Prof. Dr- Aneirson Francisco da Silva- UNESP.
Mestre em Engenharia de Produção- UNIFEI
Especialista em Economia e Planejamento empresarial- UFU
ESTATÍSTICA
MINITAB
Estatística-Minitab
3
Introdução
“Pensar estatisticamente será
um dia, para a eficiente
prática da cidadania, tão
necessário como a habilidade
de ler e escrever.”
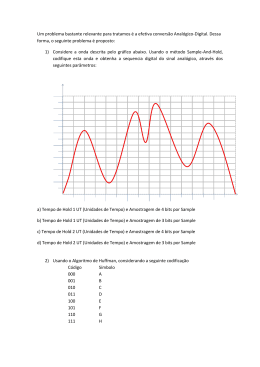
Overlaid Contour Plot of Rendimento; Viscosidade
H. G. Wells (Escritor, considerado o pai da
Viscosidade
38
42
167,5
Temperatura
moderna Ficção Científica, 1895)
Rendiment
69
71
170,0
165,0
162,5
160,0
50,0
52,5
55,0
Tempo
57,5
60,0
4
Motivação das empresas para estudo e uso de Estatística:
Foco no Processo: Um dos principais requisitos da ISO
9001:2000
Fatores Controláveis
x1 x2
xp
...
Entrada
Saída
z1 z2
...
...
Processo
y1
y2
ym
zq
Fatores Incontroláveis (ruído)
5
X
•Pressão Hidráulica
•Temperatura
•Agitação
•Fluído
Y
Y=f(X)+Z
Exemplo de Processo
Aplicação: Pense
em um problema
similar em sua
área de atuação
•Espessura da parede Top Wall
•Espessura da Parede Mid Wall
•Profundidade do Dome
Z
•Operador
•Qualidade da Bobina
É complexo inferir sobre X,Y e Z sem Estatística!
6
Introdução
1) Estatística
Programa
Minitab, Estatística, Normal
2) Ferramentas Estatísticas:
Simulação, Inferência, Teste Hipóteses, ANOVA,
Regressão, Tópicos em Multivariada.
3) CEP.
Bibliografia:
• Notas de aula (Powerpoint)
• Estatística Aplicada e Probabilidade para Engenheiros –
Montgomery/Runger – LTC, 2003
• Controle estatístico de qualidade- Costa, A. F. B.;
Epprecht, E. H.; Carpinetti, L.C.R. ed atlas, 2004.
8
Recursos de Software
O uso de recursos computacionais
tornou os cálculos atividades fáceis
permitindo uma maior ênfase na
compreensão e interpretação dos
resultados
9
www.minitab.com
www.e-academy.com
Pratique:
1.
Gere a planilha ao lado e entenda a diferença entre
Worksheet e Project. Observe o que é Session.
2.
Calcule as principais Estatísticas Descritivas da planilha
gerada.
Siga o caminho: <Stat> <Basic Statistics> <Display
Descriptive Statistics> < Graph> <Graphical Summary>
10
6.
Gere uma série de 100 valores aleatórios que poderia
simular uma variabilidade em Temperatura;
Use <Calc> <Random Data> <Normal Distribution> e
inclua os parâmetros convenientes (Ex.:
Média=100, S=10).
7.
Calcule as principais estatísticas descritivas da
planilha usando Graphical Summary. Faça outros
gráficos.
8.
Entenda o procedimento <Calc> <Set Base>?
9.
Salve a planilha na Desktop com um nome qualquer.
10. Feche o programa minitab e depois abra a planilha
que você salvou.
11
Aplicação: Gere sequências de valores aleatórios.
O que significa o procedimento <Calc> <Set Base>?
Amostragem: Gere a sequência 1 2 3 ...100.
<Calc> <Make Patterned Data>
Selecione uma amostra com 10 valores a partir das
sequências geradas
anteriormente.
Use <Calc> Random Data> <Sample from Column>
11
Tipos de dados
11
Summary for C1
A nderson-Darling Normality Test
196
198
200
202
204
206
A -Squared
P-V alue
0,41
0,329
Mean
StDev
V ariance
Skewness
Kurtosis
N
200,48
2,10
4,42
-0,206922
-0,387629
100
Minimum
1st Q uartile
Median
3rd Q uartile
Maximum
195,61
198,95
200,67
202,04
205,73
95% C onfidence Interv al for Mean
200,06
200,90
95% C onfidence Interv al for Median
200,17
201,18
95% C onfidence Interv al for StDev
95% Confidence Intervals
1,85
2,44
Mean
Median
200,0
200,2
200,4
200,6
200,8
201,0
201,2
11
Identificação de Outliers
13
Identificação de Outliers
Use Boxplot.mtw e faça o Graphical Summary
14
Identificação de Outliers
Use Boxplot.mtw e faça o Graphical Summary
15
Identificação de Outliers
16
17
18
Funções calc/random data
O orçamento de uma empresa para uma certa conta são R$
100. Variações de 3% acima e abaixo deste valor são
consideradas aceitáveis, ou seja, de R$ 97 a R$ 103. Sabe-se,
pela análise de dados históricos, que a variação nesta conta
obedece à distribuição normal, com média de R$ 99 e
desvio-padrão de R$ 1,25.
• Que porcentagem de vezes o orçamento encontra-se
fora da faixa aceitável?
19
20
Funções calc/random data
A especificação da Largura da Flange das latas para a
inspeção final é definida como 0.082’’+/- 0.010’’ e
obedece a uma distribuição normal. As medidas da Largura
da Flange para uma determinada linha/turno estão dadas na
planilha.
Flange 15.MTW
a) Qual o intervalo de 90% de confiança para a largura?
Defina para esse caso o Grau de Liberdade e o Nível de
significância?
b)As medidas estão dentro das especificações?
21
22
23
Summary for Largura Flange
A nderson-Darling Normality Test
0,078
0,080
0,082
0,084
0,086
0,088
0,090
A -Squared
P-V alue
0,50
0,177
Mean
StDev
V ariance
Skewness
Kurtosis
N
0,083522
0,003446
0,000012
0,963258
0,690605
15
Minimum
1st Q uartile
Median
3rd Q uartile
Maximum
0,078978
0,081315
0,083037
0,084877
0,090641
95% C onfidence Interv al for Mean
0,081614
0,085430
95% C onfidence Interv al for Median
0,081427
0,084706
95% C onfidence Interv al for StDev
95% Confidence Intervals
0,002523
0,005434
Mean
Median
0,081
0,082
0,083
0,084
0,085
0,086
24
24
Process Capability Sixpack of Largura Flange
I Chart
Capability Histogram
Individual Value
0,096
UCL=0,09349
0,088
LSL
Specifications
LSL 0,072
USL 0,092
_
X=0,08352
0,080
LCL=0,07356
1
2
3
4
5
6
7
8
9
0,072 0,076 0,080 0,084 0,088 0,092
10 11 12 13 14 15
Moving Range Chart
Normal Prob Plot
A D: 0,499, P: 0,177
Moving Range
UCL=0,01224
0,010
0,005
__
MR=0,00375
0,000
LCL=0
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15
0,07
Last 15 Observations
StDev
Cp
Cpk
PPM
0,085
0,080
5
Observation
10
0,08
0,09
Capability Plot
0,090
Values
USL
15
Within
0,003322
1,00
0,85
5620,38
Within
O v erall
Overall
StDev 0,003446
Pp
0,97
Ppk
0,82
Cpm
*
PPM
7352,87
Specs
24
Teste Z
A Resistência ao Estufamento das latas para a inspeção final deve
ser maior que 90 psi. Tal resistência obedece a uma distribuição
normal com desvio padrão de 1 psi . As medidas da Resistência
para uma determinada linha/turno estão dadas na planilha
Resistência.MTW
Teste a Hipótese de que as medidas da Resistência ao
estufamento estão dentro do limite de especificação. (Prove que
as medidas são maiores que 90).
27
Teste Z
28
Teste Z
29
Teste t
32
Teste t
31
32
33
33
33
33
37
38
H0: Médias iguais
H1: Médias diferentes
38
40
40
Iguais
Diferente
40
43
43
43
46
43
48
49
Regressão à média
• Vamos identificar quais são os melhores fatores
(x) para compor o modelo.
• Fazer um teste de correlação.
• Ajuste final.
50
20
CEP
Pode ser definido como um método preventivo de
se comparar continuamente os resultados de um
processo com um padrão, identificando, a partir de
dados estatísticos, as tendências para variações
significativas, eliminando ou controlando estas
variações com o objetivo de reduzi-las cada vez
mais.
http://elsmar.com/pdf_files/Cp.swf
http://elsmar.com/pdf_files/Cpk.swf
50
Ferramentas
• Diagramas e Histogramas.
• Curva de Distribuição Normal.
• Cartas de Controle.
• Capacidade do Processo.
• Gráfico de Pareto.
• Diagrama de Causa-Efeito/Ishikawa mais.
50
Cartas de controle
São gráficos de análise e ajuste da variação de um
processo em função do tempo, por meio de duas
características básicas: sua centralização e sua
dispersão.
A centralização pode ser verificada por meio da
média do processo e a dispersão estimada por meio
do desvio padrão ou da amplitude dos dados.
54
Tipos de dados
55
Cartas de controle por variáveis
Baseadas nas distribuições contínuas apresentam
dados que podem ser medidos ou que sofrem
variações contínuas.
Exemplos: variações na altura de um talhão,
resistência a tração.
56
Cartas de controle por atributo
Baseadas em distribuições discretas, possuem um
caráter dicotômico , ou seja, os dados só podem ser
contados ou classificados.
Exemplos: passa/não passa; conforme/nãoconforme.
57
58
59
60
61
62
63
64
65
O propósito do controle estatístico de processos é indicar:
– Quando um processo está funcionando de forma ideal
(apenas causas comuns de variação estão presentes)
• Nenhuma ação corretiva é necessária.
• Ações desnecessárias podem na verdade aumentar
a variabilidade.
– Quando um processo está desordenado e necessita
algum tipo de ação corretiva (causas especiais de variação
estão presentes).
66
67
Gráficos para variáveis
68
Gráficos para variáveis
69
Gráficos para variáveis
70
Gráficos para variáveis
71
Xbar-R Chart of n1; ...; n5
Gráficos para variáveis
Sample Mean
0,840
UC L=0,83973
0,835
__
X=0,83115
0,830
0,825
LC L=0,82258
1
3
5
7
9
11
Sample
13
15
17
19
UC L=0,03143
Sample Range
0,03
0,02
_
R=0,01486
0,01
0,00
LC L=0
1
3
5
7
9
11
Sample
13
15
17
19
71
Gráficos para variáveis
71
Gráficos para variáveis
71
Processo sob controle
75
Processo sob controle
76
77
78
79
Xbar-R Chart of NC_LATHE
Sample Mean
0,0650
UC L=0,06415
0,0625
__
X=0,05952
0,0600
0,0575
0,0550
LC L=0,05489
1
3
5
7
9
11
13
Sample
15
17
19
21
23
25
UC L=0,01165
Sample Range
0,0100
0,0075
_
R=0,00453
0,0050
0,0025
0,0000
LC L=0
1
3
5
7
9
11
13
Sample
15
17
19
21
23
25
79
79
79
Process Capability of NC_LATHE
LSL
USL
Within
Overall
Process Data
LSL
0,057
Target
*
USL
0,063
Sample Mean 0,05952
Sample N
75
StDev (Within) 0,00267416
StDev (O v erall) 0,00276249
Potential (Within) C apability
Cp
0,37
C PL 0,31
C PU 0,43
C pk 0,31
O v erall C apability
Pp
PPL
PPU
Ppk
C pm
0,36
0,30
0,42
0,30
*
0,054 0,056 0,058 0,060 0,062 0,064 0,066
O bserv ed Performance
PPM < LSL 120000,00
PPM > USL 160000,00
PPM Total
280000,00
Exp. Within Performance
PPM < LSL 173006,58
PPM > USL
96570,80
PPM Total
269577,39
Exp. O v erall Performance
PPM < LSL 180826,36
PPM > USL 103882,84
PPM Total 284709,20
79
79
Process Capability Sixpack of NC_LATHE
Xbar Chart
Capability Histogram
Sample Mean
0,065
LSL
UCL=0,06415
0,060
__
X=0,05952
0,055
LCL=0,05489
1
3
5
7
9
11
13
15
17
19
21
23
25
Specifications
LSL 0,057
USL 0,063
0,054 0,056 0,058 0,060 0,062 0,064 0,066
Sample Range
R Chart
Normal Prob Plot
A D: 0,540, P: 0,161
UCL=0,01165
0,010
0,005
_
R=0,00453
0,000
LCL=0
1
3
5
7
9
11
13
15
17
19
21
23
25
0,05
Last 25 Subgroups
Within
StDev 0,002674
Cp
0,37
Cpk
0,31
PPM
269577,39
Values
0,060
0,055
10
Sample
15
0,06
0,07
Capability Plot
0,065
5
USL
20
25
Within
O v erall
Overall
StDev 0,002762
Pp
0,36
Ppk
0,30
Cpm
*
PPM
284709,20
Specs
79
Índices de capacidade do
processo
LSE LIE
Cp
6
LSE LIE
Cpk Min
,
3
3
Cpm
LSE LIE
6 2 ( d )2
86
Processo A
X ~ N ( X ; X ) ~ N ( 0 ;1 / n )
LSC 0 3 0 / n
LM 0
LIC 0 3 0 / n
15 30 45 60 75 90 105
Minutos
87
88
89
90
91
89
I-MR Chart of Tempo na fila
Individual Value
16
UC L=15,59
12
_
X=7,54
8
4
6
6
0
LC L=-0,52
1
7
13
19
25
31
37
Observation
43
49
55
61
Moving Range
10,0
UC L=9,90
7,5
5,0
__
MR=3,03
2,5
0,0
LC L=0
1
7
13
19
25
31
37
Observation
43
49
55
61
89
94
I-MR Chart of Shaft_OD
Individual Value
UC L=0,252154
2
0,252
2
0,251
0,250
5
5
2
_
X=0,250880
5
LC L=0,249606
1
1
3
5
7
9
11
13
15
Observation
17
19
21
23
25
Moving Range
0,0016
UC L=0,001566
0,0012
2
0,0008
__
MR=0,000479
2
0,0004
0,0000
LC L=0
1
3
5
7
9
11
13
15
Observation
17
19
21
23
25
92
96
Cartas de controle
• Úteis quando a característica medida não é uma variável.
• Baseados em contagem ou classificação (Passa/Não-Passa,
• Bom/Ruim).
• Baseados nas distribuições de Poisson ou Binomial.
• Os limites de controle são calculados de forma diferente dos
gráficos para variáveis mas seu significado e interpretação são
similares.
97
Cartas de controle
• Um gráfico (c, u) pode cobrir qualquer número de
características, mas nesse caso pode ser mais difícil analisar os
sinais.
•
Um gráfico ao invés de dois (Não existe variação Within).
98
Classificação: Um item defeituoso
99
Classificação: Um item defeituoso
100
Classificação: Um item defeituoso
101
102
100
100
P Chart of Pares Defeituosos
0,10
UCL=0,0962
Proporção
0,08
0,06
_
P=0,05
0,04
0,02
LCL=0,0038
0,00
1
3
5
7
9
11
13 15
Sample
17
19
21
23
25
100
106
102
P Chart of Voids
0,035
1
0,030
Proportion
0,025
UCL=0,02137
0,020
0,015
_
P=0,01192
0,010
0,005
LCL=0,00247
1
0,000
1
3
5
7
9
11
13 15
Sample
Tests performed with unequal sample sizes
17
19
21
23
25
102
109
CEP C.MTW
110
111
108
C Chart of Def_datil
100
1
1
90
1
1
Sample Count
80
UCL=78,11
70
60
_
C=55,72
50
40
30
LCL=33,33
1
20
1
1
1
3
5
7
9
11
13 15
Sample
17
19
1
21
1
23
25
108
114
C Chart of Weld_I
14
UCL=13,02
12
Sample Count
10
8
_
C=5,8
6
4
2
0
LCL=0
1
3
5
7
9
11
13 15
Sample
17
19
21
23
25
113
116
113
113
U Chart of errors
1
Sample Count Per Unit
3,5
3,0
1
1
2,5
1
1
1
UCL=2,114
2,0
_
U=1,764
1,5
1
1,0
1
1
1
1
1
4
7
10
13
16
Sample
Tests performed with unequal sample sizes
19
22
25
1
LCL=1,415
1
28
113
120
118
Gráficos de controle para processos
autocorrelacionados
122
Para utilizar um gráfico de controle convencional (de
Shewhart), é necessário que as observações da
característica de qualidade de interesse sejam
independentes e normalmente distribuídas.
Quando os valores da característica de qualidade possuem
alguma interdependência, ou autocorrelação, mesmo que
em grau relativamente pequeno, o risco α- probabilidade
de uma observação cair fora dos limites do gráfico, com o
processo em controle, aumenta e compromete a
credibilidade, pois aumenta a ocorrência de alarmes
falsos.
123
Gráficos de Controle para Processos Autocorrelacionados
Diagrama de Dispersão
Y
240
230
220
210
210
220
230
240 X
Exemplo de Diagrama de Dispersão com rXY=0,9
124
O coeficiente de correlação entre X e Y
n
( xi X )( yi Y )
i 1
rXY
n
n
(6.2)
( xi X ) ( y i Y ) 2
2
i 1
i 1
Coeficiente de autocorrelação amostral
n
( xi X )( xi k X )
rk i k 1
n
( xi X )2
(6.3)
i 1
125
6.3. Exemplo de um processo autocorrelacionado
Temperatura
250
240
230
220
210
Número da Medida
200
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
Figura 6.2. Série de Medidas da Temperatura do Banho Químico
126
|Capítulo 6: Gráficos de Controle para Processos Autocorrelacionados
6.3. Exemplo de um processo autocorrelacionado
Tabela 6.1: Série de Medidas da Temperatura de um Banho Químico
i
xi
xi+1
xi+2
xi+3
1
2
3
4
5
6
7
8
9
10
237,59
234,40
233,66
237,42
232,54
233,70
235,20
232,36
229,21
231,97
234,40
233,66
237,42
232,54
233,70
235,20
232,36
229,21
231,97
227,02
233,66
237,42
232,54
233,70
235,20
232,36
229,21
231,97
227,02
229,42
237,42
232,54
233,70
235,20
232,36
229,21
231,97
227,02
229,42
227,65
127
6.3. Exemplo de um processo autocorrelacionado
Número
da
Medida
(i)
1
2
3
4
5
Tabela 6.2: Cálculos Intermediários para a Obtenção de r1
Xi
Xi 1 Xi X X i 1 X
(Xi X)(Xi 1 X) (Xi X) 2
237,59
234,40
233,66
237,42
232,54
234,40
233,66
237,42
232,54
233,70
12,27
9,09
8,35
12,11
7,22
9,09
8,35
12,11
7,22
8,38
111,547
75,852
101,083
87,485
60,547
150,635
82,601
69,655
146,691
52,175
148
149
150
229,09 229,95
229,95 223,64
223,64
3,78
4,64
-1,67
4,64
-1,67
17,530
-7,737
14,301
21,487
2,786
X
225,31
6196,093
6937,056
Tabela 6.3: Coeficientes de autocorrelação amostrais
k
rk
k
rk
1
2
3
4
0,893
0,793
0,714
0,638
7
0,465
15
16
0,217
0,194
128
Tabela 6.4: As 20 Primeiras Amostras da Temperatura do Banho Químico
Amostra
1
2
3
4
5
19
20
x1
237,59
227,02
225,68
225,17
221,34
x2
234,40
229,42
225,70
228,29
214,47
x3
233,66
227,65
226,29
227,44
213,71
R
3,93
2,40
0,61
3,12
7,64
235,22
228,03
225,89
226,97
216,51
215,55 221,28 219,07
229,25 226,23 226,85
5,73
3,02
218,63
227,44
R 3,7103
x
x 222,085
R d 2 = 3,703/1,693 = 2,187
129
|Capítulo 6: Gráficos de Controle para Processos Autocorrelacionados
Gráfico de Médias
240,00
235,00
230,00
225,00
220,00
215,00
210,00
0
5
10
15
20
Figura 6.3: Gráficos de Controle para o Monitoramento da Temperatura de um
Banho Químico, com vários alarmes falsos
130
Vimos que o problema de alarmes falsos no gráfico de (Xbarra) ocorre quando, dentre de cada amostra, as
observações da característica de qualidade não são
independentes.
Uma alternativa para o controle estatístico de processos
autocorrelacionados consiste, portanto, em espaçar as
medidas por um intervalo de tempo suficientemente
longo. (Gráficos X e MR).
123
Gráficos de Observações Individuais e Amplitude Móvel
MRi = máx{xi, xi-1} - mín{xi, xi-1}
LSCX ˆ 0 3ˆ 0
(6.8)
LM X ˆ 0
(6.9)
LIC X ˆ 0 3ˆ 0
(6.10)
(6.4)
1 m
ˆ 0 X x i
m i1
(6.5)
ˆ 0 SD MR
(6.6)
d2
m
MRi
MR i2
m 1
(6.7)
132
Gráficos de Observações Individuais e Amplitude Móvel
Tabela 6.5. Valores de X e de MR do processo
(com intervalo de tempo de 1 hora)
Amostra
1
2
3
4
5
18
19
20
X
227,02
225,17
213,88
215,31
227,67
225,93
216,49
227,74
X 225,016
MR
1,84
11,30
1,43
12,36
3,25
9,43
11,25
MR 7,102
133
134
I Chart of C1
245
UCL=243,90
240
Individual Value
235
230
_
X=225,02
225
220
215
210
LCL=206,13
205
1
3
5
7
9
11
13
Observation
15
17
19
134
134
Gráficos de Observações Individuais e Amplitude Móvel
Gráfico de Amplitude Móvel (MR)
30,00
25,00
20,00
15,00
10,00
5,00
0,00
0
5
10
15
20
Gráficos de Amplitude Móvel (MR) e Observações
Individuais (X)
137
Suponha que se realize uma medida da temperatura do
banho químico a cada 3 minutos. Os valores obtidos
seriam as temperaturas, X1, X2,...,Xn. Os dados estão no
arquivo CEP-AR na coluna Dados-2.
Apresenta-se a seguir os gráficos X e MR. Algumas
observações caíram na região de ação do gráfico de X.
Mesmo que eliminassem tais pontos e se recalculassem os
limites, isso apenas deslocaria o valor de (X-barra) linha
média do gráfico- e os limites de controle “para baixo”, sem
alargar estes últimos, pois sua largura é função de MR.
138
I Chart of dados 2
238
1
1
236
5
5
Valores individuais
5
5
234
UCL=235,26
6
6
6
232
3
230
_
X=229,46
2
228
226
5
224
2 2
2
2 2
LCL=223,65
1
222
1
3
5
7
9
11 13 15
Observation
17
19
21
23
25
138
Moving Range Chart of dados 2
9
UCL=8,437
8
Moving Range
7
6
5
4
__
MR=3,277
3
2
1
0
LCL=0
1
3
5
7
9
11 13 15
Observation
17
19
21
23
25
138
Baixar