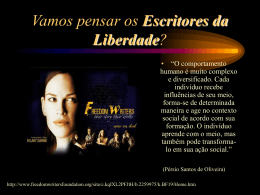
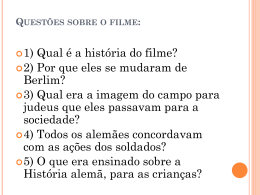
DETERMINAÇÃO DA RESISTÊNCIA DA ADESÃO DA CAMADA DE METALIZAÇÃO DE FILMES METALIZADOS – FASE 1 Fábio G. Teixeira 1*, Léa M. de Oliveira 2, Ildebrando A. Jesus Jr.3, Claire I. G. L. Sarantópoulos4 Centro de Pesquisa e Desenvolvimento de Embalagens – CETEA do ITAL – [email protected], 2 Centro de Pesquisa e Desenvolvimento de Embalagens – CETEA do ITAL – [email protected], 3 Universidade Estadual de Campinas – UNICAMP – [email protected], 4 Centro de Pesquisa e Desenvolvimento de Embalagens – CETEA do ITAL – [email protected] 1* Evaluation of metal adhesion resistance of metallized films – First step The use of metallized films for packaging is well spread in the food marketing because of its good barrier properties, that allows product preservation. Metallized films are used in combination with other substrates to form a multilayer package. The adhesion between these layers are determinant for maintain the package properties, such as barrier, mechanical resistance and good appearance thus affecting product quality and shelf life. This study aim the establishment of a procedure for evaluation of metal adhesion on polymeric substrates. It was proposed a new procedure for evaluation of adhesion resistance based on methods described on literature and on the study of some parameters that affect this measurement as: sealing parameters (composition of sealant film and sealing conditions), tensile angle and specimen position on equipment. New studies are necessary to investigate the effect of the kind of double adhesive tape and surface used to fix the specimen on the results. Introdução Filmes plásticos metalizados à base de polipropileno biorientado (BOPP) e de politereftalato de etileno (PET) são muito utilizados em embalagens para alimentos, pois reúnem boas propriedades mecânicas e de barreira a gases e umidade. Os filmes de PET e de BOPP são os substratos usuais para metalização, devido às suas propriedades superficiais e estabilidade dimensional. De acordo com REARDEN (2006), o BOPP e o PET representam 55 e 38%, respectivamente, do mercado de filmes metalizados. Estes filmes são excelentes opções para conferir propriedades de barreira a materiais laminados com espessura total reduzida, uma vez que permitem aliar as vantagens da orientação de filmes ao significativo efeito da melhoria de barreira conferido pelo revestimento por metalização, que também reduz a transmissão de luz do material. De acordo com MUELLER e WEISSER (2002), a metalização aumenta em 20 a 100 vezes as propriedades de barreira do material. Embalagens à base de filmes metalizados, com múltiplas camadas, são largamente utilizadas para o acondicionamento de produtos alimentícios como, por exemplo, leite em pó integral e desnatado, café torrado e moído, sopa desidratada, suco em pó, chocolates, balas, biscoitos e salgadinhos tipo snacks. Estruturas metalizadas são também utilizadas para algumas linhas de produtos institucionais destinados à merenda escolar nas escolas públicas do Estado de São Paulo. No Brasil, atualmente, mais de 90 empresas estão envolvidas na cadeia produtiva de filmes plásticos metalizados, ou seja, na conversão da embalagem final destinada ao acondicionamento do produto, fabricação de etiquetas e rótulos, metalização ou produção do substrato. Contudo, as propriedades de barreira, assim como a aparência e a integridade deste tipo de embalagem são comprometidas quando ocorre a delaminação da estrutura multicamada. A resistência à delaminação de um material de embalagem, ou seja, a força necessária para separar as camadas de uma estrutura, é função da capacidade de adesão das duas superfícies, um fenômeno interfacial. No caso das embalagens flexíveis metalizadas, a resistência à delaminação é definida por fatores como: grau de adesão (ancoragem) do metal ao substrato; tipo e quantidade de tratamentos superficiais aplicados aos substratos; tipo, gramatura, grau de cura do adesivo; migração de aditivos para a superfície do substrato, a exemplo de deslizante, dentre outros fatores. Alguns componentes do produto acondicionado também são agressivos ao material de embalagem, a exemplo de óleos e gorduras, ácidos e componentes do aroma de condimentos, de alguns alimentos e de produtos de higiene e limpeza, os quais permeiam a camada interna da embalagem, passando a atuar sobre o adesivo. Os esforços a que a embalagem é submetida durante transporte, distribuição e comercialização do produto também contribuem para a delaminação do material. A força de adesão da metalização também afeta o desempenho da termossoldagem e, consequentemente, o desempenho da embalagem, pois o calor aplicado nesta operação favorece a delaminação. Estudos têm demonstrado que o aumento da força de adesão da metalização ao substrato também contribui para a melhoria das propriedades de barreira ao oxigênio e ao vapor d’água do filme de PET metalizado (MOOSHEIMER; MELZER; LANGOWSKI, 2001; BICHLER et al., 1998). Conforme já comentado, um dos principais fatores que interferem na resistência à delaminação da estrutura é a força de adesão da camada de alumínio ao substrato polimérico. Esta força é função da polaridade da superfície a ser metalizada, da cristalinidade do substrato, da rugosidade interfacial, do tamanho do grão de alumínio e da espessura da camada de alumínio depositada. Desta forma é importante medir esta força de adesão. Sendo assim, este trabalho teve por objetivo levantar subsídios para o desenvolvimento de um método de ensaio para determinar a força de adesão da metalização com alumínio a um filme plástico, que possa ser validado a nível nacional. Experimental Dois métodos de ensaio para determinação da força de adesão de metais a um filme polimérico descritos na literatura internacional foram selecionados. A partir de então, elaborou-se um novo Anais do 9o Congresso Brasileiro de Polímeros método, com o qual foram avaliados os efeitos de algumas das condições de ensaio nos resultados finais, obtidos com filmes metalizados. Todos os ensaios foram realizados utilizando uma máquina universal de ensaios Instron, modelo 5500R e uma termosseladora Sentinel, operando com uma barra aquecida. O primeiro método utilizado como base do método proposto foi descrito pela Association of Industrial Metallizers, Coaters and Laminators – AIMCAL. Neste método, a face metalizada da amostra, na direção de fabricação, é termosselada a um filme padrão de EAA (copolímero de etileno e ácido acrílico) com 25 µm de espessura na condição de 105 ºC/15 psi/15 s, utilizando uma termosseladora com apenas um mordente plano aquecido. A força de adesão é medida a 90º (ângulo formado entre o filme metalizado e o filme de EAA), em uma máquina universal de ensaios, operando a 305 mm/min. Para evitar o alongamento do filme de EAA, uma fita adesiva padrão é aplicada sobre o mesmo (ASSOCIATION..., s.d.). O outro método base foi descrito por Bichler et al. (1998), que apenas especificou o uso do filme de EAA como selante, o condicionamento dos corpos-de-prova em ambiente a 23 °C e 50 % de umidade relativa pelo período de 5 horas, a velocidade de 50 mm/min de destacamento do filme selante da amostra de filme metalizado e o ângulo de 180 ° entre o filme metalizado e o EAA. Não foram encontradas na literatura referências quanto aos parâmetros de selagem dos filmes. Baseando-se nos dois métodos descritos, foi proposto um novo método: a fita adesiva foi fixada ao filme metalizado para evitar seu alongamento ou rasgamento. A termosselagem do filme metalizado com os diferentes filmes selantes foi feita em seladora com uma barra de 25,4 mm de largura aquecida. As condições de selagem foram fixadas em: 105 °C / 15 s / 20 psi. A velocidade do ensaio foi fixada em 305 mm/min. Nas Figuras 1 e 2 são apresentados o esquema da selagem dos corpos-de-prova e do seu posicionamento na máquina universal de ensaios, nos dois ângulos de medição da resistência da adesão da metalização a 180 ° e 90 °. Anais do 9o Congresso Brasileiro de Polímeros Figura 1 – Esquema da selagem das amostras. Figura 2 – Esquema do posicionamento da amostra na máquina de determinação da resistência da adesão da metalização a 180 ° e 90 °. Com o método proposto realizou-se alguns experimentos com um único tipo de BOPP metalizado com cerca de 20 µm de espessura, variando três fatores: 1. o tipo de filme selante – além do EAA foram avaliados o EBA (terpolímero de etileno, butil acrilato e anidrido maleico ) e um laminado de PET/EAA; 2. o ângulo de medição da resistência da adesão da metalização: 90 º e 180 º; 3. posicionamento dos filmes no equipamento de medição da resistência – filme metalizado na garra móvel e na garra fixa. Anais do 9o Congresso Brasileiro de Polímeros A fim de qualificar e poder estabelecer uma relação entre a resistência da adesão da metalização e o nível de destacamento de metal observado no ensaio, foi definido que seria necessário estabelecer uma escala qualitativa, indicativa do grau de destacamento do alumínio. Para tanto foram realizados alguns ensaios preliminares com corpos-de-prova termosselados nas condições descritas anteriormente e submetidos à medida da força de adesão nas diferentes condições expostas, a fim de otimizar uma escala passível de aplicação e que permitisse não somente uma avaliação comparativa do grau de destacamento, como também avaliar a ocorrência de apenas delaminação entre o filme metalizado e o filme selante. Resultados e Discussão A partir dos ensaios preliminares e de uma escala utilizada para avaliação do grau de adesão de tinta em filmes impressos (FINAT, 2005) foi estabelecida uma escala de cinco pontos para avaliação do grau de destacamento do metal do substrato plástico, a qual é apresentada na Tabela 1. Tabela 1 – Escala qualitativa do grau de destacamento da metalização. Nível de destacamento Grau de destacamento da metalização 1 0% 2 Menor que 10 % 3 Entre 10 % e 30 % 4 Entre 30 % e 60 % 5 Maior que 60 % Na Tabela 2 são apresentados os principais resultados de resistência da adesão e o grau de destacamento da metalização obtidos quando foram variados o filme selante (PET/EAA, EAA e EBA), o ângulo de medição da resistência da adesão da metalização (90 ° e 180 º) e o posicionamento dos filmes na máquina universal de ensaios. Tabela 2 – Resultados obtidos nos experimentos. Filme selante PET/EAA (14 µm/21 µm) PET/EAA (14 µm/21 µm) PET/EAA (14 µm/21 µm) EAA (25 µm) EAA (25 µm) EAA (25 µm) EBA (75 µm) EBA (75 µm) Filme na garra Ângulo móvel (superior) Força média (N/m) IV CV (%) Grau médio de destacamento do alumínio Metalizado 180 ° 271 211 – 317 14 4 PET/EAA 180 ° 102 93,3 – 109 5,0 5 PET/EAA 90 ° 124 90,4 – 163 21 5 Metalizado EAA EAA Metalizado EBA 180 ° 180 ° 90 ° 90 ° 180 ° 103 197 52,1 36,7 355 46,5 – 149 110 – 297 37,9 – 66,7 23,2 – 48,2 198 – 574 34 38 24 20 41 4 3 2 1 2 IV: Intervalo de variação = valor mínimo – valor máximo CV: Coeficiente de variação =(desvio padrão/média) x 100 Anais do 9o Congresso Brasileiro de Polímeros O filme selante de PET/EAA, independentemente do ângulo utilizado no ensaio de determinação da resistência (180 ° ou 90 °) e do posicionamento do filme metalizado na máquina universal de ensaios, apresentou os melhores graus de destacamento do alumínio do substrato (BOPP). Com este selante também foi observada menor variação na força de adesão entre as repetições. O filme selante de EAA também apresentou resultados relativamente satisfatórios, com um grau de destacamento variando, em média, entre 4 a 3 (maior que 10%, mas inferior a 60%). Para minimizar o alongamento do filme de EAA foi necessário aplicar no mesmo uma fita adesiva nos ensaios a 90 º e a 180 º (filme na garra móvel). Por fim, utilizando como filme selante o EBA, os resultados obtidos não foram satisfatórios. Além de grande variação entre as forças de adesão determinadas, o grau médio de destacamento do alumínio foi extremamente baixo (menor que 10% de destacamento), o que sugere que este selante na verdade não foi capaz de destacar o alumínio depositado no substrato. Neste caso, também foi necessário o uso de fita adesiva nas mesmas condições requeridas pelo EAA. Os ensaios realizados com as amostras sendo tracionadas em ângulo de 180 ° resultaram em valores superiores aos realizados a 90 °. Isto é um fator positivo, pois quanto maior a ordem de grandeza, mais facilmente pode-se detectar diferenças entre a metalização de filmes. Outra vantagem da realização do ensaio com o ângulo de 180 º é a maior facilidade em manter esta condição padrão durante todo o ensaio. Quando foi utilizado o ângulo de 90 º verificou-se que a porção de amostra termosselada não mantinha o ângulo constante durante o ensaio, o que afetava os resultados obtidos. Os valores de referência para o grau de adesão do alumínio a diferentes substratos plásticos encontrados na literatura são da ordem de 100 a 150 N/m, independente das condições do ensaio. Valores desta ordem de grandeza foram obtidos com a utilização dos filmes de PET/EAA e de EAA. Com estes filmes também foram obtidos bons graus de destacamento do alumínio. Conclusões Esta primeira fase do estudo demonstrou a influência de fatores como o filme selante utilizado e o posicionamento do corpo-de-prova durante o ensaio, na determinação da resistência da adesão do alumínio em filmes metalizados. A definição destes parâmetros é de grande importância para o estabelecimento de um método que permita a mensuração real da resistência da adesão do alumínio em um filme metalizado. Com os resultados obtidos foi possível definir os primeiros parâmetros Anais do 9o Congresso Brasileiro de Polímeros para o ensaio: ângulo de 180 º e a utilização de EAA como selante podendo ou não estar laminado ao PET. Definiu-se ainda que o filme metalizado deve ser fixado na garra móvel, assim não é necessária a aplicação de fita adesiva quando for utilizado como selante o EAA e, desta forma, elimina-se mais um fator que pode interferir nos resultados. Ensaios futuros serão focados no tipo de fita dupla face a ser utilizada no ensaio, tipo de superfície na qual esta fita será aplicada, definição de um único tipo de selante e avaliação da adequação da metodologia utilizando-se diferentes substratos metalizados. Agradecimentos Os autores agradecem à FAPESP e às empresas que forneceram alguns dos insumos e equipamentos necessários para este trabalho. Referências Bibliográficas AIMCAL - Association of Industrial Metallizers, Coaters and Laminators. Metallizing technical reference, AIMCAL, South Carolina, [s.d.]. ASTM International. D 1876-01: standard test method for peel resistance of adhesives, Philadelphia, 2001 3 p. C. Bichler; K. Mayer; H. C. Langowski, U. Moosheimer in Proceedings da 41st Annual Technical Conference, Philadelphia, 1998, p. 349–354. C. M. Rearden. Metallized papers and films: a new focus for global growth. Disponível em: <http://www.aimcal.org>. Acesso em: agosto/2006. FINAT. FINAT Technical handbook – test methods, FINAT, Hague, 2005. p. 95. K. Mueller; H. Weisser. Pack. Tech. and Science. 2002, 15, 29 – 36. U. Moosheimer; A. Melzer; H. C. Langowski in Proceedings da 44th Annual Technical Conference, Philadelphia, 2001, p. 458–463. Anais do 9o Congresso Brasileiro de Polímeros
Baixar