisse obter eficiência semelhante entre cloreto férrico e PAC, em custo, ainda haveria economia financeira aproximada de 15% (percentual que garantiria atenção da alta gerência do empreendimento). O intervalo de concentração da solução adicionada às cubas se deu em cerca de 100 ppm, pois observou-se que diferenças menores a estas não são consideravelmente necessárias de serem trabalhadas a princípio devido a grande variabilidade de propriedades do efluente da indústria. Em todas as cubas utilizou-se polímero catiônico a 8900 ppm - solução de 2,33 g/L (preparada previamente pela operação da estação de tratamento, segundo técnica e concentração utilizadas diariamente in situ). 4.5. Procedimentos para Execução dos Ensaios de Coagulação/Floculação Na determinação da dosagem ótima de coagulante, os testes de coagulação/floculação foram realizados variando-se a concentração de cloreto férrico, mantendo-se a dosagem usual de polímero catiônico (8900 ppm). Os ensaios de coagulação/floculação foram realizados em Jar-Test da marca PoliControl – modelo FlocControl II, onde adicionou-se 2 litros de efluente equalizado e as quantidades prédeterminadas de coagulante, seguida por agitação (50 rpm) por 20 segundos para propiciar uma mistura homogênea. O passo seguinte consistiu da adição do polímero na proporção de 8900 ppm e, para propiciar a coagulação/floculação manteve-se as cubas por 5 minutos em agitação de 50 rpm. 21 Figura 2 - Jar Test PoliControl Fonte: POLICONTROL (2013) O clarificado permaneceu em repouso por um período de 10 minutos e posteriormente foi medida a coluna sólida que se precipitou e coletadas, do clarificado, triplicatas para a realização de testes de turbidez, SST e DQO, possibilitando uma relação estatística eficaz dos resultados obtidos. O efluente coletado e utilizado nos testes apresentava pH de 7,72 – pH dentro do esperado no tanque de equalização (de 7,5 a 7,9) – faixa confortável de atuação tanto para o PAC como para o cloreto férrico visando ação de coagulação. Os ensaios no equipamento Jar Test foram realizados de acordo com o seguinte procedimento: I. II. Coletou-se 12 L de efluente no tanque de equalização da ETE; Analisou-se o pH, turbidez e sólidos suspensos do efluente; III. Colocou-se as amostras nos seis jarros do Jar Test identificados de 1 a 6; IV. Colocou-se os volumes correspondentes às dosagens de coagulante simultaneamente; V. VI. Ajustou-se e ligou-se o equipamento por 20 segundos com velocidade de 50 rpm; Desligou-se o Jar Test e adicionou-se aos jarros o volume preestabelecido de polímero para cada recipiente; VII. Neste momento ligou-se novamente o equipamento em velocidade de 50 rpm durante 5 minutos para a formação de flocos; VIII. IX. Após desligado, o clarificado permaneceu em repouso por um período de 10 minutos; Mediu-se a coluna sólida que se precipitou e coletou-se triplicatas de amostras de cada jarro para a realização de testes, possibilitando uma relação estatística eficaz dos resultados obtidos; X. Para cada amostra coletada analisou-se o pH, a turbidez, SST e DQO. 22 Figura 3 - Efluente com cloreto férrico (esquerda) e com PAC (direita) 4.6. Método para Determinação dos Parâmetros Físico-Químicos Todas as determinações dos parâmetros físicos- químicos foram realizadas de acordo com as Instruções de Trabalho utilizadas no laboratório da Estação de Tratamento de Efluentes da Fábrica de Laticínios, segundo o método de análise da operação. 4.7. Demanda Química de Oxigênio (DQO) A análise da demanda química de oxigênio foi realizada utilizando um espectrofotômetro de marca HACH modelo DR/2800. Foram utilizadas amostras de 2,0ml de efluente clarificado juntamente com 1,0ml de solução digestora (dicromato de sódio, sulfato de mercúrio e acido sulfúrico na proporção de 2:1:15) e 2,5ml de solução catalítica (sulfato de prata e ácido sulfúrico na proporção de 1:600). Em seguida as amostras foram agitadas e, juntamente com uma amostra de branco (preparada da mesma forma, porém com a utilização de água destilada ao invés da utilização de efluente), os 19 tubos de ensaio foram levados para digerir, em um bloco digestor, durante duas horas à temperatura de 150°C. Após este tempo foi aguardado 20 minutos e agitou-se bem as amostras; em seguida executou-se a leitura no espectofotômetro, a 810 nm de comprimento de onda. Obs.: todas as amostras foram diluídas na proporção de 1:10. Visto que o dicromato de sódio é um agente oxidante forte, seus íons dicromato são reduzidos pela matéria orgânica presente no efluente e, o espectrofotômetro faz a leitura da quantidade de dicromato resultante na solução, possibilitando determinar a demanda de oxigênio. 23 4.8. Sólidos Suspensos Totais (SST) A determinação da quantidade de sólidos suspensos se deu através da leitura das amostras, após filtração à vácuo, no mesmo espectrofotômetro utilizado para leitura da Demanda Química de Oxigênio (DQO), entretanto na função SST do equipamento, em comprimento de onda de 810 namômetros. Não foi necessário realizar diluição das amostras para a execução das leituras. 4.9. Potencial Hidrogeniônico (pH) A determinação do pH ocorreu através de um phmetro de bancada METTLER TOLEDO, modelo S20. 4.10. Turbidez A determinação da turbidez foi realizada em um turbidímetro da marca PoliControl modelo AP 2000, com range de 0 a 1000 NTU (Nephelometric Turbidity Unit). O equipamento possui cubeta específica de volume de 25ml. 5. Resultados e Discussão 5.1. Caracterização do Efluente Bruto Os testes foram conduzidos com um efluente cujas características estão descritas na tabela 2, a seguir: Tabela 2 – Valores dos parâmetros analisados no efluente bruto Temperatura DQO (mg/l) pH SST (mg/l) Turbidez (NTU) 34ºC 6030 7,72 1462 1520 5.2. Demanda Química de Oxigênio A leitura da DQO possibilitou perceber que a amostra 1 (tabela 1) apresentou eficiência de remoção aproximada as eficiências das amostras 4, 5 e 6 – com 929, 1000 e 1100 ppm de coagulante cloreto férrico, respectivamente. Mostrando ainda ser inviável tecnicamente a 24 utilização das concentrações utilizadas nas amostras 2 e 3. A tabela 3 apresenta os valores de DQO apresentados no espectrofotômetro: Tabela 3 - Valores de DQO obtidos após Jar Test 5.3. Amostra DQO (mg/l) Desvio Padrão 1 1940 ±5 2 2250 ± 10 3 2090 ± 10 4 1920 ± 10 5 1960 ±5 6 1980 ±5 Sólidos Suspensos Totais (SST) Assim como na leitura da DQO, os resultados que se mostraram atrativos foram das amostras de numeração 4, 5 e 6. As amostras 2 e 3 não apresentaram bons resultados de SST, como já se imaginava de acordo com os testes prévios realizados nas etapas de determinação das concentrações a serem utilizadas. A tabela 4 apresenta os valores de SST obtidos no espectrofotômetro: Tabela 4 - Valores de SST obtidos após Jar Test 5.4. Amostra SST (mg/l) Desvio Padrão 1 395 ±5 2 461 ±2 3 423 ±3 4 394 ±4 5 378 ±2 6 356 ±4 Potencial Hidrogeniônico (pH) Nenhum valor apresenta criticidade quanto ao teor de basicidade, entretanto as amostras 4, 5 e 6 apresentaram valores que garantem que efluente com pH mais perto da faixa de neutralidade seja enviado ao curso d’água. O resultado obtido foi anotado, conforme tabela 5 25 Tabela 5 - Valores de pH obtido após Jar Test 5.5. Amostra pH Desvio Padrão 1 7,16 ±0,01 2 7,58 ±0,01 3 7,42 ±0,01 4 7,30 ±0,01 5 7,20 ±0,01 6 7,13 ±0,01 Turbidez Com exceção da amostra de número 2, todas as outras apresentaram valores de turbidez bastante atrativos, mostrando que a utilização do cloreto férrico como coagulante, proporcionaria melhorias no processo de tratamento, resultando em efluente de melhor qualidade. A tabela 6 apresenta os valores de Turbidez apresentados no turbidímetro: Tabela 6 - Valores de turbidez obtidos após Jar Test 5.6. Amostra Turbidez (NTU) Desvio Padrão 1 154 ±3 2 160 ±1 3 120 ±1 4 96 ±1 5 90 ±2 6 88 ±1 Resultados da Caracterização do Efluente após coagulação/floculação A caracterização do efluente com pré-tratamento (coagulação/floculação) se deu mediante análise dos resultados de DQO, SST e turbidez do efluente – anteriormente apresentados – após processo de coagulação, floculação e decantação. Estes apresentaram bom resultados para o coagulante foco deste trabalho (cloreto férrico) como discutido. 26 Figura 4 – Coluna sólida formada com adição de cloreto férrico (à esquerda) e com PAC( à direita) Tabela 7 - Resultados obtidos após Jar Test Amostra Turbidez (NTU) SST (mg/L) DQO (mg/L) pH coluna sólida (cm) 1 154 395 1940 7,16 4,3 2 160 461 2250 7,58 4,5 3 120 423 2090 7,42 4,1 4 96 394 1920 7,30 3,7 5 90 378 1960 7,20 3,2 6 88 356 1980 7,13 3,0 Nesta tabela, além dos resultados apresentados anteriormente, são apresentados dados de altura de coluna sólida, onde quanto menor seu valor, maior compactação possui o lodo e, consequentemente, menor quantidade de resíduo será necessário descartar. Analisando os dados das amostras é possível observar que a amostra de número 4, com concentração de 929 ppm de cloreto férrico apresentou excelentes resultados em todos os parâmetros avaliados e sua utilização pode realmente ser uma boa alternativa para testes in situ, conforme figura 5. 27 Figura 5 - Resultados Obtidos Quando aumenta-se a concentração de coagulante, tanto os valores de turbidez quanto de SST diminuem, entretanto os valores de DQO não se comportam da mesma forma, demonstrando que a concentração de 929 ppm de cloreto férrico é o valor ideal a ser trabalhado. 6. Viabilidade Econômica Considerando cenário verificado em setembro de 2013, o preço de compra destes produtos químicos pela indústria é de: PAC R$0,98 e FeCl3 R$0,69. Para um valor médio de efluente de 115 m³/h de tratamento e utilizando dados de gastos com coagulante nos 7 primeiros meses do ano de 2013 na Estação de Tratamento de Efluentes, pode ser constatado que, se for utilizado cloreto férrico a 929 ppm, será economizado mensalmente 29,6% do custo despendido na compra de coagulante. 7. Conclusão Após análise conclui-se ser viável, técnica e economicamente, a substituição do atual coagulante (PAC) por cloreto férrico. O teste in situ ainda tem como objetivo executar a homologação do novo insumo (coagulante), comprovando a eficácia do tratamento após suas várias etapas além de mensurar benefícios como: redução no custo de operação, melhora no adensamento de lodo e redução da DQO do efluente enviado para o corpo hídrico. A princípio foram identificados alguns pontos positivos com a troca de coagulante que, certamente, seriam de grande valia para a empresa, destacando-se a minimização na 28 quantidade de produto químico para acerto de pH no tanque de equalização, visto que para utilização de PAC o pH deve ser em faixa de 7,0 a 8,0 e é utilizado ácido clorídrico para reduzir o pH do efluente da indústria – o cloreto férrico usado como coagulante atenderá também esta necessidade de diminuir o potencial hidrogeniônico do efluente. Ainda de grande relevância, o alumínio presente no PAC, quando em excesso, pode prejudicar a ação microbiológica, em se tratando de uma estação biológica de tratamento fazse importante que a ação microbiológica permaneça ativa e, ainda foi identificado que o cloreto férrico é um insumo que auxilia no controle de odores em Estações de Tratamento de Efluentes, atualmente este é usado periodicamente para este fim - bombonas deste insumo são adicionadas no tanque de equalização com o intuito de mitigar a percepção dos odores inerentes ao processo de tratamento de efluentes. Na avaliação da viabilidade financeira, o cloreto férrico mostra-se mais atrativo, alcançando um custo mensal de 29,6% inferior ao custo referente à compra de Poli cloreto de alumínio se forem usados na mesma proporção na Estação de Tratamento. Como a variabilidade físico-química do efluente e mudanças apresentadas em testes de bancada versus in situ não são mensuráveis, pode haver variação neste percentual. Assim, a princípio é sugerido que a substituição do coagulante seja executada de acordo com a dosagem de PAC do atual cenário, pois os resultados de DQO e SST apresentaram valores atrativos quando utilizada igual dosagem dos respectivos coagulantes (PAC e FeCl3) e um bom resultado de turbidez foi obtido. Somente após o teste industrial poderá haver certeza do percentual de economia do novo cenário, instante este em que será possível observar a dosagem ideal dos insumos. Diante dos resultados encontrados pode-se concluir que o coagulante cloreto férrico juntamente com o polímero catiônico atualmente utilizado na estação de tratamento é uma alternativa viável para o tratamento em questão. 29 8. Referências Bibliográficas ACQUA ENGENHARIA. Soluções de tratamentos industriais. Disponível em: <http://www.acquaengenharia.com.br>. Acesso em: 10 jul 2013. AGUILAR, M.I.; SÁES, J.; LLORÉNS, M; SOLER, A.; ORTUÑO, J.F. – Nutrient removal and sludge production in the coagulation – flocculation process. WaterResearch – 2002 AYOUB, G. M. A. A model for flocculation in a gravel reactor: development and assessment. J Water-SRT Aqua 1996. BANCO MUNDIAL, 2011- disponível em: <www.bancomundial.org.br> acesso em 16 de agosto de 2013. BRIÃO, V. B.; TAVARES, C.R.G. - Geração de efluentes na indústria de laticínios: atitudes preventivas e oportunidades - 23º Congresso Brasileiro de Engenharia Sanitária e Ambiental - 2005 CETESB (Companhia de Tecnologia de Saneamento Ambiental) – disponível em: <http://www.cetesb.sp.gov.br/agua/%C3%81guas-Superficiais/34-Vari%C3%A1veis-deQualidade-das-%C3%81guas#demanda> acesso em 16 de agosto de 2013. CONAMA - Resolução Nº 430, de 13 de maio de 2011 que dispõe sobre as condições e padrões de lançamento de efluentes, complementa e altera a Resolução nº 357, de 17 de março de 2005, do Conselho nacional de Meio Ambiente. DI BERNARDO, L.; DI BERNARDO, A.; CENTURIONE FILHO, P.L. - Ensaios de Tratabilidade de Água e dos Resíduos Gerados em Estações de Tratamento de Água. São Carlos. RIMA, p. 17 – 117 , 2002. EMBRAPA (Empresa Brasileira de Pesquisa Agropecuária) - Disponível em: <http://www.cpact.embrapa.br/publicacoes/download/comunicados/comunicado_193 .pdf>Acesso em: 10 jul 2013. ÉPOCA NEGÓCIOS - Disponível em: <Http://epocanegocios.globo.com/ Inspiracao/Empresa/noticia/2012/10/danone-resgata-marca-historica-para-aumentar-consumode-iogurte.html - Acesso em: 10 jul 2013. IZQUIERDO, B. K. H. Estudo do comportamento de um sistema de lodos ativados com reator de leito móvel. UFRJ Dissertação de mestrado - engenharia civil. Rio de Janeiro, 2006 MAGNAN, R. B. - Análise da viabilidade técnica e financeira da substituição do coagulante cloreto férrico por policloreto de alumínio durante o processo físico-químico no tratamento de efluente de abatedouro avícola - Trabalho de conclusão de curso apresentado ao curso de Engenharia Ambiental - Universidade de Passo Fundo – Passo Fundo, MG, 2010. MARCO, 2013. Disponível em: http://www.marco.eng.br/reatores/reatorleitofluidizado.htmlAcesso em: 10 jul 2013. 30 ONU- Onu BR – Nações Unidas do Brasil - Disponível em: <http://www.onu.org.br/a-onuem-acao/a-onu-em-acao/a-onu-e-a-populacao-mundial/> - Acesso em: 10 jul 2013. PAVANELLI, G. - Eficiência de diferentes tipos de coagulantes na coagulação, floculação e sedimentação de água com cor e turbidez elevada. Dissertação de Mestrado. Escola de Engenharia de São Carlos. Universidade de São Paulo. São Carlos, 2000. PHILIPPI, L. S. A - Construção do Desenvolvimento Sustentável. In.: Educação Ambiental (Curso básico a distância) Questões Ambientais – Conceitos, História, Problemas e Alternativa. Coordenação-Geral: Ana Lúcia Tostes de Aquino Leite e Naná Mininni-Media. Brasília: MMA (Ministério do Meio Ambiente), 2001. 5v. 2.ª Edição Ampliada. POLICONTROL – Disponível em; <http://www.policontrol.com.br/laboratorio_floc_control_ 2.html>- Acesso em: 15 de dezembro de 2013. PROFESSOR COLOMBO I – Determinação da Demanda Química de Oxigênio – Disciplina: Análise de Contaminantes Ambientais – Universidade Tecnológica Federal do Paraná – campus Curitiba – Departamento de Química e Biologia - notas de aula 2011. PROFESSOR COLOMBO II – Determinação de Sólidos em Águas – Disciplina: Análise de Contaminantes Ambientais – Universidade Tecnológica Federal do Paraná – campus Curitiba – Departamento de Química e Biologia- notas de aula 2011. QGS Química – disponível em: www.qgsquimica.com.br – Acesso em: 21 de agosto de 2013. SILVA, C. N.F.; LAURIA, R.G. - Estudo da viabilidade técnica e econômica da substituição do sulfato de alumínio pelo cloreto férrico ou sulfato férrico no tratamento de água de abastecimento - Trabalho de Conclusão de Curso apresentado ao Curso de Engenharia Civil, Faculdades Unificadas da Fundação Educacional de Barretos – Barretos, SP, 2006.
Baixar