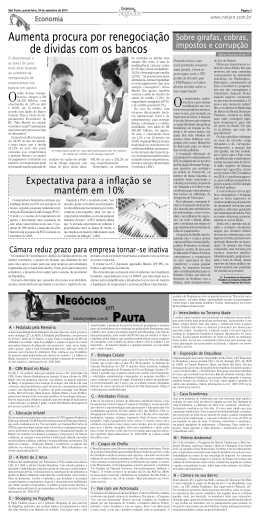
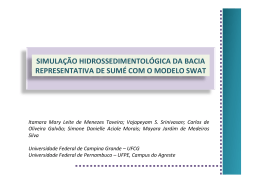
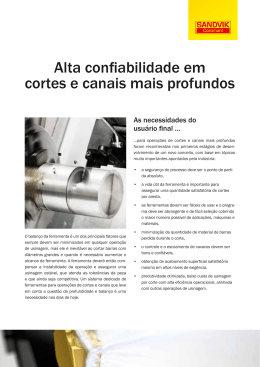
V CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 14 a 17 de abril de 2009 - Belo Horizonte - Minas Gerais - Brasil 5 PASTILHAS DE cBN PARA APLICAÇÃO EM USINAGEM DE AÇOS TEMPERADOS Guerold Bobrovnitchii, [email protected] Ana Lúcia Diegues Skury, [email protected] Marcello Filgueira, [email protected] Rômulo Crespo Tardim, [email protected] 1 Universidade Estadual do Norte Fluminense Darcy Ribeiro - UENF, Av. Alberto Lamego, 2000 - Campos dos Goytacazes – RJ, CEP 28013-600. Resumo: As ferramentas a base de nitreto cúbico de boro (cBN) começaram a ser progressivamente aplicadas no fim do século XX. No Brasil, sua utilização teve maior expansão depois de 2002, mas a produção nacional deste poderoso material superduro ainda é inexistente. A UENF iniciou suas pesquisas na área de síntese e sinterização de cBN a partir de 200, e hoje já possui alguns bons resultados. Nesta linha de pesquisa foi desenvolvida uma nova tecnologia de produção de pastilhas a base de cBN que possibilitou aumentar a capacidade das ferramentas. A sinterização ocorreu sob pressões de 6,5 a 7,7 GPa e temperaturas de 1600 a 1800° C, com auxílio do chamado dispositivo de alta pressão tipo bigorna toroidal com concavidade central de 13,5 mm de diâmetro. A aplicação de altas pressões e altas temperaturas foi realizada de maneira cíclica, com períodos de 1 minuto. Foram obtidas pastilhas cilíndricas com 5,0 mm de diâmetro e 4,0 mm de altura. Os ensaios de usinagem foram realizados com velocidade de corte de 10-120 m/min, avanço de 0,04 a 0,6 mm/rot e profundidade de corte de 0,2 mm, desbastando uma barra cilíndrica do aço AISI 4140 endurecido até 55-57 HRC, e uma do aço rápido VW-3 com dureza 60-64 HRC. Em comparação com a pastilha do material importado “Amborite”, a vida útil do compósito desenvolvido é cerca de 22-25% maior, sem aplicação de refrigeração. Palavras-chave: alta pressão, sinterização, nitreto cúbico de boro, pastilhas, usinagem 1. INTRODUÇÃO O nitreto cúbico de boro (cBN) policristalino, graças à sua alta dureza e também à sua alta inércia química, é aplicado na indústria ferramental do mundo inteiro, tal como acontece com o diamante. As ferramentas a base de cBN começaram a ser progressivamente aplicadas no fim do século XX (Klocke, 1999; Wentorf, 1991; Bobrovnitchii, 2005). O Brasil ainda não produz ferramentas deste tipo, mas desde o ano de 2002 sua utilização teve maior expansão. De acordo com o emprego destes materiais, algumas exigências básicas surgem. A otimização das propriedades físico-mecânicas (dureza, tenacidade à fratura) dos policristais de cBN para pastilhas, como regra, é determinada considerando a resistência da ferramenta durante a usinagem de materiais concretos (Novikov, 2005; Grzesik, 1999). O princípio básico do desenvolvimento de um material compósito a base de cBN consiste em aliar os parâmetros “condições da obtenção – estrutura – propriedades” (Novikov, 1993). Por meio deste princípio, a obtenção dos compósitos a base de cBN é realizada por meio de sinterização reativa dos pós de CBN, ligas metálicas e compostos refratários, sob condições de altas pressões (até 8,0 GPa) e altas temperaturas (até 2000° C) (Shulzhenko, 1963). As condições de sinterização garantem a obtenção da estrutura do compósito de forma que este apresente um esqueleto formado por grãos de cBN dispersos em uma matriz ligante. O teor da matriz refratária é determinado pelas reações que ocorrem entre os componentes da mistura reativa, incluindo as inclusões presentes que formam, em geral, uma cerâmica refratária (Novikov, 1993). A combinação ótima da área superficial dos grãos de cBN com a cerâmica refratária, sua resistência, além das propriedades físico-mecânicas da cerâmica ligante, determinam o complexo das propriedades do compósito. As principais propriedades que, em certo nível, influenciam majoritariamente sobre a resistência ao desgaste e resistência mecânica do material instrumental são densidade, dureza e tenacidade à fratura (Novikov, 1991). O princípio de manipulação das propriedades dos compósitos obtidos pode variar (Shulzhenko, 1963). A primeira variação consiste na sinterização reativa do cBN com adição de alumínio que reage e se transforma em nitretos e boretos de alumínio. Na segunda variação foi aplicada a pré-sinterização, ou seja, a aplicação em uma primeira etapa da sinterização com valores de pressão e temperatura mais baixos do que no fim da sinterização (Novikov, 1998). Este V Congresso B rasile iro de Engenharia de Fabricação, 14 a 17 de abril de 2009, Belo Horizonte MG método de sinterização reativa desenvolvida em dois estágios possibilita aumentar as propriedades dos compósitos de cBN. A terceira variação foi realizada com os mesmos parâmetros da segunda, mas com teores de componentes diferentes. O novo processo de sinterização permite aplicar pressões e temperaturas mais baixas que a primeira variação. Isto possibilita aumentar o volume da célula reativa que determinará a perspectiva de desenvolvimento dos compósitos de cBN, aumentando as suas dimensões (Novikov, 1998; Ormaniec, 2004). Na Tabela (1) são apresentadas marcas comerciais de pastilhas de cBN produzidas pelas empresas de porte mundial. Tabela 1. Características dos materiais policristalinos a base de cBN no mercado mundial (Barry, 2005; www.e6.com, 2008; www.megadiamond.com, 2008; www.sumitomodiamond.com, 2008; Novikov, 2005). Tenacidade Teor de cBN Granulometria Empresa e marca comercial Ligante Dureza (GPa) à fratura, K1c (v.%) (µm) (MPa.m-1/2) ABM 90 90 8,0 Al HKN 30,8 6,25 DBA 80 80 6,0 Al+Ti HKN 29,1 6,17 Element Six DBC 50 50 2,0 TiC HKN 27,5 4,04 DCN 450 45 ≤1,0 TiN HKN 24,2 4,15 N 90 90 3,0 Metálico HV 29 – Megadiamond N 50 60 2,5 Cermeto HV 27 – NT 5 50 1,0 Cerâmico HV 26 – BX 930 60 3,0 TiC+Al HV 30–32 – BX 950 85 3,0 WC+Co+Al HV 39–41 – BX 850 70 3,0 TiN+WC+Al HV 33–35 – BX 450 65 0,5 TiN+Al NV 31–33 – Sumitomo BX 310 45 5,0 TiN+Al NV 27–29 – BX 330 55 0,5 TiN+Al NV 28–30 – BX 360 65 3,0 TiN+Al NV 32–34 – BX 380 75 5,0 TiN+Al NV 33–35 – 96-97 HKN 34±0,2 3-14 8,4 AlN+AlB2 Kiborit–1 ALCON 80-84 AlN+AlB2 HKN 25 ± 1 30 10,5 Kiborit–2 AlN+AlB2+TiC HKN 27 ± 2 70-75 3 10,5 Kiborit–3 A análise dos dados da Tab. (1) mostra que as características dos materiais a base de cBN, de cada uma das marcas, são próximas umas das outras. Observa-se, paralelamente, que o teor de cBN, faixa granulométrica e parâmetros de produção são diferentes. Isto significa que a tecnologia de sinterização influencia bastante sobre as propriedades do material obtido. Na Tabela (2) são mostrados os ramos de aplicação da ferramenta a base de cBN. Tabela 2. Ramos de aplicação racional de algumas marcas de materiais a base de cBN (Barry, 2005). Nome comercial Ramos de aplicação Usinagem contínua e intermitente dos aços ligados endurecidos, Amborite ferros fundidos cinzentos e ferros fundidos refinados DBC 90 Semi-acabamento dos aços endurecidos e ferros fundidos refinados Usinagem contínua e intermitente de aços ligados endurecidos Sumiboron BN 200 e ferros fundidos de alta resistência ao desgaste Compósitos Acabamento final de aços endurecidos e ferros fundidos cinzentos Kiborit Usinagem contínua e intermitente de aços com alta dureza e ligas endurecidas No Brasil, são realizados estudos relacionados à usinagem de aços endurecidos (Bobrovnitchii, 2005). Nestes trabalhos foram determinados alguns parâmetros dos processos de torneamento, mas não indicadas, de modo geral, as áreas de aplicação. Na UENF (Universidade Estadual do Norte Fluminense Darcy Ribeiro), a partir de 2001, foram desenvolvidas pesquisas como tentativa de desenvolvimento da própria tecnologia de produção de cBN. No presente trabalho são apresentados, de maneira geral, os resultados destas pesquisas. 2. METODOLOGIA 2.1. Obtenção de Pastilhas de cBN A matéria-prima utilizada foi o pó de cBN com granulometria entre 3 e 12 µm fornecido pelo Institute for Superhard Materials (ISM), Ucrânia. A liga solvente escolhida foi o alumínio na forma de pó com granulometria entre 28 e 40 µm. A mistura dos pós teve a proporção de 62-97p.%cBN, e o restante de alumínio ligante. A mistura V Congresso B rasile iro de Engenharia de Fabricação, 14 a 17 de abril de 2009, Belo Horizonte MG compactada a 800 MPa é instalada dentro da cápsula deformável. O esquema do dispositivo de alta pressão é ilustrado e mostrado na Fig. (1). Ø 13,5 25 3 1 4 2 Ø 150 Figura 1. Dispositivo de alta pressão tipo bigorna toroidal com concavidade central de 13,5 mm de diâmetro: 1 – cápsula deformável; 2 – câmara de compressão; 3 – bigorna; 4 – cintamento. Os parâmetros de sinterização escolhidos foram: pressões de 6,5 e 7,7 GPa; temperatura de 1600 e 1800° C; e tempo de 10 min. A sinterização foi realizada em um dispositivo de alta pressão tipo bigorna toroidal com concavidade central de 13,5 mm de diâmetro (Kolchin, 1972), instalado em uma prensa de 630 toneladas de força, do fabricante russo Ryazantiazhpressmash. Os parâmetros foram aplicados de maneira cíclica com três ciclos de subida, manutenção e redução em geral durante 6 minutos (Ramalho, 2007). As amostras sinterizadas são apresentadas na Tab. (3). Tabela 3. Amostras de cBN sinterizadas. Parâmetros CIC-1 CIC-2 CIC-3 CIC-4 N° 1 Teor de cBN, p.% 95-97 82-86 72-75 62-66 2 Pressão de sinterização, GPa 6,5 7,7 7,7 6,5 3 Temperatura de sinterização, °C 1600 1800 1800 1600 4 Tempo de sinterização, min 10 10 10 10 A medição da densidade foi feita com base no método de Arquimedes. O ensaio de dureza Knoop foi realizado com a carga de 10 N. Além destes testes, foram realizados também o ensaio para medição da tenacidade à fratura, K1C, limite de compressão, e propriedades térmicas (Li, 2002). 2.2. Ensaios das Pastilhas de cBN Os ensaios de usinagem foram realizados com a utilização de dois tipos de ferramenta. Na primeira delas a pastilha foi brasada, e no segundo, foi feita a fixação mecânica, como é mostrado na Fig. (2). O material escolhido para ser usinado foi uma barra cilíndrica do aço AISI 4140, temperado até 55-57 HRC, com 100 mm de diâmetro. Os parâmetros de corte foram os seguintes: - Velocidade de corte, Vc, de 10-120 m/min; - Avanço, f, de 0,04-0,6 mm/rot; - Profundidade de corte, ap, de 0,2 mm; - Não foi aplicada refrigeração. Para os ensaios complementares foi utilizado o aço rápido VW-3 (Villares Metals) com os seguintes parâmetros: velocidade de corte, Vc, de 80 m/min, avanço, f, de 0,08 e 0,4 mm/rot, profundidade de corte, ap, de 0,2 e 0,8 mm. Paralelamente, foi ensaiada a pastilha cilíndrica “Amborite” brasada, com 5,6 mm de diâmetro e 3,5 mm de altura. Pastilha intercambiável Pastilha brasada Figura 2. Ferramentas equipadas com pastilhas de cBN. V Congresso B rasile iro de Engenharia de Fabricação, 14 a 17 de abril de 2009, Belo Horizonte MG 3. RESULTADOS 3.1. Características do Material Obtido Foram selecionadas 18 amostras cilíndricas com 5,0 mm de diâmetro e 4,0 mm de altura, divididas em 3 diferentes grupos: CIC-1, CIC-2 e CIC-3. As amostras de CIC-4 apresentaram defeitos comprometedores e foram eliminadas. As características destas três variações são apresentadas na Tab. (4). Tabela 4. Características do cBN das três variações. Características CIC-1 CIC-2 CIC-3 Teor de cBN no compósito (%) 82–86 72–75 95–97 Densidade (g·cm-3) 3,40–3,46 3,34–3,38 3,6–3,62 27–29 33–37 28–31 Dureza Knoop, carga 10 H (GPa) Tenacidade à fratura, K1C (MPa·m-1/2) 8,1–13,4 10,2–10,6 10,1–10,8 3,0 2,8–2,9 Limite de compressão (GPa) 3,3 70–74 68–72 Condutividade térmica (W·m-1·K-1) 160 Resistência térmica (°C) 1150 1150 1150 Geometria da pastilha cilíndrica cilíndrica cilíndrica diâmetro até 5,0 até 4,8 até 4,9 Dimensões da pastilha (mm) altura 3,5 4,0 4,0 Como pode ser visto na Tab. (4), há variações das características do cBN ligadas com a composição da mistura inicial. Também pode ser visto que os valores dos parâmetros de sinterização possuem influência sobre os valores de densidade, dureza e tenacidade. A dependência da dureza em função da temperatura aplicada, que simula as temperaturas que podem aparecer durante a usinagem, é apresentada na Fig. (3). Como pode ser interpretado na Fig. (3), a dureza do material policristalino, CIC-1, é superior em relação ao compósito Kiborit-1 em uma ampla faixa de temperatura. Isto significa que mudando o tipo e o teor do ligante, e também a sua tecnologia de obtenção, é possível formar materiais superduros com propriedades requeridas. É claro que a aplicação de parâmetros cíclicos muda as propriedades do ligante, aumentando a dureza por conta da diminuição das camadas entre os cristais de cBN e refinamento dos grãos do ligante. 60 CIC-1 50 Elbor RM HK (GPa) Kiborit-1 40 30 20 10 0 0 200 400 600 800 T (°C) Figura 3. Dependência entre dureza, H, e temperatura de aquecimento, T, das pastilhas para diferentes pastilhas cBN (Novikov, 2005; Shulzhenko, 1963). 3.2. Particularidade de Corte As altas dureza e resistência térmica dos policristais de cBN obtidos dão o caráter de alta capacidade exploratória em comparação com ferramentas de corte comuns. Além disso, em comparação com marcas já conhecidas, por exemplo, Amborite (Pirkin, 1980), também apresenta superioridade. Na Figura (4) é apresentada a resistência ao desgaste no tempo com a mesma velocidade, avanço e profundidade de corte para três pastilhas. Em comparação com Amborite (Pirkin, 1980), o desempenho superior de CIC-2 pode ser explicado pela aplicação de parâmetros cíclicos durante a sinterização. A diferença no desempenho das pastilhas CIC-2, V Congresso B rasile iro de Engenharia de Fabricação, 14 a 17 de abril de 2009, Belo Horizonte MG brasada e fixada mecanicamente, pode ser explicada pelo fato de que a brasagem propicia melhores condições de dissipação de calor pela pastilha. A ausência de choques térmicos atenua a intensidade do desgaste. 0,4 VB (mm) 0,3 0,2 CIC-2 CIC-2 (brasada) 0,1 Amborite T30K4 0 0 20 40 60 80 100 120 140 160 t (min) Figura 4. Dependência entre desgaste das pastilhas, VB, de T30K4 (metal duro, marca russa), Amborite e CIC-2 (com pastilha intercambiável e brasada) e tempo, t, de usinagem do aço AISI 4140 (60-64 HRC), sob os parâmetros de usinagem: velocidade de corte de 80 m/min, avanço de 0,04 mm/rot, profundidade de corte de 0,2 mm (Pirkin, 1980). Os parâmetros de corte também exercem influência sobre o desempenho das ferramentas, tal como mostram as Fig. (5, 6 e 7). A mudança da velocidade de corte, do avanço e da profundidade de corte influenciam sobre a vida útil, mas de maneira diferente para pastilhas de diferentes marcas. 700 CIC-2 600 CIC-2 (brasada) Amborite VU (min) 500 T30K4 400 300 200 100 0 40 60 80 100 120 Vc (m/min) Figura 5. Dependência entre vida útil, VU, e velocidade de corte, Vc, do aço AISI 4140 (55-57 HRC) para ferramentas com pastilhas de T30K4, CIC-2 (brasada e fixada mecanicamente) e Amborite (www.e6.com; Pirkin, 1980). V Congresso B rasile iro de Engenharia de Fabricação, 14 a 17 de abril de 2009, Belo Horizonte MG 200 0,2 mm 0,8 mm t (min) 150 100 50 0 0 0,1 0,2 0,3 0,4 f (mm/rev) Figura 6. Dependência entre vida útil, VU, das pastilhas de CIC-1 e diferentes avanços, f, sob a mesma velocidade de corte 80 m/min, durante a usinagem do aço rápido VW-3. 200 0,4 mm/rev 0,8 mm/rev VU (min) 150 100 50 0 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 ap (mm) Figura 7. Dependência entre vida útil, VU, e profundidade de corte, ap, para a pastilha de CIC-3, durante a usinagem do aço rápido VW-3, sob velocidade de corte de 80 m/min e diferentes avanços. É interessante avaliar o comportamento das novas pastilhas através de um índice como intensidade do corte. Na Tabela (5) são apresentados os resultados dos cortes feitos pela usinagem com insertos CIC e rebolo de carborundum. Os resultados mostram que energeticamente o torneamento pelo compósito de cBN se mostra vantajoso. Tabela 5. Intensidade da retirada de metal durante o torneamento e retífica. Rugosidade Intensidade do corte Q, mm3/min Processo Rb, µm Torneamento com cBN Retífica, avanço 40 mm/rot Desbaste grosseiro 8000-16000 >2,5 15000-25000 Desbaste 3200-6400 0,63-2,5 10000-12000 Semi-acabamento 1200-2400 1,25-0,32 2000-3000 Acabamento 0,32-0,08 700-1300 500-1000 O desgaste da ferramenta de cBN durante a usinagem dos aços endurecidos ocorre, em geral, por conta da destruição mecânica das superfícies da face e do flanco. Sobre a intensidade do corte, influencia a velocidade de corte. Na utilização de baixas velocidades (de 4 a 20 m/min) se observa fragmentações e o macro lascamento do gume da V Congresso B rasile iro de Engenharia de Fabricação, 14 a 17 de abril de 2009, Belo Horizonte MG pastilha, formando os cavacos cisalhados. Nesta faixa de velocidades, na superfície de saída forma-se a aresta postiça de corte que provoca trincas e micro lascamento. Sob velocidades maiores que 20 m/min, a formação da aresta postiça de corte dimimui por causa da formação de cavacos em fita com alta temperatura. Na Figura (8) são apresentadas as formas de desgaste dos insertos de cBN. Os regimes aos quais as amostras foram submetidas foram os mesmos: Vc = 80 m/min, f = 0,04 mm/rot, ap = 0,2 mm. A amostra CIC-1, Fig. (8a), sinterizada com parâmetros cíclicos (6,5 GPa, 1600° C), tem seu excelente desempenho evidenciado pelo baixo desgaste. Já a Fig. (8b) evidencia o desgaste por abrasão para a amostra de CIC-2 sinterizada sob pressão e temperatura mais alta que a primeira (7,7 GPa, 1800° C). A Figura (8c) mostra o desgaste da pastilha CIC-3 sinterizada com mesmos parâmetros de CIC-2. a) b) c) Figura 8. Desgaste na aresta de corte da amostra. Iluminação lateral e aumento de 25x: a) CIC-3; b) CIC-2; c) CIC-1. Nas velocidades de corte no intervalo entre 30 e 120 m/min o desgaste é amissível devido à destruição abrasiva e microcisalhamento das partículas de cBN, em geral, em regiões de contorno de grão. A intensidade do desgaste diminui e a pastilha funciona de maneira estável, formando o cavaco contínuo em forma de fita fina ou espiral. No intervalo das velocidades 120 a 250 m/min, a intensidade do desgaste é aumentada, pois acelera-se o processo de adesão por causa das altas temperaturas no contato. Neste intervalo de velocidades e também com baixa profundidade de corte, a pastilha de cBN se desgasta tanto na superfície traseira quanto na superfície dianteira. Com o aumento da velocidade, a ferramenta perde a capacidade de corte depois de 2 a 3 min de trabalho. No torneamento de aços endurecidos, usando as pastilhas de cBN, podem ser indicadas três zonas: o período de adaptação, funcionamento estável e intensidade de desgaste aumentada. 4. CONCLUSÕES O presente estudo conduziu a resultados interessantes, dos quais podem-se destacar: - A tecnologia proposta para produção de novas pastilhas a partir de cBN apresentou vantagens tanto comparativamente com pastilhas comuns de metal duro quanto com marcas comerciais de cBN; - O aumento das propriedades mecânicas (densidade, resistência à compressão, tenacidade à fratura e resistência ao desgaste), na opinião dos autores, está ligado com as condições de formação da estrutura do compósito de cBN: aplicação cíclica de alta pressão e alta temperatura. O número de ciclos foi escolhido arbitrariamente e, por este motivo, é necessário prosseguir com os estudos; - Segundo a experiência adquirida com o trabalho pode ser recomendada a aplicação dos policristais de cBN para usinagem dos materiais ferrosos endurecidos, os quais estão listados na Tab. (5). Tabela 5. Regimes recomendados para torneamento com ferramentas equipadas com cBN. Velocidade de Avanço Profundidade Material de trabalho corte (m/min) (mm/rot) de corte (mm) Ferro fundido cinzento, 120-240 HB 300-990 0,05-3,0 0,03-0,6 Ferro de alta resistência, 160-330 HB 480-810 0,05-2,5 0,03-0,4 Ferro fundido branco, 400-600 HB 48-150 0,05-1,5 0,03-0,2 Aço liga endurecido, 45-48 HRC 60-180 0,05-2,5 0,03-0,3 Aço rápido endurecido, 58-68 HRC 60-120 0,02-1,2 0,03-0,2 Metal duro (WC+15%Co), 80-86 HRC 4,8-15 0,02-1,2 0,03-0,2 0,03-0,2 0,02-1,5 Recobrimento de Ni-Cr-B-Si sobre aço liga, 58-62 HRC 60-90 5. REFERÊNCIAS Barry, J., Akdogau, G., Smyth, P. et al, 2005, Application areas for pcBN materials. In: International Industrial Diamond Conference, Barcelona, Spain. Bobrovnitchii, G.S., Filgueira, M., Ramalho, A.M., Nunes, E.N., 2005, Os materiais superduros policristalinos para ferramentas de corte: uma análise do desenvolvimento de produção. In: 60° Congresso da ABM, Belo Horizonte, pp. 1-10. V Congresso B rasile iro de Engenharia de Fabricação, 14 a 17 de abril de 2009, Belo Horizonte MG Bozhko, S.A., Bezhenar, N.P., 1986, Sinterização de cBN com alumínio, Journal of superhard materials, n 5, pp. 14-17. Grzesik, W., 1999, Experimental investigation of the cutting temperature when turning with coated indexable inserts’. International Journal of Machining Tools and Manufacture, v 39, pp. 355-369. Klocke, F., Krieg, T., 1999, Coated tools for metal cutting – features and application. In: Annals of CIRP 42/8, pp. 515562. Kolchin, A.V., Veprintsev, V.M., Kljachko, L.I., Novgodorov, A.S., Zubkov, V.M., Verestshagin, L.F., Khvostantsev, L.G., Novikov, A.P., Janshin, S.I., 1972, Dispositif pour produire une haute pression, Patente n° 2122722, França. Li, L., Kim, H., Kang, E.S., 2002, Sintering and mechanical properties of titanium diboride with aluminum nitride as a sintering aid, Journal of the European Ceramic Society, v 22, pp. 973-977. Novikov, N.V., 2005, Ferramentas de materiais superduros, Machinostroenic, Moscou, pp. 555. Novikov, N.V., et al, 2005, Os materiais policristalinos a base de nitreto cúbico de boro. In: Coletânea de obras do ISM NAM Ucrânia, pp. 127-128. Novikov, N.V., Shulzhenko, A.A., 1991, Os materiais superduros policristalinos para ferramentas de corte, VII Internacionale Pulvermetallurgische Tagung DDR, Dresden: Institut für Festkorperphysik, pp. 49-60. Novikov, N.V., Shulzhenko, A.A., Bezhenar, M.P., Bozhko, S.A., 1998, O método da sinterização do material compósito a base de cBN, Patente da Ucrânia n 25281A Icl C04B35/5831. Okada, A., 1976, Cubic boron nitride today, Kikay Gindznits, v 24, n 13, pp. 41-46. Ormaniec, M., Gorczynska-Zawislan, W., Urbanovich, V.S., 2004, Cubic boron nitride – Ti/TiN composites: hardness and phase equilibrium as function of temperature, Journal of Alloys and Compounds, v 382, pp. 195-205. pcBN cutting tool products // www.megadiamond.com Pirkin, N.J., Robers, D.C., Wilson, W.J., 1980, Amborite – A remarkable new cutting material, Patente n° 1316045, Reino Unido, pp. 203-206. Polycrystalline cubic boron nitride (Amborite) // Element Six // www.e6.com Ramalho, A.M., Bobrovnitchii, G.S., Skury, A.L.D., Monteiro, S.N., 2007, Um processo de sinterização de materiais policristalinos e compósitos a base de materiais duros e superduros, Pedido de patente P10701534-8, Brasil. Sheng, Y., Lai-Ho-Yi, 1978, High pressure sintering of cBN. European Symposium of Powder Metallurgy, pp. 201211. Sumiboron pcBN Blanks // www.sumitomodiamond.com/boron.htm Wentorf, R.H., 1991, Cubic boron nitride: Synthesis and applications, New diamond science and technology. In: MRS International Conference Proceedings, pp. 1029-1037. 5 V CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 14 a 17 de abril de 2009 - Belo Horizonte - Minas Gerais - Brasil cBN INSERTS FOR QUENCHED STEEL MACHINING Guerold Bobrovnitchii, [email protected] Ana Lúcia Diegues Skury, [email protected] Marcello Filgueira, [email protected] Rômulo Crespo Tardim, [email protected] 1 Universidade Estadual do Norte Fluminense Darcy Ribeiro - UENF, Av. Alberto Lamego, 2000 - Campos dos Goytacazes – RJ, CEP 28013-600. Abstract. Tools with cBN inserts began to be used from the XX century on. Particularly, in Brazil, it’s application became more consistent since 2002, but a national production of that powerful material still does not exist. Since 2001 UENF started researching cBN synthesis and sintering, which has already produced some good results. An advance that was already established is a new technology that makes possible the obtainment of tools with raised useful life. Sintering occur under pressures from 6.5 to 7.7 GPa, and temperatures from 1660 to 1800° C, in a high pressure device where the cyclic operations occurred. The products were cylindrical inserts 4.0 mm height and 5.0 mm diameter. The machining tests were carried through cutting speed of 10-120 m/min, snatch of 0.04-0.6 mm/rot and cutting depth of 0.2 mm, making use of a quenched AISI 4140 bar with 55-57 HRC, and a VW-3 speed steel with 60-64 HRC. When compared with a commercial “Amborite” insert, the developed cBN insert showed a 22-25% longer useful life in a machining with no cooler. Keywords: high pressure, sintering, cubic boron nitride, inserts, machining
Baixar