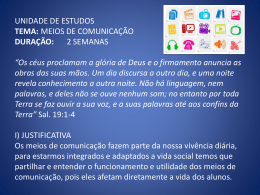
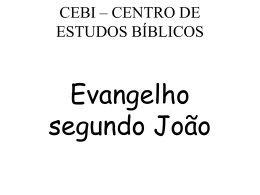
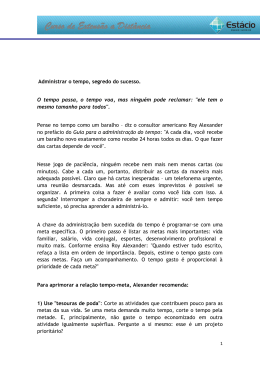
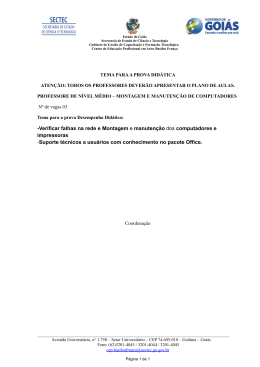
XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 Procedimento de monitoramento do desempenho de equipes de eletricistas e do custo de atividades em redes de transmissão elétrica através de cartas de controle estatístico de processo Flávio Sanson Fogliatto (UFRGS) [email protected] Antônio Sérgio Galindo Falcão (UFRGS) [email protected] Luiz Alberto Krummenauer (Rio Grande Energia) [email protected] Antônio Filipe Muller (Rio Grande Energia) [email protected] Resumo Este artigo apresenta um procedimento para o monitoramento do desempenho de equipes de eletricistas através da utilização de cartas CEP (Controle Estatístico de Processo). Equipes de eletricistas realizam obras de reparo e melhorias em redes de distribuição de energia elétrica. Tais obras são constituídas por atividades, as quais são orçadas em termos de unidades gerais de referência (UGRs), que são indicadores dos custos das tarefas. O monitoramento do desempenho da equipe se dá através do acompanhamento do número de UGRs por ela realizado em um determinado período de trabalho. O desempenho da equipe é condicionado por fatores associados a causas comuns de variabilidade (p.ex., intempéries climáticas) e a causas especiais que podem estar, por exemplo, relacionadas ao número de UGRs atribuídos a cada atividade realizada. Através da utilização das cartas CEP, foi possível estabelecer (a) limites de controle para o desempenho das equipes e (b) associar erros no custeio das atividades a algumas causas especiais sinalizadas pelas cartas. Palavras chave: Controle estatístico do desempenho de equipes de trabalhadores, Redes de distribuição de energia, Equipes de eletricistas. 1. Introdução Cartas CEP (Controle Estatístico de Processo) são gráficos utilizados no monitoramento do comportamento de variáveis ou atributos que definem o desempenho de processos. As cartas CEP utilizam como dados de entrada medições de variáveis de interesse, realizadas em momentos pré-determinados. Os registros dos dados nos gráficos são feitos tal que medições da variável de interesse apresentem-se dispostas no eixo vertical e os pontos no tempo nos quais as medições são efetuadas, no eixo horizontal. A cada nova medição, avalia-se o resultado obtido em termos de sua proximidade com limites de controle e da incidência de tendências na distribuição dos pontos na carta. Medições fora dos limites de controle ou apresentando padrões não-aleatórios podem indicar a presença de causas especiais de variabilidade, anômalas ao processo e potencialmente prejudiciais ao seu desempenho. Uma vez identificadas as causas especiais, pode-se atuar sobre elas, melhorando continuamente o desempenho do processo. A utilização de cartas CEP permite a redução sistemática da variabilidade, resultando em desempenho previsível e maior rendimento no processo. O CEP tradicionalmente é utilizado no monitoramento de processos industriais repetitivos. Sua utilização na indústria da construção civil é limitada, restringindo-se, na maioria das aplicações, ao controle de qualidade de matérias-primas (ver, por exemplo, FALCÃO e FOGLIATTO, 2001). Apesar das atividades na indústria da construção civil serem intensivas em termos de mão-de-obra, técnicas sistematizadas para o monitoramento do desempenho dos trabalhadores não são facilmente encontradas na literatura. ENEGEP 2003 ABEPRO 1 XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 O presente artigo apresenta um procedimento de autocontrole do desempenho diário para equipes de eletricistas baseado na utilização das cartas CEP. O trabalho pesado desenvolvido por equipes de eletricistas é característico da indústria de construção civil. Tais equipes realizam obras de reparo e melhorias em redes de distribuição de energia elétrica. As obras são constituídas por atividades, orçadas em termos de unidades gerais de referência (UGRs), que indicam o custo associado às tarefas. Propõe-se o monitoramento do desempenho das equipes através do acompanhamento do número de UGRs realizadas em um determinado período de tempo (por exemplo, UGRs/dia). Os principais objetivos do procedimento proposto são: (i) permitir que as equipes atuem sobre seus processos controlando o desempenho deles resultante; (ii) oferecer uma compreensão aprofundada da relação entre atividades e desempenho, identificando casos especiais (atividades as quais, uma vez executadas, resultam em valores anômalos de desempenho, evidenciando falhas na execução ou no custeio das atividades); (iii) identificar e bloquear situações que resultem em quebras de produtividade nas equipes; (iv) proporcionar um feedback às empresas quanto ao desempenho das equipes contratadas; e (v) atuar sobre situações anômalas. O procedimento de monitoramento para equipes de eletricistas aqui proposto transpõe conceitos do CEP para um ambiente de construção civil, em uma aplicação inédita, relacionada a grupos de trabalhadores. A principal contribuição do procedimento está na sistematização da utilização das cartas CEP em um novo ambiente de aplicação. 2. Fundamentação teórica do procedimento proposto O objetivo do Controle Estatístico do Processo (CEP) é obter um aumento de produtividade com redução de custos e melhoria da qualidade. O principal elemento do CEP é a carta de controle do processo, que permite identificar o comportamento do processo ao longo do tempo e detectar a incidência de causas especiais e, assim, traçar planos para a melhoria do processo. O CEP encontra-se fundamentado na utilização de métodos e técnicas estatísticas. Métodos estatísticos surgiram em busca de soluções para problemas relacionados à qualidade, entendimento e previsibilidade dos processos e melhorias dos mesmos (PITT, 1994). O CEP fornece uma descrição detalhada do comportamento do processo, identificando sua variabilidade e possibilitando seu controle ao longo do tempo, através da coleta contínua de dados e da análise e bloqueio de possíveis causas especiais, responsáveis pela instabilidade do processo em estudo. No CEP, o monitoramento do processo pode ser executado pelos próprios operadores, possibilitando uma rápida identificação de anomalias, além de proporcionar maior consistência e previsibilidade no processo, com vistas à atuação e tomada de decisões na busca de melhorias. A principal ferramenta operacional do CEP é a carta de controle de processo. Tais cartas permitem o monitoramento de variáveis (por exemplo, medições de desempenho, expressas em valores contínuos) ou atributos (características de qualidade expressas em valores discretos) que determinam o desempenho do processo. O objetivo das cartas de controle é possibilitar uma avaliação da estabilidade do processo e identificação de causas especiais de variação. Em outras palavras, o CEP provê subsídios à tomada de decisões gerenciais relacionadas à eliminação de causas especiais. Além disso, a utilização de cartas de controle de processo apresenta vantagens como (MONTGOMERY, 2001): (i) monitorar a variabilidade do processo, (ii) evitar ajustes desnecessários no processo, (iii) detectar a existência de variabilidade excessiva na variável de interesse, (iv) auxiliar na eliminação de causas especiais, trazendo o processo para estado de controle, e (v) dar indicações de como mudanças podem afetar um processo sob controle. ENEGEP 2003 ABEPRO 2 XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 O sucesso na implantação do CEP depende do grau de entendimento e compreensão da empresa acerca das cartas de controle por ela utilizadas (HRADESKY, 1998) . Essas cartas fornecem informações que podem ser utilizadas para reduzir anomalias em curto período de tempo, auxiliando na identificação de ações a serem tomadas nos processos sendo monitorados. 2.1. Cartas de Controle e estudos de capacidade Cartas de controle utilizam como dados de entrada medições realizadas de uma variável de interesse (característica de qualidade ou parâmetro de processo) que influencie no desempenho do processo avaliado. As medições são realizadas em pontos espaçados de tempo e registradas graficamente nas cartas, sendo então comparadas contra limites de controle. Através das cartas de controle, o CEP auxilia na identificação de causas especiais e comuns de variação. Causas especiais de variação (causas não controladas) são aquelas resultantes de alguma circunstância específica, fora do processo usual; por exemplo, incidência de intempéries que dificultam a realização das atividades. Causas especiais são anômalas ao processo, podendo ser prejudiciais ao seu desempenho. Causas comuns (controladas) atuam continuamente sobre o processo, sendo de natureza essencialmente aleatória e de difícil controle. Atuar sobre causas comuns normalmente requer investimentos; por exemplo, treinamento da equipe executora. Uma vez mantidas em níveis razoáveis, as causas comuns não afetam de maneira nociva o desempenho do processo (GRANT & LEAVENWORTH, 1996) . Quando todos os valores amostrados da variável de interesse estão posicionados entre os limites de controle da carta CEP e não existe nenhuma tendência, o processo é considerado como sob controle estatístico, isto é, sem causas especiais, e nenhuma ação se faz necessária. Caso contrário, tem-se evidência de processo fora de controle, sob influência de alguma causa especial ou anormalidade; assim, alguma ação é requerida para eliminar esta causa especial. Em processos sob controle estatístico, a variável de interesse apresenta uma distribuição de valores conhecida, considerada como distribuição de referência para aquela variável. A distribuição de referência é representada por uma curva, com um valor central de média e uma dispersão natural que corresponde aos desvios-padrão da variável de interesse. Existem vários tipos de distribuição de probabilidade, com diferentes parâmetros e características. A distribuição mais freqüentemente encontrada em aplicações do CEP é a distribuição normal. Observações de uma variável podem seguir uma distribuição Normal de pelo menos duas maneiras: (a) os valores individuais se ajustam à distribuição, ou (b) as médias obtidas agrupando os valores individuais seguem uma distribuição Normal. A distribuição normal é a base teórica do desenvolvimento das cartas de controle, podendo ser considerada o principal fundamento estatístico do CEP (PITT, 1994). No procedimento proposto neste artigo, a variável de interesse que caracteriza o desempenho das equipes é expressa através de valores contínuos; ou seja, trata-se de uma variável. O controle do comportamento temporal deste tipo de característica é realizado através das cartas de controle para variáveis. As cartas de controle para variáveis mais utilizadas são as cartas do tipo x - R (média e amplitude) e x - s (média e desvio-padrão). Porém, nesta proposta serão utilizadas as cartas de controle para valores individuais e amplitude móvel (x - AM), cuja fundamentação estatística é apresenta a seguir. As cartas para valores individuais permitem monitorar dados contínuos para os quais se dispõe de somente uma amostragem no espaço de tempo de referência. Ou seja, a amostra é composta por n subgrupos com tamanho de amostra igual a 1. No gráfico, são plotadas as observações individuais x1, x2 , ..., xn. Os limites de controle para as cartas de valores ENEGEP 2003 ABEPRO 3 XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 individuais são dados por (LSC – limite superior de controle, LIC – limite inferior de controle, LC – linha central): LSC = x + 2, 66 AM ; LIC = x − 2, 66 AM ; LC = x = ( x1 + x2 + ... + xn ) / n (1) onde AM = x1 − x2 + x2 − x3 + ... + xk −1 − xk /(k − 1) . A variabilidade do processo, no caso de amostras individuais, é monitorada através da carta para a amplitude móvel, com limites dados por: LSC = 3, 23 AM ; LIC = 0; LC = AM (2) A utilização das CCs para valores individuais pressupõe variáveis de interesse normalmente distribuídas (BOTHE, 1997). Tal suposição também se aplica nos estudos de capacidade para essas variáveis. A capacidade de um processo monitorado por uma variável de interesse pode ser definida como a sua habilidade de atender a especificações pré-estabelecidas. Em estudos de capacidade, confronta-se a variabilidade natural apresentada pelo processo com a amplitude de suas especificações através de índices numéricos. O índice de capacidade C pk , a ser utilizado no procedimento aqui proposto, é dado por (KOTZ & LOVELACE, 1998): C pk = min LES − x x − LEI , , 3 AM 3 AM (3) onde LES e LEI são os limites superiores e inferiores de especificação para a variável de interesse. No caso específico da corrente aplicação, quanto maior o valor de Cpk, menor será o número de dias de trabalho com produtividade fora dos limites de especificação. Por essa razão, costuma-se utilizar como parâmetro desejado de qualidade um índice Cpk > 1,33, o que implica um desempenho não-conforme de apenas 0,00633%. Contudo, de forma geral, o índice Cpk ≥ 1,0 é condição necessária para que a fração de não-conformes seja pequena (ou seja, menor ou igual a 0,27%). No presente procedimento, a variável de interesse (desempenho da equipe de eletricistas) é caracterizada por uma alta variabilidade. Sendo assim, valores de referência menos conservadores para o Cpk deverão ser adotados nos estudos de capacidade. A análise da capacidade de um processo é um procedimento que evolui a partir do estudo da sua estabilidade, viabilizado pelas cartas de controle. Somente após a eliminação das causas especiais, é possível avaliar se um processo é capaz de atender às especificações de uma determinada variável. 3. Procedimento para o monitoramento da produtividade diária das equipes de eletricistas O procedimento proposto monitora o comportamento da produtividade diária de equipes de eletricistas a partir do monitoramento do número de UGRs produzidas por hora de trabalho. Em outras palavras, a variável de interesse nesta aplicação do CEP é UGRs/hora. O procedimento é constituído de 4 etapas: (i) coleta de dados, (ii) cálculo da variável de interesse, (iii) entrada dos dados em software dedicado para obtenção das cartas de controle para valores individuais e amplitude móvel, e estudos de capacidade, (iv) análise das cartas e do estudo de capacidade. Essas etapas são detalhadas na sequência. Etapa 1 – Coleta de dados A coleta de dados é feita nos dias em que a equipe executar atividades, utilizando um relatório de mão-de-obra. Tal relatório deve ser elaborado por técnicos da empresa. Propõe-se a utilização de um relatório constituído por duas planilhas, com as seguintes informações. A ENEGEP 2003 ABEPRO 4 XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 planilha 1 diz respeito a serviços realizados em rede desenergizada; a planilha 2 traz a lista dos serviços realizados em rede energizada. O preenchimento do relatório deve ser feito utilizando uma das planilhas ou as duas simultaneamente, conforme a composição dos serviços realizados no dia. As características das planilhas, descritas abaixo, são as mesmas, independente da planilha utilizada. O cabeçalho do relatório deve conter informações de caráter genérico, incluindo campos pertinentes ao CEP. Em um campo Data, deve-se informar a data e dia da semana correspondente. Em um campo Horário, devem ser informados os períodos do dia trabalhados (por exemplo, das 08:00 às 12:00 e das 13:30 às 21:00). Em um campo Local, deve ser informado o local de execução das atividades. Outras informações relevantes na identificação de causas especiais devem ser incluídas nesse cabeçalho. A parte central do relatório deve trazer a lista integral de serviços realizados em rede (desenergizada, no caso da planilha 1 e energizada, no caso da planilha 2). Para preenchimento do relatório, deve-se identificar o serviço realizado e classificá-lo como de instalação ou retirada, pois a classificação pode influir no cálculo de custeio da atividade. Uma vez feita a classificação, deve-se identificar, na coluna correspondente, a quantidade executada do serviço (por exemplo, quando da abertura de cavas, informar o número de cavas no campo quantidade). Ao lado de cada atividade, a planilha deve trazer o valor correspondente de UGR por unidade produzida. Ao final da lista de atividades, será computado o número total de UGRs de instalação e retirada realizadas no dia e o total geral de UGRs produzidas no dia. A parte inferior do relatório deve trazer um memorial de horas-extras e serviços emergenciais. Tais informações são necessárias, por exemplo, caso se deseje ajustar o valor a ser pago pelas UGRs trabalhadas pela equipe. Tais informações, entretanto, não são utilizadas no CEP. Os relatórios de mão-de-obra preenchidos fornecem os dados para monitoramento do desempenho da equipe. Consequentemente, as planilhas devem ser revisadas, em busca de erros e inconsistências no preenchimento. Além disso, os relatórios permitirão analisar os eventos ocorridos em dias de desempenho atípico, em busca de causas especiais. Dessa forma, deve-se manter um arquivo dos relatórios preenchidos nos últimos meses que seja de fácil acesso por parte da equipe e supervisores. Etapa 2 - Cálculo da variável de interesse A variável de interesse utilizada no CEP deve ser calculada a partir dos relatórios preenchidos. Para um determinado dia de trabalho, somam-se os valores totais de UGR nas planilhas 1 e 2 e divide-se pelo número de horas trabalhadas no dia, informado no campo Horário, no cabeçalho das planilhas. Explicitamente, a variável de interesse é dada por: UGR h = Total UGRPlan. 1 + Total UGRPlan. 2 Num. de horas trabalhadas no dia (4) Etapa 3 - Entrada dos dados em software dedicado Diversos software estatísticos permitem a obtenção de cartas de controle e estudos de capacidade. Exemplos incluem o STATISTICA (2003) e SPSS (1997). Tais pacotes, entretanto, apresentam o inconveniente de não contarem com versões em português, dificultando a sua utilização prática. No estudo de caso apresentado na seção 4, utilizou-se o ProCEP (1999), um pacote computacional nacional de baixo custo. É importante salientar, entretanto, que a partir do formulário na seção 2, é possível obter manualmente as cartas de controle e estudos de capacidade. ENEGEP 2003 ABEPRO 5 XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 Etapa 4 - Análise das cartas e do estudo de capacidade A análise das cartas de controle para valores individuais e amplitude móvel segue a mesma lógica. Na análise, procura-se identificar pontos posicionados além dos limites de controle superior ou inferior. Tais pontos sinalizam situações de desempenho atipicamente altos ou baixos, respectivamente. Como cada ponto na carta de controle corresponde ao desempenho em um dado dia de trabalho, a análise do respectivo relatório de mão-de-obra permite visualizar as atividades desenvolvidas, em busca de uma causa para o ponto atípico. A análise das cartas de controle é um exercício de grupo. Sempre que ocorrerem pontos atípicos, a equipe de eletricistas deve-se reunir e analisar as atividades do dia correspondente. Diversas conclusões podem resultar da análise. Por exemplo, em dias de baixo desempenho, o conjunto das atividades realizadas pode apresentar um baixo valor agregado de UGRs. Em contra-partida, dias de alta produtividade podem ser resultantes do desenvolvimento de atividades de alto valor de UGR, as quais podem merecer uma revisão, por parte da gerência da empresa, quanto ao seu valor associado. O estudo de capacidade é desenvolvido a partir da análise do índice C pk e do gráfico de desempenho. O desempenho da equipe de eletricistas é uma variável do tipo maior-é-melhor. Ou seja, quanto maior for o número de UGRs/h produzidos, melhor o desempenho. Sendo assim, não há necessariamente um valor-alvo para o desempenho ou um limite superior; somente o limite inferior de desempenho é relevante nessa análise de capacidade. O valor de C pk deve ser maior ou igual a 1,0 para que o processo monitorado seja considerado capaz. Neste contexto, processo diz respeito à equipe de eletricistas, que gera os valores de UGR/h utilizados no estudo. Processo capaz é aquele que gera resultados maiores ou iguais ao limite inferior de desempenho na quase totalidade dos dias trabalhos (isto é, em 99,73% dos dias). 4. Estudo de caso O procedimento apresentado na seção 3 foi testado junto a uma equipe de eletricistas em uma empresa concessionária de energia elétrica, no período entre Agosto e Dezembro de 2002. A coleta de dados foi feita utilizando um relatório de mão-de-obra nos moldes descritos na Etapa 1 da seção 3, cobrindo um total de 85 dias onde foram desenvolvidas atividades em campo. O processamento dos dados foi feito utilizando o aplicativo ProCEP (1999). Foram obtidas cartas mensais de desempenho; três delas vem apresentadas nas Figuras 1 a 3. Também se obteve uma carta de desempenho para todos os meses em conjunto, apresentada na Figura 4. O número de pontos em cada mês pode variar, em virtude do número de dias de chuva (quando a equipe não trabalha) e de atividades extraordinárias desenvolvidas com a equipe. Todas as cartas apresentadas são para valores individuais. Para manter a brevidade da exposição, cartas para a amplitude móvel não são apresentadas; salienta-se, entretanto, que estas não apresentaram valores atípicos em nenhum período de análise. As cartas de desempenho motivaram discussões com a equipe, com vistas a encontrar justificativas para os pontos posicionados além dos limites de controle. Constatou-se que os pontos atípicos são decorrentes (i) da variabilidade natural do processo, considerada excessiva, e (ii) de atividades com alto ou baixo valor agregado de UGR concentradas em um determinado dia. Sendo assim, optou-se pela não-remoção dos pontos correspondentes aos sinais nas cartas, já que esses caracterizavam condições normais de trabalho. Os resultados das cartas de desempenho motivaram um estudo para revisão dos valores de UGR atribuídos às atividades. O estudo encontra-se atualmente em andamento. Nele, são levantados os tempos de execução das atividades, os quais são regredidos (em uma análise de regressão múltipla) sobre atributos que caracterizam as atividades, tais como grau de expertise ENEGEP 2003 ABEPRO 6 XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 demandado na execução e desgaste imposto ao ferramental. O objetivo é, a partir de uma amostra significativa da população de atividades para as quais se considera o valor de UGR orçado correto, estimar a totalidade dos valores de UGR, em busca de distorções que respaldem as conclusões nas cartas de controle. O estudo de capacidade, realizado considerando os cinco meses simultaneamente, vem apresentado na Figura 5. O resultado evidencia a baixa capacidade da equipe em atender às especificações de desempenho estabelecidas pela empresa contratante. Para fins ilustrativos, além do limite inferior de desempenho, foram estabelecidos um valor-alvo, correspondente ao desempenho característico das equipes de eletricistas, e um limite superior de especificação, correspondente ao melhor cenário possível de desempenho. Ambos os valores refletem o ponto de vista da contratante. +3σ +3σ 30 Valor individual Valor individual 20 15 10 5 −3σ 0 20 10 0 −3σ -10 2 3 4 5 6 7 8 9 10 LCS = 19,9412 11 12 13 14 15 16 LC = 9,762 17 18 19 20 2 LCI = -0,4172 4 5 6 7 LCS = 32,6941 Figura 1. Carta de desempenho – Agosto 2002 8 9 10 11 12 LC = 13,2863 13 14 15 16 LCI = -6,1216 Figura 2. Carta de desempenho – Setembro 2002 +3σ Valor individual 10 0 +3σ 30 20 Valor individual 3 −3σ 20 10 0 −3σ -10 2 3 4 5 LCS = 23,4353 6 7 8 9 10 LC = 9,8644 11 12 13 14 15 16 LCI = -3,7065 10 20 LCS = 31,7711 Figura 3. Carta de desempenho – Novembro 2002 30 40 50 LC = 12,576 60 70 80 LCI = -6,6191 Figura 4. Carta de desempenho – Agosto a Dezembro 2002 A variabilidade nos valores de UGR/h é caracterizada por uma curva normal, representada em azul no gráfico. Idealmente, a curva da normal encontrar-se-ia posicionada, em sua quase totalidade, à direita do limite de especificação inferior, sinalizado pela linha vertical vermelha no gráfico da Figura 5. Desta forma, a grande maioria das ocorrências de valores de UGR/h seria maior do que o limite inferior estipulado e o processo atenderia às especificações. Este não é o caso no exemplo da Figura 5. Há duas alternativas para contornar esse problema. Na primeira, desenvolvem-se iniciativas para reduzir a variabilidade da variável UGR/h, aproximando as caudas da curva normal entre si. Na segunda, desenvolvem-se iniciativas que aumentem o valor médio de UGR/h da equipe, deslocando, conseqüentemente, a curva normal para a direita, ao longo do eixo das abscissas. A melhor alternativa é aquela de maior viabilidade em termos de custo e tempo para implementação. Os baixos valores de C pk na Figura 5 parecem estar mais relacionados ao rigor dos limites de especificação do que a limitações no desempenho da equipe. O processo de trabalho da equipe é caracterizado por uma alta variabilidade, devido a inconsistências na atribuição de valor às atividades e às condições variáveis de realização do trabalho em campo, entre outros fatores. A estreita amplitude entre as especificações superior e inferior parecem ser pouco realistas, considerando a variabilidade inerente ao processo. Sendo assim, recomenda-se uma revisão dos valores de especificação estabelecidos pela contratante, já que o valor médio de desempenho da equipe-padrão condiz com as expectativas (conforme valores esperados de desempenho para a equipe informados pela empresa analisada). ENEGEP 2003 ABEPRO 7 XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 f (x ) EEs spp. .s in u pfeerrioiorr 0 .0 8 0 .0 6 0 .0 4 -10 A lv o 0 .0 2 0 10 20 30 40 x : C o n tr o le 1 Figura 5. Estudo de capacidade – Agosto a Dezembro 2002 5. Conclusão Neste trabalho, propõe-se a utilização do Controle Estatístico de Processo no monitoramento do desempenho de equipes de eletricistas. Tal proposição é inédita sob o ponto de vista acadêmico, já que a literatura sobre a utilização de cartas CEP na indústria da construção civil aborda, em sua maioria, o controle de materiais utilizados nas obras. A proposta também inova ao considerar-se a rotina de monitoramento de desempenho atualmente utilizada pelas empresas que utilizam esse tipo de mão-de-obra. Na maioria dos casos analisados, o acompanhamento do desempenho das equipes enfoca apenas valores médios de desempenho, desprezando a variabilidade inerente ao processo. A proposta foi aplicada em um estudo piloto ao longo de 5 meses, gerando resultados satisfatórios. As cartas CEP obtidas a partir de dados do processo analisado sinalizaram pontos de variabilidade excessiva, os quais foram associados a causas comuns (o desempenho da equipe apresenta uma variabilidade naturalmente alta) e a causas especiais (o cálculo de custo de algumas atividades parecia inadequado). A análise das cartas levou a estudos complementares, atualmente em andamento na empresa analisada. A análise de capacidade do processo evidenciou a inadequação dos limites de especificação estabelecidos para o desempenho da equipe pela empresa analisada. Agradecimentos O Prof. Flávio S. Fogliatto tem sua pesquisa parcialmente financiada pelo CNPq, através do projeto número 540710/01-6 (FIX). Referências BOTHE, D.R. (1997) - Measuring process capability. New York: McGraw-Hill. FALCÃO, A.S.G; FOGLIATTO, F.S. (2001) - Limites para o monitoramento da qualidade do concreto utilizado na construção de edificações habitacionais. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 2001, Salvador. Anais. Porto Alegre : ABEPRO, 2001. CD-ROM. FREUND, J.E.; SIMON, G.A. (1997) - Modern Elementary Statistics, 9th Ed. New Jersey: Prentice-Hall. GRANT, E.L.; LEAVENWORTH, R.S. (1996) - Statistical Quality Control, 7th Ed, McGraw-Hill: New York. HRADESKY, J.L. (1998) - Productivity & Quality Improvement – A Practical Guide to Implemening Statistical Process Control. New York: McGraw-Hill. KOTZ, S.; LOVELACE, C.R. (1998) - Process capability indices in theory and practice. New York: Arnold. MONTGOMERY, D.C. (2001) - Introduction to Statistical Quality Control, 4th Ed. New York: John Wiley and Sons. PITT, H. (1994) - SPC for rest of us: a personal path to Statistical Process Control. Massachusetts: AddisonWesley Publishing Company. PROCEP, Ver. 3.01. (1999) - Manual do Usuário. Porto Alegre, Maxxi Gestão Empresarial. SPSS, Ver. 8.0. (1997) - User´s manual, Chicago: SPSS Inc. STATISTICA, Ver. 6.0. (2003) - User´s Manual. Tulsa, OK: Statsoft Inc. ENEGEP 2003 ABEPRO 8
Baixar