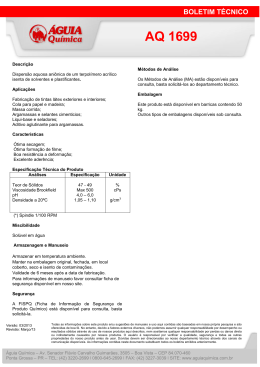
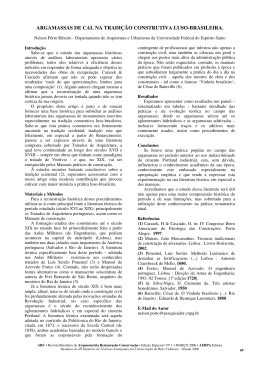
ARGAMASSAS PRÉ-DOSEADAS PARA REBOCOS DE EDIFÍCIOS ANTIGOS Francisco Adriano Correia Moreira Gomes Dissertação para obtenção do Grau de Mestre em Engenharia Civil Júri Presidente: Prof. António Moret Rodrigues Orientador: Prof. Ana Paula Ferreira Pinto Co-Orientador: Prof. Augusto Martins Gomes Vogal: Prof. José Gaspar Nero Novembro 2009 Agradecimentos Queria agradecer às seguintes pessoas: Aos meus orientadores, Prof. Ana Paula Ferreira Pinto e Prof. Augusto Martins Gomes, pelos conselhos transmitidos e colaboração vital na presente dissertação; A todos os profissionais das empresas consultadas, pela cedência de informação, partilha de conhecimentos sobre os seus produtos e reuniões realizadas; Um especial agradecimento à Weber, Ciarga, Secil-Martingança e Lena Argamassas, por toda a ajuda, contributo, disponibilidade e oferta de amostras dos quatro produtos estudados no contexto da campanha experimental realizada; Ao Sr. Leonel, pelo seu contributo fundamental na realização dos trabalhos em laboratório; Ao Sérgio Santos e Pedro Lima, que permitiram uma troca de conhecimentos e entre ajuda na realização da fase laboratorial; Aos meus amigos Francisco, Cristiano e Tiago, pela aventura que foram os cinco anos do curso de Engª Civil; Aos meus pais, irmão, avô e toda a família, pela sua motivação e presença fundamental na minha vida; À minha namorada, pela paciência, compreensão e motivação durante a realização da presente dissertação; Um grande agradecimento à Universidade Técnica de Lisboa e Caixa Geral de Depósitos pela bolsa de iniciação à investigação científica concedida, no âmbito do projecto REABOPRA. I Resumo As soluções de argamassas pré-doseadas para substituição de rebocos antigos têm vindo a crescer na última década. Estes produtos industriais apresentam vantagens que as argamassas tradicionais não proporcionam, tais como: menor necessidade de especialização por parte do operador; assistência técnica por parte do fabricante; limpeza do estaleiro; certificação de qualidade; menor desperdício, entre outras. Porém, devido à existência de segredo industrial, as empresas procuram salvaguardar know-how omitindo informação, por vezes, útil, nomeadamente relativamente à composição dos produtos. Visando promover um incremento de conhecimento sobre este tipo de argamassas, realizou-se uma pesquisa no mercado português no sentido de inventariar e caracterizar, com o máximo de informação possível dos fabricantes, os produtos destinados a rebocos de substituição de edifícios antigos. Apurou-se que as soluções presentes no mercado, apesar de em número bastante mais reduzido comparativamente às argamassas pré-doseadas para edifícios correntes, oferecem mesmo assim alguma pluralidade de soluções. Pode-se afirmar que a cal hidráulica é o ligante mais presente, existindo argamassas bastardas de cal aérea e cal hidráulica, cal aérea e cimento, ou apenas cal hidráulica. Existe referência a adjuvantes retentores de água, hidrófugos e introdutores de ar, fibras sintéticas, agregados leves e normais com granulometrias e naturezas variadas, quantidades de água de amassadura diferentes, bem como características mecânicas, físicas e recurso a produtos primários (argamassas pré-doseadas, impregnantes) no sentido de promover aderência, regularização e resistência face aos sais. Após a pesquisa e caracterização com base nas informações fornecidas pelos fabricantes, organizou-se uma campanha experimental a incidir sobre quatro produtos seleccionados, no sentido de proceder à sua caracterização no estado seco, fresco e endurecido. Foi possível distinguir claramente as argamassas entre si, mas também apurar semelhanças e indícios da presença de componentes (como certos adjuvantes ou agregados leves), informação que contribui para o incremento do conhecimento relativo a este tipo de produtos. Palavras-chave: argamassas pré-doseadas; rebocos de substituição; caracterização de argamassas; rebocos de edifícios antigos; cal aérea; cal hidráulica. II Abstract The solutions of factory made rendering mortars for replacement of old building renders have been increasing during the last decade. These industrial products offer some advantages that the traditional ones do not, such as: less needs of specialization for the workers; technical assistance by the manufacture; cleaner construction site; certified quality; less waste, etc. However, due to industrial secrecy, the manufactures tendency is to hide some know-how information much useful as concerns the composition of the products, their mechanical and physical characteristics and general performance. In order to improve the knowledge about these products, a survey was carried out in the Portuguese market to identify and characterize, with every information provided, an amount of products specifically made to replace old building renders. It permitted to notice that the solutions offered in the market are in much less number than the ones for current buildings and offer some plurality between them. It is possible to affirm that the hydraulic lime is the main binder but there is also combination of aerial lime with hydraulic lime, cement with aerial lime, or just hydraulic lime. There is also reference to the use of water retaining, hydrofuge and airentraining agents, synthetic fibers, light-weight aggregates and normal ones with different dimensions and nature, variable quantities of water, as well as mechanical and physical characteristics and use of primer products to improve adhesion, regularization and resistance to salt effect. After the survey and characterization of products on the basis of the information provided by the manufactures, an experimental campaign was organized in order to characterize four products in dry, fresh and hardened states. It was possible to clearly distinguish the mortars, but also reunite some similarities and suggestions concerning the presence of certain components (as admixtures or light-weight aggregates), information that is much useful to reveal about the general performance of these products. Key-words: factory made mortars; replacement mortars; characterization of mortars ;old building renders; aerial lime; hydraulic lime. III Índice de Texto 1. 2. Introdução ..................................................................................................................................... 1 1.1. Enquadramento e justificação do tema ....................................................................................... 1 1.2. Objectivos ..................................................................................................................................... 2 1.3. Organização do texto.................................................................................................................... 2 Rebocos de Edifícios Antigos .......................................................................................................... 4 2.1. Considerações gerais .................................................................................................................... 4 2.2. Constituição .................................................................................................................................. 4 2.3. Factores de desempenho e características construtivas .............................................................. 7 2.4. Anomalias em rebocos antigos ................................................................................................... 10 2.4.1. Agentes agressivos e mecanismos de degradação ............................................................. 11 2.4.2. Anomalias correntes e causas prováveis ............................................................................ 12 2.5. 3. 4. Argamassas de substituição de rebocos antigos ........................................................................ 18 2.5.1. Aspectos gerais ................................................................................................................... 18 2.5.2. Constituição ........................................................................................................................ 20 2.5.3. Comportamento face aos sais ............................................................................................ 25 2.5.4. Características recomendadas ............................................................................................ 26 Argamassas Pré-doseadas para Reboco ....................................................................................... 29 3.1. Considerações gerais .................................................................................................................. 29 3.2. Vantagens e desvantagens ......................................................................................................... 29 3.3. Fabrico, conservação e aplicação ............................................................................................... 31 3.4. Classificação ................................................................................................................................ 34 3.5. Composição ................................................................................................................................ 35 3.5.1. Ligantes ............................................................................................................................... 36 3.5.2. Agregados ........................................................................................................................... 36 3.5.3. Adições, adjuvantes e fibras .............................................................................................. 36 3.6. Requisitos: EN 998-1 (Marcação CE) .......................................................................................... 37 3.7. Apresentação de alguns dados estatísticos ................................................................................ 39 3.8. Exemplos de estudos realizados ................................................................................................. 41 3.8.1. Estudo 1 .............................................................................................................................. 41 3.8.2. Estudo 2 .............................................................................................................................. 43 Estudo de Mercado ...................................................................................................................... 47 4.1. Enquadramento .......................................................................................................................... 47 4.2. Apresentação e caracterização das argamassas ......................................................................... 47 4.2.1. Constituição ........................................................................................................................ 48 IV 4.2.2. Classificação segundo EN 998-1 ......................................................................................... 53 4.2.3. Características mecânicas ................................................................................................... 54 4.2.4. Características físicas .......................................................................................................... 57 4.2.5. Informações adicionais ....................................................................................................... 59 4.3. 5. 6. 7. Argamassas seleccionadas para campanha experimental ......................................................... 60 Campanha Experimental .............................................................................................................. 61 5.1. Considerações gerais .................................................................................................................. 61 5.2. Plano de ensaios ......................................................................................................................... 64 5.3. Produção das argamassas........................................................................................................... 65 5.4. Metodologias de ensaio ............................................................................................................. 66 5.4.1. Caracterização das argamassas no estado seco ................................................................. 66 5.4.2. Caracterização das argamassas no estado fresco............................................................... 68 5.4.3. Caracterização mecânica das argamassas no estado endurecido ...................................... 71 5.4.4. Caracterização física das argamassas no estado endurecido ............................................. 74 Apresentação, Análise e Discussão dos Resultados ...................................................................... 81 6.1. Caracterização das argamassas no estado seco ......................................................................... 81 6.2. Caracterização das argamassas no estado fresco ...................................................................... 85 6.3. Caracterização das argamassas no estado endurecido .............................................................. 89 6.3.1. Caracterização mecânica .................................................................................................... 89 6.3.2. Caracterização física ........................................................................................................... 97 Conclusões e Propostas para Desenvolvimentos Futuros ........................................................... 107 Referências Bibliográficas .................................................................................................................. 112 ANEXO A (Campanha Experimental) .................................................................................................. A.1 ANEXO B (Resultados Experimentais) .................................................................................................B.1 ANEXO C (Fichas Técnicas) .................................................................................................................. C.1 Albaria Intonaco .................................................................................................................................... C.2 Albaria SP2 ............................................................................................................................................. C.5 ACH ...................................................................................................................................................... C.17 Sanabuild ............................................................................................................................................. C.19 Lena 822 .............................................................................................................................................. C.23 Mape-Antique MC ............................................................................................................................... C.25 Maxit 158 ............................................................................................................................................. C.33 Reabilita RBA01 ................................................................................................................................... C.35 Medolago ............................................................................................................................................ C.37 Weber.rev Tradition ............................................................................................................................ C.41 V Weber.dry Sane ................................................................................................................................... C.44 Índice de Figuras FIGURA 1 - CAL AÉREA EM BLOCOS [10] ................................................................................................................ 6 FIGURA 2 - CAL AÉREA EM PÓ. [10] ...................................................................................................................... 6 FIGURA 3 - ESQUEMA DE RETRACÇÃO EM REBOCO COM UMA SÓ CAMADA OU COM VÁRIAS CAMADAS. [22] ....................... 9 FIGURA 4 - EXEMPLO DE REBOCO ANTIGO MULTI-CAMADA À BASE DE CAL AÉREA. [8] ..................................................... 9 FIGURA 5 - ESQUEMA DE PRINCIPAIS AGENTES E CAUSAS DE DEGRADAÇÃO. ................................................................. 11 FIGURA 6 - EXEMPLO DE ABSORÇÃO CAPILAR, COM EFLORESCÊNCIAS (À ESQUERDA) E CRIPTOFLORESCÊNCIAS (À DIREITA) [26] ............................................................................................................................................................ 13 FIGURA 7 - HUMEDECIMENTO DE REVESTIMENTO PELA ÁGUA DAS CHUVAS. [26] ......................................................... 13 FIGURA 8 – FENDILHAÇÃO. [6] .......................................................................................................................... 14 FIGURA 9 - FISSURAÇÃO. [26] ........................................................................................................................... 14 FIGURA 10 - DESINTEGRAÇÃO DE REBOCO ANTIGO POR CRISTALIZAÇÃO DE SAIS NO INTERIOR. [6] ................................... 16 FIGURA 11 - EFLORESCÊNCIAS E CRIPTOFLORESCÊNCIAS. [8] .................................................................................... 16 FIGURA 12 - PROLIFERAÇÃO BIOLÓGICA.[8] ......................................................................................................... 17 FIGURA 13 - PROLIFERAÇÃO BIOLÓGICA.[26] ....................................................................................................... 17 FIGURA 15 - PERDA DE COESÃO, DESAGREGAÇÃO. [33] .......................................................................................... 17 FIGURA 16 - PERDA DE COESÃO, DESAGREGAÇÃO. [8] ............................................................................................ 17 FIGURA 14 - DESTACAMENTO DO REBOCO. [33] ................................................................................................... 17 FIGURA 17 - HIERARQUIA DE INTERVENÇÃO EM ARGAMASSAS. [39].......................................................................... 19 FIGURA 18 - INSUCESSO DE REBOCO DE SUBSTITUIÇÃO. [61] ................................................................................... 26 FIGURA 19 - PRINCÍPIOS DE FUNCIONAMENTO DE REBOCOS. (ADAPTADO DE [74])....................................................... 26 FIGURA 20 - ESQUEMA DE ARMAZENAMENTO. (ADAPTADO DE [86]) ........................................................................ 32 FIGURA 21 - SACO DE PRODUTO EM PÓ. [FICHA TÉCNICA DE WEBER.REV TRADITION] .................................................. 32 FIGURA 22 - EXPEDIÇÃO DE PALETES. [87] ........................................................................................................... 32 FIGURA 23 - ABASTECIMENTO DE SILO. [84] ........................................................................................................ 32 FIGURA 24 – ESQUEMA COMPLETO DAS FASES DE PRODUÇÃO. [87].......................................................................... 32 FIGURA 25 - ESQUEMA DE UMA UNIDADE DE PRODUÇÃO. [52] ................................................................................ 32 FIGURA 26 – EXEMPLO DE BOMBA DE ARGAMASSA. [85]........................................................................................ 33 FIGURA 27 - PROJECÇÃO DE ARGAMASSA. [85]..................................................................................................... 33 FIGURA 28 - PISTOLA DE PROJECÇÃO. [88]........................................................................................................... 33 FIGURA 29 - EXEMPLO DE DECLARAÇÃO DE CONFORMIDADE. [89] ............................................................................ 39 FIGURA 30 - EVOLUÇÃO DE ARGAMASSAS INDUSTRIAIS. ......................................................................................... 40 FIGURA 31 - PRODUÇÃO ARG. SECAS VS ARG. ESTABILIZADAS................................................................................. 40 FIGURA 32 - EVOLUÇÃO DE ARGAMASSAS SECAS. .................................................................................................. 40 VI FIGURA 33 - APLICAÇÃO DE ARGAMASSAS SECAS. .................................................................................................. 40 FIGURA 34 - PREVISÃO DA EVOLUÇÃO DE ARGAMASSAS FABRIS (INDUSTRIAIS). [10]..................................................... 41 FIGURA 35 - VARIAÇÃO DE MASSA POR ACÇÃO DOS CLORETOS EM FUNÇÃO DO NÚMERO DE CICLOS. [22]......................... 44 FIGURA 36 - VARIAÇÃO DE MASSA POR ACÇÃO DOS SULFATOS EM FUNÇÃO DO NÚMERO DE CICLOS. [22] ......................... 44 FIGURA 37 - EMPRESAS CONTACTADAS................................................................................................................ 47 FIGURA 38 - RESISTÊNCIA À COMPRESSÃO, TRACÇÃO E TENSÃO DE ADERÊNCIA. ........................................................... 55 FIGURA 39 - ACONDICIONAMENTO DOS SACOS DE ARGAMASSA SECA. ....................................................................... 62 FIGURA 40 - ACONDICIONAMENTO DURANTE CURA. .............................................................................................. 62 FIGURA 41 - ACONDICIONAMENTO DURANTE CURA. .............................................................................................. 62 FIGURA 42 - ACONDICIONAMENTO DURANTE A CURA. ............................................................................................ 62 FIGURA 43 - EVOLUÇÃO DA TEMPERATURA AO LONGO DO TEMPO. ........................................................................... 63 FIGURA 44 - EVOLUÇÃO DA HUMIDADE RELATIVA AO LONGO DO TEMPO. ................................................................... 63 FIGURA 45 - ENSAIOS NO ESTADO ENDURECIDO (PARA CADA ARGAMASSA E TEMPO DE CURA). ....................................... 64 FIGURA 46 - MATERIAL UTILIZADO NA AMASSADURA.............................................................................................. 65 FIGURA 47 - AMASSADURA A DECORRER. ............................................................................................................. 65 FIGURA 48 - EQUIPAMENTO DE COMPACTAÇÃO. ................................................................................................... 65 FIGURA 49 - EQUIPAMENTO DE COMPACTAÇÃO COM MOLDE................................................................................... 65 FIGURA 50 - MOLDES. ..................................................................................................................................... 65 FIGURA 51 - PULVERIZAÇÃO. ............................................................................................................................. 66 FIGURA 52 - APLICAÇÃO DA ARGAMASSA. ............................................................................................................ 66 FIGURA 53 - APLICAÇÃO DE ARGAMASSA. ............................................................................................................ 66 FIGURA 54 - ASPECTO FINAL.............................................................................................................................. 66 FIGURA 55 - EQUIPAMENTO DE VIBRAÇÃO. .......................................................................................................... 66 FIGURA 56 - PENEIRAÇÃO MANUAL. ................................................................................................................... 66 FIGURA 57 - MATERIAL UTILIZADO...................................................................................................................... 67 FIGURA 58 - ENCHIMENTO DO RECIPIENTE. .......................................................................................................... 67 FIGURA 59 - ENCHIMENTO DO RECIPIENTE. .......................................................................................................... 67 FIGURA 60 - RECIPIENTE CHEIO. ......................................................................................................................... 67 FIGURA 61 - NIVELAMENTO DA SUPERFÍCIE. ......................................................................................................... 67 FIGURA 62 - SUPERFÍCIE RASADA. ....................................................................................................................... 67 FIGURA 63 - ENCHIMENTO DA PRIMEIRA METADE. ................................................................................................. 68 FIGURA 64 - COMPACTAÇÃO COM 25 APILOAMENTOS. .......................................................................................... 68 FIGURA 65 - NIVELAMENTO DA SUPERFÍCIE. ......................................................................................................... 68 FIGURA 66 - APÓS REGULARIZAÇÃO DA SUPERFÍCIE. ............................................................................................... 68 FIGURA 67 - APÓS RETIRAR O MOLDE. ................................................................................................................. 68 FIGURA 68 - MEDIÇÃO DOS DIÂMETROS. ............................................................................................................. 68 FIGURA 69 - MATERIAL UTILIZADO...................................................................................................................... 69 FIGURA 70 - NIVELAMENTO DA SUPERFÍCIE. ......................................................................................................... 69 VII FIGURA 71 - CONJUNTO INVERTIDO. ENSAIO A DECORRER. ...................................................................................... 69 FIGURA 72 - ENSAIO CONCLUÍDO. ...................................................................................................................... 69 FIGURA 73 - RECIPIENTE. .................................................................................................................................. 70 FIGURA 74 - ENCHIMENTO 1ª METADE. ............................................................................................................... 70 FIGURA 75 - ENCHIMENTO 1ª METADE. ............................................................................................................... 70 FIGURA 76 - COMPACTAÇÃO. ............................................................................................................................ 70 FIGURA 77 - ENCHIMENTO 2ª METADE. ............................................................................................................... 70 FIGURA 78 - NIVELAMENTO DA SUPERFÍCIE. ......................................................................................................... 70 FIGURA 79 - ASPECTO FINAL.............................................................................................................................. 70 FIGURA 80 - PESAGEM DO CONJUNTO. ................................................................................................................ 70 FIGURA 81 - EQUIPAMENTO UTILIZADO. .............................................................................................................. 71 FIGURA 82 - ESQUEMA DE COLOCAÇÃO DOS PROVETES. [EN 1015-11:1999] ........................................................... 71 FIGURA 83 - ENSAIO DE RESISTÊNCIA À FLEXÃO. .................................................................................................... 71 FIGURA 84 - ENSAIO DE RESISTÊNCIA À COMPRESSÃO. ............................................................................................ 72 FIGURA 85 - EQUIPAMENTO E ENSAIO A DECORRER. ............................................................................................... 73 FIGURA 86 - EQUIPAMENTO E ENSAIO A DECORRER. ............................................................................................... 73 FIGURA 87 - MARCAÇÃO DAS DISTÂNCIAS. ........................................................................................................... 73 FIGURA 88 - ENSAIO A DECORRER....................................................................................................................... 73 FIGURA 89 - ENSAIO A DECORRER....................................................................................................................... 73 FIGURA 90 - ESCLERÓMETRO PENDULAR. ............................................................................................................. 74 FIGURA 91 - MARCAÇÃO DOS PONTOS. ............................................................................................................... 74 FIGURA 92 - COLOCAÇÃO DO APARELHO. ............................................................................................................. 74 FIGURA 93 - PORMENOR DE COLOCAÇÃO SOBRE PONTO. ........................................................................................ 74 FIGURA 94 - RESINA EPOXI APLICADA. ................................................................................................................. 75 FIGURA 95 - IMERSÃO DOS PROVETES. ................................................................................................................ 75 FIGURA 96 - APLICAÇÃO DE PLÁSTICO E ELÁSTICO. ................................................................................................. 75 FIGURA 97 - ENSAIO A DECORRER....................................................................................................................... 75 FIGURA 98 - EVOLUÇÃO DA TEMPERATURA AO LONGO DO TEMPO. ........................................................................... 75 FIGURA 99 - EVOLUÇÃO DA HUMIDADE RELATIVA AO LONGO DO TEMPO. ................................................................... 75 FIGURA 100 - COLOCAÇÃO EM EXSICADOR. .......................................................................................................... 76 FIGURA 101 - EXSICADOR E BOMBA DE VÁCUO. .................................................................................................... 76 FIGURA 102 - INTRODUÇÃO DE ÁGUA. ................................................................................................................ 76 FIGURA 103 - IMERSÃO À PRESSÃO ATMOSFÉRICA. ................................................................................................ 76 FIGURA 104 - EQUIPAMENTO DE PESAGEM HIDROSTÁTICA. ..................................................................................... 76 FIGURA 105 - PESAGEM HIDROSTÁTICA. .............................................................................................................. 76 FIGURA 106 - FRENTE DE CARBONATAÇÃO. .......................................................................................................... 77 FIGURA 107 - FRENTE DE CARBONATAÇÃO. .......................................................................................................... 77 FIGURA 108 - COLOCAÇÃO DOS PROVETES. .......................................................................................................... 78 VIII FIGURA 109- PORMENOR DA FRANJA CAPILAR. ..................................................................................................... 78 FIGURA 110 - CAIXOTE PARA PROTECÇÃO À EVAPORAÇÃO. ...................................................................................... 78 FIGURA 111 - PORMENOR DA FRANJA CAPILAR. .................................................................................................... 78 FIGURA 112 – PROVETES EM CONDIÇÃO DE IMERSÃO............................................................................................. 79 FIGURA 113 - LIMPEZA DO EXCESSO DE ÁGUA PRESENTE NA SUPERFÍCIE DOS PROVETES APÓS IMERSÃO. ........................... 79 FIGURA 114 - POSIÇÃO DOS TUBOS DE KARSTEN. .................................................................................................. 80 FIGURA 115 - ENSAIO A DECORRER..................................................................................................................... 80 FIGURA 116 - CURVAS GRANULOMÉTRICAS DAS ARGAMASSAS ESTUDADAS. ................................................................ 81 FIGURA 117 - CURVAS GRANULOMÉTRICAS - ARG.A E ARG.D. ................................................................................. 81 FIGURA 118 - CURVAS GRANULOMÉTRICAS - ARG.B E ARG.C. ................................................................................. 81 FIGURA 119 – POTENCIAIS CURVAS GRANULOMÉTRICAS DOS AGREGADOS. ................................................................. 82 FIGURA 120 - POTENCIAIS CURVAS GRANULOMÉTRICAS DOS AGREGADOS - ARG.A E ARG.D .......................................... 83 FIGURA 121 - POTENCIAIS CURVAS GRANULOMÉTRICAS DOS AGREGADOS - ARG.C E ARG.B. ......................................... 83 FIGURA 122 - GRANULOMETRIA DOS AGREGADOS DAS ARGAMASSAS ESTUDADAS, DA AREIA AMARELA E AREIA FINA........... 84 FIGURA 123 - MASSA VOLÚMICA APARENTE DA MISTURA SECA. ............................................................................... 84 FIGURA 124 - VALORES DE ESPALHAMENTO. ........................................................................................................ 85 FIGURA 125 - RELAÇÃO DO ESPALHAMENTO COM A RAZÃO ÁGUA/PRODUTO. ............................................................. 85 FIGURA 126 - RELAÇÃO DO ESPALHAMENTO COM O TEOR DE ELEMENTOS FINOS. ........................................................ 86 FIGURA 127 - MASSA VOLÚMICA APARENTE. ....................................................................................................... 87 FIGURA 128 - RELAÇÃO ENTRE A MASSA VOLÚMICA APARENTE NO ESTADO FRESCO E NO ESTADO ENDURECIDO (28DIAS). ... 87 FIGURA 129 - RELAÇÃO ENTRE A MASSA VOLÚMICA APARENTE NO ESTADO FRESCO E A MASSA VOLÚMICA REAL NO ESTADO ENDURECIDO (28 DIAS). ........................................................................................................................... 87 FIGURA 130 - RESISTÊNCIA À COMPRESSÃO E FLEXÃO, 28 DIAS. ............................................................................... 89 FIGURA 131 - COEFICIENTE DE DUCTILIDADE, 28 DIAS. ........................................................................................... 89 FIGURA 132 - RELAÇÃO ENTRE A RESISTÊNCIA À COMPRESSÃO (28 DIAS) E A RAZÃO ÁGUA/PRODUTO. ............................. 91 FIGURA 133 - POTENCIAL GRANULOMETRIA DOS AGREGADOS - ARG.A E ARG.B. ......................................................... 92 FIGURA 134 - POTENCIAL GRANULOMETRIA DOS AGREGADOS - ARG.C E ARG.D.......................................................... 92 FIGURA 135 - VELOCIDADE DE ULTRA-SONS (ENSAIO DIRECTO), 28 DIAS. ................................................................... 93 FIGURA 136 - RELAÇÃO ENTRE A RESISTÊNCIA À COMPRESSÃO E A VELOCIDADE DE ULTRA-SONS (ENSAIO DIRECTO), 28 DIAS. ............................................................................................................................................................ 93 FIGURA 137 – DETERMINAÇÃO DA VELOCIDADE DE ULTRA-SONS – ARG.A, 28 DIAS. .................................................... 94 FIGURA 138 - DETERMINAÇÃO DA VELOCIDADE DE ULTRA-SONS – ARG.B, 28 DIAS. ..................................................... 94 FIGURA 139 - DETERMINAÇÃO DA VELOCIDADE DE ULTRA-SONS – ARG.C, 28 DIAS. ..................................................... 94 FIGURA 140 - DETERMINAÇÃO DA VELOCIDADE DE ULTRA-SONS – ARG.D, 28 DIAS. .................................................... 94 FIGURA 141 - VELOCIDADE DE ULTRA-SONS (ENSAIO INDIRECTO), 28 DIAS. ................................................................ 95 FIGURA 142 - RELAÇÃO ENTRE A VELOCIDADE DE ULTRA-SONS DO ENSAIO DIRECTO E INDIRECTO, 28 DIAS. ....................... 95 FIGURA 143 - RELAÇÃO ENTRE A RESISTÊNCIA À COMPRESSÃO E A VELOCIDADE DE ULTRA-SONS (ENSAIO INDIRECTO), 28 DIAS. ............................................................................................................................................................ 95 IX FIGURA 144 - VALORES MÉDIOS E DESVIO PADRÃO DO RESSALTO, 28 DIAS. ................................................................ 96 FIGURA 145 - RELAÇÃO ENTRE O RESSALTO E A RESISTÊNCIA À COMPRESSÃO, 28 DIAS. ................................................. 96 FIGURA 146 - MASSA VOLÚMICA APARENTE, 28 DIAS. ........................................................................................... 97 FIGURA 147 - MASSA VOLÚMICA REAL, 28 DIAS. .................................................................................................. 97 FIGURA 148 - POROSIDADE ABERTA, 28 DIAS. ...................................................................................................... 98 FIGURA 149 - RELAÇÃO ENTRE A RESISTÊNCIA À COMPRESSÃO A POROSIDADE ABERTA, 28 DIAS. .................................... 98 FIGURA 150 - RELAÇÃO ENTRE A POROSIDADE ABERTA (28 DIAS) E A RAZÃO ÁGUA/PRODUTO........................................ 98 FIGURA 151 - TEOR EM ÁGUA ÀS 48 HORAS, 28 DIAS. ........................................................................................... 99 FIGURA 152 - RELAÇÃO ENTRE A POROSIDADE ABERTA E O TEOR EM ÁGUA ÀS 48 HORAS. (28 DIAS).............................. 100 FIGURA 153 - ABSORÇÃO CAPILAR.................................................................................................................... 101 FIGURA 154 - ABSORÇÃO CAPILAR (0 MINUTOS AOS 60 MINUTOS). ........................................................................ 101 FIGURA 155 - ABSORÇÃO DE ÁGUA SOB BAIXA PRESSÃO. ...................................................................................... 104 FIGURA 156 - CURVAS DE SECAGEM. ................................................................................................................ 105 Índice de Quadros QUADRO 1 - RECOMENDAÇÕES ESTABELECIDAS PARA CARACTERÍSTICAS MECÂNICAS. [70] ............................................ 28 QUADRO 2 - RECOMENDAÇÕES ESTABELECIDAS PARA CARACTERÍSTICAS DE COMPORTAMENTO À ÁGUA E AO CLIMA. [70] ... 28 QUADRO 3 - REQUISITOS PARA ARGAMASSAS NO ESTADO ENDURECIDO. .................................................................... 37 QUADRO 4 - CLASSIFICAÇÃO DE CATEGORIAS PARAS AS PROPRIEDADES NO ESTADO ENDURECIDO. ................................... 38 QUADRO 5 - RESULTADOS DOS ENSAIOS ÀS CARACTERÍSTICAS MECÂNICAS DE ALGUMAS ARGAMASSAS USADAS CORRENTEMENTE EM REVESTIMENTOS DE SUBSTITUIÇÃO. [23] ......................................................................... 42 QUADRO 6 - RESULTADOS DOS ENSAIOS ÀS CARACTERÍSTICAS DE COMPORTAMENTO À ÁGUA DE ALGUMAS ARGAMASSAS USADAS CORRENTEMENTE EM REVESTIMENTOS DE SUBSTITUIÇÃO. [23] ............................................................. 42 QUADRO 7 - RESULTADOS EXPERIMENTAIS. [22] ................................................................................................... 43 QUADRO 8 - RESULTADOS EXPERIMENTAIS. [22] ................................................................................................... 44 QUADRO 9 - RESULTADOS EXPERIMENTAIS. [22] ................................................................................................... 44 QUADRO 10 – ARGAMASSAS SELECCIONADAS - TIPO DE LIGANTE. ............................................................................ 49 QUADRO 11 - ARGAMASSAS SELECCIONADAS – ADIÇÕES, ADJUVANTES E FIBRAS. ........................................................ 50 QUADRO 12 - ARGAMASSAS SELECCIONADAS – NATUREZA DOS AGREGADOS E GRANULOMETRIA DO PRODUTO. ................ 51 QUADRO 13 - ARGAMASSAS SELECCIONADAS – ÁGUA DE AMASSADURA. ................................................................... 51 QUADRO 14 - ARGAMASSAS SELECCIONADAS – PRODUTOS PRIMÁRIOS. .................................................................... 53 QUADRO 15 - ARGAMASSAS SELECCIONADAS – CLASSIFICAÇÃO SEGUNDO EN 998-1. ................................................. 53 QUADRO 16 - CARACTERÍSTICAS MECÂNICAS DOS PRODUTOS ESTUDADOS. ................................................................. 54 QUADRO 17 - CARACTERÍSTICAS FÍSICAS DOS PRODUTOS......................................................................................... 57 QUADRO 18 - INFORMAÇÕES ADICIONAIS. ........................................................................................................... 59 QUADRO 19 - ARGAMASSAS SELECCIONADAS. ...................................................................................................... 61 QUADRO 20 - RESUMO DE ALGUMAS CARACTERÍSTICAS DAS ARGAMASSAS PRÉ-DOSEADAS SELECCIONADAS. ..................... 61 X QUADRO 21 – RESULTADOS DA ANÁLISE GRANULOMÉTRICA. ................................................................................... 81 QUADRO 22 - RESULTADOS DA ANÁLISE GRANULOMÉTRICA AOS AGREGADOS.............................................................. 82 QUADRO 23 – MASSA VOLÚMICA APARENTE DA MISTURA SECA. .............................................................................. 84 QUADRO 24 - RESULTADOS DOS ENSAIOS DE CARACTERIZAÇÃO NO ESTADO FRESCO. VALORES DOS FABRICANTES. .............. 85 QUADRO 25 - RESULTADOS DOS ENSAIOS DE CARACTERIZAÇÃO MECÂNICA. ................................................................ 89 QUADRO 26 - COMPARAÇÃO COM VALORES DO FABRICANTE E RECOMENDADOS NA BIBLIOGRAFIA. ................................. 92 QUADRO 27 - RESULTADOS DOS ENSAIOS DE DETERMINAÇÃO DA MASSA VOLÚMICA APARENTE E REAL, DA POROSIDADE ABERTA E TEOR EM ÁGUA APÓS 48 HORAS DE IMERSÃO. .................................................................................. 97 QUADRO 28 - COEFICIENTES DE CAPILARIDADE E VALORES ASSINTÓTICOS. ................................................................ 102 QUADRO 29 - COEFICIENTES DE DETERMINAÇÃO E VOLUME ABSORVIDO AOS 5 MIN E 1 HORA. ..................................... 104 QUADRO 30 - ÍNDICES DE SECAGEM. ................................................................................................................. 105 QUADRO 31 - ESPESSURA CARBONATADA. ......................................................................................................... 106 XI XII 1. Introdução 1.1. Enquadramento e justificação do tema A presente dissertação de Mestrado Integrado em Engenharia Civil, realizada no Instituto Superior Técnico, surge na sequência de outras dissertações propostas pelo Grupo de Materiais de Construção, cujo âmbito principal se prende com a investigação de materiais de construção e/ou respectivos constituintes, na óptica da sua utilização para fins de conservação e reabilitação da construção. A maior parte dos edifícios antigos no nosso país foram construídos numa época em que a especialização técnica era fortemente baseada no conhecimento prático, herdado de séculos de saber e de uma prática consagrada, resultando na inexistência de qualquer regulamentação ou normalização específica. Aquando da introdução do betão armado como material estrutural principal, ocorreu, até aos dias de hoje, uma crescente especialização no acto de construir com esse material. Em contrapartida, e derivado dessa influência tão determinante, ocorreu progressivamente uma perda de especialização e conhecimento relativamente às técnicas tradicionais de construção. Como tal, o acto de reabilitar a construção acarreta, na sua prática, grandes desafios, sendo um processo cauteloso, sob o risco de danificar irreversivelmente o que se pretende, no fundo, proteger e/ou preservar. Exige-se o conhecimento das características, materiais e elementos constituintes dos edifícios antigos, bem como a correcta escolha dos materiais e tecnologias de intervenção recentes que sejam as mais compatíveis com os materiais pré-existentes, em termos físicos, químicos e mecânicos. É precisamente neste último aspecto que se concentra a presente dissertação, relativamente à substituição de rebocos antigos exteriores por argamassas pré-doseadas concebidas para o efeito. Desde a década de 1980 que o mercado da construção português tem vindo a oferecer soluções, cada vez mais variadas, de produtos industriais essencialmente à base de cal, concebidos hoje em dia sob critérios rigorosos de controlo da qualidade. A carência de especialização da mão-de-obra no âmbito da reabilitação, bem como a reunião de todo um conjunto de outras vantagens, tem motivado o recurso a este tipo de materiais. Estes produtos surgem no mercado com composições, características e comportamentos distintos. Porém, os fabricantes, por motivos de segredo industrial, não disponibilizam informação suficiente ao utilizador sobre tais aspectos nas fichas técnicas. 1 A escolha do tema desta dissertação prende-se com o potencial benefício para o utilizador de argamassas pré-doseadas para rebocos de edifícios antigos que decorrerá de uma investigação sobre este tipo de produtos, no sentido de dar um contributo para o conhecimento, procurando para preencher lacunas sobre as suas principais características e propriedades. 1.2. Objectivos A presente dissertação teve como principais objectivos, estudar o mercado nacional de argamassas pré-doseadas para rebocos de edifícios antigos e contribuir para o conhecimento de alguns produtos presentemente comercializados para este efeito. O estudo de mercado procura contribuir para o incremento do conhecimento relativo às várias soluções de argamassas pré-doseadas disponíveis no mercado que se apresentam como potenciais constituintes de rebocos de substituição de edifícios antigos. Pretende-se, mediante uma pesquisa de mercado, inventariar os produtos existentes e organizar a informação disponível. Procurou-se, sempre que possível, recolher informações úteis que não se encontram nas fichas técnicas. Tendo em atenção que, de um modo geral, a informação disponível nas fichas técnicas é escassa, dado que se apoiam na referência de documentos normativos que definem as características gerais que devem satisfazer, torna-se difícil percepcionar ou prever o comportamento destes produtos ou mesmo comparar várias soluções entre si. Deste modo, o segundo objectivo desta dissertação procura contribuir para o incremento do conhecimento de um conjunto de quatro argamassas seleccionadas do mercado através do seu estudo experimental. Para tal, procurou-se caracterizar as suas principais propriedades no estado fresco e endurecido, comparando-os entre si e confrontando, sempre que possível, os resultados obtidos com os dos fabricantes e outros presentes em bibliografia pesquisada, derivados de campanhas experimentais sobre produtos pré-doseados ou tradicionais próprios para edifícios antigos. A análise das características das argamassas estudadas será efectuada procurando avaliar o seu potencial desempenho como argamassas constituintes de rebocos de substituição de edifícios antigos. 1.3. Organização do texto O texto apresenta-se organizado em sete capítulos, em que o primeiro é o presente. O segundo capítulo apresenta alguns aspectos pertinentes, recolhidos com base na pesquisa 2 bibliográfica efectuada, relativos a rebocos de edifícios antigos, nomeadamente, suas características, materiais constituintes, desempenho, anomalias correntes, fornecendo-se ainda informação sobre argamassas de substituição, requisitos e características desejáveis numa intervenção de reabilitação. O terceiro capítulo aborda o tema das argamassas pré-doseadas, fazendo referência às vantagens que estão associadas à sua utilização. Serão abordados os seguintes aspectos: produção; conservação; classificação; princípios de funcionamento relativamente à presença de água e sais; principais constituintes; obrigatoriedade de marcação CE. Apresentar-se-á algumas estatísticas sobre o mercado destes materiais e dois estudos de exemplo, onde foram ensaiadas argamassas deste tipo. O quarto capítulo apresenta e analisa o estudo de mercado efectuado. A análise das argamassas pré-doseadas inventariadas é efectuada com base nas características presentes nas fichas técnicas e em informação disponibilizada pelos fabricantes, mediante contacto pessoal. Este capítulo encontra-se dividido em vários subcapítulos, de forma a que a informação seja apresentada de uma forma clara e organizada. Sintetiza-se, assim, todo o conjunto de informação recolhida sobre os vários produtos e apresenta-se, no final, o conjunto de argamassas seleccionadas para o estudo experimental. O quinto capítulo refere-se à campanha experimental realizada sobre um conjunto de argamassas seleccionadas no capítulo anterior. Neste capítulo é apresentado o plano de ensaios estabelecido para o estudo dos produtos, as condições de preparação dos provetes e toda a metodologia experimental adoptada. O sexto capítulo apresenta e analisa os resultados obtidos na campanha experimental levada a cabo. Este capítulo encontra-se organizado em três subcapítulos, nos quais se procede à análise das características das argamassas no estado seco (mistura de argamassa prédoseada), estado fresco e estado endurecido. A análise de resultados apresentada baseia-se nas características avaliadas, na informação facultada pelos fabricantes, bem como em bibliografia pesquisada sobre produtos semelhantes e/ou para o mesmo fim. O sétimo capítulo apresenta as conclusões gerais do trabalho elaborado nesta dissertação, bem como sugestões para desenvolvimentos futuros na temática das argamassas prédoseadas na reabilitação de rebocos antigos. Por fim, apresentam-se as referências bibliográficas e os anexos, que contemplam as fichas técnicas dos produtos estudados, bem como os resultados detalhados de alguns ensaios que complementam a informação apresentada no capítulo seis. 3 2. Rebocos de Edifícios Antigos 2.1. Considerações gerais Os rebocos são elementos dos edifícios que assumem um papel fundamental, pois sendo revestimento, são a “casca” das paredes dos edifícios, desempenhando funções de regularização das paredes, acabamento dos paramentos e protecção e conservação das alvenarias, funcionando como uma barreira a acções externas e promovendo condições de conforto e habitabilidade dos edifícios. [1][2][3] Os revestimentos interiores “…garantem a regularidade e o aspecto estético dos espaços interiores, condicionam o conforto higrométrico, influenciam a acústica e podem ter um papel no conforto térmico. São também de primordial importância na estética dos compartimentos.”[4] Sem desprezo dos rebocos interiores, são os exteriores que exigem maiores cuidados e desafios na sua concepção, execução e manutenção/reparação, devido ao facto de estarem directamente expostos aos vários agentes agressivos, quer de origem natural ou humana e de apresentarem, de facto, um maior número de anomalias. Como tal, a informação adiante refere-se essencialmente a este tipo de rebocos. Sendo um dos principais elementos que conferem a imagem arquitectónica dos edifícios, a deterioração dos rebocos e a consecutiva necessidade de intervenção, no sentido da conservação, reparação ou substituição, levou a um avanço no estudo destes elementos dos edifícios antigos, relativamente a técnicas de diagnóstico, intervenção e materiais utilizados. Procura-se, neste âmbito, minimizar tanto quanto possível a intervenção nestes elementos, no sentido de salvaguardar a existência dos materiais originais e optar, de preferência, por técnicas de diagnóstico e intervenção, respectivamente, não destrutivas e reversíveis.[2][3][5][6] 2.2. Constituição Os rebocos das paredes de edifícios antigos são constituídos, na sua grande maioria, por cal aérea e areia, podendo possuir propriedades hidráulicas consoante a maior ou menor dosagem de adições pozolânicas. Porém, também há, por exemplo, casos de uso de saibro (argila, areia e pedras) [2]. A utilização destes materiais deve-se não só à necessidade de promover compatibilidade entre o substrato, maioritariamente de alvenaria de pedra e cal (e por vezes com incorporação de tijolos), e o revestimento, mas também por inexistência ou raridade no uso de ligantes hidráulicos. 4 A composição das argamassas não é constante, variou ao longo dos anos e de região para região, em função dos materiais disponíveis, nomeadamente as areias utilizadas. Como se referiu, o uso de adições era vulgar, no sentido de promover características de hidraulicidade que optimizassem a secagem e endurecimento dos rebocos, principalmente em ambientes húmidos, recorrendo-se ao uso de pozolanas e de pó de tijolo moído para esse efeito. [2][7][8] A cal aérea é um material de construção utilizado desde há muitos séculos, tendo sido, até à descoberta dos ligantes hidráulicos, o ligante preferencial na construção civil. Aquando do uso corrente dos ligantes hidráulicos, nomeadamente do cimento Portland, e até aos dias de hoje, a cal aérea perdeu popularidade e passou a ser menos utilizada (como já foi referido), não oferecendo resposta (em determinadas aplicações comuns) às indiscutíveis vantagens destes últimos relativamente a tempos de presa, endurecimento e resistência mecânica, acabando por resultar numa perda de conhecimento e especialização no uso de materiais de construção com base neste ligante. Uma das excepções, no que toca a campos de aplicação da cal aérea, é precisamente no âmbito da reabilitação/substituição de rebocos de alvenarias de edifícios antigos. Neste tipo de intervenção, é vantajoso recorrer ao uso deste ligante para se obter melhor compatibilidade funcional e estética entre os rebocos de substituição e os materiais antigos, eventualmente combinado com um ligante hidráulico (cimento ou cal hidráulica) ou * pozolanas . Como o principal ligante das argamassas antigas é a cal aérea [8], apresenta-se seguidamente uma abordagem sucinta ao processo de fabrico deste material [9]. A cal aérea deriva de rochas cálcicas (originando cal cálcica) ou dolomíticas (quando existe mais de 20% em teor de magnésio na sua composição, originando a cal dolomítica), com um máximo de 5% de impurezas (argila e outras impurezas). Mediante a quantidade de impurezas, a cal cálcica pode ser: gorda, quando esse valor é igual ou inferior a 1% e deriva de calcários muito puros; magra, quando o valor de impurezas se encontra entre 1% e 5%.O seu processo de fabrico inicia-se com a calcinação, a temperaturas de cozedura que rondam os 900ºC, como expresso na seguinte equação: 𝐶𝑎𝐶𝑂3 + 𝐶𝑎𝑙𝑜𝑟 900º𝐶 ⟶ 𝐶𝑎𝑂 + 𝐶𝑂2 (1) Após a cozedura do calcário, resultam blocos de cal viva (óxido de cálcio, como se pode observar na Figura 1) e dióxido de carbono. A cal pode também assumir a forma de um pó (Figura 2). * pó de tijolo, metacaulino, sílica de fumo, pozolanas naturais dos Açores e de Cabo Verde, etc. [8] 5 Figura 1 - Cal aérea em blocos [10] Figura 2 - Cal aérea em pó. [10] Para este material assumir função de ligante, torna-se necessário hidratar a cal viva, num processo designado de extinção: 𝐶𝑎𝑂 + 𝐻2 𝑂 ⟶ 𝐶𝑎 𝑂𝐻 2 + 𝐶𝑎𝑙𝑜𝑟 (2) Trata-se de uma reacção exotérmica e expansiva, de onde resulta calor e hidróxido de cálcio (cal apagada, hidratada ou extinta), uma pasta que fará presa, endurecerá e permanecerá resistente quando conservado ao ar, daí o nome “cal aérea”. A presa e endurecimento é um processo bastante longo nas argamassas de cal aérea, quando comparado às de ligantes hidráulicos. Estas últimas conseguem atingir determinados valores de resistência mecânica bastante mais cedo que as de ligante aéreo (entre outras vantagens), o que motiva a sua utilização na construção civil, especialmente o cimento Portland na construção contemporânea. A presa e endurecimento da cal resulta de um processo designado de carbonatação, em que o hidróxido de cálcio reage com o dióxido de carbono, originando carbonato de cálcio e água: 𝐶𝑎 𝑂𝐻 2 + 𝐶𝑂2 ⟶ 𝐶𝑎𝐶𝑂3 + 𝐻2 𝑂 (3) Ao longo deste processo, vão ocorrendo mudanças físicas, químicas e mecânicas nas pastas de argamassa, tais como [11]: Resistência mecânica Resistência aos agentes agressivos Dureza superficial Porosidade Estabilidade volumétrica Este processo de endurecimento depende de vários factores, de onde se refere [11]: Presença de CO2 ; Relação água/ligante; Porosidade interna, pois quanto mais compacto for o elemento de argamassa, mais difícil é a penetração de CO2 e, consequentemente, mais lento é o processo de presa e endurecimento; Espessura da camada de argamassa; 6 Condições climatéricas, pretendendo-se que possibilitem a correcta evaporação da água da pasta. Por outro lado, apesar da cal aérea ser o principal ligante dos rebocos de edifícios antigos (já que o reboco aéreo se oferece como uma boa solução para substituição de rebocos antigos, devido à elevada compatibilidade com os materiais do substrato), quando os elementos a construir eram sujeitos ao contacto intenso com a água, era desejável uma composição de presa mais rápida e mais resistente. “A utilização de argamassas aéreas permite, de forma exemplar, que os suportes respirem, mas indiciam porém alguma fragilidade mecânica e vulnerabilidade aos efeitos da poluição. São, por isso, soluções de curta durabilidade. Estas características podem ser corrigidas com a inclusão na argamassa de material pozolânico ou o seu abastardamento, com a utilização de cal hidráulica.” [12] Para tal, como referido, optava-se por introduzir adições (às argamassas de cal aérea) que promovessem propriedades hidráulicas ou utilizavam-se, efectivamente, argamassas hidráulicas (em fundações, cisternas e também, mas mais raro, em revestimentos) [13], que apesar de exigirem maiores cuidados na hidratação, promovem endurecimento mais rápido e maior ganho de resistência mecânica [7]. O fabrico da cal hidráulica é semelhante ao da cal aérea, com algumas excepções. Forma-se cal hidráulica para percentagens de argila no calcário entre os 8 e os 20% e para temperaturas de cozedura máximas que rondam os 1200ºC. Criam-se condições que promovem a combinação da sílica e da alumina presente na argila com o óxido de cálcio previamente formado, originando os aluminatos e silicatos de cálcio. Estes, quando em contacto com a água (hidratação), cristalizam e são insolúveis. O endurecimento realiza-se num processo hidráulico e de carbonatação. Porém, apesar de ser bastante mais rápido, pode ser feito em contacto com água. [13][14][15] 2.3. Factores de desempenho e características construtivas O desempenho dos revestimentos antigos (e, claro, também dos recentes), dependiam fortemente de determinados factores, de onde se destaca [7][16][17]: Processo de calcinação e extinção da cal, nomeadamente o tipo de fornos utilizados, temperaturas atingidas e quantidade de água utilizada na extinção. Tipo, forma e granulometria dos agregados utilizados. Conseguia-se aumentar a compacidade da argamassa recorrendo a granulometrias extensas de agregados. 7 Traço utilizado. Segundo [2], há referências de traços 1:2 e 1:3 (cal aérea:areia); [8] aponta para traços que variam entre 1:1 e 1:4, sendo 1:3 uma boa solução se a areia tivesse boa granulometria, referindo ainda traços de 1:1:4 (cal aérea : pozolana : areia) e 1:1:6 (cal aérea : cal hidráulica fraca ou média : areia). Quantidade de água a utilizar para formar a pasta. Quando excessiva, poderá provocar fendilhação generalizada do revestimento devido à retracção, aumentar a sua porosidade e, consequentemente, diminuir a sua resistência mecânica. Quantidade de ligante utilizado, que apesar se conferir mais resistência, intensifica a retracção. [82] Plasticidade e trabalhabilidade da argamassa de cal, que dependem fortemente da quantidade de água utilizada e podiam determinar a execução do revestimento com sucesso ou não. Tipo de adições utilizadas, nomeadamente para melhorar as suas propriedades hidráulicas e de endurecimento, tais como pó de tijolo moído, entre outras. Tipo de agentes agressivos químicos e mecânicos a que o revestimento era sujeito. Número de camadas de revestimento e a sua espessura. Sem desprezo dos demais factores, este último, juntamente com a forma de aplicação e constituição, assume uma elevada importância, a nível do desempenho e durabilidade do revestimento antigo. Uma das razões mais fortes para a execução dos revestimentos com várias camadas é a presença de água, procurando-se maximizar a resistência à penetração de água em estado líquido, promovendo simultaneamente uma elevada permeabilidade ao vapor de água, que é, de facto, desejada. [18][19][20] A penetração de água nas paredes antigas era facilitada, através das fundações por capilaridade, pelo revestimento à base de cal, por outros pontos sem devida estanqueidade, essencialmente devido à elevada porosidade e ausência de cortes de capilaridade [8][21]. Porém, devido ao facto dos rebocos à base de cal serem mais permeáveis à água e ao vapor de água e como o fluxo de vapor tende a ser principalmente do interior para o exterior [22], a água era rapidamente expulsa por evaporação [23]. Assim, era possível estabelecer-se um equilíbrio hídrico razoável, que é perdido aquando do uso de argamassas recentes sobre os suportes antigos, nomeadamente rebocos de cimento, dada a sua menor permeabilidade à água e ao vapor de água [24][25]. Neste último caso, apesar de se evitar a penetração de água pelo revestimento, a infiltração pelas fundações permanecerá e esta acumular-se-á na interface do revestimento com a parede ou dentro desta, promovendo mecanismos de degradação. Como tal, a necessidade de impermeabilização e o papel estrutural que muitas paredes antigas desempenhavam, implicavam a execução de paredes suficientemente espessas, resistentes à fendilhação e com capilaridade o mais baixa possível (difícil quando se usa materiais muito porosos como os das paredes e revestimentos antigos). [22] 8 A observação e análise dos edifícios antigos revela que, na maioria dos casos, os rebocos eram compostos por uma solução de três ou mais camadas [2][6][22][26]. De facto, esta solução não só é favorável ao combater a penetração de água, criando mais obstáculos e heterogeneidade à passagem da água, um grau de impermeabilização satisfatório, uma capacidade de protecção e durabilidade elevadas (quando comparado com a solução monocamada dos mesmos materiais), mas também vantajoso no que se refere à retracção das argamassas. Na execução destes revestimentos antigos, por multi-camada, era concedido tempo para secagem e retracção (fenómeno ilustrado na Figura 3) significativa de cada camada, podendo cada uma fendilhar antes da aplicação da camada seguinte [2][22]. Assim, conseguia-se que essa fendilhação (ou microfissuração), praticamente inevitável, não fosse transmitida à camada posterior, evitando a criação de fendas largas e pontos de fácil entrada da água para o interior do revestimento. [22] Figura 3 - Esquema de retracção em reboco com uma só camada ou com várias camadas. [22] Os revestimentos antigos eram constituídos essencialmente por um conjunto de três (ou mais) camadas (repare-se na exemplo da Figura 4) de regularização e protecção (emboço, reboco e esboço) e outro conjunto composto por camadas de acabamento, protecção e decoração (barramento, pintura e, por vezes, ornamentação). [8][6][23] Figura 4 - Exemplo de reboco antigo multi-camada à base de cal aérea. [8] O primeiro conjunto, ou seja, as camadas de regularização e protecção, era constituído geralmente por argamassas de cal aérea e areia, existindo o recurso a adições minerais e orgânicas [23]. Cada camada podia ainda ser constituída por várias subcamadas. Assim, sinergicamente e para a mesma espessura total, era possível alcançar uma melhor capacidade de protecção e durabilidade relativamente a um revestimento com apenas uma camada. 9 Como principais características destas camadas, refere-se: Granulometria decrescente, das camadas mais internas para as externas. [8] Deformabilidade e porosidade crescentes, das camadas mais internas para as externas [8], promovendo assim um bom comportamento às deformações estruturais e à água [23]. De facto, ainda segundo [23], as paredes antigas eram mais espessas, mais porosas, e mais deformáveis que as actuais. Resistência mecânica decrescente, do interior para o exterior. A resistência de cada camada era obtida com diferentes traços, diminuindo a quantidade de ligante respectivamente do interior para o exterior. [2][27] Relativamente às camadas de acabamento, protecção e decoração, os barramentos “…eram constituídos por massas finas de pasta de cal, ou de pasta de cal com pó de pedra, também geralmente aplicadas em várias subcamadas, com granulometria decrescente das mais interiores para as mais exteriores. Estas camadas eram muito importantes para a protecção do revestimento, verificando-se que, quando se destacam, se assiste a uma degradação rápida do reboco subjacente.”. [23] Segundo o mesmo autor, a pintura “…era conferida pela incorporação de agregados com cor seleccionada, de terras ou de pigmentos minerais na última camada de barramento, ou por camadas posteriores de pintura, geralmente de cal, aditivada com pigmentos e outras adições minerais. As superfícies podiam ser ornamentadas (…) pintadas com policromia e técnicas da pintura mural (a fresco ou a seco) ou simplesmente coloridas de vários modos.” [23] 2.4. Anomalias em rebocos antigos Como já se mencionou, os rebocos exteriores são dos elementos das construções que mais sofrem os efeitos e consequências da exposição directa aos agentes agressivos. Como tal, torna-se sensato providenciar manutenção periódica nestes elementos, não só no sentido de conservar esteticamente as fachadas, mas também as propriedades intrínsecas dos materiais do revestimento que, certamente, influenciarão o seu desempenho e durabilidade. Neste capítulo procura-se apresentar, da forma mais clara possível e com base na bibliografia consultada, o conjunto das principais anomalias observadas em rebocos antigos e respectivas causas possíveis, que justifiquem intervenção de reabilitação. Refere-se, porém, que essas anomalias são, muitas delas, inter-relacionadas, pois uma causa (como a presença de humidade) poderá desencadear um conjunto de processos de degradação que partilham, no fundo, a mesma origem: água. 10 2.4.1. Agentes agressivos e mecanismos de degradação As anomalias correntemente observadas em rebocos antigos são causadas pelo contacto directo destes com o meio ambiente, ou seja, com agentes agressivos químicos, mecânicos, físicos e biológicos que, individualmente ou em conjunto, catalisam processos de degradação contínua. A Figura 5, baseada em variada bibliografia ([2][22][26][28][29]), resume as principais causas e agentes de degradação. Lavagem Água (principal) Gelo Sais solúveis (nitratos, sulfatos, cloretos) Dissolução Elementos químicos (gases poluentes) Algas Agentes Biológicos Bactérias Fungos Vento Deformações no suporte Principais Causas Acções Mecânicas e Químicas Retracção Temperatura CaO Reacções expansivas MgO SO2 Acção do Homem Poluição NO2 Vandalismo CO2 Manutenção Figura 5 - Esquema de principais agentes e causas de degradação. 11 2.4.2. Anomalias correntes e causas prováveis Humidade A água é, de facto, a principal causa de anomalias nos rebocos e assume especial importância nos rebocos e alvenarias antigas. No estado líquido, sólido ou em forma de vapor, está envolvida nas reacções que conduzem à degradação e destruição dos revestimentos e suportes, através de vários processos, como por exemplo: Ciclos gelo-degelo. Apesar de não ser um problema comum em Portugal, a acção cíclica da formação de gelo nos poros das argamassas de revestimento (e dos materiais das alvenarias) e posterior descongelamento, pode levar à geração de tensões internas que poderão originar fendilhação, por insuficiente resistência à tracção das argamassas [26][30]. “O comportamento dos rebocos face aos ciclos de gelo/degelo depende da resistência mecânica do reboco, do coeficiente de saturação, da porosidade e da dimensão dos poros, verificando-se que os revestimentos de cal ou cal e pozolanas são substancialmente menos resistentes à acção do gelo do que as cais hidráulicas e o cimento”.[30] Ciclos secagem-molhagem que poderão originar lavagem de material constituinte do revestimento, promovendo a desagregação do revestimento. Dissolução e transporte de substâncias, como poluentes atmosféricos, sais solúveis (presentes no terreno ou na alvenaria) e higroscópicos [30]. O transporte é possível quando existem diferentes pressões no interior e exterior do edifício, promovendo o fluxo de vapor de água ao longo da superfície porosa do revestimento. Os sais depositam-se nos poros das argamassas de revestimento, podendo recristalizar aquando da evaporação da água. “É frequente, especialmente em construções antigas de construção em taipa ou alvenarias de adobe, de pedra ou tijolos cerâmicos (e tanto mais incompatível for o seu revestimento), que a cristalização dos sais ocorra na interface entre o suporte e o respectivo revestimento, pelo que acaba por resultar no destaque de todo o revestimento e na degradação de uma camada mais ou menos profunda do suporte.” [22] A autora refere-se ao pior dos casos, que são as criptoflorescências (Figura 6, fenómeno à direita). 12 A água pode entrar em contacto com estes elementos da construção de várias formas, como se apresenta de seguida [22][26]. Humidade de obra ou de construção: este tipo de humidade resulta de maus procedimentos aquando da construção do edifício, por exemplo, execução do reboco antes da correcta secagem do substrato, permanecendo água no seu interior e catalisando processos de degradação. Humidade de terreno: em paredes localizadas junto ao nível freático do solo, como está ilustrado na Figura 6 a ascensão capilar era facilitada pois os materiais possuíam elevada capilaridade e porosidade e não existiam barreiras estanques à absorção capilar. Refere-se como principais consequências, a diminuição do isolamento térmico e da resistência mecânica do revestimento, eflorescências e criptoflorescências devido ao transporte dos sais pré-existentes nos materiais ou oriundos do terreno e recristalização (como já foi referido), variações volumétricas (dilatações e contracções/retracção) e criação de condições propícias à proliferação de vegetação parasitária. Humidade de precipitação: a chuva, combinada com o vento, leva a que a água entre em contacto com o revestimento (vd. Figura 7) e à posterior penetração neste devido à elevada permeabilidade e capacidade de absorção de água dos rebocos à base de cal, especialmente de cal aérea. Aplicam-se as mesmas consequências do ponto anterior. Figura 6 - Exemplo de absorção capilar, com eflorescências (à esquerda) e criptoflorescências (à direita) [26] Figura 7 - Humedecimento de revestimento pela água das chuvas. [26] Humidade devida a fenómenos de higrospicidade: deve-se à presença de sais higroscópicos no interior da estrutura porosa do revestimento, que têm a particularidade de fixar água em grandes quantidades, funcionando como um depósito de água, desacelerando o processo de secagem. Humidade de condensação: resulta da situação em que o vapor de água é excessivo, levando à condensação de vapor de água sobre a superfície do revestimento (condensação superficial, principalmente em revestimento interior, por carência de ventilação) ou no seu interior (condensações internas, na interface dos materiais), 13 levando ao aparecimento de manchas e bolores. Como consequências, refere-se a diminuição local da resistência mecânica e do isolamento térmico. [22] Humidade devido a causas fortuitas: entupimento ou dano/rotura de caleiras e tubos de queda; corrosão em elementos metálicos que causará expansão dos metais e criação de esforços sobre os revestimentos, com possível fissuração; cobertura com deficiente escoamento das águas. Fendilhação e fissuração Estes dois tipos de anomalias podem surgir por diversas causas, de onde se destaca principalmente a constituição do reboco e o suporte, como causas primárias do aparecimento de anomalias deste género. Porém, existem outras causas, digamos “secundárias”, que serão apresentadas adiante. Contudo, há que definir o que é “fendilhação” e “fissuração”, pois não significam o mesmo e apresentam estados de degradação diferentes dos revestimentos. Refere-se “fendilhação” a toda e qualquer abertura longitudinal que se desenvolve ao longo de toda a espessura da camada de revestimento, chegando a rompê-lo (vd. Figura 8). Porém, “fissuração” é também uma abertura, mas simplesmente superficial, fina e menos gravosa (vd. Figura 9). Figura 8 – Fendilhação. [6] Figura 9 - Fissuração. [26] Como já se enunciou, as causas podem ser diversas. Este tipo de anomalia pode ter origem na constituição do reboco e na sua capacidade para combater os processos de degradação ao longo do tempo. Das principais causas refere-se a retracção, dilatações e contracções higrotérmicas, acção do gelo, composição deficiente e espessura inadequada do revestimento.[26][30] A retracção trata-se de um fenómeno que envolve diminuição volumétrica e pode surgir associada ao processo de evaporação de água e ao facto de os compostos endurecidos ocuparem menos espaço face ao que se regista no estado fresco. O revestimento tem tendência para contrair, mas como está em contacto com o suporte, essa restrição de movimento no plano de interface origina tensões de tracção e corte, que serão responsáveis pelo surgimento de fendas e perda de aderência, respectivamente. Este fenómeno intensificar- 14 se-á perante grandes dosagens de ligante, quantidades excessivas de água de amassadura, aplicação do reboco em condições ambientais adversas, o uso de areias com alto teor de finos, etc. As dilatações e contracções higrotérmica, no sentido que cada material tem um determinado coeficiente de dilatação térmica e hídrica, que determinam de que forma estes variam de volume com a temperatura e humidade. “A temperatura, ou mais exactamente as variações de temperatura diárias e gradientes de temperatura que se estabelecem nas paredes, associada aos diferentes coeficientes de dilatação dos materiais que podem constituir uma parede, originam contracções e dilatações diferenciadas nos vários materiais. Até os próprios rebocos, sendo constituídos por várias camadas diferentes e, no caso de edifícios históricos, por rebocos de diferentes épocas (necessariamente diferentes já que sofrem processos dinâmicos e estão em constante evolução), possuem coeficientes de dilatação térmico e hídrico diferentes o que, em determinadas circunstâncias, pode provocar tensões que levam à fendilhação e destacamento de camadas”.[30] Relativamente ao problema do gelo, já foi referido anteriormente, aquando da abordagem da humidade. Uma deficiente composição da argamassa de revestimento poderá ser problemática, na medida em que, por exemplo, o uso excessivo de água de amassadura promove argamassas mais permeáveis à água (facilitando a sua migração), mais porosas, mais retrácteis e menos resistentes. A utilização de dosagens de ligante exageradas leva, por exemplo, a argamassas com módulos de elasticidade superiores que retiram ao material a capacidade de absorver as deformações do substrato (pois não se deve ter um módulo de elasticidade superior ao deste), bem como à possibilidade de intensificação do fenómeno da retracção. Estes erros na formulação das argamassas podem ser responsáveis pelo surgimento de fendilhação e fissuração. Por fim, a espessura do revestimento será muito importante. O revestimento não deverá ser muito fino, correndo o risco de não ter resistência à tracção suficiente para evitar a fendilhação e fissuração. Já um revestimento demasiado espesso terá um peso próprio exagerado que poderá ultrapassar a tensão de aderência ao suporte e levar à queda generalizada do reboco. Também há causas que se prendem com o suporte antigo, nomeadamente os seus deslocamentos e deformações, libertação de sais solúveis, absorção excessiva de água e outras causas, como a concentração de tensões em cantos e corrosão de elementos metálicos da fachada. 15 Outras anomalias As eflorescências e criptoflorescências dependem da existência de sais no suporte e/ou na composição do próprio revestimento e de outra anomalia: a presença prolongada de humidade (que já foi sucintamente descrita). Os materiais, o solo e a própria água podem possuir sais que, ao serem solúveis, são transportados pela água aquando da sua migração no interior da alvenaria antiga (muito porosa, muito susceptível à absorção de água a partir do solo) ou no interior do revestimento (por ascensão capilar ou por diferenciais de pressão de vapor de água no interior e exterior do edifício que obrigam a um fluxo de vapor de água). Como resultado, esses sais serão depositados, por exemplo, na interface do revestimento com a alvenaria ou noutro ponto interior do revestimento (designadas de criptoflorescências, vd. Figura 10 e Figura 11) ou na superfície exterior deste (eflorescências, vd. Figura 11), recristalizam, aumentam de volume, gerando tensões nos materiais e catalisando a degradação dos revestimentos (fendilhação, fissuração, empolamentos, desagregação). No entanto, “As argamassas de cal ou cal e pozolanas apresentam, geralmente, maior porosidade (logo maior permeabilidade, como já foi referido) e poros de maiores dimensões, pelo que, mesmo apresentando resistências mecânicas reduzidas e condições propícias para a formação de cristais, a degradação mecânica não é tão frequente como se poderia supor, já que os cristais encontram espaço suficiente para se formarem no interior dos poros sem originarem pressões excessivas” [31][32], citado por [30]. Figura 10 - Desintegração de reboco antigo por cristalização de sais no interior. [6] Figura 11 - Eflorescências e criptoflorescências. [8] Factores como a presença de humidade, carência de ventilação, porosidade elevada dos revestimentos e iluminação (exposição directa ao sol), promovem também a proliferação de agentes biológicos que degradam a superfície dos revestimentos através da sua presença ou de ataques químicos dos produtos que expelem (vd. Figura 12 e Figura 13). Exemplos são os fungos, plantas, algas, musgo, etc. 16 Figura 12 - Proliferação biológica.[8] Figura 13 - Proliferação biológica.[26] A perda de aderência de um reboco poderá ser devida a um conjunto de factores, alguns já abordados anteriormente, tais como: presença de humidade e de sais solúveis e posterior deposição e cristalização no interior do revestimento ou na interface revestimento-substrato, originando as já referidas criptoflorescências; insuficiente permeabilidade ao vapor de água do revestimento; elevada impermeabilidade à água do suporte; erros na execução do revestimento; movimentos diferenciais entre o suporte e o revestimento. Resultará o descolamento, abaulamento ou destaque de fracções do reboco (Figura 14). A perda de coesão (ou desagregação) ocorre quando o reboco começa a perder a capacidade de garantir a coesão dos elementos que o constituem, começando a perder material e a desagregar (Figura 15 e Figura 16). Como principais causas ou factores catalisadores desde processo de degradação, refere-se: humidade; cristalização de sais; reacções químicas dos compostos do revestimento com os gases atmosféricos e de poluição; própria constituição do reboco, em termos de dosagem e tipo de ligante (se for um reboco demasiado fraco, facilita a perda de coesão das argamassas de revestimento). Figura 15 - Perda de coesão, desagregação. [33] Figura 14 - Destacamento do reboco. [33] Figura 16 - Perda de coesão, desagregação. [8] A erosão apresenta-se como um consumo longo e contínuo das argamassas de revestimento (ou das pinturas de acabamento), resultando em perda de material, desgaste da superfície do reboco e alteração da sua estética e textura. “O vento, para além de ser um veículo de transporte de matéria orgânica e de disseminação de poluentes (sais, partículas resultantes da queima de combustíveis fósseis, etc.) e seres vivos (esporos, sementes, etc.), é um agente erosivo. No seu percurso até encontrar os paramentos e outros obstáculos, o vento arrasta partículas sólidas (geralmente grãos de areia) que vão exercer uma acção mecânica sobre esses obstáculos. Esta acção continuada ao longo dos tempos é responsável por erosões mais 17 ou menos significativas dos revestimentos, nomeadamente os rebocos, dependendo evidentemente do grau de exposição dos mesmos.” [30] Porém, a acção combinada do vento com outros factores, como os impactos da água da chuva, choques mecânicos, variação da temperatura e perda de coesão das argamassas, acelera a erosão. Por exemplo, os ciclos molhagem-secagem podem conduzir a perda de material da superfície do reboco, arrastado pela água. Por último, a sujidade resulta da acção da chuva, do escorrimento de água sobre as fachadas rebocadas que transportam sujidade (escorrimentos, que quando se localizam junto de elementos metálicos corroídos, originam um rasto de ferrugem notável sobre os paramentos), da própria rugosidade do revestimento (que se for elevada, pode ocorrer tendência para acumulação de partículas de sujidade em determinados pontos), da exposição prolongada a gases poluentes, da acção do vento (que expõe o reboco às poeiras) e da actividade humana. 2.5. Argamassas de substituição de rebocos antigos 2.5.1. Aspectos gerais Perante a existência de patologias em rebocos que afectem a estética (conferindo um aspecto degradado) das fachadas dos edifícios e/ou as características funcionais e mecânicas, deve-se proceder a intervenções de reabilitação, devidamente organizadas, estudadas e planeadas, procurando-se reparar ou substituir estes elementos, visando estancar a degradação e renovar o aspecto, de forma eficaz e durável. Assim, este tipo de intervenções em edifícios antigos pode dividir-se, no geral, em dois tipos de actividades (quando se procura conservar ao máximo os revestimentos antigos): reparação ou substituição do revestimento. [7][34][35][36][37] Cada um destes tipos assume diferentes prioridades. Como referido, um dos principais objectivos é preservar o legado histórico e cultural, procurando-se, primeiramente, recorrer a estratégias de intervenção que não só garantam a erradicação das anomalias e suas causas, mas também que minimizem os efeitos negativos das intervenções sobre estes edifícios. É sensato pensar que o objectivo central é preservar o objecto de intervenção e não levar a cabo soluções ou materiais que não resolvam o problema e ainda promovam o surgimento de outras anomalias ou intensifiquem as existentes. Destaca-se ainda a importância da reversibilidade que,“… tem de ser considerada como atitude primordial e os materiais tradicionais deverão ser utilizados, sempre que possível. Mas se estes não possibilitarem uma consolidação correcta, poder-se-á recorrer a novas tecnologias.”. [38] 18 Neste âmbito e, se o estado de degradação o permitir, deve-se dar prioridade sobre as reparações pontuais, sobre fissuras, lacunas, sujidade e outras pequenas anomalias que se destaquem, com materiais compatíveis. Porém, se o estado de degradação for mais avançado, a reparação poderá ser feita por consolidação do revestimento existente, através da restituição da aderência e da coesão [21]. Quando este tipo de intervenção não for possível, devido a aspectos como a degradação generalizada, custos, carência de mão-de-obra especializada, dever-se-á ponderar a substituição (parcial ou integral) do revestimento por um novo com propriedades e durabilidade semelhantes [21][34][38]. É precisamente neste âmbito que se baseia esta investigação. Figura 17 - Hierarquia de intervenção em argamassas. [39] Resumindo, a título introdutório e com base em [36][40][41][42][43], citado em [7], nas intervenções sobre rebocos antigos deve ser tido em conta: A composição das argamassas preexistentes; “…quando possível devem respeitar-se os constituintes e o tipo de argamassa. Nomeadamente, deve manter-se o tipo de ligante e a natureza e forma dos agregados; deve verificar-se o tipo de aditivos existentes (por exemplo pozolanas, pó de tijolo, pêlos de animais, etc.) e analisar a viabilidade e a adequabilidade de os usar, ou de os substituir por produtos modernos com funções semelhantes.” As características das argamassas preexistentes; “…devem reproduzir-se, tanto quanto possível, as suas características funcionais mais significativas.” A compatibilidade com os materiais preexistentes; “…devem ser compatíveis, dos pontos de vista mecânico, químico, físico e estético com os materiais preexistentes com os quais ficarão em contacto.” [44] citado em [7]. 19 2.5.2. Constituição As actuais argamassas de substituição de rebocos antigos podem apresentar uma pluralidade de soluções no que se refere ao(s) ligante(s), adições, adjuvantes, agregados (granulometrias e natureza), quantidade de água utilizada, fibras, entre outros. Ligantes A presença de cal aérea nas argamassas promove aumento da deformabilidade, bem como da trabalhabilidade no estado fresco, pois necessitam, comparativamente aos ligantes hidráulicos, de maior quantidade de água de amassadura [45]. Isto resulta do facto da cal aérea possuir uma superfície específica maior [45][22], o que implica maiores quantidades de água para a molhagem das suas partículas. Do seu uso, podem decorrer vantagens, tais como: Redução da fissuração resultante da retracção [11]; Alto poder de retenção de água, que segundo [46] e [47] evita a segregação, promovendo superfícies sem fendas e suficientemente elásticas com capacidade de absorver pequenas deformações do substrato sem fissuração [48]; Redução da possibilidade de ocorrência de eflorescências (ou criptoflorescências) nos rebocos [49], pois as argamassas à base de cal aérea libertam menor quantidade de sais solúveis que o cimento [50]; Argamassas com menor módulo de elasticidade, o que confere aos rebocos a capacidade de acompanhar as pequenas deformações das alvenarias, fenómeno corrente nos edifícios antigos. Porém, a argamassa à base de cal aérea oferece pouca resposta quando aplicada em ambientes húmidos ou que envolvam contacto esporádico com água (nomeadamente em reboco exterior), oferecendo baixa resistência à penetração da água, quando comparada às argamassas de cimento. Todavia, apresentam como vantagem uma característica interessante, pois como se sabe, sendo uma argamassa porosa e bastante permeável à água, permite que a água penetre até ao suporte. Como essa porosidade é superior à do material do suporte, a água tem tendência para se fixar no revestimento e não no suporte [13]. Assim, consegue-se evitar que o transporte pela água dos sais solúveis resulte em penetração dos mesmos no interior do suporte, com posterior recristalização e desagregação do material da alvenaria. As argamassas à base de cimento, ao contrário das de cal aérea, não apresentam esta característica. [13] A absorção de água vai diminuindo com a idade da argamassa de cal aérea [22][51], o que se reflecte numa melhoria de comportamento face à água ao longo do tempo, facto que é 20 coerente com a maior compacidade da argamassa conferida pela evolução da carbonatação no processo de endurecimento. A quantidade de água utilizada poderá “…influenciar tanto a aplicação da própria argamassa como a qualidade final do revestimento.” [47]. Por um lado, uma maior quantidade de água, não exagerada, permite uma melhor trabalhabilidade e aderência ao suporte [13]. Porém, pode afectar negativamente, na medida em que um excesso poderá conduzir a um aumento indesejável de porosidade (criando uma estrutura menos compacta, resultando em resistências mecânicas demasiado baixas) e a uma maior retracção, o que poderá fomentar problemas de fendilhação durante o endurecimento. A cal hidráulica é um ligante que engloba características que se aproximam tanto de ligante aéreo como do cimento, comummente recomendadas para utilização no âmbito da reabilitação de certos rebocos antigos. Porém, exigem conhecimento e devida caracterização, no sentido de averiguar da sua aptidão para tal fim. [21] A componente hidráulica confere um melhor comportamento face à água e aumenta consideravelmente as propriedades mecânicas, enquanto a aérea confere as características físico-químicas que compatibilizam estas argamassas com os suportes antigos, tratando-se de uma boa opção para determinadas intervenções de reabilitação de rebocos à base de cal. [14] Proporcionam uma boa permeabilidade ao vapor de água, capacidade de absorver deformações do substrato [15], trabalhabilidade razoável (porém, inferior à argamassa de cal aérea), fraca retracção, endurecimento mais rápido, resistência aos sais e ao gelo e resistências mecânicas muitas vezes vantajosas [14] que tornam este material, para determinados casos, um sério concorrente às argamassas à base de cal aérea com adições pozolânicas, especialmente quando não é desejada a utilização de cimento. A cal hidráulica é, de facto, o ligante mais usado nas argamassas pré-doseadas presentes no mercado português para fins de substituição de rebocos antigos, como se poderá concluir no seguimento desta investigação. Importa fazer uma breve referência à utilização do cimento. Apesar de apresentar características vantajosas, como superior capacidade resistente, menores tempos de presa e endurecimento, e capacidade de o fazer debaixo de água, o cimento (como único ligante) é um material que, como já foi referido anteriormente, é fortemente desaconselhado para intervenções de reabilitação de rebocos sobre alvenarias antigas, o que se deve essencialmente aos seguintes inconvenientes [50]: Tendo uma estrutura interna bastante compacta (o que é vantajoso relativamente às resistências mecânicas) e, consequentemente, pouco porosa e com permeabilidade ao vapor de água reduzida, dificulta a evaporação de água para o exterior. De facto, idealizando uma solução de reboco de substituição sobre alvenaria de pedra, apesar 21 da entrada de água pelo revestimento ser bastante menor (pois as argamassas cimentícias são também muito menos permeáveis à água que as de cal), ocorrerá certamente entrada através das fundações, por ascensão capilar, directamente para a alvenaria antiga. A referida estrutura porosa e fraca permeabilidade ao vapor de água das argamassas de cimento dificultam a expulsão desta água, levando muitas vezes à deposição de certas quantidades da mesma na interface revestimento-alvenaria, originando dessolidarização dos rebocos em relação aos suportes. Liberta grandes quantidades de sais solúveis (principalmente sulfatos [21]), o que pode acelerar a degradação dos revestimentos e afectar a imagem estética com o surgimento de eflorescências. Dilatações e contracções (variação volumétrica) devido à acção térmica maiores que as das argamassas de cal usadas nos revestimentos antigos e que muitos materiais constituintes das alvenarias antigas (vários tipos de tijolos, pedras e o material aglomerante, ou seja, as argamassas de cal), o que obriga ao suporte a absorção dessas tensões geradas. Elevado módulo de elasticidade, o que torna este material menos apto a acompanhar os pequenos movimentos e deformações das alvenarias. Uma solução possível recorrendo ao cimento pode basear-se na concepção de argamassas bastardas de cal aérea e cimento, desde que seja garantida uma dosagem dos ligantes que promova módulos de deformabilidade e permeabilidade à água e ao vapor aceitáveis. Geralmente, este tipo de rebocos apresenta reduzida percentagem de cimento, sendo a cal aérea o ligante maioritário. Agregados Os agregados são geralmente o constituinte em maior percentagem na constituição de argamassas, muitas vezes designados por “inertes”, dada a sua reactividade química praticamente nula. [52][53] As suas características e dosagem têm impacto directo no desempenho e estética dos revestimentos, nomeadamente na retracção, resistências mecânicas, módulo de elasticidade, comportamento face à água e ao gelo, coloração, estrutura porosa, entre outras [13]. Quando se refere às suas características na óptica de uma classificação, aborda-se essencialmente a sua natureza, dimensões e formas das partículas e massa volúmica [52][53]. Relativamente à sua natureza, os agregados podem ser naturais ou artificiais *. Os primeiros são provenientes, por exemplo, de leitos de rios ou de areeiros e apresentam formas * Refere-se também agregados reciclados, obtidos de material inorgânico previamente utilizado na construção. [52] 22 arredondadas e lisas. Os artificiais obtêm-se por britagem de rochas e são angulosos. As areias artificiais (que resultam da britagem de rochas calcárias ou siliciosas [9]) são o tipo de agregados mais utilizados na produção de argamassas pré-doseadas. [55] A granulometria tem impacto directo na estrutura porosa da argamassa, de tal forma que o volume de vazios é superior em areias finas do que em areias grossas** [53]. A mesma autora refere que a geometria das partículas assume grande importância na aderência, trabalhabilidade e compacidade no estado endurecido, realçando que partículas esféricas e pouco rugosas têm maior capacidade de arrumação e, consequentemente, maior compacidade ([54], citado por [53]). Muitos autores referem que, para obtenção de características mecânicas, trabalhabilidade e permeabilidade à água e vapor de água vantajosas, é recomendada a adopção de granulometrias contínuas e extensas, o que se consegue através da mistura de areia finas com grossas, [54][57][58]. Relativamente à massa volúmica, os agregados podem ser leves, médios ou pesados. O tipo de agregados largamente utilizado no fabrico de argamassas são as areias, agregados finos, e a sua granulometria, forma, dimensões máximas e mínimas, massa volúmica e resistências mecânicas deverão ser adequadas à aplicação prevista. Refere-se igualmente a importância de garantir tratamento prévio das areias, procurando eliminar impurezas, vestígios de contaminação salina, matéria orgânica e presença de argila. [13][27] Adições e adjuvantes Como será abordado adiante, apesar de as argamassas tradicionais (produzidas em obra) não contemplarem, geralmente, este tipo de constituintes na sua composição, as argamassas prédoseadas possuem frequentemente. O objectivo destes constituintes prende-se com a alteração de determinadas características das argamassas, visando o alcance de níveis de desempenho pré-estabelecidos e desejáveis. Segundo a EN 998-2 e a EN 13318, as adições são materiais inorgânicos que se adicionam às argamassas e betões para obter ou melhorar propriedades específicas [59]. Exemplos de adições: pozolanas, cinzas volantes, sílica de fumo, escória de alto forno, cargas minerais, etc. Segundo a EN 13318 e a EN 998-1, um adjuvante é um “Material orgânico ou inorgânico adicionado em pequenas quantidades com o objectivo de modificar as propriedades da argamassa fresca ou endurecida.”. [59] ** Quanto mais fina a areia, maior a sua superfície específica, o que implica maior quantidade de água e, consequentemente, uma estrutura mais porosa no estado endurecido. Já as areias grossas promovem menor volume de poros, apesar de maiores dimensões. 23 Exemplos e definição dos principais adjuvantes utilizados em argamassas (e betões): Plastificantes e superplastificantes – “…permite reduzir fortemente a quantidade de água de amassadura, sem afectar a consistência, ou que permite um aumento da fluidez, não afectando a quantidade da água de amassadura, ou ambos os efeitos em simultâneo.”. [59] Introdutores de ar – “…permite a incorporação de uma quantidade controlada de bolhas de ar, distribuídas uniformemente na argamassa, que se mantêm após o endurecimento.” [59]. Contribui para um aumento considerável da trabalhabilidade e para a diminuição da exsudação. [52] Hidrófugos – Trata-se de um tipo de adjuvante que confere às argamassas e betões um melhor comportamento face à água, reduzindo a permeabilidade à água através da sua repelência. Este tipo de produto pode ser utilizado de duas formas diferentes: em massa, quando é usado como constituinte da argamassa (no caso das argamassas pré-doseadas secas, é aplicado aquando da sua produção em fábrica); à superfície, aplicado após o endurecimento. [9] Aceleradores e retardadores de presa – respectivamente, adjuvantes que aceleram e retardam a presa. São utilizados em situações em que o clima não promove condições compatíveis com os ritmos de trabalho, sendo necessário diminuir ou estender o tempo de presa das argamassas e betões. Retentores de água – reduzem a perda de água por evaporação ou absorção do suporte ao longo do processo de secagem da argamassa, promovendo uma melhor hidratação dos ligantes e uma redução da fissuração por retracção. Como se apresentará adiante, a formulação das argamassas pré-doseadas recorre a diversos tipos de adjuvantes. Fibras Actualmente recorre-se muitas vezes ao uso de fibras nas argamassas pré-doseadas, especialmente sintéticas. Servem de reforço da estrutura da argamassa, possibilitando um controlo da fissuração por retracção e promovendo uma maior resistência à propagação das fissuras. São exemplo de fibras sintéticas as de polipropileno e as de nylon. “Nas argamassas frescas, as fibras uniformemente distribuídas agem reforçando as argamassas contra a formação de fissuras devido á retracção plástica. Nas argamassas endurecidas, a distribuição uniforme das fibras inibem a transformação de microfissuras em 24 macrofissuras evitando assim um potencial de problemas mais graves. As fibras com o seu efeito de “ponte” mantêm estáveis as macrofissuras.”. [60] 2.5.3. Comportamento face aos sais Dada a importância do efeito da cristalização de sais na evolução da degradação dos revestimentos e pelo facto das alvenarias antigas serem bastante vulneráveis a este tipo de agressão, torna-se importante fazer uma breve abordagem às soluções actualmente utilizadas. O fenómeno de degradação relacionado com a presença de sais poderá ocorrer devido aos esforços internos causados pela cristalização de sais no sistema poroso ou como resultado de reacções químicas de componentes das argamassas de revestimento com os sais [61]. Como se exemplifica pela Figura 18, certos rebocos utilizados para substituir os antigos podem mesmo acabar por se revelar inadequados. No caso da figura em questão, ocorreu destacamento de fracções do novo reboco devido à presença de sais no suporte. Antigamente, as soluções que passavam pela impermeabilização das paredes, provocaram em muitos casos danos irreversíveis. O comportamento face aos sais pode-se dividir em quatro tipos ([62][75][76], citado por [74]) que se descrevem de seguida, como se refere em com base em, e se exemplifica na Figura 19. Os rebocos de transporte, Figura 19 a), usualmente concebidos para combate aos sais, são também denominados de rebocos de “saneamento”. O princípio de transporte de sais baseiase na possibilidade da água em estado líquido (e rica em sais) atravessar toda a espessura de reboco para que a cristalização dos sais se dê à superfície, com formação das já abordadas eflorescências, que facilmente são eliminadas por lavagem do revestimento, exigindo uma manutenção mais periódica. Os rebocos antigos de cal aérea apresentam este tipo de funcionamento. Porém, geralmente são efectuados acabamentos de pintura sobre a superfície do reboco [72], que podem por em causa o processo de transporte dos sais até à superfície e, consequentemente, todo este princípio de comportamento face aos sais. Os rebocos de acumulação, Figura 19 b), especificamente concebidos para combate à presença de sais, são também denominados de rebocos de “absorventes”. Usualmente este tipo de produtos são os denominados “Sistemas pré-doseados”, compostos por um conjunto de três ou quatro argamassas diferentes e com funções diferentes. A acumulação de sais é permitida através da existência de uma camada de estrutura macroporosa. Impede-se ou minora-se o transporte de sais pelo reboco, através desta camada (interior e afastada da superfície) com porometria superior (estrutura macroporosa) à da camada exterior, que serve para albergar os depósitos salinos. Dada a maior impermeabilidade (à água no estado líquido, 25 mas não ao vapor de água) da camada exterior, os sais tendem a depositar-se na referida camada interior [8][61]. O volume final dos sais aquando da sua cristalização não excede o volume dos poros desta camada, reduzindo fortemente a criação de tensões internas e, consequentemente, a fendilhação e degradação que daí decorre. Mesmo assim haverá risco de ocorrência de criptoflorescências para elevados níveis de saturação salina na referida camada macroporosa.[63] Os rebocos impermeáveis à água, Figura 19 c), permitem o fluxo de vapor de água, mas não na forma líquida. Como tal, ocorrerá revestimento/suporte, que mediante deposição de água junto da interface do evaporação (permitida pelo reboco) provocará cristalização dos sais transportados em meio aquoso até esse ponto. Como a cristalização ocorre na interface com aumento de volume, este fenómeno poderá desagregar e danificar o suporte e o revestimento, promovendo o destaque deste último. Este tipo de comportamento é comum em rebocos de substituição com alto poder hidrófugo. Os rebocos impermeáveis à água e ao vapor de água, Figura 19 d), permitem acumulação de água junto da interface revestimento/suporte, sem posterior evaporação, despoletando degradação dos materiais circundantes. Poderá ocorrer evaporação e consequente cristalização do sais, caso haja ruptura do revestimento que permita a evaporação de água. Figura 18 - Insucesso de reboco de substituição. [61] Figura 19 - Princípios de funcionamento de rebocos. (adaptado de [74]) 2.5.4. Características recomendadas Seguidamente proceder-se-á à apresentação das recomendações e exigências, relacionadas com propriedades físicas, mecânicas, químicas e estéticas, que os rebocos de substituição devem preferencialmente possuir para que sejam considerados como boas soluções a adoptar. Os rebocos não devem contribuir para degradar os elementos preexistentes, ou seja, o suporte e as argamassas de assentamento [20][64][65]. Esta degradação pode resultar: de tensões excessivas sobre um suporte fraco e com problemas de coesão, resultantes da acção térmica e 26 da retracção das novas argamassas [66][67][68]; de maior retenção de água no suporte, por menor permeabilidade ao vapor de água e, consequentemente, maior dificuldade na secagem [24][20], intensificando as anomalias associadas à humidade [69]; da introdução de sais solúveis sobre os materiais antigos [7][23]. Às argamassas para rebocos de substituição deve-se exigir um módulo de elasticidade reduzido [7][23], menor ou igual ao do suporte, decrescendo do interior para o exterior nas várias camadas que constituam o reboco, retracções baixas e coeficientes de variação dimensional por acções térmicas similares aos do suporte [50], bem como boa capacidade de relaxação perante variações dimensionais restringidas, para não desenvolver tensões elevadas (a tensão desenvolvida por retracção restringida deve ser inferior à resistência à tracção do suporte) [7][23]. A permeabilidade ao vapor de água não deverá ser inferior à do suporte, aumentando de dentro para fora nas várias camadas do reboco [50], no sentido de promover rápida evaporação da água que se introduz no interior dos elementos da construção. O revestimento deve ser pouco permeável à água, mas superior à respectiva permeabilidade do suporte, no sentido de dificultar a penetração de água até este e a capilaridade também deverá ser semelhante às argamassas originais e igual ou superior à do suporte [7][23]. As novas argamassas não devem ter sais solúveis e, no caso de terem, o teor destes deverá ser o mais reduzido possível, minorando os efeitos da cristalização de sais. [7][23][50] Deverão ter capacidade de protecção e conservação das paredes [7][64]. Como elemento protector, de sacrifício, é essencial que o reboco de substituição promova uma eficaz protecção da parede face aos agentes agressivos do exterior, como a água, agressão química da poluição, agressão mecânica, etc. Para tal são fundamentais as propriedades descritas no penúltimo parágrafo, bem como resistência mecânica adequada, realçando a importância de terem uma trabalhabilidade aceitável, sem que para isso seja necessário o uso excessivo de água, condicionando negativamente a resistência mecânica. Dever-se-á evitar a descaracterização do edifício, bem como afectar a sua apresentação visual arquitectónica [7][23], procurando que a solução promova a conservação da imagem global do edifício, reduzindo ao máximo a discrepância nas texturas e características cromáticas, bem como nos métodos e tecnologias de aplicação. A durabilidade do revestimento e a sua contribuição para a durabilidade do conjunto (como a referida capacidade de protecção das alvenarias e argamassas antigas), deverá ser tão elevada quanto possível [64][36], o que implica adequada resistência à colonização biológica, boa resistência mecânica (semelhante às das argamassas originais e inferior à do suporte) boa coesão, boa aderência (a aderência nunca deve ter rotura coesiva pelo suporte, o que poderá comprometer a reversibilidade) ao suporte e bom comportamento face à presença de sais solúveis (resistência química adequada). Refere-se igualmente a importância de garantir boas condições de cura, evitar produtos muito impermeáveis [14] e ter atenção ao número e espessura das camadas de revestimento. 27 Quando, por diversas razões, não é possível conhecer devidamente as características das argamassas originais e do suporte, é útil o conhecimento das características recomendadas por bibliografia que definem recomendações a cumprir pelas argamassas de substituição de rebocos antigos. Com base em bibliografia, especificidades da construção nacional, resultados de ensaios sobre vários tipos de argamassas e comportamento dos materiais após aplicação, são definidas recomendações [7][64], resumidas no Quadro 1 e Quadro 2 (extraídos de [70]). Quadro 1 - Recomendações estabelecidas para características mecânicas. [70] Quadro 2 - Recomendações estabelecidas para características de comportamento à água e ao clima. [70] Rt – Resistência à tracção; SD – Espessura da camada de ar de difusão equivalente (valor Rc – Resistência à compressão; relacionado com a permeância), quanto maior for, menor será a E – Módulo de elasticidade; permeabilidade ao vapor de água; Frmáx – Força máxima devida à retracção restringida; C – Coeficiente de capilaridade, que exprime a taxa de absorção de G – energia de rotura por tracção; água por capilaridade nos instantes iniciais, enquanto esta se mantiver CSAF – Coeficiente de segurança à abertura da 1ª fenda constante; (Rt/Frmáx); M – Atraso na molhagem, definido como o período de tempo desde a CREF – Coeficiente de resistência à evolução da fendilhação aplicação da água até esta atingir o suporte; (G/Frmáx). S – Período de humedecimento, que define o tempo em que o suporte permanece húmido; H – Intensidade de molhagem, que define a quantidade de molhagem sofrida durante o ensaio, expressa através da área entre a linha que define a variação da tensão eléctrica com o tempo e a linha correspondente ao valor da tensão no estado seco. 28 3. Argamassas Pré-doseadas para Reboco 3.1. Considerações gerais Sensivelmente na década de 60, as crescentes exigências de qualidade e rapidez na execução dos trabalhos em obra na Europa Central levaram à progressiva substituição das argamassas preparadas em obra por argamassas feitas em fábrica, surgindo deste modo as primeiras fábricas de produção. Em Portugal, esta tendência começou a ser sentida na década de 80, com o fabrico de cimentos-cola. A partir da década de 90 houve uma intensificação no fabrico das argamassas pré-doseadas, incluindo as concebidas para reboco. [71] Segundo dados da APFAC, a utilização destes produtos e respectivo desenvolvimento científico por parte dos fabricantes tem evoluído consideravelmente desde o inicio do novo milénio, não só por motivos de concorrência de mercado, mas também resultado de indiscutíveis vantagens que decorrem do uso destes materiais industriais, especialmente no âmbito da reabilitação, onde as exigências e risco inerente à actividade costumam ser elevados. Neste capítulo apresentar-se-á informação sobre argamassas pré-doseadas e, sempre que possível, no contexto da actual dissertação: para substituição de rebocos antigos. 3.2. Vantagens e desvantagens Estes produtos, fruto de contínua investigação e conhecimento adquirido pelos fabricantes, apresentam vantagens a vários níveis relativamente às argamassas preparadas em obra, quer no âmbito da reabilitação ou em construção nova. Composição: a utilização de ligantes, agregados seleccionados, adjuvantes, adições, quantidades de água e outras componentes, é feita mediante composições rigorosamente estudadas e testadas; reduzida percentagem de sais solúveis na sua composição [21]. Produção: Processos rigorosos de produção em unidades tecnologicamente evoluídas, acompanhados com registos, permitindo a rastreabilidade [71]; existência de produtos especialmente concebidos para uma determinada função, como por exemplo, resistência aos sais e à presença de humidade; desperdício reduzido nas matérias primas e energia. Aplicação: desperdício reduzido na aplicação; prestação final do produto está menos dependente da especialização e experiência do operador que no caso das argamassas tradicionais; existência de fichas técnicas, de segurança e a possibilidade de obter assistência técnica por parte do fabricante. 29 Conservação: melhores condições de conservação e protecção das argamassas, em silos ou sacos, com maior protecção da humidade. Estaleiro: maior limpeza nas zonas de trabalho graças ao acondicionamento em sacos ou em silos, contribuindo para melhores condições de organização em estaleiro [52][72]; menos espaço necessário em estaleiro, o que se torna bastante vantajoso nos centros urbanos, já que muitas vezes o espaço disponível é escasso. [52] Potencial economia: apesar de poder ser mais oneroso que as argamassas tradicionais, a mais-valia decorrente da sua utilização (possível incremento de durabilidade dos revestimentos) poderá em muitos casos justificar as diferenças de custos. [73] Qualidade: garantia de qualidade, mediante cumprimento das recomendações do fabricante e respeito dos domínios de aplicação; cumprimento de normas, como por exemplo EN 9981:2003 relativa à marcação CE, obrigatória para argamassas de reboco desde 2005; certificação na qualidade e ambiente por parte de vários fabricantes. No entanto, refere-se como principal desvantagem o facto de existir segredo industrial sobre as composições e dosagens utilizadas. Como se compreende, o utilizador final não terá conhecimento completo do produto. “…no caso das argamassas pré-doseadas, o seu estudo e desenvolvimento prévio em laboratório, embora possa garantir um desempenho melhor do que uma argamassa semelhante feita em obra (realizada com base nos mesmos tipos de matériasprimas principais), não a torna necessariamente adequada para aplicação sobre qualquer tipo de suportes.”.[73] A qualidade e quantidade de informação revelada varia de fabricante para fabricante, sendo que a maioria pouco revela, essencialmente sobre adjuvantes e adições dos seus produtos e informação quantitativa comparável. De facto, para um resultado de sucesso recorrendo a este tipo de argamassas torna-se necessário um conhecimento detalhado das condições/estado do suporte, suas características mecânicas, físicas e químicas, fragilidades, pois qualquer aspecto poderá entrar em conflito com particularidades da argamassa pré-doseada não conhecidas pelo utilizador. O que se tem verificado ao longo do tempo é que em intervenções devidamente organizadas, planeadas, mediante processos rigorosos de inspecção, diagnóstico e diálogo construtivo com os fabricantes, torna-se possível recorrer ao uso destas argamassas com maior garantia de compatibilidade com a pré-existência, desempenho adequado e qualidade final. Como complemento à apresentação das vantagens das argamassas pré-doseadas, apresentase seguidamente uma abordagem sintetizada às principais desvantagens das argamassas tradicionais (que acabam por catalisar a utilização dos produtos industriais): Desempenho do reboco ficará bastante dependente das condições de fabrico em obra, formulação adoptada e cuidados de aplicação. Consequentemente, o produto final 30 dependerá da experiência e especialização dos operadores, que muitas vezes não é satisfatória; Geralmente recorre-se apenas ao uso de ligante e agregados, sem adições ou adjuvantes. Características como a aderência ao suporte ou o comportamento face à água só poderão ser garantidos através de traços específicos, espessuras e número de camadas, ou seja, procedimentos que previamente se tenham revelado adequados,[73]; Muitas vezes recorre-se a matérias-primas inadequadas para o fim pretendido; Ocupação de muito espaço e geração de sujidade em estaleiro; As matérias-primas ficam muitas vezes expostas ao meio ambiente, sem protecções, podendo-se tornar prejudicial; Falta de rigor na medição dos constituintes; Especialmente em casos de reabilitação de rebocos antigos, existe actualmente falta de especialização e conhecimento das técnicas tradicionais associadas a rebocos de cal, o que poderá por em risco a conservação da pré-existência e a compatibilização do novo reboco com os materiais antigos; Assim se verifica que o recurso às argamassas pré-doseadas, apesar de não garantir sucesso na substituição de rebocos antigos, torna mais provável o seu alcance, dadas as características benéficas destes produtos que dificilmente serão atingidas em argamassas tradicionais produzidas em obra. 3.3. Fabrico, conservação e aplicação O processo de fabrico engloba um conjunto de etapas, como se descreverá sucintamente de seguida. Os agregados, calcários e/ou siliciosos são provenientes, respectivamente, de pedreiras (removidos com recurso a explosivos e posterior britagem primária) e areeiros, podendo sofrer lavagem para remoção de matéria orgânica e contaminação argilosa. Aquando da recepção em fábrica, os agregados são secos através de fluxos de ar quente, fase após a qual é realizada crivagem, de forma a separar os agregados em granulometrias diferentes. Refere-se que sobre os agregados calcários poderá ser realizada uma moagem, antes da crivagem. Após estas primeiras etapas, os agregados são armazenados em silos, próprios para as matérias-primas. Outros constituintes, como por exemplo os ligantes, adições, são armazenados em silos próprios, tal como os agregados já abordados. Todos os constituintes serão doseados de forma automática, por pesagem, e posteriormente misturados. A Figura 20 exemplifica o processo. 31 Figura 20 - Esquema de armazenamento. (adaptado de [86]) Por fim, o produto final poderá ser expedido das três seguintes formas: em saco, em conjuntos de sacos paletizados, vd. Figura 21 e Figura 22; a granel em silos; em camião cisterna para (re)abastecimento de silos em estaleiro, vd. Figura 23. Figura 21 - Saco de produto em pó. [Ficha técnica de Weber.rev Tradition] Figura 22 - Expedição de paletes. [87] Figura 23 - Abastecimento de silo. [84] A conservação em saco constitui uma solução adequada para obras com pontuais ou pequenos volumes de consumo ou para obras que, pelo volume de consumo até seriam adequadas para granel, mas que pela sua localização ou acessos não permitem a colocação de silo(s) ou a aproximação de camiões cisterna para o seu reabastecimento. Na Figura 24 e Figura 25, resume-se esquematicamente o processo de produção e expedição descrito. Figura 24 – Esquema completo das fases de produção. [87] Figura 25 - Esquema de uma unidade de produção. [52] 32 Relativamente à aplicação, esta pode ser realizada de duas formas distintas. Via manual ou por projecção. A via manual reside na aplicação do produto (previamente amassado em betoneira com as adequadas proporções de água) com recurso a ferramentas de aço inoxidável (talochas, por exemplo), no sentido de evitar contaminação das argamassas com óxidos, e deverá ser realizada com aperto adequado. No caso de projecção, pode-se dividir em dois tipos: via seca e via húmida. Pela via seca, a argamassa em pó é bombeada até à pistola (vd. Figura 28) de projecção e só aí entra em contacto com a água. A via húmida consiste em bombear (vd. Figura 26) a argamassa pronta (previamente misturada com a água) da misturadora até à pistola de projecção. A projecção é realizada, em ambos os casos, com recurso a ar comprimido, Figura 27. Figura 26 – Exemplo de bomba de argamassa. [85] Figura 27 - Projecção de argamassa. [85] Figura 28 - Pistola de projecção. [88] Na aplicação por projecção devem respeitar-se as instruções dos fabricantes do equipamento utilizado, garantindo-se nomeadamente uma frequente manutenção, no sentido de incrementar a durabilidade do aparelho. Refere-se também que quando as argamassas secas são fornecidas à obra a granel, em silos, a estes estão associados outros equipamentos, tais como misturadora ou misturadora com bomba, bem como compressor para pressurização do silo [52]. Estes elementos tornam possível a aplicação directa por projecção da argamassa a partir do silo. Os suportes devem estar isentos de poeiras, estáveis, limpos de eflorescências, gorduras ou de outros materiais que possam prejudicar a aderência da argamassa. No caso em que seja necessário, dever-se-á consolidar e regularizar o suporte com produtos para o efeito, nomeadamente primários de regularização. 33 3.4. Classificação A EN 998-1:2003 (apresentada em maior detalhe na pág. 37) inclui uma proposta de classificação que, em função do local de produção, estabelece uma distinção entre “argamassa industrial”, “argamassa pré-doseada” e “argamassa pré-misturada”: Argamassa Industrial – é doseada e misturada em fábrica. Pode-se apresentar na forma de pó (restando adicionar água em proporção adequada) ou já misturada com água (pronta a ser aplicada). Argamassa Pré-doseada – é uma argamassa industrial semi-acabada, cujos componentes são doseados em fábrica e apenas misturados em obra, segundo instruções do fabricante. Argamassa Pré-misturada – trata-se também de uma argamassa industrial semiacabada, em que os seus componentes são doseados e misturados em fábrica, com posterior adição de outros componentes já em obra, especificados e/ou fornecidos pelo fabricante. A pesquisa de mercado efectuada (e apresentada adiante, no capítulo 4) revela que todas as soluções de argamassas produzidas em fábrica analisadas e, segundo os seus fabricantes, próprias para substituição de rebocos antigos, apresentam-se na forma final de pó (argamassa seca) e já com todos os constituintes doseados e misturados, restando apenas a adição de água nas quantidades recomendadas pelo fabricante. Segundo a classificação proposta na EN 998-1:2003, tratam-se de argamassas “industriais”. Todavia, a classificação atribuída pelos seus fabricantes varia. Referências a produtos “prémisturados” ou “pré-doseados” são vulgares nas fichas técnicas, todavia referem-se sempre ao mesmo tipo de produto final: argamassa seca, apenas restando a adição de água. Ou seja, em termos práticos e de acordo com a oferta de mercado, não faz sentido separar estas três terminologias, que no fundo referem-se sempre ao mesmo. A classificação de “argamassa prédoseada” e “argamassa pré-misturada” segundo a EN 998-1:2003 é alvo de alguma confusão, pois não foi possível encontrar qualquer evidência de argamassas para substituição de rebocos antigos que correspondam a este tipo de classificação. Deixa-se bem claro que no âmbito desta investigação não se estabelecerá qualquer diferença entre os termos “industrial”, “pré-doseado” ou “pré-misturado”. No presente contexto, todos estes termos se referem a argamassas fabris, tendo-se adoptado o termo “pré-doseado”. Existe ainda um conjunto de duas classificações distintas definidas na norma EN 998-1:2003, com base em características mais detalhadas das argamassas para reboco. Uma delas classifica-as em argamassas de desempenho, cuja composição e processo de fabrico estão definidos pelo fabricante com vista a obter propriedades específicas, e em argamassas de 34 formulação, que são feitas segundo uma composição predeterminada, para a qual as propriedades obtidas dependem da proporção entre os componentes. A terceira classificação é realizada em função das propriedades e utilização das argamassas. Relativamente a esta última e apenas para rebocos exteriores e interiores, tem-se a seguinte classificação nos seguintes tipos: Reboco de uso geral (GP); Reboco leve (LW); Reboco Colorido (CR); Monomassa (OC); Reboco de renovação (R); Reboco de isolamento térmico (T). Porém, apesar da pluralidade de tipos, os rebocos para substituição de revestimentos antigos investigados no mercado durante a realização desta dissertação variam unicamente entre a classe GP e R. Atendendo a outra possível classificação, as argamassas pré-doseadas podem-se dividir em dois grupos [52][72]: Argamassas Secas (ou “Prontas a amassar”), cujos constituintes (ligante(s), agregados, adições/adjuvantes, etc) são doseados e misturados em fábrica, sendo fornecidas em forma de pó em saco ou a granel para abastecimento de silo, restando apenas junção de água nas proporções aconselhadas pelo fabricante para ter o produto pronto a aplicar. Argamassas Estabilizadas (ou “Prontas a aplicar”), com um processo de fabrico semelhante às anteriores, porém já possuem água de amassadura e são fornecidas em camião cisterna. Podem ser utilizadas nas 30 a 36 horas seguintes ao seu fabrico. Verifica-se actualmente que a maior oferta de mercado reside nas argamassas secas, sendo efectivamente este tipo de produtos que a presente dissertação abordará. “Em Portugal, a maioria das argamassas de reboco são secas, requerendo a sua mistura com água na aplicação. Também existem argamassas de reboco estabilizadas que são fornecidas à obra nas condições de aplicação, ou seja, já misturadas com a água de amassadura. Essas argamassas têm adjuvantes estabilizantes que prolongam a sua vida útil durante 30 a 36 horas. Contrariamente às argamassas de reboco secas, com muitas variedades, as argamassas estabilizadas apresentam em geral uma única variedade.”. [71] 3.5. Composição Como já foi referido, as argamassas pré-doseadas apresentam na sua constituição um maior número de constituintes, em comparação com as tradicionais, o que permite garantir geralmente melhores níveis de desempenho. 35 Apresenta-se de seguida os constituintes de utilização mais frequente na formulação de argamassas pré-doseadas para substituição de rebocos antigos. 3.5.1. Ligantes Pelas razões já referidas, apesar do ligante mais frequente nas argamassas pré-doseadas em geral ser o cimento, nos produtos destinados a rebocos de edifícios antigos tal não acontece. A sua presença pode ser verificada em argamassas bastardas, essencialmente de cal aérea e cimento. Refere-se como principais ligantes as cais, sendo a cal hidráulica a que é utilizada com maior frequência, devido às vantagens já abordadas que decorrem da utilização deste ligante, destacando-se a hidraulicidade. 3.5.2. Agregados Os agregados, pela extrema importância que têm nas prestações finais do reboco, são seleccionados criteriosamente, nomeadamente no que se refere à sua granulometria. Uma das diferenças das argamassas pré-doseadas para substituição de rebocos antigos relativamente às argamassas tradicionais, é a utilização, muitas vezes, de agregados ou cargas leves, enquanto que nas preparadas em obra se recorre essencialmente a agregados tradicionais [22]. São exemplo deste tipo de agregados, ou cargas leves, a perlite e a vermiculite. As argamassas pré-doseadas apresentam vulgarmente agregados de granulometria fina, de dimensão máxima inferior a 4 mm, compostos por areias calcárias, siliciosas ou ambas. É normal estes produtos possuírem agregados constituídos por várias fracções granulométricas, já que se promovem melhores características de desempenho com granulometrias contínuas e extensas. 3.5.3. Adições, adjuvantes e fibras Para além da selecção criteriosa de agregados e estudo pormenorizado dos ligantes, praticamente todos os fabricantes recorrem a adições e adjuvantes no sentido de alcançar determinadas características que optimizem o desempenho dos seus produtos. Relativamente às adições, refere-se o uso de cargas minerais, como fillers. O uso de adjuvantes é bastante comum, de onde se destacam os agentes hidrófugos, retentores de água e introdutores de ar. 36 Alguns produtos apresentam também fibras sintéticas, que, como já foi referido anteriormente, conferem maior resistência à fissuração por retracção e, consequentemente, maior durabilidade. 3.6. Requisitos: EN 998-1 (Marcação CE) Em 2003 foi publicada a EN 998-1, “Specification for mortar for masonry - Part 1: Rendering and plastering mortar”. A nível europeu, as especificações para argamassas para reboco, no que respeita a rebocos para aplicação em paramentos interiores e exteriores, são abordadas na referida norma, nomeadamente no que se refere às propriedades da argamassa no estado fresco e endurecido. A respeito da informação presente neste documento normativo, refere-se: Proposta de três classificações: em função da localização da produção; concepção; e propriedades e uso associados. Estas três classificações foram abordadas na pág. 34; Definição de requisitos obrigatórios para propriedades no estado fresco e endurecido.; Instruções para a designação dos produtos e respectiva rotulagem; Avaliação da conformidade, através de testes iniciais aos produtos e controlo de produção industrial; Como referido, existe um conjunto de requisitos, relacionado com os ensaios iniciais dos produtos, a que o material deve obedecer, afim da marcação CE. No Quadro 3 são apresentados os requisitos exigidos para as argamassas de revestimento no estado endurecido, em função das suas propriedades e/ou uso. No Quadro 4 apresenta-se a classificação das categorias associadas ao Quadro 3. Apresentam-se apenas os requisitos para argamassas tipo GP e R: Uso geral (GP) – argamassa de desempenho ou de formulação que não possuem características especiais; Renovação (R) – argamassa de desempenho utilizada em alvenaria com presença de sais solúveis, que possui elevada porosidade e permeabilidade ao vapor de água. Quadro 3 - Requisitos para argamassas no estado endurecido. Parâmetro de ensaio Norma de ensaio Massa volúmica aparente [Kg/m 3] 1015-10 Resistência à compressão [categoria(s)] 1015-11 CS I to CS IV 1015-12 ≥ valor declarado e tipo de fractura Aderência [N/mm2 e tipo de fractura – A, B ou C] Absorção de água por capilaridade (para argamassas a usar no exterior) [categorias] 1015-18 GP R Intervalo de valores declarado W0 a W2 CS II ≥ 0,3 Kg/m2 após 24 horas 37 Parâmetro de ensaio Norma de ensaio GP R 1015-18 - ≤ 5 mm 1015-19 ≤ valor declarado ≤ 15 Penetração de água após o ensaio de absorção de água [mm] Coeficiente de permeabilidade ao vapor de água [µ, para argamassas a usar no exterior] Condutividade térmica [w/m.k] EN 1745:2002 Valor tabulado Reacção ao fogo [Euroclasse] EN 13501-1 Euroclasse declarada Quadro 4 - Classificação de categorias paras as propriedades no estado endurecido. Propriedades Categoria Valores CS.I 0, 4 - 2, 5N/mm2 Resistência à compressão CS.II 1, 5 - 5, 0N/mm2 (28 dias) CS.III 3, 5 - 7, 5N/mm2 CS.IV > 6N/mm2 Absorção capilar (coeficiente de absorção capilar) W0 Não especificado W1 c ≤ 0, 40kg/m2 min0,5 W2 c ≤ 0, 20kg/m2 min0,5 Todas as argamassas pré-doseadas para reboco possuem obrigatoriedade marcação CE, desde 2005 e segundo o Sistema 4, declarando conformidade com a referida norma EN 998-1. O Decreto-Lei n.º 4/2007 de 8 de Janeiro obriga à aposição da marcação CE aos produtos de construção, desde que se verifique a sua conformidade com as especificações técnicas aplicáveis, neste caso Normas Europeias (EN) harmonizadas ou Aprovações Técnicas Europeias (ETA). Esta marcação significa que o produto está “Conforme os requisitos Essenciais”, tais como: resistência mecânica e estabilidade; segurança em caso de incêndio; higiene, saúde e ambiente; segurança na utilização; protecção contra o ruído; isolamento térmico e poupança energética. Para serem colocadas no mercado, as argamassas pré-doseadas para reboco “…deverão possuir a marcação CE e que para esta marcação não é necessária a intervenção de qualquer Organismo Notificado. Deve assim o fabricante proceder àquela marcação com base numa declaração de conformidade, no pressuposto de que implementou um controlo interno da qualidade adequado e que procedeu à realização dos ensaios de tipo iniciais.”.[77] Todos os fabricantes terão assim a obrigatoriedade de testar os produtos de acordo com as normas europeias, implementar sistemas de controlo de qualidade, garantir conformidade dos produtos com as normas harmonizadas e rastreabilidade. Por fim, junto da embalagem de cada produto, deverá constar uma declaração de conformidade do mesmo segundo a norma em causa, que como já foi dito, para as argamassas para reboco será a EN 998-1:2003. A Figura 29 exemplifica uma declaração deste tipo. 38 Figura 29 - Exemplo de declaração de conformidade. [89] Desta forma, a marcação CE promove o livre trânsito e comércio destes produtos na União Europeia. Apesar de maiores custos laboratoriais, controlo e organização, resultam benefícios para o fabricantes, como por exemplo: conformidade dos produtos com os requisitos legais; qualidade da produção; maior valorização dos produtos. O utilizador beneficiará, no sentido em que passa a conhecer melhor e de forma mais clara o que adquire no mercado. Existem ainda outras qualificações voluntárias, como por exemplo a certificação por parte de associações de certificação de produtos e os chamados Documentos de Aplicação do LNEC [83]. Estes últimos “…incluem aspectos não cobertos pelas especificações técnicas que estão na base da marcação CE dos produtos como, por exemplo, a definição do respectivo campo de aplicação e eventuais limitações de emprego, as características de desempenho mais significativas, a avaliação de características julgadas relevantes complementares às abrangidas por aquela marcação, as características (e respectivas tolerâncias) que poderão ser objecto de ensaios de recepção em obra, condições para a sua correcta colocação em obra, regras para uma adequada manutenção e a consideração de eventuais especificidades nacionais.”. [83] 3.7. Apresentação de alguns dados estatísticos Torna-se interessante apresentar sucintamente algumas estatísticas do mercado das argamassas pré-doseadas, especialmente no que se refere às argamassas secas, segundo estatísticas e informações disponibilizadas pela APFAC, mediante questionários realizados (último estudo datado de 2007) a vários fabricantes destes produtos, [56]. A Figura 30 apresenta a evolução do fabrico de argamassas pré-doseadas (secas e estabilizadas) de 2003 a 2007, e permite verificar o seu notável incremento, mesmo sendo mais onerosas que as argamassas tradicionais. A nível nacional, as argamassas secas são as que detêm a maior quota de mercado, como se pode observar na Figura 31. Este facto dever39 se-á às maiores vantagens que apresentam a nível prático, nomeadamente à não necessidade de aplicação em curto prazo, o que se adequa melhor à imprevisibilidade no cumprimento dos prazos dos trabalhos em obra. 1600 Toneladas [x103] 1400 15% 1200 Arg. Secas 1000 800 85% 600 Arg. Estabilizadas 400 200 0 2003 2004 2005 2006 2007 Figura 31 - Produção Arg. Secas VS Arg. Estabilizadas. Figura 30 - Evolução de Argamassas Industriais. Na Figura 32 realça-se a evolução no fabrico deste tipo de argamassas nos últimos anos, tendencialmente crescente e com notável preferência pelo fornecimento a saco. Toneladas [x103] 1400 1200 1000 800 Granel 600 Saco 400 Total 200 0 2004 2005 2006 2007 Figura 32 - Evolução de argamassas secas. Ainda relativamente a este tipo de argamassas (argamassas secas), apresenta-se na Figura 33 os vários tipos de argamassas (ou tipo de aplicação) e respectiva percentagem. Realça-se assim a aplicação em reboco, revelando que a maior parte das argamassas secas produzidas são para fins de revestimentos. 3% Monomassas Alvenarias 26% 45% Cimentos-cola Juntas Pavimentos 20% Outras Argamassas Rebocos 1% 4% 1% Figura 33 - Aplicação de argamassas secas. 40 As tendências previstas pela APFAC apontam para uma crescente utilização das argamassas pré-doseadas no mercado português (vd. Figura 34). As próprias para reabilitação deverão acompanhar o crescimento, já que esta temática vai assumindo cada vez mais importância, quer por necessidade urgente de se intervir sobre a construção antiga (a nível estrutural e estético), quer pela possível (e depende de cada caso) vantagem económica relativamente ao mercado da construção nova, que se encontra actualmente saturado. Porém, torna-se sensato admitir que esta previsão (um cenário de 2005 a 2015) seja um pouco optimista, quando confrontada com o estado actual do mercado imobiliário. Apesar das vantagens decorrentes do uso destes produtos pré-doseados na construção corrente, é especialmente no sector na reabilitação que estes materiais fazem a diferença, onde as exigências e a especialização, quer humana quer material, são necessárias para garantir sucesso nas intervenções. De facto, a reabilitação será inevitável nas próximas décadas e, acompanhando o seu crescimento (mesmo que lento), prevê-se igualmente um aumento gradual no uso destes produtos (e um decréscimo das argamassas fabricadas em obra) e, eventualmente, um acréscimo de concorrência e qualidade dos mesmos. Figura 34 - Previsão da evolução de argamassas fabris (industriais). [10] 3.8. Exemplos de estudos realizados Neste subcapítulo serão apresentados dois exemplos dos estudos consultados presentes na bibliografia, onde foram avaliadas e analisadas várias argamassas, tradicionais e prédoseadas, para substituição de rebocos antigos. 3.8.1. Estudo 1 No Quadro 5 e Quadro 6 apresentam-se os resultados de ensaios realizados no LNEC [23] sobre várias argamassas usadas correntemente em rebocos de substituição. 41 Quadro 5 - Resultados dos ensaios às características mecânicas de algumas argamassas usadas correntemente em revestimentos de substituição. [23] Quadro 6 - Resultados dos ensaios às características de comportamento à água de algumas argamassas usadas correntemente em revestimentos de substituição. [23] A autora concluiu que, relativamente ao comportamento mecânico, a argamassa de cimento não oferece características aceitáveis, pois a sua elevada resistência mecânica e módulo de elasticidade não são compatíveis com os suportes antigos, sendo uma argamassa demasiado frágil (com tendência para fendilhar com as deformações do suporte) e transmitindo forças demasiado elevadas à alvenaria, como se pode verificar pelo incumprimento dos requisitos presentes no Quadro 1. O mesmo se refere à argamassa bastarda de cimento e cal aérea e à argamassa de cal hidráulica, apesar destas apresentarem características mecânicas mais próximas das esperadas. As argamassas de cal aérea são as que apresentam características mecânicas mais favoráveis, enquadrando-se nas recomendações apresentadas na pág. 28. 42 Quanto à aderência, “…é fraca em todos os casos, mas em especial na argamassa só de cal e areia. No entanto, é importante notar que o suporte usado – tijolo corrente actual – não é representativo dos suportes antigos, por ser menos absorvente e mais liso, o que se traduz numa redução da aderência.”. [23] Relativamente ao comportamento à água, e de um modo geral, as argamassas de cal aérea, de cal hidráulica e a bastarda de cal aérea e cimento, apresentam boas características face à água, o mesmo não se passando com a argamassa pré-doseada e com a de cimento, que contêm um hidrófugo, que causa retenção de água no interior do suporte e dificulta a sua secagem. A autora ainda refere: “Os ensaios de envelhecimento artificial acelerado, com ciclos calor/gelo, calor/chuva e chuva/gelo, mostram que a argamassa de cal sem aditivo foi a que pior resistiu às acções climáticas. No entanto, é importante notar que a degradação mais precoce se dá, essencialmente, por descolagem do suporte seguida de destacamento. Ora, como se referiu atrás, a reduzida aderência das argamassas aos tijolos usados como suporte não pode considerar-se significativa, por não serem reproduzidas as condições reais. Assim, também estes ensaios terão de ser, no futuro, repetidos em condições mais representativas.”. [23] 3.8.2. Estudo 2 No Quadro 7, Quadro 8 e Quadro 9 e na Figura 35 e Figura 36 apresenta-se um conjunto de resultados experimentais realizados no âmbito de uma tese de doutoramento [22], em que foram utilizadas, entre muitas outras, quatro argamassas pré-doseadas: “cocciop” – Argamassa pré doseada constituída pelo produto designado por Cocciopesto; “cocciopA” – idem por Cocciopesto Albaria; “intonacoA” – idem por Intonaco Albaria; “medolago” – idem por Medolago. Quadro 7 - Resultados experimentais. [22] cocciop cocciopA intonacoA medolago Consistência por espalhamento [%] 90 104 85 150 Porosidade Aberta [%] 50 58 43 43 Módulo de elasticidade dinâmico [Mpa] 2730 1020 1790 1450 Resistência à tracção [Mpa] 0.71 0.2 0.36 0.33 Resistência à compressão [Mpa] 1.2 0.43 0.89 0.59 43 Quadro 8 - Resultados experimentais. [22] Resistência aos cloretos cocciop cocciopA intonacoA medolago Retenção de cloretos [%] Var. Massa 30 ciclos [%] Var. Massa 50 ciclos [%] 7.7 9.7 4.9 4.9 4.7 -2.5 4.1 -3.4 4.4 -7.9 1.7 -18.3 Resistência aos sulfatos Var. Var. Massa 3 Massa 5 ciclos ciclos [%] [%] -93.7 -27.9 -100 -12.6 -26.6 -60.7 Sais solúveis Conductividade [µS/cm] Concentração em Ca++ [mg/l] 91 41 58 90 20 22 16 21 Quadro 9 - Resultados experimentais. [22] Coef. Capilaridade [Kg/m2.s1/2] Absorção Capilar [Kg/m2] Permeabilidade ao vapor de água [(x10-11)Kg/m.s.Pa] Sd (espessura da camada de ar de difusão equivalente) [m] cocciop 0.34 26.8 2.06 0.095 cocciopA 0.35 29.9 2.75 0.071 intonacoA 0.24 19.7 2.14 0.091 medolago 0.56 20.9 2.08 0.094 Figura 35 - Variação de massa por acção dos cloretos em função do número de ciclos. [22] Figura 36 - Variação de massa por acção dos sulfatos em função do número de ciclos. [22] 44 Segundo as conclusões da autora e, relativamente às propriedades mecânicas, verifica-se que apenas a argamassa cocciop apresenta módulo de elasticidade dentro dos limites impostos no Quadro 1, bem como as maiores resistências mecânicas. Refere-se, porém, que este ensaio foi realizado aos 60 dias de idade e que os requisitos são referentes aos 90 dias de endurecimento, significando que as restantes argamassas deverão, com o tempo, atingir valores de módulo de elasticidade mais aceitáveis. Porém, refere-se que a cocciopA apresenta, de facto, um módulo de elasticidade demasiado baixo. No que toca às resistências à tracção e à compressão, as argamassas revelam bons resultados, compatíveis com a aplicação em edifícios antigos. No que se refere ao comportamento face à acção da água, verifica-se que a argamassa intonacoA apresenta o melhor comportamento face à capilaridade, não só sendo a mais lenta a absorver água por capilaridade, mas também porque revela a menor quantidade total absorvida. A autora faz referência à sintonia entre os resultados da absorção capilar (valor assintótico) e os da porosidade aberta. De facto, verifica-se que a quantidade total de água absorvida por capilaridade parece relacionar-se directamente com a estrutura porosa da argamassa. Desta forma, comparou-se estas duas características em paralelo com a permeabilidade ao vapor de água e concluiu-se que as argamassas, em geral, secam de forma aproximada e apresentam bons valores de permeabilidade ao vapor de água. Porém, nenhuma argamassa, excepto a cocciopA (argamassa mais porosa, com maior absorção de água e menores resistências mecânicas), respeita o requisito mínimo para a espessura da camada de ar de difusão equivalente definida no Quadro 2, relativamente a reboco exterior. A autora refere que essas discrepâncias poderão estar relacionadas com a possibilidade dos requisitos mínimos terem sido estabelecidos para provetes de dimensões, condições de cura e procedimentos de ensaios distintos. As argamassas cocciopA e medolago apresentam, respectivamente, elevada quantidade total de água absorvida e velocidade de absorção inicial excessiva. Quanto ao comportamento aos sais solúveis, as argamassas cocciopA e cocciop apresentaram valores especialmente elevados de retenção de cloretos, o que, segundo a autora, se justifica pelos valores de porosidade aberta também elevados destas argamassas. A autora defende que a porosidade aberta exibe uma correlação directa com a percentagem de cloretos retidos e que, mesmo apresentando resistências mecânicas reduzidas, as argamassas pré doseadas estudadas revelam boas resistências aos cloretos (especialmente a intonacoA). Isto pode ser explicado pelas elevadas porosidades abertas que apresentam, que, ao conferirem uma maior e melhor porometria às argamassas, permitem que a cristalização dos cloretos no interior dos poros (com consequente aumento de volume) não ultrapasse o volume destes, diminuindo as tensões internas e reduzindo as anomalias decorrentes da cristalização de sais, facto igualmente vantajoso perante o fenómeno gelo-degelo. A argamassa intonacoA foi também a que revelou maior resistência aos sulfatos, porém a autora refere que a cocciopA e medolago também apresentaram resultados satisfatórios, tendo 45 em consideração que o ensaio realizado fora extremamente agressivo. A cocciop foi a que revelou pior comportamento aos sulfatos. Relativamente ao comportamento face aos sais (em geral), a autora sublinha o bom comportamento das argamassas intonicoA e cocciopA. Finalmente, quanto à libertação de sais solúveis, refere-se o mau comportamento da argamassa cocciop e medolago. 46 4. Estudo de Mercado 4.1. Enquadramento Em função dos objectivos traçados para a presente dissertação, realizou-se uma pesquisa de mercado com o objectivo de avaliar a oferta de argamassas pré-doseadas destinadas a rebocos de substituição de edifícios antigos. Em função do que se foi obtendo ao longo do estudo, estabeleceu-se que este iria incidir sobre produtos que se apresentassem preparados para utilização, mediante junção de água nas proporções indicadas por cada fabricante, ou seja, argamassas secas para substituição de rebocos antigos. As soluções aconselhadas pelas empresas contactadas, para o fim pretendido, não contemplam argamassas estabilizadas ou prontas a utilizar. Cada produto já possui ligante (ou ligantes, no caso de ligante misto), agregados seleccionados, eventuais adjuvantes, adições e fibras, apresentando-se em forma de pó e, pelo menos, com fornecimento a saco. As argamassas pesquisadas são comercializadas em Portugal, mas não necessariamente produzidas por empresas nacionais. Existem, de facto, bastantes empresas italianas no sector da reabilitação de edifícios. 4.2. Apresentação e caracterização das argamassas A pesquisa de mercado incidiu sobre vinte e três empresas que actuam no mercado português. Dessas, nove apresentam soluções de argamassas pré-doseadas recomendadas e compatíveis, segundo o fabricante, para substituição de rebocos antigos. Na Figura 37 apresenta-se a lista de empresas consultadas. Empresas em que se obteve informação •Ciarga •Lena Argamassas •Secil-Martingança •Weber •Kerakoll •BASF •Mapei •Maxit •Tradibau Empresas em que não se obteve informação •STB •Diera •IRP •Ipesul •TMIC •Calcidrata •Sika •Fradical •Puma •BIU •António Caldas •CaCO3 •Tisapex •Tecnocrete Figura 37 - Empresas contactadas. 47 Refira-se que, independentemente da visita pessoal, todas as empresas foram contactadas por email e telefone. Apesar das empresas seleccionadas serem nove, algumas destas possuem mais do que um produto de argamassa pré-doseada para reboco de edifícios antigos. Assim consegue-se um conjunto razoável de produtos para análise, que serão apresentados e descritos adiante. A apresentação basear-se-á na informação que foi possível recolher, divulgada pelos fabricantes nas fichas técnicas e através de diálogo com os mesmos. Todavia e, tal como se esperava, esta informação é reduzida, havendo empresas que revelam mais dos seus produtos que outras, mas em geral não se consegue obter informação suficiente que permita uma caracterização devidamente completa de um produto. Refere-se essencialmente a informação sobre adições, adjuvantes, traços entre ligantes e agregados e valores de resultados de ensaios mecânicos e físicos. Este facto deve-se ao segredo industrial que as empresas pretendem manter sobre os seus produtos, por um lado compreensível no que toca à competitividade de mercado, mas desvantajoso para o utilizador final, que acaba por utilizar um produto sem saber qual a sua composição, depositando a sua confiança sobre o fabricante e respectivas recomendações. Assim, neste capítulo procede-se à apresentação dos produtos. Para informações mais detalhadas, sugere-se a consulta das respectivas fichas técnicas apresentadas no Anexo C. 4.2.1. Constituição Tipo de ligante Os vários produtos das empresas junto das quais foi possível reunir informação apresentam alguma diversidade no que se refere ao(s) tipo(s) de ligante(s) presentes(s) na sua composição. No Quadro 10 resume-se a composição de cada argamassa pesquisada, relativamente ao tipo de ligante presente (ou ligantes). 48 Quadro 10 – Argamassas seleccionadas - Tipo de ligante. Ligante Empresa Produto Cal Aérea Cal Hidráulica Cimento - X - - - X X X - BASF Normale Solfato Resistente Albaria Intonaco macroporoso SP2 Arriacciato (sistema) Desumidificante Tonachino Desumidificante Albaria Intonaco - X - X X - - X - - X - Rinzaffo Ciarga ACH Kerakoll Sanabuild - X* - Lena Argamassas Lena 822 X X - Mapei Mape-Antique MC - X - Maxit Maxit 158 - X - Secil-Martingança Reabilita RBA01 X* X* - Weber.dry Sane X* - X* Weber.rev Tradition Medolago X* X* X X* - Weber Tradibau *Informação facultada oralmente ou via email pelo fabricante. Como se pode observar, as argamassas estudadas contemplam essencialmente cal hidráulica na sua composição, tal como esperado. De facto, recorre-se bastante a este ligante pois consegue-se reunir a hidraulicidade (endurecimento mais rápido e na presença de água, ao contrario da cal aérea) e durabilidade desejadas, não implicando incompatibilidade com os materiais antigos, como pode ocorrer com maior frequência quando o cimento se apresenta como ligante principal. Todavia, apesar da presença dominante deste ligante, há produtos de ligante misto, facto nem sempre revelado nas fichas técnicas (geralmente quando um dos ligantes possui uma dosagem reduzida), mas informado e confirmado pelos respectivos fabricantes, sendo informação que pode vir a tornar-se útil. O recurso à cal aérea promove maior compatibilidade e permeabilidade ao vapor de água ao revestimento, e o cimento ajuda a melhorar a durabilidade, resistências mecânicas e velocidade de endurecimento das argamassas (tal como informado pela Weber). Adições, adjuvantes e fibras Relativamente à incorporação de adições, adjuvantes e fibras, a informação apresenta-se, de facto, escassa, apesar da tentativa persistente em obtê-la. Porém, algumas empresas adiantaram mais informações que outras. Apresenta-se no Quadro 11 a informação recolhida, referente aos produtos dos quais se conhece algo neste âmbito. 49 Quadro 11 - Argamassas seleccionadas – Adições, adjuvantes e fibras. Empresa BASF Produto Adições Adjuvantes Fibras Albaria SP2 (Sistema) - - - Albaria Intonaco - - Possui ACH - retentor de água* Ciarga hidrófugo Não possui introdutor de ar* Kerakoll Sanabuild - Lena Lena 822 - Mapei Mape-Antique MC Possui, não revela* Maxit Maxit 158 - Não possui* hidrófugo* Secil-Martingança Weber Tradibau retentor de água* introdutor de ar* Não possui - Possui Possui, não revela* - - Reabilita RBA01 - Adjuvantes para conferir trabalhabilidade* Não possui Weber.dry Sane - Possui, não revela* - Weber.rev Tradition - Possui, não revela* Possui Medolago - Possui, não revela* Não possui* * Informação facultada oralmente ou via email pelo fabricante. Como se pode verificar, as empresas Ciarga, Lena Argamassas e a Secil-Martingança são as que revelaram mais neste âmbito. Segundo estes fabricantes, o uso de retentores de água serve para minorar a retracção, os agentes hidrófugos para diminuir a permeabilidade à água no estado líquido e, no caso específico da Ciarga, o agente introdutor de ar para conferir trabalhabilidade. Supõe-se que, o adjuvante que a Secil-Martingança admite existir no seu produto seja um introdutor de ar, afim de conferir trabalhabilidade, tal como no caso da Ciarga. Agregados Seguidamente, apresenta-se no Quadro 12 a natureza e dimensão dos agregados das várias argamassas. 50 Quadro 12 - Argamassas seleccionadas – Natureza dos agregados e granulometria do produto. Empresa Produto Natureza do agregado Granulometria Albaria SP2 (Sistema) - - Albaria Intonaco Siliciosa ≤ 2 mm Ciarga ACH Calcária* ≤ 1,2 mm* Kerakoll Sanabuild Siliciosa ≤ 2,5 mm Lena Lena 822 Calcária e siliciosa ≤ 1,2 mm Mapei Mape-Antique MC - ≤ 2,4 mm Maxit Maxit 158 - ≤ 2,5 mm Reabilita RBA01 Calcária e siliciosa ≤ 3 mm* Weber.dry Sane Calcária e siliciosa - Weber.rev Tradition Calcária e siliciosa* ≤ 2 mm* Medolago Calcária ≤ 3 mm BASF SecilMartingança Weber Tradibau * Informação facultada oralmente ou via email pelo fabricante. Os valores apresentados no Quadro 12 permitem verificar que a maior parte dos fabricantes revela a natureza dos agregados, observando-se produtos com presença, individual ou mista, de agregados calcários e siliciosos. Foi igualmente possível obter valores referentes às granulometrias dos produtos (optou-se por apresentar os valores máximos indicados pelos fabricantes, pois os menores são sempre 0 mm), que se encontram, em geral, compreendidos entre os 2 e 3 mm, com excepção para ACH e Lena 822 que possuirão aparentemente uma granulometria mais fina. Há informação, por parte de muitos fabricantes, da presença de várias fracções granulométricas no sentido de promover uma granulometria desejavelmente extensa e contínua. Água de amassadura No Quadro 13 apresenta-se a quantidade de água de amassadura recomendada para a produção dos produtos estudados. Quadro 13 - Argamassas seleccionadas – Água de amassadura. Empresa Produto Albaria BASF Kg/saco Água de amassadura Litros/saco [L/Kgarg.seca]Médio Rinzaffo Normale 30 4,2 0,14 (2 opções) Solfato Resistente 30 6 0,20 SP2 Intonaco macroporoso 25 6,25 – 6,75 0,26 (Sistema) Arriacciato Desumidificante 30 8,1 0,27 Tonachino Desumidificante 25 7,8 – 8,3 0,32 51 Empresa Produto Kg/saco Água de amassadura Litros/saco [L/Kgarg.seca]Médio Albaria Intonaco 25 4,5 – 5 0,19 Ciarga ACH 25 4 0,16 Kerakoll Sanabuild 25 5,5 0,22 Lena Lena 822 30 6,5 – 7 0,23 Mapei Mape-Antique MC 25 3,5 - 4 0,15 Maxit Maxit 158 25 5 0,20 Secil-Martingança REABILITA RBA01 30 4,1 0,14 Weber.dry Sane 30 6 – 6,5 0,21 Weber.rev Tradition 30 6–7 0,22 Medolago 25 5 0,20* Weber Tradibau * Informação facultada oralmente ou via email pelo fabricante. Outros produtos associados (primários) A algumas das argamassas estudadas estão associadas outras argamassas pré-doseadas que funcionam como primários ou soluções impregnantes que se adicionam à água de amassadura, funcionando igualmente como primário. A utilização destes primários é recomendada pelo fabricante, com o objectivo de restituir coesão aos materiais do suporte, conferir aderência e regularizar. Ou seja, o recurso a estes primários depende essencialmente do estado de conservação do substrato, não sendo obrigatório, mas quase sempre efectuado na prática corrente. A excepção reside apenas no sistema Albaria SP2 (da BASF), em que o fabricante considera vital a aplicação de todas as camadas, incluindo o primário Rinfazzo Normale ou Solfato Resistente. Esta é a razão pela qual se apresentou anteriormente os quatro produtos deste sistema em conjunto com todas as restantes argamassas. No Quadro 14 resume-se sucintamente quais os primários recomendados para cada argamassa e respectiva composição, segundo cada fabricante. Adiante, será ainda feita referência a características mecânicas e físicas destas argamassas de primário. 52 Quadro 14 - Argamassas seleccionadas – Produtos primários. Empresas Produto Primário BASF Albaria Intonaco Ciarga ACH Composição Informação adicional - - Camada de consistência semi-fluida Cal hidráulica (mais) AE (Argamassa pré-doseada) Melhora resistência aos sais e Cimento (menos) aderência** Adjuvantes químicos Kerakoll Sanabuild Sanabuild Fondo (Impregnante aquoso) - Lena Lena 822 Lena 822 + Lena 870 (resina acrílica) - Melhora resistência aos sais e aderência Promove aderência e regularização Cal hidráulica Mapei Mape-Antique MC Adições especiais (pode Mape-Antique Rinzaffo Melhora resistência aos sais e possuir retentores de (Argamassa pré-doseada) aderência água) fibras sintéticas Maxit SecilMartingança Weber Não especificado - Reabilita RBA01 - - - Weber.dry Sane Weber.dry Sane + Ibofon (aditivo) - Confere aderência e regularização Weber.rev Tradition + Ibofon (aditivo) - Confere aderência e regularização Rinzaffo Consolidante Antisale Cal hidráulica Melhorar resistência aos sais, humidade (Argamassa pré-doseada) Adições especiais e aderência Weber.rev Tradition Tradibau Primário para aderência Maxit 158 Medolago Consolidante para regularização 4.2.2. Classificação segundo EN 998-1 A norma europeia EN 998-1 aplica-se a argamassas pré-doseadas para reboco exterior e interior e define, entre outros, os requisitos para argamassas no estado endurecido, relativos à marcação CE de cada produto. Cada argamassa, em função das suas propriedades e/ou uso, será de um determinado tipo. No Quadro 15 apresenta-se, para cada argamassa, o seu tipo segundo a referida norma e respectivo princípio de funcionamento. Quadro 15 - Argamassas seleccionadas – Classificação segundo EN 998-1. Sistema Albaria SP2 Tipo* (EN 998-1) R Albaria Intonaco GP Ciarga ACH GP Kerakoll Sanabuild R ** Reboco de transporte Reboco de transporte*** Lena Mapei Lena 822 Mape-Antique MC R R Reboco de transporte** - Maxit Secil-Martingança Maxit 158 Reabilita RBA01 Weber.dry Sane R GP R Reboco de transporte** Reboco de transporte** Reboco de acumulação** Weber.rev Tradition Medolago R GP Reboco de transporte** Impermeável à água; permeável ao vapor** Empresa BASF Weber Tradibau * Produto Princípio de funcionamento Reboco de acumulação - R: renovação ; GP: uso geral ** Informação facultada oralmente ou via email pelo fabricante. *** Quando aplicado com o primário Sanabuild Fondo, torna-se impermeável à água, mas permeável ao vapor de água. 53 4.2.3. Características mecânicas Relativamente às características mecânicas indicadas nas fichas técnicas dos produtos (ou obtidas oralmente ou por email), recolheu-se toda a informação referente a valores de resistência à tracção, compressão, tensões de aderência (e respectivos tipos de ruptura) e módulos de elasticidade. A ausência de informação de um produto relativamente a uma das características atrás referidas significa que não foi possível obtê-la. Inclui-se também informação respeitante aos primários, atrás apresentados, a título indicativo. Muitas vezes os fabricantes não referem especificamente informação sobre as propriedades mecânicas dos seus produtos, referindo apenas que determinado produto pertence, por exemplo e relativamente à resistência à compressão, à classe CSII (segundo EN 998-1:2003), ou mesmo indicando apenas que essa característica é superior a determinado valor, como acontece muitas vezes com a absorção capilar. No Quadro 16 apresenta-se toda a recolha desses valores e na Figura 38 uma comparação dos mesmos, sendo de realçar que nesta última foram utilizados os valores médios (no caso em que o fabricante declara intervalos) ou valores mínimos (quando o fabricante declara valores mínimos). Quadro 16 - Características mecânicas dos produtos estudados. Empresa Produto Albaria BASF Rc [MPa] Aderência Rt [MPa] Tensão [MPa] Módulo de Tipo de rotura Elasticidade [MPa] (A-adesiva ; B-coesiva) Rinzaffo - - - - - Intonaco macroporoso 3,4 - 0,3 A - 2,3 - 0,25 A - 3,0 - 0,1 A - SP2 Arriacciato (Sistema) Deumidificante Tonachino Deumidificante Albaria Intonaco 1,8 - 0,13 A 3000 ACH 3,5 – 5,0* 2,0* 0,1 A e B* ≤ 2500 Ciarga AE (primário) 10,0 - 0,1 A - Kerakoll Sanabuild ≥ 2,5 - ≥ 0,2 B - Lena Lena 822 1,5 – 3,5* ≥ 0,2* 0,2 A - Mape-Antique MC 4,0 – 6,0 - ≥ 0,4 B 4000 - 6000 Mape-Antique Rinzaffo (primário) 7,0 - - - < 8000* Maxit 158 ≥ 1,5 0,5* ≥ 0,05 B - REABILITA RBA01 1,5 – 5,0 - - - - Weber.dry Sane 3,0* 2,0* ≥ 0,3 B 5500 Weber.rev Tradition 2,0* 1,0* 0,2 B ≤ 5000 Medolago 1,83 1,3 0,3 B 2283 Rinzaffo Consolidante Antisale 1,5 – 5,0 - ≥ 0,1 B - Mapei Maxit SecilMartingança Weber Tradibau * Informação facultada oralmente ou via email pelo fabricante. Rc – Resistência à compressão ; Rt – Resistência à tracção. 54 55 Figura 38 - Resistência à compressão, tracção e tensão de aderência. Analisam-se seguidamente as características mecânicas das argamassas analisadas. Através da Figura 38 e relativamente à resistência à compressão, nota-se uma clara tendência para este tipo de produtos se enquadrarem em valores entre os 1,5 Mpa e os 5,0 Mpa, o que se coaduna com o esperado em argamassas para aplicação sobre suportes antigos. Não se pretende, como já foi referido no decorrer desta dissertação, argamassas excessivamente resistentes, em que daí resulte uma incompatibilidade mecânica com os materiais originais e incapacidade na absorção de movimentos do suporte por excesso de rigidez do revestimento. Note-se a argamassa Mape-Antique MC, que se destaca por apresentar a maior resistência à compressão e maior tensão de aderência de todas, mas mesmo assim valores aceitáveis, o que sugere à priori uma boa durabilidade decorrente do seu uso. Associada a esta argamassa está também o maior valor do módulo de elasticidade. Segue-se a argamassa ACH com um valor também elevado de resistência à compressão e um dos mais elevados relativamente à resistência à tracção, factor benéfico no combate à fissuração e fendilhação. As resistências destas duas argamassas poderão estar associadas à menor quantidade de água utilizada na amassadura destes dois produtos, promovendo uma estrutura mais compacta que a das restantes, e ao facto de não possuírem ligante aéreo na sua composição, promovendo ganhos de resistência mais elevados aos 28 dias. No entanto, ACH apresenta um módulo de elasticidade baixo tendo em conta as restantes propriedades mecânicas deste produto, próximo dos módulos de elasticidade de Albaria Intonaco e Medolago que são das argamassas com resistência à compressão mais baixa. Todas as restantes argamassas oscilam aproximadamente entre valores de 2,5 a 3,5 MPa, perfeitamente aceitáveis, com excepção das já referidas Albaria Intonaco e Medolago que apresentam valores reduzidos na ordem dos 1,8 Mpa, sugerindo menor resistência mecânica a mecanismos de degradação e, consequentemente, menor durabilidade face a agentes agressivos. Porém, estas apresentam módulos de elasticidade favoráveis. De notar os valores elevados do módulo de elasticidade das duas argamassas da Weber (relativamente às resistências mecânicas moderadas que apresentam), o que poderá ser explicado pelo efeito do cimento. Refere-se, porém, que a carência de informação relativamente à resistência à tracção e módulo de elasticidade de muitos produtos, torna impossível uma análise mais pormenorizada dos mesmos. O primário AE apresenta uma elevada resistência à compressão, facto coerente com os ligantes deste produto que são cal hidráulica e cimento. Juntamente com Mape-Antique Rinzaffo, são as argamassas mecanicamente mais resistentes. Já o primário Rinzaffo Consolidante Antisale apresenta, aparentemente, prestações mecânicas próximas das argamassas de reboco principais. 56 4.2.4. Características físicas No Quadro 17 apresenta-se informação recolhida relativa às características físicas dos produtos analisados (e também dos primários, a título indicativo), obtida pelas fichas técnicas, declarações de conformidade CE e transmitida oralmente e/ou via email com o fabricante. Quadro 17 - Características físicas dos produtos. Massa Volúmica aparente Empresas Produto [Kg/m3] Consistência [%] µ Coeficiente Absorção Profundidade de Capilaridade capilar [Kg/m2] penetração de água [Kg/m2.min0,5] (24h) (mm, às 24 h) Estado Estado Fresco Endurecido - - - - - - - - - - 10 - 3,5 5 - - - 10 - 1 1 - - - 8 - 0,16 - Albaria Intonaco 1525 1550 90 10 0,68 - - ACH 1650 ± 200 1500 ± 200 55 - 65 < 15 < 0,40 - - AE *** 1850 ± 200 1500 ± 200 55 - 65 < 15 < 0,40 - - Kerakoll Sanabuild 1240** 1120 70 <7 - ≥ 0,3 ≤5 Lena Lena 822 1590 1500 45 - 55** 20** - ≥ 0,3** ≤5 Mape-Antique MC 1600 - 1800 - 80 - 100 10 - 15 * * - Mape-Antique Rinzaffo *** 1800 - 1950 - 100 - 150 < 30 - - - Maxit 158 1900 ± 150 1550 ± 200 50 - 80 ≤ 15 < 0,7 ≥ 0,3 ≤5 REABILITA RBA01 - 1400 - 1700 - ≤ 15 - ≥ 0,3 ≤5 Rinzaffo Intonaco Albaria BASF macroporoso SP2 Arriacciato (Sistema) Deumidificante Tonachino Deumidificante Ciarga Mapei Maxit SecilMartingança Weber.dry Sane 1400 - - ≤ 15 < 0,05 ** ≥ 0,3 - Weber.rev Tradition 1350 1180 - 10 < 0,1 ** - - Medolago - 1550 - 1750 - < 20 - - - - 1600 - 1750 ≤ 15 0,39 ≥ 0,3 ≤5 Weber Tradibau Rinzaffo Consolidante Antisale *** * Ver respectiva ficha técnica em Anexo. ** Informação facultada oralmente ou via email pelo fabricante. *** Argamassa de primário. No âmbito da substituição de rebocos antigos, ganha especial importância o comportamento da argamassa face à água no estado líquido e gasoso e, consequentemente a avaliação da sua permeabilidade ao vapor de água (expressa no Quadro 17 pelo coeficiente de permeabilidade ao vapor de água, µ), capacidade de absorção capilar (e respectivo coeficiente de capilaridade), profundidade de penetração de água após ensaio de absorção capilar, entre outros ensaios (como por exemplo a secagem e permeabilidade à água do estado líquido). A análise do Quadro 17 permite verificar que nem todos os fabricantes disponibilizaram todas as características lá indicadas e quando o fazem a maioria refere-se apenas ao cumprimento dos requisitos mínimos da EN 998-1 para argamassas de Renovação (R), relativa à marcação 57 CE dos seus produtos, que é actualmente obrigatória. Exemplo disso são os resultados dos ensaios de absorção capilar às 24h, profundidade de penetração da água às 24h e coeficiente de permeabilidade ao vapor de água (µ). Verifica-se que as argamassas que apresentam este tipo de informação são na maioria argamassas classificadas como “R” segundo a EN 998-1, ou seja, argamassas de Renovação. A excepção** cai apenas sobre a Reabilita RBA01, considerada GP (Uso Geral) segundo a mesma norma. Relativamente à absorção capilar, apenas no produto Albaria SP2 é que se encontram valores concretos desta característica, sendo que nos restantes apenas se refere o cumprimento da referida norma. Existe uma discrepância notável entre as camadas deste sistema, pois a argamassa Intonaco Macroporoso e Arriacciato Deumidificante, componentes do referido sistema Albaria SP2, apresentam respectivamente 3,5 Kg/m 2 2 e 1 Kg/m , enquanto que Tonachino Deumidificante apresenta 0,16 Kg/m2. A diferença explica-se atendendo à função de cada uma destas argamassas. Acontece que o sistema SP2 foi criado especificamente para * funcionar como reboco de acumulação . Como tal, Intonaco Macroporoso trata-se de uma argamassa com uma estrutura macroporosa, preparada para conferir a capacidade de acumulação de sais no seu interior, tornando o sistema (ou reboco) num reboco de acumulação. Isto implica necessariamente (para a argamassa Intonaco Macroporoso) uma elevada porosidade e, inevitavelmente, uma reduzida resistência à absorção de água por capilaridade que, segundo o fabricante, é desejada. Pretende-se que atraia ao máximo toda a água que ascende por capilaridade pelo suporte, acumulando os sais transportados por esta. A eliminação da água será possível apenas na forma de vapor, pois as camadas mais exteriores (Arriacciato Deumidificante e Tonachino Deumidificante) apresentam menor permeabilidade à água em estado líquido, mas permeabilidade aceitável ao vapor de água. No que se refere à profundidade de penetração de água às 24h, verifica-se também a referência apenas ao cumprimento do requisito mínimo da EN 998-1 para argamassas “R”, com excepção novamente para o sistema Albaria SP2 (em que são declarados valores concretos). Todavia, ainda relativamente à capacidade de absorção por capilaridade, alguns fabricantes disponibilizam valores do coeficiente de capilaridade, que traduz a velocidade com que se dá a absorção capilar nos instantes iniciais. Atendendo aos dados recolhidos deste coeficiente, chama-se a atenção para as argamassas Albaria Intonaco, Maxit 158, ACH, Weber.dry Sane e Weber.rev Tradition. As três primeiras, especialmente a Albaria Intonaco (por apresentar um valor em concreto), revelam elevados coeficientes de capilaridade, quando comparadas com as duas últimas, que apresentam valores bastante reduzidos, especialmente a Weber.dry Sane. As diferenças poderão estar relacionadas com a utilização de produtos hidrofugantes em maiores ou menores dosagens e com a própria estrutura porosa das argamassas. Segundo o fabricante BASF, produtor da argamassa Albaria Intonaco, a utilização deste reboco não é * Como referido anteriormente, trata-se de terminologia vulgarmente utilizada para rebocos próprios a aplicar sobre suportes fortemente atacados por sais solúveis e sujeitos a um desgaste mais pronunciado devido á água. ** Não se considera a argamassa Rinzaffo Consolidante Antisale (Tradibau) porque é o primário da Medolago. 58 recomendada em situações com excessiva presença de sais e água. Deve ser aplicado, preferencialmente, fora do perímetro fortemente atacado do suporte. A permeabilidade ao vapor de água, quantificada pelo coeficiente “µ”, é a característica física mais divulgada pelos fabricantes. Segundo a EN 1015-19, quanto menor for este valor, maior a permeabilidade ao vapor de água e, consequentemente, mais respirável se tornará o revestimento. Os produtos que possuem esta propriedade melhor definida são Weber.rev Tradition, Albaria Intonaco, sistema Albaria SP2 e Mape-Antique MC, com valores perfeitamente aceitáveis. Todas as restantes argamassas apresentam apenas um valor máximo. Faz-se, no entanto, referência à argamassa Sanabuild (Kerakoll), que apresenta um valor máximo de µ=7, muito favorável na permeabilidade ao vapor de água do revestimento final. Os valores de consistência possíveis de apurar apontam para argamassas com uma trabalhabilidade, em geral, razoável. Os valores mínimos (mas não excessivamente reduzidos) referem-se a Lena 822 e os máximos à Mape-Antique MC e Albaria Intonaco, estas últimas argamassas mais fluidas. Relativamente às massas volúmicas, fará sentido abordar a argamassa Weber.rev Tradition e Sanabuild. Estes produto apresentam, de facto, um valor bastante reduzido relativamente a todas as outras argamassas, o que sugere possivelmente a utilização de agregados leves. 4.2.5. Informações adicionais Procurou-se incluir no Quadro 18 toda a informação útil que não foi apresentada anteriormente na caracterização dos produtos. Quadro 18 - Informações adicionais. Empresa BASF Ciarga Kerakoll Lena Mapei Maxit Secil-Martingança Weber Produto Aplicação Sistema Albaria SP2 Albaria Intonaco ACH Sanabuild Lena 822 Mape-Antique MC Maxit 158 Reabilita RBA01 Weber.dry Sane Manual ou projecção* Manual ou projecção Manual ou projecção Manual ou projecção Manual** ou projecção Manual ou projecção Manual ou projecção Manual ou projecção Manual Weber.rev Tradition Manual ou projecção Espessura total (cm) Min Máx 2,6 4,8 1,5** 2,0 1,0** 4,0 *** 2,0 2,0 2,0 2,0 3,0 1,5 5,0 Espessura/camada (cm) Min 1,5** 1,0 2,0 1,0 - Preço** [€/saco] Máx 2,0** 2,0 2,0 3,0 1,0 2,5 - 2,15 19,25 4,14 2,60 - 3,0 12,90 Tradibau Medolago Manual** 7** 10** 1,5** 3,0** Excepto para Tonachino Deumidificante, cuja aplicação é manual. ** Informação facultada oralmente ou via email pelo fabricante. *** Para espessura superior, deve-se reforçar as camadas posteriores com redes de fibra de vidro, com tratamento anti-alcalino. 10,50 * 59 4.3. Argamassas seleccionadas para campanha experimental Após a recolha da informação disponível e respectiva análise, procurou-se realizar uma selecção criteriosa no sentido de decidir quais os produtos a utilizar na campanha experimental (Capítulo 5). Em primeiro lugar, optou-se por seleccionar quatro produtos diferentes. Seguidamente, julgou-se pertinente excluir o Sistema Albaria SP2, Sanabuild, Mape Antique MC e Weber.dry Sane. O primeiro unicamente por ser um sistema completo constituído por quatro argamassas que, segundo o fabricante, têm que funcionar necessariamente em conjunto. Por questões de exequibilidade complexa, este produto foi afastado. Os três últimos foram excluídos pela seguinte razão. Apesar do interesse em avaliar estes produtos, que sugerem à priori soluções bem concebidas, acontece que são especificamente direccionados para situações de intensa presença de humidade e contaminação salina. Optando-se por escolher uma amostra de quatro produtos diferentes, a campanha experimental não contemplará ensaios de caracterização e comportamento face aos sais, tornando-se menos interessante e útil avaliar estes produtos quando uma das suas principais características não será avaliada. Restam assim as seguintes argamassas: Albaria Intonaco, ACH, Lena 822, Maxit 158, Reabilita RBA01, Weber.rev Tradition e Medolago. Para seleccionar as quatro finais, teve-se em consideração os seguintes aspectos: o tipo segundo EN 998-1, a quantidade de informação recolhida e a composição. Relativamente ao primeiro aspecto, optou-se por seleccionar duas argamassas tipo GP e duas tipo R. Assume-se que as argamassas tipo GP (também específicas para substituição de rebocos antigos segundo os fabricantes) serão mais resistentes, à base essencialmente de cal hidráulica, e seria interessante confrontar estes produtos com as argamassas de tipo R, mais brandas mas eventualmente mais dúcteis, com presença notável de ligante aéreo. Tendo em atenção estes aspectos, os produtos seleccionados foram: Arg.A, Arg.B, Arg.C e Arg.D. 60 5. Campanha Experimental 5.1. Considerações gerais A campanha experimental desenvolvida foi realizada no Laboratório de Construção do DECivil, do Instituto Superior Técnico, com o objectivo de estudar quatro argamassas pré-doseadas para rebocos de edifícios antigos disponíveis no mercado nacional e que foram seleccionadas no âmbito do capítulo 4. Como foi referido no capítulo anterior, as argamassas seleccionadas para a realização da campanha experimental estão apresentadas no Quadro 19. Quadro 19 - Argamassas seleccionadas. Fabricante Produto Designação adoptada Ciarga ACH Arg.A Secil-Martingança Reabilita RBA01 Arg.B Lena Argamassas Lena 822 Arg.C Weber Weber.rev Tradition Arg.D No Quadro 20 apresenta-se um resumo da informação recolhida dos referidos produtos. Quadro 20 - Resumo de algumas características das argamassas pré-doseadas seleccionadas. Água de Argamassa Tipo Ligantes(s) Adjuvantes Fibras amassadura [l/kgarg.seca]Médio Consistência Granulometria Rc; Rt [%] [mm] [Mpa] Retentor de água Arg.A GP CH Hidrófugo Não 0,16 55 - 65 ≤ 1,2 Não 0,14 - ≤ 3,0 Não 0,23 45 - 55 ≤ 1,2 Sim 0,22 - ≤ 2,0 Introdutor de ar Arg.B GP CA e CH Arg.C R CA e CH Possui Retentor de água Hidrófugo Introdutor de ar Arg.D R CA e CM Possui 3,5 – 5,0 ; 2,0 1,5 – 5,0 ;1,5 – 3,5 ; ≥ 0,2 2,0 ; 1,0 Coef. Capilaridade 2 0,5 [Kg/m .min ] < 0,40 - - < 0,1 Massa volúmica aparente [Kg/m3] E.F: 1650 ± 200 E.E: 1500 ± 200 E.F: E.E: 1400 - 1700 E.F: 1590 E.E: 1500 E.F: 1350 E.E: 1180 CH: cal hidráulica ; CA: cal aérea ; CM: cimento ; GP: uso geral ; R: renovação; E.F: estado fresco ; E.E: estado endurecido 61 Todos os produtos estudados foram fornecidos em saco e conservados em barricas (vd. Figura 39) desde o momento da sua recepção e durante todo o período inerente aos trabalhos experimentais desenvolvidos. O plano de trabalhos estabelecido para o estudo dos produtos seleccionados foi definido com o objectivo de caracterizar as Figura 39 - Acondicionamento dos sacos de argamassa seca. argamassas no estado seco, no estado fresco e no estado endurecido. Foram realizadas diversas amassaduras, para realização dos ensaios no estado fresco, moldagem dos provetes e aplicação das argamassas como camadas de revestimento de tijolos cerâmicos. Em todas houve especial atenção e preocupação no cumprimento da quantidade de água aconselhada pelos fabricantes, presente no Quadro 20. Foram produzidos provetes prismáticos, para realização de ensaios mecânicos e físicos, e provetes obtidos pela aplicação de uma camada de 2 cm de argamassa sobre tijolo para avaliação da absorção, resistência superficial e determinação da velocidade de ultra-sons. Todas as argamassas foram caracterizadas aos 28 dias de cura. Com excepção dos provetes de Arg.C e Arg.D, a desmoldagem dos provetes prismáticos foi efectuada decorridas 24 horas da sua produção, enquanto que a desmoldagem das argamassas aplicadas como camadas de revestimento dos tijolos cerâmicos foi efectuada decorridas 48 horas. Por insucesso na tentativa de desmoldar os provetes de Arg.C às 24 horas, devido ao facto de não apresentarem resistência suficiente e se terem danificado, optouse por alargar o tempo de moldagem das argamassas Arg.C e Arg.D para 7 dias (em provetes e tijolos). No Anexo A apresenta-se o resumo de amassaduras realizadas (Anexo A.1), dos provetes prismáticos (Anexo A.2) e tijolos (Anexo A.3) produzidos e respectiva nomenclatura adoptada (Anexo A.4). Os provetes foram conservados em ambiente de laboratório até á sua caracterização no estado endurecido (vd. Figura 40, Figura 41 e Figura 42). Figura 40 - Acondicionamento durante cura. Figura 41 - Acondicionamento durante cura. Figura 42 - Acondicionamento durante a cura. 62 A Figura 43 e Figura 44 apresentam os valores de temperatura e humidade relativa registados durante o período de cura. Temperatura [ºC] 29 27 25 23 21 19 17 15 8-Mai 28-Mai 17-Jun 7-Jul 27-Jul 16-Ago 5-Set Figura 43 - Evolução da temperatura ao longo do tempo. Humidade Relativa [%] 80 70 60 50 40 30 8-Mai 28-Mai 17-Jun 7-Jul 27-Jul 16-Ago 5-Set Figura 44 - Evolução da humidade relativa ao longo do tempo. 63 5.2. Plano de ensaios O conjunto de ensaios planeados para esta campanha experimental tem como principal objectivo avaliar determinadas características das argamassas seleccionadas, não apenas no estado fresco e endurecido, mas também do produto seco, com o objectivo de procurar incrementar o conhecimento das características das argamassas estudadas. Para tal, foi realizado um plano de ensaios, dividido essencialmente em três partes: Ensaios de caracterização no estado seco; Ensaios de caracterização no estado fresco; Ensaios de caracterização no estado endurecido. Os ensaios de caracterização no estado seco baseiam-se na obtenção da granulometria dos produtos, através de peneiração, e na determinação da massa volúmica aparente da mistura. Procurar-se-á também separar o que à partida é ligante e filler dos restantes constituintes, através do material retido e passado no peneiro de 63 µm. Os ensaios de caracterização no estado fresco basear-se-ão no ensaio do espalhamento, retenção de água e massa volúmica. O último grupo de ensaios apresenta-se mais vasto, sendo composto por vários ensaios de caracterização física e mecânica. Na Figura 45 resume-se o plano de ensaios estabelecido. Caracterização Física Caracterização Mecânica Secagem Ultra-sons (2 meios-provetes) (5 provetes e um tijolo) Porosidade e Massa Volúmica Flexão (2 meios-provetes) (5 provetes) Compressão Carbonatação (6 meios-provetes) Absorção Capilar Dureza superficial (1 provete) (1 tijolo) Teor de água (48 h) (1 provete) Absorção sob baixa pressão (1 tijolo) Figura 45 - Ensaios no estado endurecido (para cada argamassa e tempo de cura). 64 5.3. Produção das argamassas A produção das argamassas foi realizada com base em procedimentos adaptados do disposto na EN 1015-2. Recorreu-se a uma misturadora mecânica (Figura 46 e Figura 47), onde se juntou primeiro a argamassa seca. Iniciando com a menor velocidade de rotação, junta-se a água durante cerca de 15 segundos, mudando-se posteriormente para a maior velocidade, finalizando a amassadura aos dois minutos e trinta segundos. Procurou-se sempre evitar perda de material no fundo da misturadora, por carência de hidratação. Figura 46 - Material utilizado na amassadura. Figura 47 - Amassadura a decorrer. Realizada a amassadura, preparou-se os provetes com recurso com um equipamento de compactação (Figura 48 e Figura 49), dividido por duas fases: enchimento de metade do molde e compactação com 60 pancadas, seguido de enchimento total e repetição de 60 pancadas. Após a moldagem, rasou-se a superfície com uma régua metálica para regularizá-la e retirar os excessos. Produziu-se 6 provetes, para cada argamassa e tempo de cura. O aspecto final da moldagem de provetes é exemplificado na Figura 50. Figura 48 - Equipamento de compactação. Figura 49 - Equipamento de compactação com molde. Figura 50 - Moldes. Para a produção dos provetes sobre tijolos, começou-se por garantir adequada humidificação (Figura 51) do suporte através de pulverização generalizada e limpeza dos excessos de água, a fim de evitar absorção de água de amassadura por parte dos tijolos. Escolheu-se tijolos em bom estado, sem fissuração e com as faces bem conservadas. Preparados os tijolos para receber a argamassa, aplicou-se com aperto adequado, perfazendo uma espessura de 2 cm de reboco (Figura 52 e Figura 53). Refere-se que esta espessura adoptada encontra-se dentro da gama de valores recomendados por todos os fabricantes das argamassas estudadas. Finda a aplicação da argamassa, regularizou-se a superfície com recurso a régua metálica e talocha, acabando com o aspecto apresentado na Figura 54. Produziu-se 2 tijolos, para cada argamassa e tempo de cura. 65 5.4. Figura 51 - Pulverização. Figura 52 - Aplicação da argamassa. Figura 53 - Aplicação de argamassa. Figura 54 - Aspecto final. Metodologias de ensaio 5.4.1. Caracterização das argamassas no estado seco Análise granulométrica Os procedimentos adoptados no estudo da granulometria das argamassas basearam-se no método de peneiração a seco definido na EN 1015-1:1998 e recorreu ao seguinte conjunto de peneiros: 8,00; 4,00; 2,00; 1,00; 0,500; 0,250; 0,125; 0,063 [mm]. As amostras ensaiadas apresentavam uma massa na ordem de 1 kg e foram previamente secas em estufa, a uma temperatura de 105 ± 5 ºC. A peneiração inclui duas fases. A primeira fase foi realizada recorrendo ao agitador de peneiros e a fase final de peneiração foi realizada manualmente (sem forçar à mão ou com qualquer outro instrumento) de modo a garantir que durante 1 minuto de peneiração não passasse mais do que 0,2% da amostra em ensaio, Figura 55 e Figura 56. Figura 55 - Equipamento de vibração. Figura 56 - Peneiração manual. Após peneiração da amostra em cada um dos peneiros utilizados, procedeu-se à avaliação da massa de material retido em cada um deles. 66 Determinação da massa volúmica aparente A avaliação da massa volúmica aparente dos produtos no estado seco baseou-se na NP EN 1097-3:2000 que especifica os procedimentos dos ensaios para a determinação da massa volúmica em agregados. O material utilizado está ilustrado na Figura 57. As amostras foram secas em estufa à temperatura de 110 ± 5ºC até massa constante. Começou-se por pesar o recipiente (m1) utilizado (de 1 litro). Seguidamente, encheu-se (Figura 58 e Figura 59) com argamassa em estado seco até transbordar (Figura 60) com recurso a uma pá. Refere-se que o bordo da pá nunca deverá estar a mais de 5 cm de distância do topo do recipiente, a fim de minimizar a segregação durante o enchimento. Por fim, procedeu-se ao nivelamento da superfície (Figura 61), evitando qualquer tipo de compactação, ficando com o aspecto presente na Figura 62. Figura 57 - Material utilizado. Figura 60 - Recipiente cheio. Figura 58 - Enchimento do recipiente. Figura 59 - Enchimento do recipiente. Figura 61 - Nivelamento da superfície. Figura 62 - Superfície rasada. Por último, pesou-se o conjunto (m 2). Repetiu-se este procedimento três vezes, para cada argamassa, para posteriormente ser calculado o valor médio de massa volúmica aparente, arredondado até à segunda casa decimal. A massa volúmica aparente deverá ser calculada através da seguinte expressão: 𝑀𝑉𝑎𝑝𝑎𝑟𝑒𝑛𝑡𝑒 𝐾𝑔 𝑚3 = 𝑚 2 −𝑚 1 𝑉 Expressão 5.1 m2 – massa do recipiente cheio de argamassa em estado seco [Kg]; m1 – massa do recipiente vazio [Kg]; 3 V – Volume do recipiente [m ]. 67 5.4.2. Caracterização das argamassas no estado fresco Avaliação da consistência A avaliação da consistência das argamassas foi realizada com base em procedimentos adaptados do disposto na EN 1015-3:1999, por recurso à mesa de espalhamento, e para duas amostras de cada argamassa. Inicia-se com o enchimento (Figura 63) de um molde tronco-cónico (com diâmetros no topo e na base, respectivamente de 100 e 70 mm, previamente centrado no prato da mesa de espalhamento, que deverá estar limpo e isento de partículas) até metade da sua capacidade. Seguidamente, compacta-se com 25 apiloamentos (Figura 64) através de um varão metálico de compactação, com 15 mm de diâmetro. Preenche-se o resto do molde e repetem-se os 25 apiloamentos. Rasa-se a superfície (Figura 65), evitando compactação, retirando o excesso de argamassa do molde e do prato, ficando com o aspecto da Figura 66. Retira-se cuidadosamente o molde, num movimento vertical (Figura 67). Finalmente, aplica-se à amostra 15 pancadas, a uma frequência de uma por cada segundo e regista-se três diâmetros de espalhamento (Figura 68). Figura 63 - Enchimento da primeira metade. Figura 64 - Compactação com 25 apiloamentos. Figura 65 - Nivelamento da superfície. Figura 66 - Após regularização da superfície. Figura 67 - Após retirar o molde. Figura 68 - Medição dos diâmetros. O valor do espalhamento é expresso pelo valor médio das duas avaliações efectuadas, caso os valores individuais obtidos nas duas determinações efectuadas não variem mais de 10% do correspondente valor médio. 68 Avaliação da retenção de água O procedimento adoptado neste ensaio é o estabelecido na EN 1015-8:1999 e foi realizado com recurso ao material presente na Figura 69. A retenção de água de uma argamassa, com determinada consistência, é avaliada através da determinação da quantidade de água presente na argamassa fresca após esta ter sido submetida a uma sucção sob condições experimentais específicas, sendo o resultado expresso pela percentagem de água retida na argamassa no final do ensaio face à quantidade de água inicialmente presente. O ensaio inicia-se com a medição da massa (m 1) do molde (cerâmico) e de um conjunto de folhas de papel de filtro (m 2) que perfazem aproximadamente 2 mm de espessura quando sobrepostas. Com o auxílio de uma talocha, preenche-se o molde com argamassa, nivela-se o topo, como se observa na Figura 70, e pesa-se o conjunto (m 3). Para que não fique argamassa fresca aderente à primeira folha de papel de filtro, recorre-se a três camadas finas de gaze colocadas sobre a superfície da argamassa. Tem-se assim o conjunto (de cima para baixo): papel de filtro, gaze, recipiente com argamassa. Seguidamente inverte-se o conjunto e colocase uma massa de 2 Kg sobre o recipiente (vd. Figura 71), exercendo pressão durante 5 minutos, após os quais se finaliza o ensaio, pesando o papel de filtro (m 4). Na Figura 72 mostra-se o aspecto das camadas de gaze após o ensaio, com a marca de argamassa, fruto da pressão aí exercida. Figura 69 - Material utilizado. Figura 70 - Nivelamento da superfície. Figura 71 - Conjunto invertido. Ensaio a decorrer. Figura 72 - Ensaio concluído. O cálculo da retenção de água poderá ser obtido pela seguinte expressão: 𝑅𝑒𝑡. Á𝑔𝑢𝑎 % = 100 − 𝑚 4 −𝑚 2 ×𝑚 𝑎𝑟𝑔 ×100 𝑚 3 −𝑚 1 ×𝑚 á𝑔𝑢𝑎 Expressão 5.2 m1 – massa do molde [g]; m2 – massa do conjunto de folhas de papel de filtro (secas) [g]; m3 – massa do conjunto: molde + argamassa [g]; m4 – massa do conjunto de folhas de papel de filtro, após ensaio [g]; marg – massa da amostra de argamassa [g]; mágua – massa de água utilizada para fazer a amostra de argamassa [g]. 69 Avaliação da massa volúmica aparente A avaliação da massa volúmica aparente foi realizada com base em procedimentos adaptados do disposto no ponto 7.2.2 na EN 1015-6, para duas amostras. Optou-se por não adoptar o estabelecido no ponto 6 da EN 1015-6, que especifica que a determinação da massa volúmica aparente deve ser efectuada sobre amostras de argamassa com um valor específico de consistência, bem como por realizar o ensaio da mesma forma para as quatro argamassas, segundo a metodologia de compactação pelo método do choque. Utilizou-se o mesmo recipiente, apresentado na Figura 73, utilizado para a determinação da massa volúmica aparente da argamassa em estado seco, de 1 litro de capacidade, de massa conhecida m1. O método consiste em encher o recipiente a metade da sua capacidade (Figura 74 e Figura 75), seguido de compactação (Figura 76, método do choque), que é efectuada inclinando alternadamente o mesmo a cerca de 3 cm de um suporte sólido e suficientemente rígido e deixando cair um total de 10 vezes seguidas. Prossegue-se enchendo a outra metade do recipiente até ao topo (Figura 77) e compactando da mesma forma. Seguidamente adicionase argamassa até transbordar e nivela-se (Figura 78) a superfície de forma a ficar plana e coincidente com o bordo superior do recipiente, como se apresenta na Figura 79. Limpa-se convenientemente e pesa-se o conjunto, como ilustra a Figura 80, obtendo-se a massa m2. Figura 73 - Recipiente. Figura 74 - Enchimento 1ª metade. Figura 75 - Enchimento 1ª metade. Figura 76 - Compactação. Figura 77 - Enchimento 2ª metade. Figura 78 - Nivelamento da superfície. Figura 79 - Aspecto final. Figura 80 - Pesagem do conjunto. O valor da massa volúmica é expresso pelo valor médio das duas avaliações efectuadas, caso os valores individuais obtidos nas duas determinações efectuadas não variem mais de 10% do correspondente valor médio. A massa volúmica poderá ser calculada pela seguinte expressão: 𝑀𝑉𝑎𝑝 𝐾𝑔 𝑚3 = 𝑚 2 −𝑚 1 𝑉 Expressão 5.3 m2 – massa do recipiente cheio de argamassa em estado fresco [Kg]; m1 – massa do recipiente vazio [Kg]; 3 V – Volume do recipiente [m ]. 70 5.4.3. Caracterização mecânica das argamassas no estado endurecido Determinação da resistência mecânica à flexão e à compressão A determinação da resistência à compressão e flexão foi realizada com base em procedimentos adaptados do disposto na EN 1015-11:1999, nomeadamente no que se refere à preparação e conservação dos provetes, e utilizou-se o equipamento presente na Figura 81. A avaliação da resistência à flexão foi efectuada com base em 5 provetes prismáticos de cada argamassa, para cada idade. Procedeu-se à colocação dos provetes como indicado na Figura 82. Figura 81 - Equipamento utilizado. Figura 82 - Esquema de colocação dos provetes. [EN 1015-11:1999] O ensaio iniciou-se com a descida do cutelo da máquina até este estabelecer contacto com a zona central da face do provete (segundo a maior direcção, como se ilustra na Figura 83). Seguiu-se a aplicação de força crescente, a taxa constante, até à ocorrência da rotura do provete. Procedeu-se ao registo do valor da força (F) para a qual ocorreu a rotura e a resistência à flexão é calculada através da seguinte expressão: 𝜎𝑓𝑙𝑒𝑥 ã𝑜 𝑀𝑃𝑎 = 1,5 × Figura 83 - Ensaio resistência à flexão. 𝐹𝑙 𝑏𝑑 2 de Expressão 5.4 F – força na rotura à flexão [N] ; l – distância entre apoios [mm] ; b – largura do provete [mm], relativamente à posição em que é colocado sobre os apoios; 71 d – altura do provete [mm], relativamente à posição em que é colocado sobre os apoios. A avaliação da resistência à compressão (efectuada após determinação da espessura carbonatada) foi efectuada em 6 meios-provetes resultantes do ensaio à flexão. Para tal, cada provete foi centrado no prato da máquina (Figura 84) e, mediante Figura 84 - Ensaio de resistência à aplicação de uma força crescente, a taxa constante, atingiu-se a compressão. rotura e registou-se a força respectiva. A tensão de resistência à compressão é calculada através da seguinte expressão: 𝜎𝑐𝑜𝑚𝑝 𝑀𝑃𝑎 = 𝐹 𝐴𝑠𝑡 Expressão 5.5 F – força na rotura por compressão [N]; Ast – área da secção transversal do provete [mm]. Determinação da velocidade de propagação de ultra-sons A determinação da velocidade de ultra-sons foi realizada, para cada argamassa e idade planeada, sobre 5 provetes prismáticos e um provete em que a argamassa foi aplicada como camada de revestimento de tijolo. Para cada provete foram realizadas 3 medições A determinação da velocidade nos provetes prismáticos foi efectuada pelo método directo e pelo método indirecto nas situações em que a argamassa se encontrava aplicada como camada de revestimento de tijolo. Procedeu-se à calibração do aparelho no início do ensaio. No sentido de promover o bom contacto entre os transdutores e a argamassa, utilizou-se um material de contacto. Relativamente ao ensaio sobre provetes prismáticos, os transdutores foram posicionados nos topos do provete e procedeu-se ao registo do tempo que as ondas ultra-sónicas demoram a percorrer os 16 cm de comprimento de cada provete e, em função desses dados, determinouse a velocidade de propagação de ultra-sons. A Figura 85 e Figura 86 ilustram este procedimento. 72 Figura 85 - Equipamento e ensaio a decorrer. Figura 86 - Equipamento e ensaio a decorrer. A avaliação da velocidade de propagação de ultra-sons das argamassas aplicadas como camadas de revestimento de tijolos foi efectuada de forma indirecta. Para tal, um dos transdutores foi colocado em posição fixa (posição “0”), fazendo-se variar o outro ao longo de distâncias (6, 7, 9, 11, 13, 15 e 17 cm em relação ao ponto inicial; ver Figura 87) marcadas sobre a argamassa, segundo a maior direcção e no centro do elemento. Tal como nos provetes prismáticos, procedeu-se ao registo dos diversos tempos de percurso. A Figura 88 e Figura 89 ilustram o ensaio a decorrer. Traçar-se-ão gráficos com a as respectivas distâncias nas ordenadas e o tempo nas abcissas. A velocidade de ultra-sons poderá ser estimada através do declive de uma recta de regressão aproximada aos vários valores obtidos. Figura 87 - Marcação das distâncias. Figura 88 - Ensaio a decorrer. Figura 89 - Ensaio a decorrer. Avaliação da dureza superficial A avaliação da dureza superficial das argamassas foi efectuada nos provetes em que elas foram aplicadas como camadas de revestimento de tijolos, com recurso a um esclerómetro pendular (da marca Proceq), apresentado na Figura 90. O funcionamento deste equipamento está associado ao recuo de uma massa, após impacto sobre a superfície de argamassa de reboco, que dependerá da dureza superficial da argamassa em análise. Esse recuo é registado através de uma escala própria do equipamento, sendo útil para avaliar de forma simples, pouco destrutiva ou não-destrutiva, a sua dureza superficial, informação que poderá ser útil para aferir sobre as propriedades mecânicas do material nas camadas mais superficiais do reboco (domínio da sua validade). As argamassas mais brandas originam valores de recuo mais baixos, dado que parte da energia de impacto é absorvida pelo material. Já para materiais superficialmente mais 73 resistentes, corresponderão maiores recuos, associados, naturalmente, a uma maior dureza superficial.[78] O ensaio foi realizado sobre 1 tijolo, para cada argamassa e tempo de cura, e foram realizadas um total de 9 medições de recuo da massa do esclerómetro em cada provete. Marcou-se um conjunto principal (1; 2; 3; 4; 5) e secundário (1’; 2’; 3’; 4’) de pontos sobre a superfície da argamassa, centrados relativamente à menor dimensão do tijolo, como pode ser observado na Figura 91. Seguidamente, o tijolo foi colocado na vertical e encostado a um suporte rígido, como uma parede ou pilar. O ensaio consistiu em posicionar o esclerómetro pendular sobre a argamassa (vd. Figura 92 e Figura 93) e aplicar, em cada ponto, o impacto da massa sobre este, registando o valor de recuo na escala do aparelho. Figura 90 - Esclerómetro pendular. Figura 91 - Marcação dos pontos. Figura 92 - Colocação do aparelho. Figura 93 - Pormenor de colocação sobre ponto. A partir dos valores obtidos, calcular-se-á a média e desvio padrão para cada argamassa e idade. 5.4.4. Caracterização física das argamassas no estado endurecido Avaliação da cinética de secagem A avaliação da cinética de secagem baseou-se nos procedimentos da RILEM Test No. II.5. Os provetes utilizados correspondem, para cada argamassa e idade ensaiada, a dois meios provetes provenientes do ensaio à flexão. Para dar início ao ensaio, procedeu-se a uma preparação prévia de cada meio-provete, no sentido de garantir que o fluxo de secagem se daria por apenas uma face, de modo unidireccional. Deste modo, a fim de impermeabilizar as faces laterais, utilizou-se uma resina epoxi de duas componentes, aplicada em duas demãos, desfasadas de 24 horas (Figura 94). Após a segunda aplicação e secagem da resina durante outras 24 horas, os provetes foram secos em estufa a 60 ± 5ºC, durante 72 horas, tendo-se registado a sua massa (m 1). Após a preparação e secagem dos provetes, estes foram imersos em água durante 48 horas, como ilustra a Figura 95. Após este período, os provetes foram retirados da imersão e o 74 excesso de água limpo com um pano húmido. Em seguida, procedeu-se à aplicação de película aderente na base do provete, com recurso a um elástico, a fim de evitar ocorrência de secagem pela face inferior (Figura 96). O ensaio teve início com a pesagem do conjunto (às 0h) e registo das massas dos provetes decorridas 2, 4 e 6 horas, na fase inicial, ao que se seguiu pesagens diárias (mi), até cada provete alcançar massa constante. Figura 94 - Resina epoxi aplicada. Figura 95 - Imersão dos provetes. Figura 96 - Aplicação de plástico e elástico. Figura 97 - Ensaio a decorrer. O ensaio decorreu em ambiente laboratorial. A Figura 98 e Figura 99 apresentam os registos de temperatura e humidade relativa do ambiente durante o período em que decorreram os 28 80 27 75 Humidade Relativa [%] Temperatura [ºC] ensaios. 26 25 24 23 22 70 65 60 55 50 45 40 21 35 20 30 16-Jun 26-Jun 6-Jul 16-Jul 26-Jul 5-Ago 15-Ago25-Ago 4-Set Figura 98 - Evolução da temperatura ao longo do tempo. 16-Jun 26-Jun 6-Jul 16-Jul 26-Jul 5-Ago 15-Ago25-Ago 4-Set Figura 99 - Evolução da humidade relativa ao longo do tempo. O estudo da cinética de secagem pode ser efectuado através da análise da curva de secagem que exprime a evolução do teor em água do provete ao longo do tempo. O teor em água no instante i (W i), expresso em percentagem, deverá ser calculado pela seguinte expressão: 𝑊𝑖 % = 𝑚 𝑖 −𝑚 1 𝑚1 × 100 Expressão 5.6 mi – massa do provete no instante ti [g]; m1 – massa do provete seco [g]. O estudo da secagem inclui também o cálculo do índice de secagem. Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑆𝑒𝑐𝑎𝑔𝑒𝑚 = 𝑡𝑓 𝑡0 𝑓 𝑤 𝑖 ×𝑑𝑡 𝑤 0 ×𝑡 𝑓 Expressão 5.7 t0 – início do ensaio (0h); 75 tf – tempo de fim do ensaio (h); W0 – teor em água inicial (%); Wi – teor em água no instante ti (%). Determinação da porosidade aberta e massa volúmica real e aparente A determinação da porosidade e da massa volúmica baseou-se, respectivamente, nos procedimentos estabelecidos na RILEM Test No.I.1 e Test No.I.2 . Para este ensaio foram utilizados 2 meios provetes resultantes dos ensaios à flexão, para cada argamassa e idade de cura. Após secagem em estufa, a 60 ± 5ºC durante 72 horas, e arrefecimento em exsicador durante 24 horas (Figura 100), procedeu-se à pesagem dos provetes e registo da sua massa seca (m1). O ensaio teve início com a introdução dos provetes num exsicador, no interior do qual foi produzida uma depressão gradualmente incrementada até se atingir sensivelmente 20 mm Hg (Figura 101). Esta depressão foi mantida durante 24 horas. Em seguida, foi introduzida água, como exemplifica a Figura 102, até todos os provetes ficarem completamente imersos, mantendo-se este estado durante 24 horas. Seguidamente, repôs-se a pressão atmosférica e mantiveram-se os provetes imersos em água à pressão atmosférica durante outras 24 horas, Figura 103. Procedeu-se então à pesagem hidrostática dos provetes (m 2), como se mostra na Figura 105. Logo de seguida, os provetes foram retirados da água, enxutos com um pano húmido e a sua massa saturada (m 3) avaliada. Figura 100 - Colocação em exsicador. Figura 101 - Exsicador e bomba de vácuo. Figura 102 - Introdução de água. Figura 103 - Imersão à pressão atmosférica. Figura 104 - Equipamento de pesagem hidrostática. Figura 105 - Pesagem hidrostática. 76 * A porosidade aberta é expressa como uma percentagem do volume aparente e calcula-se através da seguinte expressão: 𝑃𝑎𝑏 % = 𝑚 3 −𝑚 1 𝑚 3 −𝑚 2 × 100 Expressão 5.8 m1 – massa do provete seco [g]; m2 – massa do provete saturado em condição de imersão [g]; m3 – massa do provete saturado [g]. O valor da massa volúmica real (MVreal) e da massa volúmica aparente (MVap) pode ser obtido da seguinte forma: 𝑀𝑉𝑟𝑒𝑎𝑙 𝐾𝑔 𝑚3 = 𝑀𝑉𝑎𝑝 𝐾𝑔 𝑚3 = 𝑚1 𝑚 1 −𝑚 2 𝑚1 𝑚 3 −𝑚 2 × 1000 Expressão 5.9 × 1000 Expressão 5.10 Avaliação da espessura carbonatada A avaliação da espessura carbonatada foi efectuada logo após o ensaio de flexão, sobre as superfícies de rotura dos meios provetes que desse ensaio resultaram. Para tal, recorreu-se ao uso de uma solução alcoólica de fenolftaleína (0,2%), que reage quando em contacto com material de pH alcalino, mudando de cor, como é exemplo o hidróxido de cálcio das argamassas. Pulverizou-se as superfícies de rotura com a referida solução, aguardou-se um breve momento para a reacção estabilizar e registou-se a profundidade de carbonatação observada nas quatro arestas da secção de rotura de cada meio provete, Figura 106 e Figura 107. Os valores de espessura carbonatada apresentados correspondem ao valor médio dos valores obtidos em cada provete. Figura 106 - Frente de carbonatação. * Figura 107 - Frente de carbonatação. Volume aparente: volume determinado pela superfície exterior do provete. 77 Determinação da absorção de água por capilaridade O presente ensaio foi realizado segundo uma adaptação dos procedimentos estabelecidos na EN 1015-18:1999, sobre um provete de cada argamassa e para cada idade planeada. Cada provete foi submetido a 72 horas de secagem em estufa a 60 ± 5ºC, até atingir massa constante, e conservados em exsicador para arrefecimento durante 24 horas. Foi registada a massa dos provetes secos. Marcou-se a caneta de acetato, sobre cada provete, o nível de água pretendido, que foi de 2 mm. Seguidamente, foram colocados sobre roletes de vidro num tabuleiro de metal e posicionados na vertical (Figura 108). Encheu-se o tabuleiro de água até ao nível pretendido (2 mm) e cobriu-se o conjunto do ensaio com um caixote (Figura 110), a fim de evitar evaporação de água. Procedeu-se à avaliação da massa em cada provete aos seguintes instantes: 5 min; 10 min; 15 min; 30 min; 60 min; 90 min; 2 h; 3 h; 6 h; ao que se seguiu pesagens espaçadas de 24 horas até que a variação de massa registada entre duas medições consecutivas (m i e mj) fosse inferior a 0,1% (de mi). A Figura 109 e Figura 111 exemplificam a franja capilar observada durante o ensaio. Figura 108 - Colocação dos provetes. Figura 110 - Caixote para protecção à evaporação. Figura 109- Pormenor da franja capilar. Figura 111 - Pormenor da franja capilar. O estudo da absorção de água por capilaridade é geralmente efectuado através da análise da evolução da quantidade de água absorvida por unidade de superfície dos provetes, em função da raiz quadrada do tempo. Com base na análise das curvas de absorção de água por capilaridade é possível determinar o coeficiente de absorção de água por capilaridade e a quantidade máxima de água absorvida por unidade de superfície para cada situação em estudo. O coeficiente de absorção de água por capilaridade corresponde ao coeficiente angular do troço inicial da curva de absorção capilar em que se regista uma taxa de absorção de água constante. A quantidade máxima de água absorvida por unidade de superfície corresponde ao valor assinptótico registado pela curva de absorção capilar. 78 Muito embora os procedimentos adoptados registem diferenças face ao disposto na EN 101518:1999, procedeu-se também ao cálculo dos seguintes coeficientes apresentados na referida norma: 𝐶. 𝐶 𝐾𝑔 = 0,1 𝑀2 − 𝑀1 (para Arg.A e Arg.B) Expressão 5.10 = 0,625 𝑀3 − 𝑀0 , para (Arg.C e Arg.D) Expressão 5.11 𝑚 2 𝑚𝑖𝑛 0,5 𝐶. 𝐶 𝐾𝑔 𝑚2 M0 – massa do provete seco [g]; M1 – massa do provete após 10 minutos de ensaio [g]; M2 – massa do provete após 90 minutos de ensaio [g]; M3 – massa do provete após 24 horas de ensaio [g]. Determinação do teor em água às 48 horas Este ensaio baseou-se no disposto em RILEM Test No.II.1 e foi realizado sobre um provete de cada argamassa, para cada idade em estudo, previamente submetidos à determinação da absorção de água por capilaridade. Os provetes foram secos em estufa (a 60±5ºC) durante 72 horas e arrefecidos em exsicador durante 24 horas, período após o qual se registou a massa seca de cada provete (m1). Os provetes foram então imersos em água, de forma inclinada, para garantir o acesso da água a toda a envolvente dos provetes, como se pode verificar na Figura 112. Os provetes permaneceram imersos durante 48 horas. Findo este período, os provetes foram retirados da água, as suas superfícies foram limpas com um pano húmido (Figura 113) e a sua massa avaliada (m2). Figura 112 – Provetes em condição de imersão. Figura 113 - Limpeza do excesso de água presente na superfície dos provetes após imersão. O teor em água às 48 horas, W 48h, é expresso em percentagem e calculado a partir da seguinte expressão: 𝑊48 % = 𝑚 2 −𝑚 1 𝑚1 × 100 Expressão 5.12 79 m1 – massa do provete seco [g]; m2 – massa do provete após 48 horas de imersão em água [g] Determinação da absorção sob baixa pressão Este ensaio baseou-se nos procedimentos estabelecidos na RILEM Test No. II.4 e foi realizado nas argamassas aplicadas como camada de revestimento de tijolos, num provete para cada argamassa e idade em estudo. Pretende-se avaliar a permeabilidade à água no estado líquido das argamassas de revestimento aplicadas sobre tijolos, recorrendo a dispositivos de vidro (tubos de Karsten, ou cachimbos). A permeabilidade ou capacidade de absorção sob baixa pressão varia de material para material, sendo avaliada através do conhecimento do volume de água absorvido ao longo do tempo, que é função da sua porosidade. Para a avaliação da absorção sob baixa pressão, recorreu-se aos referidos tubos de vidro graduados em forma de cachimbo, cada um com capacidade de 4 ml, posicionando-os à superfície da argamassa com auxílio de mástique (como vedante). Após enchimento do cachimbo, procedeu-se ao registo da quantidade de água absorvida decorridos determinados intervalos de tempo, os quais foram estabelecidos tendo em atenção as características de absorção das argamassas. Assim, para argamassas previsivelmente mais absorventes, de ligante aéreo (Arg.C), procedeu-se ao registo da quantidade de água absorvida aos 15 seg, 30 seg e de 30 em 30 seg até a água ser absorvida na sua totalidade. Nas argamassas à priori * menos absorventes (Arg.A, Arg.B e Arg.D ), de ligantes hidráulicos, estes registos foram efectuados aos: 15 seg; 30 seg; 1 min; 1,5 min; 2 min; 3 min; 4 min; 5 min; 7 min; 10 min; 12 min; 15 min; 30 min; 1 hora e seguidamente de hora a hora até a água ser absorvida na sua totalidade. Procedeu-se à realização de três determinações para cada situação em estudo (argamassa/idade), Figura 114 e Figura 115. Figura 114 - Posição dos tubos de Karsten. Figura 115 - Ensaio a decorrer. Os resultados deste ensaio podem ser expressos através do valor da quantidade de água absorvida ao fim de determinado intervalo de tempo, bem como de forma gráfica através da 2 evolução da absorção de água, expressa em gramas por unidade de área (g/cm ), em função do tempo. * Como Arg.D apresenta ligante aéreo, começou-se por realizar medições nos mesmos intervalos que Arg.C. Porém, cedo se percebeu que Arg.C absorvia muito lentamente, pelo que se adaptou os intervalos correspondentes a estas. 80 6. Apresentação, Análise e Discussão dos Resultados Neste capítulo são apresentados e analisados os resultados obtidos no âmbito do estudo experimental das argamassas seleccionadas. 6.1. Caracterização das argamassas no estado seco O Quadro 21 apresenta os resultados da análise granulométrica realizada às amostras de argamassa em estudo e a Figura 116 apresenta as respectivas curvas granulométricas. Na Figura 117 apresenta-se as curvas granulométricas de Arg.A e Arg.D, e na Figura 118 apresenta-se as curvas granulométricas de Arg.C e Arg.B. Quadro 21 – Resultados da análise granulométrica. 100,00 Material Passado Acumulado [%] Arg.A Arg.B Arg.C Arg.D 8 100,00 100,00 100,00 100,00 4 100,00 100,00 100,00 100,00 2 99,97 95,68 100,00 100,00 1 95,11 83,11 99,95 89,20 0,5 71,58 61,97 91,98 75,66 0,25 52,36 37,86 38,85 43,77 0,125 38,88 27,74 27,39 29,25 0,063 Granulometria Fabricante [mm] 23,28 6,46 4,39 12,70 <1,2 <3 <1,2 <2 90,00 Material Passado Acumulado [%] Peneiro (mm) 80,00 70,00 60,00 50,00 Arg. A 40,00 Arg. B 30,00 Arg. C 20,00 Arg. D 10,00 0,00 0,01 0,1 1 10 Abertura do peneiro [mm] 100,00 100,00 90,00 90,00 Material Passado Acumulado [%] Material Passado Acumulado [%] Figura 116 - Curvas granulométricas das argamassas estudadas. 80,00 70,00 60,00 50,00 40,00 Arg. A 30,00 Arg. D 20,00 80,00 70,00 60,00 50,00 40,00 30,00 Arg. B 20,00 Arg. C 10,00 10,00 0,00 0,00 0,01 0,1 1 10 Abertura do peneiro [mm] Figura 117 - Curvas granulométricas - Arg.A e Arg.D. 0,01 0,1 1 Abertura do peneiro [mm] 10 Figura 118 - Curvas granulométricas - Arg.B e Arg.C. 81 O estudo efectuado permite verificar que as argamassas Arg.B e Arg.C apresentam teores semelhantes de constituintes finos (<0,063 mm), que se distinguem claramente dos valores registados em Arg.A e Arg.D. De todas as argamassas estudadas, a Arg.A é claramente a que apresenta maior percentagem de constituintes finos, sendo 1,8 vezes superior ao registado em Arg.D. A análise granulométrica dos produtos permite verificar que os produtos Arg.A e Arg.D apresentam granulometrias muito semelhantes, distinguindo-se essencialmente pelo facto da Arg.A apresentar uma percentagem claramente mais elevada de elementos finos. No que se refere aos produtos Arg.C e Arg.B, a granulometria que apresentam é praticamente idêntica entre 0 e 0,25 mm, distinguindo-se claramente acima de 0,25 mm, dado que o produto Arg.C apresenta-se mais fino que Arg.B. Arg.B é o produto que apresenta granulometria mais grossa. Com o objectivo de procurar estudar a granulometria do agregado presente nos produtos estudados, considerou-se que o material passado através do peneiro 0,063 mm correspondia ao ligante, ou mistura ligante, e à eventual presença de fillers. O Quadro 22 apresenta a análise granulométrica de todos os produtos, considerando apenas o material retido no peneiro 0,063 mm, bem como o respectivo valor do módulo de finura (NP EN 12620) e da máxima e mínima dimensão (NP 1379) do agregado. Este material vai ser referido no texto como sendo o agregado. Da Figura 119 à Figura 121 apresentam-se as curvas granulométricas dos agregados de cada um dos produtos estudados. 100,00 Quadro 22 - Resultados da análise granulométrica aos agregados. Material Passado Acumulado [%] Peneiro (mm) 8 4 2 1 0,5 0,25 0,125 0,063 Dmáx [mm] Dmin [mm] Módulo de Finura Material Passado Acumulado [%] Arg.A Arg.B Arg.C Arg.D 100,00 100,00 100,00 100,00 100,00 100,00 100,00 100,00 99,96 95,38 100,00 100,00 93,63 81,94 99,95 87,63 62,96 59,34 91,61 72,12 37,90 33,57 36,04 35,59 20,33 22,75 24,06 18,96 0,00 0,00 0,00 0,00 1 2 0,5 2 0,125 0,125 0,125 0,125 1,85 2,07 1,48 1,86 90,00 80,00 70,00 60,00 50,00 40,00 Arg.A 30,00 Arg. B 20,00 Arg. C 10,00 Arg. D 0,00 0,01 0,1 1 10 Abertura do peneiro [mm] Figura 119 – Potenciais curvas granulométricas dos agregados. 82 100,00 90,00 90,00 Material Passado Acumulado [%] Material Passado Acumulado [%] 100,00 80,00 70,00 60,00 50,00 40,00 Arg.A 30,00 Arg. D 20,00 10,00 80,00 70,00 60,00 50,00 40,00 Arg. B 30,00 Arg. C 20,00 10,00 0,00 0,00 0,01 0,1 1 Abertura do peneiro [mm] 10 Figura 120 - Potenciais curvas granulométricas dos agregados Arg.A e Arg.D 0,01 0,1 1 Abertura do peneiro [mm] 10 Figura 121 - Potenciais curvas granulométricas dos agregados - Arg.C e Arg.B. A análise destas figuras permite verificar que todas apresentam granulometrias praticamente idênticas entre 0 e 0,25 mm, que a Arg.B é constituída pelo agregado mais grosso e Arg.C pelo agregado mais fino. Aspectos que os valores do módulo de finura, Quadro 22 e Figura 119, também indiciam. As semelhanças já referidas da granulometria dos produtos Arg.A e Arg.D, Figura 117, são confirmadas pela quase identidade da granulometria dos agregados registada nestes produtos, bem como pelos respectivos módulos de finura, praticamente semelhantes. No que se refere aos agregados presentes nos produtos Arg.C e Arg.B, Figura 121, verifica-se praticamente a identidade das suas granulometrias entre 0 e 0,25 mm, distinguindo-se claramente para dimensões superiores a 0,25 mm. Arg.B apresenta não só um valor de máxima dimensão do agregado (NP1379) superior ao do produto Arg.C, Quadro 22, como também maior percentagem de partículas de maior dimensão compreendidas entre 0,25 e 2 mm. A análise comparativa da granulometria dos agregados presentes nos produtos estudados com a revelada por algumas areias utilizadas na produção de argamassas tradicionais para reboco, Figura 122, permite verificar que os agregados presentes nos produtos estudados apresentam maior percentagem de partículas com dimensões compreendidas entre 0 e 0,25 mm, bem como granulometrias intermédias entre a areia amarela e a areia fina, para dimensões superiores a 0,25 mm. 83 100,00 Material Passado Acumulado [%] 90,00 80,00 70,00 Arg.A 60,00 Arg. B 50,00 Arg. C Arg. D 40,00 Areia Amarela 30,00 Areia Fina 20,00 10,00 0,00 0,01 0,1 1 10 Abertura do peneiro [mm] Figura 122 - Granulometria dos agregados das argamassas estudadas, da areia amarela e areia fina. Os resultados da análise granulométrica do material retido em 0,063 mm apontam para que os valores da máxima dimensão do agregado presente nos produtos estejam compreendidos entre 0,5 e 2 mm (Quadro 22). Valores estes que se encontram próximos dos que foram referidos pelos fabricantes, com excepção de Arg.B. O Quadro 23 e a Figura 123 apresentam os valores de massa volúmica aparente dos produtos estudados. Quadro 23 – Massa volúmica aparente da mistura seca. ρ (Kg/m3) Argamassa Média Valor Fabricante Arg.A 1424 1250 ± 200 Arg.B 1496 - Arg.C 1465 1700 Arg.D 1295 - Massa volúmica aparente [kg/m3] 1550 1500 1450 1400 1350 1300 1250 1200 1150 Arg. A Arg. B Arg. C Arg. D Figura 123 - Massa volúmica aparente da mistura seca. O maior valor de massa volúmica aparente foi registado para Arg.B, seguida de Arg.C, Arg.A e, por fim, Arg.D. Com excepção de Arg.D, as argamassas estudadas apresentam valores de 3 3 massa volúmica aparente compreendidos entre 1400 Kg/m e 1500 Kg/m . Há referências de outras argamassas de reabilitação com valores aproximados, de onde se refere intonacoA (estudada em [22]) e as argamassas Sanabuild e Mape Antique MC, apresentadas no capítulo 4 (dos fabricantes Kerakoll e Mapei, respectivamente). Verifica-se também que o valor da massa volúmica aparente obtido para Arg.A está dentro da gama de valores que o fabricante apresenta para o produto. 84 A argamassa Arg.D apresenta uma massa volúmica aparente claramente menor do que os restantes produtos, no entanto semelhante a outros valores encontrados na bibliografia consultada para este tipo de argamassas, de onde se refere os produtos cocciopA e cocciop estudados em [22]. Esta característica era de alguma forma esperada, fruto da pesquisa efectuada sobre os produtos no capítulo 4, de onde resultou a hipótese deste produto incluir agregados leves. O seu preço elevado (que também estará relacionado com a presença de fibras) e valor da massa volúmica aparente no estado fresco reduzido, sugeriram tal hipótese. Perante massas volúmicas mais baixas, (em estado fresco e endurecido, o que se veio a confirmar) consegue-se reduzir a probabilidade de descolamento das camadas de reboco por aderência insuficiente face ao peso do revestimento. 6.2. Caracterização das argamassas no estado fresco O Quadro 24 apresenta os resultados dos ensaios de caracterização das argamassas no estado fresco. Na Figura 124 e Figura 125 apresentam-se, respectivamente, os valores de espalhamento obtido e a relação destes com as quantidades de água utilizadas na amassadura. Quadro 24 - Resultados dos ensaios de caracterização no estado fresco. Valores dos fabricantes. Argamassa Água [L/Kgarg.seca]Médio Arg.A 0,16 Arg.B 0,14 Arg.C 0,23 Arg.D 0,22 Valores 132,8 127,9 154,9 149,0 176,1 180,3 162,9 159,3 200 180 160 140 120 100 80 60 40 20 0 Retenção de água [%] Arg. A Arg. B Arg. C Arg. D Figura 124 - Valores de espalhamento. Massa volúmica aparente [Kg/m3] Valor médio Fabricante Valor Fabricante Valor médio Fabricante 130,3 160 ± 5 100,0 94 - 97 1890 1650 ± 200 151,9 - 98,7 - 1840 178,2 150 ± 5 99,0 - 1610 1590 161,1 - 98,9 - 1380 1350 Espalhamento [mm] Espalhamento [mm] Espalhamento [mm] 200,0 180,0 160,0 140,0 120,0 100,0 80,0 60,0 40,0 20,0 0,0 R² = 0,5756 0 0,1 0,2 Água [L/Kgarg.seca]Médio 0,3 Figura 125 - Relação do espalhamento com a razão água/produto. 85 A análise dos valores de espalhamento permite verificar que a utilização da dosagem de água recomendada pelos fabricantes origina argamassas com consistências bastante diferentes, que neste caso correspondem a valores de consistência compreendidos entre 130 e 180 mm. Note-se também que, argamassas produzidas com dosagem de água semelhante (Arg.A e Arg.B; Arg.C e Arg.D) manifestaram valores de espalhamento diferentes, tal como se pode observar na Figura 124. Este facto pode justificar-se pelo tipo e dosagem de adjuvante presente e pelo teor de elementos finos, entre outros aspectos, presentes nas argamassas. A Figura 125 aponta para o incremento da fluidez das argamassas pré-doseadas com a dosagem de água recomendada pelos fabricantes. Com excepção de Arg.B, os resultados obtidos apontam para que o aumento do teor de elementos finos nestes produtos esteja associado a menores dosagens de água recomendadas pelos fabricantes e à obtenção de menores valores de espalhamento, Quadro 24 e Figura 124. Os valores de espalhamento obtidos apontam para que a fluidez das argamassas prédoseadas, formuladas com as dosagens de água recomendadas pelos fabricantes, reduza com o incremento do teor de elementos finos presentes na sua formulação, Figura 123. 200,0 180,0 Espalhamento [mm] 160,0 140,0 R² = 0,7279 120,0 100,0 80,0 60,0 40,0 20,0 0,0 0 5 10 15 20 Teor de elementos finos [%] 25 Figura 126 - Relação do espalhamento com o teor de elementos finos. Arg.C foi a argamassa que apresentou maior fluidez e Arg.A foi a que se revelou com consistência mais seca. Muito embora a quantidade de água utilizada na produção de Arg.A * tenha sido a aconselhada pelo fabricante , obteve-se no estudo um espalhamento consideravelmente inferior ao declarado pelo mesmo, reduzindo a trabalhabilidade desta argamassa face às restantes. * 4 litros para cada saco de 25 kg, o que perfaz 0,16 litros de água por cada kg de argamassa seca. 86 O Quadro 24 apresenta os valores de retenção de água obtidos para as argamassas estudadas. A análise deste permite verificar que todas as argamassas possuem uma elevada capacidade de retenção de água, especialmente Arg.A, a argamassa mais seca, apresentando um valor de retenção de água superior ao do fabricante (entre 94 e 97%). Das restantes resultaram valores extremamente semelhantes. Tal facto é bastante benéfico, não apenas no sentido de reduzir o fenómeno da retracção durante a cura, mas também perante determinadas condições climatéricas aquando da sua aplicação, como temperaturas elevadas e vento seco e, ainda, quando sujeitas a suportes bastante absorventes (como é o caso das alvenarias antigas). Houve confirmação, por parte dos fabricantes, da existência de adjuvantes retentores de água nas argamassas Arg.A e Arg.C. Face aos resultados obtidos, a probabilidade das duas restantes recorrerem igualmente a este tipo de adjuvante é bastante elevada, porém, não foi possível obter confirmação de tal facto junto dos fabricantes. Da análise dos resultados obtidos com os apresentados em estudos semelhantes, referem-se os resultados deste ensaio sobre argamassas para aplicação em edifícios antigos (tradicionais, ou seja, não pré-doseadas) apresentados em [22][80]. Nestes estudos, os valores de retenção de água variam entre 85% e 95%, sublinhando a notável vantagem dos produtos pré-doseados face aos tradicionais, relativamente à característica em questão. Os valores da massa volúmica aparente dos produtos no estado fresco são apresentados no Quadro 24 e na Figura 127. A relação entre estes valores com a massa volúmica aparente e com a massa volúmica real no estado endurecido (aos 28 dias de idade), apresenta-se, Arg. A Arg. B Arg. C Arg. D Figura 127 - Massa Volúmica aparente. 1900 1800 1700 R² = 0,9549 1600 1500 1400 1300 1200 1100 1000 0 1000 2000 Massa volúmica aparente no Estado fresco [Kg/m3] Figura 128 - Relação entre a massa volúmica aparente no estado fresco e no estado endurecido (28dias). Massa volúmica real, 28 dias [Kg/m3] 2000 1800 1600 1400 1200 1000 800 600 400 200 0 Massa volúmica aparente, 28 dias [Kg/m3] Massa Volúmica Aparente [Kg/m3] respectivamente, na Figura 128 e Figura 129. 2400 2200 R² = 0,9936 2000 1800 1600 1400 1200 1000 0 1000 2000 Massa volúmica aparente no Estado fresco [Kg/m3] Figura 129 - Relação entre a massa volúmica aparente no estado fresco e a massa volúmica real no estado endurecido (28 dias). A análise dos valores da massa volúmica aparente e real no estado endurecido permite verificar que apresentam elevada correlação com os valores de massa volúmica aparente determinados no estado fresco, Figura 128 e Figura 129. 87 Arg.D possui a menor massa volúmica real e aparente no estado endurecido (como se apresentará adiante), o que vai de acordo com os valores da massa volúmica aparente obtidos para o produto no estado seco e no estado fresco. A suposição de que esta argamassa utiliza agregados leves torna-se cada vez mais provável. Os valores obtidos para Arg.D e Arg.C encontram-se bastante próximos dos fornecidos pelos fabricantes. Verifica-se que as duas argamassas que apresentam maiores massas volúmicas (Arg.A e Arg.B), além de apresentarem características mecânicas semelhantes (seguidamente apresentadas), são as que se revelam mecanicamente mais resistentes, entre as quatro estudadas. Os valores de massa volúmica aparente no estado fresco obtidos para Arg.B e Arg.A são próximos de alguns valores obtidos em argamassas de cal hidráulica estudadas em [79]. Notese que Arg.A revelou um valor superior ao declarado pelo fabricante. Por outro lado, Arg.C revelou uma massa volúmica bastante próxima da declarada pelo fabricante. Apesar de este produto possuir uma massa volúmica aparente no estado seco próxima de Arg.A e Arg.B, no que se refere à massa volúmica no estado fresco tal já não se verifica, sugerindo que Arg.C seja formulada com introdutores de ar, o que se coaduna também com as características mecânicas mais brandas que detém no estado endurecido face às restantes três argamassas, como se verá adiante, bem como com a indicação, por parte do fabricante, de que este produto possui adjuvante introdutor de ar. 88 6.3. Caracterização das argamassas no estado endurecido 6.3.1. Caracterização mecânica Apresenta-se no Quadro 25, Figura 130 e Figura 131, os valores médios, e respectivos valores de desvio-padrão das tensões de rotura à compressão e flexão obtidos para as diferentes argamassas. Quadro 25 - Resultados dos ensaios de caracterização mecânica. Compressão [MPa] Valor Desvio Médio Padrão [L/Kgarg.seca]Médio Finos [%] Arg.A 0,16 23,28 5,26 Arg.B 0,14 6,46 Arg.C 0,23 Arg.D 0,22 Argamassa Água Flexão [MPa] Ductilidade Valor Médio Desvio Padrão 0,15 1,48 0,12 0,28 5,58 0,08 1,66 0,18 0,3 4,39 1,28 0,05 0,61 0,03 0,48 12,7 1,87 0,2 0,8 0,07 0,42 Velocidade de Ultra-Sons [m/s] Ensaio Directo Ensaio Indirecto Valor Desvio Equação R2 Valor Médio Padrão y = 2710,8x 2570 44 0,99 2710 - 0,0334 y = 2924x 2480 68 0,99 2920 0,1186 y = 2381x 1340 33 0,99 2380 0,079 y = 1523,8x 1600 62 0,99 1524 - 0,054 Ressalto Valor Médio Desvio Padrão 60,1 6,6 54,7 3,3 33,2 4,1 45,1 2,1 Complementa-se estes resultados com o cálculo do coeficiente de ductilidade, obtido pelo quociente entre o valor da tensão de rotura à flexão e o valor da tensão de rotura à compressão, Figura 131. Refere-se que o conjunto detalhado de resultados encontra-se apresentado no Anexo B (B.2, B.3). 0,6 5 Compressão 4 Flexão 0,5 Ductilidade Tensão [MPa] 6 3 2 1 0,4 0,3 0,2 0,1 0 0 Arg. A Arg. B Arg. C Argamassas Arg. D Figura 130 - Resistência à compressão e flexão, 28 dias. Arg. A Arg. B Arg. C Arg. D Figura 131 - Coeficiente de ductilidade, 28 dias. Os valores da resistência à compressão aos 28 dias das argamassas estudadas, Quadro 25 e Figura 130, evidenciam características que permitem separar os produtos em dois grupos: Grupo 1 – constituído pelas argamassas Arg.B e Arg.A; Grupo 2 - constituído pelas argamassas Arg.C e Arg.D. As argamassas do grupo 1 revelaram valores de resistência à compressão de 5,3 a 5,6 MPa, enquanto que para as do grupo 2 estes valores foram de 1,3 a 1,9 MPa. Tendo em atenção os 89 valores de resistência à compressão e classificação das argamassas para reboco presente na EN 998-1:2003: Os produtos Arg.B e Arg.A (grupo 1) revelam características compatíveis com a categoria CSIII (3,5 a 7,5 MPa). Note-se também que os valores de resistência à compressão obtidos encontram-se próximos do limite superior da categoria CSII (5,0 MPa); O produto Arg.D revela características compatíveis com a categoria CSII (1,5 a 5,0 MPa); O valor de resistência à compressão obtido para o produto Arg.C (1,3 MPa) leva à sua inclusão na categoria CSI (0,4 a 2,5 MPa), muito embora se encontre muito próximo do limite inferior de resistência da categoria CSII. Analisando os valores das tensões de resistência à flexão aos 28 dias e os coeficientes de ductilidade é possível verificar que as argamassas do grupo 1 (Arg.B e Arg.A) revelaram tendência para apresentar menor capacidade de deformação do que as do grupo 2 (Arg.D e Arg.C), Figura 131. Arg.C é a argamassa mecanicamente menos resistente, o que se coaduna com o conhecimento adquirido ao longo do estudo de mercado. Este produto é composto por ligante aéreo e hidráulico, sem referência à constituição da mistura ligante. Porém, os resultados obtidos apontam para uma presença notável de ligante aéreo, responsável pelos reduzidos valores de tensões de rotura, pela sua estrutura interna mais porosa e pelo facto de ter originado o maior coeficiente de ductilidade, o que torna este produto capaz de absorver melhor as deformações do suporte que os restantes. Arg.D trata-se de uma argamassa com características mecânicas intermédias em relação às restantes, sendo menos resistente que Arg.A e Arg.B e mais que Arg.C. Segundo o fabricante, o seu ligante principal é cal aérea, mas é também composta por cimento, razão pela qual apresentará um melhor desempenho que Arg.C face a solicitações mecânicas. A análise da Figura 132, que representa a análise das tensões de rotura à compressão, aos 28 dias, em função da razão água/produto utilizada na produção das argamassas em estudo, permite verificar que a resistência mecânica destes produtos revelou forte dependência da dosagem de água. 90 Resistência à compressão [MPa] 7 6 5 4 R² = 0,9837 3 2 1 0 0 0,05 0,1 0,15 0,2 0,25 Água [L/Kgarg.seca]Médio Figura 132 - Relação entre a resistência à compressão (28 dias) e a razão água/produto. As argamassas que manifestaram menor resistência mecânica (grupo 2 – Arg.D e Arg.C) foram produzidas com uma razão água/produto compreendida entre 0,22 e 0,23, enquanto que as argamassas que revelaram maior resistência mecânica (grupo 1 – Arg.A e Arg.B) foram produzidas com uma razão água/produto da ordem de 0,15±0,01. Tendo em atenção os valores de tensão de rotura à compressão, obtidos aos 28 dias, e os requisitos estabelecidos na EN 998-1:2003 para as argamassas de uso geral (GP) e renovação (R), no que se refere a esta característica, todos os produtos estudados satisfazem o requisito estabelecido para argamassas de uso geral (GP). A argamassa Arg.D satisfaz o requisito estabelecido para as argamassas de renovação. A argamassa Arg.C revelou resistência ligeiramente inferior ao estabelecido para ser considerada de renovação. Em termos granulométricos, a granulometria dos agregados dos produtos estudados distinguese essencialmente na percentagem de material acumulado passado nos peneiros com dimensões compreendidas entre 0,25 e 4mm, Figura 119. Analisando os valores de resistência à compressão obtidos e a granulometria dos agregados, pode-se verificar, através da Figura 133 e Figura 134, que dentro de cada grupo (grupo 1 e grupo 2), as argamassas que revelaram menores valores de tensão de rotura à compressão foram as constituídas por agregados que possuem maior percentagem de partículas de menores dimensões no intervalo compreendido entre 1 – 4 mm e 0,5 – 4 mm, respectivamente para o grupo 1 e 2, ou seja as que se apresentam mais finas. 91 100,00 90,00 90,00 Material Passado Acumulado [%] Material Passado Acumulado [%] 100,00 80,00 70,00 60,00 50,00 40,00 30,00 Arg.A 20,00 Arg. B 10,00 80,00 70,00 60,00 50,00 40,00 Arg. D 20,00 10,00 0,00 0,00 0,01 0,1 1 Abertura do peneiro [mm] 10 Figura 133 - Potencial granulometria dos agregados Arg.A e Arg.B. As Arg. C 30,00 características mecânicas das 0,01 0,1 1 Abertura do peneiro [mm] 10 Figura 134 - Potencial granulometria dos agregados Arg.C e Arg.D. argamassas dependem de diversos factores, nomeadamente, da natureza e dosagem do ligante, da razão água/ligante, da granulometria, das condições de aplicação, entre outras. No que se refere às argamassas estudadas, a informação das fichas técnicas e transmitida oralmente pelos fabricantes, não permite fazer análises muito específicas, tendo em atenção o reduzido conhecimento que se dispõe da sua composição. Seguidamente, apresenta-se no Quadro 26 a informação dos fabricantes, bem como a gama de valores recomendados [7][64] para argamassas de substituição de rebocos de edifícios antigos. Refere-se que as diferenças obtidas podem ficar a dever-se a diferentes procedimentos de preparação e cura dos provetes, bem como a condições de ensaio. Quadro 26 - Comparação com valores do fabricante e recomendados na bibliografia. Argamassa Valor médio obtido Arg.A Arg.B Arg.C Arg.D 5,26 5,58 1,28 1,87 Compressão [MPa] Valores Valor(es) do recomendados fabricante na bibliografia [7][64] 3,5 - 5,0 1,5 - 5,0 0,4 - 2,5 1,5 – 3,5 2 Tracção [MPa] Valor médio obtido Valor(es) do fabricante Valores recomendados na bibliografia [7][64] 1,48 1,66 0,61 0,80 2 ≥ 0,2 1 0,2 - 0,7 Como resultados mais próximos dos fornecidos pelos fabricantes, tem-se as resistências à compressão e à tracção de Arg.D aos 28 dias. Os valores obtidos em Arg.C permitem verificar que a resistência à tracção obtida é superior a 0,2 MPa, que corresponde à indicação do fabricante, sendo que apenas a resistência à compressão surge ligeiramente menor que o limite inferior dos valores enunciado (1,5 MPa). Os valores obtidos de resistência mecânica para Arg.A e Arg.B excedem o valor máximo declarado pelo fabricante, mesmo que a diferença não seja muito significativa. Tudo aponta para que a gama de valores de resistência à compressão expectável destas últimas duas 92 argamassas se encontre entre os 5 e os 6 MPa, sem se distanciar muito do valor máximo declarado (5 MPa). Relativamente à resistência à tracção, os valores deverão evoluir entre 1,5 e 2,0 MPa, sendo este último valor o indicado pelo fabricante de Arg.A. Por último, confronta-se os valores obtidos com os recomendados pela bibliografia consultada. Arg.C aparenta enquadrar-se dentro da gama de valores recomendados (Quadro 26), e nos obtidos em vários estudos, tais como [22][23][80]. Verifica-se que esta argamassa partilha características mecânicas próximas de outras argamassas para o mesmo fim estudadas por outros autores. Mecanicamente, enquadra-se bem nas características desejáveis e recomendadas para intervenções de substituição de rebocos antigos. [7][64] As argamassas Arg.A e Arg.B, que partilham características mecânicas semelhantes, encontram-se desenquadradas dos valores presentes no Quadro 26, superando os valores máximos por larga diferença, especialmente no que se refere às resistências à compressão. O Quadro 25 e a Figura 135 apresentam os valores de velocidade de ultra-sons determinados sobre provetes prismáticos. Os resultados detalhados apresentam-se no Anexo B.4. A relação 3000 3000 2500 2500 Vel. de Ultra-Sons [m/s] Vel. de Ultra-Sons [m/s] entre a resistência à compressão e a velocidade de ultra-sons é apresentada na Figura 136. 2000 1500 1000 500 R² = 0,9821 2000 1500 1000 500 0 0 Arg. A Arg. B Arg. C Arg. D Figura 135 - Velocidade de ultra-sons (ensaio directo), 28 dias. 0 2 4 Resistência à compressão [MPa] 6 Figura 136 - Relação entre a resistência à compressão e a velocidade de ultra-sons (ensaio directo), 28 dias. Pela análise da Figura 136, verifica-se que foi obtida uma correlação satisfatória entre os valores de velocidade de ultra-sons e de resistência à compressão. Este ensaio vem assim reforçar o que fora dito anteriormente sobre as características mecânicas das argamassas, notando-se claramente as maiores velocidades nas argamassas Arg.A e Arg.B, sugerindo, como esperado, que estes materiais possuam estruturas internas mais compactas em relação às restantes e que sejam, como se constata, bastante equivalentes relativamente às propriedades mecânicas. Arg.C e Arg.D, por terem velocidades mais baixas, possuem uma estrutura interna mais porosa e, consequentemente, menos resistente, o que está de acordo com os resultados das resistências mecânicas obtidos, especialmente no caso de Arg.C, em que tudo aponta para que seja de facto o material mais poroso de todos, seguido de Arg.D. 93 Relativamente a Arg.A e Arg.B, denota-se que, apesar dos valores obtidos serem próximos, Arg.A apresenta a maior velocidade que Arg.B, o que à partida não seria esperado, pois a primeira possui resistências mecânicas inferiores, mesmo que a diferença seja reduzida. A razão deverá estar relacionada com a presença de diferentes constituintes e composições. A avaliação da velocidade de propagação de ultra-sons foi também efectuada nas argamassas aplicadas como camadas de revestimento (2 cm) de tijolos. Seguidamente apresenta-se, Figura 137 a Figura 140, o conjunto de valores obtidos, aos quais se procurou ajustar uma recta de regressão linear. O declive das rectas de regressão linear corresponde à velocidade de propagação de ultra-sons avaliada. As respectivas equações, coeficientes de correlação e velocidades, encontram-se no Quadro 25. Os resultados detalhados deste ensaio são 0,18 0,18 0,16 0,16 0,14 0,14 0,12 0,12 Distância [m] Distância [m] apresentados no Anexo B.5. 0,1 0,08 0,06 0,1 0,08 0,06 0,04 0,04 0,02 0,02 0 0 0 0,00005 0,0001 0 0,00015 0,00005 Tempo [s] 0,00015 Tempo [s] Figura 137 – Determinação da velocidade de ultra-sons – Arg.A, 28 dias. Figura 138 - Determinação da velocidade de ultra-sons – Arg.B, 28 dias. 0,18 0,18 0,16 0,16 0,14 0,14 0,12 0,12 Distância [m] Distância [m] 0,0001 0,1 0,08 0,06 0,1 0,08 0,06 0,04 0,04 0,02 0,02 0 0 0 0,00005 0,0001 0,00015 Tempo [s] Figura 139 - Determinação da velocidade de ultra-sons – Arg.C, 28 dias. 0 0,00005 0,0001 0,00015 0,0002 Tempo [s] Figura 140 - Determinação da velocidade de ultra-sons – Arg.D, 28 dias. Na Figura 141 apresenta-se os resultados obtidos de velocidade de ultra-sons sobre as argamassas aplicadas como camada de revestimento dos tijolos. A Figura 142 relaciona estes valores com as velocidades de ultra-sons obtidas em prismas e a Figura 143 relaciona-os com a resistência à compressão das argamassas estudadas. 94 2500 2000 1500 1000 500 0 Arg. A Arg. B Arg. C Arg. D Figura 141 - Velocidade de ultra-sons (ensaio indirecto), 28 dias. Velocidade de ultra-sons em camada revestimento [m/s] 3000 Velocidade de ultra-sons em camada revestimento [m/s] Vel. de Ultra-Sons [m/s] 3500 3500 3000 2500 2000 1500 1000 500 0 0 3500 3000 2000 1500 1000 500 0 0 1000 2000 3000 Velocidade de ultra-sons em prismas [m/s] Figura 142 - Relação entre a velocidade de ultrasons do ensaio directo e indirecto, 28 dias. R² = 0,5652 2500 2 4 6 Resistência à compressão [MPa] Figura 143 - Relação entre a resistência à compressão e a velocidade de ultrasons (ensaio indirecto), 28 dias. Relativamente aos resultados apresentados, verifica-se que a argamassa Arg.B foi a que revelou o maior valor de velocidade de ultra-sons, com valor da ordem de 2900 m/s, com Arg.A a enquadrar-se na mesma ordem de grandeza. A relação entre ambas enquadra-se no que fora observado nos restantes ensaios mecânicos. A Arg.C foi a argamassa em que se registou valores de velocidade de ultra-sons bastante superiores nas camadas de revestimento relativamente à obtida em prismas, Figura 142. A Figura 136 permite verificar que se obteve uma boa correlação entre a resistência à compressão e a velocidade de ultra-sons em provetes prismáticos, facto que não ocorre na Figura 143, devido ao valor elevado de velocidade de ultra-sons de Arg.C. A análise da Figura 137 e Figura 138 permite verificar que os registos do tempo de propagação para distâncias superiores a 0,14 m de ambas desenquadram-se dos restantes, como se ocorresse uma translação dos últimos valores para a direita. Situação semelhante ocorreu com Arg.D, para distâncias superiores a 0,10 m, como se pode observar na Figura 140. Supõem-se assim a existência de descontinuidades internas, geradas durante a cura ou derivadas da compactação aquando da execução da camada de argamassa sobre os tijolos, dado que as rectas de regressão evidenciam velocidades semelhantes antes e depois das potenciais fissuras, como se pode observar na Figura 138 e Figura 140, significando que se tratará do mesmo material. Observou-se atentamente todas as argamassas, no sentido de identificar a presença de fissuração, sendo que não foi possível identificar qualquer sugestão de tal anomalia. Os resultados da avaliação da dureza superficial por recurso ao esclerómetro pendular são apresentados no Quadro 25 e na Figura 144. Estes resultados foram obtidos nas argamassas aplicadas como camadas de revestimento de tijolos cerâmicos. A validade da informação deste ensaio está limitada a uma zona superficial da camada de argamassa. No entanto, verifica-se que os valores obtidos apresentam boa correlação com as tensões de rotura à compressão (28 dias), Figura 145. 95 70,0 70,0 60,0 60,0 50,0 R² = 0,8434 50,0 Ressalto Ressalto 80,0 40,0 30,0 40,0 30,0 20,0 20,0 10,0 10,0 0,0 0,0 Arg. A Arg. B Arg. C 0 Arg. D Figura 144 - Valores médios e desvio padrão do ressalto, 28 dias. 2 4 6 Resistência à compressão [MPa] Figura 145 - Relação entre o ressalto e a resistência à compressão, 28 dias. Mais uma vez se faz referência não apenas ao facto das argamassas Arg.A e Arg.B apresentarem os valores mais elevados de ressalto, mas igualmente à semelhança entre estes dois materiais. Porém, julga-se que a maior dureza revelada por Arg.A face a Arg.B, ao contrário do sucedido nos ensaios de resistência à compressão e flexão, possa justificar-se pelo facto de Arg.A apresentar um acabamento mais liso que Arg.B, com menos irregularidades, fruto de Arg.A ser uma argamassa mais seca e consistente que Arg.B, obrigando à sua aplicação por recurso a maior força de aperto e um acabamento mais liso. Para argamassas semelhantes como estas duas, a menor presença de irregularidades em Arg.A poderá influenciar os resultados, no sentido em que o contacto entre de a massa do esclerómetro e a superfície da argamassa poderá ser melhor do que sobre uma superfície rugosa, promovendo assim uma menor absorção da energia de impacto e, consequentemente, maior ressalto. Analogamente ao caso do betão, onde o raciocínio é semelhante: “A textura da superfície é também responsável por variações significativas. Por exemplo, em superfícies de textura rugosa o pistão do aparelho pode causar esmagamento excessivo e este facto conduz certamente a um número de ressalto inferior.” [81] A argamassa que revelou menor dureza superficial foi Arg.C, seguida de Arg.D. 96 6.3.2. Caracterização física A caracterização física inclui a determinação da massa volúmica aparente e real, da porosidade aberta, da absorção de água por capilaridade, do teor em água após 48 horas de imersão, da cinética de secagem e da absorção de água sob baixa pressão. O Quadro 27 apresenta os resultados obtidos em alguns dos ensaios enunciados. Quadro 27 - Resultados dos ensaios de determinação da massa volúmica aparente e real, da porosidade aberta e teor em água após 48 horas de imersão. Massa Volúmica Aparente [Kg/m3] Argamassa Desvio Média Fabricante Padrão Arg.A 1840 11 1500 ± 200 Arg.B 1800 9 1550 ± 150 Arg.C 1350 6 1500 Arg.D 1190 31 1180 Massa Volúmica Real[Kg/m3] Desvio Média Padrão 2261 42 2169 4 1920 2 1566 35 Teor em água W48h [%] Porosidade Aberta (%) Média 18,4 16,9 29,4 23,8 Desvio Padrão 1,0 0,6 0,2 0,3 Fabricantes Valor Fabricante 20 (porosidade total) 22 - 9,29 8,78 19,89 13,02 14 - Na Figura 146 e Figura 147 apresentam-se os valores, respectivamente, da massa volúmica aparente e massa volúmica real. Massa Volúmica Real [Kg/m3] Massa Volúmica Aparente [Kg/m3] 2000 1500 1000 500 0 Arg. A Arg. B Arg. C Arg. D Figura 146 - Massa volúmica aparente, 28 dias. 2500 2000 1500 1000 500 0 Arg. A Arg. B Arg. C Arg. D Figura 147 - Massa volúmica real, 28 dias. A análise destas figuras permite separar, de novo, as quatro argamassas em dois grupos diferentes, tal como na caracterização mecânica. Tem-se assim o Grupo 1 (Arg.A e Arg.B) e o Grupo 2 (Arg.C e Arg.D). Verifica-se que as argamassas do grupo 1 apresentam maiores valores de massa volúmica aparente e real, respectivamente, entre 1800-1850 Kg/m 3 3 e entre 2170-2260 Kg/m . As argamassas do grupo 2 apresentam massa volúmica aparente e real mais baixa, na ordem dos 3 3 1200-1350 Kg/m e 1560-1930 Kg/m , respectivamente. A diferença entre os dois grupos é especialmente marcada na análise dos resultados da massa volúmica aparente (aos 28 dias). Os valores de massa volúmica aparente apresentados em [80], obtidos com base no estudo de diversas formulações de argamassas destinadas a rebocos de edifícios antigos, são da mesma ordem de grandeza dos obtidos para as argamassas do grupo 1 (Arg.A e Arg.B). Apesar dos 97 valores do referido estudo terem sido obtidos aos 60 dias e 120 dias, julga-se pertinente fazer referência a tal estudo, pois não é expectável uma evolução significativa da massa volúmica de Arg.B e Arg.A após os 28 dias de idade. O valor de massa volúmica aparente obtido para Arg.D é muito semelhante ao declarado pelo fabricante. Os valores obtidos para Arg.C, Arg.A e Arg.B apresentam diferenças face aos valores fornecidos pelos fabricantes. Arg.C apresenta um valor inferior ao declarado, enquanto que os resultados obtidos para Arg.A e Arg.B excedem o limite superior do intervalo de valores referido pelos fabricantes. Os valores médios e de desvio padrão do ensaio de determinação da porosidade aberta são apresentados no Quadro 27 e na Figura 148. Na Figura 149 analisa-se a correlação entre a resistência à compressão e a porosidade aberta. 30,0 25,0 20,0 15,0 10,0 5,0 6 35,0 5 30,0 4 Porosidade aberta [%] Resistência à compressão [MPa] Porosidade Aberta [%] 35,0 R² = 0,9023 3 2 1 0 0,0 Figura 148 - Porosidade aberta, 28 dias. R² = 0,8926 20,0 15,0 10,0 5,0 0,0 0,0 Arg. A Arg. B Arg. C Arg. D 25,0 10,0 20,0 30,0 Porosidade aberta [%] 40,0 Figura 149 - Relação entre a resistência à compressão a porosidade aberta, 28 dias. 0 0,1 0,2 Razão Água/produto 0,3 Figura 150 - Relação entre a porosidade aberta (28 dias) e a razão água/produto. A análise da Figura 149 permite verificar que se obteve uma boa correlação entre os valores de porosidade e da tensão de rotura à compressão. De facto, as argamassas mais porosas são mais brandas, enquanto que as menos porosas são mais compactas e apresentam valores superiores de resistência mecânica. Comportamento semelhante foi obtido entre a porosidade aberta e a razão água/produto, Figura 150. As argamassas que possuem maior quantidade de água de amassadura (grupo 2) apresentam de facto uma estrutura mais porosa que as do grupo 1 (associadas a menor quantidade de água de amassadura) As argamassas do grupo 1, mais resistentes, revelaram menor porosidade que as argamassas do grupo 2. Porém, dentro do mesmo grupo, Arg.A e Arg.B revelaram valores de porosidade semelhantes, de 18,4% e 16,9%, respectivamente, e inferiores face aos obtidos nas restantes argamassas estudadas, especialmente Arg.C, e aos valores apresentados em [80]. Apesar dos valores de porosidade de Arg.A e Arg.B serem semelhantes, Arg.B apresenta a menor porosidade aberta, o que parece estar de acordo com os maiores valores de tensão de rotura à compressão e flexão que apresentou, apesar de próximos de Arg.A. Mais uma vez se repara que a distinção entre estas duas argamassas é, de facto, muito subtil. 98 As argamassas do grupo 2 apresentam uma estrutura mais porosa que as argamassas do grupo 1. Porém, dentro do grupo 2, os produtos revelaram valores de porosidade diferentes. De facto, a porosidade de Arg.C distingue-se das restantes argamassas. Esta argamassa, tal como esperado, possui a estrutura mais porosa de todas (30%). A elevada porosidade de Arg.C é compatível com as características mecânicas avaliadas e indicia uma argamassa permeável. Os valores obtidos para Arg.C são os únicos que aparentam alguma semelhança com outros valores de porosidade encontrados na bibliografia consultada, nomeadamente com as argamassas estudadas em [80], que apesar de não serem argamassas pré doseadas, apresentam valores bastante semelhantes aos obtidos nesta campanha experimental. Referese ainda que os valores de porosidade obtidos são da mesma ordem de grandeza dos revelados por argamassas tradicionais estudadas em [22], sendo, no entanto, inferiores à porosidade das quatro argamassas pré-doseadas estudadas no âmbito do mesmo trabalho que revelaram valores entre 40% e 60%, desenquadrados de qualquer dos quatro produtos da presente campanha experimental. Muito embora o produto Arg.C inclua na sua composição um adjuvante hidrófugo, a caracterização efectuada aponta esta argamassa como sendo a mais porosa e com maior capacidade de absorção de água. Arg.D apresenta uma porosidade intermédia entre Arg.C e as argamassas do grupo 1, com valores da ordem de 24%. Muito embora Arg.D se apresente com uma estrutura interna mais porosa e mecanicamente menos resistente que Arg.B e Arg.A, revela reduzida capacidade de absorção de água. Este comportamento aponta para a possibilidade da presença de adjuvante hidrófugo, informação que não foi confirmada pelo fabricante. Este facto pode ter influenciado o valor da porosidade obtido para Arg.D. O Quadro 27 e a Figura 151 apresentam os valores de teor em água após imersão em água durante 48 horas dos produtos estudados. Teor em água 48h [%] 25,0 20,0 15,0 10,0 5,0 0,0 Arg. A Arg. B Arg. C Arg. D Figura 151 - Teor em água às 48 horas, 28 dias. Os menores valores de teor em água foram registados nas argamassas cujo ligante é maioritariamente cal hidráulica, ou seja, argamassas do grupo 1 (Arg.A e Arg.B), ambas com valores próximos de 9%. Estes valores são indicativos não apenas de uma porosidade 99 semelhante, como já fora mencionado no ensaio anterior, mas essencialmente de uma capacidade de absorção de água equivalente, como será analisado e discutido nos próximos ensaios. A ficha técnica de Arg.A refere que este produto possui adjuvante hidrófugo, porém tal não é referido na ficha técnica de Arg.B. No entanto, face às semelhanças de características de Arg.B e Arg.A, é possível que Arg.B possua também um adjuvante hidrófugo na sua composição. Tal como sucedeu com a porosidade, Arg.C é o produto que revelou maior valor de teor em água. Arg.D assume características de absorção bastante aceitáveis, face à estrutura porosa que possui, especialmente quando comparada com Arg.C, uma argamassa de estrutura porosa e características mecânicas semelhantes a Arg.D, bem como um valor de teor em água intermédio entre os registados em Arg.C e nas argamassas do grupo 1 (Arg.A e Arg.B). Pela análise da Figura 152 é possível afirmar que existe uma forte correlação entre a porosidade e o teor em água após imersão durante 48 horas. 35,0 R² = 0,971 Porosidade aberta [%] 30,0 25,0 20,0 15,0 10,0 5,0 0,0 0,0 10,0 20,0 30,0 Teor em água às 48 horas [%] Figura 152 - Relação entre a porosidade aberta e o teor em água às 48 horas. (28 dias) O estudo da capacidade de absorção de água por capilaridade das argamassas foi realizado sobre um provete de cada argamassa. A apresentação, análise e discussão dos resultados obtidos seguirá duas abordagens. A razão para tal prende-se essencialmente com o cálculo dos coeficientes de capilaridade. Por um lado, a norma EN 1015-18:2002 define expressões específicas para cálculo dos mesmos, julgandose adequado comparar os coeficientes de capilaridade obtidos desta forma com os valores fornecidos pelos fabricantes. Refere-se que o ensaio não cumpriu todos os procedimentos da referida norma. Por outro lado, com o objectivo de comparar os coeficientes de capilaridade obtidos com outros presentes em bibliografia, procede-se também ao cálculo destes coeficientes através dos declives das rectas que melhor definem os troços iniciais em que se verifique absorção a taxa constante (este método será referido no texto como “método convencional”). A Figura 153 a apresenta as curvas de absorção de água por capilaridade das quatro argamassas estudadas. 100 40 Absorção Capilar [Kg/m2] 35 30 Arg. A 25 Arg. B 20 Arg. C 15 Arg. D 10 5 0 0 200 400 600 800 1000 Tempo *√s+ Figura 153 - Absorção capilar. A análise das curvas de absorção de água por capilaridade permite verificar que as argamassas Arg.A e Arg.B revelaram características de absorção praticamente idênticas e intermédias relativamente ao manifestado por Arg.C e Arg.D. Arg.C foi o produto que revelou maior capacidade de absorção e Arg.D foi o que manifestou menor capacidade de absorção. A Figura 154 apresenta a evolução da absorção capilar no período de ensaio compreendido entre os 0 aos 60 minutos. 10 Absorção Capilar [Kg/m2] 9 8 7 6 Arg. A 5 4 Arg. B 3 Arg. C 2 Arg. D 1 0 0 10 20 30 40 50 60 70 Tempo *√s+ Figura 154 - Absorção capilar (0 minutos aos 60 minutos). Os valores dos coeficientes de capilaridade, os valores assintóticos, os valores recomendados ([7][64]) e os valores dos fabricantes são apresentados no Quadro 28. 101 Quadro 28 - Coeficientes de capilaridade e valores assintóticos. 2 0,5 Coeficiente de capilaridade [Kg/m .s ] Argamassa Tipo (EN 998-1) Arg.A Método convencional GP Arg.B 0,16 GP 0,18 EN 1015-18 : 2000 (para comparar com fabricantes) Cálculo para Renovação Cálculo para restantes tipos - 0,06 - Recomendações [7][64] 0,07 0,13 - 0,2 Arg.C Arg.D *Unidade: Kg/m R 0,17 33,44* - R 0,08 7,94* - Valores fabricantes Valor assintótico 2 [Kg/m ] Duração do ensaio (dias) < 0,05 30,88 9 29,75 8 35,13 5 13,50 10 ≥ 0,3* (após 24h) ≥ 0,3* (após 24h) < 0,01 2 Como se pode observar na Figura 154, Arg.C, Arg.A e Arg.B apresentam coeficientes de capilaridade muito semelhantes, reveladores de velocidades de absorção equivalentes nos primeiros instantes do ensaio, sendo que Arg.C mantém a taxa inicial de absorção de água durante bastante mais tempo que as restantes. Arg.D é o produto que manifestou menor coeficiente e absorção de água por capilaridade, Figura 154. A análise da Figura 154 permite verificar que Arg.C mantém a taxa inicial de absorção sensivelmente até às 24 horas, altura em que a franja capilar atingiu o topo do provete, e a partir do qual se verifica uma estabilização, com valores de absorção já bastante próximos do valor assintótico, enquanto que as restantes argamassas logo após uma fase inicial registam redução de velocidade de absorção (diminuição do declive dos vários troços de recta). Como já se referiu, Arg.C é a argamassa que manifesta a maior capacidade de absorção, iniciando com valores muito semelhantes a Arg.A e Arg.B, mas mantendo essa velocidade até perto do seu valor assintótico, que por sua vez também corresponde ao valor mais elevado registado (≈35 2 Kg/m ). Arg.B e Arg.A revelaram um comportamento semelhante. Nos instantes iniciais, Arg.B revela o 2 0,5 maior coeficiente de capilaridade (0,18 Kg/m .s ), enquanto que Arg.A possui um valor 2 0,5 próximo, mas inferior (0,16 Kg/m .s ). Após a fase inicial, ambas evoluem de forma semelhante, com declives bastante próximos, porém Arg.B inicia a sua estabilização ligeiramente mais cedo que Arg.A, resultando para esta última o maior valor assintótico de 2 ambas (≈31 Kg/m ). O valor assintótico de Arg.A está de acordo com os valores de porosidade e teor de água, dado que estas características revelaram, respectivamente, maior porosidade e absorção por parte de Arg.A em relação a Arg.B. Arg.D distingue-se das restantes argamassas por apresentar não só menor coeficiente de capilaridade, como também valores assintóticos consideravelmente inferiores. O coeficiente de absorção de água por capilaridade de Arg.C, calculado de acordo com a EN 1015-18:2002 para argamassas de renovação (tipo R), ultrapassa o valor mínimo declarado pelo fabricante. Chama-se à atenção de que esse valor mínimo é apenas um dos requisitos mínimos da EN 998-1 para uma argamassa pré-doseada ser considerada tipo R. Comparando 102 o coeficiente de capilaridade de Arg.C (calculados através do método convencional) com os valores recomendados [7][64] (Quadro 28), verifica-se total combinação. 2 O coeficiente de capilaridade de Arg.A, de 0,06 Kg/m .s 0,5 , calculado com base no estipulado na EN 1015-18:2002 para as argamassas que não sejam de tipo R, é ligeiramente superior ao 2 0,5 referido pelo fabricante (< 0,05 Kg/m .s ). O coeficiente de capilaridade calculado pelo método convencional (com base no intervalo de tempo em que se regista absorção a taxa constante) encontra-se no intervalo de valores recomendados [7][64]. Relativamente a Arg.B, o fabricante apenas informa que a absorção capilar após 24 horas é 2 superior a 0,3 Kg/m . Refere-se que às 24 horas esta argamassa apresentou uma absorção 2 capilar de 17,81 Kg/m , superior à enunciada. Tal como Arg.C e Arg.A, também Arg.B se enquadra no intervalo de valores recomendados [7][64]. Arg.D é uma argamassa tipo R, informação declarada pelo fabricante. Porém, o valor máximo 2 0,5 de coeficiente de capilaridade que apontam (0,01 Kg/m .s ) não é comparável com o valor 2 obtido pela EN 1015-18:2002 para argamassas tipo R (7,94 Kg/m ). Comparando os coeficientes de capilaridade obtidos com Arg.D (pelo método convencional) neste ensaio com os valores recomendados, verifica-se que não se enquadra em tal gama de valores, encontrando-se abaixo do mínimo. Arg.D apresenta absorção capilar reduzida, especialmente quando comparada com Arg.C que é uma argamassa com propriedades mecânicas e físicas mais próximas de Arg.D, possivelmente por possuir adjuvante hidrófugo que reduz a absorção de água sem ser necessário possuir uma estrutura muito compacta e resistente que fuja ao desejável. A menor capacidade de absorção capilar de água foi obtida por Arg.D, seguido de Arg.B, Arg.A e, por fim, Arg.C. Atendendo aos valores dos coeficientes de capilaridade e dos valores assintóticos de argamassas pré-doseadas presentes em [22] e tradicionais em [80], refere-se que todas as argamassas estudadas no âmbito da presente dissertação apresentaram valores de coeficiente de capilaridade inferiores aos da bibliografia. Em [23] estudou-se uma argamassa pré-doseada 2 0,5 de cal aérea que apresenta um coeficiente de capilaridade muito reduzido, de 0,03 Kg/m .s , inferior aos calculados para Arg.D. A autora justifica tal facto afirmando que essa argamassa possui adjuvante hidrófugo, aparentemente muito eficaz mas que causará retenção de água no suporte, dificultando a sua secagem. A capacidade de absorção de água das argamassas aplicadas como camadas de revestimento foi avaliada pelo método do cachimbo. A Figura 155 apresenta as curvas de absorção de água sob baixa pressão das várias argamassas. Os resultados detalhados encontram-se no Anexo B.6. Cada curva foi obtida por aproximação de uma função potencial ao conjunto completo de resultados, sendo que para cada argamassa foram efectuadas três determinações em 103 diferentes pontos da superfície da argamassa. Os coeficientes de correlação e o volume de água absorvido aos 5 min e 1 hora são apresentados no Quadro 29. Quadro 29 - Coeficientes de determinação e volume absorvido aos 5 min e 1 hora. 0,90 Absorção (g/cm²) 0,80 Arg. A 0,70 Volume Arg. B 0,60 0,50 Argamassa Arg. C 0,40 0,30 R 2 Arg. D 0,20 absorvido (ml) 5 1 min hora Arg.A 0,9929 0,50 2,02 Arg.B 0,9911 0,44 2,31 Arg.C 0,9425 2,88 - Arg.D 0,9775 0,31 0,82 0,10 0,00 0,00 20,00 40,00 60,00 80,00 100,00 120,00 140,00 Tempo (√s) Figura 155 - Absorção de água sob baixa pressão. A observação da Figura 155 e do Quadro 29 permite verificar que a informação relativamente à capacidade de absorção das argamassas através da determinação da absorção de água por capilaridade e sob baixa pressão foi semelhante. Arg.C, como se previa, foi a argamassa mais absorvente. Apenas num cachimbo foi necessário 3 mais de 10 minutos para se registar a absorção de 4 cm . Os resultados obtidos com Arg.D distanciam-se bastante das restantes argamassas, dado que a água é absorvida a um ritmo bastante mais lento face ao que se regista nos restantes produto, Figura 155. A reduzida permeabilidade à água aqui observada reforça a hipótese já referida de este produto possuir um adjuvante hidrófugo bastante eficaz, aparentemente o mais repelente à água de todos. A reduzida capacidade de absorção de Arg.D é favorável ao criar uma barreira de protecção do suporte face à água com origem da incidência directa sobre o reboco. A Figura 156 apresenta as curvas de secagem obtidas para todas as argamassas estudadas e o Quadro 30 apresenta os índices de secagem determinados. 104 18,0 16,0 Arg. A Teor em Água (%) 14,0 Quadro 30 - Índices de secagem. Arg. B 12,0 Arg. C 10,0 Arg. D 8,0 Argamassa I.S. 6,0 Arg.A 0,30 4,0 Arg.B 0,24 2,0 Arg.C 0,20 0,0 Arg.D 0,27 0 5 10 15 20 Tempo (dias) 25 30 35 40 45 Figura 156 - Curvas de secagem. A análise da Figura 156 permite verificar que não se registaram diferenças muito significativas da cinética de secagem das argamassas em estudo, notando-se que é nos primeiros 5 dias de secagem que ocorrem as diferenças mais relevantes. Todos os produtos evidenciam teores de água residuais semelhantes, observando-se que entre os 30 e os 35 dias já todas as argamassas tinham estabilizado a sua massa. Sabendo que Arg.A, Arg.C e Arg.D possuem adjuvantes hidrófugos e suspeitando-se que Arg.B também possua (pelo comportamento tendencialmente semelhante a Arg.A), pode-se afirmar que os processos de secagem observados são bastante aceitáveis, especialmente no caso de Arg.D. No caso desta última argamassa, já fora provada a sua eficaz repelência à água, notando-se uma influência do hidrófugo muito mais marcada que o mesmo tipo de adjuvante nas restantes argamassas. Mesmo assim, detém um desempenho na secagem bastante semelhante a estas, conseguindo, em ambas idades, fazê-lo de forma mais rápida e completa que Arg.A. Arg.C é sem dúvida a argamassa que apresenta a secagem mais rápida, mesmo quando detém, por larga diferença, o maior valor de teor em água inicial. Por exemplo, para evidenciar a maior capacidade de secagem deste produto, refere-se que os provetes de Arg.C conseguem, em apenas 13 dias, atingir valores de teor em água inferiores a todos os restantes produtos. Verifica-se que Arg.C detém os menores valores de índice de secagem, sublinhando que esta argamassa consegue secar de forma mais completa que as restantes. Resumindo, em termos gerais todas as argamassas apresentam cinéticas de secagem aceitáveis, o que é benéfico dado que os suportes antigos são muitas vezes, como já fora referido, alvo de infiltrações provenientes do terreno, em que a água ascende por capilaridade até determinada altura da parede, fruto da elevada porosidade dos materiais da alvenaria. Apesar das quatro argamassa em estudo não serem produtos especialmente concebidos para combater a presença de água e sais, verifica-se uma boa prestação em promover a secagem das paredes, característica compatível com a possibilidade de apresentarem adequada permeabilidade ao vapor de água. 105 Atendendo aos resultados do presente ensaio e das características de absorção, verifica-se que algumas argamassas apresentam um comportamento diferente entre si. Apesar de todas apresentarem uma capacidade de secagem semelhante, no que se refere à absorção de água já não existem tantas parecenças. Por um lado, Arg.C revela-se bastante permeável à água. A permeabilidade deste material sugere que este produto tenha um comportamento de reboco de transporte, em que a água, proveniente do suporte, não encontra obstáculos ou barreiras, conseguindo atingir a superfície exterior do reboco, evaporando e originando eflorescências (quando a água se encontra contaminada por sais). Tudo aponta que Arg.B e Arg.A apresentem o mesmo princípio de funcionamento face à água, porém com uma menor permeabilidade à água no estado líquido. Arg.D revelou reduzida permeabilidade à água e aparente facilidade na secagem. O Quadro 31 apresenta os valores de espessura carbonatada (Anexo B.7). Quadro 31 - Espessura carbonatada. Argamassa Espessura Carbonatada média [mm] Face 1 Face 2 Face 3 Face 4 Arg.A 3,2 1,3 1,2 0,0 Arg.B 1,5 1,0 0,8 0,0 Arg.C 3,6 0,0 0,0 0,0 Arg.D 0,0 0,0 0,0 0,0 A análise do Quadro 31 permite verificar que todas as argamassas registaram reduzidos valores de espessura carbonatada e, no caso de Arg.D, não foi registada qualquer espessura carbonatada. Como se pode observar no Anexo B.7, os valores de espessura carbonatada obtidos na face “1” são, em geral, muito superiores aos obtidos nas restantes faces. Apesar de se ter colocado os provetes sobre roletes de vidro e deixado algum espaço entre provetes, procurando promover o acesso do ar às faces inferiores e laterais, verificou-se que a espessura carbonatada foi sempre maior nas faces superiores (faces “1”), reduzida ou ausente nas faces laterais (faces “2” e “3”) e inexistente nas faces inferiores (faces “4”). Atendendo a tais resultados, julgou-se pertinente comparar as várias argamassas recorrendo essencialmente aos valores obtidos nas faces superiores. A eventual presença de componentes ou formação de compostos que introduzam alterações ao pH do material, independentemente do estado de carbonatação real, constitui-se também como possível justificação para os valores obtidos. 106 7. Conclusões e Propostas para Desenvolvimentos Futuros O estudo de mercado efectuado permitiu verificar que o mercado possui diversas soluções de argamassas pré-doseadas para aplicação em edifícios correntes, tendo-se contabilizado vinte e três empresas a comercializarem diversos produtos cada uma. Porém, dessas, apenas nove empresas possuem soluções pré-doseadas destinadas a rebocos de substituição de edifícios antigos. Nota-se assim que, apesar de na última década se ter desenvolvido investigação científica neste domínio, o desenvolvimento e comercialização de argamassas pré-doseadas ainda se encontra maioritariamente preenchido com soluções para edifícios correntes. Relativamente aos onze produtos comerciais identificados no âmbito do tema da dissertação, foi possível verificar alguma discrepância na colaboração prestada pelas empresas consultadas. Muitas vezes, os fabricantes apenas se referem às características presentes nos requisitos da EN 998-1, não fornecendo informação complementar que permita a análise mais detalhada dos produtos. Os produtos identificados podem dividir-se em dois grupos diferentes, sendo que um deles é constituído por produtos formulados com o objectivo de apresentarem um desempenho melhorado face à presença de água e sais solúveis e o outro grupo é constituído por produtos de aplicação mais geral. Os fabricantes das argamassas do primeiro grupo sugerem que estas soluções sejam aplicadas, pelo menos, nas áreas das fachadas onde ocorra ascensão capilar. Recomendam muitas vezes a remoção do reboco antigo desde o nível do terreno até à altura da franja capilar, aplicando posteriormente o novo reboco na área afectada. Refere-se, como produtos deste primeiro grupo: Albaria SP2, Sanabuild, Mape-Antique MC e Weber.dry Sane. Concluiu-se que, mesmo dentro deste grupo de argamassas, existem certas diferenças. Por exemplo, o sistema Albaria SP2 é composto por um conjunto de quatro argamassas diferentes, existindo a possibilidade de reunir, no mesmo reboco, cimento, cal hidráulica e cal aérea. Cada camada assume uma determinada função, sendo que o princípio de funcionamento face à água e sais deste sistema é de acumulação de sais. Relativamente aos restantes produtos deste primeiro grupo, é comum as empresas recomendarem a utilização de produtos diferentes para além da argamassa principal, nomeadamente argamassa (ou impregnante) de primário e de acabamento. Porém, os fabricantes, de um modo geral, não referem obrigatoriedade na aplicação dos primários ou 107 acabamentos, sendo que essa opção depende das condições do suporte e necessidade de conferir aderência, regularização e melhorar a resistência aos sais. Os produtos do primeiro grupo revelam grande variedade de ligantes, desconhecendo-se quais adjuvantes e/ou adições que os compõem. Estes produtos são concebidos para apresentarem um bom desempenho face à água e sais e são classificados, segundo a EN 998-1, de tipo R (renovação). No que respeita os restantes produtos (Albaria Intonaco, ACH, Lena 822, Maxit 158, Reabilita RBA01, Weber.rev Tradition e Medolago), as informações recolhidas junto dos fabricantes apontam para que não sejam soluções tão específicas no combate à água e sais como os referidos nos parágrafos anteriores. A sua aplicação deverá ser feita sobre suportes onde não haja uma excessiva presença de humidade e/ou contaminação salina. Para além deste aspecto, refere-se igualmente o recurso a uma grande diversidade de ligantes na sua formulação, existindo argamassas de apenas um ligante (cal hidráulica) e outras bastardas (principalmente cal hidráulica e cal aérea, mas também cal aérea e cimento), bem como existência de argamassas tipo R (renovação) e GP (uso geral). 2 A EN 998-1 define uma absorção capilar mínima, após 24 horas, de 0,3 Kg/m . Apesar de ser um valor muito reduzido, exige que os produtos possuam alguma capacidade de absorção. Por outro lado, a norma impõe uma franja capilar máxima de 5 mm após as 24 horas. Tem-se assim a necessidade de cumprir estes dois requisitos, entre outros, afim da classificação como argamassa de renovação. A capacidade de absorção está directamente relacionada com a estrutura porosa do reboco, que se pretende que não seja excessivamente compacta e resistente. As argamassas tipo R são produtos que apresentam valores de resistência mecânica mais reduzidos indiciando a presença de estruturas porosas com alguma capacidade de absorção. Julga-se que o recurso a adjuvantes hidrófugos seja uma via frequentemente utilizada pelos fabricantes com o objectivo de limitar a capacidade de absorção desses materiais mais porosos, promovendo o cumprimento de todos os requisitos para argamassas de renovação presentes na EN 998-1. Ainda sobre os produtos apresentados no capítulo quatro, refere-se que praticamente todos possuem produtos primários associados. Relativamente a Albaria SP2, Sanabuild, MapeAntique e Weber.dry Sane (primeiro grupo) já se mencionou a existência de tais recomendações, porém todos os restantes produtos, excepto Reabilita RBA01, apresentam produtos primários, cuja aplicação é recomendada pela empresa, mas não obrigatória. Os primários podem ser constituídos por argamassas pré-doseadas (como AE, Mape-Antique Rinzaffo e Rinzaffo Consolidante Antisale), resinas acrílicas (Lena 870), impregnantes aquosos (Ibofon e Sanabuild Fondo) e camadas do produto principal, mas com consistência semi-fluida (no caso de Albaria Intonaco). Para além dos primários, recomenda-se muitas vezes o recurso a redes de fibra de vidro, promovendo melhor resistência à fissuração e fendilhação, e redes metálicas galvanizadas ou inoxidáveis, quando existem deficientes importantes de estabilidade. 108 Tal como se esperava, foram poucas as empresas que facultaram alguma informação adicional relativa a adjuvantes e adições, apesar da persistência por parte do autor. Do que foi possível apurar, algumas empresas recorrem ao uso de adjuvantes, como retentores de água para reduzir o efeito da retracção, introdutores de ar para conferir trabalhabilidade hidrófugos para repelência à água. Resumindo, relativamente ao conjunto dos onze produtos comerciais identificados foi possível apurar diversidade nas quantidades de água de amassadura recomendadas, nas espessuras e número de camadas do reboco final, na constituição do ligante ou mistura ligante, na natureza dos agregados (existem argamassas apenas com agregados calcários, siliciosos ou com ambos) e sua granulometria, nas características mecânicas e físicas das argamassas no estado endurecido e características no estado fresco, nos produtos associados (primários e outros) e nos preços de mercado. Seguidamente apresentam-se as conclusões relativas à caracterização efectuada na campanha experimental sobre Arg.A, Arg.B, Arg.C e Arg.D. Os resultados obtidos permitiram identificar semelhanças e diferenças nestes produtos. De todas as argamassas estudadas, Arg.A é o produto que claramente apresenta maior percentagem de constituintes finos e Arg.B é o produto que apresenta granulometria mais grossa. Arg.B revelou um teor de constituintes finos (<0,063 mm) semelhante ao de Arg.C, mas menor do que Arg.A e Arg.D. Os resultados analisados das potenciais granulometrias dos agregados apontam para que as quatro argamassas possuam agregados com granulometrias muito semelhantes entre 0 e 0,25 mm. Os valores da máxima dimensão do agregado dos produtos deverão estar compreendidos entre 0,5 e 2 mm, sendo Arg.B constituída pelo agregado mais grosso e Arg.C pelo agregado mais fino. Arg.A e Arg.D apresentam granulometria dos agregados praticamente idêntica. O maior valor de massa volúmica aparente no estado seco foi registado para Arg.B, seguida de Arg.C, Arg.A e , por fim, Arg.D. Relativamente às características avaliadas no estado fresco, as argamassas que possuem maior quantidade de cal aérea (em quantidades não desprezáveis, segundo os fabricantes) foram as formuladas com maior quantidade de água de amassadura, o que acaba por lhes promover uma maior trabalhabilidade. Arg.A apresenta-se como a argamassa de consistência mais seca e Arg.C como a de consistência mais fluida. Obteve-se valores de consistência compreendidos entre 30 e 80 %, tendo-se registado, de um modo geral, um espalhamento menor para argamassas com maior percentagem de elementos finos. Todas as argamassas apresentaram uma retenção de água bastante aceitável, entre os 98% e os 100%, o que se coaduna com a hipótese da presença de adjuvantes retentores de água. 109 Arg.A e Arg.B foram os produtos que revelaram maiores valores de massa volúmica aparente 3 no estado fresco, entre 1800 e 1900 Kg/m , e de tensões de rotura. Derivado dos reduzidos valores de massa volúmica real e aparente no estado endurecido, reduzida massa volúmica aparente no estado fresco e preço elevado, existe uma forte probabilidade de Arg.D possuir agregados leves. A caracterização dos produtos no estado endurecido aponta para que as quatro argamassas estudadas possam ser enquadradas em dois grupos diferentes: um primeiro grupo constituído por Arg.A e Arg.B, e um segundo constituído por Arg.C e Arg.D. As argamassas do primeiro grupo, Arg.A e Arg.B, apresentam características mecânicas e físicas semelhantes. Revelaram os maiores valores de resistência à compressão (aos 28 dias), compreendidos entre 5,3 e 5,6 MPa, menor capacidade de deformação do que as do grupo 2, maior velocidade de ultra-sons sobre provetes prismáticos e sobre argamassa aplicada como camada de revestimento de tijolo cerâmico, bem como os maiores valores de dureza superficial. Assumem-se assim como as argamassas mecanicamente mais resistentes e de estrutura mais compacta. Relativamente às características físicas, verifica-se que as argamassas do grupo 1 (Arg.A e Arg.B) apresentaram os maiores valores de massa volúmica aparente e real, superiores aos obtidos pelas argamassas do grupo 2 (Arg.C e Arg.D). As argamassas do segundo grupo revelaram-se mais brandas e mais distintas entre si, ao contrário de Arg.B e Arg.A. Arg.C é a argamassa mecanicamente menos resistente e Arg.D trata-se de um produto com características mecânicas intermédias em relação às restantes, sendo menos resistente que Arg.A e Arg.B e mais que Arg.C. De realçar o facto de que Arg.D possui fibras sintéticas na sua constituição, o que eventualmente mobilizará uma boa resistência face ao fenómeno da retracção. Arg.C será, possivelmente, a argamassa com menor módulo de elasticidade mais, tornando-se assim mais dúctil e adaptável às deformações dos suportes antigos. Arg.C apresentou-se como sendo o produto mais poroso, seguido de Arg.D. Arg.A e Arg.B foram as argamassas que se apresentaram mais compactas. Obteve-se uma boa correlação entre os valores de porosidade com a tensão de rotura à compressão e com a quantidade de água de amassadura. As argamassas mais brandas apresentaram uma estrutura interna mais porosa e foram formuladas com recurso a maior quantidade de água de amassadura, enquanto que as mais resistentes revelaram uma estrutura mais compacta e a necessidade de menor dosagem de água para a sua produção. Arg.C foi a argamassa que apresentou maior capacidade e rapidez de absorção de água. Arg.A e Arg.B evidenciaram capacidade de absorção semelhante e inferior a Arg.C. A capacidade de absorção de Arg.D distinguiu-se das restantes, possivelmente devido à presença de um 110 adjuvante hidrófugo eficaz, que ao promover a repelência da água, promove uma absorção capilar e sob baixa pressão bastante lenta, revelando a capacidade de absorção mais baixa dos quatro produtos estudados. As argamassas manifestaram uma cinética de secagem semelhante, atingindo o equilíbrio com o exterior em sensivelmente 30 dias, o que se torna vantajoso em edifícios antigos. Arg.C revela-se a argamassa com maior facilidade de secagem, realizando-a de forma mais rápida e completa. Realça-se o desempenho de Arg.D que, perante a sua tendência para repelir a água, consegue promover mesmo assim uma secagem aceitável, relativamente semelhante a Arg.A e Arg.B. O estudo efectuado registou correlações satisfatórias da resistência à compressão com a quantidade de água de amassadura, com a potencial granulometria dos agregados, com os valores de velocidade de ultra-sons e de ressalto obtidos. Tendo em atenção o interesse de incrementar o conhecimento dos produtos existentes no mercado destinado a rebocos de substituição de edifícios antigos, sugere-se o desenvolvimento de estudos futuros que: procedam à avaliação do comportamento dos produtos estudados no âmbito da presente dissertação em termos: da susceptibilidade à fendilhação; do comportamento face à acção de cristalização de sais; da compatibilidade com as alvenarias presentes nos edifícios antigos; permitam estabelecer orientações relativamente à necessidade de utilização de primários e à sua eficácia; avaliem em condições experimentais e reais de utilização o desempenho dos produtos concebidos com o objectivo de apresentarem elevado desempenho quando aplicados sobre suportes húmidos e com sais solúveis. 111 Referências Bibliográficas [1] Veiga, Maria do Rosário – Comportamento de argamassas de revestimento de paredes. Contribuição para o estudo da sua resistência à fendilhação. Dissertação para obtenção do grau de Doutor em Engenharia Civil pela Faculdade de Engenharia da Universidade do Porto, elaborada no LNEC. Lisboa, LNEC, 1998. [2] Appleton, João – Reabilitação de Edifícios Antigos. Patologias e tecnologias de intervenção. Edições Orion, 1ª Edição. Lisboa, Setembro 2003. [3] Tavares, Martha Lins; Veiga, Maria do Rosário – A conservação de rebocos antigos. Restituir a coesão perdida através da consolidação com materiais tradicionais e sustentáveis. Projecto Conservarcal - Conservação de rebocos de cal: melhoria das técnicas e materiais de reparação. Referência: POCI / HEC / 57723/2004. LNEC. [4] Veiga, Maria do Rosário – Acção de formação sobre revestimentos exteriores de paredes. 2º Congresso Nacional de Construção. CONSTRUÇÃO2004: Repensar a Construção. Sessão de actualização técnica. Porto, Dezembro 2004. [5] Magalhães, Ana Cristian; Veiga, Maria do Rosário; Costa, Dória - Caracterização do estado de conservação de revestimentos de paredes antigas através de ensaios "in situ" - Dois casos de estudo. VI Simpósio Brasileiro de Tecnologia de Argamassas. Florianópolis, Maio 2005. [6] OZ – Rebocos e refechamento de juntas de construções antigas. Caracterização, diagnóstico, levantamento e controlo de qualidade. Brochura presente em http://www.oz-diagnostico.pt (01/03/2009). OZ é uma empresa do Grupo Stap. [7] Veiga, Maria do Rosário; Aguiar, José; Silva, António Santos; Carvalho, Fernanda Conservação e renovação de revestimentos de paredes de edifícios antigos. Lisboa, LNEC, 2004. [8] Veiga, Maria do Rosário – Argamassas Compatíveis para Intervenção em Edifícios Antigos. Oficina Técnicas Tradicionais de Revestimento. Beja, Setembro 2007. [9] Martins, João Guerra; Assunção, Joaquim Soares – Argamassas e Rebocos. Materiais de Construção. Sebenta U.F.P, 1ª Edição, 2004. [10] http://arquitecturasdeterra.blogspot.com/2008_11_01_archive.html [11] Fernandes, Marcus Felipe de Aragão; Coutinho, A. De Sousa - A influência da cal hidratada na resistência das argamassas. Lisboa, LNEC, 1984. 112 [12] Alvarez, José; Sequeira, Cristina; Costa, Marta - Ensinamentos a retirar do Passado Histórico das Argamassas. 1º Congresso Nacional de Argamassas de Construção. Lisboa, Novembro 2005. [13] Cavaco, Luís S. R. Gomes – Técnicas de aplicação de argamassas de revestimento em edifícios antigos. Influência no desempenho. Dissertação para obtenção do Grau de Mestre em Construção. Lisboa, IST, Março 2005. [14] Sequeira, Ana Cristina; Frade, Dina; Gonçalves, Paulo - Cal Hidráulica – Um Ligante para a Reabilitação. 2º Congresso Nacional de Argamassas de Construção. Lisboa, Novembro 2007. [15] Ashurst, John – The Technology and Use of Hydraulic Lime. The Building Conservation Directory, 1997. [16] Aguiar, José – Estudos cromáticos nas intervenções de conservação em Centros Históricos. Bases para a sua aplicação à realidade portuguesa. Tese desenvolvida no LNEC e apresentada à Universidade de Évora para a obtenção do grau de Doutor em Conservação do Património. Évora, UE-LNEC, 1999. [17] Margalha, M. Goreti – O uso da cal em argamassas no Alentejo. Dissertação de Mestrado. Évora, Universidade de Évora, 1997. [18] Sichels, L.B. – Organic aditives in mortars. Edinburgh Architec Res, vol 8. Londres, B.A.R., 1981. [19] Gonçalves, Teresa Cláudio Diaz - Capacidade de impermeabilização de revestimentos de paredes com base em ligantes minerais. Desenvolvimento de um método de ensaio baseado na resistência eléctrica. Dissertação elaborada no LNEC para obtenção do grau de Mestre em Construção pela Universidade Técnica de Lisboa. Lisboa, LNEC, 1998. [20] Veiga, Maria do Rosário; Carvalho, Fernanda - Some performance characteristics of lime mortars for rendering and repointing ancient buildings. 5th International Masonry Congress, London, 1998. Lisboa, LNEC, 1998. [21] Veiga, Maria do Rosário – Intervenções em revestimentos antigos: Conservar, Substituir ou… Destruir. Patorreb 2006: 2º Encontro sobre Patologias e Reabilitação de Edifícios. Porto, FEUP, Março 2006. [22] Rodrigues, Paulina - Argamassas de revestimento para alvenarias antigas. Contribuição para o estudo da influência dos ligantes. Tese de doutoramento em Engenharia Civil, Reabilitação do Património Edificado, pela Universidade Nova de Lisboa. Lisboa, UNL, 2004. 113 [23] Veiga, Maria do Rosário – Comportamento de rebocos para edifícios antigos: Exigências gerais e requisitos específicos para edifícios antigos. Seminário “Sais solúveis em argamassas de edifícios antigos”. Lisboa, LNEC, Fevereiro 2005. [24] Veiga, Maria do Rosário - Protecção contra a água de paredes de edifícios antigos. Avaliação experimental da capacidade de protecção de argamassas de reboco com base em cal. Conservação e Reabilitação de Estruturas - REPAR 2000. Lisboa, LNEC, Junho 2000. [25] Veiga, Maria do Rosário - Characteristics of repair mortars for historic buildings concerning water behaviour. Quantification and requirements. Repair Mortars for Historic Masonry, RILEM. Delft, 2005. [26] Brito, Jorge de – Diagnóstico, patologia e reabilitação de revestimentos de paredes. Apontamentos da Cadeira de Patologia e Reabilitação da Construção, Mestrado Integrado em Engenharia Civil. Lisboa, IST, Setembro 2004. [27] Veiga, Maria do Rosário; Rodrigues, Paulina – Revestimentos de ligantes minerais e mistos com base em cimento, cal e resina sintética. Curso de Especialização sobre Revestimentos de Paredes. Lisboa, LNEC, 1990. [28] Addleson, L. - Buildings Failures: A Guide to Diagnosis, Remedy and Prevention. Butterworth Architecture. Oxford, 1992. [29] Aguiar, José; Cabrita, António Reis; Appleton, João - Guião de apoio à reabilitação de edifícios habitacionais. Volumes 1 e 2, LNEC-DGOT. Lisboa, 1997. [30] Sousa, Vitor; Pereira, Fernando Dias; Brito, Jorge de - Rebocos Tradicionais: Principais Causas de Degradação. Engenharia Civil, nº23. Maio 2005. [31] Nero, G. - Estrutura e comportamento dos materiais. Folhas de apoio à disciplina do 11º Mestrado em Construção. Lisboa, IST, 2002. [32] www.arcchip.cz - Advanced Research Centre for Cultural Heritage Interdisciplinary Projects. [33] Ruivo, Sofia; Ferreira, Teresa - Diagnóstico, patologia e reabilitação de revestimentos de paredes. Slides da Cadeira de Patologia e Reabilitação da Construção. [34] Veiga, Maria do Rosário; Aguiar, José – Definição de estratégias de intervenção em revestimentos de edifícios antigos. Patorreb 2003: 1º Encontro Nacional sobre Patologias e Reabilitação de Edifícios. Porto, FEUP, Março 2003. [35] Válek, Jan; Hughes, John J.; Bartos, Peter J. M. – Compatibility of historic and modern lime mortars. 12th International Masonry Conference. Madrid, Junho 2000. 114 [36] Papayianni, Ioanna – Criteria and methodology for manufacturing compatible repair mortars and bricks. Compatible Materials Recommendations for the Preservation of European Cultural Heritage. Atenas, 1998. [37] Holmstrom, Ingmar - Durability or repeated repairs? Criteria for long term maintenance. International Workshop on Urban Heritage and Building Maintenance VII. PLASTER. Zurich, Setembro 2000. [38] Pimentel, António Fraga; Martins, João Guerra – Reabilitação de edifícios tradicionais. Série Reabilitação. Sebenta U.F.P, 1ª Edição, 2005. [39] Couto, Armanda Bastos; Couto, João Pedro - Especificidades e exigências das argamassas na reabilitação de edifícios antigos. APFAC, 2º Congresso Nacional de Argamassas de Construção. Lisboa, Novembro 2007. [40] Moropoulou, A.; Bakolas; A. – Range of acceptability limits of physical, chemical and mechanical characteristics deriving from the evaluation of historic mortars. Compatible Materials Recommendations for the Preservation of European Cultural Heritage. Atenas, 1998. [41] Moropoulou, A.; Bakolas; A.; Moundoulas, P.; Cakmak, A. S. – Compatible restoration mortars, preparation and evaluation for Hagia Sophia earthquake protection. Compatible Materials Recommendations for the Preservation of European Cultural Heritage. Atenas, 1998. [42] Papayianni, Ioanna; Miltiadou, Androniki; Charkiolakis, N. – Study of the existing old mortars of the cells of Hosios Loukas Monastery and proposal for compatible repair mortars. 5th Congress on Restoration of Architectural Heritage. Florença, 2000. [43] Veiga, Maria do Rosário; Carvalho, Fernanda – Abordagem à renovação de revestimentos com base em cal: requisitos, critérios de selecção e casos de estudo. Seminário Cor e Conservação de Superfícies Arquitectónicas. Lisboa, LNEC, Dezembro 1999. [44] Válek, Jan; Hughes, John J.; Bartos, Peter J. M. – Compatibility of historic and modern lime mortars. 12th International Mansory Conference. Madrid, Junho 2000. [45] Faria, Paulina; Henriques, Fernando M. A.; Rato, Vasco Moreira – Argamassas correntes: Influência do tipo de ligante e do agregado. 2º Congresso Nacional de Argamassas de Construção. Lisboa, 2007. [46] Cowpe, A.D. – What one should know about lime plaster. Translated from German “Was Men Uber Kalkputze Vissen Muss”. Building Research station, Library Communication nº541. Garston, Março 1954. 115 [47] Guerreiro, Carlos M. de Brito Afonso – Estudo e caracterização de argamassas de cal aérea, medianamente hidráulicas e de ligantes mistos para rebocos de edifícios antigos. Dissertação para obtenção do Grau de Mestre em Recuperação e Conservação do Património Construído. Lisboa, IST, 2007. [48] Methrotra, S.P.; Dave, N.G. – Lime Mortars. Civil Engineering Construction and Public Works Journal, Edição de Janeiro/Fevereiro. 1973. [49] Minnick, L.J. – Effect of Lime on Characteristics of mortar in Masonry Construction. American Ceramic Society Bulletin vol. 38 (5).1959. [50] Paiva, José A. Vasconcelos de; Henriques, Fernando M. A. - Caracterização de revestimentos de paredes para edifícios antigos. Lisboa, LNEC, 1991. [51] Agostinho, Cláudia S. Araújo – Estudo da evolução do desempenho no tempo de argamassas de cal aérea. Dissertação para obtenção do Grau de Mestre em Engenharia Civil. Lisboa, IST, Abril 2008. [52] Paulo, Raquel Sofia V. M. Nascimento – Caracterização de Argamassas Industriais. Dissertação para obtenção do grau de Mestre em Gestão Ambiental, Materiais e Valorização de Resíduos, Universidade de Aveiro. Aveiro, 2006. [53] Malva, Marta de Sousa e - Argamassas de reboco para edifícios antigos: contributo para a avaliação do seu desempenho através de técnicas de ensaio "in situ" e laboratoriais. Dissertação para a obtenção do Grau de Mestre em Recuperação e Conservação do Património Construído, IST. Lisboa, IST, 2009. [54] Rato, Vasco Nunes da Ponte Moreira - Influência da microestrutura morfológica no comportamento de argamassas. Dissertação para obtenção do grau de Doutor em Reabilitação do Património Edificado, FCT. Monte da Caparica, FCT, 2006. [55] Bauer, Elton et al - Revestimentos de argamassa: características e peculiaridades. Brasília, LEM-UnB, Sinduscon, 2005. [56] APFAC – Argamassas fabris em Portugal: secas e estabilizadas, ano 2007. Documento elaborado pela APFAC, datado de 15-05-2008, disponibilizado em www.apfac.pt e consultado a 25-02-2009. [57] Warren, J. – Conservation of Brick. Butterworth Heinemann. Inglaterra, 1999. [58] Velho, J.; Gomes, C.; Romariz, C. – Minerais Industriais. Universidade de Aveiro, 1998. [59] EMOdico (European Mortar Industry Organization) – Dicionário Técnico de Argamassas. Alemanha, 2001. 116 [60] Oliveira, Luiz A. P.; Alves, Paula C. P.; Dias, Sérgio M. M. - Desempenho de argamassas de revestimentos com incorporação de fibras de plásticos reciclados. 1º Congresso Nacional de Argamassas de Construção. Lisboa, Novembro 2005. [61] Hees, Van; Groot, Caspar; Pel, Leo - Compatibility of plasters and renders with salt loaded substrates in historic buildings. 5th EC Conference on Cultural Heritage Research. Cracóvia, Maio 2002. [62] Wijffels, T. J.; Groot, Caspar; Hees, Van - Performance of restoration plasters. Proceedings of the 11th International Brick/Block Masonry Conference. Shanghai, Outubro 1997. [63] Rodriguez-Navarro, C.; Doehne, E. - Salt weathering: influence of evaporation rate, supersaturation and crystallisation pattern. Earth Surface, Processes and Landforms, nº 24, 1999. [64] Veiga, Maria do Rosário; Carvalho, Fernanda – Argamassas de reboco para paredes de edifícios antigos. Requisitos e características a respeitar. Lisboa, LNEC, Outubro 2002. [65] Hees, Van – Damage diagnosis and compatible repair mortars. RILEM International Workshop, Historic Mortars: Characteristics and tests. Paisley, 1999. [66] Veiga, Maria do Rosário – A Methodology to evaluate the cracking susceptability of renders: Equipment, tests and criteria. Experimental data. 5th International Masonry Conference, Londres, 1998. Lisboa, LNEC, 1998. [67] Veiga, Maria do Rosário – A Methodology to evaluate the cracking susceptability of mortars. Selection criteria of rendering and repointing mortars for ancient buildings. Seminário “Malte a vista com sabie locali nella conservazione degli storici”. Turim, Julho 2000. [68] Papayianni, Ioanna; Stefanidou, Maria – Repair mortars for monuments in Byzantine architecture. 5th Congress on Restoration of Architectural Heritage. Florença, 2000. [69] Magalhães, Ana Cristian – Patologia de rebocos antigos. LNEC, Cadernos de Edifícios, nº 2, Maio 2002. [70] Veiga, Maria do Rosário – Argamassas para revestimento de paredes de edifícios antigos. Características e campo de aplicação de algumas formulações correntes. 3º ENCORE, Encontro sobre Conservação e Reabilitação de Edifícios. Lisboa, LNEC, Maio 2003. [71] Duarte, Carlos M. - Inovação nas argamassas de construção para alvenaria. Seminário sobre Paredes de Alvenaria. Lisboa, LNEC, Novembro 2007. 117 [72] APFAC – Tema 3: Argamassas de Reboco e Monomassas. Monografias APFAC sobre Argamassas de Construção. Aceder através de http://www.apfac.pt/layout.asp?area=11000 (22/02/2009) [73] Faria, Paulina; Henriques, Fernando; Rato, Vasco – Análise Comparativa de Argamassas Pré-doseadas para Aplicação em Rebocos de Edifícios Antigos. 1º Congresso Nacional de Argamassas de Construção. Lisboa, Novembro 2005. [74] Gonçalves, Teresa Cláudio Diaz - Salt crystallization in plastered or rendered walls. Tese de Doutoramento. Lisboa, IST/LNEC, Julho 2007. [75] Vergès-Belmin, V.; Wijfels, T.; Gonçalves, T.D.; Nasraoui, M. - The COMPASS salt crystallization test as a way to figure out how salts migrate and accumulate in renovation plasters. Relatório final do projecto COMPASS, 2005. [76] Rodrigues, J. D.; Gonçalves T.D.; Luxán, M.P.; Vergès-Belmin, V.; Wijfels, T.; Lubelli, B - A proposal for classification of salt crystallisation behaviour of plasters and renders. Relatório final do projecto COMPASS, 2005. [77] Pontífice, Pedro; Veiga, M. Rosário; Carvalho, Fernanda - Homologação do LNEC e a marcação CE de produtos de construção. O caso das argamassas pré-doseadas de revestimento de paredes. 1º Congresso Nacional de Argamassas de Construção. Lisboa, Novembro 2005. [78] Magalhães, Ana C.; Costa, Dória; Veiga, Maria do Rosário - Diagnóstico de anomalias de revestimentos de paredes com técnicas de ensaio in situ. Avaliação da resistência mecânica. 3º ENCORE, Encontro sobre Conservação e Reabilitação de Edifícios. Lisboa, LNEC, Maio 2003. [79] Penas, Filipa Ezequiel - Argamassas de Cal Hidráulica para Revestimentos de Paredes. Dissertação de Mestrado. Lisboa, IST, Novembro 2008. [80] Guerreiro, Carlos Afonso; Henriques, Fernando M. A.; Pinto, Ana Paula Ferreira Análise comparativa de argamassas de cal aérea, medianamente hidráulicas e de ligantes mistos para rebocos de edifícios antigos. 2º Congresso Nacional de Argamassas de Construção. Lisboa, Novembro 2007. [81] Nepomuceno, Miguel Costa Santos - Ensaios Não Destrutivos em Betão. Provas de Aptidão Pedagógica e Capacidade Científica. Covilhã, UBI, Julho 1999. [82] Apontamentos da disciplina de Materiais de Protecção, Reparação e Reforço, 2º Semestre, 2008-2009, Instituto Superior Técnico. 118 [83] Documentos de Aplicação do LNEC – Texto introdutório. LNEC, Janeiro 2009. Documento acedido através de http://www.lnec.pt/qpe/da (28/09/2009). [84] Argamassas, argilas e betão – Revista “Materiais de Construção”, edição nº 128. [85] Paravisi, Sandra - Avaliação de Sistemas de Produção de Revestimentos de Fachada com Aplicação Mecânica e Manual de Argamassa. Dissertação de Mestrado. Porto Alegre, Universidade Federal do Rio Grande do Sul, Março 2008. [86] www.cimpor-portugal.pt (acedido a 30-09-2009). [87] APFAC – Argamassas Fabris: Produção, Famílias, Normas. Associação Industrial Portuguesa, Auditório COPRAI, Lisboa, Fevereiro 2007. [88] Secil Martingança – Guião Técnico, Silos para argamassas secas. Ficha técnica Nº14, Março 2006. [89] European Mortar industry Organization – Marcação CE nas Argamassas de Construção. Documento obtido em www.apfac.pt/docs/CE.ppt (acedido a 30-03-2009) Referências Normativas EN 998-1 - Specification for mortar for masonry – Part 1: Rendering and plastering mortar. CEN, 2003. EN 998-2 - Specification for mortar for masonry – Part 2: Mansonry mortar. CEN, 2003. EN 13318 – Screed material and floor screeds – Definitions.CEN, 2000. NP EN 1097-3 – Ensaios para determinação das propriedades mecânicas e físicas dos agregados – Parte 3: Método para determinação da massa volúmica e dos vazios. Norma Portuguesa, IPQ, 2002. EN 1015-1 - Methods of test for mortar for masonry – Part1: Determination of particle size distribution (by sieve analysis). CEN, 1998. EN 1015-2 - Methods of test for mortar for masonry – Part 2: Bulk sampling of mortars and preparation of test mortars. CEN, 1998. EN 1015-3 - Methods of test for mortar for masonry – Part 3: Determination of consistence of fresh mortar (by flow table). CEN, 1999. EN 1015-6 - Methods of test for mortar for masonry – Part 6: Determination of bulk density of fresh mortar. CEN, 1998. 119 EN 1015-8 - Methods of test for mortar for masonry – Part 8: Determination of water retentivity of fresh mortar. CEN, 1999. EN 1015-11 - Methods of test for mortar for masonry – Part 11: Determination of flexural and compressive strength of hardened mortar. CEN, 1999. EN 1015-18 - Methods of test for mortar for masonry – Part 18: Determination of water absorption coefficient due to capillary action of hardened mortar. CEN, 2002. RILEM Test No. I.1 – Porosity accessible to water. Recommandations provisoires. RILEM TC 25-PEM, 1980. RILEM Test No. I.2 – Bulk densities and real densities. Recommandations provisoires. RILEM TC 25-PEM, 1980. RILEM Test No. II.1 – Saturation coefficient. Recommandations provisoires. RILEM TC 25PEM, 1980. RILEM Test No. II.4 – Water absorption under low pressure. Pipe method. Recommendations provisoires. RILEM TC 25-PEM, 1980. RILEM Test No. II.5 - Evaporation Curve. Recommendations provisoires. RILEM TC 25-PEM, 1980. 120 ANEXO A (Campanha Experimental) A.1 A.1 - Resumo de amassaduras realizadas Arg Arg.A Arg.B Arg.C Arg.D Nº de Amassadura 1 2 3 4 5 6 Data Margseca (g) Mágua (g) Mágua/Margseca 07-05-2009 07-05-2009 11-05-2009 27-05-2009 27-05-2009 20-07-2009 2510 518 1256,8 2414 2818,5 1957,3 400 82 201 386 451 313 0,159 0,158 0,160 0,160 0,160 0,160 1 2 3 4 1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 07-05-2009 27-05-2009 27-05-2009 20-07-2009 11-05-2009 12-05-2009 14-05-2009 29-05-2009 29-05-2009 12-06-2009 25-06-2009 25-06-2009 20-07-2009 12-05-2009 29-05-2009 29-05-2009 12-06-2009 25-06-2009 25-06-2009 20-07-2009 3107 2990,2 2911,6 2079,3 3285,3 1825 2518,7 2558 3776,8 2184,9 2126,7 1910,6 3303 2736,5 2387,5 3274,2 2444,4 2207,1 2079,1 428 404 393 281 740 410 567 576 850 500 480 430 710 588 513 700 530 474 447 0,138 0,135 0,135 0,135 0,225 0,225 0,225 0,225 0,225 0,229 0,226 0,225 0,215 0,215 0,215 0,214 0,217 0,215 0,215 A.2 A.2 – Provetes prismáticos Argamassa Provete Data da moldagem Tempo de moldagem Data da desmoldagem 07-05-2009 24 h 08-05-2009 07-05-2009 24 h 08-05-2009 12-06-2009 7 dias 19-06-2009 12-06-2009 7 dias 19-06-2009 1.1 1.2 Arg.A 1.3 1.4 1.5 1.6 1.1 1.2 Arg.B 1.3 1.4 1.5 1.6 6.1 6.2 6.3 Arg.C 6.4 6.5 6.6 4.1 4.2 Arg.D 4.3 4.4 4.5 4.6 A.3 A.3 – Provetes de argamassa aplicada como camada de revestimento de tijolo Arg Tijolo Arg.A Arg.B Arg.C Arg.D Data da moldagem Tempo de moldagem (dias) Data da desmoldagem 27-05-2009 2 29-05-2009 27-05-2009 2 29-05-2009 25-06-2009 7 02-07-2009 25-06-2009 7 02-07-2009 4.1 5.1 2.1 3.1 7.1 8.1 5.1 6.1 A.4 – Designação de provetes e tijolos Provete/Tijolo “X.Y” X Y Nº da amassadura Nº de provete/tijolo da amassadura X A.5 – Medições de Temperatura de Humidade Relativa Temperatura [ºC] 29 27 25 23 21 19 17 15 8-Mai 28-Mai 17-Jun 7-Jul 27-Jul 16-Ago 5-Set 28-Mai 17-Jun 7-Jul 27-Jul 16-Ago 5-Set Humidade Relativa [%] 80 70 60 50 40 30 8-Mai A.4 ANEXO B (Resultados Experimentais) B.1 B.1 – Resultados da análise granulométrica da mistura de produto. Peneiro (mm) 8 4 2 1 0,5 0,25 0,125 0,063 Refugo Massa Inicial Dmax (mm) Dmin (mm) Arg.A (24-07-2009) Massa Passado Retido Retida Acumulado (%) (g) (%) 0,00 0,00 100,00 0,00 0,00 100,00 0,30 0,03 99,97 48,60 4,86 95,11 235,30 23,53 71,58 192,20 19,22 52,36 134,80 13,48 38,88 156,00 15,60 23,28 202,00 20,20 1000 - - Arg.B (24-07-2009) Massa Passado Retido Retida Acumulado (%) (g) (%) 0,00 0,00 100,00 0,00 0,00 100,00 43,20 4,32 95,68 125,70 12,57 83,11 211,40 21,14 61,97 241,10 24,11 37,86 101,20 10,12 27,74 212,80 21,28 6,46 50,00 5,00 1000 - - Arg.C (24-07-2009) Massa Passado Retido Retida Acumulado (%) (g) (%) 0,00 0,00 100,00 0,00 0,00 100,00 0,00 0,00 100,00 0,50 0,05 99,95 79,70 7,97 91,98 531,30 53,13 38,85 114,60 11,46 27,39 230,00 23,00 4,39 33,10 3,31 1000 - - Arg.D (24-07-2009) Massa Passado Retido Retida Acumulado (%) (g) (%) 0,00 0,00 100,00 0,00 0,00 100,00 0,00 0,00 100,00 108,00 10,80 89,20 135,40 13,54 75,66 319,00 31,90 43,77 145,20 14,52 29,25 165,50 16,55 12,70 113,50 11,35 1000,1 - - 1 2 0,5 2 < 0,063 < 0,063 0,063 < 0,063 B.2 – Resultados do ensaio de resistência à compressão Argamassa Arg.A Arg.B Arg.C Arg.D Provete Fmáx [N] σcompressão [MPa] 1.1.1 8840 5,53 1.1.2 8290 5,18 1.2.1 8400 5,25 8510 5,32 1.3.1 1.3.2 1.1.1 8170 8270 9050 5,11 5,17 5,66 1.1.2 9100 5,69 1.2.1 8920 5,58 8890 5,56 1.3.1 8770 5,48 1.3.2 8860 5,54 6.1.1 1990 1,24 6.2.1 2180 1,36 6.3.1 2070 1,29 2040 1,28 6.5.1 2040 1,28 6.5.2 4.1.1 4.2.1 1940 2930 3370 1,21 1,83 2,11 3410 2,13 2860 1,79 4.5.1 2710 1,69 4.5.2 2690 1,68 1.2.2 1.2.2 6.4.1 4.3.1 4.4.1 Data 04-06-2009 04-06-2009 13-07-2009 13-07-2009 Média [Mpa] Desvio Padrão [Mpa] 5,26 0,15 5,58 0,08 1,28 0,05 1,87 0,20 B.2 B.3 – Resultados do ensaio de resistência à flexão (ou tracção) Argamassa Arg.A Arg.B Provete Fmáx [N] σflexão [MPa] 1.1 697 1,63 1.2 672 1,58 605 1,42 1.4 618 1,45 1.5 570 1,34 1.1 801 1,88 1.2 722 1,69 1.3 1.3 Data 04-06-2009 758 1,78 1.4 04-06-2009 647 1,52 1.5 621 1,46 6.1 260 0,61 254 0,60 276 0,65 6.4 242 0,57 6.5 266 0,62 4.1 344 0,81 4.2 326 0,76 391 0,92 4.4 318 0,75 4.5 318 0,75 6.2 Arg.C Arg.D 6.3 4.3 13-07-2009 13-07-2009 Média [Mpa] Desvio Padrão [Mpa] 1,48 0,12 1,66 0,18 0,61 0,03 0,80 0,07 B.3 B.4 – Resultados do ensaio de determinação da velocidade de ultra-sons sobre provetes prismáticos Argamassa Provete Arg.A T1 [µs] T2 [µs] T3 [µs] Tempo médio (µs) Velocidade (m/s) 1.1 64 64 64 64 2513 1.2 63 63 63 63 2549 61 61 61 61 2616 1.4 61 61 61 61 2610 1.5 63 63 63 63 2553 1.1 63 63 63 63 2525 1.2 64 64 64 64 2505 63 63 63 63 2550 65 65 66 65 2449 1.3 Arg.B Data 04-06-2009 1.3 04-06-2009 1.4 1.5 67 67 67 67 2380 6.1 120 121 121 121 1326 115 116 116 116 1383 117 118 118 118 1360 6.4 123 122 124 123 1301 6.5 121 122 121 121 1319 4.1 99 99 99 99 1616 4.2 94 95 95 95 1690 98 99 99 99 1622 4.4 103 102 102 102 1564 4.5 104 105 105 105 1529 6.2 Arg.C 6.3 Arg.D 13-07-2009 4.3 13-07-2009 Vel.Média (m/s) Desvio Padrão (m/s) 2570 44 2480 68 1340 33 1600 62 B.5 – Resultados do ensaio de determinação da velocidade de ultra-sons sobre argamassa aplicada como revestimento de tijolo Arg.A 5.1 (24-06-2009) Arg.B 3.1 (24-06-2009) Arg.C 8.1 (22-07-2009) Arg.D 6.1 (22-07-2009) Distância [m] M1 (µs) M2 (µs) M3 (µs) M1 (µs) M2 (µs) M3 (µs) M1 (µs) M2 (µs) M3 (µs) M1 (µs) M2 (µs) M3 (µs) 0,06 83 82 81 79 79 80 40 39 41 35 37 36 0,07 89 89 89 98 98 98 56 54 56 43 45 46 0,09 46 46 47 48 47 47 70 72 70 60 61 61 0,11 52 52 52 56 56 56 81 79 80 108 109 109 0,13 60 60 60 63 62 63 88 89 88 120 120 119 0,15 68 68 68 92 92 92 97 95 96 166 164 165 0,17 99 100 100 99 99 99 104 102 106 148 146 147 B.4 B.6 – Resultados do ensaio de determinação da absorção sob baixa pressão Arg.A 4.1 (24-06-2009) Arg.B 2.1 (24-06-2009) Arg.D 5.1 (23-07-2009) Tempo M1 (ml) M2 (ml) M3 (ml) M1 (ml) M2 (ml) M3 (ml) M1 (ml) M2 (ml) M3 (ml) 15 seg 0,10 0,10 0,10 0,08 0,08 0,09 0,05 0,06 0,05 30 seg 0,10 0,12 0,11 0,10 0,10 0,12 0,10 0,10 0,11 1 min 0,18 0,20 0,19 0,16 0,15 0,18 0,13 0,12 0,14 1,5 min 0,21 0,25 0,24 0,20 0,19 0,24 0,17 0,16 0,16 2 min 0,25 0,30 0,28 0,24 0,22 0,30 0,20 0,20 0,19 3 min 0,34 0,39 0,36 0,31 0,29 0,36 0,24 0,23 0,24 4 min 0,41 0,46 0,45 0,38 0,34 0,43 0,28 0,28 0,29 5 min 0,48 0,51 0,50 0,43 0,40 0,50 0,31 0,31 0,32 7 min 0,60 0,64 0,62 0,55 0,50 0,61 0,36 0,35 0,37 10 min 0,75 0,80 0,80 0,70 0,62 0,77 0,42 0,41 0,43 12 min 0,83 0,88 0,89 0,80 0,70 0,87 0,45 0,45 0,47 15 min 0,95 1,00 1,00 0,91 0,80 1,00 0,50 0,50 0,52 30 min 1,40 1,45 1,50 1,50 1,27 1,60 0,66 0,65 0,68 1 hora 2,03 2,09 1,93 2,39 2,03 2,50 0,82 0,81 0,84 2 horas 2,90 2,89 2,95 3,76 3,20 3,94 1,02 1,00 1,05 3 horas 3,63 3,51 3,18 - - - 1,17 1,12 1,20 4 horas - - 3,30 - - - 1,30 1,22 1,33 Final (tempo) 3 h : 40 min 3 h : 55 min 4 h : 30 min 2 h : 12 min 2 h : 47 min 2 h : 03 min - - - Arg.C 7.1 (23-07-2009) Tempo M1 (ml) M2 (ml) M3 (ml) 15 seg 0,32 0,22 0,23 30 seg 0,65 0,4 0,4 1 min 1,2 0,75 0,7 1,5 min 1,63 1,05 1 2 min 2 1,35 1,25 2,5 min 2,3 1,62 1,52 3 min 2,65 1,85 1,73 3,5 min 2,9 2,1 1,93 2,14 4 min 3,1 2,3 4,5 min 3,32 2,5 2,3 5 min 3,53 2,65 2,45 5,5 min 3,75 2,85 2,61 6 min 3,92 3 2,8 6,5 min 3,15 2,93 7 min 3,33 3,1 7,5 min 3,5 3,22 3,38 8 min 3,65 8,5 min 3,8 3,5 9 min 3,95 3,65 9,5 min 3,8 10 min 3,92 Final (tempo) 6 min : 10 seg 9 min : 12 seg 10 min : 15 seg B.5 B.7 – Resultados do ensaio de determinação da profundidade de carbonatação Faces [mm] Argamassa 1 2 3 4 Média [mm] 3,5 1,5 1 0 1,5 3 1,5 1,5 0 1,5 1.3 3 1 1 0 1,3 1.1 1,5 1 0,5 0 0,8 1 1 1 0 0,8 1.3 2 1 1 0 1,0 6.1.2 3,4 0 0 0 0,9 3,3 0 0 0 0,8 3,9 0 0 0 1,0 6.4.2 3,6 0 0 0 0,9 6.5.2 3,6 0 0 0 0,9 4.1.2 0 0 0 0 0,0 Provete Data 1.1 Arg.A Arg.B 1.2 1.2 04-06-2009 04-06-2009 6.2.2 Arg.C 6.3.2 13-07-2009 4.2.2 Arg.D 0 0 0 0 0,0 0,1 0 0 0 0,0 4.4.2 0,1 0 0 0 0,0 4.5.2 0 0 0 0 0,0 4.3.2 13-07-2009 B.6 ANEXO C (Fichas Técnicas) C.1 Albaria Intonaco C.2 C.3 C.4 Albaria SP2 C.5 C.6 C.7 C.8 C.9 C.10 C.11 C.12 C.13 C.14 C.15 C.16 ACH C.17 C.18 Sanabuild C.19 C.20 C.21 C.22 Lena 822 C.23 C.24 Mape-Antique MC C.25 C.26 C.27 C.28 C.29 C.30 C.31 C.32 Maxit 158 C.33 C.34 Reabilita RBA01 C.35 C.36 Medolago C.37 C.38 C.39 C.40 Weber.rev Tradition C.41 C.42 C.43 Weber.dry Sane C.44 C.45 C.46
Baixar