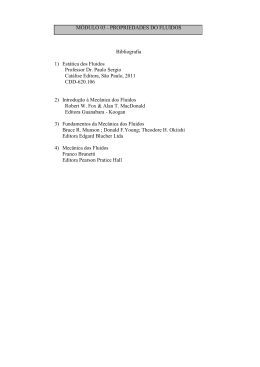
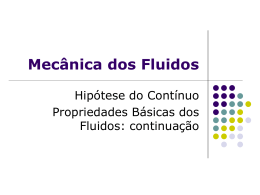
PRH-ANP 45 PROGRAMA MULTIDISCIPLINAR EM TECNOLOGIA DE PETRÓLEO, GÁS NATURAL E BIOCOMBUSTÍVEIS ESTUDO REOLÓGICO DE FLUIDOS DE PERFURAÇÃO EM DIFERENTES TEMPERATURAS Maurício Donato de Moura Júnior Orientadores: Luanda Gimeno Marques, D. Sc Manoel Marcelo do Prado, D. Sc ESTUDO REOLÓGICO DE FLUIDOS DE PERFURAÇÃO EM DIFERENTES TEMPERATURAS Maurício Donato de Moura Júnior Trabalho de Conclusão de Curso submetido ao Corpo Docente do Departamento de Engenharia Química (DEQ/UFS) e do Programa de Recursos Humanos da ANP na Universidade Federal de Sergipe (PRH/ANP/UFS), como parte dos requisitos necessários à obtenção do grau de Engenheiro Químico com Especialização em Ciência e Tecnologia de Petróleo, Gás Natural e Biocombustíveis Sustentabilidade Ambiental. Examinado em 29/11/2012. Examinado por: _________________________________________ Luanda Gimeno Marques (D. Sc., Engenharia Química – DEQ/CCET/UFS) (Orientador) _________________________________________ Edilson de Jesus Santos (D. Sc., Engenharia Química – DEQ/CCET/UFS) _________________________________________ Gisélia Cardoso (D. Sc., Engenharia Química – DEQ/CCET/UFS) com AGRADECIMENTOS Agradeço primeiramente a Deus, por proporcionar tantas oportunidades nesses últimos cinco anos da minha vida e me mostrar que eu sou bem mais capaz do que pensava ser. Agradeço à minha mãe, Jeane Moreira, pelo apoio e imensurável esforço em proporcionar o máximo conforto e praticidade dos quais usufruí longe de casa nesse período de graduação. À Maria de Lara, por proporcionar um prazeroso primeiro contato com o mundo científico. Ao meu orientador da iniciação científica, Manoel Marcelo, pela paciência, sugestões e conselhos amigos. À minha orientadora dos últimos dois anos, Luanda Gimeno, que me ensinou que perseverança de nada adianta sem respeito, através de suas atitudes como exemplos. Agradeço ainda a mesma pela extrema preocupação e zelo com os quais sempre me tratou nesse período, mesmo quando enfrentando problemas que facilmente desviariam a atenção de outros docentes. Aos meus amigos, Gustavo Marques, Joice Teixeira, Siomara Campos, Eric Oliveira, Landson Marques, Diego Roberto Semianimis e Jéssica Moreira, e em especial a Raul Silveira pela preocupação e motivação na realização desse trabalho. Aos meus amigos de classe, Jacqueline Oliveira, Fillipe Reis, Bianca Silveira, Ariane Sampaio, Thiago Lavres, Zoraima Oliveira, Cléverton Alves e Marina Fontes, entre outros, pelo interesse e compartilhamento de dificuldades durante este período. Ao docente Jailton Marques pela constante atenção na disponibilização de espaço físico e materiais para este trabalho. À docente Gisélia Cardoso por gentilmente ceder o reômetro. Aos alunos Evandro, Marcos e, em especial, Douglas Costa, pela atenção e grande ajuda na realização dos experimentos. Agradeço também à ANP pela bolsa concedida e pela apoio financeiro via taxa de bancada. Por fim, agradeço novamente, além do apoio e esforço de toda a minha família, aos meus pais, aos docentes e amigos Manoel Marcelo e Luanda Gimeno e à Zoraima Oliveira, Raul Silveira, Marcelo Rossi, Vinícius Morais e Bianca Silveira pelas palavras de apoio e preocupação proferidas após o evento traumático acontecido nesse período, sem as quais eu provavelmente não teria levado adiante esse trabalho. RESUMO Durante a perfuração de poços de petróleo são empregados fluidos de perfuração, cujas principais finalidades são a manutenção do equilíbrio das pressões das formações e dos poços e o carreamento dos cascalhos formados, entre outros. Um dos principais fatores que afetam estas funções é o comportamento reológico, o qual pode sofrer alterações ao longo da região do pré-sal devido aos altos gradientes térmicos presentes. Dentro desse contexto, avaliou-se nesse trabalho o efeito térmico no comportamento reológico de fluidos de perfuração. Foram definidos quatro fluidos contendo um polímero, goma xantana (GX) ou carboximetilcelulose (CMC), em duas concentrações cada, e argila bentonita (BT). Foram empregadas taxas de deformação de 0,01 a 0,47 s-1 para os fluidos contendo CMC e 0,94 a 1,40 s-1 para os contendo GX. Para um dos fluidos contendo CMC, efetuou-se experimentos transientes na taxa de deformação de 0,29 s-1. Foram feitas análises dos reogramas, dos modelos e parâmetros reológicos, das curvas de viscosidade e do efeito da temperatura na viscosidade aparente dos fluidos. Foi possível observar a presença de histerese em grande parte dos reogramas e a influência do tempo no comportamento reológico. Os fluidos contendo CMC foram bem ajustados aos modelos de Herschel-Bulkley, Carreau e Ellis e os fluidos contendo GX aos modelos de potência, Bingham e Carreau. Os parâmetros reológicos sofreram influência da temperatura e do sentido de aplicação da rotação do reômetro, além da concentração do polímero em cada formulação. As curvas de viscosidade indicaram comportamento similar à dos fluidos pseudoplásticos e a viscosidade aparente sofreu influência da temperatura e da concentração do polímero presente nos fluidos. Palavras Chave: fluidos de perfuração, comportamento reológico, temperatura ABSTRACT In the oil drilling well operation, drilling fluids are used in order to maintain the pressure balance between the rocks and the well and to up drive the gravels, among others. One of the major factors that affect its effectiveness is the rheological behavior, which can suffer changes throughout the pre-sal zone due to the high temperature gradient in that area. In this context, the aim of this work was to study the temperature effect on the rheological behavior of drilling fluids. Four fluid formulations were defined containing one polymer, xanthan gun (GX) or carboxymethy cellulose (CMC), in two concentrations each, and bentonite clay (BT). Shear rates of 0,01 to 0,47 s-1 were applied on the CMC fluids and of 0,94 to 1,40 s-1 on the GX fluids. Transient experiments were also made to one of the GX fluids, at 0,29 s-1. The rheograms, rheological models and parameters, viscosity curves and the temperature effect on the apparent viscosity of the fluids were analyzed. It was possible to notice a hysteresis in most of the rheograms and the time influence on the rheological behavior. The CMC fluids were fitted to the Hershel-Bulkley, Carreau and Ellis models and the GX fluids to the power law, Bingham and Carreau models. The rheological parameters fitted varied according to the temperature and the rotation way in the rheometer, besides the polymer concentration in each formulation. The viscosity curves showed a shear thinning like behavior and the apparent viscosity varied with the temperature and the polymer concentration in each fluid. Key words: drilling fluids, rheological behavior, temperature LISTA DE TABELAS Tabela 2.1 - Números de Reynolds críticos empregados na indústria de petróleo....27 Tabela 2.2 - Principais aditivos utilizados nos fluidos de perfuração, sua função e ação............................................................................................................................29 Tabela 2.3 - Modelos empíricos correlacionando viscosidade cinemática com temperatura................................................................................................................43 Tabela 3.1 - Composição relativa de formulação de fluido (% p/v)............................72 Tabela 4.1 - Modelos reológicos representativos para a formulação 1......................98 Tabela 4.2 - Modelos reológicos representativos para a formulação 2......................98 Tabela 4.3 - Parâmetros do ajuste da Equação 15 para a formulação 1 no sentido ascendente...............................................................................................................113 Tabela 4.4 - Parâmetros do ajuste da Equação 15 para a formulação 1 no sentido descendente.............................................................................................................114 Tabela 4.5 - Parâmetros do ajuste da Equação 15 para a formulação 2 no sentido ascendente...............................................................................................................114 Tabela 4.6 - Parâmetros do ajuste da Equação 15 para a formulação 2 no sentido descendente.............................................................................................................115 Tabela 4.7 - Parâmetros do ajuste do modelo de Andrade da Equação 6 para a formulação 1 no sentido ascendente........................................................................119 Tabela 4.8 - Parâmetros do ajuste do modelo de Andrade da Equação 6 para a formulação 1 no sentido descendente......................................................................119 Tabela 4.9 - Parâmetros do ajuste do modelo de Andrade da Equação 6 para a formulação 2 no sentido ascendente........................................................................120 Tabela 4.10 - Parâmetros do ajuste do modelo de Andrade da Equação 6 para a formulação 2 no sentido descendente......................................................................120 Tabela 4.11 - Parâmetros do ajuste do modelo de Andrade da Equação 7 para a formulação 2 no sentido ascendente........................................................................121 Tabela 4.12 - Parâmetros do ajuste do modelo de Andrade da Equação 7 para a formulação 2 no sentido descendente......................................................................121 Tabela 4.13 - Modelos reológicos representativos para a formulação 3..................134 Tabela 4.14 - Modelos reológicos representativos para a formulação 4..................135 Tabela 4.15 - Constante de tempo em diferentes temperaturas para as formulações 3 e 4..........................................................................................................................139 Tabela 4.16 - Viscosidade aparente a baixas taxas de deformação em diferentes temperaturas para as formulações 3 e 4..................................................................139 Tabela 4.17 - Parâmetro adimensional em diferentes temperaturas para as formulações 3 e 4.....................................................................................................140 Tabela 4.18 - Parâmetros da Equação 15 para a formulação 3 no sentido ascendente...............................................................................................................144 Tabela 4.19 - Parâmetros da Equação 15 para a formulação 3 no sentido descendente.............................................................................................................145 Tabela 4.20 - Parâmetros da Equação 15 para a formulação 4 no sentido ascendente...............................................................................................................145 Tabela 4.21 - Parâmetros da Equação 15 para a formulação 4 no sentido descendente.............................................................................................................146 Tabela 4.22 - Parâmetros do ajuste do modelo de Andrade da Equação 6 para a formulação 3 no sentido ascendente........................................................................150 Tabela 4.23 - Parâmetros do ajuste do modelo de Andrade da Equação 6 para a formulação 3 no sentido descendente......................................................................150 Tabela 4.24 - Parâmetros do ajuste do modelo de Andrade da Equação 6 para a formulação 4 no sentido ascendente........................................................................151 Tabela 4.25 - Parâmetros do ajuste do modelo de Andrade da Equação 6 para a formulação 4 no sentido descendente......................................................................151 LISTA DE FIGURAS Figura 2.1 - Plataforma de petróleo............................................................................22 Figura 2.2 - Ilustração da camada pré-sal e rochas reservatório..............................23 Figura 2.3 - Distribuição de velocidades de um fluido entre duas placas paralelas...41 Figura 2.4 - Ilustração de reogramas de diferentes tipos de fluidos..........................45 Figura 2.5 - Classificação a partir do comportamento reológico de fluidos viscosos......................................................................................................................46 Figura 2.6 - Curva de fluxo típica de fluidos pseudoplásticos....................................49 Figura 2.7 - Curvas de fluxo ascendente (I) e descendente (II) devido a histerese...57 Figura 2.8 - Diagrama esquemático de um reômetro de cilindro concêntrico............61 Figura 2.9 - Representação esquemática da folha de silicato tetraédica...................62 Figura 2.10 - Molécula de carboximetilcelulose.........................................................66 Figura 2.11 - Configurações de uma molécula polimérica adsorvida à partícula de argila...........................................................................................................................67 Figura 2.12 - Estrutura molecular da goma xantana..................................................69 Figura 3.1 - Solução polimérica com formação de aglomerados I) polímero CMC; II) polímero CMC e argila BT..........................................................................................73 Figura 3.2 - Fotografia do processador ultrassônico.................................................74 Figura 3.3 - Solução de polímero CMC com bolhas...................................................75 Figura 3.4 - Fotografia do reômetro empregado nos experimentos...........................76 Figura 4.1 - Tensão de cisalhamento em função da taxa de deformação à 30°C para a formulação 1............................................................................................................80 Figura 4.2 - Tensão de cisalhamento em função da taxa de deformação à 40°C para a formulação 1............................................................................................................81 Figura 4.3 - Tensão de cisalhamento em função da taxa de deformação à 50°C para a formulação 1............................................................................................................82 Figura 4.4 - Tensão de cisalhamento em função da taxa de deformação à 60°C para a formulação 1............................................................................................................82 Figura 4.5 - Tensão de cisalhamento em função da taxa de deformação à 70°C para a formulação 1............................................................................................................83 Figura 4.6 - Tensão de cisalhamento em função da taxa de deformação à 80°C para a formulação 1............................................................................................................84 Figura 4.7 - Tensão de cisalhamento em função da taxa de deformação à 90°C para a formulação 1............................................................................................................85 Figura 4.8 - Viscosidade aparente e tensão de cisalhamento em função do tempo à 30°C para a formulação 2..........................................................................................86 Figura 4.9 - Tensão de cisalhamento em função da taxa de deformação à 30°C para a formulação 2............................................................................................................87 Figura 4.10 - Viscosidade aparente e tensão de cisalhamento em função do tempo à 40°C para a formulação 2..........................................................................................88 Figura 4.11 - Tensão de cisalhamento em função da taxa de deformação à 40°C para a formulação 2....................................................................................................88 Figura 4.12 - Viscosidade aparente e tensão de cisalhamento em função do tempo à 50°C para a formulação 2..........................................................................................89 Figura 4.13 - Tensão de cisalhamento em função da taxa de deformação à 50°C para a formulação 2....................................................................................................91 Figura 4.14 - Viscosidade aparente e tensão de cisalhamento em função do tempo à 60°C para a formulação 2..........................................................................................91 Figura 4.15 - Tensão de cisalhamento em função da taxa de deformação à 60°C para a formulação 2....................................................................................................92 Figura 4.16 - Viscosidade aparente e tensão de cisalhamento em função do tempo à 70°C para a formulação 2..........................................................................................93 Figura 4.17 - Tensão de cisalhamento em função da taxa de deformação à 70°C para a formulação 2....................................................................................................93 Figura 4.18 - Viscosidade aparente e tensão de cisalhamento em função do tempo à 80°C para a formulação 2..........................................................................................94 Figura 4.19 - Tensão de cisalhamento em função da taxa de deformação à 80°C para a formulação 2....................................................................................................95 Figura 4.20 - Viscosidade aparente e tensão de cisalhamento em função do tempo à 90°C para a formulação 2..........................................................................................95 Figura 4.21 - Tensão de cisalhamento em função da taxa de deformação à 90°C para a formulação 2....................................................................................................96 Figura 4.22 - Tensão crítica de escoamento em função da temperatura para as formulações 1 e 2.....................................................................................................100 Figura 4.23 - Índice de consistência em função da temperatura para as formulações 1 e 2..........................................................................................................................101 Figura 4.24 - Índice de comportamento em função da temperatura para as formulações 1 e 2.....................................................................................................102 Figura 4.25 - Constante de tempo em função da temperatura para as formulações 1 e 2.............................................................................................................................104 Figura 4.26 - Viscosidade aparente a baixas taxas de deformação em função da temperatura para as formulações 1 e 2....................................................................105 Figura 4.27 - Parâmetro adimensional em função da temperatura para as formulações 1 e 2.....................................................................................................106 Figura 4.28 - Viscosidade aparente em função da taxa de deformação à 30°C para as formulações 1 e 2................................................................................................108 Figura 4.29 - Viscosidade aparente em função da taxa de deformação à 40°C para as formulações 1 e 2................................................................................................109 Figura 4.30 - Viscosidade aparente em função da taxa de deformação à 50°C para as formulações 1 e 2................................................................................................110 Figura 4.31 - Viscosidade aparente em função da taxa de deformação para as formulações 1 e 2: (a) 60°C; (b) 70°C; (c) 80°C; (d) 90°C.......................................112 Figura 4.32 - Viscosidade aparente em função da temperatura para as formulações 1 e 2: (a) 0,01 s-1; (b) 0,10 s-1; (c) 0,20 s-1; (d) 0,29 s-1; (e) 0,38 s-1; (f) 0,47 s-1 .........116 Figura 4.33 - Tensão de cisalhamento em função da taxa de deformação à 30°C para a formulação 3..................................................................................................122 Figura 4.34 - Tensão de cisalhamento em função da taxa de deformação à 40°C para a formulação 3..................................................................................................124 Figura 4.35 - Tensão de cisalhamento em função da taxa de deformação à 50°C para a formulação 3..................................................................................................125 Figura 4.36 - Tensão de cisalhamento em função da taxa de deformação à 60°C para a formulação 3..................................................................................................125 Figura 4.37 - Tensão de cisalhamento em função da taxa de deformação à 70°C para a formulação 3..................................................................................................126 Figura 4.38 - Tensão de cisalhamento em função da taxa de deformação à 80°C para a formulação 3..................................................................................................126 Figura 4.39 - Tensão de cisalhamento em função da taxa de deformação à 90°C para a formulação 3..................................................................................................127 Figura 4.40 - Tensão de cisalhamento em função da taxa de deformação à 30°C para a formulação 4..................................................................................................128 Figura 4.41 - Tensão de cisalhamento em função da taxa de deformação à 40°C para a formulação 4..................................................................................................129 Figura 4.42 - Tensão de cisalhamento em função da taxa de deformação à 50°C para a formulação 4..................................................................................................130 Figura 4.43 - Tensão de cisalhamento em função da taxa de deformação à 60°C para a formulação 4..................................................................................................130 Figura 4.44 - Tensão de cisalhamento em função da taxa de deformação à 70°C para a formulação 4..................................................................................................131 Figura 4.45 - Tensão de cisalhamento em função da taxa de deformação à 80°C para a formulação 4..................................................................................................132 Figura 4.46 - Tensão de cisalhamento em função da taxa de deformação à 90°C para a formulação 4..................................................................................................133 Figura 4.47 - Índice de comportamento em função da temperatura para as formulações 3 e 4.....................................................................................................136 Figura 4.48 - Índice de consistência em função da temperatura para as formulações 3 e 4..........................................................................................................................137 Figura 4.49 - Viscosidade aparente em função da taxa de deformação à 30°C para as formulações 3 e 4................................................................................................141 Figura 4.50 - Viscosidade aparente em função da taxa de deformação para as formulações 3 e 4: (a) 40°C; (b) 50°C; (c) 60°C; (d) 70°C; (e) 80°C; (f) 90°C.........................................................................................................................143 Figura 4.51 - Viscosidade aparente em função da temperatura para as formulações 3 e 4: (a) 0,94 s-1; (b) 1,03 s-1; (c) 1,13 s-1; (d) 1,22 s-1; (e) 1,31 s-1; (f) 1,47 s1 ................................................................................................................................147 NOMENCLATURA Lista de Símbolos concentração energia de ativação (J/gmol) valor da grandeza força (N) distância entre dois pontos (m) constante universal dos gases (J/gmol K) resíduos área (m²) velocidade (m/s) Lista de Letras Gregas deformação (-) viscosidade dinâmica (Pa.s) viscosidade cinemática (m²/s) massa específica (kg/m³) tensão cisalhante (Pa) Lista de Subíndices aparente calculado pelo modelo experimental índice de consistência a baixas taxas de deformação a altas taxas de deformação Parâmetros de Ajustes constante empírica dos modelos de Andrade constante empírica do modelo de Robertson-Stiff constante empírica dos modelos de Andrade constante empírica do modelo de Robertson-Stiff constante empírica dos modelos de Andrade constante empírica dos modelos de Andrade índice de consistência (Pa.sn) constante de ajuste da Equação 15 constante de ajuste da Equação 19 (Pa.sn) parâmetro de ajuste da Equação 20 (Pa.sn(kg/m³)-α’) parâmetro de ajuste da Equação 21 (Pa.sn) índice de comportamento (-) constante de ajuste da Equação 15 parâmetro adimensional do modelo de Carreau (-) parâmetro de ajuste da Equação 20 (-) parâmetro de ruptura das ligações do modelo de Cross (1/s)3/2 parâmetro de ajuste da Equação 10 (-) medida do comportamento pseudoplástico relativa ao modelo de Ellis (-) parâmetro de ajuste da Equação 11 (m³/kg) parâmetro de ajuste da Equação 21 (m³/kg) parâmetro de correção do modelo de Robertson-Stiff constante de tempo do modelo de Carreau (s) parâmetro de ajuste da Equação 10 (Pa.s(kg/m³)-αc) parâmetro de ajuste da Equação 11 (Pa.s) viscosidade plástica (Pa.s) parâmetro de ajuste da Equação 5 (Pa.s) tensão de cisalhamento do modelo de Ellis (Pa) tensão crítica de escoamento (Pa) SUMÁRIO 1- Introdução..............................................................................................................18 2 - Revisão Bibliográfica.............................................................................................20 2.1 - Exploração de Petróleo...........................................................................20 2.2 - Camada Pré-sal.......................................................................................22 2.3 - Fluidos de Perfuração..............................................................................24 2.3.1 - Principais Funções.....................................................................24 2.3.2 – Propriedades.............................................................................25 2.3.3 - Impactos Reológicos..................................................................31 2.3.4 – Classificação.............................................................................32 2.3.4.1 - Fluidos à base de água................................................32 2.3.4.2 - Fluidos à base de óleo.................................................36 2.3.4.3 - Fluidos à base de ar.....................................................37 2.3.4.4 – Fluidos à base de espuma..........................................38 2.3.4.5 - Fluidos de base sintética..............................................39 2.4 – Reologia..................................................................................................40 2.4.1 - Lei de Newton da Viscosidade...................................................40 2.4.2 – Viscosidade...............................................................................42 2.4.3 - Modelos Reológicos...................................................................44 2.4.3.1 - Fluidos Newtonianos....................................................46 2.4.3.2 - Fluidos não Newtonianos.............................................47 2.4.3.2.1 - Fluidos Pseudoplásticos.................................48 2.4.3.2.2 - Fluidos Dilatantes...........................................51 2.4.3.2.3 - Fluidos Plásticos de Bingham.........................53 2.4.3.2.4 – Fluidos Viscoplásticos....................................54 2.4.3.2.5 – Fluidos Tixotrópicos.......................................56 2.4.3.2.6 – Fluidos Reopéticos........................................59 2.4.4 – Reometria..................................................................................60 2.4.4.1 – Reômetro de Cilindro Concêntrico..............................60 2.5 – Aditivos...................................................................................................61 2.5.1 – Bentonita...................................................................................61 2.5.2 – Carboximetilcelulose.................................................................65 2.5.3 – Goma Xantana..........................................................................68 3 – Materiais e Métodos.............................................................................................72 3.1 – Materiais.................................................................................................72 3.2 – Preparo dos Fluidos................................................................................73 3.3 – Ensaios Reológicos................................................................................75 3.4 – Ajustes de modelos.................................................................................78 4 – Resultados e Discussões.....................................................................................79 4.1 – Formulações contendo CMC..................................................................79 4.1.1 – Reogramas................................................................................79 4.1.2 – Modelos Reológicos..................................................................97 4.1.2.1 – Modelo de Herschel-Buckley.......................................99 4.1.2.2 – Modelo de Carreau....................................................103 4.1.2.3 – Modelo de Ellis..........................................................107 4.1.3 – Curvas de viscosidade............................................................107 4.1.4 – Análise térmica da viscosidade...............................................115 4.2 – Formulações contendo GX...................................................................122 4.2.1 – Reogramas..............................................................................122 4.2.2 – Modelos Reológicos................................................................134 4.2.2.1 – Modelo da potência...................................................135 4.2.2.2 – Modelo de Bingham...................................................137 4.2.2.3 – Modelo de Carreau....................................................138 4.2.3 – Curvas de Viscosidade...........................................................141 4.2.4 – Análise térmica da viscosidade...............................................147 5 - Conclusões..........................................................................................................153 6 - Sugestões para trabalhos futuros.......................................................................154 7 – Referências Bibliográficas..................................................................................155 18 1. INTRODUÇÃO Durante a perfuração de poços de petróleo, usa-se fluidos de perfuração, cuja composição química induz a comportamentos físico-químicos desejados para permitir um equilíbrio entre as pressões das formações e a pressão dentro dos poços. Esse equilíbrio é fundamental, impedindo que o fluido de perfuração invada a formação de petróleo danificando a capacidade produtiva do poço, bem como impedindo que o reservatório de petróleo possa produzir de forma descontrolada para dentro do poço e cause o chamado kick de óleo ou gás (SILVA NETO, 2002). O American Petroleum Institute – API define fluido de perfuração como um fluido de circulação usado em perfurações rotativas para desempenhar as funções requeridas durante a operação de perfuração. A partir desta definição, é impossível a perfuração rotativa sem um fluido de circulação, o que o torna um dos elementos mais importantes na operação de perfuração (LUMMUS & AZAR, 1986 apud AMORIM, 2003). Esses fluidos representam boa parte dos investimentos de uma perfuração de petróleo. Bloys et al. (1994) apud Dolz et al. (2007) afirmam que um fluido bem formulado pode reduzir o custo total de perfuração de 5 a 15%. Khodja (2010) reporta os custos relacionados como cerca de 15 a 18% do capital total investido. Os fluidos de perfuração são o resultado da mistura de vários componentes: sólidos, líquidos e, algumas vezes, até gasosos. Segundo Thomas et al. (2001), do ponto de vista químico, eles podem assumir aspectos de suspensão, dispersão coloidal ou emulsão, dependo do estado físico de seus componentes. Os fatores que levam a sua escolha são econômicos, ambientais e técnicos. De acordo com Silva Neto (2002), a escolha da fase líquida de um fluido depende, principalmente, da inibição requerida para a formação a ser perfurada. A capacidade de inibição de uma fase fluida é a quantidade do fluido que pode reduzir, ou prevenir, o inchamento de sólidos ativos. Os fluidos de perfuração exercem várias funções, e sua composição é definida com base nas mais importantes a depender do local da perfuração. Sendo assim, não há uma formulação universal. Os trabalhos publicados nos últimos anos apontam alguns problemas passíveis de acontecer durante seu emprego. Um desses principais problemas está relacionado com seu comportamento reológico. 19 Este, quando decorrente de uma má estratégia de formulação, pode provocar erosão nas paredes do poço e exigir maior potência das bombas para sua circulação, aumentando a diferença de pressão hidrostática entre o fluido de perfuração e as formações geológicas, e propiciando o alcance da pressão de fratura das rochas (AMORIM, 2003). Dehghanpour (2011) ressalta ainda a redução de permeabilidade do reservatório devido à erosão. Conforme relatado por Petrobras (2012a), o pré-sal se situa em regiões de alta profundidade, as quais podem atingir altas temperaturas, condições essas que propiciam mudanças nas propriedades reológicas e de filtração dos fluidos de perfuração em diferentes pontos da linha de escoamento. Uma vez que o comportamento reológico exibido apresenta altos impactos técnicos, como o possível acúmulo de cascalhos e entupimento do poço, econômicos, como a necessidade de reposição de peças e readequação do fluido, e ambientais, como interferências no processo de formação de reboco, na perfuração, seu estudo possibilita uma importante contribuição para o desenvolvimento de estratégias de melhores formulações de fluidos. Assim, o objetivo geral desse trabalho é estudar o comportamento reológico de quatro formulações de fluidos de perfuração em diferentes temperaturas. Como objetivos específicos, tem-se: Obtenção dos reogramas com análise de histerese; Análise da relação entre histerese e influência do tempo no comportamento reológico; Ajuste de modelos reológicos clássicos; Obtenção das curvas de viscosidade; Análise térmica da variação da viscosidade aparente. 20 2. REVISÃO BIBLIOGRÁFICA Este capítulo apresenta uma amostra significativa das principais informações disponíveis na literatura acerca dos temas que apresentam relação com este trabalho. 2.1 – Exploração de Petróleo A utilização do petróleo nas atividades humanas data de muito tempo, desde a antiga Babilônia, com o uso de asfalto para fixar tijolos, passando pelos egípcios na pavimentação de estradas e embalsamento de mortos e chegando às civilizações pré-colombianas para decorar e impermeabilizar potes de cerâmica (SOUZA & LIMA, 2002). Logo após a descoberta do Cel. Drake de um poço de apenas 21 metros de profundidade perfurado com um sistema de percussão movido a vapor na Pensilvânia, em 1859, descobriu-se que a destilação deste hidrocarboneto resultava em produtos que substituíam, com grande margem de lucro, o querosene obtido a partir do carvão e o óleo de baleia, que eram largamente utilizados para iluminação. Esses fatos marcaram o início da era do petróleo que se intensificou mais ainda com a invenção dos motores a gasolina e a diesel, derivados até então desprezados (SOUZA & LIMA, 2002). Em 1900, no Texas, o americano Anthony Lucas encontrou óleo a uma profundidade de 354 metros. A melhoria dos projetos e da qualidade do aço, novos projetos de brocas e novas técnicas de perfuração possibilitaram a perfuração de poços com mais de 10.000 metros de profundidade (SOUZA & LIMA, 2002). A história do petróleo no Brasil começou em 1858, quando o Marquês de Olinda assinou o Decreto n° 2.266 concedendo a José Barros Pimentel o direito de extrair mineral betuminoso para fabricação de querosene, na então província da Bahia. O primeiro poço brasileiro com o objetivo de encontrar petróleo foi perfurado somente em 1897, por Eugênio Ferreira Camargo, no estado de São Paulo. Esse poço atingiu a profundidade de 488 metros e produziu 0,5 m³ de óleo (SOUZA & LIMA, 2002). 21 Na forma como hoje está estruturada, a indústria do petróleo abrange várias áreas, merecendo destaque as seguintes, de acordo com Souza (2001): Exploração: Ponto de partida na busca do petróleo, onde se realizam estudos preliminares na localização de jazidas. Nesta fase, faz-se necessário uma análise detalhada do solo e subsolo, mediante conhecimentos de geologia e geofísica. Perfuração: Ocorre em locais previamente determinados pelas pesquisas geológicas e geofísicas. É feita, inicialmente, a perfuração de um poço pioneiro e, uma vez comprovada a presença de óleo e a viabilidade econômica de se produzir na região, faz-se a perfuração de outros poços, dando origem ao campo de petróleo. Produção: Nesta fase, o óleo é impulsionado à superfície através da pressão interna dos gases do reservatório ou do bombeamento mecânico. A produção pode ser realizada em terra (onshore) ou no mar (offshore). Refino: O petróleo por si só não apresenta uma alta aplicabilidade, necessitando ser devidamente separado das impurezas e fracionado, de modo a serem obtidas as matérias primas da indústria petroquímica. Ao conjunto de operações de separação e purificação do petróleo, chama-se refino. Transporte: O transporte é feito por meio de oleodutos, gaseodutos, navios petroleiros e terminais marítimos. Os oleodutos transportam óleo e os gasodutos gás por meio de dutos subterrâneos. Navios petroleiros transportam gases, petróleo, derivados e produtos químicos, enquanto os terminais marítimos são instalados em zonas portuárias para a transferência de cargas dos navios. De 1985 até os dias de hoje, tem ocorrido uma acelerada busca pelas riquezas petrolíferas situadas em águas profundas (lâminas d’água superiores a 600 m a partir do nível do mar) e ultraprofundas (lâminas d’água superiores a 2000 m a partir do nível do mar) dos taludes e sopés das margens continentais de determinadas regiões do planeta. Esta corrida, motivada pelos contínuos aumentos no preço do petróleo, pelo decréscimo das reservas e produções de petróleo dos países industrializados e economicamente emergentes (EUA, Canadá, Reino Unido, França, Itália, Brasil), e pela instabilidade política das principais regiões 22 exportadoras, trouxe consigo um desenvolvimento tecnológico sem paralelo na indústria (MILANI et al., 2001). A Figura 2.1 ilustra uma plataforma de petróleo. Figura 2.1 - Plataforma de petróleo (Fonte: http://obviousmag.org/archives/2007/12/o_mundo_maravil.html). 2.2 – Camada Pré-Sal Segundo Ellwanger & Medeiros (2009), há cerca de 200 milhões de anos houve a divisão do continente Pangeia em Laurásia e Gondwana. Esta última por sua vez dividiu-se a, aproximadamente, 140 milhões de anos, formando os atuais continentes da África e América do Sul. De início, surgiram vários mares rasos e áreas semi pantanosas, algumas de algas salgadas e salobras do tipo mangue, onde proliferaram fitoplâncton e zooplâncton. A contínua deposição desses microorganismos no leito marinho na forma de sedimentos, em conjunto com a deposição de sal e areia, formou camadas de rochas impregnadas de matéria orgânica, que deram origem às rochas geradoras. A partir delas, o petróleo migrou para cima e ficou aprisionado nas rochas reservatórios. Ao longo de milhões de anos e sucessivas Eras Glaciais, ocorreram grandes oscilações nos níveis dos oceanos, havendo a deposição de grandes quantidades de sal que formaram grandes camadas de sedimento salino, acumulado pela evaporação da água nesses mares 23 rasos. Estas camadas de sal foram submersas pelo oceano e por novas camadas de sedimentos com o derretimento do gelo das calotas polares nos períodos inter Glaciais. De acordo com Petrobras (2012b) o termo pré-sal refere-se a um conjunto de rochas localizadas nas porções marinhas situadas sob um intervalo de uma extensa camada de sal, que em certas áreas da costa atinge espessuras de até 2.000 m. Ao longo do tempo, essas rochas foram sendo depositadas antes da camada de sal. A profundidade total dessas rochas, que é a distância entre a superfície do mar e os reservatórios de petróleo abaixo da camada de sal, pode chegar a mais de sete mil metros. A perfuração desses reservatórios, que são compostos por microbialite carbonates, deve alcançar oito mil metros ou mais (ALVES et al., 2009). A Figura 2.2 ilustra a extensão da camada de sal e as rochas reservatório abaixo dela. Figura 2.2 - Ilustração da camada pré-sal e rochas reservatório (Fonte: http://diariodopresal.wordpress.com/o-que-e-o-pre-sal/petrobras-ilustracao-pre-sal/). 24 A longa camada de sal é composta por halite, tachyhydrite e carnallite e representa uma das principais fontes de problemas para a perfuração, dada a sua capacidade de deformação que leva a fechamento do poço, altos torques, tubulação emperrada e eventual perda do local da perfuração. Outro fato citado por Alves et al. (2009) é que a formação é a maior parte do tempo um calcário muito duro que permite baixas taxas de penetração. Os primeiros resultados apontam para uma quantidade de óleo bastante expressiva. Só a acumulação de Tupi, na Bacia de Santos, tem volumes recuperáveis estimados entre 5 e 8 bilhões de barris de óleo equivalente. Já o poço de Guará, também na Bacia de Santos, tem volumes estimados de 1,1 a 2 bilhões de barris de petróleo leve e gás natural (PETROBRAS, 2012b). As rochas reservatório do Pré-Sal, por estarem contidas numa região de alta profundidade, estão geralmente submetidas à pressão de 580 kgf/cm 2 (MEDEIROS & ELLWANGER, 2009) e altas temperaturas (PETROBRAS, 2012a). Outras propriedades físicas citadas por MEDEIROS & ELLWANGER (2009) são viscosidade de 1cP, razão gás-óleo de 230 m³/m³, presença de 8 a 12% de dióxido de carbono no gás associado e grau API de 28 a 30°, indicando o grau de leveza do óleo. 2.3 – Fluidos de Perfuração 2.3.1 – Principais Funções Os fluidos de perfuração foram utilizados inicialmente com o objetivo de remoção de pedregulhos durante a etapa de perfuração. Darley & Gray (1988) apud Amorim (2003) listam as sete principais funções que um fluido de perfuração exerce atualmente: Transportar os detritos da perfuração e permitir sua separação na superfície; Resfriar e limpar a broca; Reduzir o atrito entre a coluna de perfuração e as paredes do poço; Manter a estabilidade do poço; Prevenir o escoamento do fluido para o interior das formações; Formar um filme de baixa permeabilidade nas paredes do poço e Auxiliar as avaliações sobre os detritos e as formações perfuradas. 25 Segundo Thomas et al. (2001), para exercer bem suas funções, um fluido de perfuração deve ter uma composição tal que apresente as seguintes características básicas: Ser quimicamente estável; Estabilizar as paredes do poço, mecânica e quimicamente; Facilitar a separação dos cascalhos na superfície; Manter os sólidos em suspensão quando estiver em repouso; Ser inerte em relação às rochas produtoras; Ser bombeável; Apresentar baixo grau de corrosão e de abrasão em relação à coluna de perfuração e demais equipamentos do sistema de circulação; Facilitar as interpretações geológicas do material retirado do poço e Apresentar custo compatível com a operação. 2.3.2 - Propriedades As propriedades físicas dos fluidos de perfuração são mais genéricas e são medidas em qualquer tipo de fluido, enquanto que as propriedades químicas são mais específicas e são determinadas para distinguir determinados tipos de fluido (THOMAS et al., 2001). Thomas et al. (2001) afirmam que os limites de variação da densidade dos fluidos para perfurar uma determinada fase são definidos pela pressão de poros (limite mínimo), que é a pressão atuante no fluido que se encontra no espaço poroso da rocha, e pela pressão de fratura (limite máximo), que corresponde ao valor de pressão para o qual a rocha se rompe nas formações expostas. Para Almeida & Silva (2010), o peso do fluido é o responsável pela garantia da manutenção da pressão hidrostática. Um fluido de densidade demasiadamente alta pode facilmente causar fraturas nas paredes do poço. Carvalho & Santos (2005) destaca o fato de que, com o aumento da profundidade do poço, a pressão estática tende a aumentar, requerendo fluidos mais densos para impedir que ocorra um colapso. De acordo com Braga (2009), no Brasil, a perfuração ocorre em overbalance, com a pressão hidrostática dentro do poço superior à pressão na rocha reservatório. Havendo a inversão ocorre um kick. 26 Thomas et al. (2001) indicam um método bastante utilizado para o controle da densidade de fluidos. Para aumentar-se o valor desta propriedade, adiciona-se baritina, BaSO4, que tem densidade de 4,25 g/cm³, enquanto a densidade média dos sólidos perfurados é de 2,60. Em alguns poços que exigem uma densidade muito alta, o sulfato de bário pode constituir até 35% do volume do fluido (CARVALHO & SANTOS, 2005). Compostos de chumbo, óxidos de ferro e carbonatos de cálcio apresentam ação semelhante. A redução da densidade pode ser feita com a diluição em água (densidade de 1,00) ou óleo diesel (densidade de 0,82). A remoção de fragmentos gerados durante a perfuração continua sendo uma das funções mais importantes dos fluidos e uma das mais trabalhosas. Ao ser injetado no poço, o fluido exerce uma ação de jato que conserva o fundo do poço e a broca livres de detritos, assegurando uma maior vida útil à broca e uma maior eficiência da perfuração. O processo de remoção é dependente de fatores como o perfil de velocidade anular e densidade do fluido (AMORIM, 2003). Segundo Lummus & Azar (1986) apud Amorim (2003), uma maneira para atingir essa função é utilizar um jato de fluido direcionado transversalmente a face da rocha, a uma velocidade suficientemente alta para arrastar os detritos e evitar seu rompimento. O espaço anular do poço é uma região entre tubos ou comandos e as paredes do poço ou do revestimento. Como o anular tem uma área seccional maior do que o interior da coluna, então as velocidades anulares são, usualmente, menores do que as velocidades no interior de colunas, isto é, da ordem de 1,0 – 3,0 m/s. Altas velocidades de fluxo implicam em possibilidade de erosão, enquanto que velocidades muito baixas podem ser insuficientes para o transporte dos cascalhos (MACHADO, 2002). Machado (2002) ainda afirma que o regime de escoamento necessário é laminar na maioria da extensão do poço, quando as formações expostas são friáveis, não consolidadas e instáveis. No escoamento de fluidos na indústria de petróleo, assume-se o número de Reynolds crítico para cada regime de escoamento, conforme mostrado na Tabela 2.1, de modo a determinar o tipo de fluxo para os fluidos de perfuração e de completação, pastas de cimento, géis de fraturamento, petróleos e derivados. Em relação ao número de Reynolds crítico para o regime tampão, o valor citado é usado somente no deslocamento das pastas de cimento para as operações de cimentação. Este valor pode servir como referência para deslocamento de outros fluidos muito 27 viscosos. Apesar dos dados da Tabela 2.1, existem ramos da indústria de petróleo que admitem que o escoamento turbulento pode acontecer quando o número de Reynolds ultrapassa valores de até 8.000, principalmente quando se trata de fluidos não Newtonianos (MACHADO, 2002). Tabela 2.1 - Números de Reynolds críticos empregados na indústria de petróleo (MACHADO, 2002). Número de Tipo de Fluxo Tipo de Fluido Menor que 100 Tampão não Newtoniano Menor que 2100 Laminar Newtoniano Maior que 3000 Turbulento Newtoniano De 3000 a 8000 Turbulento não Newtoniano Reynolds O teor de sólidos, cujo valor deve ser mantido no mínimo possível, é uma propriedade que deve ser controlada com rigor porque o seu aumento implica aumento de várias outras propriedades, tais como densidade, viscosidade e forças géis, além de aumentar a probabilidade de ocorrência de problemas como desgaste dos equipamentos de circulação, fratura das formações devido à elevação das pressões de bombeio ou hidrostática, prisão da coluna e redução da taxa de penetração (THOMAS et al., 2001). O tratamento do fluido para reduzir o teor de sólidos pode ser preventivo ou corretivo. O tratamento preventivo consiste em inibir o fluido, física ou quimicamente, evitando-se a dispersão dos sólidos perfurados. No método corretivo, pode-se fazer uso de equipamentos extratores de sólidos, tais como tanques de decantação, peneiras, hidrociclones e centrifugadores, ou diluir o fluido (THOMAS et al., 2001). Thomas et al. (2001) diz que o pH dos fluidos de perfuração é medido através de papéis indicadores ou de potenciômetros, e é geralmente mantido no intervalo alcalino baixo, de 7 a 10. Carvalho & Santos (2005) restringem ainda mais 28 a faixa, de 9,5 a 10,5. A manutenção desses valores é feita com a adição de hidróxido de sódio e tem como objetivo principal a redução da taxa de corrosão dos equipamentos e desfavorecer a dispersão das formações argilosas. Carvalho & Santos (2005) apontam surfactantes como os inibidores de corrosão mais comuns, sendo esta causada pela presença de gases de gás carbônico, ácido sulfúrico ou oxigênio. O pH indica apenas uma alcalinidade ou acidez relativa à concentração de íons hidrônio, empregando métodos comparativos. A determinação das alcalinidades por métodos diretos de titulação volumétrica de neutralização considera as espécies carbonatos e bicarbonatos dissolvidos no fluido, além dos íons hidroxilas dissolvidos e não dissolvidos. Nos testes de rotina dos fluidos, são registrados os níveis de alcalinidade parcial do filtrado, alcalinidade da lama e alcalinidade total do filtrado (THOMAS et al., 2001). Durante a perfuração de um poço, ocorre muito atrito entre a broca de perfuração e a formação e entre a coluna de perfuração e as paredes do poço. Para reduzi-lo, lubrificantes são adicionados ao fluido de perfuração. Estes lubrificantes aceleram a perfuração e ajudam a manter o poço. Os mais comuns são o óleo diesel, óleos vegetais ou minerais, pérolas de vidro, grafite, ésteres e gliceróis (CARVALHO & SANTOS, 2005). Muitas formações contêm argilas que incham em contato com a água. Esta expansão pode obstruir os poros do reservatório, diminuindo sua permeabilidade (CARVALHO & SANTOS, 2005) e tornando-o plástico, expansível, dispersível e até mesmo solúvel (THOMAS et al., 2001). Nos fluidos inibidos são adicionados produtos químicos, tais como eletrólitos e/ou polímeros, que têm a propriedade de retardar ou diminuir estes efeitos. Os inibidores físicos são adsorvidos sobre a superfície dos materiais das rochas e impedem o contato físico direto com a água. Outros produtos como a cal, os cloretos de potássio, de sódio e de cálcio, conferem uma inibição química por reduzirem a atividade química da água e podem reagir com a rocha, alterando-lhe a composição (THOMAS et al., 2001). Se um poço é perfurado através de um domo de sal, uma lama de base água saturada com sais de cloreto pode ser utilizada para prevenir uma dissolução excessiva de sal ao longo do poço. Os sais mais utilizados são o cloreto de potássio 29 (KCl) e o cloreto de sódio (NaCl) (CARVALHO & SANTOS, 2005). Thomas et al. (2001) apontam ainda o uso de cal e cloreto de cálcio (CaCl2). Segundo Hamida et al. (2010), a perda de filtrado é uma das propriedades mais importantes e deve ser controlada com o objetivo de minimizar os danos à formação. Thomas et al. (2001) afirmam que a capacidade do fluido de perfuração em formar uma camada de partículas sólidas úmidas, denominada de reboco, sobre as rochas permeáveis expostas pela broca é imprescindível para o sucesso da perfuração e completação. Para que seja formado, é necessário que haja o influxo da fase líquida do fluido do poço para a formação e que sejam adicionadas pequenas partículas que irão penetrar na formação junto com o fluido. Na maioria dos casos, as partículas de argila adicionadas para controlar a viscosidade de um fluido são bem sucedidas no controle das perdas de fluido para a formação (CARVALHO & SANTOS, 2005). O nível de filtrado e a espessura do reboco são dois parâmetros medidos rotineiramente para definir o comportamento do fluido quanto à filtração (THOMAS et al., 2001). Alguns dos principais aditivos com o objetivo de controle de filtrado são o hidroxipropilamido, os poliacrilatos, a goma xantana e a carboximetilcelulose (ALMEIDA & SILVA, 2010). A Tabela 2.2 apresenta os principais aditivos de fluidos de perfuração e suas principais ações. Tabela 2.2 - Principais aditivos utilizados nos fluidos de perfuração, sua função e ação. Função Aditivos mais usados Efeitos Controle de pH Cal e soda cáustica Controlar o grau de acidez (pH) Espessantes Barita, chumbo e óxidos Controlar as pressões de ferro naturais das formações pelo aumento da densidade Viscosificantes Bentonita e Aumentar a viscosidade 30 carboximetilcelulose Redutores de Bentonita, amido, Diminuir a perda de fluido Filtrado carboximetilcelulose e que flui da coluna para os lignita poros das formações Salmoura, cal e Agrupar as moléculas polímeros sólidas em flocos, facilitando Floculantes a limpeza do poço Dispersantes/ Polifosfatos, lignita e Reduzir o aglomeramento Defloculantes lignosulfonatos das partículas em flocos, diminuindo a viscosidade e a força gel Lubrificantes Óleos, surfactantes e Reduzir o atrito e resfriar os glicóis equipamentos Estabilizadores de Polímeros, copolímeros, Aumentar a estabilidade Temperatura lignita e tanino térmica e estrutural em temperaturas elevadas Tensoativos Surfactantes e Reduzir a tensão superficial umidificantes entre as superfícies de partículas em contato Emulsificantes Bactericidas Ácidos graxos e Criar e manter uma mistura orgânicos, amina, sabões heterogênea de líquidos e detergentes imiscíveis Cal, soda cáustica e Reduzir a contagem de paraformaldeídos bactérias e prevenir a degradação de aditivos Removedores de Soda cáustica, Prevenir a contaminação Cálcio bicarbonato de sódio e das formações rochosas do polifosfatos sulfato de cálcio 31 Inibidores de Colóides e emulsões Inibir a corrosão da broca Corrosão Fonte: Modificado de Carvalho & Santos (2005) Pesquisas vêm sendo conduzidas para a obtenção de aditivos com ação conjugada, como a proposta de Zakharov & Konovalov (1992) apud Pereira (2006) sobre o uso de silicatos para promover alterações na reologia de fluidos de perfuração e, simultaneamente, exercer ação lubrificante. Ressalta-se também a pesquisa de Sharma & Mahto (2004) apud Pereira (2006) para o uso de goma de tamarindo e celulose polianiônica como aditivos nas suspensões de bentonita em água, apresentando bons resultados tanto de biodegrabilidade, quanto no controle da perda de fluido, e ainda propiciando propriedades reológicas apropriadas. Amanullah & Yu (2005) apud Pereira (2006) destacam o uso de amidos modificados como aditivos para fluidos de base aquosa, tolerando temperaturas de operação de 150°C sem gerar resíduos nocivos ao ecossistema marinho. Hamida et al. (2010) demonstram as propriedades filtrantes de um polissacarídeo biodegradável com potencial de substituição da argila. 2.3.3 – Impactos Reológicos Um aspecto de alto impacto na velocidade de transporte dos cascalhos é o comportamento reológico do fluido. Este vai influir também nas perdas de carga ao longo da coluna de perfuração e do poço. Talabani et al. (1993) apud Almeida & Silva (2010) afirmam que a pseudoplasticidade dos fluidos é imprescindível para a limpeza do poço, uma vez que à baixas taxas de deformação, a viscosidade deve ser alta para que os cascalhos possam permanecer em suspensão durante o fluxo, já que a velocidade de bombeamento é baixa. Por outro lado, à altas taxas de deformação, a própria velocidade de circulação é responsável pelo carreamento dos cascalhos. Além disso, o bombeamento de um fluido de alta viscosidade é dificultado nessas condições, fazendo com que ele deva apresentar uma baixa viscosidade à altas taxas de deformação. Segundo Stefan (1966) apud Amorim (2003), os vários fluidos de perfuração, com exceção dos à base de gás, comportam-se como fluidos plásticos. 32 Alguns fluidos de perfuração são tixotrópicos, adquirindo um estágio semirígido quando em repouso devido à interação elétrica entre partículas dispersas (THOMAS et al., 2001). O efeito tixotrópico no fluido de perfuração é importante para evitar a sedimentação dos detritos gerados durante a operação de perfuração, bem como em situações em que é necessário interromper a circulação do fluido. Essa propriedade é desejável, contudo deve ser cuidadosamente controlada, pois se excessiva, poderá propiciar erosão nas paredes do poço em virtude de sua elevada capacidade de carreamento (AMORIM, 2003). Santos (1992) apud Barbosa (2006) reforça a necessidade de um nível de tixotropia apreciável. Os aditivos mais utilizados para conferir a viscosidade adequada a um fluido de perfuração são: bentonita, carboximetilcelulose, goma xantana, goma guar e hidroxietilcelulose. 2.3.4 - Classificação A classificação de um fluido de perfuração é determinada a partir do seu constituinte de maior parcela na composição, também conhecido como fase contínua ou dispersante. Ele apresenta uma forte influência nos tipo de aditivos passíveis de serem utilizados e nas características e propriedades do fluido final. Os fluidos costumavam ser descritos em duas classes genéricas: de base água e base óleo (ROGERS, 1963). Atualmente, a literatura reporta fluidos com espuma, com ar (SILVA NETO, 2002) e a base de moléculas orgânicas sintéticas, como ésteres, éteres, poliolefinas, glicóis e glicosídeos (ALMEIDA & SILVA, 2010). Quando o componente principal da fase contínua é um líquido, o termo lama é aplicado à mistura formada pelos sólidos suspensos no líquido. Nesse caso as lamas ficam subdividas em lamas a base de água (water based mud) e lamas à base de óleo (oil based mud). A presença de ambos os líquidos juntos resulta em uma emulsão, formada através de agitação e da presença de um emulsificante adequado. A natureza química do agente emulsificante determina se o óleo está emulsionado na água (oil emulsion mud) ou se a água está emulsionada no óleo (invert emulsion) (SERRA, 2003). 2.3.4.1 – Fluidos à base de água A definição de um fluido à base água considera, principalmente, a natureza da água e os aditivos químicos empregados no preparo do fluido. A proporção entre 33 os componentes básicos e as interações entre eles provocam sensíveis modificações nas propriedades físicas e químicas do fluido (THOMAS et al., 2001). Esses fluidos são constituídos por concentrações volumétricas de água superiores a 90% (AMORIM, 2003). Segundo Serra (2003), há a possibilidade da utilização da água sem aditivos como lama. A água empregada como fase contínua pode ser doce, dura ou salgada. Thomas et al. (2001) afirmam que, do ponto de vista industrial, a água doce (com salinidade inferior a 1.000 ppm de NaCl equivalente) não necessita de prétratamento químico para ser utilizada como fluido de perfuração, pois ela praticamente não afeta o desempenho dos aditivos empregados no preparo do fluido. A água dura tem como característica principal a presença de sais de cálcio e de magnésio dissolvidos, em concentração suficiente para alterar este desempenho. A água salgada possui salinidade superior a 1.000 ppm de NaCl equivalente e pode ser natural, como a água do mar, ou pode ser salgada com a adição de sais como NaCl, KCl ou CaCl2 (THOMAS et al., 2001). A principal função da água é prover o meio de dispersão para os materiais coloidais. Estes, principalmente argilas e polímeros, controlam a viscosidade, limite de escoamento, forças géis e volume de filtrado em valores adequados para conferir ao fluido uma boa taxa de remoção dos sólidos perfurados e capacidade de estabilização das paredes do poço. Os fatores a serem considerados na seleção da água de preparo são: disponibilidade e localização do poço (FERRAZ, 1997 apud BARBOSA, 2006), custo de transporte e tratamento, tipos de formações geológicas a serem perfuradas, produtos químicos que comporão o fluido, e o equipamento e técnicas a serem usadas na avaliação das formações (THOMAS et al., 2001). Anônimo (2000) apud Amorim (2003) subdivide os fluidos de base aquosa em seis diferentes sistemas: Não-dispersos: Nesta classe estão contidos os fluidos de água e argila, fluidos naturais e os levemente tratados. São utilizados em poços de pequena profundidade, bem como, na primeira fase da perfuração. Não são introduzidos aditivos para dispersar os sólidos e as partículas de argila; 34 Dispersos: À medida que aumenta a profundidade do poço perfurado, uma maior quantidade de sólido é gerada. Uma vez que eles não são removidos do sistema, serão moídos e incorporados ao fluido, inicialmente composto por água e bentonita, alterando sua viscosidade. Para uma boa dispersão e controle da viscosidade são introduzidos defloculantes e redutores de filtrado; Tratados com Cálcio: São também chamados de fluidos inibidos. Não comprometem a formação geológica e são aplicados em perfurações onde haja problemas de desmoronamento e, consequentemente, alargamento do poço. Geralmente possuem em sua composição cal hidratada, gesso e cloreto de cálcio, acrescidos à água e bentonita; Poliméricos: Polímeros de alto peso molecular são adicionados ao sistema para desenvolverem viscosidade através da floculação dos sólidos perfurados ou através da viscosificação da água. Normalmente contêm pequenas quantidades de bentonita. Baixo Teor de Sólidos: Apresentam concentração de sólidos abaixo de 10%. Carvalho (2005) reduz a faixa de sólidos dessa classe para entre 3 e 6% e peso específico máximo de 0,95 kg/m³. Em sua grande maioria, esses fluidos são compostos de água, com quantidades variáveis de argila e polímeros. Também estão incluídos nesta classe, os fluidos constituídos de água e sólidos provenientes da perfuração. A principal vantagem do seu uso é um aumento significativo na velocidade de perfuração. Thomas et al. (2001) destacam a redução do custo total da perfuração devido ao aumento da taxa de entrada da broca quando este tipo de fluido é utilizado. Sistemas de Água Salgada: Podem ser subdividos em fluidos saturados de sal e fluidos de água salgada. Os fluidos saturados de sal apresentam concentrações de sais próximas a 190.000 mg/L e são utilizados para perfurar camadas salinas. Os fluidos de água salgada são preparados com quantidades de sais entre 10.000 mg/L e 190.000 mg/L, podendo também serem preparados com a água do mar. 35 Os produtos químicos mais comumente adicionados aos fluidos à base de água, além de anticorrosivos, traçadores químicos e antiespumantes, segundo Thomas et al. (2001), são: Alcalinizantes e controladores de pH: soda cáustica, potassa cáustica e cal hidratada; Dispersantes: lignossulfonato, tanino, ligtino e fosfatos; Redutores de filtrado: amido; Floculantes: soda cáustica, cal e cloreto de sódio; Polímeros para viscosificar, deflocular ou reduzir filtrado; Surfactantes para emulsificar e reduzir a tensão superficial; Removedores de cálcio e magnésio: carbonato e bicarbonato de sódio; Inibidores de formações ativas: cloreto de potássio, sódio e cálcio e Bactericidas: paraformaldeído, compostos organoclorados, soda cáustica e cal. Os fluidos de perfuração à base de água emulsionados com óleo são programados para situações especiais. Eles têm o objetivo principal de reduzir a densidade do sistema para evitar que ocorram perdas de circulação em zonas de baixa pressão de poros ou baixa pressão de fratura (THOMAS et al., 2001). Serra (2003) aponta a aplicabilidade dos fluidos à base água, de forma geral, nas partes mais rasas de reservatórios profundos, em formações submetidas a pressões normais ou menores do que a pressão normal, em formações com baixa permeabilidade à água e também em folhelhos pouco sensíveis a água. Esses fluidos geralmente não possuem performance de perfuração otimizada, principalmente em condições de perfuração mais complexas (PEREIRA, 2006). Todavia são os melhores “candidatos” para substituir os fluidos de base óleo, pois além de serem ambientalmente menos impactantes, tendem a ser mais viáveis economicamente (PEREIRA, 2006), e em poços de grande inclinação e extensão apresentam maior capacidade de limpeza do poço (CAEN & CHILLINGAR, 1996). Além disso, um ponto importante reside na sua capacidade de apresentar um aumento da viscosidade nas paradas de circulação e redução na retomada da circulação (HARVEY, 1990 apud ALMEIDA & SILVA, 2010). 36 2.3.4.2 – Fluidos à base de óleo Os fluidos de perfuração à base de óleo possuem sua fase contínua constituída, geralmente, de hidrocarbonetos líquidos. Segundo Thomas et al. (2001), pequenas gotículas de água ou de solução aquosa constituem a fase descontínua desses fluidos. Alguns sólidos coloidais, de natureza inorgânica e/ou orgânica, podem compor a fase dispersa. Lummus & Azar (1986) apud Amorim (2003) os subdividem em duas classes: os verdadeiros fluidos à base de óleo e as emulsões inversas. Os verdadeiros fluidos à base de óleo contêm 5% de água em concentração volumétrica, asfalto oxidado, ácidos orgânicos, álcalis, agentes de estabilização, óleo diesel ou óleo mineral não tóxico. As emulsões inversas podem conter até 50% em volume de água, que é dispersa em óleo através de um emulsificante especial. No início de sua aplicação em operações de perfuração, as lamas de base óleo tinham como principais obstáculos uma menor taxa de penetração e alto risco de incêndio. Segundo Carvalho (2005), a fase contínua utilizada primordialmente foi o asfalto, com o posterior emprego de óleo diesel e petróleo, com um teor de água abaixo de 10% de forma a criar uma emulsão que tivesse um nível de espessamento desejado. De acordo com Gray & Darley (1981) apud Carvalho & Santos (2005), com o decorrer do tempo, diversas novas formulações de lamas foram sendo desenvolvidas com a incorporação de diversas substâncias. Um exemplo é o desenvolvimento de argilas organofílicas, capazes de formar gel em óleo. As lamas a base de óleo têm propriedades muito melhores que as lamas a base de água. Esta diferença é acentuada quando o poço é mais profundo e, dessa forma, normalmente acontece a substituição da lama à base água pela lama à base óleo à medida que o poço vai se aprofundando (CARVALHO & SANTOS, 2005). As principais vantagens desse tipo de fluido em comparação com os de base aquosa citadas por Thomas et al. (2001) são: Elevado grau de inibição em relação às rochas ativas; Baixíssima taxa de corrosão; Propriedades controláveis acima de 177°C, até 260°C; Grau de lubricidade elevado; 37 Amplo intervalo de variação de densidade, de 0,89 a 2,4 g/cm³, e Baixíssima solubilidade de sais inorgânicos. Conforme Thomas et al. (2001), devido a suas características, os fluidos à base de óleo apresentam ótimos resultados na perfuração dos seguintes tipos de poços: Poços HTPT - alta pressão e alta temperatura; Formações de folhelhos argilosos e plásticos; Formações de arenitos produtores danificáveis por fluidos à base de água; Poços direcionais ou delgados ou de longo afastamento e Formações com baixa pressão de poros ou de fratura. Quando comparadas com as lamas de base aquosa, as de fase contínua formada por óleo são mais caras e apresentam efeitos ambientais mais negativos, principalmente, no caso dos óleos diesel e mineral, que são considerados tóxicos (WILLS, 2000 apud SERRA, 2003). Outras desvantagens mencionadas por Thomas et al. (2001) são: Dificuldade na detecção de gás no poço devido a sua solubilidade na fase contínua; Menores taxas de penetração; Menor número de perfis que podem ser executados e Dificuldade no combate à perda de circulação. Por seus inconvenientes, Carvalho & Santos (2005) ressalta a necessidade do controle da utilização de fluidos de base oleosa. Conforme Pereira (2006) sua faixa de aplicação se situa entre 5 e 10% dos casos, apenas. 2.3.4.3 – Fluidos à base de ar Perfuração a ar ou gás é um termo genérico aplicado quando o ar ou o gás inerte, como todo ou parte, é usado como fluido circulante na perfuração rotativa (THOMAS et al., 2001). De acordo com Barbosa (2006), o fluxo desse tipo de fluido pode ser feito com gás natural, e necessita ser injetado no poço em altas velocidades. 38 Algumas situações recomendam a utilização destes fluidos de baixa densidade, tais como em zonas com perdas de circulação severas e formações produtoras com pressão muito baixa ou com grande suscetibilidade a danos. Também em formações muito duras como o basalto ou o diabásio e em regiões com escassez de água ou regiões glaciais com camadas espessas de gelo (THOMAS et al., 2001). O aumento da pressão de operação sem intensificar o dano às rochas do reservatório implica em um aumento da vazão de produção e do fator de recuperação do fluido. Adicionalmente, relata-se um aumento na vida útil das brocas com o emprego de fluidos leves (CARVALHO & SANTOS, 2005). A perfuração com ar puro utiliza apenas ar comprimido ou nitrogênio como fluido, tendo aplicação limitada a formações que não produzam elevadas quantidades de água, nem contenham hidrocarbonetos (THOMAS et al., 2001). O ar ou gás seco irá prover uma rápida taxa de penetração do fluido, reduzindo a deposição de cascalhos no poço (BAROID LIMITED, 1985 apud SILVA NETO, 2002). A perfuração com névoa, uma mistura de água dispersa no ar, é empregada quando são encontradas formações que produzem água em quantidade suficiente para comprometer a perfuração com ar puro. Em geral, a perfuração com névoa é executada em conjunto com a perfuração com ar (THOMAS et al., 2001). A aplicação dos fluidos de base gasosa ainda é muito fraca na perfuração marítima. Ainda são necessários esforços de desenvolvimento para sua viabilização em cenários de águas profundas, onde é imprescindível o uso de sondas flutuantes (CARVALHO & SANTOS, 2005). 2.3.4.4 – Fluidos à base de espuma Segundo Thomas et al. (2001), a espuma é uma dispersão de gás em líquido, na qual a fase contínua é constituída por um filme delgado de uma fase líquida, estabilizada através de um tensoativo específico, denominado espumante. O emprego da espuma como fluido circulante é um caso de fluido a base de ar e é justificado quando se necessita de uma eficiência elevada de transporte dos sólidos, uma vez que ela apresenta alta viscosidade. Silva Neto (2002) afirma que a capacidade de carreamento dos cascalhos depende mais da viscosidade que da velocidade anular. 39 Quando se deseja perfurar com um gradiente de pressão intermediário aos fornecidos pelos fluidos convencionais e as espumas, pode-se optar pela perfuração com fluidos aerados. Esta técnica consiste em injetar ar, nitrogênio ou gás natural no fluxo contínuo do fluido de perfuração, diminuindo a densidade do sistema (THOMAS et al., 2001). Segundo Neto (2002), eles são fabricados por injeção de ar ou gás no interior de um fluido a base de gel de forma a reduzir a pressão hidrostática para prevenir perdas de circulação em zonas de baixa pressão e, efetivamente, aumentar a taxa de penetração. Thomas et al. (2001) afirmam que a perfuração com fluido aerado é recomendada principalmente em regiões onde ocorrem perdas de circulação severas. 2.3.4.5 – Fluidos de base sintética Uma nova geração de fluidos de perfuração vem sendo desenvolvida nos últimos anos. Essa nova classe, denominada de fluidos de base sintética possui como fase dispersante um líquido composto por moléculas orgânicas sintéticas, ou seja, que não foram produzidas por processos de separação física, mas por reações químicas específicas. Alguns exemplos de matrizes para este tipo de fluido são ésteres, éteres, glicóis, glicosídeos (ALMEIDA & SILVA, 2010), poli-alfas olefinas, parafinas, linear-alfa-olefinas, acetais e detergentes aquilatos (PEREIRA, 2006). Segundo Burke & Veil (1995) apud Amorim (2003), os fluidos sintéticos podem desempenhar as mesmas funções dos fluidos à base de óleo, bem como, serem utilizados em situações nas quais os fluidos à base de água sofrem limitações. Em outra comparação, os autores afirmam que o uso dos fluidos sintéticos reduz o tempo de perfuração quando comparados aos fluidos à base de água e, em relação aos fluidos à base de óleo, são menos tóxicos. Uma grande desvantagem é o alto custo associado a sua produção. O objetivo da elaboração desse tipo de fluido era alcançar desempenhos comparáveis aos dos fluidos de base oleosa, com menor impacto ambiental por possuírem menor toxicidade e maior biodegrabilidade (UKOOA, 1999 apud CARAVALHO & SANTOS, 2005). Entretanto, estudos realizados na Noruega empregando leitos de mar simulados indicaram que, quando se consideram, simultaneamente, os efeitos combinados de degradação do fluido e do impacto na fauna marinha, as alfa-olefinas lineares e os ésteres de ácidos graxos insaturados são os menos prejudiciais ao ambiente oceânico. Contudo, segundo Pattin (1999) 40 apud Carvalho & Santos (2005), os desenvolvimentos da segunda geração, que objetivavam a redução dos custos do fluido, trouxeram um aumento na toxicidade em relação aos fluidos da geração anterior. O tema é recente e vem sendo objeto de intensas pesquisas, devido à existência de lacunas nos dados experimentais, sendo as poli-alfa olefinas e as alfa-olefinas lineares os fluidos sintéticos de maior emprego na Europa (UKOOA, 1999 apud CARVALHO & SANTOS, 2005). 2.4 – Reologia Reologia é a ciência que estuda a deformação e o fluxo da matéria. Ela é um ramo da física relacionada com a mecânica dos corpos deformáveis, ou seja, estuda como a matéria se deforma ou escoa, quando está submetida a esforços originados por forças externas. Neste contexto, considerando que a matéria pode ser classificada como sólida, líquida ou gasosa, a deformação de um sólido pode ser caracterizada por leis que descrevem a alteração de seu volume, tamanho ou forma, enquanto o escoamento de um fluido, líquido ou gás, é caracterizado por leis que descrevem a variação contínua da taxa ou grau de deformação em função das forças ou tensões aplicadas (MACHADO, 2002). Segundo Machado (2002), a deformação de um corpo pode ser dividida em deformação espontânea e reversível, conhecida também como elasticidade, e deformação irreversível, conhecida como fluxo ou escoamento. O trabalho usado na deformação de um corpo perfeitamente elástico é recuperado quando o corpo retorna ao seu estado original não deformado, enquanto que o trabalho usado para manter o escoamento é dissipado como calor e não é mecanicamente recuperado. A elasticidade corresponde à energia mecanicamente recuperável, e a viscosidade ou resistência friccional corresponde à energia mecânica convertida em calor. 2.4.1 – Lei de Newton da Viscosidade Um sistema composto por um par de placas paralelas infinitas, cada uma com área , separadas por uma distância , com um fluido entre elas, é ilustrado na Figura 2.3. 41 Figura 2.3 - Distribuição de velocidades de um fluido entre duas placas paralelas (Bird et al., 2004). O sistema, inicialmente em repouso, sofre a ação de uma força sobre a placa inferior que resulta num movimento na direção positiva do eixo velocidade constante a uma . Quando o sistema entra em regime permanente, se estabelece um perfil linear de velocidades, denominado de regime laminar. Nesse estado final de movimento permanente, uma força constante é necessária para manter o movimento da placa inferior. Segundo Bird et al. (2004), essa força é diretamente proporcional à área e à velocidade, e inversamente proporcional à distância entre as placas. A constante de proporcionalidade ( ) é uma propriedade do fluido denominada de viscosidade dinâmica. Bird et al. (2004) afirmam que a força aplicada na direção unitária perpendicular à direção é igual à tensão numa área . Conforme apontado por Fox et al. (2010), a razão entre a velocidade ( ) e a distância ( ) corresponde ao gradiente de velocidade, o qual é igual à taxa de deformação do fluido: Sendo assim, tem-se a lei de Newton da viscosidade, que afirma que a força cisalhante por unidade de área é proporcional ao negativo do gradiente de velocidade. Nas vizinhanças da superfície sólida em movimento ( ganha certa quantidade de momento na direção ), o fluido . Este fluido, por sua vez, cede momento à camada de fluido adjacente mantendo-a em movimento na mesma direção (BIRD et al., 2004). Desta forma a transferência de momento ocorre através 42 do fluido na direção positiva de , enquanto o gradiente de velocidade apresenta o sentido oposto. Isto explica o sinal negativo na lei de Newton: 2.4.2 – Viscosidade Como dito anteriormente, a viscosidade dinâmica é definida através da relação entre a tensão de cisalhamento e a taxa de deformação sofrida por um fluido. Suas unidades usuais são Pa.s e poise. Conforme ressaltado por Machado (2002), o fato de ela corresponder a uma propriedade do fluido permite afirmar que, para o aumento do grau de deformação é necessário aumentar a força aplicada. Além disso, comparando-se dois fluidos diferentes, cisalhados com a mesma força, verifica-se que aquele com viscosidade mais elevada apresentará menor grau de deformação. A divisão da viscosidade dinâmica pela massa específica ( ) do fluido resulta em outra grandeza importante, a viscosidade cinemática ( ), sendo o centistokes a unidade mais utilizada. A viscosidade cinemática é bastante útil, uma vez que engloba duas propriedades importantes do fluido: a viscosidade dinâmica, que define a resistência do fluido em escoar ou cisalhar, e a densidade ou massa específica que define o potencial piezométrico do escoamento. Outro aspecto muito importante se refere ao fato que muitas equações fenomenológicas, considerando as situações de contorno impostas aos modelos físico-matemáticos da mecânica do contínuo, trazem, implicitamente, a viscosidade cinemática no seu conteúdo (MACHADO, 2002). Pesquisas têm mostrado que a viscosidade apresenta um alto grau de dependência com a temperatura, uma vez que está intimamente ligada com a energia interna da substância ou mistura. A viscosidade de um gás a baixas densidades aumenta com o aumento da temperatura (BIRD et al., 2004), enquanto que a dos líquidos incompressíveis varia inversamente com a temperatura absoluta, apresentando um comportamento exponencial, semelhante à equação de Arrhenius (OLIVEIRA et al., 2009): 43 Esta equação envolve os parâmetros de ajuste (Pa.s) e (J/gmol), este último correspondendo a energia de ativação para a viscosidade. Segundo Ferreira (2008), quanto maior o valor da energia de ativação, mais sensível será o fluido às mudanças de temperatura. A constante J/gmol K) e a temperatura é a constante universal dos gases (8,314 deve ser especificada na escala Kelvin. Um conjunto de equações bastante utilizadas que expressam a relação da viscosidade aparente com a temperatura são as Equações de Andrade (YAȘAR et al., 2007): Diversas outras correlações de temperatura e viscosidade são encontradas na literatura (BAIR et al., 2001; SASTRI & KAO, 2000; QUEIROZ, 2006). A Tabela 2.3 apresenta alguns modelos de relações da viscosidade cinemática com a temperatura (SANTANA et al., 2005). Tabela 2.3. Modelos empíricos correlacionando viscosidade cinemática com temperatura (SANTANA et al., 2005). Modelo Potência Super Geométrica Geométrica Modificada Equação 44 Logístico Langmuir Shifted Power Hoerl Modificada Potência de Logaritmo De acordo com Vitali & Rao (1982) apud Grigelmo-Miguel et al. (1999) dois tipos de equação têm sido utilizadas para descrever a variação da viscosidade dinâmica com a concentração. Em alguns casos, a mudança na viscosidade segue uma relação tipo lei de potência, e em outros casos, essa relação com a concentração ( , e ) é exponencial, conforme equações a seguir. Os parâmetros , são obtidos por um ajuste estatístico dos dados experimentais. O efeito combinado da temperatura e concentração pode ser descrito pelas seguintes equações (YAȘAR et al., 2007): 2.4.3 – Modelos Reológicos O modo como ocorre a relação entre a tensão cisalhante empregada em um fluido e a taxa de deformação resultante corresponde ao seu comportamento reológico. Segundo Machado (2002), a equação matemática que expressa a relação entre essas duas variáveis é conhecida como equação de fluxo e sua representação 45 gráfica é chamada de curva de fluxo ou reograma. Os reogramas de diferentes tipos de fluido estão expostos na Figura 2.4. Figura 2.4 - Ilustração de reogramas de diferentes tipos de fluidos (Potter & Wiggert, 2004). A partir do comportamento observado pela curva de fluxo de determinado fluido, é possível classificá-lo como Newtoniano ou não Newtoniano. Dentro do grupo dos fluidos não Newtonianos, há uma série de modelos reportados na literatura, inclusive modelos que levam em consideração o fator temporal (RAO & RIZVI, 1986 apud SILVA, 2008). O fluxograma da Figura 2.5 ilustra a relação entre as principais classificações dos fluidos viscosos. Na indústria de petróleo, os conhecimentos básicos de reologia irão auxiliar na análise do comportamento reológico dos diversos tipos de fluidos empregados nas etapas de perfuração e produção de poços, e transporte e refino do petróleo. Entre outras aplicações, a definição dos parâmetros reológicos, por sua vez, permitirá que se estimem as perdas de pressão por fricção, também denominadas de perdas de carga, a capacidade de transporte e sustentação de sólidos, além de especificar e qualificar fluidos, materiais viscosificantes, petróleo e derivados (MACHADO, 2002). 46 Figura 2.5 - Classificação a partir do comportamento reológico de fluidos viscosos. 2.4.3.1 – Fluidos Newtonianos Os fluidos são ditos newtonianos quando a sua viscosidade só é influenciada pela temperatura e pressão. Segundo Machado (2002), durante seu escoamento em regime laminar, existe uma proporcionalidade entre a tensão cisalhante e a taxa de deformação, fornecida pela Lei de Newton da Viscosidade (Equação 3). Uma única determinação experimental é suficiente para definir o único parâmetro reológico do fluido newtoniano, a viscosidade dinâmica, também chamada de viscosidade newtoniana (SILVA, 2008). O reograma de um fluido newtoniano, em coordenadas cartesianas, é linear e passa pela origem, sendo sua inclinação igual à viscosidade do fluido. Outra maneira de analisar o seu comportamento é através da relação entre a viscosidade e a taxa de deformação, também conhecida como curva de viscosidade. Esta relação é uma reta paralela ao eixo da taxa de deformação, uma vez que a viscosidade é constante (MACHADO, 2002). 47 De um modo geral, os gases e todos os sistemas homogêneos e monofásicos, compostos de substâncias de baixo peso molecular, ou de mistura destas, comportam-se como fluidos newtonianos, em regime de escoamento laminar. São exemplos o ar, a água, os óleos finos e seus derivados, o mel, etc. (MACHADO, 2002). 2.4.3.2 – Fluidos não Newtonianos De acordo com Pereira (2006), os fluidos não newtonianos não apresentam reograma linear ou a linha não passa pela origem cartesiana. De outra forma, são fluidos cuja viscosidade a uma dada temperatura e pressão não é constante, mas depende de condições como a geometria do fluxo, vazão de fluido e taxa de deformação. É importante relatar que, para a caracterização desses fluidos que não seguem a Lei de Newton da viscosidade, é utilizado um parâmetro chamado de viscosidade aparente ou viscosidade efetiva, o qual corresponde ao valor da viscosidade que o fluido teria se fosse Newtoniano, para as condições específicas de fluxo. Ela é definida com uma analogia à Lei de Newton da Viscosidade (HELLER & KEREN, 2002): Segundo Song et al. (2006) apud Choppe et al. (2010) e Edali et al. (2001), a viscosidade aparente geralmente varia com a taxa de deformação empregada de acordo com uma lei do tipo potência. O parâmetro consistência e o parâmetro é análogo ao índice de ao índice de comportamento: Pereira (2006) agrupa os fluidos não Newtonianos em três classes. Segundo o autor, esse esquema de classificação é arbitrário e a maioria dos materiais reais exibe, frequentemente, uma combinação de dois ou até três tipos destas características não Newtonianas: 48 Independentes do tempo: A taxa de deformação em qualquer ponto é determinada somente pelo valor da tensão de cisalhamento naquele ponto e naquele instante; Dependentes do tempo: Fluidos mais complexos onde a relação entre a tensão cisalhante e taxa de deformação depende ainda da duração do cisalhamento e de sua cinemática; Viscoelásticos: Substâncias com características de fluidos e sólidos elásticos demonstrando recuperação elástica parcial após a deformação. As dispersões de sólido em líquido são exemplos de fluidos não Newtonianos, principalmente quando os sólidos interagem com a fase líquida, solvatando-se ou inchando-se. Alguns exemplos de interesse da indústria de petróleo são as dispersões de argila em água, as emulsões concentradas de óleo em água e água em óleo, os fluidos gelificados e as misturas asfálticas (MACHADO, 2002). 2.4.3.2.1 – Fluidos Pseudoplásticos Os sistemas pseudoplásticos, apesar da aparência homogênea, na verdade possuem partículas diversas com formas irregulares, tais como filamentos, placas planares e gotas. Por outro lado, as partículas dispersas das dispersões argilosas e poliméricas, apresentam uma alta tendência a interação coulômbica e/ou esteárica. Em repouso, estes materiais são caracterizados por uma alta resistência interna ao fluxo, isto é, alta viscosidade. Com o aumento da tensão de cisalhamento, muitas partículas dispersas, lineares ou laminares alinham-se na direção do fluxo, isto é, paralelamente na direção da força que o sustenta. Este alinhamento facilita o deslizamento em fluxo, reduzindo a viscosidade. Quando as partículas dispersas são esféricas, elas podem se deformar, diminuir o diâmetro em certa direção, ortogonal ao fluxo, facilitando o escoamento através de tubos e estreitamentos. No caso de um agregado de partículas, este pode se desfazer e provocar um escoamento mais rápido (MACHADO, 2002). O afinamento de muitos materiais líquidos se manifesta reversivelmente, isto é, eles recuperam a sua viscosidade original alta, quando o cisalhamento é reduzido ou cessado. Teoricamente, as partículas retornam ao seu estado natural de interação não orientada em relação à força de cisalhamento. As gotas adquirem sua 49 forma esférica e os agregados se reagrupam devido ao movimento browniano (MACHADO, 2002). Pereira (2006) denomina os valores de viscosidade aparente a taxas de deformação muito baixas e muito altas como viscosidade de deformação zero ( viscosidade de deformação infinita ( )e ), respectivamente. Machado (2002) relata que nestas condições específicas para este tipo de fluido, esses valores tendem a serem constantes, conforme mostrado na Figura 2.6. Desse modo, a viscosidade efetiva, para um fluido pseudoplástico, decresce de para com o aumento da taxa de deformação. Figura 2.6 - Curva de fluxo típica de fluidos pseudoplásticos (Machado, 2002). Alguns exemplos de fluidos pseudoplásticos são sucos de frutas concentrados e pastas de amido (RHA, 1978 apud SILVA, 2008). O modelo mais frequentemente utilizado para descrever o comportamento de fluidos pseudoplásticos é o da Lei da Potência (FERREIRA, 2008) ou Modelo de Ostwald de Waale. Ele se trata de um modelo empírico (GONÇALVES, 2008) expresso por: Segundo Machado (2002), os parâmetros reológicos do fluido são o índice de consistência ( ) e o índice de comportamento ( ). Enquanto é uma grandeza adimensional e indica fisicamente o desvio do fluido do modelo Newtoniano à medida que se afasta da unidade, tem sua unidade no SI em Pa.sn e indica o grau 50 de resistência do fluido ao escoamento. Para um fluido ser classificado como pseudoplástico, o índice de comportamento deve estar situado entre 0 e 1. Quando seu valor é unitário, este modelo se iguala a Lei de Newton da viscosidade. A relação entre a viscosidade aparente e o índice de consistência é descrita da seguinte forma (FOX et al., 2010): A literatura (RAO, 1986 apud FERREIRA, 2008; HOLDSWORTH, 1993 apud FERREIRA, 2008) reporta que o índice de consistência possui uma dependência com a temperatura semelhante à equação de Arrhenius, com um termo relativo à energia de ativação do fluxo ( ): O efeito da concentração no índice de consistência também foi estudado para os fluidos que seguem os modelos do tipo Lei da Potência e Herschel-Bulkley (CERVONE & HARPER, 1978 apud FERREIRA, 2008; RAO et al., 1981 apud FERREIRA, 2008; VITALI & RAO, 1982 apud FERREIRA, 2008), como mostram as equações a seguir: De acordo com Pereira (2006), embora o modelo de lei da potência seja a mais simples representação matemática para um fluido pseudoplástico, ele apresenta as limitações de não caracterizar fluidos nas regiões de viscosidade aparente para deformação tendendo a zero ( viscosidade para deformação infinita ( ), bem como nas regiões de ). Pereira (2006) apresenta mais três modelos para a descrição de fluidos pseudoplásticos: Modelo de Carreau: Proposto por Carreau & Kee (1979) apud Pereira (2006) para representar o comportamento reológico de resinas e de 51 soluções poliméricas. O modelo se baseia em três parâmetros, a viscosidade a baixas taxas de deformação ( ), uma constante de tempo ( ) e um parâmetro adimensional ( ), conforme a equação a seguir: Modelo de Cross: Proposto por Cross (1965) apud Pereira (2006) para representar a viscosidade efetiva em função da viscosidade a altas taxas de deformação ( ), a viscosidade a baixas taxas de deformação e um parâmetro associado à ruptura das ligações ( ). É um modelo bastante empregado para descrever o comportamento reológico em amplos intervalos da taxa de deformação: Modelo de Ellis: O modelo de Ellis diferentemente dos dois anteriores, descreve a viscosidade efetiva em função da tensão de cisalhamento ao invés da taxa de deformação, conforme equação abaixo. Na equação, e são parâmetros de ajuste. Enquanto o primeiro dá uma medida do grau de comportamento pseudoplástico, o segundo representa o valor da tensão de cisalhamento quando a viscosidade efetiva tender a assumir metade do valor inicial: Para altas taxas de deformação, o modelo de Sisko de três parâmetros, que relaciona a viscosidade aparente com a taxa de deformação, tem sido usado (NINDO et al., 2007 apud FERREIRA, 2008; RAO, 1999 apud FERREIRA, 2008): 2.4.3.2.2 – Fluidos Dilatantes Os fluidos dilatantes apresentam comportamento inverso aos pseudoplásticos, com a viscosidade aparente aumentando com a taxa de 52 deformação (HOLDSWORTH, 1971 apud FERREIRA, 2008). Este tipo de comportamento foi observado originalmente em suspensões concentradas e uma possível explicação é que, em repouso, o espaço entre as partículas é mínimo e o líquido presente é suficiente para preenchê-lo. Às baixas taxas de deformação, o líquido lubrifica a superfície de contato de uma partícula com outra resultando, consequentemente, em uma redução do atrito entre partículas e numa tensão de cisalhamento menor. Às altas taxas de deformação o material expande ou dilata ligeiramente, de modo que o líquido existente passa a ser insuficiente para preencher o espaço vazio e prevenir o contato direto sólido-sólido, resultando num aumento de fricção e da tensão de cisalhamento. Esse mecanismo causa uma rápida elevação da viscosidade efetiva com o aumento da taxa de deformação (PEREIRA, 2006). Segundo Machado (2002), o comportamento dilatante é muito raro nos líquidos, sendo, portanto, observado em suspensões concentradas de partículas de PVC misturadas com líquidos plastificantes, empregadas na formação de plastisóis. De acordo com o autor, os registros reportam que alguns plastisóis, empregados na cobertura do substrato de PVC, tornam-se tão viscosos e espessos com a velocidade de aplicação que causam a quebra da película de revestimento. Dentre os fluidos independentes do tempo, esta subclasse tem recebido pouca atenção, consequentemente poucos dados confiáveis estão disponíveis na literatura. Até recentemente, os fluidos dilatantes eram considerados como sendo os menos comuns nas indústrias de processos químicos. Porém, com o recente aumento de interesse no manuseio e processamento de sistemas com altas cargas de sólidos, tem aumentado o número de artigos publicados sobre o tema (PEREIRA, 2006). Alguns exemplos de fluidos dessa categoria são suspensões concentradas de argila para fabricação de louças, dióxido de titânio, farinha de trigo em água (PEREIRA, 2006), alguns tipos de mel e suspensões de amido (SHARMA et al., 2000 apud SILVA, 2008; STEFFE, 1996 apud SILVA, 2008). O comportamento dilatante apresenta uma boa concordância com o Modelo de Lei da Potência, exposto na Equação 16 Para que um fluido possa ser classificado como dilatante, o índice de consistência deve ter valor superior a 1. 53 Ferreira (2008) exprime que as equações de Carreau e Cross, aqui referidas como Equações 22 e 23, respectivamente,ajustam-se a este tipo de fluido. 2.4.3.2.3 – Fluidos Plásticos de Bingham Um fluido cuja curva de tensão de cisalhamento em função da taxa de deformação é linear, para tensões superiores a uma tensão crítica de escoamento, é chamado de plástico de Bingham, sendo caracterizado por uma constante de viscosidade plástica (tangente à curva) e pela tensão de cisalhamento inicial (PEREIRA, 2006) e segue o modelo a seguir: Uma vez que a viscosidade aparente é definida pela Equação 14, para o modelo de Bingham, quando a tensão de cisalhamento tende ao infinito, o membro correspondente à tensão crítica de escoamento ( ) tende a zero. Por esse motivo, Machado (2002) afirma que o valor da viscosidade aparente deste modelo tende para um valor constante e igual à sua viscosidade plástica ( ). Ele afirma que, por isso, em alguns cálculos de engenharia menos precisos, o valor da viscosidade plástica pode ser usado, quando fluidos de Bingham escoam sob altas vazões. Considerando a teoria molecular-coloidal, os parâmetros reológicos do fluido Binghamiano possuem uma interpretação. O atrito entre as partículas dispersas e entre as próprias moléculas do líquido dispersante é o responsável por um dos componentes de resistência ao escoamento: a viscosidade plástica, constante análoga à viscosidade do fluido Newtoniano. Enquanto isso, as forças de interação entre as partículas dispersas são consideradas a causa da existência do outro parâmetro viscoso, a tensão crítica de escoamento, também denominada de componente eletroviscosa. É sabido que se a concentração de partículas dispersas aumenta então a viscosidade plástica também aumenta. Enquanto isso aumenta o potencial iônico do meio, causando um consequente aumento das forças eletrostáticas de interação entre as partículas. Para valores maiores de tensão, a estrutura interna colapsa, permitindo que haja escoamento. A estrutura interna pode se recuperar quando a tensão aplicada volta a ser menor que a tensão limite de escoamento (MACHADO, 2002; FERREIRA, 2008). 54 Segundo Gonçalves (2008), uma limitação do modelo é verificada nas zonas de baixas taxas de deformação, nas quais os fluidos não Newtonianos tendem a apresentar caráter pseudoplástico bem definido, afastando-se do comportamento linear proposto. Uma consequência efetiva deste desvio é o erro na estimativa da tensão crítica de escoamento, parâmetro largamente empregado na programação de operações. Segundo Ma & Barbosa-Cánovas (1995) apud Ferreira (2008) e Sato (2002) apud Ferreira (2008), a existência de uma tensão residual ou tensão crítica pode possibilitar a estimativa da espessura do revestimento de superfícies, similar a cobertura de um sorvete, a avaliação da força necessária para que um fluido saia da embalagem, o impedimento da sedimentação de partículas suspensas e evitar o entupimento de tubulações durante o processamento. Sua determinação é feita por extrapolação, através de um gráfico de tensão versus taxa de deformação em coordenadas cartesianas. Exemplos de fluidos com esse comportamento são dispersões argilosas de bentonita em água, empregadas como fluido para perfurar poços, algumas dispersões de calcita em água, graxas (MACHADO, 2002; LUMMUS & AZAR, 1986 apud AMORIM, 2003), extrato de carne (PEREIRA, 2006), maionese, margarina e molhos de tomate (SILVA, 2008). Amui (1979) apud Amorim (2003) afirma que os modelos matemáticos mais aceitos na indústria de petróleo são o modelo Binghamiano e o modelo de potência e Yaşar (2007) acrescenta o modelo de Casson nesse grupo. 2.4.4.2.4 – Fluidos Viscoplásticos Pereira (2006) apresenta esta classe de fluidos como sendo todos os fluidos que necessitam uma tensão de cisalhamento inicial crítica antes de o fluido sofrer alguma deformação ou escoamento. O autor ressalta que os materiais viscoplásticos também apresentam uma viscosidade aparente que diminui com o acréscimo da taxa de deformação. Dessa forma, ele considera esse tipo de substância como sendo uma classe particular dos fluidos pseudoplásticos. De acordo com Ferreira (2008), outro modelo possível de representar os fluidos viscoplásticos é o Modelo de Casson. De acordo com Machado (2002), esse modelo é empregado na análise do comportamento reológico dos fluidos de 55 perfuração e o resultado das análises com os modelos mais usuais, como o de Bingham e de Potência: Os parâmetros determinados são a tensão crítica de escoamento ( ) e viscosidade plástica de Casson ( ) (GONÇALVES, 2008). O segundo parâmetro corresponde a viscosidade limite para altas taxas de cisalhamento. Esta correlação tende a corrigir as deficiências de outros modelos nas regiões de baixas taxas de deformação, além de manter o conceito de viscosidade limite para altas taxas (GONÇALVES, 2008). Machado (2002) afirma que a sua utilização pode conduzir a estimativa da viscosidade de um fluido escoando a altas taxas de deformação, maior do que 1.000 s-1, por exemplo, uma vez que é mais difícil do ponto de vista prático as determinações experimentais nessas condições. Gonçalves (2008) aponta que, em função de ser um modelo de fácil utilização e aplicabilidade, tem sido amplamente empregado em outras áreas. Uma modificação do modelo de Casson é apresentada por Mizrahi & Berk (1972) apud Ferreira (2008). Ela foi desenvolvida no estudo do escoamento de suco de laranja concentrado e em suspensões de partículas interagindo entre si em um meio pseudoplástico e inclui os parâmetros do comportamento de fluxo e o índice de consistência: Ferreira (2008) apresenta a possibilidade do uso do Modelo de HerschelBulkley para a descrição de fluidos pseudoplásticos. Esse modelo também é conhecido como modelo de potência com tensão crítica ou modelo de potência modificado, apresentando três parâmetros reológicos, conforme a seguir: Este modelo baseado nas propostas de Bingham e da lei da potência surgiu durante o estudo de soluções heterogêneas de borracha em benzeno e foi desenvolvido por Herschel & Bulkey (1926) apud Pereira (2006). 56 Segundo Fluent (2005) apud Pereira (2006), é comum a utilização da forma modificada do Modelo de Herschel-Bulkley para expressar a viscosidade efetiva em função dos parâmetros da equação clássica, acrescidos da viscosidade a baixas taxas de deformação ( ): Outro modelo apontado por Machado (2002) é o de Robertson-Stiff. O autor afirma que o termo é entendido como uma correção de taxa de deformação para o fluido, em relação à taxa de deformação para o fluido de Herschel-Bulkley. e são constantes empíricas. O modelo é expresso na equação abaixo. O modelo de Robertson-Stiff, quando comparado ao modelo de HerschelBukley apresenta a vantagem de produzir equações diferenciais de soluções possíveis e fáceis para emprego nos cálculos de escoamento de fluidos. Entretanto, como desvantagem, possui a dificuldade de interpretação molecular para os seus três parâmetros reológicos, os quais ainda não possuem significado familiar para os seus usuários (MACHADO, 2002). Exemplos comuns de fluidos viscoplásticos segundo Barnes (1999) apud Pereira (2006) são emulsões, gêneros alimentícios, sangue e fluidos de perfuração. Stefan (1966) apud Amorim (2003) afirma que os vários fluidos de perfuração, com exceção dos à base de gás, comportam-se como fluidos plásticos. 2.4.4.2.5 – Fluidos Tixotrópicos Segundo Sato (2002) apud Ferreira (2008), a dependência do tempo em fluidos não Newtonianos é observada com certa frequência. O autor afirma que um indício desse comportamento reológico é a observação da curva de histerese. Para que seja possível verificar se o fluido apresenta ou não viscosidade aparente dependendo do tempo, deve ser realizado um estudo reológico onde a substância em análise deve ser submetida a um aumento de tensão (ida) e, quando esta atingir um valor máximo, ser reduzida até retornar ao valor inicial (volta). Se a substância 57 não apresenta comportamento reológico dependente do tempo, as curvas de tensão versus taxa de deformação obtidas devem ser coincidentes. Entretanto, se a viscosidade aparente muda com o tempo, as curvas de ida e volta não seguem o mesmo caminho, formando uma curva de histerese, conforme ilustrado na Figura 2.7. Figura 2.7 - Curvas de fluxo ascendente (I) e descendente (II) devido a histerese (MACHADO, 2002). Vários trabalhos na literatura relacionam a presença da histerese com a influência do tempo no comportamento reológicos de fluidos (DOLZ et al., 2007; MACHADO, 2002). Machado (2002) ressalta que vários avanços no estudo do comportamento deste tipo de fluido têm ocorrido, porém afirma que eles necessitam de um tratamento analítico mais complexo que os fluidos independentes com o tempo. Fluidos tixotrópicos são fluidos que sofrem decréscimo da viscosidade aparente com o tempo de cisalhamento, a uma condição constante de temperatura e pressão (FERREIRA, 2008). Machado (2002) estende esta definição para fluidos cuja tensão cisalhante ou viscosidade diminui com o tempo, mantendo-se a mesma taxa de deformação. É comum para muitas dispersões não apenas demonstrar um potencial de orientação das partículas com o repouso, como também deixar clara uma dependência da interação interpartículas com o tempo. A geração de uma estrutura 58 tridimensional, denominada gel, suportada por ligações iônicas e pontes de hidrogênio é a responsável pela elevação da viscosidade do fluido tixotrópico, em repouso ou a baixas taxas de cisalhamento. Esta estrutura pode ser facilmente rompida, uma vez que estas ligações atrativas são fracas (MACHADO, 2002). A existência de dois valores de viscosidade para uma mesma taxa de deformação devido ao fenômeno de histerese caracteriza o fenômeno de tixotropia e a diferença entre eles depende do grau do fenômeno e da história do cisalhamento. Amorim (2003) chega a denominar os fluidos tixotrópicos como fluidos com memória. Segundo Machado (2002), a tixotropia pode ser caracterizada como um fenômeno isotérmico e reversível, pois, apesar da estrutura dos fluidos adquirir um estado de gel durante o repouso no qual a tensão cisalhante sofre aumento, ela recupera sua fluidez e retorna a um estado de sol sob condições dinâmicas. A área entre as curvas no reograma de investigação de comportamento de histerese corresponde à quantidade de energia necessária para quebrar a estrutura gel. Este fenômeno foi originalmente definido por Freundlich, em 1935 (DARLEY & GRAY, 1988 apud AMORIM, 2003). Outra grandeza relatada por Machado (2002) correspondente a este tipo de comportamento é a força gel, que representa a força resistiva desenvolvida pela formação do estado gel durante o repouso. Seu valor é determinado pela diferença entre a tensão limite de escoamento apresentada pelo fluido após um período de repouso, que aumenta com o tempo, e o valor original dessa tensão. Quando a estrutura gel é rompida, a viscosidade cai exponencialmente com a taxa de deformação até alcançar assintoticamente um valor mínimo, a uma taxa de deformação constante. Este mínimo de viscosidade define o estado sol da dispersão. Qualitativamente, um líquido tixotrópico pode ter seu potencial definido pela sua estrutura gel formada, durante um intervalo de tempo de repouso (MACHADO, 2002). O estado gel pode se transformar em sol por cisalhamento, e este retornar ao estado sol em condição estática. O tempo necessário para esta transformação depende da natureza do fluido tixotrópico e da temperatura. A estrutura gel pode se desfazer em poucos segundos ou minutos, entretanto, a sua completa formação pode, algumas vezes, levar horas (MACHADO, 2002). 59 Os fluidos de perfuração, por exemplo, têm características levemente tixotrópicas, decorrentes dos processos de hidratação da bentonita. Porém, como o tratamento matemático dos fluidos dependentes do tempo é relativamente mais complexo este fator vem sendo desconsiderado na classificação reológica dos fluidos de perfuração (GONÇALVES, 2008). Van Olphen (1977) apud Amorim (2003) afirma que os fluidos à base de água e argila possuem comportamento tixotrópico. A tixotropia é um fenômeno de grande importância industrial, sendo, inclusive, desejável para muitas indústrias, que utilizam ou comercializam certos fluidos que necessitam desta característica. Na indústria de petróleo, os fluidos de perfuração e as pastas de cimento são exemplos típicos. O termo tixotropia é, muitas vezes, utilizado de forma simplificada, para ocultar ou evitar a abordagem complexa da interação das partículas (MACHADO, 2002). 2.4.3.2.6 – Fluidos Reopéticos Os fluidos reopéticos são fluidos que sofrem aumento da viscosidade aparente com o tempo de cisalhamento (FERREIRA, 2008). Machado (2002) os define como fluidos nos quais, mantendo-se a mesma taxa de deformação, ocorre um aumento com o tempo da tensão de cisalhamento ou viscosidade. Segundo Machado (2002), os fenômenos de tixotropia e reopetia são caracterizados por propriedades de fluxo opostas. Ele afirma que quando líquidos reopéticos são deixados em repouso, eles recuperam sua viscosidade original, ou seja, atingem baixos níveis de viscosidade. De acordo com Machado (2002), a reopetia pode também ser identificada através da histerese das curvas de fluxo, por análise do posicionamento das curvas ascendente e descendente, em relação ao acréscimo e decréscimo da taxa de deformação. Fluidos reopéticos mostram um comportamento invertido em relação aos fluidos tixotrópicos. Enquanto a tixotropia é um fenômeno muito comum dentre os líquidos naturais, é muito raro ocorrer a reopetia. Algumas interpretações equivocadas podem surgir durante a análise do comportamento reopético de fluidos. O aumento da viscosidade com o tempo de duração do cisalhamento pode acontecer devido a outros fatores, físicos ou químicos, tais como perda de solvente por evaporação, cristalização ou “cura” do 60 sistema. Em todos estes casos, não se observa reversibilidade no comportamento do líquido, o que descaracteriza o comportamento como reopético, pois a histerese das curvas de fluxo de vários ciclos não são idênticas (MACHADO, 2002). 2.4.4 – Reometria A medida dos parâmetros reológicos baseia-se na determinação da relação entre o torque necessário e a velocidade de rotação de um corpo que se encontra imerso ou em contato com o fluido (SHARMA, 2000 apud IZIDORO, 2007). As principais vantagens da utilização de reômetros rotacionais é que são necessárias pequenas quantidades da amostra e a possibilidade de medidas contínuas da relação de taxa de deformação e tensão de cisalhamento, e a análise do comportamento temporal (VIDAL, 2000 apud IZIDORO, 2007). Os principais reômetros rotacionais disponíveis no mercado se diferenciam pelo seu arranjo geométrico e podem ser de cilindro concêntrico, de cone e placa e de placas paralelas. Na seção a seguir será tratado apenas o utilizado nesse trabalho. 2.4.4.1 – Reômetro de Cilindro Concêntrico O reômetro de cilindro concêntrico é um instrumento que opera causando cisalhamento no fluido localizado entre dois cilindros concêntricos. O cilindro interno, também chamado de spindle, gira com velocidade programada enquanto o exterior permanece estático. Segundo Seffe (1996) apud Izidoro (2007), este arranjo permite ao instrumento operar em uma faixa de taxa de deformação moderada. A Figura 2.8 ilustra o diagrama esquemático de um reômetro de cilindro concêntrico. 61 Figura 2.8 - Diagrama esquemático de um reômetro de cilindro concêntrico (IZIDORO, 2007). Conforme observado na Figura 2.10, os parâmetros exibidos pelo reômetro dependem da velocidade do rotor ( ), raio da célula ( ), raio do cilindro interno, ou spindle, ( ) e a altura do rotor ( ). 2.5 – Aditivos Como explanado no capítulo 2.3, os fluidos de perfuração necessitam de aditivos para apresentarem um bom desempenho. A escolha e a quantidade destes aditivos dependem fortemente das condições operacionais e do local a ser explorado. Os principais aditivos utilizados são polímeros, argilas e sais. Neste capítulo serão descritos com maior detalhamento os aditivos utilizados neste trabalho. 2.5.1 – Bentonita As argilas de granulometria fina que contêm pelo menos 85% de montmorilonita em sua composição são classificadas como argilas bentoníticas (BT) (DARLEY & GRAY, 1988 apud AMORIM, 2003). A montmorilonita corresponde a um argilomineral dos grupos das esmectitas, ilitas e gaulinitas e é constituída por duas folhas de silicato tetraédricas e uma folha central octaédrica, unidas entre si por oxigênios comuns às folhas (AMORIM, 2003; BARBOSA, 2006). A Figura 2.9 ilustra a representação esquemática da folha de silicato tetraédrica. 62 Figura 2.9 - Representação esquemática da folha de silicato tetraédrica (AMORIM, 2003). Segundo Van Olphen (1977) apud Amorim (2003), o Si 4+ da folha tetraédrica pode ser substituído por cátions trivalentes, tais como o Al3+ ou o Fe3+, ou cátions divalentes, Mg2+ ou Fe2+. Nesse caso, tem-se uma deficiência de cargas, sendo criado na superfície da argila um potencial negativo, que por sua vez é compensado pela adsorção de cátions nos espaços interlamelares. Mooney et al. (1952) apud Amorim (2003) afirmam que a carga negativa é balanceada por cátions intercalados entre as unidades estruturais e esses cátions, denominados de cátions trocáveis, podem ser íons alcalinos terrosos (Ca2+ eMg2+) ou o metal alcalino Na+. Quando este cátion é o Na+, a argila é conhecida como bentonita sódica ou simplesmente como bentonita. De forma análoga, quando cátions Ca2+ são adsorvidos à superfície da argila, ela é conhecida como bentonita cálcica. Não são comuns as argilas magnesianas, mas há ainda um terceiro tipo denominado de bentonitas policatiônicas, nas quais estão presentes os três cátions supracitados. Argilas desse tipo são as encontradas no Brasil. Quando as folhas individuais de montmorilonita são expostas à água, as moléculas de água são adsorvidas na superfície das camadas de sílica, que são então separadas umas das outras. Este comportamento é chamado de inchamento interlamelar e é controlado pelo cátion associado à estrutura da argila. Segundo Brindley (1955) apud Amorim (2003), a espessura da camada de água interlamelar, varia com a natureza do cátion adsorvido e com a quantidade de água disponível. Se o cátion é o sódio, o inchamento pode progredir desde 9,8 Å, quando a argila é exposta ao ar, a um máximo de 40,0 Å, quando a argila é totalmente dispersa em meio liquído (LUMMUS & AZAR, 1986 apud AMORIM, 2003). Até os 40,0 Å de 63 expansão basal, as camadas lamelares basais, de cargas elétricas opostas, são atraídas umas às outras pelas forças de Van Der Waals. Aos 40,0 Å, as camadas estruturais não possuem praticamente forças de atração entre si suficientes para formar o empilhamento das camadas basais. Acima dos 40,0 Å, o movimento browniano do meio vence as forças de Van Der Waals, as camadas lamelares separam-se e se dispersam no líquido (SOUZA SANTOS, 1992 apud AMORIM, 2003). Se o cátion for cálcio, potássio, magnésio, alumínio ou ferro, a água é adsorvida até determinada quantidade, de acordo com o índice de coordenação do metal, provocando um espaçamento máximo (BROWN, 1961 apud AMORIM, 2003), uma vez que as partículas hidratadas continuam rigidamente unidas umas às outras, permanecendo intactas as forças de Van Der Waals. Isto pode ser observado quando a argila em solução aquosa, após agitação, apresenta-se floculada, com uma camada de água límpida sobre a camada de argila depositada no fundo do recipiente (SOUZA SANTOS, 1992 apud AMORIM, 2003). A hidratação de argilas bentoníticas é também resultante das forças de cisalhamento aplicadas às dispersões, que quebram as ligações químicas das estruturas das argilas, resultando na exposição de valências positivas dos átomos de sílica, negativas dos átomos de oxigênio, ou ambas, dependendo de onde ocorra a quebra. Estes íons adsorvem maior quantidade de água, promovendo assim uma maior delaminação das camadas de argila. Esta água adsorvida é chamada de “água de ligação quebrada” e promove diminuição da água livre disponível. Este fenômeno justifica a aplicação de elevadas taxas de cisalhamento quando do preparo de lamas de bentonita e explica o porque da viscosidade destas lamas aumentar quando o cisalhamento é aplicado (LUMMUS & AZAR, 1986 apud AMORIM, 2003). Segundo Luckham & Rossi (1999) apud Amorim (2003), se a concentração de argila for suficientemente alta (para montmorilonitas sódicas essa concentração é de 3 %), a floculação promoverá a formação de uma estrutura de gel em vez da formação de flocos individuais. Essa estrutura de gel é construída vagarosamente com o tempo, com as partículas orientadas nas posições de mínimo de energia sob a influência do movimento browniano. Duas outras teorias, citadas em Luckham & Rossi (1999) apud Amorim (2003), têm sido propostas para descrever os modelos de interação entre as 64 partículas de argilas montmoriloníticas. A primeira sugere que a estrutura de gel é uma consequência das forças de repulsão causadas pela interação da dupla camada das partículas e a segunda demonstra que as propriedades de gel dessas dispersões são consequência de interações entre as faces das partículas ao longo de sua extensão. O comportamento reológico de suspensões de bentonita é fortemente afetado pelo modo como ocorre a associação de suas partículas. Segundo Brandenburg & Lagaly (1988) apud Heller & Keren (2002), Chen et al. (1990) apud Heller & Keren (2002) e Rand et al. (1980) apud Heller & Keren (2002), ele depende da concentração, tamanho, forma e forças de interações. Heller & Keren (2002) afirmam ainda que, quando há pouca ou nenhuma interação entre as partículas de lama, o escoamento apresenta comportamento Newtoniano. Para Ișҫi & Turutoğlu (2011) e Lummus & Azar (1986) apud Barbosa (2006), as dispersões podem ser descritas como plásticos de Bingham. Luckham & Rossi (1999) afirmam que as suspensões diluídas ou contendo polímeros obedecem à lei da potência com comportamento pseudoplástico (HELLER & KEREN, 2002) e que há relatos do emprego dos modelos de Casson e Hershel-Bulkley. Dolz et al. (2007), Ișҫi & Turutoğlu (2011) e Menezes et al. (2010) apontam que as dispersões de bentonita apresentam comportamento tixotrópico. Conforme ressaltado por Amorim (2006), algumas bentonitas não atendem aos requisitos necessários de reologia e filtração para utilização em fluidos de perfuração nas concentrações usuais e são ativadas com outros componentes. O autor realizou um estudo de sua associação com o polímero carboximetilcelulose. Outros ativadores de bentonita mencionados na literatura são goma guar (PEREZ et al., 2004 apud DOLZ et al., 2007), goma de tamarindo e celulose polianiônica (MAHTO & SHARMA, 2004 apud DOLZ et al., 2007). Karagüzel et al. (2010) afirmam que a ativação alcalina é outra forma de adequação da argila através de mecanismos de troca iônica, adsorção ou interações interparticulares. Evita-se o uso de grandes quantidades de bentonita devido ao aparecimento de fricção excessiva, alto torque (DOLZ et al., 2007), inchamento e dispersão excessiva em água (KHODJA et al., 2010; MENEZES et al., 2010). A bentonita apresenta larga utilização em setores de perfuração de poços de petróleo e de água, fundições diversas, pelotização de minério de ferro, indústria 65 química e farmacêutica (GOPINATH et al., 2003 apud BARBOSA, 2006), nanocompósitos e estruturas porosas (LAGALY & ZIESMER, 2003 apud SILVA, 2001). Segundo Darley & Gray (1988) apud Amorim (2003), ela é a argila comercial mais utilizada em fluidos à base de água doce. Alderman (1988) apud Barbosa (2006) afirma que as funções requeridas de um fluido de perfuração são facilmente encontradas com o uso de dispersões de argilas bentoníticas em virtude das suas excelentes propriedades coloidais e tixotrópicas. Para Dolz et al. (2007) e Menezes et al. (2010), essas propriedades são advindas de seu baixo tamanho de partícula (menor que 2µm), sua morfologia laminar, a geração de cargas laminares, sua grande área superficial específica e a presença de fracas ligações dos cátions entre o espaço laminar. A adição de bentonita é feita com os objetivos de aumentar a capacidade de limpeza do poço, reduzir as infiltrações nas formações permeáveis, formar uma membrana de baixa permeabilidade, promover a estabilidade do poço e controlar a perda de circulação (AMORIM, 2003). 2.5.2 – Carboximetilcelulose A carboximetilcelulose (CMC) é um copolímero linear aniônico atóxico, incolor e inodoro produzido a partir da celulose via reação de Williamson (ALVES, 2009; BARBOSA, 2006; RATCHTANAPUM et al., 2012; MENEZES et al., 2010; BAYARRI et al., 2009). Ela se solubiliza em água fria ou quente devido à facilidade estérica (ROHR, 2007; EDALI et al., 2001), origina soluções homogêneas (PESSOA & BARBOSA, 1991 apud BARBOSA, 2006) e é capaz de absorver até 50 vezes seu peso de água (PHILLIPS et al., 1986 apud BARBOSA, 2006). Segundo Darley & Gray (1988) apud Barbosa (2006), o primeiro registro de seu uso em fluidos de perfuração foi em 1944 nos EUA e o mesmo vem sendo utilizado no Brasil desde a década de 70. De acordo com Amorim (2003), a celulose é um polímero natural insolúvel em água. Para tornar-se solúvel, ela é modificada para a forma de polieletrólito por uma alteração do monômero com a introdução do grupo carboximetil aniônico (CH2OCH2COO-Na+). Isto é feito através da reação entre a celulose e hidróxido de sódio, formando álcali-celulose e ácido monocloroacético (ClCH2COOH), na qual ocorre a substituição dos hidrogênios das hidroxilas da celulose por grupos 66 carboximetil (-CH2COO-Na+). A substituição geralmente ocorre no grupo hidrometil (CH2OH), formando o polímero solúvel (PEREIRA, 2002 apud AMORIM, 2003). A Figura 2.10 apresenta a estrutura da molécula de CMC. Pushpamalar et al. (2006) verificou que sua produção pode ser feita a partir de rejeitos vegetais. Figura 2.10 - Molécula de carboximetilcelulose (Käistner, 1996 apud Rohr, 2007). As propriedades físico-químicas da CMC dependem do grau de polimerização, grau de substituição, uniformidade de substituição e pureza do produto. O primeiro fornece o número médio de unidades monoméricas ao longo da cadeia polimérica e quanto maior seu valor, maiores o peso molecular e a viscosidade do polímero. A uniformidade de substituição corresponde à regularidade com que os grupos carboximetílicos estão submetidos na cadeia celulósica. O grau de substituição é definido como o número médio de grupos carboximetílicos substituídos por unidade monomérica e seu valor pode atingir um máximo de 3,0, porém, na prática são atingidos valores entre 1,2 e 1,4. Este parâmetro possui relação direta com a solubilidade do polímero. Produtos com graus de substituição relativamente altos são denominados de celuloses polianiônicas (PEREIRA, 2002 apud AMORIM, 2003). São três as possíveis configurações que os segmentos das cadeias de um polímero podem assumir quando em contato com partículas sólidas: estirada, alça e cauda. A configuração estirada caracteriza-se como uma série de segmentos consecutivos em contato com a superfície. A configuração do tipo alça consiste de segmentos em contato apenas com o meio líquido, enquanto que a do tipo cauda é a terminação delimitada pelo segmento com configuração do tipo alça e com movimentação livre na solução (LUCKHAM & ROSSI, 1999 apud AMORIM, 2003). A Figura 2.11 ilustra as três configurações. 67 Figura 2.11 - Configurações de uma molécula polimérica adsorvida à partícula de argila (Breen, 1999 apud Barbosa, 2006). Diferentes configurações são obtidas a partir da concentração do polímero. Käistner et al. (1997) apud Rohr (2007) afirmam que, em soluções diluídas, as moléculas de CMC apresentam-se, na maior parte, estendidas, devido à repulsão eletrostática presente ao longo da cadeia principal do polímero, apresentando um maior raio hidrodinâmico. Em soluções concentradas, as moléculas se enovelam e ocorre um emaranhamento, no qual a estrutura atinge a forma de um gel termo reversível. Em solução aquosa, o grupo carboximetil libera o íon Na + tornando-se aniônico e livre para hidratar-se. Desta forma, as moléculas de água são adsorvidas às cadeias do polímero, que adquirem uma configuração alongada e elevam a viscosidade do sistema. A estrutura, o peso molecular e a solubilidade do polímero têm grande influência na quantidade e na forma de adsorção às superfícies das partículas de argila. Esta solubilidade ocorre em pHs entre 8,5 e 9,5, condição necessária para ionizar o grupo carboximetil e tornar o polímero solúvel. Em meios ácidos o grupo carboximetil retorna a sua forma carboxila e o polímero perde sua solubilidade (AMORIM, 2003). Os efeitos decorrentes da hidratação possibilitam que a CMC, inicialmente aplicada para substituir o amido como redutor de filtrado (DARLEY & GRAY, 1988 apud AMORIM, 2003), tenha aplicação em fluidos de perfuração como viscosificante. Há duas explicações para a elevação da viscosidade de uma suspensão com a presença do polímero. Segundo Luckham & Rossi (1999) apud Amorim (2003), formam-se pontes quando segmentos de uma mesma cadeia polimérica são adsorvidos em diferentes partículas, ligando umas às outras e criando uma força atrativa entre elas. Este tipo de floculação ocorre mais facilmente quando as cadeias 68 do polímero são muito extensas. A floculação também pode ser observada quando, segundo Somasundaran et al. (1966) apud Amorim (2003), surgem interações laterais entre os grupos hidrofóbicos de duas cadeias poliméricas adsorvidas às superfícies de diferentes partículas sólidas. Segundo Amorim (2003), a formação de uma película polimérica ao redor das partículas de argila possibilita outro benefício para aplicação do CMC em fluidos de perfuração. A consequente estabilização das partículas tende a mantê-las no meio líquido, o que causa uma redução no volume de filtrado e produz um reboco de menor espessura (MENEZES et al., 2010). A literatura reporta vastamente que a CMC apresenta comportamento tixotrópico, pseudoplástico e obedece a lei reológica da potência (PESSOA & BARBOSA FILHO, 1991; ROHR, 2007; ALBIDELRAHIM & RAMASWAMY, 1995; YAȘAR et al., 2007; TOḠRUL & ARSLAN, 2003; EDALI et al., 2001). Segundo Ratchtanapum et al. (2012), a temperatura influencia no seu comportamento reológico, inclusive alterando o modelo característico (ALBIDELRAHIM & RAMASWAMY, 1995). Para Benchabane & Bekkour (2008) apud Menezes et al. (2010), seu comportamento térmico é favorável para o uso em fluidos de perfuração. A carboximetilcelulose foi inicialmente desenvolvida para atuar como substituta da gelatina (ALVES, 2009), porém, devido a suas várias propriedades como de dissolução, habilidade para formar filmes, adesividade, resistência à óleos, gorduras e solventes orgânicos, ela hoje apresenta aplicações em várias outras áreas, como alimentos, adubos, tintas, detergentes, cerâmica, mineração e refratários. (ALVES, 2009; ALHAMDAN & SASTRY, 1990 apud ROHR, 2007; PILIZOTA et al., 1996 apud ROHR, 2007; BAYARRI et al., 2009; EDALI et al., 2001). Recentemente, Hebeish et al. (2010) produziram nanopartículas de prata ambientalmente amigáveis devido ao uso da CMC como agente de estabilização e redução, as quais apresentaram boa compatibilidade biomédica e farmacêutica. 2.5.3 – Goma Xantana A goma xantana (GX) é um polissacarídeo que foi descoberto nos anos 50 nos Estados Unidos (BORGES & VENDRUSCOLO, 2008; ROSALAM & ENGLAND, 2006), e é produzida pela bactérica fitopatogênica Xanthomonas Campestris (SILVA et al., 2009) durante a fermentação aeróbica de culturas puras em meio líquido 69 (LILLY et al., 1958 apud DIAZ et al., 2004). Diaz et al. (2004) afirmam tratar-se de um polímero com caráter aniônico, semelhante a CMC, porém com maior resistência a presença de cátions (XIE & LECOURTIER, 1992). É amplamente reportado na literatura que as condições operacionais de sua produção, como pH, meio de cultivo, temperatura e cepa exercem forte influência em suas propriedades finais, apesar de não haver um consenso geral de seus efeitos, sendo estes ainda objeto de estudos (BORGES & VENDRUSCOLO, 2008; LUVIELMO & SCAMPARINI, 2009; SILVA et al., 2009; DIAZ et al., 2004; ROTTAVA et al., 2009; GARCÍA-OCHOA et al., 2000). A estrutura da GX corresponde a de um hetepolissacarídeo com uma composição primária consistindo de duas unidades de glicose, duas de manose e uma de ácido glicurônico (GARCÍA-OCHOA et al., 2000), mostrada na Figura 2.12. As cadeias trissacarídicas laterais conferem solubilidade em meio aquoso e, juntamente com os ácidos glicurônico, pirúvico e acético conferem ionicidade ao polímero, o que aumenta também a solubilidade e provoca mudanças na sua conformação espacial, segundo Misaki (1993) apud Diaz et al. (2004). Sua massa molar costuma se situar entre 1,1.106 a 4,7.106 g/mol (BORGES & VENDRUSCOLO, 2008). Figura 2.12 - Estrutura molecular da goma xantana (ROSALAM & ENGLAND, 2006). Segundo García-Ochoa et al. (2000), a estrutura principal da GX pode ser descrita sob a forma geométrica de simples, dupla ou tripla hélice, que interage com outras moléculas de polímero para formar um complexo. Porém, Diaz et al. (2004) ressaltam que a depender da temperatura de dissolução e da temperatura em que o 70 sistema se encontra, ainda é possível que a estrutura adquira conformação espiral. Esta última refere-se a um estado com alto grau de desordem do sistema, resultante de fortes repulsões eletrostáticas. Fontaniella et al. (2002) apud Luvielmo & Scamparini (2009) afirmam que a goma xantana é formada naturalmente durante a infecção causada pela bactéria em vegetais. Porém, o que é utilizado como proteção contra a dessecação e ataque de amebas, de fagócitos e de bacteriófagos para as bactérias, é também um produto capaz de formar soluções viscosas em meio aquoso, mesmo em baixas concentrações (SOUZA & VENDRUSCOLO, 1999 apud LUVIELMO & SCAMPARINI, 2009). Para Morris (1984) apud Diaz et al. (2004), o fato de a GX permitir associações intramoleculares, bem como intermoleculares, possibilita diferentes conformações secundárias, terciárias e até quaternárias e é fundamental para suas aplicações industriais. Por ser um polímero estável em amplas faixas de pH, facilmente solúvel a quente ou a frio (BORGES & VENDRUSCOLO, 2008), formar soluções viscosas, apresentar estabilidade térmica (SILVA et al., 2009) e mecânica (ROSALAM & ENGLAND, 2006) e, principalmente, ser não tóxico, García-Ochoa et al. (2000) afirmam que a GX apresenta uma vasta gama de aplicações industriais: como estabilizante de emulsões, estabilizante térmico, agente de dispersão, espessante e lubrificante nos setores alimentício, de cerâmicas, farmacêutico, cosmético e de agricultura e, segundo Rosalam & England (2006), sua demanda cresce de 5% a 10% ao ano. A indústria de petróleo consome cerca de 15% da produção mundial (ROSALAM & ENGLAND, 2006), sendo o polímero um dos principais utilizados em fluidos de perfuração (ALMEIDA & SILVA, 2010), devido a sua tolerância a ambientes salinos (DARLEY & GRAY, 1988 apud AMORIM, 2003), e na Recuperação Terciária de Petróleo devido a sua fácil solubilização em água, formação de sistemas viscosos e ampla estabilidade térmica (LUVIELMO & SCAMPARINI, 2009; ROSALAM & ENGLAND, 2006; ALMEIDA & SILVA, 2010). É utilizada também na etapa de completação, segundo Khan et al. (2003) apud Almeida & Silva (2010). Os autores verificaram ainda sua capacidade de controle do filtrado. Conforme dito anteriormente, a GX é utilizada para controle reológico de fluidos de perfuração. Com relação a este polímero, as informações relatadas 71 apresentam convergência de que o comportamento apresentado é pseudoplástico e se adequa bem ao modelo da potência (ARAÚJO et al., 2005; BORGES & VENDRUSCOLO, 2008; ROHR, 2007; GARCÍA-OCHOA et al., 2000; SILVA et al., 2009; SHOBHA & THARANATHAN, 2009; ROSALAM & ENGLAND, 2006; CHOPPE et al., 2010). García-Ochoa et al. (2000) observaram melhor concordância com os modelos de Hershel-Bulkley e Casson e Comba et al. (2011) obtiveram melhores resultados para o modelo de Cross. O modelo de Bingham também já foi empregado com sucesso (SONG et al., 2006 apud CHOPPE et al., 2010). Conforme apontado por Saasen et al. (2002) apud Almeida & Silva (2010), ela é capaz da formação de uma estrutura de gel. García-Ochoa et al. (2000) afirmam que a temperatura de dissolução apresenta influência na viscosidade devido aos seus efeitos nas conformações moleculares. Além da já verificada biodegrabilidade da goma xantana (ROSALAM & ENGLAND, 2006), Silva et al. (2009) mostraram que é possível sua produção utilizando subprodutos industriais que, se lançados no meio ambiente, teriam alto impacto ambiental por apresentaram alta DBO. 72 3. MATERIAIS E MÉTODOS Neste item serão apresentadas as informações acerca dos materiais empregados bem como dos métodos experimentais adotados nesse trabalho. 3.1 - Materiais Foram selecionados dois polímeros e uma argila para a formulação de fluidos não Newtonianos que simulassem fluidos de perfuração. A escolha e a quantidade de cada material foram definidas com base em vários trabalhos nacionais e internacionais publicados na literatura acerca desse tema, nos últimos anos. Os polímeros selecionados foram carboximetilcelulose (Natural Pharma Produtos Farmaceuticos) e goma xantana (Famos Comércio de Indústria LTDA) e a argila, bentonítica (Famos LTDA). Os reagentes foram adquiridos através da distribuidora MULTLAB. Foram definidas seis formulações, conforme mostrado na Tabela 3.1. Planejou-se inicialmente o estudo de mais seis formulações, contendo apenas os polímeros, visando elucidar a influência das partículas de argila no comportamento reológico delas. Todavia as amostras se situaram fora da faixa de trabalho do reômetro utilizado, produzindo dados com altas incertezas. Tabela 3.1. Composição relativa de cada formulação de fluido (% p/v) Formulação Bentonita Carboximetilcelulose Goma Xantana 1 6 0,2 - 2 6 0,3 - 3 6 - 0,2 4 6 - 0,3 73 3.2 – Preparo dos fluidos O procedimento empregado para o preparo dos sistemas foi padronizado a partir de ensaios preliminares, cujo critério adotado para qualificar a metodologia foi a de homogeneidade visual da mistura. Durante esses testes foi possível identificar detalhes que contribuíam para a melhor dispersão dos sólidos. A etapa inicial consistiu na pesagem da quantidade necessária de cada reagente para obter-se a concentração desejada em 150 mL água, um meio de baixa força iônica, com o auxílio de uma balança analítica de precisão. A pesagem foi efetuada rapidamente devido ao caráter higroscópico da goma xantana (GARCÍAOCHOA, 2000). Constatou-se que o simples contato dos reagentes com a água destilada não era o suficiente para que ocorresse boa homogeneização do sistema, havendo a formação de aglomerados de sólidos indesejáveis, mesmo que a adição dos reagentes fosse realizada lentamente e sob agitação contínua com o auxílio de um bastão de vidro, conforme apresentado na Figura 3.1. Figura 3.1. Solução polimérica com formação de aglomerados I) polímero CMC; II) polímero CMC e argila BT. Posteriormente, uma série de testes preliminares foi realizada para contornar o problema da formação dos agregados. Primeiro, aumentou-se a agitação do sistema empregando um agitador magnético (TECNAL TE-0851 450W), o que não foi suficiente para a destruição dos aglomerados. Em seguida, foi feito um préaquecimento da água à 40°C, conforme descrito por Pereira (2006), mas não foi 74 obtido sucesso. Tentou-se também aquecer a água já com a presença dos reagentes, todavia evitou-se o emprego de altas temperaturas, uma vez que a proposta do trabalho consiste na avaliação do efeito térmico nas propriedades reológicas dos fluidos e, portanto, quis-se evitar prévias mudanças conformacionais nas moléculas durante essa etapa de preparação. Uma nova tentativa foi feita com um processador ultrassônico (Hielscher Ultrassound Technology UP100H) de potência nominal de 100 W, mostrado na Figura 3.2. A sonificação da mistura polimérica por cerca de 40 minutos foi suficiente para homogeneizar as soluções, porém, nos sistemas acrescidos de bentonita, a homogeneização ocorreu após cerca de duas horas e meia com a inevitável formação de depósitos de argila no fundo do béquer. Figura 3.2. Fotografia do processador ultrassônico A fim de eliminar as partículas de argila da solução, um novo teste foi realizado com um mixer comercial (Black & Decker SB40), com potência nominal de 170 W. Após cerca de um minuto de agitação, ocorreu a quebra dos flocos formados pela argila e polímeros, mas, ainda assim, a solução formada apresentou aspecto altamente turvo devido à elevada incorporação de bolhas de ar durante sua agitação, como mostra a Figura 3.3 para uma solução de CMC. De acordo Yașar et al. (2007), Toğrul & Arslan, (2003) e Vandita & Khan (2002), a formação de bolhas é 75 altamente indesejada devido a possíveis interferências na transferência da quantidade de movimento no fluido. Figura 3.3 - Solução de polímero CMC com bolhas Após os testes de dissolução realizados, chegou-se a seguinte metodologia de preparo dos fluidos: I. Inserção dos reagentes pesados de acordo com a concentração de interesse à 150 mL de água, em um béquer de 400 mL; II. Aplicação de intensa agitação com um mixer comercial por 60 segundos; III. Desaeração com o auxílio de um processador ultrassônico ajustado com 100% de amplitude e ciclo unitário por trinta minutos. Optou-se por não adicionar um agente bactericida ao sistema, uma vez que o desenvolvimento significativo de organismos microbiológicos só acontece após uma semana de preparada a solução contendo os polímeros (PEREIRA, 2006), e, neste trabalho, os experimentos foram feitos logo em seguida à preparação dos fluidos. 3.3 – Ensaios Reológicos Os experimentos reológicos foram feitos em duplicata num reômetro da Brookfield (RVDV-III Ultra), com spindle SC4-14, acoplado a um banho termostático (Thermosel), como mostra a Figura 3.4. Testes preliminares indicaram que grandes intervalos de tempo de repouso entre o preparo e o início dos ensaios, levam a 76 resultados imprecisos, de modo que os experimentos passaram a ser feitos logo após o término do preparo dos fluidos. Figura 3.4 - Fotografia do reômetro empregado nos experimentos. I) painel; II) spindle e célula da amostra. A célula do equipamento foi preenchida com 8 mL de cada amostra. Foi aplicada a menor rotação (0,01 rpm para os fluidos 1 e 2 e 1,01 rpm para os 3 e 4) por alguns segundos, até que o sistema não exibisse oscilação nos dados de viscosidade e tensão de cisalhamento mostrados no painel computacional. Logo em seguida, deu-se início ao algoritmo de programação para a coleta de dados. O algoritmo empregado consistiu em: I. Ajuste térmico inicial a 30°C; II. Ajuste de velocidade inicial de 0,01 ou 1,01 rpm; III. Coleta dos valores experimentais; IV. Incremento de rotação de 0,1 rpm; V. Coleta dos valores experimentais; VI. Diminuição da rotação de 0,1 rpm; VII. Coleta dos valores experimentais; VIII. Incremento Térmico de 10°C; IX. Reinício a partir da etapa II. 77 Nos fluidos contendo o polímero carboximetilcelulose, a faixa de rotação dos experimentos foi de 0,01 a 0,51 rpm. Todavia, nos que continham goma xantana em sua formulação, não foi possível a obtenção dos dados de tensão em todas as temperaturas nesta faixa de rotação, devido ao alto valor de viscosidade adquirido nas maiores temperaturas. Sendo assim, após a realização de testes, observou-se que a menor faixa de rotação que permitia a realização das medidas para os fluidos 3 e 4 foi de 1,01 a 1,51 rpm. Foram coletados 6 pontos experimentais com o emprego da rotação de forma ascendente e 6 pontos de forma descendente, em intervalos de 0,10 rpm. A cada transição de velocidade de rotação, aguardou-se um minuto para a coleta do ponto, afim de que o sistema se estabilizasse. Na maior taxa de deformação, só foi lido o valor da tensão uma vez, visto que o algoritmo o reconhecia como o último ponto do sentido ascendente e o primeiro do descendente, de forma simultânea. A cada transição térmica, o tempo de espera foi de 3 minutos para que o sistema entrasse em regime isotérmico. A faixa de temperatura empregada nos experimentos foi de 30 a 90°C, com intervalos de 10°C. O aquecimento foi provido pelo banho termostático acoplado ao aparelho. Foram realizados também experimentos em regime transiente com o fluido 2. Estes consistiram na aplicação constante da rotação de 0,31 rpm e a leitura da tensão e viscosidade aparente a cada 90 segundos. Foram coletados seis pontos experimentais. As temperaturas de estudo foram as mesmas dos experimentos anteriores. A faixa de temperaturas empregadas nos experimentos foi definida de modo a ter similaridade com os reservatórios do pré-sal, todavia, foi necessário levar em consideração a principal limitação encontrada: a faixa operacional do reômetro. Sabe-se que esses reservatórios apresentam temperaturas em torno de 100°C, e planejou-se, inicialmente, adotar 120°C como limite superior. Acreditava-se que, após o preparo do fluido, as moléculas de água teriam um alto nível de encapsulamento na rede tridimensional formada, tal que impedisse que ocorresse sua evaporação. No entanto, pouco tempo após o banho levar o fluido a exceder a temperatura do ponto de ebulição da água pura, o reômetro interrompeu as suas leituras automaticamente devido ao excessivo valor de viscosidade adquirido pelo sistema. Sendo assim, optou-se pela realização do estudo apenas até os 90°C, o 78 que cobre cerca de 70% da faixa térmica de um poço do pré-sal. Nessa faixa empregada foi verificado qualitativamente que não houve variação significativa do nível de fluido na célula ao fim das medidas, indicando que o tempo total dos experimentos não foi suficiente para provocar evaporação da água destilada a ponto de alterar a concentração dos constituintes. Com relação ao planejamento das formulações, conforme dito anteriormente, a faixa operacional do reômetro exibiu forte influência na definição destas. O aparelho exibe, junto com os dados reológicos, um parâmetro de torque, o qual deve se situar entre 10 e 100% para que as medidas reflitam menores erros advindos do aparelho. Como as misturas poliméricas apresentam viscosidade extremamente baixa, este torque tende a apresentar valores muito abaixo de 10%. Por esta razão, não foi possível estudar o efeito da temperatura no comportamento reológico de soluções contendo polímeros apenas. 3.4 – Ajustes de modelos Os ajustes dos modelos representativos do comportamento reológico de cada fluido foram realizados no software STATISTICA PRO 8.0. O principal critério estatístico utilizado foi o valor do somatório do quadrado dos resíduos, o qual corresponde ao somatório da diferença entre o valor experimental e o predito pelo modelo matemático, conforme apresentado na Equação : 79 4. RESULTADOS E DISCUSSÕES Neste capítulo serão apresentados os principais resultados obtidos com os experimentos realizados no reômetro em dois itens, 4.1 para os fluidos contendo CMC e 4.2 para os fluidos contendo GX. Serão analisados os reogramas, os modelos reológicos característicos e seus parâmetros, as curvas de viscosidade e a influência da temperatura na viscosidade, além do efeito do aumento da concentração de polímero em cada fluido. 4.1– Formulações contendo CMC 4.1.1 – Reogramas Cada reograma aqui apresentado possui duas curvas, uma obtida com a aplicação da taxa de deformação de forma ascendente e a outra com esse parâmetro aplicado de forma descendente. Conforme explicado no item 3.3, os experimentos foram realizados através da aplicação da taxa de deformação. A faixa de rotação empregada foi de 0,01 a 0,51 rpm, que equivale a taxas de deformação de 0,01 a 0,47 s-1. Os resultados apresentados correspondem à média de réplicas e as barras de erro são relativas ao desvio médio. Os reogramas relativos à formulação 1, com 0,2% de CMC e 6% de BT, para as temperaturas de 30, 40, 50, 60, 70, 80 e 90°C são apresentados nas Figuras de 4.1 à 4.7. Os reogramas da Figura 4.1 permitem observar que, nas taxas de deformação de 0,10 e 0,20 s-1 houve histerese. Nas demais, não é possível fazer esta afirmação, visto que a faixa dos desvios médios entre os pontos ascendentes e descendentes se sobrepõem. É importante salientar que, no último ponto de taxa de deformação, 0,47 s-1, os valores de tensão são iguais, pois o algoritmo do software do reômetro o reconhecia como o último ponto dos dados ascendentes e o primeiro dos descendentes, simultaneamente. 80 Tensão Cisalhante (Pa) 18 15 12 9 Ascendente Descendente 6 3 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.1 - Tensão de cisalhamento em função da taxa de deformação à 30°C para a formulação 1. Cada ponto coletado pelo reômetro corresponde ao valor de tensão que o fluido exibe, quando submetido à determinada taxa de deformação, pelo tempo de um minuto, conforme informado no item 3.3. Sendo assim, a única diferença operacional entre os pontos ascendentes e descendentes é que, os últimos são precedidos por maiores períodos de tempo sob a ação da rotação do spindle, devido ao maior número de pontos coletados anteriormente. Conforme verificado por vários autores (DOLZ et al., 2007; MACHADO, 2002), esta histerese observada à 0,10 e 0,20 s-1 da Figura 4.1, geralmente, está relacionada com a influência do tempo no comportamento reológico de fluidos. Tensão Cisalhante (Pa) 81 15 12 9 6 Ascendente Descendente 3 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.2 - Tensão de cisalhamento em função da taxa de deformação à 40°C para a formulação 1. À partir dos dados expostos na Figura 4.2, nota-se que não houve histerese na tensão de cisalhamento lida na maior parte da faixa estudada. No último ponto coletado de forma descendente, 0,01 s-1, porém, houve um aumento no valor da tensão. Conforme será discutido para o fluido 2, isto geralmente está associado com o comportamento reopético. À 50°C, a histerese continuou a se manifestar, conforme Figura 4.3. Maiores valores de tensão nos dados descendentes estão presentes a partir de 0,29 s-1 e esta histerese aumentou de valor conforme a taxa de deformação diminuía. Devido ao fato dos menores valores da taxa de deformação descendentes serem precedidos de um maior número de pontos lidos, é possível afirmar que maior é o tempo de submissão do fluido à rotação imposta no reômetro nesses pontos. Assim, acredita-se que, com a diminuição do gradiente de velocidade e com o aumento do tempo, a estrutura do fluido se rearranja de forma a apresentar maior viscosidade. 82 Tensão Cisalhante (Pa) 21 18 15 12 9 Ascendente Descendente 6 3 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.3 - Tensão de cisalhamento em função da taxa de deformação à 50°C para a formulação 1. Tensão Cisalhante (Pa) 21 18 15 12 Ascendente Descendente 9 6 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.4 - Tensão de cisalhamento em função da taxa de deformação à 60°C para a formulação 1. Os reogramas da Figura 4.4, na temperatura de 60°C, mostram que o aumento da tensão nos dados descendentes passou a se manifestar já a partir de 0,38 s-1, enquanto que na temperatura anterior, Figura 4.3, a histerese só foi observada nos três primeiros pontos. Na menor taxa de deformação, 0,01 s-1, a 83 diferença no valor da tensão de acordo com os dois sentidos de medida é bem mais expressiva. Tensão Cisalhante (Pa) 27 24 21 18 Ascendente Descendente 15 12 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.5 - Tensão de cisalhamento em função da taxa de deformação à 70°C para a formulação 1. Os reogramas da Figura 4.5 apresentam comportamento similar aos das temperaturas de 50 e 60°C, Figuras 4.3 e 4.4, principalmente nas menores taxas de deformação. Nessa temperatura, a histerese é evidenciada nas duas menores taxas de deformação. Nas demais, não é possível afirmar isso devido à sobreposição dos desvios observada. A histerese é maior na menor taxa de deformação. Na temperatura de 80°C, Figura 4.6, os reogramas passam a exibir fortes oscilações nos valores da tensão de cisalhamento, com a variação da taxa de deformação. Nos dados ascendentes, ocorre um pico de tensão à 0,10 s-1, a qual diminui no ponto seguinte e estabiliza à partir de 0,29 s -1. Nos descendentes, a tensão permanece estável nas maiores taxas de deformação, porém apresenta oscilações nas menores. Somente a 0,01 e 0,38 s-1 é possível notar a presença de histerese, porém, enquanto na primeira a tensão descendente foi maior, o oposto foi observado para a segunda. 84 Tensão Cisalhante (Pa) 36 33 30 27 Ascendente Descendente 24 21 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.6 - Tensão de cisalhamento em função da taxa de deformação à 80°C para a formulação 1. Edali et al. (2001) observaram a presença de oscilações nos reogramas de soluções de carboximetilcelulose. Segundo os autores, isso ocorre devido à formação de uma rede de emaranhamentos transientes. Estes correspondem à interações locais entre moléculas, cujo nível energético permite que sejam continuamente destruídas e reformadas com a variação da taxa de deformação. A Figura 4.6 sugere que os emaranhamentos tenham sido formados nas menores taxas de deformação. Na temperatura de 90°C, Figura 4.7, é possível observar o menor valor da tensão no sentido descendente à 0,10 s-1, o que pode estar relacionado com a manifestação de tixotropia, conforme será discutido mais adiante. Nas demais, a sobreposição dos desvios impede esta observação. Similarmente ao observado nos reogramas à 80°C, Figura 4.6, os pontos lidos exibem oscilações, indicando a possibilidade de ocorrência das redes de emaranhamentos transientes reportadas por Edali et al. (2001). 85 Ascendente Descendente Tensão Cisalhante (Pa) 36 33 30 27 24 21 18 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.7 - Tensão de cisalhamento em função da taxa de deformação à 90°C para a formulação 1. A análise dos valores de tensão levando em consideração os desvios médios dos pontos lidos impossibilitou a observação de histerese em vários pontos. Sendo assim, por maiores que tenham sido seus valores em alguns dados, ressaltase a sua importância nos gráficos exibidos, por se tratar de uma ferramenta estatística importante para impedir conclusões errôneas a respeito dos dados. Conforme observado nas Figuras de 4.1 a 4.7, pontos exibindo maiores valores de tensão nos dados ascendentes estiveram presentes em pelo menos uma taxa de deformação estudada, nas temperaturas de 30, 80 e 90°C, enquanto que o oposto foi observado nas temperaturas intermediárias. Nota-se que, nos últimos três gráficos, à 70, 80 e 90°C, houve um aumento da faixa de tensão cisalhante lida, quando comparadas às demais temperaturas. Isto é indício do aumento da viscosidade aparente do sistema, que será discutido no item 4.4. De uma maneira geral, os reogramas relativos à formulação 2 (0,3% CMC e 6% BT) se assemelharam aos da formulação 1, principalmente nas menores temperaturas. As Figuras 4.8 a 4.14 exibem os gráficos da tensão cisalhante em função da taxa de deformação e do tempo para esta formulação. Conforme pode ser visto na Figura 4.8, a viscosidade aparente apresentou diminuição com o tempo de aplicação da taxa de deformação. 86 58 Viscosidade Aparente Tensão Cisalhante 16,5 57 56 16,0 55 54 53 15,5 100 200 300 400 500 Tensão Cisalhante (Pa) Viscosidade Aparente (Pa.s) 17,0 600 Tempo (s) Figura 4.8 - Viscosidade aparente e tensão de cisalhamento em função do tempo à 30°C para a formulação 2, à 0,29 s-1. Para entender o comportamento da Figura 4.8 é necessário compreender os mecanismos de interação entre as moléculas do polímero e da argila. Conforme explanado no item 2.5.1, a bentonita sofre um aumento de seu espaço interlamelar na presença de água. Acredita-se que o alto cisalhamento empregado no preparo dos fluidos contribuiu fortemente para a exposição das valências positivas da argila, as quais apresentam fortes interações eletrostáticas com a carboximetilcelulose. Sabe-se que esta libera o sódio de sua cadeia em meio aquoso, se tornando aniônica (AMORIM, 2003). Após a forte agitação empregada, a mistura passa então a adquirir uma conformação tridimensional suportada por ligações iônicas e ligações de hidrogênio (HELLER & KEREN, 2002). Menezes et al. (2010) explicam essas ligações pela formação de micelas, as quais são dependentes da massa molar do polímero e sua densidade de cargas. Segundo Alves (2009), a configuração espacial tridimensional formada no fluido é responsável pela maior viscosidade aparente exibida pelo sistema por mais tempo em repouso, uma vez que o gel formado aprisiona moléculas de água em seu interior. Conforme observado na Figura 4.8, conforme o tempo aumenta, as ligações passam a enfraquecer, uma vez que o fluido fica mais tempo submetido à rotação do spindle. Desse modo, a viscosidade aparente do sistema diminui. 87 É possível observar na Figura 4.8 que a tensão de cisalhamento varia de forma similar com a viscosidade aparente. Isto está de acordo com o esperado, uma vez que a definição da viscosidade aparente é dada pela razão entre a tensão de cisalhamento e a taxa de deformação à que o fluido está sendo submetido, conforme Equação 18. Tensão Cisalhante (Pa) 14 12 10 8 Ascendente Descendente 6 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.9 - Tensão de cisalhamento em função da taxa de deformação à 30°C para a formulação 2. Os reogramas da Figura 4.9 indicam o aumento da histerese entre as curvas, quando comparados aos da Figura 4.1. As curvas relativas à formulação de maior concentração apresentam não só maior distância entre os pontos, mas a histerese à 0,29 s-1, o que não foi visto na Figura 4.1. Na taxa de deformação de 0,10 s-1 já não é mais possível observar a histerese devido a amplitude dos desvios. À partir dos resultados observados na Figura 4.8, é possível notar a relação entre o comportamento tixotrópico e a histerese observada à 0,29 s -1 nos reogramas da Figura 4.9. 88 12,5 Viscosidade Aparente Tensão Cisalhante 42 12,0 41 11,5 40 39 11,0 100 200 300 400 500 Tensão Cisalhante (Pa) Viscosidade Aparente (Pa.s) 43 600 Tempo (s) Figura 4.10 – Viscosidade aparente e tensão de cisalhamento em função do tempo à 40°C para a formulação 2, à 0,29 s-1. Conforme Figura 4.10, a viscosidade do fluido 2 diminuiu com o tempo na temperatura de 40°C, apresentando o valor de 42,5 Pa.s no primeiro ponto coletado e 39,0 Pa.s após 540 segundos de rotação. Isto é característica do comportamento tixotrópico, discutido na Figura 4.8. Tensão Cisalhante (Pa) 14 12 10 Ascendente Descendente 8 6 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.11 - Tensão de cisalhamento em função da taxa de deformação à 40°C para a formulação 2. 89 À 40°C, Figura 4.11, os pontos coletados não permitem a identificação da histerese devido a sobreposição dos desvios dos pontos ascendentes e descendentes, inclusive em 0,01 s-1, onde havia sido observado menor valor da tensão nos dados descendentes para o fluido 1. A ausência de histerese na Figura 4.11, a princípio, indicaria que o fluido não apresenta comportamento reológico dependente do tempo. No entanto, conforme observado na Figura 4.10, a viscosidade aparente diminuiu ao longo do período de tempo do experimento. Ressalta-se que a coleta de pontos da Figura 4.10 ocorreu a cada 90 segundos, enquanto que, na Figura 4.11, o tempo entre o estabelecimento da rotação e a leitura do ponto foi de 60 segundos. É possível que, durante estes 30 segundos de diferença de tempo, a estrutura do fluido tenha começado a sofrer os mecanismos responsáveis pelo comportamento tixotrópico acima discutidos. 10,5 36,0 10,2 35,2 9,9 34,4 Viscosidade Aparente Tensão Cisalhante 33,6 100 200 300 400 500 9,6 Tensão Cisalhante (Pa) Viscosidade Aparente (Pa.s) 36,8 9,3 600 Tempo (s) Figura 4.12 – Viscosidade aparente e tensão de cisalhamento em função do tempo à 50°C para a formulação 2, à 0,29 s-1. Na temperatura de 50°C, Figura 4.12, a viscosidade aparente variou entre 34,7 e 35,2 Pa.s. Nessa pequena faixa, observou-se que, a viscosidade diminuiu até 270 segundos e aumentou a partir de 360 segundos, bem como a tensão. GarcíaOchoa et al. (2000) observaram comportamento semelhante para a viscosidade aparente de uma solução de goma xantana. Segundo os autores, isso ocorreu devido à mudanças conformacionais nas moléculas do polímero. Acredita-se que um 90 fenômeno semelhante tenha ocorrido nas moléculas de carboximetilcelulose presentes na rede tridimensional. O aumento no valor da viscosidade aparente entre 360 e 540 segundos é característico do comportamento reopético. A manifestação da reopetia, ou antitixotropia conforme Slawomirski (1975), se dá quando o emprego da taxa de deformação de forma prolongada desloca o equilíbrio do sistema para um arranjo mais bem estruturado. O aumento das colisões devido às turbulências que surgem, permite que hajam maiores permutações das orientações das moléculas, e isso acarreta no aumento das ligações de hidrogênio. O resultado desse processo é a criação de uma rede tridimensional complexa que aumenta a viscosidade aparente do sistema (DEWAR & JOYCE, 2006). Segundo Pavan et al. (1967), ainda é possível que o cisalhamento quebre as moléculas a um tamanho médio tal que as ligações de hidrogênio sejam favorecidas. Esta hipótese é bastante válida, visto que os mecanismos de interações entre as partículas do fluido dependem fortemente do tamanho das moléculas. Outra hipótese para a explicação do comportamento reopético, apresentada por Dewar & Joyce (2006), está relacionada com as moléculas de água presentes no fluido. Eles afirmam que é possível que o aumento da energia térmica aumente a energia cinética das moléculas de água. Esta, por sua vez, supera a energia das ligações de hidrogênio e favorece o encapsulamento das moléculas de água entre as outras substâncias presentes. Consequentemente, há pouco espaço para a movimentação das moléculas e a viscosidade aparente do sistema aumenta. Na temperatura de 50°C, Figura 4.13, o aumento da concentração do polímero causou a diminuição da tensão de cisalhamento para os dados ascendentes e descendentes quando comparados com a formulação 1 (com 0,2% de CMC), como mostrado na Figura 4.3. A tensão foi maior nos dados descendentes nas três menores taxas de deformação. 91 Tensão Cisalhante (Pa) 14 12 10 8 Ascendente Descendente 6 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.13. Tensão de cisalhamento em função da taxa de deformação à 50°C para a formulação 2. 15,0 Viscosidade Aparente Tensão Cisalhante 51,6 14,8 14,6 50,4 14,4 49,2 14,2 48,0 14,0 100 200 300 400 Tensão Cisalhante (Pa) Viscosidade Aparente (Pa.s) 52,8 500 Tempo (s) Figura 4.14 – Viscosidade aparente e tensão de cisalhamento em função do tempo à 60°C para a formulação 2, à 0,29 s-1. A viscosidade aparente do fluido com 0,3% de CMC diminuiu com o tempo, conforme Figura 4.14. As variações foram menores entre os dois primeiros pontos, de 50,8 para 50,6 Pa.s e entre os três últimos pontos, os quais apresentaram o valor em torno de 40,4 Pa.s. 92 Tensão Cisalhante (Pa) 14 12 10 8 6 Ascendente Descendente 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.15 - Tensão de cisalhamento em função da taxa de deformação à 60°C para a formulação 2. Os pontos coletados à 60°C, Figura 4.15, indicaram comportamento bastante divergente do observado para formulação com 0,2% de carboximetilcelulose na mesma temperatura, Figura 4.4. Na concentração maior, o fluido exibe maior tensão nos dados ascendentes na maior parte dos pontos intermediários, de 0,10 a 0,29 s-1, e apresenta inversão na menor taxa de deformação. Há também um pico na tensão dos dados ascendentes à 0,20 s-1 e um aumento brusco nos descendentes à 0,01 s-1, o que pode ser indício da formação da rede de emaranhados transientes discutida na Figura 4.6. Observa-se na Figura 4.16 que o fluido contendo 0,3% do polímero apresentou diminuição da viscosidade aparente, de 50,4 Pa.s à 90 segundos para 47,8 Pa.s à 450 segundos, na temperatura de 70°C. No último ponto lido, à 540 segundos, a viscosidade aumentou para 48,2 Pa.s. Similar ao observado na Figura 4.12, é possível que tenham ocorrido mudanças nas conformações da molécula do polímero, as quais causam impacto nos mecanismos de formação do gel discutidos anteriormente. 93 52 Viscosidade Aparente Tensão Cisalhante 50 14,4 49 14,1 48 47 46 13,8 100 200 300 400 Tensão Cisalhante (Pa) Viscosidade Aparente (Pa.s) 14,7 51 500 Tempo (s) Figura 4.16 – Viscosidade aparente e tensão de cisalhamento em função do tempo à 70°C para a formulação 2, à 0,29 s-1. Tensão Cisalhante (Pa) 12 10 8 Ascendente Descendente 6 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.17. Tensão de cisalhamento em função da taxa de deformação à 70°C para a formulação 2. Mais uma forte diferença nos resultados obtidos para as duas formulações contendo carboximetilcelulose é observada na Figura 4.17. À 70°C, maiores valores da tensão, nos dados ascendentes, são observados em 0,20 e 0,29 s-1, ao contrário do observado na Figura 4.5. Outra diferença é a inversão na menor taxa de 94 deformação, similar ao observado na Figura 4.15. Enquanto foi observada maior tensão no sentido descendente à 0,10 s-1 para o fluido 1, os reogramas da Figura 4.17 apontam ausência de histerese nesse ponto. O maior valor da tensão cisalhante na menor taxa de deformação coletada de forma descendente, com relação às demais, pode ser um indício da formação da rede de emaranhados transientes, bastante similar ao observado na Figura 4.15. 15,0 Viscosidade Aparente Tensão Cisalhante 51,0 14,5 49,5 14,0 48,0 13,5 46,5 100 200 300 400 Tensão Cisalhante (Pa) Viscosidade Aparente (Pa.s) 52,5 500 Tempo (s) Figura 4.18 – Viscosidade aparente e tensão de cisalhamento em função do tempo à 80°C para a formulação 2, à 0,29 s-1. Os resultados dos experimentos transientes da viscosidade aparente e tensão de cisalhamento à 80°C para a formulação 2 estão apresentados na Figura 4.18. Nota-se claramente a partir dela a manifestação do comportamento tixotrópico, devido aos mecanismos descritos na Figura 4.10. 95 Tensão Cisalhante (Pa) 12 10 8 Ascendente Descendente 6 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.19 - Tensão de cisalhamento em função da taxa de deformação à 80°C para a formulação 2. Na temperatura de 80°C, Figura 4.19, observa-se, na menor taxa de deformação, a inversão de valores de tensão de cisalhamento entre as curvas ascendente e descendente, comportamento similar ao verificado nas temperaturas de 60, Figura 4.15, e 70°C, Figura 4.17. 13,6 47 46 13,2 45 12,8 44 Viscosidade Aparente Tensão Cisalhante 43 42 100 200 300 400 12,4 Tensão Cisalhante (Pa) Viscosidade Aparente (Pa.s) 48 500 Tempo (s) Figura 4.20 – Viscosidade aparente e tensão de cisalhamento em função do tempo à 90°C para a formulação 2, à 0,29 s-1. 96 Ao comparar os resultados com os da formulação 1, Figura 4.6, observa-se o mesmo comportamento nos menores gradientes de velocidade. Conforme pode ser visto na 4.20, a viscosidade aparente do fluido 2 aumenta com o tempo de aplicação da taxa de deformação, o que indica o comportamento reopético na Figura 4.12, entre os pontos de 90 e 450 segundos. Entre os dois últimos valores lidos, houve uma pequena diminuição, de 46,3 para 46,1 Pa.s. Tensão Cisalhante (Pa) 15,0 13,5 12,0 10,5 9,0 Ascendente Descendente 7,5 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.21. Tensão de cisalhamento em função da taxa de deformação à 90°C para a formulação 2. A Figura 4.21 indica que a rede de emaranhamentos transientes continua sendo desfavorecida conforme o fluido atinge 90°C, quando observados os valores de tensão ascendentes à 0,01 e 0,10 s-1. Nesta menor taxa de deformação, nota-se o maior valor de tensão no sentido descendente. Nos demais pontos, não é possível observar histerese devido à amplitude dos desvios. É possível observar nos reogramas de todas as temperaturas, que o fluido 2 apresentou maiores valores da tensão no sentido descendente à 0,01 s-1, com exceção de 30 e 40°C. A histerese também foi vista nas curvas de 60, 70 e 80°C, nas quais o sentido ascendente apresentou maior valor da tensão nas taxas de deformação intermediárias. Ao contrário do exibido para a formulação 1, não houve 97 um grande aumento da faixa de tensão de cisalhamento lida nas últimas três temperaturas. Nos experimentos transientes realizados com a formulação contendo 0,3% de CMC e 6% de BT, observou-se comportamento tixotrópico na maior parte das temperaturas. Somente à 50, 70 e 90°C, houve aumento dos valores de viscosidade aparente e tensão cisalhante lidos em alguns pontos com a variação do tempo. Analisando a presença e a forma da histerese, nota-se que, na temperatura de 40°C, cujos reogramas da Figura 4.11 não exibiram histerese, o fluido apresentou comportamento tixotrópico, conforme Figura 4.10. Nas temperaturas de 50, 70 e 90°C, nas quais a histerese indicava aumento da tensão nos dados descendentes, observou-se nas Figuras 4.12, 4.16 e 4.20, que a tixotropia se manifestou em alguns pontos. Sendo assim, é possível notar que, embora a presença de histerese nos reogramas geralmente esteja relacionada com a influência do tempo no comportamento reológico de fluidos, ela não é suficiente para a definição da maneira com a qual este comportamento se manifesta. Autores como Costell et al. (2005) apud Dewar & Joyce (2006) e Abu-Jdayil et al. (2004) apud Dewar & Joyce (2006) observaram a transição dos comportamentos tixotrópico e reopético, à depender das condições de concentração e taxa de deformação, para sistemas contendo leite, amido e açúcar. Pavan et al. (1967) observaram que a temperatura apresenta forte influência no comportamento reológico dependente do tempo, em experimentos com óxido de polietileno. 4.1.2 – Modelos Reológicos Foi utilizado o software Portable Statistica 8 para o ajuste dos reogramas. Foram examinados onze modelos reológicos para cada curva. Para cada modelo, determinou-se o valor do coeficiente de correlação e o valor do somatório do quadrado dos resíduos, que corresponde à diferença entre o valor experimental e o predito pelo modelo. Quanto menor a soma dos seus quadrados, melhor a representação do modelo ao sistema. Os modelos reológicos que apresentaram o melhor ajuste, e os valores dos parâmetros estatísticos relacionados, são apresentados nas Tabelas 4.1 e 4.2. 98 Tabela 4.1 - Modelos reológicos mais bem representativos para a formulação 1 Temperatura Modelo (°C) Reológico R² Quadrado Modelo Resíduos Reológico (Ascendente) 30 Herschel- Herschel- 0,999 0,003 Herschel- Resíduos Herschel- 0,999 0,0006 0,994 0,039 Bulkley 0,998 0,015 Bulkley 50 Quadrado (Descendente) Bulkley 40 R² HerschelBulkley 0,988 0,457 Carreau 0,755 0,084 Bulkley 60 Carreau 0,983 0,380 Carreau 0,058 0,512 70 Carreau 0,935 4,130 Carreau 0,708 2,578 80 Ellis 0,975 112402 Carreau 0,530 13,624 90 Ellis 0,964 142667 Carreau 0,369 14,400 Tabela 4.2 - Modelos Reológicos mais bem representativos para a formulação 2 Temperatura Modelo (°C) Reológico R² Quadrado Modelo Resíduos Reológico (Ascendente) 30 Herschel- Herschel- 0,997 0,080 Herschel- Resíduos Herschel- 0,999 0,022 0,994 0,052 Bulkley 0,997 0,033 Bulkley 50 Quadrado (Descendente) Bulkley 40 R² HerschelBulkley 0,975 0,243 Carreau 0,140 0,289 Bulkley 60 Carreau 0,402 0,771 Carreau 0,001 1,493 70 Carreau 0,512 1,655 Carreau 0,606 0,568 99 80 Carreau 0,512 4,015 Carreau 0,799 0,384 90 Carreau 0,592 4,369 Carreau 0,934 0,095 Sabe-se, através da análise da histerese dos reogramas e dos experimentos transientes do item 4.1.1, que os fluidos estudados sofrem influência do tempo em seu comportamento reológico. Uma vez que não há na literatura um modelo simples que relacione tensão, taxa de deformação e o tempo, a análise dos modelos reológicos é feita sem levar em consideração o fator temporal (YAȘAR et al., 2007; ABDERALHIM & RAMASWAMY, 1995). Os dados das Tabelas 4.1 e 4.2 indicam que a temperatura exerce forte influência no modelo reológico característico do fluido. Além disso, nas temperaturas de 50, 80 e 90°C para o fluido 1 e 50°C para o fluido 2, diferentes modelos foram melhor ajustados a depender do sentido de aplicação da taxa de deformação. Dentre os dois parâmetros estatísticos, o somatório do quadrado dos desvios foi decisivo para a escolha da equação mais bem representativa. À 80 e 90°C, o modelo de Ellis foi o que melhor se ajustou, apesar dos altos valores desse somatório. 4.1.2.1 – Modelo de Herschel-Bulkley Nas menores temperaturas, as duas formulações de fluidos se adequaram bem ao modelo de Herschel-Bulkley. Este modelo possui analogia com a lei da potência, acrescida de uma tensão crítica de escoamento. Dolz et al. (2007) obtiveram resultados semelhantes para maiores concentrações do polímero à 24°C. A relação de cada parâmetro com a temperatura é apresentada nas Figuras 4.22 à 4.24. Conforme é mostrado na Figura 4.22, nos dados ascendentes, entre 30 e 40°C, a tensão crítica de escoamento sofreu aumento para a formulação 1, o que indica que, conforme Ferreira (2008) e Machado (2002), o primeiro incremento térmico provocou um aumento das forças eletrostáticas presentes no fluido com 0,2% de CMC. 100 Tensão Crítica (Pa) 9,0 7,5 6,0 4,5 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 3,0 1,5 30 35 40 45 50 Temperatura (°C) Figura 4.22. Tensão crítica de escoamento em função da temperatura para as formulações 1 e 2. O fluido 2 apresentou comportamento qualitativamente semelhante ao fluido com 0,2% de CMC, nas duas menores temperaturas. À 30°C, observou-se o menor valor da tensão, de 1,4 Pa, o qual foi menor inclusive que o do fluido 1, de 5,0 Pa, no sentido ascendente. Nas duas menores temperaturas, 30 e 40°C, o aumento da concentração do polímero implicou no aumento do valor do parâmetro no sentido ascendente. Entretanto, este sofreu pequena variação com o aumento térmico, o que indica que a temperatura exerce fraca influência na tensão, na faixa de 40 a 50°C. Abdelrahim & Ramaswamy (1995) também observaram o aumento da tensão crítica com o aumento da concentração de CMC. Para este mesmo fluido com 0,3% de CMC, o primeiro incremento térmico aumentou a as forças eletrostáticas presentes, mas o segundo incremento não. Nos dois pontos descendentes ajustados para a formulação 1, o parâmetro aumentou de 5,7 para 8,5 Pa entre as menores temperaturas, conforme Figura 4.22. Já para o fluido 2, o aumento foi de 5,7 para 7,9 Pa. Dessa forma, só foi observada diferença considerável no valor da tensão à 40°C. Verifica-se ao comparar-se os fluidos 1 e 2, a diminuição do parâmetro conforme o aumento da concentração de CMC presente no fluido. Em ambas as formulações, os pontos descendentes foram superiores aos ascendentes, o que indica que o processo de aplicação da taxa de 101 deformação por maior tempo causou mudanças estruturais nos fluidos, as quais n Índice de consistência (Pa.s ) acarretaram no aumento das forças eletrostáticas, entre 40 e 50°C. 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 14 12 10 8 6 30 35 40 45 50 Temperatura (°C) Figura 4.23. Índice de consistência em função da temperatura para as formulações 1 e 2. Conforme Machado (2002), o índice de consistência está diretamente relacionado com o grau de resistência do fluido ao escoamento. Os dados ascendentes da formulação 1, mostrados na Figura 4.23, indicam que este parâmetro diminuiu de valor com o primeiro incremento térmico e aumentou significadamente com o segundo. Na formulação 2, com 0,3% de CMC, o índice de consistência apresentou tendência de queda com o aumento térmico em todos os pontos ascendentes, na faixa de 30 a 50 °C. Com relação ao aumento da concentração, é possível observar nos pontos ascendentes à 30°C maior valor do parâmetro para o fluido 2. Já nas temperaturas seguintes, observa-se o oposto, principalmente à 50°C, onde a diferença entre os valores é grande. Yașar et al. (2007) observaram que quanto maior a quantidade de carboximetilcelulose em uma solução, mais fortes são as interações interparticulares e, consequentemente, maior o índice de consistência. De acordo com vários trabalhos da literatura (DOLZ et al., 2007; YAȘAR et al., 2007; TOḠRUL & ARSLAN, 2003; ABDELRAHIM & RAMASWAMY, 1995), é esperado que o aumento da energia térmica diminua a atração das moléculas 102 durante o fluxo, o que pode ser evidenciado pela diminuição do valor do índice de consistência. Com exceção do ponto ascendente à 50°C para a formulação 1, todos os outros obedeceram a tendência esperada. 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente Índice de comportamento 1,25 1,00 0,75 0,50 0,25 30 35 40 45 50 55 Temperatura (°C) Figura 4.24. Índice de comportamento em função da temperatura para as formulações 1 e 2. Segundo Machado (2002), o índice de comportamento é uma grandeza adimensional que indica o grau de desvio do fluido do modelo de Newton. Quando situado entre 0 e 1, indica comportamento pseudoplástico. Em repouso, estas partículas apresentam alta resistência interna ao fluxo, porém, com o aumento da deformação empregada, elas se alinham paralelamente na direção do escoamento. Por outro lado, conforme seu valor ultrapassa a unidade, o aumento da taxa de deformação empregada implica no aumento da viscosidade aparente do sistema. Isso é explicado pela presença de um líquido lubrificante intersticial entre as partículas, o qual não é suficiente quando maiores cisalhamento são empregados, devido a dilatação das partículas (PEREIRA, 2006). Como dito anteriormente, esse modelo é passível de uma analogia com a lei da potência, após a tensão crítica requerida ter sido atingida. Sendo assim, pode ser observado na Figura 4.24 que o índice de comportamento resultante dos dados ascendentes para o fluido 1 aumentou com o primeiro incremento térmico. Já no fluido 2 foi observado aumento do parâmetro nos dois incrementos térmicos, o que 103 indica uma diminuição da pseudoplasticidade do sistema com o aumento da temperatura. Resultados semelhantes podem ser encontrados na literatura (ABDELRAHIM et al., 1995; TOḠRUL & ARSLAN, 2003). Os dados descendentes expostos na Figura 4.24 indicam que o índice de comportamento aumentou de valor entre as temperaturas de 30 e 40°C, para ambos os fluidos. Na temperatura de 40°C, o parâmetro ultrapassou a unidade, apresentando o valor de 1,16 para o fluido contendo 0,2% de CMC e 1,09 para o que possuía 0,3% de CMC em sua composição. Isto indica que, nos dados descendentes, é possível que tenha havido uma transição do comportamento pseudoplástico para dilatante à 40°C. O aumento da concentração do polímero implicou no aumento da pseudoplasticidade à 30°C para os dados ascendentes. Na temperatura posterior neste mesmo sentido de aplicação da rotação, entretanto, houve aumento do índice, o que evidencia diminuição da pseudoplasticidade no fluido com 0,3% de carboximetilcelulose, quando comparado ao de 0,2% de CMC. Dolz et al. (2007) observaram, para soluções de carboximetilcelulose, que os pontos coletados com taxa de deformação empregada de forma descendente, apresentam diminuição do índice de comportamento mais pronunciada que os ascendentes, com o aumento da concentração. O aumento térmico desse parâmetro reológico também foi observado por Abidelrahim & Ramaswamy (1995) para soluções do mesmo polímero. 4.1.2.2 – Modelo de Carreau O modelo de Carreau envolve três parâmetros de ajuste e foi proposto por Carreau & Kee em 1979, tendo como principais aplicações as resinas e soluções poliméricas (PEREIRA, 2006). Os dados coletados de forma descendente de 50 a 90°C e os ascendentes, à 60 e 70°C se adequaram melhor à esse modelo reológico, para o fluido 1. No fluido 2, este modelo apresentou o melhor ajuste para os dados descendentes de 50 a 90°C e ascendentes de 60 a 90°C. A dependência dos parâmetros do modelo com a temperatura está apresentada nas Figuras 4.25 a 4.27. 104 Constante de tempo 3,5 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 2,8 2,1 1,4 0,7 0,0 50 60 70 80 90 100 Temperatura (°C) Figura 4.25. Constante de tempo em função da temperatura para as formulações 1 e 2. Carreau & Kee (1979) apud Pereira (2006) incluem uma constante de tempo em seu modelo. Nos dados ascendentes da formulação 1, este parâmetro apresentou forte aumento com o aumento da temperatura, entre 60 e 70°C, como pode ser visto na Figura 4.25. Para o fluido 2, um pico foi observado à 80°C. Na formulação contendo 0,3% de CMC, a temperatura apresentou baixa influência no valor do parâmetro, que se situou na faixa de 0,2 a 0,6 de 60 a 90°C no sentido ascendente de aplicação da rotação. Os pontos descendentes do fluido com 0,2% de carboximetilcelulose apresentaram forte oscilação com o aumento da temperatura. Já no fluido contendo 0,3% do polímero, o pico no valor do parâmetro foi observado à 60°C e, após essa temperatura, a constante diminuiu a cada incremento térmico até atingir o valor de 0,5 à 90°C. Com exceção das temperaturas de 60 e 80°C, o aumento da concentração do polímero ocasionou em diminuição no valor do parâmetro para o sentido descendente. Viscosidade aparente (Pa.s) 105 80 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 60 40 20 0 50 60 70 80 90 100 Temperatura (°C) Figura 4.26. Viscosidade aparente a baixas taxas de deformação em função da temperatura para as formulações 1 e 2. O segundo parâmetro representa a viscosidade que o sistema possui quando submetido à baixas taxas de deformação. A Figura 4.26 exibe comportamento de variação da viscosidade aparente bastante similar à da Figura 4.25. Nos dados ascendentes, observa-se novamente que o aumento de temperatura, entre 60 e 70°C, provocou forte aumento no valor do parâmetro para o fluido 1. Já o fluido 2 sofreu pouca influência da temperatura nesse sentido dos dados, se situando na faixa de 2,5 a 6,7 Pa.s, de 60 a 90°C. A formulação contendo 0,3% de CMC apresentou menores valores do parâmetro do que o fluido com 0,2% do polímero. Nos dados descendentes, verifica-se mais uma vez a forte oscilação do parâmetro com o aumento da temperatura, e o máximo valor atingido à 70°C para o fluido com 0,2% de CMC, semelhante ao observado para a constante de tempo na Figura 4.25. Com exceção da temperatura de 60°C, na qual observou-se o valor máximo da viscosidade aparente para o fluido 2, o aumento da concentração de polímero implicou na diminuição do valor desse parâmetro. 106 Parâmetro adimensional -0,42 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente -0,44 -0,46 -0,48 -0,50 -0,52 50 60 70 80 90 100 Temperatura (°C) Figura 4.27 - Parâmetro adimensional em função da temperatura para as formulações 1 e 2. O último parâmetro do modelo é adimensional e não apresenta significado físico. Conforme é mostrado na Figura 4.27, nos dados ascendentes da formulação contendo 0,2% de carboximetilcelulose, ele sofreu um pequeno aumento entre as temperaturas de 60 e 70°C, de -0,44 para -0,43. Para a formulação com 0,3% de CMC em sua composição, o parâmetro também aumentou entre essas duas temperaturas e passou a não sofrer influência térmica até atingir os 90°C, no sentido ascendente. O aumento da concentração do polímero implicou na diminuição do valor do parâmetro para as temperaturas de 60 e 70°C nesse sentido dos dados. A formulação 1 apresentou diminuição do parâmetro adimensional com a temperatura nos dados descendentes até atingir 80°C. A partir desse ponto, o parâmetro apresentou um aumento até a temperatura de 90°C, atingindo o valor de 0,48. Nos dados descendentes para o fluido 2, o parâmetro adimensional se situou na faixa de -0,5 a -0,52, entre as temperaturas de 50 e 90°C. Com exceção das temperaturas de 60 e 80°C, o aumento da concentração do polímero ocasionou diminuição no valor do parâmetro adimensional no sentido descendente. De forma geral, o valor do parâmetro sofreu mais influência da concentração do polímero na formulação e do sentido de obtenção dos dados do que da temperatura do sistema. 107 4.1.2.3 – Modelo de Ellis Os reogramas resultantes da aplicação da taxa de deformação ascendente para o fluido 1 foram melhor ajustados ao modelo de Ellis nas temperatura de 80 e 90°C. Embora o modelo tenha apresentado altos valores dos resíduos, este foi o único ao qual os pontos mais se aproximaram, sem que parâmetros físicos inconsistentes fossem gerados. A viscosidade aparente a baixas taxas de deformação é o primeiro dos parâmetros do modelo de Ellis. Foram obtidos valores muito altos desse parâmetro. Na temperatura de 80°C, o valor ajustado foi de 4,8 x 10 7 Pa.s e, na temperatura seguinte, o parâmetro diminuiu para 1,8 x 106. Estes resultados estão de acordo com a variação da viscosidade aparente nessa faixa de temperatura. Conforme será exposto no item 4.1.4, análise térmica da viscosidade, a viscosidade aparente diminui com o incremento térmico entre 80 e 90°C, exceto nas taxas de deformação intermediárias. Ellis inclui em seu modelo um parâmetro relativo à tensão de cisalhamento, cujo valor corresponde ao ponto em que a viscosidade aparente assume metade do seu valor inicial. Os ajustes indicaram o aumento desse parâmetro com o aumento térmico, à 80°C o valor foi de 10,7 Pa, e à 90°C de 17,2 Pa. O ultimo parâmetro presente no modelo de Ellis é uma medida do grau de pseudoplasticidade. Constatou-se que seu valor aumentou de, 13,9 à 80°C, para 30,9 na temperatura de 90°C. Sabe-se que o comportamento pseudoplástico de um fluido está diretamente relacionado com a diminuição de sua viscosidade aparente. Sendo assim, uma vez que o primeiro parâmetro analisado do modelo de Ellis diminuiu com o incremento térmico, é coerente o aumento do grau de pseudoplasticidade observado. 4.1.3 – Curvas de Viscosidade Conforme discutido no item 2.3.4.2, sabe-se que, em fluidos não Newtonianos, a viscosidade do sistema muda de acordo com a taxa de deformação empregada. O conceito de viscosidade aparente corresponde, então, à viscosidade que o fluido teria se fosse Newtoniano, para as condições específicas de tensão cisalhante e taxa de deformação à que está submetido (HELLER & KEREN, 2002). 108 As Figuras 4.28 à 4.31 (a), (b), (c) e (d) mostram a variação da viscosidade aparente com a taxa de deformação em cada temperatura para as formulações 1 e 2. Viscosidade Aparente (Pa.s) 800 600 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 400 200 0 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.28. Viscosidade aparente em função da taxa de deformação à 30°C para as formulações 1 e 2. Conforme pode ser visto na Figura 4.28, os valores de viscosidade aparente observados para os dois fluidos contendo carboximetilcelulose em sua formulação foram bastante próximos, em todas as taxas de deformação estudadas, indicando que, na temperatura de 30°C, a concentração e o sentido das medidas apresenta fraca influência no valor nessa grandeza. As quatro curvas de viscosidade exibiram a mesma tendência de diminuição da viscosidade aparente com o aumento da taxa de deformação. Conforme visto na Figura 4.8, o fluido 2 apresentou comportamento tixotrópico nessa temperatura. Acredita-se que tenha ocorrido a formação das ligações de hidrogênio após o preparo dos dois fluidos e, portanto, que eles tenham adquirido alta resistência inicial à deformação imposta. Conforme mostrado na Figura 4.28, com o aumento da taxa de deformação, algumas dessas ligações provavelmente foram rompidas, diminuindo a viscosidade aparente do meio (HELLER & KEREN, 2002; TOḠRUL & ARSLAN, 2003; KÄISTNER, 1997 apud ROHR, 2007; YAȘAR et al., 2007). Yașar et al. (2007) e Toğrul & Arslan (2003) observaram que o aumento da taxa de 109 deformação geralmente implica na diminuição da energia de ativação do fluxo, a qual está diretamente ligada com a viscosidade aparente de um fluido. Observa-se, portanto, que mesmo com a influência do tempo no comportamento reológico dos fluidos, estes apresentam tendência similar à dos fluidos pseudoplásticos, os quais sofrem diminuição da viscosidade com o aumento da taxa de deformação. Também é possível observar na Figura 4.28 que, nas maiores taxas de deformação, as mudanças no valor da viscosidade aparente passam a ser menores quando comparadas às variações ocorridas entre as menores taxas de deformações empregadas. Yașar et al. (2007) e Toğrul & Arslan (2003) observaram resultados semelhantes para soluções de carboximetilcelulose. Viscosidade Aparente (Pa.s) 1000 800 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 600 400 200 0 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.29. Viscosidade aparente em função da taxa de deformação à 40°C para as formulações 1 e 2. Conforme mostra a Figura 4.29, para o fluido com 0,3% de CMC, na taxa de deformação de 0,01 s-1, a viscosidade aparente apresentou maior valor para o sentido descendente. Isto está de acordo com o observado na Figura 4.2, na qual houve aumento da tensão lida nos dados descendentes nessa taxa de deformação. A diferença observada indica o fortalecimento das ligações de hidrogênio nos dados descendentes. Todavia, nota-se que este fortalecimento não foi suficiente para manter o nível de agregação do sistema com o aumento da taxa de deformação, 110 uma vez que na temperatura de 40°C, também foi observada diminuição da viscosidade aparente com o aumento do gradiente de velocidades, comportamento similar ao da Figura 4.28. Conforme visto na Figura 4.29, o aumento da concentração do polímero implicou no aumento da viscosidade aparente nos dados ascendentes à 0,01 s -1. Nos demais pontos ascendentes e em todos os descendentes, não foi observada diferença considerável entre a viscosidade dos dois fluidos. De acordo com Dewar & Joyce (2006), o aumento da viscosidade de um fluido decorrente do aumento da concentração de um polímero ocorre devido à formação de agregados moleculares, ou micelas conforme Menezes et al. (2010), os quais tendem a ter sua movimentação restrita por haver menos solvente nos sistema. Kulicke et al. (1996) apud Bayarri et al. (2009) e Kastner et al. (1997) apud Bayarri et al. (2009) citam ainda o favorecimento do enovelamento do polímero devido a presença de um maior número de moléculas no sistema. Yașar et al. (2007) observaram esse tipo de comportamento em soluções de carboximetilcelulose. Com relação aos dados da temperatura de 30°C, Figura 4.28, houve um aumento nos valores da faixa de viscosidade aparente medida à 40°C, Figura 4.29. Viscosidade Aparente (Pa.s) 1800 1500 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 1200 900 600 300 0 0,0 0,1 0,2 0,3 0,4 0,5 Taxa de Deformação (1/s) Figura 4.30 - Viscosidade aparente em função da taxa de deformação à 50°C para as formulações 1 e 2. 111 Na temperatura de 50°C, é possível observar para o fluido contendo 0,2% de carboximetilcelulose um expressivo aumento na viscosidade aparente nos dados descendentes à 0,01 s-1 com relação aos demais pontos. Este comportamento persistiu até 0,29 s-1. Para o fluido 2, a Figura 4.30 indica tendência similar. Mais uma vez, notou-se um aumento nos valores da faixa de viscosidade medida com relação às temperaturas anteriores. Para ambos os fluidos foi observada a diminuição da viscosidade aparente com o aumento da taxa de deformação, similar às Figura 4.28 e 4.29. Notou-se também que o aumento da concentração do polímero implicou na diminuição da viscosidade aparente para ambos os sentidos de aplicação da taxa de deformação. Menezes et al. (2010) também verificaram menores valores de viscosidade aparente com aumento da concentração de carboximetilcelulose em sistemas contendo argila. Segundo os autores, isto ocorreu devido à alta compactação das moléculas de CMC, resultante do baixo peso molecular do polímero. As moléculas se adsorveram nas extremidades das partículas minerais de argila, impedindo o estabelecimento das ligações de hidrogênio responsáveis pelas pontes interparticulares. É possível que isso tenha causado a defloculação das partículas de argila, ou sua quebra em partículas menores. Amorim (2003) relata que a adsorção de polieletrólitos sobre superfícies de argila promovendo a sua defloculação é explicada pelos mecanismos de estabilização estérica e estabilização eletroestérica. Segundo Terpstra et al. (1995) apud Amorim (2003) e Oliveira et al. (2000) apud Amorim (2003), a estabilização estérica ocorre quando as partículas são recobertas com uma camada de polímero de cadeia molecular suficiente longa para dificultar, por impedimento físico, que as partículas se aproximem da região de forte atuação das forças de Van der Waals. Na estabilização eletroestérica, a adsorção específica de polieletrólitos nas superfícies das partículas origina forças de repulsão. Os íons provenientes da dissociação dos grupos ionizáveis dos polieletrólitos somam ao efeito estérico uma barreira eletrostática e, desta maneira, além de produzirem uma película que impede a aglomeração do sistema pelo aumento da distância mínima de separação entre as partículas, também estabilizam as suspensões pela interação de caráter elétrico entre as cadeias carregas (OLIVEIRA et al., 2000 apud AMORIM, 2003). 112 Viscosidade Aparente (Pa.s) 1500 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 1200 900 600 300 0 0,0 0,1 0,2 0,3 0,4 Viscosidade Aparente (Pa.s) 3600 1800 3000 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 2400 1800 1200 600 0 0,0 0,5 0,1 2500 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 1000 500 0 0,1 0,2 0,3 0,4 0,5 Viscosidade Aparente (Pa.s) Viscosidade Aparente (Pa.s) 3000 0,0 0,4 0,5 (c) (a) 1500 0,3 Taxa de Deformação (1/s) Taxa de Deformação (1/s) 2000 0,2 2500 2000 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 1500 1000 500 0 0,0 Taxa de Deformação (1/s) 0,1 0,2 0,3 0,4 Taxa de Deformação (1/s) (b) (d) Figura 4.31 – Viscosidade aparente em função da taxa de deformação para as formulações 1 e 2: (a) 60°C; (b) 70°C; (c) 80°C; (d) 90°C. É mostrado na Figura 4.31 (a), (b) e (c) que, para o fluido contendo 0,2% do polímero, o valor da viscosidade aparente lida no sentido descendente é superior ao lido de forma ascendente à 0,01 s-1. Esta histerese diminui drasticamente na taxa de deformação seguinte e passa a não existir a partir de 0,20 s-1. Para o fluido 2, a histerese obsevada na menor taxa de deformação é muito menor que a observada para o fluido 1 e não é notada a partir do segundo ponto de taxa de deformação. Nas quatro Figuras 4.31 (a), (b), (c) e (d), a viscosidade lida é maior no sentido descendente, principalmente à 80 e 90°C. 0,5 113 O aumento da concentração do polímero só apresentou influência na taxa de deformação de 0,01 s-1. Enquanto que, nos dados ascendentes da Figura 4.31 (a) houve um pequeno aumento no valor da viscosidade aparente para o fluido com 0,3% de CMC, nos gráficos das Figuras 4.31 (b), (c) e (d) houve diminuição. Já nos dados descendentes observou-se grande diminuição da viscosidade nos gráficos das Figuras 4.31 (a), (b), (c) e (d), devido, provavelmente, ao enfraquecimento das ligações de hidrogênio decorrentes dos mecanismos de estabilização estérica e eletroestérica, similar ao observado nas Figuras 4.30 e 4.31. De maneira geral, a faixa de viscosidade lida aumentou até a Figura 4.31 (c) e depois diminuiu na Figura 4.31 (d). A diminuição da viscosidade aparente com o aumento da taxa de deformação observada em todas as temperaturas foi discutida na Figura 4.28. Foi encontrada uma relação entre a viscosidade aparente e a taxa de deformação definida por uma lei de potência, similar à observada por Song et al. (2006) apud Choppe et al. (2010) para soluções de goma xantana, em altas concentrações e baixas temperaturas, e Edali et al. (2001) para soluções de CMC, conforme exibido na Equação 15. As Tabelas 4.3 e 4.4 exibem os dois parâmetros do modelo obtidos, bem como os parâmetros estatísticos do coeficiente de correlação e do somatório do quadrado dos resíduos, para os fluidos 1 e 2, respectivamente. Tabela 4.3 - Parâmetros do ajuste da Equação 15 para a formulação 1 no sentido ascendente. Temperatura R² (°C) Quadrado Resíduos 30 -0,84 13,22 0,999 17,00 40 -0,90 11,11 0,999 27,86 50 -0,83 15,97 0,999 18,04 60 -0,86 16,95 0,999 23,55 70 -0,84 26,70 0,999 41,60 80 -0,88 39,98 0,999 2546,63 114 90 -0,86 39,98 0,999 3264,2 Tabela 4.4 - Parâmetros do ajuste da Equação 15 para a formulação 1 no sentido descendente. Temperatura R² (°C) Quadrado Resíduos 30 -1,41 49,66 0,999 9,1E-5 40 -0,96 10,29 0,999 38,45 50 -0,95 17,21 0,999 32,78 60 -1,01 14,38 0,999 16,30 70 -1,00 24,45 0,999 163,0 80 -1,02 28,42 0,999 520,61 90 -0,91 30,94 0,999 275,75 Tabela 4.5 – Parâmetros do ajuste da Equação 15 para a formulação 2 no sentido ascendente. Temperatura R² (°C) Quadrado Resíduos 30 -0,81 14,54 0,999 5,40 40 -0,92 10,77 0,999 41,41 50 -0,93 9,70 0,999 44,63 60 -0,95 11,95 0,999 8,27 70 -0,90 11,68 0,999 30,34 80 -0,86 13,07 0,999 104,54 90 -0,85 16,61 0,999 219,06 115 Tabela 4.6 – Parâmetros do ajuste da Equação 15 para a formulação 2 no sentido descendente Temperatura R² (°C) Quadrado Resíduos 30 -0,85 12,59 0,999 28,00 40 -0,95 10,00 0,999 64,01 50 -0,99 10,58 0,999 1,98 60 -1,03 8,86 0,999 39,70 70 -1,04 7,69 0,999 8,50 80 -1,05 8,07 0,999 4,21 90 -1,03 11,27 0,999 0,59 Os dados das Tabelas 4.3, 4.4, 4.5 e 4.6 indicam que o somatório do quadrado dos resíduos nas maiores temperaturas aumentou muito de valor para os dois fluidos, principalmente para os dados ascendentes. Como as viscosidades aparentes apresentam altas ordens de grandeza, os desvios entre os dados experimentais e os calculados pelo modelo, decorrentes dessas redes, por menores que sejam quando comparados ao valor da viscosidade em si, acabam se tornando muito grandes após serem elevados ao quadrado. Para o fluido 2, que exibiu menores oscilações nas maiores temperaturas, a soma do quadrado dos resíduos é menor. 4.1.4 – Análise Térmica da Viscosidade Um dos principais fatores que influenciam o valor da viscosidade aparente de um fluido é a condição térmica a que está submetido (TOḠRUL & ARSLAN, 2003). As Figuras 4.32 (a), (b), (c), (d), (e) e (f) exibem a variação dessa grandeza a temperatura para os fluidos 1 e 2 116 120 Viscosidade aparente (Pa) Viscosidade aparente (Pa) 3500 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 2800 2100 1400 700 30 40 50 60 70 80 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 100 80 60 40 20 90 30 40 Viscosidade aparente (Pa) Viscosidade aparente (Pa) 80 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 250 200 150 100 50 30 40 50 60 70 80 60 40 30 20 90 30 40 30 60 70 Temperatura (°C) 80 90 Viscosidade aparente (Pa) Viscosidade aparente (Pa) 60 (c) 70 80 90 70 90 50 60 (e) 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 40 50 Temperatura (°C) 180 30 90 50 (b) 120 80 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 70 Temperatura (°C) 150 70 (d) (a) 300 60 Temperatura (°C) Temperatura (°C) 350 50 60 0,2% 0,3% 50 40 30 20 10 30 40 50 60 70 80 Temperatura (°C) (f) Figura 4.32 – Viscosidade aparente em função da temperatura para as formulações 1 e 2: (a) 0,01; (b) 0,10; (c) 0,20; (d) 0,29; (e) 0,38; (f) 0,47 s-1. 90 117 Observa-se na Figura 4.32 (a), (b) e (e) que a viscosidade aparente aumentou de valor até 80°C, no sentido ascendente para o fluido 1 e diminuiu na maior temperatura. Já no sentido descendente para o fluido com 0,2% de CMC, a viscosidade também aumentou na maior parte dos pontos dos gráficos exceto à 60 e 90°C, para as Figuras 4.32 (a), (b), (c), (d) e (e). Para o fluido 2, os valores da viscosidade sofreram flutuações a depender da temperatura e da taxa de deformação, conforme Figuras 4.32 (a), (b), (c), (d), (e) e (f), porém numa faixa de valores de viscosidade aparente bem menor que a observada para o fluido 1, o que indica que, nas faixas de concentração, taxa de deformação e temperatura estudadas, o aumento da concentração de polímero diminui a sensibilidade térmica da viscosidade aparente do fluido. Um dos principais fenômenos que ocorre na estrutura da argila na presença de água é o seu inchamento. Conforme dito no item 2.5.1, as moléculas de água adsorvem-se na superfície das camadas de sílica, que são então separadas umas das outras, e a bentonita entra num estado de floculação. Ișci & Turutoğlu (2011) e Briscoe et al. (1994) apud Luckham & Rossi (1999) observaram que o aumento da temperatura propicia a floculação e o espessamento da montmorilonita. Segundo Luckham & Rossi (1999) apud Amorim (2003), para fluidos contendo quantidades superiores a 3% de argila em sua composição, como os fluidos 1 e 2 utilizados nesse trabalho, a estrutura gel é favorecida pela floculação. Luckham & Rossi (1999) afirmam que a temperatura diminui a energia máxima das moléculas à distâncias intermediárias e, portanto, aumenta as forças de atração na bentonita e as interações intermoleculares. Isto pode causar o aumento da viscosidade aparente observado na maior parte das temperaturas. Outra hipótese importante para explicar o aumento da viscosidade com a temperatura observada na Figura 4.32 está relacionada com a conformação adotada pela molécula do polímero. Kastner et al. (1997) apud Bayarri et al. (2009) observaram que a estrutura de gel e a rede transiente polimérica são favorecidas quando a cadeia do polímero se encontra de forma emaranhada. Nessas condições, as repulsões eletrostáticas entre os ramos da cadeia são enfraquecidas, e o fluido aumenta seu estado de agregação. Além disso, os polímeros podem flocular as suspensões de argila através da formação de pontes suportadas por ligações de hidrogênio (AMORIM, 2006). 118 Por outro lado, a temperatura pode ainda causar diminuição na viscosidade aparente do fluido ao reduzir as forças coesivas das ligações, de acordo com Ratchtanapum et al. (2012), conforme observado à 60 e 90°C para o fluido com 0,2% do polímero e à 50, 70 e 80°C para o fluido com 0,3% de CMC nas Figuras 4.32 (a), (b), (c), (d), (e) e (f). Casas et al. (2000) apud Toğrul & Arslan (2003) apontam a possibilidade da perda de água de hidratação ao redor das moléculas e o aumento da flexibilidade das cadeias poliméricas. Holdsworth (1971) apud Yașar et al. (2007) levanta ainda a possibilidade da energia térmica causar uma expansão a nível molecular. As variações de viscosidade observadas nas Figuras 4.32 (a), (b), (c), (d), (e) e (f) indicam que a predominância dos mecanismos de interações interparticulares, responsáveis pelo aumento ou diminuição da viscosidade discutidos, dependem fortemente da taxa de deformação e da condição térmica do meio. É possível notar nas Figuras 4.32 (a), (b) e (c) a histerese nas curvas do fluido 1. Para o fluido com 0,3% do polímero na formulação, a diferença entre as curvas a depender do sentido das medidas só não é observada à 0,47 s-1, Figura 4.32 (f). Ressalta-se que, nesta última taxa de deformação, o algoritmo de programação do reômetro não permitiu a análise de histerese, uma vez que reconhecia o ponto experimental como o ultimo dos ascendentes e o primeiro dos descendentes, de forma simultânea. Nota-se que, nas Figuras 4.32 (a), (b), (c), (d), (e) e (f), a partir da temperatura de 50°C, o fluido com 0,3% do polímero apresenta menor viscosidade que o fluido com 0,2% de CMC em sua formulação. Edali et al. (2001) também observaram que, a depender da faixa de taxa de deformação empregada nos experimentos, o aumento da concentração do polímero pode levar a uma diminuição da viscosidade aparente do fluido. Segundo Rossi et al. (2002), este tipo de comportamento ocorre quando a adsorção das moléculas do polímero sob superfícies das partículas de argila ocorre sem a formação de pontes, de forma que a floculação é bastante dificultada. Pode ser observado nas Figuras 4.32 (a), (b), (c), (d), (e) e (f) que a faixa de viscosidades lidas diminuiu com o aumento da taxa de deformação, devido aos mecanismos discutidos na Figura 4.28. 119 A relação entre a viscosidade aparente e a temperatura foi bem ajustada a um dos modelos empíricos de Andrade, muito utilizados segundo Yașar et al. (2007). Através do coeficiente de correlação e do somatório do quadrado dos desvios, observou-se que melhores resultados eram obtidos quando examinados os dados de viscosidade de 30 a 80°C para o fluido 1, excluindo a última temperatura. Os parâmetros do modelo, expresso na Equação 6, constam nas Tabelas 4.7 e 4.8. Para o fluido 2, verificou-se que dois dos modelos empíricos de Andrade apresentaram adequação similar aos dados de acordo com o somatório do quadrado dos resíduos. Os valores para os parâmetros de cada modelo, expressos nas Equações 6 e 7, constam nas Tabelas 4.9 e 4.10, 4.11 e 4.12 respectivamente. Tabela 4.7 - Parâmetros do ajuste do modelo de Andrade da Equação 6 para a formulação 1 no sentido ascendente 6 Taxa de R² (x10 ) -1 deformação (s ) Quadrado Resíduos 0,01 105 -61619 9,6 0,992 18546,5 0,10 106,3 -63618 9,9 0,994 258,1 0,20 72,4 -42270 6,5 0,987 104,7 0,29 62,4 -36051 5,5 0,976 79,9 0,38 69,5 -41136 6,4 0,976 41,8 0,47 -19,2 17144,9 -3,1 0,827 38,1 Tabela 4.8 - Parâmetros do ajuste do modelo de Andrade da Equação 6 para a formulação 1 no sentido descendente 6 Taxa de (x 10 ) R² -1 deformação (s ) Quadrado Resíduos 0,01 20,98 -5424,4 0,3 0,984 88871,4 0,10 27,46 -11721 1,4 0,954 1797,2 120 0,20 21,44 -8900 0,1 0,907 570,3 0,29 42,04 -22708 3,3 0,941 184,4 0,38 52,23 -29719 4,5 0,957 71,8 0,47 - - - - - Tabela 4.9 - Parâmetros do ajuste do modelo de Andrade da Equação 6 para a formulação 2 no sentido ascendente 3 Taxa de (x 10 ) 6 R² (x10 ) -1 deformação (s ) Quadrado Resíduos 0,01 -34,6 27 -4,5 0,512 37883 0,10 16,9 -7,8 1,2 0,311 352,9 0,20 20,7 -11 1,7 0,196 103,9 0,29 13,3 -6,5 1,1 0,510 15,9 0,38 10,4 -5,0 8,9 0,665 12,2 0,47 0,29 1,0 -0,041 0,910 4,7 Tabela 4.10 - Parâmetros do ajuste do modelo de Andrade da Equação 6 para a formulação 2 no sentido descendente 3 Taxa de (x10 ) 6 (x 10 ) R² -1 deformação (s ) Quadrado Resíduos 0,01 -27,2 23 -3,9 0,894 15205 0,10 -10,2 9,6 -1,5 0,247 162,4 0,20 -11,1 9,4 -1,4 0,534 58,4 0,29 -4,9 4,9 -0,71 0,804 12,9 0,38 -2,7 3,2 -0,41 0,883 6,8 121 0,47 - - - - - Tabela 4.11 - Parâmetros do ajuste do modelo de Andrade da Equação 7 para a formulação 2 no sentido ascendente 3 Taxa de R² (x 10 ) -1 deformação (s ) Quadrado Resíduos 0,01 114,9 -1,7 -0,16 0,702 27131 0,10 -16,1 3,2 0,03 0,302 357,6 0,20 -28,2 5,2 0,04 0,184 104,9 0,29 -16,85 3,4 0,03 0,494 16,49 0,38 -13,41 2,9 0,02 0,657 12,54 0,47 1,3 0,68 -0,0095 0,910 4,76 Tabela 4.12 - Parâmetros do ajuste do modelo de Andrade da Equação 7 para a formulação 2 no sentido descendente 3 Taxa de R² (x10 ) -1 deformação (s ) Quadrado Resíduos 0,01 81,1 -12 -0,11 0,884 16366 0,10 33,5 -4,7 -0,44 0,240 163,8 0,20 29,69 -4,0 -0,41 0,530 59,0 0,29 15,12 -1,6 -0,02 0,803 13,0 0,38 8,79 -0,5 -0,11 0,883 6,85 0,47 - - - - - 122 4.2– Formulações contendo GX 4.2.1– Reogramas Conforme dito no item 3.3, a faixa de rotação empregada nos experimentos dos fluidos com o polímero goma xantana diferiu da utilizada com os fluidos contendo carboximetilcelulose. Verificou-se que, quando aplicada a taxa de deformação de 0,01 a 0,47 s-1, a viscosidade dos fluidos aumentava bastante de valor nas maiores temperaturas, ficando fora da faixa operacional do reômetro. Sendo assim, após vários testes, foi escolhido o intervalo de rotação 1,01 a 1,51 rpm, que corresponde aos gradientes de velocidade de 0,94 a 1,40 s-1, de modo que o estudo reológico dos fluidos com goma xantana também fosse realizado de 30 a 90°C. Os reogramas relativos à formulação 3 (0,2% GX e 6% BT) são apresentados nas Figuras 4.33 a 4.39. Tensão Cisalhante (Pa) 36 34 32 Ascendente Descendente 30 28 0,90 1,05 1,20 1,35 1,50 Taxa de Deformação (1/s) Figura 4.33 - Tensão de cisalhamento em função da taxa de deformação à 30°C para a formulação 3. Na temperatura de 30°C, observa-se que o fluido 3 apresenta maior tensão no sentido ascendente nas duas menores taxas de deformação. Nas demais, não é possível observar a presença de histerese devido à sobreposição das barras de desvio, o que indica que não houve mudanças significativas na estrutura do fluido 123 entre os pontos ascendentes e descendentes nestes gradientes de velocidade. Nota-se um pico de tensão nos dados descendentes à 1,13 s -1, o que pode estar ligado com a formação de ligações cruzadas (CHOPPE et al., 2010). Segundo Petri & Neto (2010), um dos principais mecanismos envolvidos nas interações das moléculas do polímero goma xantana com a argila é a adsorção. Os autores afirmam que ela ocorre devido à presença dos grupos hidroxil e carboxílico na molécula do polímero, os quais possibilitam a formação de ligações de hidrogênio. Neste processo, ocorre a formação de cadeias de polímero suportadas por essas ligações, as quais servem como pontes entre as moléculas de argila. Por outro lado, é possível ainda que os cátions em solução apresentem maiores interações com as moléculas do polímero, diminuindo sua proximidade com as partículas de argila. Choppe et al. (2010) observaram o estabelecimento de ligações cruzadas em fluidos contendo GX. Segundo eles, há a formação de uma rede polimérica, a qual é fortemente influenciada pelas transições das conformações em hélice e emaranhado. Borges & Vendrucolo (2008) afirmam que essa estrutura é fraca na presença do íon sódio, o qual estava presente na argila utilizada nos experimentos. Choppe et al. (2010) afirmam que o estabelecimento das ligações cruzadas na rede tridimensional é dependentes do tempo. Quanto maiores as interações entre as moléculas e, portanto, as cadeias formadas, menor o favorecimento dessas ligações, o que indica a conformação helicoidal nas moléculas do polímero. Diaz et al. (2004) também observaram que, a depender da temperatura em que o sistema se encontra, é possível que a molécula de goma xantana adquira conformação espiral, ou emaranhada. Esta se refere a um estado com alto grau de desordem do sistema, resultante de fortes repulsões eletrostáticas. Sendo assim, observa-se que, nessa temperatura, é possível que a quantidade de interações propicie a formação das ligações transientes e a conformação espiral das moléculas do polímero. 124 Tensão Cisalhante (Pa) 17 16 15 14 13 Ascendente Descendente 12 11 0,90 1,05 1,20 1,35 1,50 Taxa de Deformação (1/s) Figura 4.34 - Tensão de cisalhamento em função da taxa de deformação à 40°C para a formulação 3. Com o primeiro incremento térmico, o fluido 3 continuou a exibir maiores valores de tensão no sentido ascendente, de 0,94 a 1,31 s-1. O ponto coletado de forma ascendente à 1,03 s-1, apresenta o mínimo valor de tensão desses pontos, conforme Figura 4.34. Isso pode indicar que tenha ocorrido a formação de emaranhamentos transientes no ponto anterior à 1,03 s-1, uma vez que este apresentou alto valor da tensão de cisalhamento. À 50°C, Figura 4.35, é possível observar que a tensão é maior nos dados descendentes em 0,94 e 1,03 s-1, o que indica que o mecanismo de adsorção discutido na Figura 4.35 é desfavorecido no sentido ascendente. A histerese foi maior para a segunda taxa de deformação, visto que, à 0,94 s -1, o desvio apresenta alta amplitude. Nos três maiores gradientes de velocidade, a histerese é extremamente baixa, mesmo sem levar em conta os desvios. 125 Tensão Cisalhante (Pa) 18 16 14 Ascendente Descendente 12 0,90 1,05 1,20 1,35 1,50 Taxa de Deformação (1/s) Figura 4.35 - Tensão de cisalhamento em função da taxa de deformação à 50°C para a formulação 3. Tensão Cisalhante (Pa) 17 16 15 14 13 Ascendente Descendente 12 0,90 1,05 1,20 1,35 1,50 Taxa de Deformação (1/s) Figura 4.36 - Tensão de cisalhamento em função da taxa de deformação à 60°C para a formulação 3. Semelhante ao observado na Figura 4.35, na temperatura de 60°C a histerese só foi observada nas taxas de deformação de 0,94 e 1,03 s -1, nos reogramas da Figura 4.36. Entre 0,94 e 1,22 s-1, houve pouca variação da tensão cisalhante lida nos dados descendentes. Tendência similar foi observada nos pontos 126 ascendentes de 1,13 a 1,31 s-1. A diminuição da tensão descendente à 1,31 s-1 pode indicar que a rede de emaranhados transientes tenha se formado nessa temperatura, e tenha sofrido uma “relaxação” nesse ponto. Tensão Cisalhante (Pa) 26 24 22 Ascendente Descendente 20 0,90 1,05 1,20 1,35 1,50 Taxa de Deformação (1/s) Figura 4.37 - Tensão de cisalhamento em função da taxa de deformação à 70°C para a formulação 3. Tensão Cisalhante (Pa) 29 Ascendente Descendente 28 27 26 25 24 23 0,90 1,05 1,20 1,35 1,50 Taxa de Deformação (1/s) Figura 4.38 - Tensão de cisalhamento em função da taxa de deformação à 80°C para a formulação 3. 127 Maiores valores da tensão no sentido descendente são observados nos dados da Figura 4.37. À 70°C, o fluido contendo 0,2% de goma xantana apresenta histerese nas taxas de deformação de 0,94 a 1,13 s -1. Os primeiros valores de tensão ascendente apresentam variação semelhante à observada na temperatura de 60°C, Figura 4.36. O formato suave das curvas sugere a conformação helicoidal das moléculas do polímero nessa temperatura, conforme discutido na Figura 4.33. Segundo Xie & Lecourtier (1992) e Choppe et al. (2010), indícios de transições entre as duas conformações são mudanças na viscosidade aparente do fluido, similar ao observado na Figura 4.12, além da presença das ligações cruzadas transientes. Na Figura 4.38, é possível observar a presença de histerese à 80°C nas taxas de deformação de 0,94 e 1,22 s-1. Os reogramas indicam a formação das ligações cruzadas transientes entre 1,22 e 1,31 s-1 em ambos os sentidos de leitura da tensão de cisalhamento, indicando, portanto, que pode ter havido o estabelecimento da conformação espiral das moléculas do polímero. Nas maiores taxas de deformação, mesmo sem levar em conta os desvios, a histerese foi bastante baixa. Vale lembrar que, a 1,40 s-1, um só valor experimental representa os dados da tensão nos dois sentidos de leitura estudados. Tensão Cisalhante (Pa) 51 50 49 48 Ascendente Descendente 47 46 0,90 1,05 1,20 1,35 1,50 Taxa de Deformação (1/s) Figura 4.39. Tensão de cisalhamento em função da taxa de deformação à 90°C para a formulação 3. 128 Na temperatura de 90°C observa-se maior tensão cisalhante nos dados ascendentes à 0,94 s-1. Isso indica que o enfraquecimento da estrutura tridimensional do fluido no sentido descendente foi favorecida na menor taxa de deformação. É importante salientar que, no menor gradiente de velocidade, o tempo decorrido entre a leitura dos pontos ascendente e descendente, foi a maior de toda a faixa estudada. Os reogramas do fluido 3 indicaram que, para todas as temperaturas, à 0,94 s-1 ocorre a histerese da tensão de cisalhamento, o que pode indicar a formação de uma estrutura gel. Maiores valores de tensão nos dados ascendentes foram observados para as temperaturas mínimas e máxima, de 30, 40 e 90°C, e o oposto nas intermediárias, de 50 a 80°C. Os valores da faixa de tensão cisalhante lida aumentaram nas últimas três temperaturas. À 30°C, também foram observados altos valores de tensão indicando a maior viscosidade aparente exibida pelo fluido, conforme será discutido no item 4.2.4. O aumento da concentração de goma xantana no fluido ocasionou mudanças na variação da tensão de cisalhamento de acordo com o sentido das medidas, em algumas temperaturas. As Figuras 4.40 a 4.48 exibem os reogramas obtidos com a formulação 4 (0,3% GX e 6% BT). Tensão Cisalhante (Pa) 45,0 Ascendente Descendente 42,5 40,0 37,5 35,0 32,5 0,90 1,05 1,20 1,35 1,50 Taxa de Deformação (1/s) Figura 4.40 - Tensão de cisalhamento em função da taxa de deformação à 30°C para a formulação 4. 129 No fluido de formulação 4, foi possível observar histerese na taxa de deformação de 1,03 e 1,31 s-1, com os dados descendentes apresentando maior valor, conforme Figura 4.40. No fluido 3 foi observado comportamento oposto à 0,94 e 1,03 s-1, Figura 4.33. Isto indica que, o mecanismo de adsorção discutido na Figura 4.41 é favorecido no sentido descendente. Mais uma vez é observada a indicação da formação das ligações cruzadas à 30°C, na taxa de deformação de 1,31 s-1, uma vez que há uma oscilação da tensão nesse ponto. Tensão Cisalhante (Pa) 50 49 48 Ascendente Descendente 47 0,90 1,05 1,20 1,35 1,50 Taxa de Deformação (1/s) Figura 4.41 - Tensão de cisalhamento em função da taxa de deformação à 40°C para a formulação 4. Conforme mostrado na Figura 4.41, na temperatura de 40°C, os reogramas apresentam histerese somente na menor taxa de deformação, enquanto que, para a formulação com 0,2% do polímero, este comportamento se estendeu até 1,22 s -1, Figura 4.34. Além do maior tensão no sentido ascendente, que indica que a estrutura do fluido apresentou maior de estado de agregação, nota-se o aumento dos valores de tensão lidos, quando comparados aos do fluido 3, na mesma temperatura. A tensão cisalhante variou pouco com a variação da taxa de deformação e o formato suave das curvas pode indicar a predominância helicoidal do polímero nessa temperatura. 130 Tensão Cisalhante (Pa) 18 17 16 15 14 Ascendente Descendente 13 12 0,90 1,05 1,20 1,35 1,50 Taxa de Deformação (1/s) Figura 4.42 - Tensão de cisalhamento em função da taxa de deformação à 50°C para a formulação 4. Tensão Cisalhante (Pa) 24 Ascendente Descendente 22 20 18 16 14 0,90 1,05 1,20 1,35 1,50 Taxa de Deformação (1/s) Figura 4.43 - Tensão de cisalhamento em função da taxa de deformação à 60°C para a formulação 4. À 50°C, observou-se que a tensão lida de forma ascendente foi menor. Todavia, ao contrário do observado no fluido contendo menor quantidade de goma xantana, a histerese se estendeu para os pontos de 1,13 e 1,22 s -1. A faixa de tensão da Figura 4.42 diminuiu quando comparada à da Figura 4.41, e se situou 131 próxima da observada na mesma temperatura para o fluido com 0,2% de GX, Figura 4.35. À 0,94 s-1, a tensão ascendente apresentou um alto valor, quando comparada às duas seguintes, o que pode indicar a formação das ligações transientes discutidas na Figura 4.33. A curva descendente apresentou semelhança com a observada na Figura 4.40. Na temperatura de 60°C, Figura 4.43, o fluido apresenta histerese nas taxas de deformação de 0,94 a 1,22 s-1 indicando, portanto, que a estrutura tridimensional formada aumentou seu estado de agregação no sentido descendente de aplicação da rotação. Na formulação contendo 0,2% de goma xantana, isto só foi observado para os dois menores gradientes de velocidades. A faixa de tensão lida foi maior que a observada para o fluido 3, nas mesma temperatura. Os reogramas indicam a possível predominância da estrutura helicoidal do polímero devido à ausência de indícios da formação das ligações transientes em 1,31 s -1, reportadas por Edali et al. (2001) e discutidas na Figura 4.33. Tensão Cisalhante (Pa) 26 24 22 Ascendente Descendente 20 0,90 1,05 1,20 1,35 1,50 Taxa de Deformação (1/s) Figura 4.44 - Tensão de cisalhamento em função da taxa de deformação à 70°C para a formulação 4. Na temperatura de 70°C, o fluido exibe maior histerese conforme a taxa de deformação diminui. Maiores valores da tensão no sentido descendente são observados em quase todos os pontos. A tendência de variação dos pontos é 132 bastante semelhante à observada na mesma temperatura para o fluido 3, Figura 4.37. Com mais um incremento térmico, à 80°C na Figura 4.45, o fluido passa a exibir maiores valores de tensão no sentido descendente a 1,13 e 1,22 s-1, indicando o favorecimento da adsorção do polímero nas partículas de argila nessas condições. Na menor taxa de deformação não é possível observar histerese, ao contrário do fluido 3, Figura 4.38. O pico no valor da tensão ascendente a 1,03 s -1 pode indicar a formação das ligações transientes nessa taxa de deformação. No fluido com menor quantidade do polímero também foram observados indícios da presença dos emaranhados. Tensão Cisalhante (Pa) 31 Ascendente Descendente 30 29 28 27 26 25 0,90 1,05 1,20 1,35 1,50 Taxa de Deformação (1/s) Figura 4.45 - Tensão de cisalhamento em função da taxa de deformação à 80°C para a formulação 4. 133 Tensão Cisalhante (Pa) 50 Ascendente Descendente 49 48 47 46 0,90 1,05 1,20 1,35 1,50 Taxa de Deformação (1/s) Figura 4.46 - Tensão de cisalhamento em função da taxa de deformação à 90°C para a formulação 4. Pode-se observar na Figura 4.46 que, à 90°C, para as taxas de deformação de 0,94 a 1,22 s-1, maiores valores de tensão estão presentes. A histerese aumenta com a diminuição da taxa de deformação, comportamento semelhante ao observado na Figura 4.44, à 70°C. Assim como no fluido 3, não foram observados indícios da formação de emaranhados em nenhuma taxa de deformação, bem como altos valores de tensão foram obtidos. Além disso, a tensão cisalhante apresentou baixa variação com o gradiente de velocidades, quando compara às demais temperaturas. É possível observar que o aumento da concentração do polímero continuou provocando maiores valores de tensão no sentido descendente na maior parte das temperaturas estudadas. À 30°C, onde inicialmente havia sido observado maior valor nos dados ascendentes, foi mantida a indicação de emaranhamentos, porém a estrutura apresentou maior tensão de cisalhamento no sentido descendente. O aumento da quantidade da goma também apresentou influência nas ligações cruzadas transientes nas temperaturas de 40, 50 e 60°C. Notou-se que, nessa menor temperatura, o fluido 3 apresentou indicativo da presença de emaranhamentos e, à 50°C, não. Para o fluido com 0,3% de GX, ocorreu o contrário. Já à 60°C, o aumento da concentração do polímero resultou em reogramas sem a indicação da formação dos emaranhados. 134 Em todas as temperaturas estudadas, ambos os fluidos contendo 0,2 e 0,3% de goma xantana apresentaram histerese nos reogramas. De acordo com o observado no item 4.1.1, a diferença nos valores de tensão de acordo com o sentido das medidas esteve relacionada com os fenômenos de tixotropia e reopetia no fluido 2. Sendo assim, é possível que a histerese observada nas Figuras 4.33 a 4.46 indique que os fluidos contendo goma xantana e bentonita sódica apresentem comportamento reológico dependente do tempo. 4.2.2 – Modelos Reológicos Os pontos de tensão e taxa de deformação experimentais de cada reograma foram mais uma vez ajustados aos onze modelos reológicos apresentados no item 2.4.3, com o auxílio do software Portable Statistica 8. O modelo que melhor representou os dados foi definido de acordo com o mínimo valor do somatório dos resíduos e o maior do coeficiente de correlação. Os modelos reológicos que melhor se ajustaram e os parâmetros estatísticos relativos a cada um constam nas Tabelas 4.13 e 4.14. Tabela 4.13 - Modelos reológicos representativos para a formulação 3. Temperatura Modelo (°C) Reológico R² Quadrado Modelo Resíduos Reológico (Ascendente) R² Quadrado Resíduos (Descendente) 30 Potência 0,862 0,962 Potência 0,807 4,949 40 Bingham 0,594 0,095 Bingham 0,994 0,007 50 Potência 0,997 0,005 Potência 0,920 0,050 60 Potência 0,829 0,394 Carreau 0,002 0,095 70 Potência 0,994 0,040 Carreau 0,485 0,083 80 Potência 0,255 0,393 Carreau 0,359 1,196 90 Carreau 0,685 0,037 Carreau 0,991 0,0003 135 Tabela 4.14 - Modelos reológicos representativos para a formulação 4. Temperatura Modelo (°C) Reológico R² Quadrado Modelo Resíduos Reológico (Ascendente) R² Quadrado Resíduos (Descendente) 30 Potência 0,804 7,04 Potência 0,958 1,21 40 Carreau 0,912 0,004 Bingham 0,944 0,001 50 Potência 0,759 0,742 Potência 0,962 0,013 60 Potência 0,960 0,299 Carreau 0,964 0,205 70 Carreau 0,940 0,312 Carreau 0,973 0,076 80 Carreau 0,723 1,883 Carreau 0,963 0,145 90 Carreau 0,955 0,002 Carreau 0,957 0,001 4.2.2.1 – Modelo da potência O fluido 3 apresentou boa relação com o modelo da potência à 30 e 50°C. Já à 60, 70 e 80°C, somente os reogramas ascendentes foram bem descritos. Para a formulação 4, o modelo da potência foi bem ajustado nas temperaturas de 30 e 50°C. À 60°C somente os dados ascendentes foram bem ajustados a esse modelo. Os valores dos índices de comportamento e consistência com a temperatura nos dois fluidos são apresentados nas Figuras 4.47 e 4.56. De acordo com o que foi explanado anteriormente, este parâmetro não possui dimensão e indica o grau de desvio do fluido do modelo de Newton da viscosidade. Como mostrado na Figura 4.47 a seguir, o fluido contendo 0,2% de goma xantana apresentou diminuição da pseudoplasticidade com a temperatura até 70°C, nos pontos ascendentes. Após essa temperatura, o valor do índice de comportamento diminuiu bastante indicando que as moléculas de argila e polímero se alinharam ao fluxo, à 80°C. Já no fluido 4, os dados ascendentes indicaram aumento de pseudoplasticidade à 50 e diminuição à 60°C. 136 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente Índice de comportamento 0,5 0,4 0,3 0,2 0,1 0,0 30 40 50 60 70 80 90 Temperatura (°C) Figura 4.47 - Índice de comportamento em função da temperatura para as formulações 3 e 4. Os dados descendentes para o fluido 3, mostrados na Figura 4.47, indicaram que o parâmetro diminuiu entre as duas primeiras temperaturas. Comportamento similar foi observado para o fluido 4. Enquanto o aumento da concentração de polímero causou diminuição da pseudoplasticidade nos dados ascendentes, o oposto foi observado nos descendentes. As maiores diferenças nos ascendentes foram nas temperaturas de 30°C, com 0,21 para o fluido 3 e 0,42 para o fluido 4, e 60°C, com 0,27 para o fluido com 0,2% de GX e 0,46 para o que continha 0,3% do polímero. A pseudoplasticidade de fluidos contendo goma xantana foi observada por vários autores, como Khodja et al. (2010), Araújo et al. (2005), Kim & Yoo (2006) e Borges & Vendruscolo et al. (2008). Segundo os últimos autores, este comportamento ocorre devido à diminuição da extensão dos agregados, antes estabilizados pelas ligações de hidrogênio, e pela redução do alinhamento das cadeias. 137 40 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente Índice de consistência 35 30 25 20 15 10 30 40 50 60 70 80 Temperatura (°C) Figura 4.48 - Índice de consistência em função da temperatura para as formulações 3 e 4. O índice de consistência está diretamente relacionado com o grau de resistência do fluido ao escoamento (MACHADO, 2002). Na Figura 4.48, é possível observar que este parâmetro diminuiu entre 30 e 60°C, exceto para o ponto ascendente do fluido 4, e depois passou a aumentar até 80°C. Segundo GarcíaOchoa et al. (2000) isto é um indício da mudança de configuração do polímero de hélice para emaranhada. Conforme visto na Figura 4.48, o aumento da concentração do polímero resultou uma estrutura molecular com maior índice de consistência nos dados ascendentes, o que era esperado devido à probabilidade do aumento do número de moléculas emaranhadas e de interações interparticulares, as quais dificultam o fluxo. Resultados semelhantes foram reportados por Kim & Yoo (2006) em soluções de goma xantana. Para os dados descendentes, observou-se o oposto. 4.2.2.2 – Modelo de Bingham Na temperatura de 40°C, o fluido 3 se ajustou ao modelo de Bingham. Resultado semelhante foi obtido nos dados descendentes do fluido 4 na mesma temperatura. Neste tipo de comportamento, a relação entre a tensão de cisalhamento e a taxa de deformação é linear, para valores superiores a uma tensão 138 crítica de escoamento. Esta tensão é resultado das forças de interação entre as partículas dispersas de argila e polímero e, quando o sistema é submetido à valores maiores que ela, a estrutura interna colapsa, permitindo que haja o escoamento. O valor da tensão crítica no fluido 3 diminuiu de 13,0 nos dados ascendentes para 10,3 Pa nos dados descendentes, o que indica que as forças de interação interparticulares diminuíram no segundo sentido de obtenção dos pontos. O fluido 4 apresentou o valor de tensão de 48,1 Pa, indicando que o aumento da concentração do polímero na formulação implicou no fortalecimento das ligações interparticulares. A viscosidade plástica é um parâmetro análogo à viscosidade dinâmica dos fluidos newtonianos. Ela resulta do atrito entre as partículas dispersas e as moléculas de água presentes no meio. Este parâmetro mais que triplicou de valor para o fluido 3, de 0,9 para 2,9 Pa.s, entre os sentidos ascendente e descendente. O parâmetro apresentou um baixo valor para o fluido 4, de 0,3 Pa,s. Observa-se em suma que, nesta temperatura de 40°C, o fluido contendo 0,2% de GX tende a diminuir a tensão necessária para início do escoamento no sentido descendente, porém necessita de mais energia para a manutenção do fluxo. Com relação ao fluido 4, tem-se que o aumento da concentração de goma xantana aumentou a tensão crítica necessária para o fluxo, porém diminuiu mais ainda a energia necessária para a manutenção do escoamento. 4.2.2.3 – Modelo de Carreau Nas temperaturas de 60, 70, 80 e 90°C para o fluido 3 e 40, 70, 80 e 90°C para o fluido 4, o modelo reológico que apresentou a melhor adequação aos dados experimentais foi o modelo de Carreau. Os valores dos parâmetros do modelo são apresentados nas Tabelas 4.15, 4.16 e 4.17, devido à grande diferença na ordem de grandeza de alguns pontos, o que dificultaria a visualização na forma gráfica. 139 Tabela 4.15 – Constante de tempo em diferentes temperaturas para as formulações 3 e 4. Temperatura Fluido 3 Fluido 3 Fluido 4 Fluido 4 (°C) (Ascendente) (Descendente) (Ascendente) (Descendente) 40 - - 2,40 - 60 - 2,04 - 1,34 70 - 3,39 2,07 1,32 80 - 2,80 1,29 1,1 90 103,5 1,77 1,73 1,95 A constante de tempo oscilou entre 1,1 e 3,3 na maioria dos pontos. Para o fluido 3, o ponto do ajuste ascendente na temperatura de 90°C se situou fora desta faixa, apresentando o maior valor de todas as temperaturas, de 103,5. Com exceção do ponto descendente da última temperatura, o fluido 4 se ajustou ao modelo com menores valores do parâmetro que o fluido 3. Tabela 4.16 – Viscosidade aparente a baixas taxas de deformação em diferentes temperaturas para as formulações 3 e 4. Temperatura Fluido 3 Fluido 3 Fluido 4 Fluido 4 (°C) (Ascendente) (Descendente) (Ascendente) (Descendente) 40 - - 118,47 - 60 - 35,03 - 31,97 70 - 135,3 34,74 34,91 80 - 28,27 40,11 33,01 90 5491,1 85,1 84,27 92,57 Semelhante ao observado para os dados da constante de tempo da Tabela 4.15, o parâmetro de viscosidade aparente a baixas taxas de deformação do modelo de Carreau apresentou valor bastante diferente dos demais, Tabela 4.16. No ponto 140 ascendente referente ao fluido 3, na temperatura 90°C, o valor ajustado foi de 5491,1 Pa.s. Para o fluido com 0,3% de GX, os dados ascendentes indicaram que o valor máximo do parâmetro ocorreu à 40°C, sendo igual a 118,5 Pa.s. Nos dados descendentes do fluido mesmo fluido, o parâmetro apresentou seu valor máximo à 70°C, de 118,5 Pa.s. Para o fluido 4, isto ocorreu na maior temperatura, sendo igual a 92,6 Pa.s. Tabela 4.17 – Parâmetro adimensional em diferentes temperaturas para as formulações 3 e 4. Temperatura Fluido 3 Fluido 3 Fluido 4 Fluido 4 (°C) (Ascendente) (Descendente) (Ascendente) (Descendente) 40 - - -0,5 - 60 - -0,54 - -0,67 70 - -0,51 -0,34 -0,60 80 - -0,49 -0,61 -0,60 90 -0,51 -0,49 -0,51 -0,49 Conforme mostrado na Tabela 4.17, o parâmetro adimensional do modelo de Carreau se situou na faixa de -0,67 a -0,34 para todos os pontos. No único ponto ascendente ajustado para o fluido com 0,2% de GX, à 90°C, o valor do parâmetro foi de -0,51. Para o fluido com 0,3% de goma xantana nesse mesmo sentido dos dados, o parâmetro apresentou seu valor máximo à 70°C, de -0,34 e o mínimo na temperatura seguinte, de -0,61. Nos dados descendentes, observou-se tendência de aumento para ambos os fluidos, enquanto que o fluido 4 apresentou menor valores que o fluido 3 em quase todas as temperaturas. Na temperatura de 90°C, os pontos ascendentes dos dois fluidos apresentaram valor de -0,51 e os descendentes de -0,49. 141 4.2.3 - Curvas de Viscosidade As curvas de viscosidade para os fluidos contendo 0,2% ou 0,3% de goma xantana e 6% de bentonita sódica são mostradas nas Figuras 4.49 à 4.55. Conforme pode ser visto na Figura 4.49, nota-se a presença de histerese nas curvas de viscosidade do fluido 3 a 0,94 e 1,03 s -1, similar ao observado nos reogramas da Figura 4.33. O aumento da viscosidade à 1,13 s -1 também foi observado na curva de fluxo descendente, dando indício mais uma vez da presença das ligações cruzadas na rede tridimensional, as quais aumentaram a viscosidade momentaneamente e logo depois se desfizeram. Para o fluido 4, a viscosidade sofreu pequena histerese à 1,31 s-1, mais uma vez de acordo com o que foi Viscosidade Aparente (Pa.s) observado nos reogramas da Figura 4.40. 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 40 36 32 28 24 0,9 1,0 1,1 1,2 1,3 1,4 Taxa de Deformação (1/s) Figura 4.49 - Viscosidade aparente em função da taxa de deformação à 30°C para as formulações 3 e 4. O aumento da concentração do polímero causou aumento da viscosidade aparente em todos os pontos, exceto para os dados ascendentes na menor taxa de deformação. Segundo Choppe et al. (2010), em meios de baixa força iônica, o aumento da concentração do polímero pode levar ao aumento do número de moléculas em espiral, as quais aumentam a dimensão efetiva das macromoléculas e o peso molecular (GARCÍA-OCHOA et al., 2000). Além disso, o sistema sofre um 142 ganho entrópico (PETRI & QUEIROZ NETO, 2010). Os dados da Figura 4.49 indicam, portanto, que as ligações de hidrogênio formadas entre as partículas de argila e as moléculas de goma xantana tenham se fortalecido com o aumento de sua concentração. É possível notar que os dois fluidos apresentaram diminuição da viscosidade aparente com o aumento da taxa de deformação. Isso indica que as associações das cadeias de goma xantana e das partículas de argila, estabilizadas pelas ligações de hidrogênio, sofrem redução do seu estado de agregação devido ao alinhamento dessas ligações (KATZBAUER, 1998 apud BORGES & VENDRUSCOLO, 2008) ou até mesmo o rompimento delas (COMBA et al., 2011). 40 30 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 20 10 0,9 1,0 1,1 1,2 1,3 Viscosidade Aparente (Pa.s) Viscosidade Aparente (Pa.s) 27 50 1,4 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 24 21 18 15 12 9 0,9 Taxa de Deformação (1/s) 1,0 1,1 16 15 14 13 12 11 1,2 1,3 Taxa de Deformação (1/s) (b) 1,4 Viscosidade Aparente (Pa.s) Viscosidade Aparente (Pa.s) 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 1,1 1,4 (c) 17 1,0 1,3 Taxa de Deformação (1/s) (a) 0,9 1,2 27 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 24 21 18 15 0,9 1,0 1,1 1,2 1,3 Taxa de Deformação (1/s) (d) 1,4 143 55 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 30 27 24 21 18 0,9 1,0 1,1 1,2 1,3 Taxa de Deformação (1/s) 1,4 Viscosidade Aparente (Pa.s) Viscosidade Aparente (Pa.s) 33 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 50 45 40 35 30 0,9 1,0 1,1 1,2 1,3 1,4 Taxa de Deformação (1/s) (e) (f) Figura 4.50 – Viscosidade aparente em função da taxa de deformação para as formulações 3 e 4: (a) 40°C; (b) 50°C; (c) 60°C; (d) 70°C; (e) 80°C e (f) 90°C. Conforme mostrado na Figura 4.50 (a), os valores de viscosidade coletados de forma ascendente foram superiores aos descendentes para o fluido com 0,2% de CMC. Nas demais temperaturas, o oposto pode ser observado, indicando que as ligações de hidrogênio foram suprimidas no sentido descendente nessas condições. As maiores histereses podem ser notadas nas Figuras (c) e (d) para a mesma formulação. É mostrado na Figura 4.50 (c) uma forte histerese para as curvas de viscosidade do fluido 4. Exceto para a Figura 4.50 (a), a curva descendente apresentou maiores valores que a curva ascendente para a formulação com 0,3% do polímero. Nota-se na Figura 4.50 (a) que, nos dois sentidos de obtenção dos dados, houve aumento acentuado na viscosidade aparente com o aumento da quantidade de polímero nos fluidos. Isso indica um grande fortalecimento das ligações de hidrogênio entre as moléculas do polímero e as partículas de argila, discutidas na Figura 4.49. Nas temperaturas de 50 à 80°C, Figuras 4.50 (b) a (e), esse aumento de viscosidade ocorreu de forma mais suave. Já na Figura 4.50 (f), à 90°C, a viscosidade dos fluidos apresentou baixa sensibilidade com relação à concentração do polímero na formulação e o sentido de obtenção dos dados. Com exceção da Figura 4.50 (a), os valores da faixa de viscosidade lida aumentaram com o aumento da temperatura. Em todos os gráficos é possível notar 144 a diminuição da viscosidade aparente com o aumento da temperatura, devido aos efeitos discutidos na Figura 4.49. Analisando-se as curvas de viscosidades das Figuras 4.28 a 4.31, para os fluidos contendo carboximetilcelulose, e das Figuras 4.49 e 4.50, para os fluidos contendo goma xantana, nota-se que a diminuição da viscosidade aparente é mais acentuada nos dois primeiros fluidos. Isso ocorre devido ao fato de que a faixa do gradiente de velocidade empregado nos fluidos 3 e 4 foi superior a dos fluidos 1 e 2. Devido à maior tendência de convergência dos valores em maiores taxas de deformação (CHOPPE et al., 2010), as variações da viscosidade foram menores nos dois últimos fluidos. Essa convergência nos últimos pontos foi melhor observada nas temperaturas de 40 e 60°C, Figuras 4.50 (a) e (c), para o fluido 3 e à 60°C para o fluido 4, Figura 4.50 (c). A relação entre a viscosidade aparente e a taxa de deformação definida pela lei de potência, Equação 15, observada por Song et al. (2006) apud Choppe et al. (2010) para soluções do polímero goma xantana, também foi observada para os fluidos contendo bentonita e GX. Os valores de cada parâmetro do modelo, bem como dos parâmetros estatísticos, constam nas Tabelas 4.18, 4.19, 4.20 e 4.21. Os ajustes foram realizados no software PORTABLE STATISTICA 8. Tabela 4.18 - Parâmetros da Equação 15 para a formulação 3 no sentido ascendente. Temperatura R² (°C) Quadrado Resíduos 30 -0,79 32,88 0,987 0,841 40 -0,93 14,04 0,993 0,095 50 -0,73 14,32 0,999 0,004 60 -0,70 14,17 0,967 0,321 70 -0,65 21,21 0,998 0,031 80 -0,94 25,38 0,993 0,339 145 90 -1,02 48,61 0,999 0,033 Tabela 4.19 - Parâmetros da Equação 15 para a formulação 3 no sentido descendente. Temperatura R² (°C) Quadrado Resíduos 30 -0,56 30,76 0,881 3,95 40 -0,75 13,26 0,998 0,011 50 -0,85 14,83 0,997 0,037 60 -1,00 15,39 0,997 0,053 70 -1,02 24,26 0,998 0,066 80 -1,08 26,55 0,989 0,767 90 -0,98 48,16 0,999 0,0002 Tabela 4.20 - Parâmetros da Equação 15 para a formulação 4 no sentido ascendente. Temperatura R² (°C) Quadrado Resíduos 30 -0,56 35,69 0,895 4,67 40 -1,01 48,74 0,999 0,004 50 -0,73 14,40 0,934 0,695 60 -0,56 16,44 0,970 0,244 70 -0,70 20,92 0,986 0,280 80 -1,25 29,10 0,986 1,45 146 90 -1,01 48,10 0,999 0,002 Tabela 4.21 - Parâmetros da Equação 15 para a formulação 4 no sentido descendente. Temperatura R² (°C) Quadrado Resíduos 30 -0,58 37,00 0,984 0,712 40 -0,99 48,39 0,999 0,0007 50 -0,88 15,54 0,999 0,008 60 -1,35 21,70 0,997 0,193 70 -1,20 24,81 0,999 0,044 80 -1,20 29,20 0,999 0,095 90 -0,99 47,72 0,999 0,0008 Uma diferença observada entre os dados das Tabelas 4.3, 4.4, 4.5 e 4.6 e das Tabelas 4.18, 4.19, 4.20 e 4.21 é que, na faixa de taxa de deformação estudada para os fluidos contendo GX, o modelo de potência, Equação 15, apresentou bons ajustes em todas as temperaturas, inclusive nas menores, enquanto isso não foi observado para os fluidos com CMC. Acredita-se que isso se deu devido à ordem de grandeza dos valores da viscosidade aparente dos dois últimos fluidos, a qual permite que o quadrado dos resíduos não apresente valores tão altos quanto os das duas primeiras formulações. 147 4.2.4 – Análise térmica da viscosidade O efeito da temperatura na viscosidade aparente de cada fluido contendo goma xantana, é apresentado nos gráficos das Figuras 4.51 (a), (b), (c), (d) e (e) e (f). 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 50 40 Viscosidade aparente (Pa) Viscosidade aparente (Pa) 60 30 20 10 30 40 50 60 70 80 21 14 7 30 40 50 60 70 Temperatura (°C) (a) (c) 40 40 Viscosidade aparente (Pa) Viscosidade aparente (Pa) 28 Temperatura (°C) 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 30 20 10 40 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 35 90 50 30 42 50 60 70 Temperatura (°C) (b) 80 90 80 90 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 35 30 25 20 15 10 30 40 50 60 70 Temperatura (°C) (d) 80 90 148 0,2% Ascendente 0,2% Descendente 0,3% Ascendente 0,3% Descendente 35 30 Viscosidade aparente (Pa) Viscosidade aparente (Pa) 40 25 20 15 10 30 40 50 60 70 80 90 Temperatura (°C) 35 0,2% 0,3% 30 25 20 15 10 30 40 50 60 70 80 90 Temperatura (°C) (e) (f) Figura 4.51 – Viscosidade aparente em função da temperatura para as formulações 3 e 4: (a) 0,94 s-1; (b) 1,03 s-1; (c) 1,13 s-1; (d) 1,22 s-1; (e) 1,31 s-1; (f) 1,47 s-1. Conforme mostrado nos gráficos da Figura 4.51 (a), (b), (c), (d), (e) e (f), o fluido 3 sofreu diminuição da viscosidade aparente com primeiro aumento de temperatura para os dados ascendentes, enquanto que, à partir de 40°C, a viscosidade passou a aumentar a cada incremento térmico. Os dados descendentes do mesmo fluido apresentaram tendência similar. Conforme dito anteriormente, a floculação das moléculas de argila é favorecida com o aumento térmico (LUCKHAM & ROSSI, 1999). O principal mecanismo de sua interação com as moléculas de goma xantana é a adsorção, a qual ocorre devido à formação das ligações de hidrogênio (PETRI & QUEIROZ NETO, 2010). Vandita & Khan (2002) verificaram que o estabelecimento da conformação das moléculas de goma xantana é altamente dependente da temperatura e que a conformação emaranhada é favorecida com o aumento térmico. Comba et al. (2011) verificaram que a presença de estruturas desordenadas causa aumento na viscosidade devido à aparição de micelas. Já Vandita & Khan (2002) afirmam que o aumento da temperatura do sistema, ao mesmo tempo em que pode dissociar os agregados, pode facilitar a interação das moléculas do polímero e as partículas de argila, aumentando a viscosidade aparente conforme visto em todos os gráficos na Figura 4.51. 149 Outro fator que implica no aumento da viscosidade citado por Borges & Vendruscolo (2008), é a perda de grupos acetil das moléculas em determinadas temperaturas. García-Ochoa et al. (2000) verificaram que a temperatura da água no preparo dos fluidos contendo goma xantana também apresenta grande influência na conformação polimérica. Todavia, como a água destilada utilizada para os dois fluidos foi a mesma, acredita-se que este aspecto tenha menor relevância nos resultados obtidos. Nota-se nas Figuras 4.51 (a), (b), (c), (d), (e) e (f) que, enquanto à 40°C a viscosidade do fluido 4 atinge um alto valor, na temperatura seguinte, ela sofre uma exacerbada diminuição. É provável que o aparecimento das micelas e fortalecimento das ligações de hidrogênio discutidas tenha ocorrido de forma acentuada na segunda temperatura estudada e tenha perdido força na temperatura seguinte. Conforme o fluido se aproximava de 90°C, os dados indicam que estes mecanismos podem ter ganhado força mais uma vez. Com exceção das temperaturas de 50, 70 e 90°C, o fluido com 0,3% de GX apresentou maiores valores de viscosidade aparente que o fluido com 0,2% do polímero em sua estrutura. Isto indica que, na maior parte das temperaturas estudadas, o aumento da quantidade de goma xantana nos fluidos provavelmente implicou no aumento da floculação das partículas de argila devido ao fortalecimento das ligações de hidrogênio. Somente a Figura 4.51 (e) apresenta menor viscosidade aparente para o fluido 4, na temperatura de 70°C, o que pode ser resultante do enfraquecimento das ligações de hidrogênio nessas condições. As curvas de viscosidade em função da temperatura das Figuras 4.51 (a), (b), (c), (d), (e) e (f) mostram que os mecanismos de interação entre as partículas de argila e as moléculas do polímero, bem como as conformações adquiridas, dependem mais da temperatura do sistema que da taxa de deformação empregada. Morris (1997) apud García-Ochoa et al. (2000) verificou que a viscosidade de soluções de goma xantana pode aumentar ou diminuir a depender da temperatura de dissolução. De modo geral, o aumento da quantidade de goma xantana implicou no aumento da viscosidade aparente nos fluidos. Na última temperatura estudada, 90°C, os valores de viscosidade aparente mostraram que, nessas condições, ela 150 não depende nem da concentração, nem do sentido de obtenção dos dados, similar ao observado na Figura 4.50 (f). Com o auxílio do software Portable STATISTICA 8, foi possível ajustar os dados de viscosidade aparente em função da temperatura, para todas as taxas de deformação. Os fluidos 3 e 4 apresentaram bom ajuste com o modelo de Andrade, Equação 6. As Tabelas 4.22, 4.23, 4.24 e 4.25 exibem os valores dos parâmetros relativos a cada fluido. Tabela 4.22 – Parâmetros do ajuste do modelo de Andrade da Equação 6 para a formulação 3 no sentido ascendente. 4 Taxa de (x 10 ) 6 (x10 ) R² -1 deformação (s ) Quadrado Resíduos 0,94 139,93 -8,99 14,7 0,971 31,98 1,03 133,80 -8,59 14,0 0,967 29,43 1,13 131,39 -8,44 13,8 0,960 29,86 1,22 131,58 -8,46 13,8 0,952 30,94 1,31 130,89 -8,42 13,8 0,942 32,17 1,40 127,53 -8,20 13,4 0,939 28,51 Tabela 4.23 – Parâmetros do ajuste do modelo de Andrade da Equação 6 para a formulação 3 no sentido descendente. 4 Taxa de (x 10 ) 6 (x 10 ) R² -1 deformação (s ) Quadrado Resíduos 0,94 116,95 -7,44 12,1 0,944 57,14 1,03 119,13 -7,60 12,4 0,939 51,10 1,13 127,05 -8,15 13,3 0,931 51,83 1,22 123,59 -7,92 12,9 0,942 35,79 151 1,31 127,58 -8,20 13,4 0,934 35,67 1,40 - - - - - Tabela 4.24 - Parâmetros estatístico do modelo de Andrade da Equação 6 para a formulação 4 no sentido ascendente. 5 Taxa de (x 10 ) 6 (x10 ) R² -1 deformação (s ) Quadrado Resíduos 0,94 206,56 -1,3 22,0 0,929 96,05 1,03 206,22 -1,3 22,0 0,920 89,26 1,13 206,21 -1,3 22,3 0,928 65,33 1,22 199,99 -1,3 22,4 0,929 52,56 1,31 194,11 -1,2 21,5 0,927 44,67 1,40 188,19 -1,2 20,1 0,921 40,65 Tabela 4.25 - Parâmetros estatístico do modelo de Andrade da Equação 6 para a formulação 4 no sentido descendente. 5 Taxa de (x10 ) 6 (x 10 ) R² -1 deformação (s ) Quadrado Resíduos 0,94 169,31 -11,0 18,0 0,865 142,6 1,03 175,78 -11,0 19,0 0,886 102,3 1,13 178,01 -1,1 19,2 0,894 81,3 1,22 182,59 -1,2 20,1 0,909 60,67 1,31 186,38 -1,2 20,8 0,918 47,65 1,40 - - - - - 152 Enquanto que as Tabelas 4.22 e 4.23 exprimem os parâmetros decorrentes do ajuste para a faixa de temperatura de 30 a 90°C, testes mostraram que, devido ao pico de viscosidade na temperatura de 40°C, os dados relativos ao fluido 4 foram melhores ajustados quando excluída a primeira temperatura. Sendo assim, os dados das Tabelas 4.24 e 4.25 são relativos à faixa de temperatura de 40 a 90°C. Nota-se que os somatórios do quadrado dos resíduos das Tabelas 4.24 e 4.25 são superiores aos das Tabelas 4.22 e 4.23, em todas as taxas de deformação. Os dois ajustes englobam um período de diminuição da viscosidade, nas menores temperaturas, e um período de aumento desta, nas maiores temperaturas. Todavia, o pico relativo ao fluido 4 à 40°C é bastante superior ao exibido pelo fluido 3 à 30°C, o que pode ter levado à melhor descrição estatística dos parâmetros das Tabelas 4.22 e 4.23. 153 5. CONCLUSÕES Foram analisados os reogramas das quatro formulações de fluidos estudadas. Verificou-se que, com exceção do fluido 2 temperatura de 40°C, todos os reogramas apresentaram histerese. Os experimentos em regime transiente para esta mesma formulação indicaram que essa área entre as curvas está diretamente relacionada com a influência do tempo no comportamento reológico. Adicionalmente, em algumas temperaturas, notou-se indícios da formação de uma rede de emaranhamentos transientes em todas as formulações. Os valores de tensão de cisalhamento e taxa de deformação se adequaram a diferentes modelos reológicos a depender da temperatura do fluido e do sentido de aplicação da rotação do reômetro. Os modelos ajustados foram Hershel-Bulkley, Carreau e Ellis para os fluidos contendo carboximetilcelulose e Potência, Bingham e Carreau para os fluidos contendo goma xantana. A variação dos parâmetros de cada modelo foi analisada de acordo com a variação da temperatura. As curvas de viscosidade indicaram comportamento similar ao exibido pelos fluidos pseudoplásticos. A diminuição da viscosidade aparente com o aumento da taxa de deformação foi mais evidente nos fluidos com CMC devido à maior ordem de grandeza das viscosidades medidas. Os dados foram ajustados a um modelo tipo potência. Os resultados indicaram que, a viscosidade aparente dos fluidos, além de ser dependente do sentido de aplicação da rotação, sofre forte influência da temperatura. O aumento da concentração do polímero CMC nos fluidos implicou em menores valores de viscosidade nas maiores temperaturas. Adicionalmente, observou-se que o fluido contendo 0,3% de CMC apresentou menor sensibilidade às mudanças térmicas que o fluido contendo 0,2% do polímero. Já para o fluido contendo GX, notou-se que o aumento da concentração do polímero implicou no aumento da viscosidade dos fluidos na maior parte das temperaturas, sobretudo à 40°C. Os dados foram ajustados aos modelos de Andrade. 154 6. SUGESTÕES PARA TRABALHOS FUTUROS As sugestões para trabalhos futuros estão relacionadas com mudanças na concentração dos materiais, no tipo de experimento reológico e na faixa de temperaturas estudadas. Recomenda-se a definição de outras formulações de fluidos, alterando a concentração dos polímeros e da argila bentonítica. Outra possibilidade é o estudo reológico da presença dos dois polímeros em uma mesma formulação, em diferentes concentrações. Sugere-se ainda a definição de formulações a base de óleo. Com relação ao modo de realização do experimento, sugere-se o emprego de métodos oscilatórios, de modo a estudar o comportamento reológico dinâmico dos fluidos, além dos experimentos em regime transiente. Sugere-se ainda a busca de meios de supressão da evaporação da água presente no fluido de modo a possibilitar o aumento da faixa de temperatura dos experimentos. A diminuição dos intervalos de temperatura é outra recomendação, com o objetivo de auxiliar na elucidação das transições de comportamento reopético e tixotrópico observadas em algumas temperaturas. 155 7. REFERÊNCIAS BIBLIOGRÁFICAS ABDELRAHIM, K. A.; RAMASWAMY, H. S. High temperature/ pressure rheology of carboxymethyl cellulose (CMC). Food Research International, vol. 28, p. 285-290, 1995. ALMEIDA, Rafael Dias Freire de; SILVA, William Godoy de Azevedo Lopes da. Avaliação de fluidos de perfuração de base aquosa contendo poliglicóis modificados. Monografia (Graduação em Engenharia de Petróleo). Escola Politécnica, Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2010. ALVES, Mariana. A aplicabilidade do polímero carboximetilcelulose (CMC). Monografia (Graduação em Tecnologia de Produção) – Centro Tecnológico da Zona Leste, São Paulo, 2009. ALVES, I.; ARAGÃO, A.; BASTOS, B.; FALCÃO, J.; FARTES, E. Pre-Salt Santos Basin – Well construction learning curve acceleration. Offshore Technology Conference, Texas, 2009. AMORIM, Luciana Viana. Melhoria, proteção e recuperação da reologia de fluidos hidroargilosos para uso na perfuração de poços de petróleo. 2003. Tese (Doutorado em Engenharia de Processos) – Universidade Federal de Campina Grande, Campina Grande, 2003. ARAÚJO, Talita Alexandrina de; FARIA, Sandra; FRANÇA, Francisca Pessoa de; CARDOSO, Vicelma Luiz. Avaliação do comportamento reológico dos diferentes meios de produção de goma xantana a partir do caldo de cana. VI Congresso brasileiro de engenharia química em iniciação científica, Campinas, 2005. BAIR, Scott; JARZYNSKI, Jacek; WINER, Ward O. The temperature, pressure and time dependence of lubricant viscosity. Tribology International, vol. 34, p. 461-468, 2001. BARBOSA, Maria Ingrid Rocha. Bentonitas aditivadas com polímeros para aplicação em fluidos de perfuração. Dissertação (Mestrado em Engenharia de Materiais) – Universidade Federal de Campina Grande, Campina Grande, 2006. BIRD, R. Byron; LIGHTFOOT, Edwin N.; STEWART, Warren E. Fenômenos de Transporte. 2 ed. Rio de Janeiro: LTC, 2004. 156 BORGES, Caroline Dellinghausen; VENDRUSCOLO, Claire Tondo. Goma Xantana: características e condições operacionais de produção. Semina: Ciências Biológicas e da Saúde, Londrina, vol. 29, n.2, p. 171-188, 2008. BRAGA, Eduardo Rangel. Estudo do escoamento de fluidos de perfuração em dutos e regiões anulares. Dissertação (Mestrado em Engenharia Química) – Universidade Federal do Rio de Janeiro, Seropédica, 2009. BAYARRI, S.; GONZÁLEZ-TOMÁS, L.; COSTELL, E. Viscoelastic properties of aqueous and milk systems with carboxymethyl cellulose. Food Hydrocolloids, vol. 23, p. 441-450, 2009. CAEN, Ryen; CHILLINGAR, George V. Drilling fluids: state of art. Journal of Petroleum Science and Engineering, vol. 14, p. 221-230, 1996. CARVALHO, Alexandra Lima de; SANTOS, Júlio Navarro. Processamento de Lamas de Perfuração (Lamas a base de água e lamas a base de óleo). Iniciação Científica. Universidade Federal de Itajubá, Itajubá, 2005. CHOPPE, Emilie; PUAUD, Fanny; NICOLAI, Taco; BENYAHIA, Lazhar. Rheology of xantham solutions as a function of temperature, concentration and ionic strength. Carbohydrate polymers, vol. 82, p.1228-1235, 2010. COMBA, Silvia; DALMAZZO, Davide; SANTAGATA, Ezio; SETHI, Rajandrea. Journal of Hazardous Materials, vol. 185, p. 598-605, 2011. DEHGHANPOUR, H.; KURU, E. Effect of viscoelasticity on the filtration loss characteristics of aqueous polymer solutions. Journal of Petroleum Science and Engineering, v. 76, p. 12-20, 2011. DEWAR, Richard J,; JOYCE, Malcolm, J. The thixotropic and rheopetic behavior of maize starch and maltodextrin thickeners used in dysphagia therapy. Carbohydrate Polymers, vol. 65, p. 296-305, 2006. DIAZ, Patrícia Silva; VENDRUSCOLO, Claire Tondo; VENDRUSCOLO, João Luiz Silva. Reologia de Xantana: uma revisão sobre a influência de eletrólitos na viscosidade de soluções aquosas de gomas xantana. Semina: Ciências Exatas e Tecnológicas, Londrina, vol. 25, n. 1, p. 15-28, 2004. 157 DOLZ, M.; JIMÉNEZ, J.; JESÚS HERÁNDEZ, M.; DELEGIDO, J.; CASANOVAS, A. Flow and thixotropy of non-contaminating oil drilling fluids formulated with bentonite and sodium carboxymethyl cellulose. Journal of Petroleum Science and Engineering, v. 57, p. 294-302, 2007. EDALI, Mohamed; ESMAIL, M. Nabil; VATISTAS, Goergios H. Rheological properties of high concentrations of carboxymethyl cellulose solutions. Journal of Applied Polymer Science, vol. 79, p.1787-1801, 2001. ELLWANGER, Gilberto Bruno; MEDEIROS, Antonio Roberto de. Pré-sal: desafios tecnológicos. Trabalho de Offshore II (Mestrado em Engenharia Civil) – Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2009. FERREIRA, Gilvanete Maria. Estudo das propriedades reológicos do sistema polpa de cupuaçu – biopolímeros. Tese (Doutorado em Tecnologia de processos químicos e bioquímicos) – Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2008. FOX, Robert W.; MCDONALD, Alan T.; PRITCHARD, Philip J. Introdução à mecânica dos fluidos. 7 ed. Rio de Janeiro: Editora LTC, 2010. 816 p. GARCÍA-OCHOA, F.; SANTOS, V. E.; CASAS, J. A.; GÓMEZ, E. Xantham gum: production, recovery and properties. Biotechnology Advances, vol. 18, p. 549-579, 2000. GONÇALVES, Rafael Simões Azeredo. Avaliação da perda de carga e do fator de atrito no escoamento de fluidos de perfuração em geometrias circular e anulares concêntricos. Dissertação (Mestrado em Engenharia Química) – Universidade Federal do Rio de Janeiro, Seropédica, 2008. GRIGELMO-MIGUEL, N.; IBARZ-RIBAS, A.; MARTÍN-BELLOSO, O. Rheology of peach dietary fibre suspensions. Journal of Food Engineering, vol. 39, p. 91-99, 1999. HAMIDA, T.; KURU, E.; PICKARD, M. Filtration loss characteristics of aqueous waxy hull-less barley (WHB) solutions. Journal of Petroleum Science and Engineering, vol. 72, p. 33-41, 2010. 158 HEBEISH, A. A.; EL-RAFIE, M. H.; ABDEL-MOHDY, F. A.; ABDEL-HALIM, E. S.; EMAM, H. E. Carboxymethyl cellulose for green syntheses and stabilization of silver nanoparticles. Carbohydrate Polymers, vol. 82, p. 933-941, 2010. HELLER, Hadar; KEREN, R. Anionic Polyacylamide polymers effect on rheological behavior of sodium-montmorillonite suspensions. Soil Science Society, vol. 66, p. 1925, 2002. IZIDORO, Dayane Rosalyn. Influência da polpa de banana (Musa cavendishii) verde no comportamento reológico, sensorial e físico-químico de emulsão. Dissertação (Mestrado em Tecnologia de Alimentos) – Universidade Federal do Paraná, Curitiba, 2007. IȘḈI, Ertuğrul; TURUTOḠLU, Sevim Ișḉi. Stabilization of the mixture of bentonite and sepiolite as a water based drilling fluid. Journal of Petroleum and Science and Engineering, vol. 76, p. 1-5, 2011. KARAGṺZEL, C.; ḈENTINEL, T.; BOYLU, F.; ḈINKU, K.; ḈELIK, M. S. Activation of (Na,Ca)-bentonites with soda and MgO and their utilization as drilling mud. Applied Clay Science, vol. 48, p.398-404, 2010. KHODJA, Mohamed; CANSELIER, Jean Paulo; BERGAYA, Faiza; KHODJA, Malika; COHAUT, Nathalie; BENMOUNAH, Abdelbaki. Shale problems and water-based drilling fluid optimisation in the Hassi Messaoud Algerian oil field. Applied Clay Science, v. 49, p. 383-393, 2010. KIM, C.; YOO, B. Rheological properties of rice starch-xanthan gum mixtures. Journal of Food Engineering, vol 75, p.120-128, 2006. LUCKHAM, Paul F.; ROSSI, Sylvia. The colloidal and rheological properties of bentonite suspensions. Advances in Colloid and Interface Science, vol 82, p.,4392, 1999. LUVIELMO, Márcia de Mello; SCAMPARINI, Adilma Regina Pippa. Goma xantana: produção, recuperação, propriedades e aplicação. Estudos tecnológicos, vol. 5, n. 1, p.50-67, 2009. 159 MACHADO, José Carlos V. Reologia e escoamento de fluidos. 1 ed. Rio de Janeiro: Editora Interciência, 2002. 258 p. MENEZES, R. R.; MARQUES, L. N.; CAMPOS, L. A.; FERREIRA, H. S.; SANTANA, L. N, L.; NEVES, G. A. Use of statistical design to study the influence of CMC on the rheological properties of bentonite dispersions for water-based drilling fluids. Applied Clay Science, vol. 49, p.13-20, 2010. MILANI, E. J.; BRANDÃO, A. S. L.; ZALÁN, P. V.; GAMBOA, L. A. P. Petróleo na margem continental brasileira: geologia, exploração, resultados e perspectivas. Brazilian Journal of Geophysics, vol. 18, 2001. OLIVEIRA, Ricardo Cardoso de; BARROS, Sueli Teresa Davantel de; ROSSI, Robson Marcelo. Aplicação da metodologia bayesiana para o estudo reológico da polpa de uva. Revista brasileira de produtos agroindustriais, vol. 11, n. 1, p. 73-80, 2009. PAVAN, A.; MATSUO, T.; PETERLIN, A.; TURNER, D. T. Rheopexy in a nonaggreagation solution of polyethylene oxide in aroclor, 1967. PEREIRA, Fabio de Assis Ressel. Escoamento laminar de líquidos não-newtonianos em seções anulares: estudos de CFD e abordagem experimental. Tese (Doutorado em Engenharia Química) – Universidade Federal de Uberlândia, Uberlândia, 2006. PETRI, Denise F. S.; QUEROZ NETO, João C. de. Identification of lift-off mechanism failure for salt drill-in drilling fluid containing polymer filter cake through adsorption/desorption studies. Journal of Petroleum Science and Engineering, vol. 70, p. 89-98, 2010. POTTER, Merle C.; WIGGERT, David C. Mecânica dos Fluidos. 2 ed. Rio de Janeiro: Editora LTC, 2004. 676 p. PUSHPAMALAR, V.; LANGFORD, S. J.; AHMAD, M.; LI, Y. Y. Optimization of reaction conditions for preparing carboxymethyl cellulose from sago waste. Carbohydrate Polymers, vol. 64, p. 312-318, 2006. QUEIROZ, Gertrudes Oliveira de. Otimização da injeção cíclica de vapor em reservatórios de óleo pesado. Dissertação (Mestrado em Engenharia Química) – Universidade Federal do Rio Grande do Norte, Natal, 2006. 160 RACHTANAPUN, Pornchai; LUANGKAMIN, Suwaporn; TRAPRASERT, Krittika; SURIYATEM, Rungsiri. Carboxymethyl cellulose film from durian rind. LWT – Food Science and Technology, vol. 48, p. 52-58, 2012. ROHR, Tiago Gusmão. Estudo reológico da mistura carboximetilcelulose/amido e sua utilização como veículo de inoculação bacteriano. Dissertação (Mestrado em Engenharia Química) – Universidade Federal do Rio de Janeiro, Seropédica, 2007. ROGERS, Walter Francis. Composition and properties of oil well drilling fluids. 3 ed. Gulf Pub. Company, 1963. 818 p. ROSALAM, S.; ENGLAND, R. Review of xantham gum production from unmodified starches by Xanthomonas compestris sp. Enzyme and Microbial Technology, vol. 39, p. 197-207, 2006. ROSSI, S.; LUCKHAM, P. F.; TADROS, Th. F. Influence of non-ionic polymers on the rheological behavior of Na+-montmorillonite clay suspensions – I Nonylphenolpolypropylene oxide – polyethylene oxide copolymers. Colloids and Surfaces, vol. 201, p. 85-100, 2002. ROTTAVA, Ieda; BATESINI, Graziela; SILVA, Marceli Fernandes; LERIN, Lindomar; OLIVEIRA, Débora de; PADILHA, Francine Ferreira; TONIAZZO, Geciane; MOSSI, Altemir; CANSIAN, Rogério Luis; LUCCIO, Marco Di; TREICHEL, Helen. Xantham gum production and rheological behavior using different strains of Xanthomonas sp. Carbohydrate Polymers, vol. 77, p. 65-71, 2009. SANTANA, Cledson Wagner Souto; TÔRRES, Euriclides Góes; LACERDA, Ivonaldo de Sousa. Ajuste de equações para a viscosidade cinemática de produtos de petróleo em função da temperatura. 3° Congresso Brasileiro de P&D em Petróleo e Gás, Salvador, 2005. SASTRI, S. R. S.; KAO, K. K. A new method for predicting saturated liquid viscosity at temperatures above the normal boiling point. Fluid Phase Equilibria, vol. 175, p. 311323, 2000. 161 SERRA, Ana Cristina da Silva. A influência de aditivos de lama de perfuração sobre as propriedades geoquímicas de óleos. Dissertação (Mestrado em Engenharia Civil) – Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2003. SHOBAH, M. S.; THARANATHAN, R. N. Rheological behavior of pullunase-treated guar galactomannan on co-gelation with xantham. Food Hydrocolloids, vol. 23, p. 749-754, 2009. SLAWOMIRSKI, Mariuz R. Rheological behavior of oil well drilling fluids. International Journal of Rock Mechanics and Mining Sciences, vol. 12, p. 115123, 1975. SILVA, Marceli Fernandes; FORNARI, Rejane C. G.; MAZUTTI, Marcio A.; OLIVEIRA, Débora de; PADILHA, Francine Ferreira. CICHOSKI, Alexandre José; CANSIAN, Rogério Luis; LUCCIO, Marco Di; TREICHEL, Helen. Production and characterization of xantham gum by Xanthomonas campestris using cheese whey as sole carbon source. Journal of Food Engineering, vol. 90, p. 119-123, 2009. SILVA, Marcus Vinicius Costa. Caracterização reológica da argila bentonítica derivada do intemperismo de basaltos – Formação Mosquito, Bacia do Parnaíba, sul do Maranhão. Relatório Técnico-Científico. Universidade Federal do Pará, 2001. SILVA, Normane Mirele Chaves da. Propriedades termofísicas e comportamento reológico da polpa de jenipapo (Genipa americana L.). Dissertação (Mestrado em Engenharia de Alimentos) – Universidade Estadual do Sudoeste da Bahia, Itapetinga, 2008. SILVA NETO, Miguel Arcangelo da. Contribuição técnica de um sistema de emulsão inversa a base de óleos vegetais para fluidos de perfuração. 2002. Dissertação (Mestrado em Engenharia Química) – Universidade Federal do Rio Grande do Norte, Rio Grande do Norte, 2002. SOUZA, Marcelo José Barros de; ARAUJO, Antonio Souza de. Beneficiamento da fração C5+ do pólo de guamaré a partir de reações de craqueamento catalítico sobre zeólitas ácidas. 2001. Dissertação (Mestrado em Engenharia Química) Universidade Federal do Rio Grande do Norte, Natal, 2001. – 162 SOUZA, Paulo Juvêncio Berta de; LIMA, Valdir Luiz de. Avaliação das técnicas de disposição de rejeitos da perfuração terrestre de poços de petróleo. 2002. Monografia (Especialização em Gerenciamento e Tecnologias Ambientais na Indústria) – Escola Politécnica, Universidade Federal da Bahia, 2002. THOMAS, José Eduardo; TRIGGIA, Attelio Alberto; CORREIA, Carlos Alberto; FILHO, Clodoveu Verotti; XAVIER, José Augusto Daniel; MACHADO, José Carlos Vieira; FILHO, José Erasmo de Souza; PAULA, José Luiz de; ROSSI, Nereu Carlos Milani de; PITOMBO, Nilton Emanuel Santos; GOUVEA, Paulo Cézar Vaz de Melo; CARVALHO, Renato de Souza; BARRAGAN, Roberto Vinícius. Fundamentos de Engenharia de Petróleo. 2 ed. Rio de Janeiro: Editora Interciência, 2001. 272 p. TOĞRUL, Hasan; ARSLAN, Nurhan. Production of carboxymethyl cellulose from sugar beet pulp cellulose and rheological behavior of carboxymethyl cellulose. Carbohydrate Polymers, vol. 54, p. 73-82, 2003. VANDITA, B. Pai; KHAN, Saad A. Gelation and rheology of xanthan/enzymemodified guar blends. Carbohydrate Polymers, vol. 49, p. 207-216, 2002. XIE, Wenbing; LECOURTIER, Jacqueline. Xanthan behavior in water-based drilling fluids. Polymer Degradation and Stability, vol. 38, p. 155-164, 1992. YAȘAR, Fevzi; TOĞRUL, Hasan, ARSLAN, Nurhan. Flow properties of cellulose and carboxymethyl cellulose from orange peel. Journal of Food Engineering, vol. 81, p.187-199, 2007. http://www.petrobras.com.br/minisite/presal/pt/cada-vez-mais-fundo/ acessado em acessado em 03/05/2012 às 17:35 (Petrobras, 2012a) http://www.petrobras.com.br/minisite/presal/pt/perguntas-respostas/ 03/05/2010 às 16:02 (Petrobras, 2012b)
Baixar