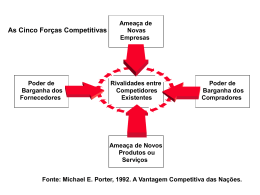
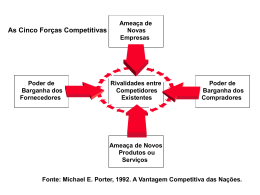
Engenharia Elétrica disciplina: Sistemas Integrados de Manufatura Prof. Dr. Miguel Afonso Sellitto, 1 Sistemas integrados de fabricação 2 Sistemas de Fabricação • A fabricação é a parte primordial da manufatura; – manipulação de peças alimentando máquinas; – processamento de peças; – manipulação de peças desalimentando máquinas; – Inspeção de peças; – Transporte interno de peças • O atual cenário de competição exige objetivos estratégicos: (i) aumento da eficácia; e (ii) aumento da flexibilidade da manufatura. Sistemas Integrados de Manufatura 3 Sistemas de Fabricação • Algumas estratégias de chão-de-fábrica: – células de manufatura; – máquinas flexíveis; – sistemas de alimentação automática; – sistemas de inspeção automática de peças; – robots e transporte automático de peças (AGV) • Estratégias administrativas: – automação dos planos de produção; e – automação do controle de produção. Sistemas Integrados de Manufatura 4 Operação integrada em computador – projeto do produto; – tecnologia de manufatura; – controle de materiais; – estocagem e transporte; – manufatura de peças e montagem de conjuntos; – controle de ferramentas; – controle de qualidade; – manutenção; e – planejamento e controle de produção. Sistemas Integrados de Manufatura 5 Fatores que afetam a integração da manufatura – disponibilidade de pessoal técnico; – diversidade de ferramentas e procedimentos; – estado da arte da automação (CAD-CAM; CLP, CNC, sensores de campo); – situação de mercado e tempos de fornecimento; – objetivos estratégicos (econômicos e sociais); – estrutura física de máquinas e prédios; – condições para compras e investimentos; e – racionalização de processos e da produção. Sistemas Integrados de Manufatura 6 Fluxos em manufatura • Informação: – Plano de produção, tecnologia de processo, projeto das peças, controle de pedidos e diligenciamento e requisitos de qualidade; • Informação e materiais; – fabricação das peças, montagem, inspeções, estocagem, transporte, medição e controle de inventário em processo, controle de manutenção. Sistemas Integrados de Manufatura 7 Fluxos em manufatura Matéria-prima Sub-sistemas Produto final Outras peças Outros sub-sistemas • Dinâmica de grupo: – Escolha uma manufatura e indique os principais fluxos de materiais e de informação. Sistemas Integrados de Manufatura 8 Integração de fluxos automáticos • CIM: Não é uma tecnologia, mas um modo de usar a tecnologia; • Todas as atividades referentes à manufatura são integradas por um sistema de computadores; • Dois tipos de automação: – autônoma (realiza a operação); e – apoio à decisão (oferece alternativas ao decisor) • Dois tipos de ambientes: – industrial: CAE, CAD, CAPP, CAM; e – administrativo: ERP. Sistemas Integrados de Manufatura 9 Considerações sobre automação na manufatura 10 Automação na manufatura • Dois tipos, com objetivos e equipamentos diferentes: – Automação industrial: executa operações e apóia decisões de chão-de-fábrica; – Vale-se de softwares específicos, CLP´s, CNC´s e computadores hospedeiros (host computers); – Automação administrativa: executa operações e apóia decisões estratégicas; – Vale-se de redes de computadores, sofwares generalistas e ERP´s. Sistemas Integrados de Manufatura 11 Automação industrial: hierarquia de funções local remoto supervisão processamento concentração CPU´s de CPU´s de CLP´s e CNC´s Host Computers; Conexão com ERP. remote I/O´s; CCM´s; transmissores; sensores analógicos de posição, pressão, temperatura, etc; sensores binários; atuadores de campo (válvulas, motores, etc.) Sistemas Integrados de Manufatura 12 Conexão em estrela processamento concentrador campo 11 campo 12 campo 1n concentrador campo 21 campo 22 campo 2n Sistemas Integrados de Manufatura 13 Conexão em anel processamento concentrador campo 21 campo 22 campo 2n concentrador campo 21 campo 22 campo 2n Sistemas Integrados de Manufatura 14 Análise comparativa • Ligação em estrela • Ligação em anel – tempo real; – tempo de scan; – individualidade (falha em um nó ou ligação não compromete os demais); – rede (falha em um nó ou ligação compromete os demais nós); – custo elevado de instalação e manutenção. – custo baixo de instalação e manutenção. Sistemas Integrados de Manufatura 15 Dois tipos de manufatura: processos de forma e processo de propriedade • Processos de Propriedade: – A matéria-prima se transforma e é transportada em processos e operações contínuas (só podese medir pesos e volumes dos materiais); – O valor é agregado ao produto pelas suas propriedades (capacidade de reação, etc.); – Indústria química, petroquímica, farmacêutica, etc. Sistemas Integrados de Manufatura 16 Dois tipos de manufatura: processos de forma e processo de propriedade • Processos de Forma: – A matéria-prima se transforma e é transportada em processos e operações discretas (pode-se contar os materiais); – O valor é agregado ao produto pela forma (dimensões, cores, distribuição espacial, etc.); – Indústria metal-mecânica, calçadista, etc. Sistemas Integrados de Manufatura 17 Automação nos dois processos • Processo de propriedade: – as distâncias são longas, o ambiente é hostil, poucas respostas são em tempo real; as lógicas de controle exigem mais variáveis analógicas e realimentação, as corridas de produção são mais longas e ininterruptas (produção de bateladas); • Processo de forma: – as distâncias são curtas, o ambiente é menos hostil, a resposta exigida quase sempre é em tempo real; as lógicas de controle exigem mais variáveis binárias, as corridas de produção são mais curtas e interrompíveis (produção de peças). Sistemas Integrados de Manufatura 18 Automação nos dois processos • Processo de propriedade: – usa sensores, transmissores e atuadores (válvulas, inversores) de campo, redes de CLP´s e sistemas supervisórios, conectados com computadores que rodam rotinas otimizadoras (IA) e ERP´s; • Processo de forma: – usa sensores e manipuladores (robôs, AGV´s) de campo, redes de CLP´s, CNC´s, DNC´s, conectadas com redes de computadores que rodam programas de CIM (CAE, CAD, CAPP, CAM) e ERP´s. Sistemas Integrados de Manufatura 19 Formato canônico em propriedade PCP (Informações para ERP) supervisório (alarmes, sinóticos, IA) supervisório (alarmes, sinóticos, IA) rede de CLP´s rede de CLP´s supervisório (alarmes, sinóticos, IA) rede de CLP´s Sistemas Integrados de Manufatura 20 Propriedade: PCP e ERP • Geralmente são máquinas de grande porte (servidores e redes); • Conectam a manufatura às áreas de estratégia (vendas; compras; entregas); • Informam à manufatura a situação dos estoques e das entregas, a previsão de produção futura e a programação de produção atual; • Recebem da manufatura os dados de produção, custos e qualidade. Sistemas Integrados de Manufatura 21 Propriedade: supervisórios • Geralmente são máquinas de menor porte, em redes industriais; • Informam ao operador sobre o andamento das operações de chão-de-fábrica (alarmes ativos, máquinas ligadas e desligadas, situação de variáveis de operação e malhas de controle); • Emitem relatórios locais (logs de produção); • Recebem do operador os pre-sets das malhas; • Podem incluir rotinas otimizadoras de pre-sets baseadas em IA. Sistemas Integrados de Manufatura 22 Propriedade: redes de CLP´s • Executam as funções de intertravamento, proteção e seqüenciamento; • Sob certas circunstâncias, podem operar malhas de controle PID. Malhas rápidas devem ser operadas por single e multi-loops; • Podem emitir relatórios locais de pequeno porte e gerar pequenos bancos de dados da operação e operar em redundância; • Comunicam-se com supervisórios, passando as funções de alarme. Sistemas Integrados de Manufatura 23 Propriedade: redes de CLP´s CLP, remote I/O, multi-loops inversores CA/CA, instrumentos inteligentes CPU supervisória; alarmes, relatórios; otimizador via IA Sistemas Integrados de Manufatura 24 Formato canônico em forma CAD Previsão de vendas e pedidos firmes CAE Controle de materiais (MRP) CAPP Controle de equipamentos (programação, manutenção) (MRP II; PCP) CIM CAM ERP Informações de qualidade Redes industriais (CNC, CLP, DNC, robótica) Fluxo de materiais Sistemas Integrados de Manufatura 25 Forma: PCP e ERP • Conectam a manufatura às áreas de estratégia, porém através dos módulos de CIM; • Informam à manufatura a situação dos estoques e das entregas, a previsão de produção futura, a programação de produção e o seqüenciamento de máquinas e de preparações; – MRP: controla a requisição de materiais; – MRP II: controla o uso de máquinas, RH e finanças; • Recebem da manufatura os dados de produção, custos e qualidade. Sistemas Integrados de Manufatura 26 Forma: CIM • CIM é o uso conjunto de diversas tecnologias de software de apoio à manufatura; – CAD: automatiza o desenvolvimento de produto; – CAE: automatiza o teste e a simulação do uso do produto; – CAPP: automatiza o desenvolvimento do processo, escolhendo a seqüência de fabricação e a alocação de máquinas; – CAM: automatiza a geração de código para as máquinas CNC alocadas para o produto; Sistemas Integrados de Manufatura 27 Forma: redes industriais CLP, CNC, DNC, robôs, leitura e identificação, coletores de dados, máquinas de inspeção, controladores CAM CAPP CAE Sistemas Integrados de Manufatura CAD 28 Forma: tipos de redes industriais Em anel, com by-pass Sistemas Integrados de Manufatura 29 Forma: tipos de redes industriais Em estrela Sistemas Integrados de Manufatura 30 Forma: tipos de redes industriais gateway Em árvore Sistemas Integrados de Manufatura 31 Tecnologia de processo: relação variedade-volume volume alto Fluxo concentrado; Baixa ociosidade; Famílias de produtos; flow-shop FMS. celular job-shop project-shop baixo baixa alta variedade Sistemas Integrados de Manufatura 32 Tipos de lay-out fluxo de material de processo recursos produtivos produto de projeto recursos produtivos Sistemas Integrados de Manufatura 33 Tipos de lay-out fluxo de material recursos produtivos recursos produtivos linear fluxo de material celular Sistemas Integrados de Manufatura 34 Lay-out celular: a separação homemmáquina • Em uma célula de trabalho, cada operador faz mais de uma tarefa, ocorrendo a multifuncionalidade. 1 3 5 2 4 Sistemas Integrados de Manufatura 35 FMS: Sistemas flexíveis de manufatura • Sistemas que agregam diversas técnicas: – CLP´s, CNC´s, DNC´s; – Robótica, AGV´s; – Heurísticas e software genéricos, tais como a tecnologia de grupo, lay-out-celular, balanceamento de células; e – Heurísticas e software específicos, originados da pesquisa operacional e da matemática computacional, tais como a MST e a roteirização da fabricação. Sistemas Integrados de Manufatura 36 FMS: Sistemas flexíveis de manufatura • Componentes do FMS: – Computadores ligados a estações de trabalho; – Conexões entre estações por AGV´s ou esteiras e operações de carga e descarga por robótica; – Almoxarifado de matérias-primas e produtos acabados interligado às máquinas por AGV´s ou esteiras; – Magazine de ferramentas e troca automática; e – Computador central para a coordenação, programação e seqüenciamento de tarefas. Sistemas Integrados de Manufatura 37 FMS: Estrutura típica de integração Rota do AVG Filas de entrada e saída Filas de entrada e saída Estação de trabalho n Estação de trabalho m Filas de entrada e saída Magazine de ferramentas Estação de trabalho 1 Almoxarifado Sistemas Integrados de Manufatura 38 FMS: Estrutura típica de manipulação Sistemas Integrados de Manufatura 39 FMS: Tecnologias agregadas • Tecnologia de grupo: separa as peças a fabricar segundo semelhanças de forma e processo, formando famílias e alocando-as a células; • Formação de lay-out celular: separa as máquinas em células, as ET´s, capazes de fabricar com economicidade todas as peças de uma família; • Balanceamento de linhas: distribui o trabalho dentro da célula, de modo a que não haja máquinas sobrecarregadas nem ociosas; e • Roteirização: otimiza a rota do AGV segundo o plano de fabricação. Sistemas Integrados de Manufatura 40 FMS: roteirização • O problema da roteirização é clássico na logística e possui inúmeras soluções exatas e heurísticas; • Para a FM, ao menos duas variantes deste problema são de interesse: – Minimal spanning tree: rota unidirecional (só vai) que conecta todas as máquinas (redes elétricas e redes pneumáticas para a distribuição de ferramentas); – TSP (traveller salesman problem): rota que passa por todas as máquinas apenas uma vez e volta ao ponto de partida (rota do AGV). Sistemas Integrados de Manufatura 41 FMS: a MST • Forma a rota de uma rede de comunicação ou de uma rede de abastecimento automático de ferramentas, segundo as seguintes restrições: – As máquinas já estão localizadas e não serão deslocadas; – A rede pode acessar qualquer máquina e pode ser instalada em qualquer lugar da planta; – Uma alternativa é o algoritmo de Kruskal. Sistemas Integrados de Manufatura 42 FMS: algoritmo de Kruskal 1. Representar o sistema de manufatura sob a forma de grafo (nós e arestas) 2. Escolher a aresta de menor distância e incluir na MST; 3. Identificar a próxima aresta de menor distância não-inclusa: – Forma um ciclo? sim ==> 3, não ==> inclui; 4. Todos os nós inclusos? – Sim ==> fim, não ==> 3. Sistemas Integrados de Manufatura 43 Algoritmo de Kruskal: exemplo ET 1 10 m ET 3 90 m almoxarifado 10 m ET 5 20 m 60 m 30 m 40 m 40 m 60 m 30 m 80 m ET 2 40 m ET 4 1: Almoxarifado - ET 1; 2: ET1 - ET3; 3: ET1 - ET4 (Almoxarifado - ET 3 forma um ciclo); 4. Almoxarifado - ET2; 5. ET4 - ET5. Sistemas Integrados de Manufatura 44 Algoritmo de Kruskal: exemplo ET 1 10 m ET 3 90 m almoxarifado 10 m ET 5 20 m 60 m 30 m 40 m 40 m 60 m 30 m 80 m ET 2 40 m ET 4 1: Almoxarifado - ET 1; 2: ET1 - ET3; 3: ET1 - ET4; 4. Almoxarifado - ET2; 5. ET4 - ET5. Sistemas Integrados de Manufatura 45 Exercício: • Achar a MST da rede abaixo. almoxarifado 30 m ET 6 30 m 30 m ET 2 20 m ET 4 30 m 10 m 50 m 30 m 10 m 40 m ET 1 ET 7 30 m 20 m ET 3 20 m ET 5 Sistemas Integrados de Manufatura 46 Exercício: • Achar a MST da rede abaixo. almoxarifado 30 m ET 6 30 m 30 m ET 2 20 m ET 4 30 m 10 m 50 m 30 m 10 m 40 m ET 1 ET 7 30 m 20 m ET 3 20 m ET 5 Sistemas Integrados de Manufatura 47 FMS: heurística OPT1 modificada • O problema: encontrar uma rota boa, não necessariamente ótima, que passe por todos os pontos de uma rede uma e apenas uma vez; • As restrições: os custos dos trechos devem ser bidirecionais (ir de A para B custa o mesmo do que ir de B para A); • Se houver custos negativos (-Cij), todos os custos devem ser acrescidos do valor Cij, não restando valores negativos na matriz de custos. Sistemas Integrados de Manufatura 48 FMS: heurística OPT1 modificada • • • • • • • • • Identificar a solução atual e calcular seu custo; Montar a matriz de custos unidirecional; Para cada nó, listar o nó mais próximo e a distância; Começando pelas menores distâncias, criar sementes de caminhos; Listar todas as possibilidades de conexão entre sementes; Escolher uma solução inicial elaborada; Por inspeção visual, encontrar trechos candidatos a entrar e trechos candidatos a sair da solução; Testar as trocas possíveis; e Continuar o processo até que os ganhos tenham se tornado irrisórios. Sistemas Integrados de Manufatura 49 Exemplo: rota aceitável entre sete ET • Sete ET´s são separadas por distâncias; – Os percursos acarretam diversos custos; – Os custos totais entre trechos são dados por uma matriz; • Usando a heurística, encontrar uma rota aceitável. Sistemas Integrados de Manufatura 50 Exemplo: matriz de custos A B C D E F G A B C D E F G X 30 25 32 23 26 32 X 55 33 30 60 70 X 52 37 33 18 X 45 43 57 X 52 50 X 21 X Sistemas Integrados de Manufatura 51 Exemplo: solução inicial óbvia solução atual: a-b-c-d-e-f-g, cujo custo é $ 287 Sistemas Integrados de Manufatura 52 Vizinhos e distâncias nó vizinho $ A E 23 B A/E 30 C G 18 D A 32 E A 23 F G 21 G C 18 Sistemas Integrados de Manufatura 53 Sementes de caminhos C G 18 1ª semente 21 D F 2ª semente 5ª semente 32 A 23 3ª semente E 30 B 4ª semente Sistemas Integrados de Manufatura 54 Conexões entre as sementes a) (C - D) e (F - B) = 52 + 60 = 112; b) (C – B) e (F – D) = 55 + 43 = 97; Escolhe-se a solução b); A rota se torna: 1ª semente 2ª semente B–C–G–F–D–A–E–B Sistemas Integrados de Manufatura 55 Testes de inclusão Solução inicial elaborada: B – C – G – F – D – A – E – B = 222; Custos dos trechos: 55 – 18 – 21 – 43 – 32 – 23 – 30; Candidato a sair: C – B = 55; Candidatos a entrar: trechos incluindo B ou C < 55; Por exemplo: B – D = 33, C – E = 30, C – F = 33; A – B = 30, C – A = 25; Trocar D por B: D – C – G – F – B – A – E – D = 249; Trocar A por B: A – C – G – F – D – B – E – A = 193; e Trocar E por B: E – C – G – F – D – A – B – E = 211. Sistemas Integrados de Manufatura 56 Conclusão Solução atual = 287 $; Solução final: A – C – G – F – D – B – E – A = 25 + 18 + 21 + 43 + 33 + 30 + 23 = 193 $; Ganho proporcionado pelo método: 33%; Pode-se continuar o processo até que os ganhos não sejam mais atrativos: – novo candidato a sair: F – D = 43. Sistemas Integrados de Manufatura 57 Estudo de caso: FMS • Uma célula de um FMS é composta das ET´s A, B, C, D, E, F; • O AGV deve fazer entregas e coletas nas ET´s; • Os custos das transferências entre as ET´s e as cargas, em toneladas, são dadas na tabela a seguir; • Determine o roteiro de menor custo e a menor capacidade aceitável do veículo. Sistemas Integrados de Manufatura 58 Estudo de caso: FMS $ A B C D E F A X 20 10 40 40 50 X 30 20 20 30 X 30 15 10 X 10 25 X 5 B C D E F X Sistemas Integrados de Manufatura 59 Estudo de caso: FMS ET´s toneladas A B entrega coleta 25 5 C D E 5 5 10 15 F 5 Resposta: __ __ __ __ __ __ __ Capacidade: ________ toneladas. Sistemas Integrados de Manufatura 60 Balanceamento em arranjos lineares • Objetivo: dimensionar, carregar e arranjar as estações de trabalho WS ao longo da linha; – obter dados de operações; – construir grafo de precedências; – calcular tempo de ciclo TC = tempo disponível / demanda; – calcular nº de WS necessárias E = tempo total de operação (TTO) / TC; – carregar estações segundo heurística; e – calcular eficiência Ef = TTO / [E x TC.] Sistemas Integrados de Manufatura 61 Exemplo: dados de operações operação a b c d e f g h i TTO demanda disponibilidade tempo minutos 0,12 0,30 0,36 0,25 0,17 0,10 0,10 0,08 0,20 1,68 5.000 40 precedências a b c d d e; f f g; h peças/semana horas/semana Sistemas Integrados de Manufatura 62 Exemplo: grafo de precedências 0,17 0,12 0,30 a b 0,36 0,25 c d e 0,10 0,10 0,20 f g i h 0,08 TC = [40 h/sem] / [5.000 peças/sem] = = 0,48 minutos / peça; E = 1,68 minutos / 0,48 minutos = 3,5 ==> 4 WS Sistemas Integrados de Manufatura 63 Carga de estações de trabalho • Carregar a 1ª estação com as n primeiras atividades, até completar o tempo de ciclo; E1 = a + b = 0,42 min.; • Carregar demais estações; E2 = c = 0,36; E3 = d + e = 0,42; E4 = f + g + h + i = 0,48; • Se for possível escolher entre atividades para a locar na mesma estação, deve-se (a) escolher elemento de maior tempo; ou (b) elemento que abre maior número de seguidores. Sistemas Integrados de Manufatura 64 Exemplo: distribuição das WS 0,17 E1 E2 0,12 0,30 a b E3 0,36 0,25 c d e 0,10 0,10 0,20 f g i E4 h 0,08 Qual a eficiência deste balanceamento? Sistemas Integrados de Manufatura 65 Prática: balanceie a linha a seguir operação a b c d e f g h i j k l TTO demanda disponibilidade tempo minutos 4 7 5 6 4 3 4 6 5 4 6 6 60 120 40 precedências a a; b b b c d; e e; f i h; j g; k peças/semana horas/semana Sistemas Integrados de Manufatura 66 Formação de células de trabalho: análise de aglomerados • Células são agrupamentos de máquinas que devem produzir peças; • A vantagem é a redução de transporte; as desvantagens são a redução do aprendizagem e a eventual necessidade de equipamentos redundantes para as mesmas tarefas. – Diversas peças serão produzidas em diversas máquinas, em uma relação matricial; – As células podem ser segregadas por peças (duplicando máquinas) ou por máquinas (transportando peças); – Só excepcionalmente se chegará a uma segregação total de peças e máquinas; • Será apresentada uma técnica de segregação em aglomerados, o ROC (rank order clustering). Sistemas Integrados de Manufatura 67 Algoritmo ROC • Dados iniciais são organizados em matriz [máquinas x peças] nas [linhas x colunas]; 1. Ler as entradas das linhas como palavras binárias, converter para decimal e ordenar as linhas em ordem decrescente; 2. A ordem das linhas da matriz atual é a mesma da ordem de valor binário? Se sim, vá para 4, se não siga; 3. Reorganizar as linhas da matriz em ordem decrescente e calcular os valores binários das colunas, convertidos em decimal; 4. A ordem das colunas da matriz atual é a mesma da ordem de valor binário? Se sim, vá para 6, se não siga; 5. Reorganizar as colunas em ordem decrescente e ir para 1; 6.Linhas e colunas em ordem? Se sim, fim, se não vá para 1. Sistemas Integrados de Manufatura 68 Exemplo: algoritmo ROC peças máquinas 1 2 1 1 2 1 3 1 4 1 5 1 máquinas 3 2 5 1 4 decimal ordem peças 1 2 1 1 1 1 1 28 3 1 4 3 4 1 5 1 6 1 7 1 1 1 3 1 1 4 1 5 6 decimal ordem 46 4 80 2 1 81 1 42 5 1 65 3 matriz original 7 1 1 24 2 1 1 3 5 1 2 7 1 1 3 6 matriz após 20 arrumação 3 das linhas Sistemas Integrados de Manufatura 69 Exemplo: algoritmo ROC peças 1 3 1 1 1 1 1 máquinas 7 2 4 6 5 decimal ordem 3 1 112 1 2 96 2 5 1 80 3 1 1 1 1 1 15 4 4 1 1 1 14 5 matriz final, após arrumação das colunas Célula 2: máquinas 1 e 4 Célula 1: máquinas 3, 2 e 5 Ex = nº de incidências extra-celulares / nº total de incidências; Es = nº espaços ocupados / nº espaços intra-celulares; Eficiência do arranjo = [(1 - Ex) + Es] / 2 = 91% Sistemas Integrados de Manufatura 70 Organize a produção em células e calcule a eficiência do arranjo peças máquinas 1 2 1 1 2 3 1 4 1 1 5 1 3 1 4 1 1 5 1 6 7 1 1 1 1 1 1 1 Sistemas Integrados de Manufatura 71 Método do vizinho mais próximo 1. Unir os n indivíduos mais próximos dois a dois (núcleos); 2. Unir cada indivíduo ainda isolado ao núcleo mais próximo, considerando a distância média do núcleo; 3. Analisar criticamente a solução e modificar se necessário. par distância 1-2 25 1-3 10 1-4 55 2-3 35 2-4 30 3-4 65 1 3 Passo 1 2 4 Passo 2 Sistemas Integrados de Manufatura 72 Método do vizinho mais distante 1. Separar os n indivíduos mais distantes: (sementes); 2. Unir cada indivíduo à semente mais próxima, considerando a distância média ao núcleo formado; 3. Analisar criticamente a solução e modificar se necessário. par distância 1-2 25 1-3 10 1-4 55 2-3 35 2-4 30 3-4 65 3 1 4 Passo 1 3 4 2 Passo 2 Sistemas Integrados de Manufatura 73 indivíduos AA: O dendograma da similaridade 1 3 2 4 10 30 25 4 aglomerados 2 aglomerados 3 aglomerados Medida de similaridade (do mais para o menos similar, distância entre os objetos) 1 aglomerado Sistemas Integrados de Manufatura 74 Aplicação da AA: tecnologia de grupo • Técnica que classifica os indivíduos de um universo conforme sua similaridade, com o objetivo de racionalizar recursos produtivos; – Para a classificação é necessário um sistema de codificação e uma função de similaridade, geralmente numérica; – Para cada grupo se define uma tecnologia de produção válida para todos os indivíduos do grupo; – Com isto se reduz o total de planos de produção e de recursos produtivos; – Cada grupo será produzido em uma célula de fabricação. Sistemas Integrados de Manufatura 75 Tecnologia de grupo na fabricação • Formação de famílias de peças: – Aproveitamento de desenhos; – Racionalização de roteiros de produção; – Racionalização de compra de ferramentas; – Formação de células de manufatura; • Sistema de codificação: – Características físicas das peças; – Roteiro de fabricação; – Necessidades de ferramentas; – Requisitos de estocagem. Sistemas Integrados de Manufatura 76 Exemplo de um sistema de codificação de peças • Grupo, altura em cm, largura em mm, comprimento em mm, material, roteiro de fabricação, aplicação ou nome da peça; • Identidade de um indivíduo: – GG AA LLL CC M 12345678; • 03 04 030 20 A 011011110 eixo traseiro; – Peça pertencente ao grupo 3, altura 4 cm, largura 30 mm, comprimento 20 mm, feita de aço, passando pelas máquinas 2, 3, 5, 6, 7, 8 Sistemas Integrados de Manufatura 77 Exemplo de cálculo de função de similaridade entre dois indivíduos • S1 = Altura % = 1 – [|a1-a2| / máximo (a1,a2)]; (a1 = altura de 1, a2 = altura de 2); • S2 = Largura % = 1 – [|l 1-l 2| / máximo (l1,l2)]; (l 1 = largura de 1, l 2 = largura de 2); • S3 = Comprimento % = 1 – [|c1-c2| / máximo (c1,c2)]; (c1 = comprimento de 1, c2 = comprimento de 2); • S4 = Material; igual = 100%, diferente = 0%, parecido = 50%; • S5 = Roteiro de fabricação; RF = 0,75 * (% de postos iguais) + 0,25 * (mesmo fluxo); • Coeficiente de similaridade = (1/5) * S Si Sistemas Integrados de Manufatura 78 Exercício • Calcular a similaridade entre as seguintes peças e classificá-las em grupos pelo dendograma (mesmo fluxo): – GG 04 025 02 P 11001110; – GG 08 035 01 A 11011100; – GG 12 045 02 A 11001111; – GG 06 018 02 P 11001010; – GG 05 015 03 Z 01001110. • A empresa passa a vender a seguinte peça: – GG 09 030 02 A 11011110; – A que grupo pertencerá a peça? Cada grupo será produzido em uma célula de fabricação. Sistemas Integrados de Manufatura 79 Cálculo de similaridade: peças originais S1 S2 S3 S4 S4 Coef. Simil. S 1-2 S 1-3 S 1-4 S 1-5 S 2-3 S 2-4 S 2-5 Sistemas Integrados de Manufatura 80 Cálculo de similaridade: peças originais S1 S2 S3 S4 S4 Coef. Simil. S 3-4 S 3-5 S 4-5 Sistemas Integrados de Manufatura 81 Classificação em grupo Peças originais P1 P2 P3 P4 P5 Grupo 1 Grupo 2 Grupo 3 Sistemas Integrados de Manufatura 82 Cálculo de similaridade: nova peça S1 S2 S3 S4 S4 Coef. Simil. S 1-6 S 2-6 S 3-6 S 4-6 S 5-6 Classificação em grupo com a nova peça inserida P1 P2 P3 P4 P5 P6 Grupo 1 Grupo 2 Grupo 3 Sistemas Integrados de Manufatura 83 Aplicação da AA: formação de células de fabricação Coeficiente de similaridade entre as máquinas j e k = Si (j, k); N (a) = nº de peças que requerem ambas as máquinas; N (x) = nº de peças que requerem apenas a máquina j; N (y) = nº de peças que requerem apenas a máquina k. N (a) S (i, k ) N (a ) N ( x) N ( y ) Sistemas Integrados de Manufatura 84 Propor um lay-out celular para o conjunto de peças e máquinas Peças fabricadas máquinas A B C D E X 1 2 X 3 X X X 5 X X X X X 4 6 F G H X X X X X X X X X X X X X X Sistemas Integrados de Manufatura 85 Cálculo da similaridade S j-k S j-k S 1-2 S 2-6 S 1-3 S 3-4 S 1-4 S 3-5 S 1-5 S 3-6 S 1-5 S 4-5 S 2-3 S 4-6 S 2-4 S 5-6 S 2-5 N (a) S (i, k ) N (a ) N ( x) N ( y ) Sistemas Integrados de Manufatura 86 O dendograma da similaridade indivíduos Medida de similaridade (do mais para o menos similar) Sistemas Integrados de Manufatura 87
Baixar