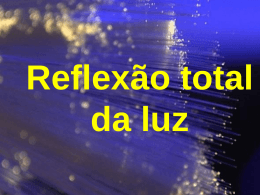
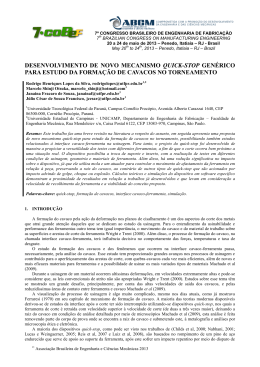
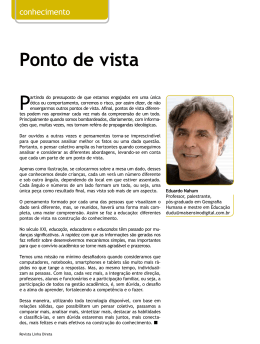
7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 7 BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 15 a 19 de abril de 2013 – Penedo, Itatiaia – RJ - Brasil th th April 15 to 19 , 2013 – Penedo, Itatiaia – RJ – Brazil ESTUDO E APRIMORAMENTO DOS ÂNGULOS DA GEOMETRIA DA FERRAMENTA DE AÇO RÁPIDO PARA O TORNEAMENTO DO NÍOBIO EM TORNO CNC UTILIZANDO MÉTODOS DE TAGUCHI Daniel Assis Amâncio, [email protected] José Veríssimo Ribeiro de Toledo,[email protected] João Roberto Ferreira, [email protected] Mirian de Lourdes Noronha Motta Melo, [email protected] Gilbert Silva, [email protected] Domigos Sávio dos Santos Figueira 6 ¹ Universidade Federal de Itajubá (UNIFEI). Av. BPS, 1303–Itajubá, MG–Brasil ²Universidade Federal de Itajubá (UNIFEI). Av. BPS, 1303 – Itajubá, MG – Brasil ³Universidade Federal de Itajubá (UNIFEI). Av. BPS, 1303 – Itajubá, MG – Brasil 4 Universidade Federal de Itajubá (UNIFEI). Av. BPS, 1303 – Itajubá, MG – Brasil 5 Universidade Federal de Itajubá (UNIFEI). Av. BPS, 1303 –Itajubá, MG – Brasil 6 Escola de Engenharia de Lorena (USP), Pólo Urbo-Industrial Gleba AI-6 , s/ nº - Lorena, SP - Brasil Resumo: O metal nióbio possui elevada resistência a oxidação, elevado ponto de fusão 2.468ºC e elevada ductilidade. Muitas peças de nióbio são produzidas via usinagem para dar a forma final a um componente mecânico, no entanto devido a elevada ductilidade ocorre o empastamento do metal na ferramenta de corte obtendo uma superfície de baixa qualidade. Para melhorar a qualidade superficial há necessidade de se encontrar os melhores ângulos de afiação da ferramenta, para isto utilizou-se o método de Planejamento e Experimento de Taguchi. Um arranjo ortogonal L9 foi empregado, com as variáveis de processo operando em três níveis (baixo, médio e alto). As variáveis estudadas foram: (A) ângulo de corte (25°,35° e 40°), (B) ângulo de saída(15º,20°e 25º), (C) ângulo de inclinação(-5°,0°e 5°) e (D) profundidade de corte (0,3mm, 0,5mm e 0,75mm). Após encontrar as melhores combinações dos ângulos, a profundidade de corte e velocidade de corte também foram estudadas. A variável resposta nos experimentos realizados é a menor rugosidade obtida nas diversas combinações das variáveis e seus níveis. Este trabalho tem o objetivo de avaliar e quantificar as variáveis que interferem no processo de usinagem em torno CNC do nióbio comercialmente puro 99,8%, obtido via feixe de elétrons. Foram realizadas medidas de rugosidade superficial (RA) e imagens obtidas por microscopia eletrônica de varredura (MEV) para avaliar a morfologia do cavaco e superfície das amostras após usinagem. Os resultados mostraram que além da influência dos ângulos de afiação da ferramenta a velocidade de corte e profundidade de corte também são variáveis de extrema significância no processo. Palavras chave: Usinagem, Torneamento, Projeto de Experimentos, Ferramenta de aço rápido , Nióbio 1. INTRODUÇÃO Nióbio é um metal refratário que tem sido utilizado em processos industriais por várias décadas. O Brasil detém 95% das reservas mundiais de nióbio, cujas principais fontes minerais são: o pirocloro, a columbita e a tantalita . O mesmo possue ponto de fusão de 2468 oC, densidade 8,57 g/cm3, número atômico 41 e pertence ao grupo 5B da tabela periódica e tem aplicações generalizadas, inclusive com potencial para a indústria eletrônica, tendo grande aplicação na supercondutividade, na forma de ligas e compostos com outros elementos, como o titânio e o estanho. Também é muito empregado em aços especiais e metal duro (Gomes, 1994). Nos últimos 20 anos tem sido aumentada a produção do pó de nióbio para a utilização na obtenção de componentes e partes mecânicas que necessitem de alta resistência. A alta performance da metalurgia do pó oferece integridade microestrutural, homogeneidade composicional, e propriedades mecânicas iguais ou melhores do que o metal fundido (Kuhn, Lawley 1978). 1 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 7 BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 15 a 19 de abril de 2013 – Penedo, Itatiaia – RJ - Brasil th th April 15 to 19 , 2013 – Penedo, Itatiaia – RJ – Brazil 1.1. PROPRIEDADES FÍSICAS É um metal macio e dúctil. Sua aparência é cinza prateado, algumas vezes parecido com aço inoxidável. Sua densidade é maior que a dos aços, mas consideravelmente menor que a maioria dos metais de alto ponto de fusão, como o tungstênio e o tântalo. A tabela 01 mostra as propriedades físicas do nióbio. Tabela 01 - Propriedades Físicas do Nióbio (Smallwood, 1982) Ponto de Fusão oC Ponto de Ebulição oC Densidade (g/cm3) Estrutura Cristalina Eletronegatividade Condutividade Térmica: 2468 5127 8,6 Cúbica de corpo centrado 1,6 0,523 0,691 7,1 15 0 oC, J(scmoC) 1600 oC, J(scmoC) Coeficiente de expansão térmica a 20oC (x10-6/oC) Resistividade elétrica 1.2. PROPRIEDADES MECÂNICAS As propriedades mecânicas do nióbio são comparáveis com as dos outros metais refratários como mostra a Tabela 02. Tabela 02 - Propriedades Mecânicas do Nióbio (Smallwood, 1982) Módulo de Elasticidade, GPa Raio de Poisson’s Dureza (VHN) Resistência a Tração, Mpa Campo de Resistência, Mpa Elongação % de 51mm 1.034 0.38 77 a 170 170 a 550 100 a 275 15 a 40 1.3. PROPRIEDADES QUÍMICAS: O nióbio é altamente resistente à corrosão pelo fato de formar facilmente um filme de óxido aderente passivamente na superfície do metal, resistente aos mais diversos ácidos orgânicos e ácidos minerais em todas as concentrações em temperaturas abaixo de 100 oC, exceto ao ácido fluorídrico. O nióbio é especialmente resistente sobre condições de oxidação (por exemplo: ácido sulfúrico concentrado e cloreto férrico). É também facilmente oxidado ao ar em temperaturas acima de 200 oC. A reação, contudo, não torna-se rápida até acima de 500oC. Até 980oC, a taxa de oxidação é de 0,05mm/ano. O oxigênio difunde livremente através do metal causando fragilização. O mesmo reage com nitrogênio acima de 350oC, com vapor de água acima de 300 oC, e com dióxido de carbono, monóxido de carbono e hidrogênio acima de 250 oC. Até temperaturas de 100oC, o nióbio é inerte à maioria dos gases comuns (Smallwood,1982). 1.3.1. A USINAGEM, A MÁQUINA OPERATRIZ E A FERRAMENTA DE CORTE As peças metálicas fabricadas pelos processos metalúrgicos convencionais, geralmente apresentam superfícies grosseiras, e exigem um determinado acabamento. Os processos de usinagem possibilitam atingir esses e outros objetivos, que podem ser resumidos: - Acabamento superficial de peças fundidas ou conformadas mecanicamente, de modo a obter-se melhor aspecto superficial e dimensões mais precisas, de acordo com as especificações de fabricação e de acordo com o emprego. - Obtenção de peculariedades impossíveis de conseguir pelos processos convencionais. - Fabricação seriada de peças, a um custo mais baixo. - Fabricação de uma ou de poucas peças, de qualquer forma, a partir de um bloco metálico. 2 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 7 BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 15 a 19 de abril de 2013 – Penedo, Itatiaia – RJ - Brasil th th April 15 to 19 , 2013 – Penedo, Itatiaia – RJ – Brazil Nas operações de usinagem, uma porção de material das peças é retirado pela ação de uma ferramenta, chamada ferramenta de corte, produzindo cavaco, caracterizado por sua forma geométrica irregular.(Ribeiro, 1996) Dentre os processos de usinagem, destacamos o torneamento que é o processo mecânico destinado a obtenção de superfícies em revolução com o auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça gira em torno do eixo principal de rotação da máquina e a ferramenta se desloca simultaneamente segundo uma trajetória coplanar com o efeito do referido eixo.(Ribeiro, 1996) O torno geralmente trabalha com ferramenta simples, embora as vezes possa trabalhar com duas ou mais ferramentas de uma vez . A diversidade de trabalhos realizados no torno obriga adotar utensílios cortantes de formas variadas com o objetivo de adaptar-se melhor ao trabalho. Quanto a finalidade, as operações de torneamento podem se classificar em torneamento de desbaste e de acabamento. Entende-se por acabamento a operação de usinagem destinada a obter na peça as dimensões finais ou acabamento superficial especificado, ou ambos. O desbaste é a operação de usinagem anterior a de acabamento, visando obter na peça a forma e dimensões próximas das finais. O torno é uma máquina ferramenta na qual a peça a ser usinada tem um movimento de rotação ao redor do eixo. Assim, no torno, a peça impõe o movimento de corte, enquanto a ferramenta produz o avanço, O tipo de torno mais comum é o chamado de torno paralelo, os outros tipos estão compreendidos em geral com o nome de tornos especiais, entre os quais se destacam os verticais e os centros de torneamento (Ribeiro, 1996). Os centros de torneamento consistem de tornos com grande capacidade de remoção de cavaco, equipados com Comando Numérico (CN). Diz-se centro de torneamento porque um torno CN consegue executar todas as operações de torneamento, como tornear, facear, fazer canais, executar contornos, roscar, operações internas e externas, etc. Além destas capacidades os centros de torneamento possuem grande capacidade de precisão e repetibilidade. A usinabilidade de metais é um processo complexo e é além disso composta por uma variedade de operações e materiais envolvidos. Hoje a usinagem é frequentemente realizada em máquinas-ferramentas de comando numérico, com ferramentas múltiplas constituídas de pastilhas, suportes e fixação, Zho et al (2000). Todos os fatores envolvidos processos de usinagem, como custo e as consequência sobre o meio ambiente, saúde do operador, facilidade na conclusão das atividades e produtividade são relevantes quanto à seleção do tipo de material da ferramenta de corte. Uma análise do processo permite a redução de tempo através da escolha correta da ferramenta, parâmetros de corte ( velocidade, avanço e profundidade de corte) coerentes com a capacidade da máquina, utilização adequada do fluído de corte, etc (Moreira, 2002). A determinação dos valores das variáveis citadas depende de muitos fatores, entre os quais podem ser citados os seguintes: - Operação de corte: torneamento, fresamento etc; Condição da máquina operatriz; Condição da ferramenta de corte, em função das suas características geométricas e da sua qualidade; Tipo de corte: contínuo ou interrompido; Material sob usinagem, no que diz respeito ao tipo de liga, condição de processamento (fundida, forjada ou encruada, laminada, etc), e as condições de superfícies de trabalho. Condição de refrigeração. Lembrando também que as forças de corte são atuantes no processo, em particular forças exercidas pela ferramenta de corte, as forças exercidas na ferramenta e as forças do material da peça sobre o cavaco. Portanto, as relações entre peça, ferramenta e meio estão intrinsecamente ligadas a fatores variáveis comentados anteriormente. No processo de usinagem um avanço maior pode promover uma redução na produtividade em virtude do aumento da área de contato e, consequentemente, um aumento da força de usinagem e dos níveis de vibração. Com isso a máquina se torna altamente sensível influenciando no acabamento superficial da peça (Trent,1991). Quando é promovido um aumento na velocidade de corte, ocorre aumento de temperatura na interface ferramenta-cavaco, diminuindo a resistência ao cisalhamento do material da peça reduzindo assim as forças necessárias para prosseguir ao cisalhamento. Dessa maneira o acabamento superficial pode ser (Moreira, 2002). Aplicando altas velocidades de corte, aumenta-se a taxa de remoção de cavacos com isso diminuindo o tempo de usinagem, que é um dos fatores mais importantes dentro dos custos de produção (Ferraresi, 1997).O aumento de velocidade de corte pode também exercer um efeito negativo no tempo de vida da ferramenta provocando um aumento no tempo de produção devido a necessidade da troca mais freqüente de ferramenta. A melhor ferramenta para dada operação não é necessariamente aquela que proporciona maior tempo de vida ou o menor custo. Confiabilidade e previsibilidade de desempenho são também importantes na escolha da ferramenta de corte, particularmente com o aumento da automação industrial. A habilidade de predizer, com precisão e eficiência , o desempenho da ferramenta durante a operação, melhora a usinagem dos componentes, reduzindo o custo que pode ser tão alto quanto 70% do custo total da fabricação (Moreira, 2002). 3 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 7 BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 15 a 19 de abril de 2013 – Penedo, Itatiaia – RJ - Brasil th th April 15 to 19 , 2013 – Penedo, Itatiaia – RJ – Brazil Para uma seleção criteriosa do material da ferramenta, uma série de fatores devem ser considerados, dentre os quais podem ser mencionados os seguintes: - Material a ser usinado. Processo de usinagem. Condição da máquina operatriz (potência, velocidade, estado geral de conservação, etc). Forma e dimensão da ferramenta. Custo do material da ferramenta. Emprego de refrigeração ou lubrificação. Condições de operação (se possui corte interrompido, se o material da peça é homogêneo ou heterogêneo, etc). Qualquer que seja o material para ferramenta em consideração, é necessário que ele apresente uma série de requisitos, de menor ou de maior importância, cuja avaliação facilitará a sua seleção em função das condições de serviço. Três das principais características são: - Dureza à quente. - Resistência ao desgaste. - Tenacidade. A grande diversidade de fornecedores de ferramentas e materiais a serem usinados, os tratamentos térmicos, geometria das ferramentas, características e idades das máquinas ferramentas, originam diferenças relevantes sobre as condições de usinagem adotadas. Devido a grande quantidade de materiais para ferramentas existente no mercado, deve-se conhecer o processo e entender os mecanismos de desgaste das ferramentas para escolher uma ferramenta ótima, visando economia (Moreira, 2002). 2. O MÉTODO DE TAGUCHI Para estudar estas variáveis presentes na usinagem do nióbio seria necessário um número muito elevado de experimentos, inviabilizando o trabalho. Por este motivo adotou-se a ferramenta de aço rápido, aplicando-se o método projeto robusto, desenvolvido por Taguchi, que tem como objetivo obter uma metodologia para a melhoria da produtividade e redução da variabilidade. De uma maneira geral, um esforço enorme é empregado com experiências que visam gerar informações necessárias para orientar as decisões a serem tomadas sobre o processo. Consequentemente, este método é aplicado durante a pesquisa e desenvolvimento, visando obter produtos ou processos com alta qualidade e baixo custo Taguchi considera três tipos de variáveis que afetam a variação da resposta: fatores de controle, fatores de sinal, que são controlados pelo operador e que afetam o valor médio da resposta, e os fatores de ruídos, que são aqueles que não são controlados ou não devem ser controlados, embora afetem a variável resposta (Ross, 1998). Taguchi utiliza vários arranjos ortogonais (matrizes experimentais), que são designadas por Ln, onde “n” representa o número de experiências a realizar. As matrizes são utilizadas no projeto de experimentos com a finalidade de estudar as variáveis significativas, que ocorrem ao mesmo tempo. As matrizes ortogonais mais usuais são as L 4, L8,L12, L16, L32 e as L9 ,L18, L27 para respectivamente fatores de dois e três níveis. A escolha do arranjo ortogonal é definida pelo método da contagem do número de graus de liberdade (Phadke, 1993). Aplicando a matriz experimental L9 aos valores de estudo desenvolvidos, envolvendo as variáveis escolhidas de modo a obter a melhor condição ou propriamente a otimização do processo de usinagem em nióbio, visou-se os seguintes objetivos: a) melhora no acabamento superficial de peças obtidas através do processo de usinagem, ou seja, menor valor de rugosidade; b) determinação do fator que possui maior influência no processo de usinagem através da utilização de uma ferramenta da qualidade. Para a análise de resultados, recorre-se normalmente à análise da variância (ANOVA) das respostas médias, da razão Sinal/Ruído (S/R) e do grau de significância (Teste F), que consistem em métodos estatísticos para interpretar os dados obtidos experimentalmente. ANOVA é uma ferramenta de decisão estatisticamente formulada para detectar quaisquer diferenças no desempenho médio experimental levando em conta a variação. 4 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 7 BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 15 a 19 de abril de 2013 – Penedo, Itatiaia – RJ - Brasil th th April 15 to 19 , 2013 – Penedo, Itatiaia – RJ – Brazil A razão Sinal/Ruído (S/R) combina diversas repetições (exige-se no mínimo, dois valores observados) em um valor que reflete o quanto a variação está presente. Existem diversas razões S/R disponíveis, de acordo com o tipo de característica. O Nível de Significância (teste F), que normalmente é executado dentro de uma tabela de análise de variância, é uma ferramenta estatística que proporciona uma decisão com um certo nível de confiança (Ross, 1998). As varáveis de controle a serem investigadas são: ângulo de posição (A), ângulo de saída (B) e ângulo de inclinação (C) e profundidade de corte (D). PROCEDIMENTO EXPERIMENTAL 3. Na intenção da reprodução da operação de torneamento, buscou-se informações da influência da variação dos principais ângulos de afiação da ferramenta neste processo, da profundidade de corte, bem como suas limitações. Para cada condição de usinagem foram feitos dois experimentos de modo a obter dados para uma análise estatística dos resultados. As ferramentas de corte utilizadas foram bits 3/8 “ de aço rápido. As condições iniciais de ensaio foram: - Velocidade de corte = 40 m/min. Avanço = 0,1 mm Com refrigeração. As operações de torneamento do nióbio devem ser sempre acompanhados de fluído refrigerante [Smallwood, 1982]. O fluído refrigerante utilizado foi o Save CR-350 da Homy Química, com adição de água, para controlar a acidez do refrigerante, seguindo recomendação do fabricante do torno. O método robusto de Taguchi é uma ferramenta muito importante utilizada neste experimento. Este método foi utilizado simplesmente com a intenção de diminuir o número de experimentos, viabilizando desta maneira este estudo. Outra ferramenta utilizada foi o programa STATISTICA que analisa as respostas (rugosidades superficiais) obtidas durante os ensaios. Este programa é essencial ,pois trabalha em complemento com o método Taguchi, analisando os dados fornecidos e obtidos durante o experimento. 4. MATERIAL Os corpos de prova foram preparados de uma barra forjada, de nióbio com 99% de pureza, com diâmetro bruto de 35,5 mm de diâmetro. Os corpos de prova (cpds) foram serrados e faceados com 200 mm de comprimento, dividido ao meio por um chanfro definindo dois corpos de prova de 100 mm, mantendo o diâmetro de 35,5 mm, conforme figura 01. Figura 01 - Desenho do corpo de prova Após cada processo de usinagem, nas barras de nióbio tipadas com o número do experimento, foram medidos os valores da rugosidade superficial. O comprimento medido foi de 2,5 mm, com apalpador de diamante de 0,5 microns. Essas medidas foram obtidas em três pontos sobre a superfície do cdp, sendo uma a 120º da outra. 5 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 7 BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 15 a 19 de abril de 2013 – Penedo, Itatiaia – RJ - Brasil th th April 15 to 19 , 2013 – Penedo, Itatiaia – RJ – Brazil 5. EQUIPAMENTOS A máquina utilizada para a operação de torneamento foi um torno automático com comando numérico programável marca ROMI, modelo Centur 30D com potência máxima de eixo de 7,5 Kw; rotação máxima de 4000 rpm. Para a obtenção dos valores da rugosidade foi utilizado um rugosímetro portátil da marca Mitutoyo, modelo SJ-210. O rugosímetro é um aparelho utilizado especificamente para medidas de acabamento superficial. Este aparelho é equipado com uma agulha de diamante com 0,5 microns de diâmetro preso na ponta da haste metálica do sensor, de 2,5 mm de comprimento, o qual desliza sobre a superfície do corpo de prova a ser verificada, com velocidade de 0,5 mm/s, transmitindo através do sensor, vibrações em forma de um gráfico de intensidade, para um indicador digital que converte essas vibrações em valores reais. 6. PLANEJAMENTO EXPERIMENTAL O objetivo deste trabalho, foi obter a menor rugosidade superficial, através do processo de torneamento do nióbio, com ferramenta de aço rápido, sob influência de quatro variáveis (fatores): ângulo de posição (A), ângulo de saída (B), ângulo de inclinação (C) e profundidade de corte (D), sendo que cada variável tem três níveis: (1) de nível baixo, (2) de nível médio e (3) de nível alto. Partindo do princípio que não existe na literatura nada específico a respeito do processo de torneamento, fica a critério da experiência dos técnicos da área de usinagem, a definição dos ângulos de afiação da ferramenta de corte. Os ângulos das ferramentas de aço rápido teve como base as ferramentas utilizadas para desbaste de lingotes de nióbio, sendo estes ângulos definidos como referência (nível médio) para preparação dos outros ângulos. As variáveis (fatores) e os níveis definidos, foram dispostos conforme está mostrado na tabela abaixo. Tabela 03 – Arranjo desenvolvido para realização dos experimentos Fatores Baixo (1) Médio (2) Alto (3) (A)Ângulo de posição (Graus) 25º 30º 35º (B) Ângulo de saída (Graus) 15º 20º 25º (C) Ângulo de inclinação (Graus) -5º 0º +5º (D) Profundidade de corte da ferramenta (mm) 0,3 0,5 0,75 Para a aplicação e desenvolvimento do processo de usinagem dos corpos de prova, aplicou-se o método de Taguchi, no qual se determina as nove condições diferentes e reais para o processo com suas respectivas duplicatas, já selecionadas aleatoriamente, conforme a matriz ortogonal L 9, mostrada na tabela 04. Tabela 04 – Apresentação da matriz ortogonal em caráter aleatório Ensaio Fator A Fator B Fator C Fator D 1 2 3 4 5 6 7 8 9 1 1 1 2 2 2 3 3 3 1 2 3 1 2 3 1 2 3 1 2 3 2 3 1 3 1 2 1 2 3 3 1 2 2 3 1 6 Resposta 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 7 BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 15 a 19 de abril de 2013 – Penedo, Itatiaia – RJ - Brasil th th April 15 to 19 , 2013 – Penedo, Itatiaia – RJ – Brazil A tabela 05 nos mostra as variáveis com seus respectivos níveis dispostos aleatoriamente, conforme definição da tabela 04. Para cada ensaio foi preparada uma ferramenta com os seus respectivos valores, na ordem para serem executados os experimentos de torneamento. Em todos os cdps foram feitos um passo inicial para correção da superfície à ser usinada, antes de começar os ensaios. Tabela 05 – Apresentação da matriz ortogonal de caráter aleatório, com os devidos níveis, para torneamento das barras de nióbio 7. Ensaio Fator A Fator B Fator C Fator D 1 2 3 4 5 6 7 8 9 (25º) (25º) (25º) (30º) (30º) (30º) (35º) (35º) (35º) (15º) (20º) (25º) (15º) (20º) (25º) (15º) (20º) (25º) (-5º) (0º) (+5º) (0º) (+5º) (-5º) (+5º) (-5º) (0º) (0,3) (0,5) (0,75) (0,75) (0,3) (0,5) (0,5) (0,75) (0,3) Rugosidade média RESULTADOS E DISCUSSÃO Após cada experimento, com seus respectivos níveis conforme apresentado na tabela 05, foi medida a rugosidade superficial em três pontos conforme descrito anteriormente. A média destas rugosidades,, foram lançadas na tabela 06. Tabela 06 – Apresentação da matriz ortogonal com as médias das rugosidades superficiais Ensaio 1 2 3 4 5 6 7 8 9 Fator A (25º) (25º) (25º) (30º) (30º) (30º) (35º) (35º) (35º) Fator B (15º) (20º) (25º) (15º) (20º) (25º) (15º) (20º) (25º) Fator C (-5º) (0º) (+5º) (0º) (+5º) (-5º) (+5º) (-5º) (0º) Fator D (0,3) (0,5) (0,75) (0,75) (0,3) (0,5) (0,5) (0,75) (0,3) Resposta 11.07 12.0 3.80 3.70 3.40 3.50 5.24 5.40 4.65 4.80 8.58 8.55 5.23 5.48 6.87 7.26 9.21 9.87 Analisando a média das rugosidades na tabela 06, podemos observar que em todos os experimentos com o ângulo de inclinação negativo (-5º) a rugosidade superficial foi péssima. Outro fato que podemos observar é que para os ângulos de inclinação nulo e positivo ( 0º e +5º) existe uma pequena diferença na rugosidade medida, com uma pequena, porém, significante melhora no acabamento superficial para as ferramentas com ângulo de inclinação positivo. Não podemos deixar de observar também que conforme foram sendo feitos os experimentos, a rugosidade superficial aumenta para os mesmos ângulos de inclinação (0º e +5º), evidenciando a influência do aumento do ângulo de posição, que aumenta na ordem crescente dos ensaios, caracterizando como uma variável de forte interferência nos resultados, depois do ângulo de inclinação. Considerando também a influência do ângulo de saída, observarmos que para o caso dos experimentos 2 e 3, apesar da influência do ângulo de inclinação, podemos observar que o aumento do ângulo de saída no experimento 3 tem uma parcela de influência na melhoria do resultado. Os valores da tabela acima foram lançados em um programa de avaliação chamado de STATISTICA, no modo menor-melhor e como resposta nos deu o gráfico da figura 02, que mostra qual é a melhor condição dos níveis das variáveis (fatores). 7 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 7 BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 15 a 19 de abril de 2013 – Penedo, Itatiaia – RJ - Brasil th th April 15 to 19 , 2013 – Penedo, Itatiaia – RJ – Brazil Average Eta by Factor Levels Mean=-15.748 Sigm a=3.69997 MS Error= --- df=0 ETA = -10*log10((Sum(y²))/N) -12 -13 -14 -15 -16 -17 -18 -19 -20 1 2 3 1 Factor_1 2 3 1 Factor_2 Factor_3 2 3 1 2 3 Factor_4 Figura 02 – Gráfico de resposta da avaliação das variáveis Analisando este gráfico, que identifica quantitativamente a influência das variáveis do processo, podemos verificar que o fator 3 que é o fator (C) da tabela 03, ou seja, o ângulo de inclinação é a variável que mais influencia na resposta dos experimentos. Este gráfico também nos mostra que a melhor condição de operação são os pontos acima da linha média, ou seja, os pontos mais altos na figura. O programa de avaliação estatística nos indica a condição ótima de combinação dos níveis das variáveis, conforme pode ser visto abaixo. Expected S/N Ratio under Optimum Conditions Mean = -15.748 Sigma = 3.69997 Effect Standard Level Size Error {1}Factor_1 1 1.25247 {2}Factor_2 2 1.76247 {3}Factor_3 3 2.83417 {4}Factor_4 3 1.66048 Expected S/N -8.23825 Os níveis propostos pelo programa de avaliação estatística são: fator (A) nível 1, fator (B) nível 2, fator (C) nível 3 e fator (D) nível 3, ou seja, a condição ótima proposta pelo programa, orientado pela tabela 05, é uma ferramenta com os seguintes ângulos de afiação: ângulo de posição (25º), ângulo de saída (20º), ângulo de inclinação (+5º) e profundidade de corte (0,75). Com o objetivo de confirmar a melhor combinação dos níveis sugeridos por Taguchi, considerando que esta combinação ainda não foi utilizada, foi preparada uma ferramenta com estes ângulos de afiação e usinou-se outro corpo de prova, sendo que a rugosidade média ficou em torno de 2,90 micra. Confirmado que a ferramenta sugerida pelo método de Taguchi apresentou uma rugosidade superficial menor que o melhor resultado obtido anteriormente pelo método apresentado na tabela 06 e considerando que a rugosidade obtida ainda não foi satisfatória, resolveu-se executar uma segunda etapa de ensaios, aplicando os conceitos anteriormente descritos por Trent (1991) e citado por Moreira (2002) . Para isso, mantendo os ângulos sugeridos pelo método de Taguchi e a profundidade de corte, variou-se a velocidade e o avanço. As velocidades de corte aplicadas foram 60, 80, 100 e 120 m/min e os avanços foram 0,1 e 0,05 mm para cada velocidade aplicada, conforme a tabela 07. 8 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 7 BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 15 a 19 de abril de 2013 – Penedo, Itatiaia – RJ - Brasil th th April 15 to 19 , 2013 – Penedo, Itatiaia – RJ – Brazil Tabela 07 – Dados das variáveis da segunda etapa de experimentos, mantendo a ferramenta sugerida pelo método Taguchi. Ensaio Vc (m/min) f (mm) Ramédia() 1 40 0,1 2,90 2 40 0,05 1,72 3 60 0,1 2,16 4 60 0,05 1,40 5 80 0,1 1,75 6 80 0,05 1,08 7 100 0,1 1,75 8 100 0,05 0,98 9 120 0,05 1,15 Com estas modificações, conseguimos atingir uma rugosidade média de 0,98 micra, com a velocidade de corte de 100 m/min e uma profundidade de corte de 0,05 mm. No gráfico da figura 03, plotado com os dados da tabela 07, para os experimentos com avanço de 0,05 mm, podemos observar que acima de 100 m/min a rugosidade começa a aumentar. Isto pode estar relacionado com o aumento de temperatura na interface cavaco-ferramenta, consequência de uma falta de controle mais rigoroso da vazão de fluído refrigerante e da alta condutividade térmica do nióbio. B 1,8 1,7 Rugosidade (microns) 1,6 1,5 1,4 1,3 1,2 1,1 1,0 0,9 40 60 80 100 120 Velocidade de Corte (m/min) Figura 03 – Gráfico da Rugosidade X Velocidade de Corte Da melhor superfície da segunda etapa dos experimentos (ensaio 8) e a pior superfície obtida pelo arranjo ortogonal do método de Taguchi (ensaio 1), e também dos cavacos originados destes ensaios, foram feitas imagens pelo microscópio eletrônico de varredura (LME/DEMAR), apresentados na figura 04 e 05. 9 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 7 BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 15 a 19 de abril de 2013 – Penedo, Itatiaia – RJ - Brasil th th April 15 to 19 , 2013 – Penedo, Itatiaia – RJ – Brazil Figura 04 – Imagens da melhor e da pior superfície obtida no torneamento do nióbio Um dos problemas que provavelmente influenciou no acabamento superficial dos cdps foi a imprecisão e o acabamento dos ângulos obtidos durante a afiação das ferramentas de corte. A afiação das ferramentas é feita manualmente não garantindo a qualidade necessária para se alcançar precisão na confecção dos ângulos das ferramentas de corte, isto pode estar relacionado com as estrias visíveis na imagem da superfície de menor rugosidade . O que podemos observar na superfície do corpo de prova gerada pelo primeiro ensaio, do método de Taguchi, no qual a ferramenta teve os seguintes ângulos de afiação: 25º, 15º e –5º , é a comprovação do que já foi discutido à respeito dos resultados da tabela 06, ou seja, a ferramenta com o ângulo de saída mais próximo do ângulo reto gera um péssimo acabamento, causado pela dificuldade de saída do cavaco durante a usinagem. No caso do ângulo de posição ou ataque, quanto maior este ângulo em relação ao cabo da ferramenta, maior será a largura do cavaco, provocando uma superfície de contato maior, isto solicita um esforço maior da ferramenta para retirada de cavaco. E o ângulo de inclinação quando negativo gera um péssimo acabamento superficial no corpo de prova. Figura 05 – Imagens dos cavacos originados da melhor e da pior superfície usinada 10 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 7 BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 15 a 19 de abril de 2013 – Penedo, Itatiaia – RJ - Brasil th th April 15 to 19 , 2013 – Penedo, Itatiaia – RJ – Brazil É conhecido que a geração de calor é benéfica para a usinagem dos materiais metálicos, pois fornece energia ao sistema o que facilita a quebra das ligações durante o processo de usinagem ( processo de deformação seguida de cisalhamento). Mas, como também não existe um controle rigoroso da vazão do fluído de corte não sendo possível manter a refrigeração constante, para o caso do nióbio, que é um material refratário com alta condutividade térmica isto é prejudicial, pois durante a usinagem o nióbio retém calor podendo acarretar em um aumento da ductilidade, provocando com isto deformação do material (engrossamento) do cavaco. Isto pode ser visto no cavaco da imagem da figura 04, originado do corpo de prova de pior superfície, da figura 05, que apresenta este engrossamento de material. Outro fato observado foi que durante o passo de correção da superfície de um dos cdps, antes de iniciar os ensaios, com uma velocidade de corte de 40 m/min, não foi usada a refrigeração e a ferramenta se desgastou rapidamente, fato que pode ser explicado pela geração de calor do atrito entre a ferramenta e a peça usinada, que pode atingir facilmente os 500º C, temperatura na qual o aço já pode começar a sofrer alteração microestrutural. 8. CONCLUSÕES Este trabalho teve o objetivo inicial de definir o melhor ângulo de afiação da ferramenta de aço rápido, utilizando a metodologia de Taguchi para minimizar o número de experimentos. Os fatores estudados pelo método de Taguchi foram: ângulo de posição, ângulo de saída, ângulo de inclinação e profundidade de corte. Definido o melhor ângulo da ferramenta de corte, para melhorar a resposta dos experimentos, foi necessário uma segunda etapa de ensaios com a variação da velocidade de corte e avanço. O resultado dos experimentos foram analisados e pode-se concluir que: - - - - 9. O uso da Metodologia de Taguchi foi uma ferramenta estatística bastante útil, pois possibilitou a determinação do melhor ajuste dos níveis dos fatores, minimizando o número de experimentos necessários para a conclusão deste trabalho. O melhor ângulo de afiação da ferramenta de corte, de aço rápido, para torneamento de nióbio é o seguinte: o ângulo de posição pode variar de 5º até 25º, o ângulo de saída deve maior que 20º e ângulo de inclinação pode trabalhar entre 0º e +5º, como a ferramenta é afiada manualmente o ângulo de 0º é mais fácil de ser preparado. A melhor velocidade de corte é de 100 m/min, avanço de 0,05 mm com profundidade de corte de 0,75 mm . Apesar da tendência atual de se minimizar o uso dos fluídos de refrigeração, devendo adequar-se às novas exigências da legislação ambiental, em virtude dos problemas gerados a partir do descarte e dos possíveis riscos à saúde do operador de máquinas operatrizes e ao meio ambiente, Schroeter et al (2002), o torneamento do nióbio com ferramenta de aço rápido, deve ser seguido sempre de refrigeração. A ferramenta de aço rápido para o torneamento do nióbio, apesar da refrigeração, não tem vida útil longa. O resultado deste trabalho pode servir de parâmetro para definir a melhor característica da ferramenta de carbeto para torneamento do nióbio. A definição da ferramenta de corte para o nióbio depende de se conhecer a origem deste material, ou seja, se este material já sofreu deformação mecânica ou algum tipo de tratamento térmico, pois isto influencia na sua ductilidade. AGRADECIMENTOS O autor e os co-autores agradecem ao Professor Dr. Gilbert Silva e a Professora Dra. Mirian de Lourdes Noronha Motta Melo (pelo apoio, pela ajuda e pela disponibilidade dos equipamentos e ferramentas na realização do projeto e Escola de Engenharia de Lorena-USP- DEMAR . À CAPES pelos recursos dispensados para realização deste trabalho. 11 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 7 BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 15 a 19 de abril de 2013 – Penedo, Itatiaia – RJ - Brasil th th April 15 to 19 , 2013 – Penedo, Itatiaia – RJ – Brazil 10. REFERÊNCIAS Catálogo técnico do fabricante de ferramentas, (2010), Sandvik Coromant. E.M. Trent,1991, Metal Cutting, 3rd ed., “Butterworths, Heinemann”. Ferraresi, D. 1977, “Fundamentos da Usinagem dos Materiais”, Editora Edgard Blücher Ltda., São Paulo,pp. 751. Gomes U. U.,1994, “Tecnologia dos Pós Fundamentos e Aplicações”. Ed. Universitária da UFRN. J.G. Zhou, D. Herscovici, C.C. Chen,2000, “Parametric process optimization to improve the accuracy of rapid prototyped stereolithography parts”, International Journal of Machine Tools and Manufacture, pp 363–379. Moreira, Marcos Roberto Vargas,2002, “Estudo da Usinagem da liga Ti-6Al-4V” , Dissertação de Mestrado apresentada no Programa de pós-graduação de Engenharia de Materiais da FAENQUIL / Lorena – SP. Kuhn A. H, Lawley A.,1978, “Powder Metallurgy Processing”. New Techniques and Analyses. Ross, P.J.,1998, “Aplicações das Técnicas de Taguchi na Engenharia da Qualidade”, Mac. Graw Hill. Ribeiro, Marcos Valério,1996, “Apostila de Usinagem e Máquinas – Ferramentas”, FAENQUIL / Lorena – SP. Phadke, M.S., Quality.1993, “Engineering Using Robust Design” - Prentice Hall. Smallwood E. R.,1982, “Refractory Metals Their Industrial Applications”; ed. HSTM STP 849, pp. 17-27., Kloche, F.; könig, K. F.; Schroeter, R. B. (2002). Torneamento de precisão: uma opção para o acabamento de peças de aço temperado. Máquinas e metais, p. 56 – 67, outubro 2002. 12
Baixar