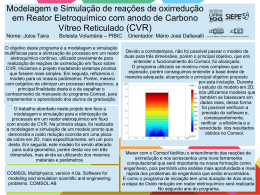
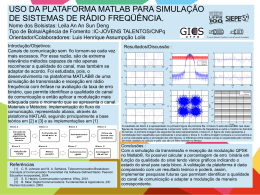
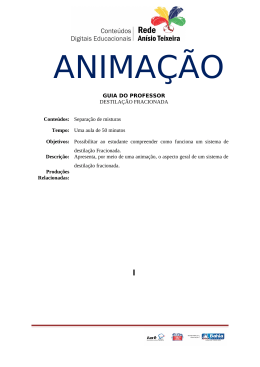
UNIVERSIDADE FEDERAL DE ALFENAS FLÁVIO DE FARIA PEREIRA RENÊ PINHOTI MORI MODELAGEM E SIMULAÇÃO DE UM SISTEMA CSTR-COLUNA DE DESTILAÇÃO: PRODUÇÃO DE MONOETILENOGLICOL (MEG) Poços de Caldas/MG 2014 FLÁVIO DE FARIA PEREIRA RENÊ PINHOTI MORI MODELAGEM E SIMULAÇÃO DE UM SISTEMA CSTR-COLUNA DE DESTILAÇÃO: PRODUÇÃO DE MONOETILENOGLICOL (MEG) Trabalho de conclusão de curso apresentado como parte dos requisitos para aprovação na disciplina Trabalho de Conclusão de Curso II do curso de Engenharia Química da Universidade Federal de Alfenas. Orientador: Prof. Dr. Iraí Santos Júnior. Coorientador: Prof. Dr. Marlus Pinheiro Rolemberg. Poços de Caldas/MG 2014 RESUMO A utilização de modelagens e simulações com o auxílio de linguagem de programação tem crescido consideravelmente nas duas últimas décadas e isso se deve ao fato dessas metodologias apresentarem resultados expressivos para implementações industriais. Estas, variam desde estudos de viabilidade econômica antes da construção física de plantas piloto até estudos de melhorias e otimizações do processo. O presente trabalho aborda um estudo sobre modelagem e simulação para um sistema CSTR-coluna de destilação, o qual é utilizado no processo de produção de monoetilenoglicol (MEG), usando de óxido de etileno e água. O MEG foi reconhecido comercialmente na I Guerra Mundial quando substituiu o glicerol na produção de explosivos. Nos dias atuais, esse composto apresenta um vasto campo de aplicação que atinge as indústrias automotivas, têxteis, de cosméticos, entre outras. A construção dos modelos matemáticos bem como a implementação dos mesmos no programa MATLAB foram feitas com sucesso. Entretanto, a simulação não foi possível, pois a literatura é restrita quanto à disponibilidade de dados operacionais e cinéticos. Assim, a busca por uma possível parceria futura com indústrias produtoras de MEG, a fim de colher dados reais de operação, é o ideal a ser feito. Palavras-chave: Modelagem. Simulação. MATLAB. CSTR-coluna de destilação. MEG. ABSTRACT The application of modeling and simulation through software has grown considerably within the last years due to the fact of these methodologies present expressive results for industrial implementation. These vary from the studies of economic viability before the physical construction of pilot plants to the optimization of the process. The present work addresses one study about modeling and simulation for a CSTR-column distillation system, which is used within the production process of mono-ethylene glycol (MEG), using ethylene oxide and water. The MEG has been recognized commercially in the First World War, when it substituted the glycerol in the production of explosives. Nowadays this compound presents a vast application field that reaches automotive industry, textile, and cosmetic among others. The construction of mathematical models just as the implementation of the same in the MATLAB software were done successfully. However, the simulation was not possible, because the literature is restricted on what concerns to the availability of data. This way, the search for a possible future partnership with industries that produce MEG in order to get real operational data is the ideal to be done. Key words: Modeling. Simulation. MATLAB. CSTR-column distillation. MEG. SUMÁRIO 1 INTRODUÇÃO ..................................................................................................................... 6 2 REVISÃO BIBLIOGRÁFICA ............................................................................................. 7 2.1 MODELAGEM E SIMULAÇÃO......................................................................................... 7 2.1.1 Modelo .............................................................................................................................. 7 2.1.2 Simulação ......................................................................................................................... 8 2.1.3 Importância da modelagem e simulação ....................................................................... 9 2.1.4 MATLAB.......................................................................................................................... 9 2.2 REATOR CSTR.................................................................................................................. 10 2.2.1 Modelo matemático ....................................................................................................... 11 2.2.2 Reação de estudo............................................................................................................ 13 2.2.2.1 Óxido de etileno ........................................................................................................... 14 2.2.2.2 Monoetilenoglicol (MEG) ............................................................................................ 15 2.3 DESTILAÇÃO ................................................................................................................... 16 2.3.1 Destilação fracionada .................................................................................................... 16 2.3.2 Modelo matemático ....................................................................................................... 18 3 DESENVOLVIMENTO...................................................................................................... 21 3.1 MODELO ........................................................................................................................... 21 3.1.1 Reator CSTR .................................................................................................................. 21 3.1.2 Coluna de destilação ...................................................................................................... 22 3.2 MODELAGEM E SIMULAÇÃO....................................................................................... 22 4 RESULTADOS .................................................................................................................... 26 5 CONCLUSÕES.................................................................................................................... 27 6 TRABALHOS FUTUROS .................................................................................................. 28 7 REFERÊNCIAS BIBLIOGRÁFICAS .............................................................................. 29 6 1 INTRODUÇÃO A modelagem e simulação de processos é um ramo que se torna popular à medida que o tempo passa e, segundo Garcia (2005), este segmento da engenharia é utilizado desde o projeto de plantas até a operação das mesmas. Os estudos sobre simulação dinâmica tiveram início em computadores ainda analógicos do século XX, e alastraram-se, posteriormente, para computadores digitais. A crescente recorrência a este recurso, popularizando-o, alinhada ao incremento consequente de sua importância, são fatores que incentivam o desenvolvimento constante de pesquisas e softwares, que atendem às necessidades dos profissionais que atuam em engenharia de processos. Esses fatores também são os responsáveis pelo desenvolvimento do presente trabalho. A simulação dinâmica de um processo apresenta várias dificuldades, merecendo destaque a obtenção de todos os dados e parâmetros que estão presentes no modelo. Sendo assim, para se pôr em prática essa técnica, recomenda-se que um estudo sobre o processo em questão possa ser desenvolvido, inicialmente, determinando-se parâmetros que dificilmente estão disponíveis na literatura técnico-científica. Em outras palavras, alguns dados são muito específicos e dificilmente estão disponíveis em estudos já realizados. O sistema de estudo abordado no presente trabalho é constituído por um reator do tipo CSTR, onde ocorre a mistura de dois reagentes (óxido de etileno e água) e origina o produto (monoetilenoglicol), seguido de uma coluna de fracionamento, na qual ocorre a separação dos reagentes não convertidos do produto. Tem-se como principais objetivos do trabalho o desenvolvimento de um modelo matemático que reproduza, de forma consistente, o que se verifica na realidade e de um código computacional, no ambiente MATLAB, no qual esse modelo esteja incluso. Como objetivo específico, deseja-se efetuar a simulação no sistema de produção de monoetilenoglicol (MEG). 7 2 REVISÃO BIBLIOGRÁFICA 2.1 MODELAGEM E SIMULAÇÃO Engenheiros podem ser considerados analistas de símbolos e, segundo Robert Reich (1991 apud BEQUETTE, 1998), podem identificar e resolver problemas manipulando os objetos de suas análises. Eles simplificam a realidade em imagens abstratas que podem ser rearranjadas e, eventualmente, as transformam novamente em realidade. É comum utilizar-se os princípios científicos como base de modelos matemáticos para caracterizar o comportamento de processos. Variáveis físicas, como pressão, temperatura ou concentração, são representadas por símbolos, dados de entrada são especificados e algoritmos numéricos são usados para resolver os modelos, simulando o sistema físico (BEQUETTE, 1998). Segundo Bequette (1998), modelagem e simulação podem ser utilizadas em diversas áreas. Em um caso de logística, por exemplo, se houver diversas fontes de matéria-prima, podese determinar a melhor maneira de distribuí-la entre as várias unidades e qual produto cada unidade é mais propícia para produzir. Já em casos operacionais, pode-se determinar quais as melhores condições para otimizar o processo. 2.1.1 Modelo Por definição, um modelo é uma representação de um sistema ou objeto. Entretanto, no contexto de produção, modelo de processo pode ser definido como: “um conjunto de equações (incluindo os dados de entrada para resolvê-las) que nos permite predizer o comportamento de um sistema de processo químico” (BEQUETTE, 1998, p. 5). Bequette (1998) relata que um modelo trata-se de uma representação matemática do fenômeno físico e químico e usa princípios fundamentais, tais como conservação de massa e energia, cinética de reações e relações termodinâmicas. A atividade de construção dos modelos é conhecida como modelagem. Para que haja a caracterização do processo e de seu comportamento, deve-se obter um conjunto de quantidades fundamentais (massa, momento e energia) cujos valores irão descrever o estado natural de um sistema. Frequentemente, essas quantidades não podem ser medidas diretamente e devem ser caracterizadas por variáveis mensuráveis como densidade, concentração, temperatura, pressão, entre outras, que são denominadas variáveis de estado. 8 Agrupadas, coerentemente, essas fornecem as equações de estado (STEPHANOPOULOS, 1984). As equações de estado, de acordo com Stephanopoulos (1984), fornecem o comportamento estático do processo. A aplicação dos princípios de conservação das quantidades fundamentais e as soluções das equações diferenciais resultantes dela, permitem a visualização do comportamento dinâmico. Nesse aspecto, pode-se saber como as variáveis de estado e, consequentemente, as quantidades fundamentais variam de acordo com a variável independente, o tempo. Caso não ocorra nenhuma alteração, diz-se que o processo está em estado estacionário. Modelos são utilizados para que, para um determinado conjunto de dados de entrada, se obtenha uma resposta. Sua complexidade dependerá da necessidade da resposta final. Se apenas uma resposta aproximada for necessária, um modelo simplificado pode, certamente, ser utilizado. No entanto, se o objetivo for um projeto integrando várias operações unitárias, uma solução mais complexa será envolvida (BEQUETTE, 1998). 2.1.2 Simulação A simulação através de softwares é uma ferramenta muito utilizada nos dias atuais. A principal explicação para isso é a existência de responsabilidades, as quais não nos permite implementar quaisquer tipos de mudanças a qualquer momento. É necessário que se tenha um respaldo do que se pretende implementar e é isso que ela nos fornece. Quando se estuda um processo, um dos objetivos é desenvolver análises que nos permite “simular” o comportamento do mesmo (BEQUETTE, 1998). Frequentemente, deseja-se saber como a resposta do sistema varia quando um parâmetro ou um dado de entrada muda. Mais do que tentar obter um entendimento de possíveis tipos do comportamento apenas variando e fazendo simulações, de acordo com Bequette (1998), devemos decidir quais parâmetros ou condições iniciais podemos variar e utilizar análises técnicas para determinar se uma mudança qualitativa pode ocorrer. Deve-se ter cuidado ao utilizar simulações e, primeiramente, é necessário que se reflita a respeito do sentido físico dos resultados obtidos. A tecnologia, o conhecimento sobre o assunto simulado e o bom senso devem sempre estar alinhadas (BEQUETTE, 1998). 9 2.1.3 Importância da modelagem e simulação Comumente, conforme Stephanopoulos (1984) relata, é necessário conhecer a resposta de um processo a uma determinada situação imposta. Para atender a essa necessidade, podemos aplicar duas abordagens diferentes: a experimental ou a teórica. A abordagem experimental envolve uma série de testes ou experimentos em que variáveis de entrada são deliberadamente mudadas. Realizam-se medições e observa-se como as variáveis de saída (por exemplo temperatura, vazão, pressão) respondem com o tempo (STEPHANOPOULOS, 1984). Já a abordagem teórica envolve a utilização de modelos e simulações, representando o processo através de equações matemáticas, relata Stephanopoulos (1984). Estas equações podem ser diferenciais ou algébricas, cujas soluções fornecem o comportamento dinâmico ou estático, respectivamente, do processo. A abordagem a ser escolhida depende dos recursos disponíveis e varia de acordo com a situação proposta. Entretanto, a abordagem prática vem cada vez mais perdendo espaço, já que demanda muito tempo para a realização de testes, além do elevado custo que estes geram. Além disso, não raramente quer-se obter as respostas antes mesmo do sistema ser construído, até mesmo para a análise de viabilidade econômica, não sendo possível as experimentações (STEPHANOPOULOS, 1984). Todavia, deve ser ressaltada a necessidade de ter-se uma base experimental anteriormente adquirida e confiável para alimentar o modelamento e a simulação para uma dada situação. Da mesma forma, a abordagem pratica se faz necessária para checar a eficácia da modelagem e simulação. Esses fatos deixam clara a importância da modelagem e simulação em plantas de produção, caracterizando-a como uma ferramenta indispensável. 2.1.4 MATLAB O Matrix Laboratory, conhecido como MATLAB, é um poderoso recurso computacional que profissionais, principalmente das engenharias, tem ao seu dispor para: a) efetuar cálculos matemáticos; b) desenvolver algoritmos; c) modelar, simular e confeccionar protótipos; d) analisar, simular e confeccionar dados; e) plotar gráficos científicos e de engenharia; 10 f) desenvolver aplicações, incluindo a elaboração de interfaces gráficas com o usuário. Com tantas ferramentas inclusas nesse software, o mesmo pode ser utilizado tanto como uma poderosa calculadora quanto como uma linguagem de programação. No entanto, essa linguagem se aproxima mais ainda das expressões algébricas que escrevemos do que das linguagens convencionais como Pascal, C/C++, FORTRAN, etc. (TONINI; SCHETTINO, 2002). 2.2 REATOR CSTR Para Perry e Green (2008), reatores são equipamentos utilizados para garantir que as condições reacionais desejadas sejam atendidas. No entanto, a escolha do reator bem como suas características devem ser feitas de maneira adequada, já que cada situação tem suas particularidades. O modelo coerente deve ser definido com base no modo de operação (contínuo, batelada, semi-batelada), presença ou ausência de catalisador (PFR, PBR), aplicação final, número de fases no reator, troca de calor, entre outros. O reator tanque com agitação contínua (do inglês, “Continuous Stirred Tank Reactor”, abreviadamente chamado de CSTR, se enquadra na classificação por modo de operação, mais especificamente, na divisão de reatores contínuos. Além destes, tem-se ainda reatores em batelada e semi-batelada. Como o estudo de interesse envolve apenas o CSTR, serão abordados somente os assuntos relacionados ao mesmo (PERRY & GREEN, 2008). A presença desses reatores contínuos é mais frequente em ambientes industriais que se tem elevada produção diária. Isto se deve ao fato de que tais reatores operam com fluxo de massa constante, tanto para os reagentes quanto para os produtos, ou seja, as quantidades de reagentes que entram e produtos que saem são mantidas com o decorrer do tempo. Além disso, considera-se que variáveis como temperatura e concentração, tem o mesmo valor em qualquer ponto interno do reator. (PERRY; GREEN, 2008; SÊCO, 2005). De Sêco (2005) e Martin (2010) pode-se construir a Tabela 1: Tabela 1 - Vantagens do CSTR. Vantagens São relativamente mais baratos Facilidade de construção, abertura e limpeza Fácil controle de temperatura Evitam a formação de pontos quentes Adaptação fácil para reações com duas fases A partir de Sêco (2005) pode-se criar a Tabela 2: 11 Tabela 2 - Desvantagens do CSTR. Desvantagens Baixa conversão por unidade de volume Possibilidade de zonas mortas ou estagnadas (quando se tem agitação inapropriada) Existem situações que demandam a utilização de mais de um CSTR, isto é, um só não é capaz de levar à obtenção da conversão desejada. Por isso, destaca-se que o mesmo pode ser conectado a outros CSTRs em série. Entretanto, o funcionamento é o mesmo, independentemente da quantidade de reatores: enquanto os reagentes entram e os produtos saem, o conteúdo interno mantém-se sob constante agitação (PERRY & GREEN, 2008). Figura 1 - CSTR. Figura 2 – CSTR. Fonte: FOGLER (2004, p. 10). Fonte: GÜRMEN e FOGLER (2008). 2.2.1 Modelo matemático Seja um CSTR com duas correntes de entrada, 1 e 2, e uma corrente de saída, 3 (FIGURA 3). As correntes 1 e 2 contém os reagentes A e B enquanto a corrente 3 contém A e B não reagidos e o produto formado C. Para o desenvolvimento das equações referentes ao CSTR, deve-se considerar alguns termos: CAi – concentração molar do reagente A na corrente i; Fi – vazão volumétrica da corrente i; Ti – temperatura da corrente i; 12 ρi – massa específica da corrente i. Figura 3 - Processo de mistura. Fonte: STEPHANOPOULOS (1984, p. 64). O modelo pode ser desenvolvido através do balanço de massa e do balanço de energia. Do balanço de massa total, tem-se que: 𝑚𝑎𝑠𝑠𝑎 𝑡𝑜𝑡𝑎𝑙 𝑞𝑢𝑒 𝑎𝑐ú𝑚𝑢𝑙𝑜 𝑑𝑒 𝑚𝑎𝑠𝑠𝑎 𝑡𝑜𝑡𝑎𝑙 𝑚𝑎𝑠𝑠𝑎 𝑡𝑜𝑡𝑎𝑙 𝑞𝑢𝑒 ] [ ] [ ] [ 𝑛𝑜 𝑟𝑒𝑎𝑡𝑜𝑟 = 𝑒𝑛𝑡𝑟𝑎 𝑛𝑜 𝑟𝑒𝑎𝑡𝑜𝑟 − 𝑠𝑎𝑖 𝑑𝑜 𝑟𝑒𝑎𝑡𝑜𝑟 𝑡𝑒𝑚𝑝𝑜 𝑡𝑒𝑚𝑝𝑜 𝑡𝑒𝑚𝑝𝑜 que, transformando-se em equação matemática torna-se: 𝑑(𝜌.𝑉) 𝑑𝑡 = (𝜌1 . 𝐹1 + 𝜌2 . 𝐹2 ) − 𝜌3 . 𝐹3 (1) Se for considerado uma mistura perfeita, a massa específica do conteúdo interno do reator ρ será a mesma que a da corrente de saída ρ3. Além disso, se for levado em consideração que a massa específica, que é função da temperatura e da concentração, seja a mesma em todas as correntes, isto é, ρ1 = ρ2 = ρ3 = ρ, chega-se que: 𝑑𝑉 𝑑𝑡 = (𝐹1 + 𝐹2 ) − 𝐹3 (2) Já o balanço do componente A: 𝑞𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑡𝑜𝑡𝑎𝑙 𝑑𝑜 𝑞𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑡𝑜𝑡𝑎𝑙 𝑑𝑜 𝑎𝑐ú𝑚𝑢𝑙𝑜 𝑑𝑜 [ 𝑐𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒 𝐴 ] [ 𝑐𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒 𝐴 ] [𝑐𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒 𝐴] 𝑞𝑢𝑒 𝑒𝑛𝑡𝑟𝑎 𝑛𝑜 𝑟𝑒𝑎𝑡𝑜𝑟 𝑞𝑢𝑒 𝑠𝑎𝑖 𝑑𝑜 𝑟𝑒𝑎𝑡𝑜𝑟 𝑛𝑜 𝑟𝑒𝑎𝑡𝑜𝑟 = − 𝑡𝑒𝑚𝑝𝑜 𝑡𝑒𝑚𝑝𝑜 𝑡𝑒𝑚𝑝𝑜 ou, 𝑑(𝑐𝐴 .𝑉) 𝑑𝑡 = (𝑐𝐴1 . 𝐹1 + 𝑐𝐴2 . 𝐹2 ) − 𝑐𝐴3 . 𝐹3 (3) e, sendo cA = cA3, tem-se que: 𝑉 𝑑𝑐𝐴3 𝑑𝑡 Do balanço total de energia: = (𝑐𝐴1 − 𝑐𝐴3 ). 𝐹1 + (𝑐𝐴2 − 𝑐𝐴3 ). 𝐹2 (4) 13 𝑒𝑛𝑒𝑟𝑔𝑖𝑎 𝑡𝑜𝑡𝑎𝑙 𝑒𝑛𝑒𝑟𝑔𝑖𝑎 𝑡𝑜𝑡𝑎𝑙 𝑞𝑢𝑒 𝑠𝑎𝑖 𝑞𝑢𝑒 𝑒𝑛𝑡𝑟𝑎 𝑑𝑜 𝑟𝑒𝑎𝑡𝑜𝑟 𝑐𝑜𝑚 𝑛𝑜 𝑟𝑒𝑎𝑡𝑜𝑟 𝑎𝑡𝑟𝑎𝑣é𝑠 𝑎𝑐ú𝑚𝑢𝑙𝑜 𝑐𝑎𝑙𝑜𝑟 𝑎𝑑𝑖𝑐𝑖𝑜𝑛𝑎𝑑𝑜 𝑑𝑎𝑠 𝑐𝑜𝑟𝑟𝑒𝑛𝑡𝑒𝑠 𝑎 𝑐𝑜𝑟𝑟𝑒𝑛𝑡𝑒 [𝑑𝑒 𝑒𝑛𝑒𝑟𝑔𝑖𝑎 𝑡𝑜𝑡𝑎𝑙 ] [ 𝑜𝑢 𝑟𝑒𝑚𝑜𝑣𝑖𝑑𝑜 ] [ 𝑑𝑒 𝑎𝑙𝑖𝑚𝑒𝑛𝑡𝑎çã𝑜 ] [ 𝑑𝑜 𝑝𝑟𝑜𝑑𝑢𝑡𝑜 ] 𝑛𝑜 𝑟𝑒𝑎𝑡𝑜𝑟 = − ± 𝑐𝑜𝑚 𝑎 𝑏𝑜𝑏𝑖𝑛𝑎 𝑡𝑒𝑚𝑝𝑜 𝑡𝑒𝑚𝑝𝑜 𝑡𝑒𝑚𝑝𝑜 𝑡𝑒𝑚𝑝𝑜 sendo que toda energia envolvida está na forma de entalpia. Assim, chega-se que: 𝑒𝑛𝑒𝑟𝑔𝑖𝑎 𝑡𝑜𝑡𝑎𝑙 𝑒𝑛𝑒𝑟𝑔𝑖𝑎 𝑡𝑜𝑡𝑎𝑙 𝑞𝑢𝑒 𝑠𝑎𝑖 𝑞𝑢𝑒 𝑒𝑛𝑡𝑟𝑎 𝑑𝑜 𝑟𝑒𝑎𝑡𝑜𝑟 𝑐𝑜𝑚 𝑛𝑜 𝑟𝑒𝑎𝑡𝑜𝑟 𝑎𝑡𝑟𝑎𝑣é𝑠 𝑑𝑎𝑠 𝑐𝑜𝑟𝑟𝑒𝑛𝑡𝑒𝑠 𝑎 𝑐𝑜𝑟𝑟𝑒𝑛𝑡𝑒 [ 𝑑𝑒 𝑎𝑙𝑖𝑚𝑒𝑛𝑡𝑎çã𝑜 ] [ 𝑑𝑜 𝑝𝑟𝑜𝑑𝑢𝑡𝑜 ] − = 𝜌. (𝐹1 . ℎ1 + 𝐹2 . ℎ2 ) − 𝜌. 𝐹3 . ℎ3 𝑡𝑒𝑚𝑝𝑜 𝑡𝑒𝑚𝑝𝑜 hi são as entalpias específicas (por unidade de massa) para cada corrente. A energia total dentro do tanque (acúmulo) pode ser considerada a variação da entalpia em função do tempo e pode ser calculada da seguinte maneira: H = 𝜌. 𝑉. ℎ3 (5) Assim, o balanço total de energia é 𝑑(𝑝.𝑉.ℎ3 ) 𝑑𝑡 = 𝜌. (𝐹1 . ℎ1 + 𝐹2 . ℎ2 ) − 𝜌. 𝐹3 . ℎ3 ± 𝑄 (6) Ao definir as entalpias específicas hi em termos de temperatura, concentração e calor específico, chega-se na equação final do balanço de energia: 𝜌. 𝑐𝑝 . 𝑉 𝑑𝑇3 𝑑𝑡 ̂𝑆1 − ∆𝐻 ̂𝑆3 ] + 𝑐𝐴2 . 𝐹2 [∆𝐻 ̂𝑆2 − ∆𝐻 ̂𝑆3 ] + 𝜌. 𝐹1 . 𝑐𝑝 . (𝑇1 − 𝑇3 ) + = 𝑐𝐴1 . 𝐹1 . [∆𝐻 𝜌. 𝐹2 . 𝑐𝑝 . (𝑇2 − 𝑇3 ) ± 𝑄 (7) ̂𝑆𝑖 o calor da solução da corrente i. sendo ∆𝐻 Deve-se ressaltar que no desenvolvimento foram considerados os calores específicos iguais para todas as correntes, ou seja, cp1 = cp2 = cp3 = cp. Em suma, para a modelagem de um reator CSTR é necessário a utilização das equações 2, 4 e 7 (STEPHANOPOULOS, 1984). 2.2.2 Reação de estudo O sistema de interesse para modelagem e simulação é composto por um reator contínuo de tanque agitado (CSTR) seguido por uma coluna de destilação (FIGURA 4). No primeiro equipamento ocorrerá a transformação dos reagentes óxido de etileno e água no produto monoetilenoglicol (MEG), como mostrado a seguir: 𝐶2 𝐻4 𝑂 + 𝐻2 𝑂 → 𝐶2 𝐻4 (𝑂𝐻)2 14 𝐴+𝐵 →𝐶 Já no segundo, o foco principal é a separação do MEG dos demais compostos presentes, óxido de etileno e água que não reagiram, na corrente de saída do reator. Esta, ressalta-se, é utilizada como alimentação da coluna. Figura 4 - Sistema reator-coluna para produção de monoetilenoglicol. Fonte: Adaptado de Rangaiah e Kariwala (2012, p. 454). 2.2.2.1 Óxido de etileno Em 1925, iniciou-se a produção de óxido de etileno a partir de clorohidrina. Mais tarde, em 1931, um novo modo de produção foi descoberto, um processo com melhor viabilidade econômica. Tal processo é utilizado até hoje no âmbito industrial e consiste em uma oxidação direta catalisada por prata: 1 𝐶2 𝐻4 + 2 𝑂2 → 𝐶2 𝐻4 𝑂 Deve-se destacar que ocorrem, paralelamente à reação principal, as combustões totais do etileno e do óxido de etileno, conforme descritas (BARBOSA et al, 2007): 𝐶2 𝐻4 + 3𝑂2 → 2𝐶𝑂2 + 2𝐻2 𝑂 15 5 𝐶2 𝐻4 𝑂 + 𝑂2 → 2𝐶𝑂2 + 2𝐻2 𝑂 2 A demanda do mercado pelo óxido de etileno é alta, cerca de 14 milhões de toneladas anuais, com faixa de crescimento anual de 3%. Este fato decorre de seu vasto campo de aplicação, como por exemplo (BARBOSA et al, 2007): a) utilização na produção de etilenoglicóis, etanolaminas, éteres etílicos e surfactantes não iônicos; b) utilização como esterilizante para equipamentos médicos; c) possibilidade de conversão em materiais como fibras, películas, garrafas, solventes, anticongelantes, cosméticos, CDs, artigos esportivos, entre outros (SIEMENS, 2009; BARBOSA et al, 2007). 2.2.2.2 Monoetilenoglicol (MEG) Apesar de ter sido preparado, em 1859, através da hidrólise do diacetato de etilenoglicol pelo químico francês Charles-Adolphe Wurtz, o monoetilenoglicol teve sua importância comercial reconhecida apenas na I Guerra Mundial. Na ocasião, ele foi utilizado, na Alemanha, para substituir o glicerol na produção de explosivos. Com o passar do tempo, novas funcionalidades foram descobertas e hoje, tem-se um grande número de aplicações: para esse composto incolor, hidrossolúvel, inodoro, de baixa viscosidade e de baixa volatilidade em temperatura ambiente. A seguir tem-se algumas dessas aplicações (KIRK-OTHMER, 1994; CETESB, 2012): a) matéria-prima na síntese de resinas alquídicas, de poliéster insaturado, ésteres de breu e poliuretânicas; b) anticongelante automotivo; c) agente plastificante na produção de celofane; d) formulações da indústria têxtil; e) composição na preparação de óleos para usinagens; f) solvente para nitrocelulose e cosméticos. Devido às suas características, o monoetilenoglicol não oferece risco quanto à inalação, incêndio, explosão e polimerização. No entanto, recomenda-se evitar o contato (principalmente visual) e a inalação prolongada. Além disso, não é corrosivo e não exige cuidados especiais para o armazenamento. 16 Deve-se ressaltar que podem ser encontrados, na indústria e comércio, três tipos de etilenoglicol: o Monoetilenoglicol (MEG), o Dietilenoglicol (DEG) e o Trietilenoglicol (TEG) (KIRK-OTHMER, 1994; CETESB, 2012; OXITENO, [s.d]). 2.3 DESTILAÇÃO Quando deseja-se purificar uma corrente de produto ou separar componentes de uma mistura, deve-se aplicar um processo de separação. Para Perry e Green (2008), estes atingem seu objetivo através da criação de zonas diferentes que apresentam distinção em algumas propriedades, tais como pressão, temperatura e composição. Assim, cada componente da mistura a ser separado responde de forma única a cada uma das zonas criadas e, no equilíbrio, apresentam concentrações distintas em cada uma dessas zonas. A destilação é um dos processos mais importantes que se conhece e isso decorre do fato, segundo Foust et al. (2006), de que é o mais empregado nas indústrias químicas para separação de componentes. O princípio que envolve tal operação é a diferença de volatilidade. Conforme Perry e Green (2008) relatam, na destilação fracionada, uma fase líquida permanece em contato com uma fase vapor através do que se conhece por bandejas ou pratos. Ambas as fases estão expostas à mesma temperatura e pressão, transferindo massa entre si. Exemplos de aplicações de destilação não são raros e podemos citar a produção de oxigênio puro para naves espaciais através de ar liquefeito. Outro processo caracterizado pela utilização dessa técnica é a produção de frações do petróleo como gasolina, querosene, nafta, óleos lubrificantes, entre outros. Nesse caso, a destilação empregada é a fracionada (FOUST et al., 2006). 2.3.1 Destilação fracionada A destilação fracionada ocorre em colunas como a mostrada pela Figura 5. Tratam-se de cilindros com uma série de bandejas dispostas verticalmente. O material alimentado pode ser introduzido em uma ou várias dessas bandejas. Os pratos teóricos localizados abaixo da bandeja de alimentação principal constituem a zona de esgotamento enquanto que os localizados acima constituem a zona de retificação. A diferença de massa específica entre as fases líquida e vapor faz com que o liquido flua, em cascata, por cada um dos pratos, em direção à base da coluna enquanto o vapor sobe, promovendo o contato (PERRY; GREEN, 2008). 17 Ao chegar na base da coluna, parte do líquido é vaporizado através da adição de calor no refervedor e levado de volta para coluna. A outra parte é retirada e consiste no produto de base. Uma parcela do vapor que chega ao topo da coluna é resfriado e condensado pelo condensador do topo, retornando à coluna. A parcela que não sofre esse processo consiste no produto conhecido como destilado (PERRY; GREEN, 2008). Segundo Perry e Green (2008), esse fluxo de material faz com que haja o contato entre as fases em cada prato. O resultado dessa operação é a concentração do componente mais volátil na fase de vapor enquanto que o outro componente se concentra na fase líquida. A Figura 5 exibe uma coluna de destilação com N bandejas, as quais são numeradas a partir da base. Nela, F corresponde à alimentação e V e L indicam as correntes de vapor e líquido, respectivamente. O índice indica o prato em que as correntes são originadas. Figura 5 – Esquema de coluna de destilação. Fonte: PERRY, R. H.; GREEN, D. W. (2008, p. 13-4). Nessa operação, de acordo com Foust et al. (2006), um aspecto a se destacar é que não é necessário se adicionar qualquer componente para que a separação ocorra, fato comum em outros processos de separação. Nestes, esse terceiro componente deve, posteriormente, passar 18 por uma etapa de separação. Como desvantagem, a destilação apresenta elevado consumo de energia, já que a evaporação de um ou mais componentes torna-se necessária. 2.3.2 Modelo matemático Stephanopoulos (1984) constrói um modelo matemático para a destilação ideal de uma mistura binária (componentes A e B) em uma coluna de destilação de N bandejas como mostrado na Figura 6. Nela, 𝑓 indica o número do prato onde ocorre a alimentação. Como convenção, todos os dados são em função do componente mais volátil, no caso o componente A. Ff é a vazão molar de alimentação do componente A, e cf consiste na fração molar do componente A na alimentação, e assim por diante. Todo vapor que sai da coluna é condensado pela água de refrigeração e, parte é refluxado na coluna com a vazão molar indicada por FR e parte, com vazão molar FD, constitui o destilado. O líquido acumulado no tambor de líquido condensado é denotado por MRD e xD corresponde à sua fração molar. Já na base da coluna, o produto de base é removido com a vazão molar FB e composição molar de A igual a xB. Uma segunda corrente de saída, com vazão molar V, é aquecida e refluxada à coluna. O acúmulo de líquido na base da coluna é indicado por MB. O líquido acumulado em um prato qualquer i é denotado por Mi e a fração molar de A na fase vapor em uma bandeja i é yi (STEPHANOPOULOS, 1984). Figura 6 – Esquema de uma destilação ideal binária em que o componente mais volátil é denominado de A. Fonte: STEPHANOPOULOS, G. (1984, p. 71). 19 Para a construção do modelo matemático, Stephanopoulos (1984) assume algumas considerações, simplificando-o: a) o acúmulo de vapor em cada bandeja não deve ser considerado; b) o calor molar de vaporização de ambos componentes são aproximadamente iguais, o que significa que 1 mol de vapor condensado é suficiente para gerar 1 mol de líquido; c) não se considera a troca de calor da coluna com o ambiente; d) a volatilidade relativa dos componentes são constantes por toda coluna; e) a eficiência de cada bandeja é considerada 100% (ideal); f) a dinâmica do condensador e do refervedor são desconsideradas, mas esses trocadores de calor são sistemas que devem ser considerados isoladamente e, portanto, devem ser inclusos no modelo; g) não se considera o balanço de momento em cada bandeja e assume-se que o líquido que deixa cada uma delas é relacionado com o acúmulo de líquido em cada prato. Divide-se a coluna em quatro partes distintas: o prato de alimentação, o prato da base, o prato do topo e outros pratos quaisquer, com exceção dos citados anteriormente. A Figura 7 mostra essa divisão (STEPHANOPOULOS, 1984). Figura 7 – Partes da coluna de destilação fracionada. Fonte: STEPHANOPOULOS, G. (1984, p. 72). No prato de alimentação, as correntes de entrada são Vf-1 e Lf+1, ou seja, a corrente de vapor proveniente do prato anterior e de líquido do prato seguinte, enquanto que as de saída são Vf e Lf. Já no topo da coluna, chegam as correntes VN-1 e FR e saem VN e LN. Na base, tem-se 20 as correntes de entrada V e L2 e, V1 e L1 são as de saída. Para um prato qualquer i, com exceção dos mencionados acima, as correntes que chegam são Li+1 e Vi-1 e as que saem são Vi e Li. Assim, o modelo pode ser criado com o balanço de massa total e o balanço de massa do componente A nas quatro seções. Deve-se ainda adicionar os refluxos no topo e na base. Seguem as equações que modelam a coluna de destilação mostrada pela Figura 6. Para a bandeja de alimentação (i = 𝑓): Balanço total: 𝑑(𝑀𝑓 ) 𝑑𝑡 Componente A: = 𝐹𝑓 + 𝐿𝑓+1 + 𝑉𝑓−1 − 𝐿𝑓 − 𝑉𝑓 = 𝐹𝑓 + 𝐿𝑓+1 − 𝐿𝑓 𝑑(𝑀𝑓 .𝑥𝑓 ) = 𝐹𝑓 . 𝑐𝑓 + 𝐿𝑓+1 . 𝑥𝑓+1 + 𝑉𝑓−1 . 𝑦𝑓−1 − 𝐿𝑓 . 𝑥𝑓 − 𝑉𝑓 . 𝑦𝑓 𝑑𝑡 (8) (9) Para a bandeja do topo (i = N): Balanço total: 𝑑(𝑀𝑁 ) 𝑑𝑡 Componente A: = 𝐹𝑅 + 𝑉𝑁−1 − 𝐿𝑁 − 𝑉𝑁 = 𝐹𝑅 − 𝐿𝑁 𝑑(𝑀𝑁 .𝑥𝑁 ) 𝑑𝑡 = 𝐹𝑅 . 𝑐𝐷 + 𝑉𝑁−1 . 𝑦𝑁−1 − 𝐿𝑁 . 𝑥𝑁 − 𝑉𝑁 . 𝑦𝑁 (10) (11) Para a bandeja da base (i = 1): Balanço total: 𝑑(𝑀1 ) 𝑑𝑡 Componente A: = 𝐿2 − 𝐿1 + 𝑉 − 𝑉1 = 𝐿2 − 𝐿1 𝑑(𝑀1 .𝑥1 ) = 𝐿2 . 𝑥2 + 𝑉. 𝑦𝐵 − 𝐿1 . 𝑥1 − 𝑉1 . 𝑦1 𝑑𝑡 (12) (13) Para a bandeja qualquer i (i = 2, ..., N-1 e i ≠ f): Balanço total: 𝑑(𝑀𝑖 ) = 𝐿𝑖+1 − 𝐿𝑖 + 𝑉𝑖−1 − 𝑉𝑖 = 𝐿𝑖+1 − 𝐿𝑖 𝑑𝑡 Componente A: 𝑑(𝑀𝑖 .𝑥𝑖 ) 𝑑𝑡 = 𝐿𝑖+1 . 𝑥𝑖+1 + 𝑉𝑖−1 . 𝑦𝑖−1 − 𝐿𝑖 . 𝑥𝑖 − 𝑉𝑖 . 𝑦𝑖 (14) (15) Tambor de refluxo: Balanço total: 𝑑(𝑀𝑅𝐷 ) 𝑑𝑡 Componente A: = 𝑉𝑁 − 𝐹𝑅 − 𝐹𝐷 𝑑(𝑀𝑅𝐷 .𝑥𝐷 ) 𝑑𝑡 = 𝑉𝑁 . 𝑦𝑁 − (𝐹𝑅 + 𝐹𝐷 ). 𝑥𝐷 (16) (17) Base da coluna: Balanço total: 𝑑(𝑀𝐵 ) Componente A: 𝑑𝑡 = 𝐿1 − 𝑉 − 𝐹𝐵 𝑑(𝑀𝐵 .𝑥𝐵 ) 𝑑𝑡 = 𝐿1 . 𝑥1 − 𝑉. 𝑦𝐵 − 𝐹𝐵 . 𝑥𝐵 (18) (19) 21 3 DESENVOLVIMENTO Para que a modelagem e simulação do sistema explicitado na Figura 4 alcance os resultados esperados, algumas modificações devem ser feitas nas equações exibidas no tópico anterior. Porém, o raciocínio para a obtenção das equações específicas, para o projeto em questão, deve ser mantido. Deve-se ressaltar que as equações referentes à coluna de destilação não sofrerão alterações, já que se adequam perfeitamente ao estudo. Assim, os tópicos a seguir serão destinados às equações específicas do CSTR e da coluna e à modelagem e simulação de dados no software MATLAB. 3.1 MODELO 3.1.1 Reator CSTR A construção de um modelo matemático para um processo químico não é tarefa trivial e algumas considerações devem ser adotadas, visando a simplificação desta tarefa. A primeira delas está relacionada com a variação de volume do reator, considerada inexistente. Por sua vez, as massas e calores específicos de cada corrente são considerados iguais. Com isso, através do balanço material dos componentes A, B e C, determinam-se as seguintes equações diferenciais: 𝑑𝐶𝐴 𝑑𝑡 𝑑𝐶𝐵 𝑑𝑡 𝑑𝐶𝐶 𝑑𝑡 O termo 𝐷𝑥𝐷𝑖 𝑉 = = = 𝐹𝐴0 .𝐶𝐴0 𝑉 + 𝐹𝐵0 .𝐶𝐵0 𝑉 𝐷.𝑥𝐷𝐶 𝑉 − + 𝐷.𝑥𝐷𝐴 𝑉 𝐷.𝑥𝐷𝐵 𝐹.𝑧𝐶 𝑉 𝑉 − − 𝐹.𝑧𝐴 𝑉 𝐹.𝑧𝐵 𝑉 + 𝑅𝐴 − 𝑅𝐴 (20) − 𝑅𝐴 (21) (22) representa a quantidade do componente i adicionado no reator pela corrente de destilado, conforme a Figura 4. Já o termo 𝑅𝐴 representa a taxa de reação e pode ser calculado da seguinte maneira: 𝑅𝐴 = 𝑘. 𝐶𝐴 −𝐸 𝑘 = 𝑘0 . 𝑒𝑥𝑝 [𝑅.𝑇𝑟] (23) (24) A Equação 24 é a Lei de Arrhenius, enquanto a Equação 23 mostra a velocidade de reação para a produção de monoetilenoglicol. Deve-se destacar que a mesma foi sugerida por Fogler (2004) e independe da concentração da água (CB). 22 Outra quantidade básica que não deve ser negligenciada é a energia e, portanto, através do balanço energético tem-se que: 𝑑𝑇𝑟 𝑑𝑡 = 𝐹𝐴0 .𝑇0 𝑉 + 𝐹𝐵0 .𝑇0 𝑉 + 𝐷.𝑇0 𝑉 − 𝑉.(𝐶 𝐹.𝑇𝑟 𝜆.𝑅 𝐴 +𝐶𝐵 +𝐶𝐶 ) − 𝜌.𝑐𝐴 𝑝 (25) Em que T0 é a temperatura de alimentação de todas as correntes do reator. 3.1.2 Coluna de destilação O modelo da coluna segue as mesmas considerações feitas por Stephanopoulos (1984) e mencionadas anteriormente, com exceção da indicada pela letra f. O acúmulo de líquido no tanque de condensado e no refervedor são considerados constantes. O acúmulo total de líquido em cada bandeja é dado pela soma dos acúmulos dos componentes A, B e C na mesma. É importante que fiquem explicitas que as equações a serem modeladas para o componente A em ambiente MATLAB são as equações 9, 11, 13 e 15. De forma análoga, devese desenvolver as equações para os componentes B e C. 3.2 MODELAGEM E SIMULAÇÃO O código desenvolvido e mostrado na Figura 8 fornece uma série de informações importantes para a análise de processos que envolvam o sistema CSTR-coluna de destilação para uma reação de síntese com dois reagentes. Essas informações são: a temperatura do reator, as concentrações dos componentes do mesmo, as composições na saída do reator e nas saídas da coluna (tanto na base quanto no topo), as composições do líquido e do vapor em qualquer bandeja da coluna e, ainda, o acúmulo de cada componente na bandeja desejada, consequentemente, o acúmulo total em todas as bandejas. Para isso, é necessário que o código receba alguns dados de entrada, os quais são exibidos na Tabela 3: Tabela 3 - Dados de entrada para simulação. Parâmetro Valor Unidade de medida 2,337x105 kmol mp 5 2,337x10 kmol md 0 ----xPA 0 ----xPB 1 ----xPC 0,2 ----xDA 0,8 ----xDB Significado físico Acúmulo no refervedor Acúmulo no tanque de destilado Composição de A no refervedor Composição de B no refervedor Composição de C no refervedor Composição de A no destilado Composição de B no destilado 23 Tabela 3 - Dados de entrada para simulação. (continuação) xDC d r v f p fA0 fB0 cA cB cC tR cA0 cB0 E ρ cp t0 k0 VR λ αA αB αC nt nf 0 72,165 140,085 71,490 327,165 43,430 0,015 7,5x10-4 493,08 9,966x103 1,816x104 338,15 70000 200000 79,05 1109 2400 298,15 0,00518 100 -128110 3 1,5 1 15 9 ----kmol/s kmol/s kmol/s kmol/s kmol/s m3/s m3/s kmol/m3 kmol/m3 kmol/m3 K kmol/m3 kmol/m3 J/kmol kg/m3 J/kg.K K s-1 m3 J/kmol --------------------- Composição de C no destilado Vazão molar de destilado refluxado no reator Vazão molar de destilado refluxado na coluna Vazão molar de vapor refluxado na coluna Vazão molar de alimentação da coluna Vazão molar de produto de base da coluna Vazão volumétrica de alimentação de A Vazão volumétrica de alimentação de B Concentração de A no reator Concentração de B no reator Concentração de C no reator Temperatura do reator Concentração da corrente de alimentação de A Concentração da corrente de alimentação de B Energia de ativação da reação Massa específica Calor específico Temperatura das correntes de entrada Fator pré-exponencia da Lei de Arrhenius Volume do reator Calor de reação Volatilidade relativa de A Volatilidade relativa de B Volatilidade relativa de C Número total de pratos Prato de alimentação Além dos dados expostos na Tabela 3, deve-se declarar 4 matrizes: m, xa, xb e xc. Sendo que a primeira tem a dimensão 1x15 e as demais 15x1. Inicialmente, todos os elementos da matriz m foram assumidos como sendo 1, enquanto os elementos das matrizes xa, xb e xc, devem variar de 0 a 1, com incremento de 0,067. É de suma importância destacar que todos os dados mencionados anteriormente, com exceção das matrizes, foram retirados, estimados ou calculados a partir das seguintes bibliografias: Melhem (2001); Irã ([s.d]); Fogler (2004) e Rangaiah e Kariwala (2012). Segue, na Figura 8, o código desenvolvido pelos autores deste trabalho no MATLAB. 24 Figura 8 - Código desenvolvido em MATLAB para o sistema CSTRcoluna de destilação. 25 Figura 8 - Código desenvolvido em MATLAB para o sistema CSTRcoluna de destilação (continuação). 26 4 RESULTADOS Os resultados da simulação para o conjunto de dados mostrados na Tabela 3 estão expostos nas Tabelas 4 e 5. Zi corresponde à composição do componente i na saída do reator. Tabela 4 - Resultados obtidos da simulação. Parâmetro Valor Unidade de medida 488,4 kmol/m3 cA 4 1x10 kmol/m3 cB 1,8x104 kmol/m3 cC 0,02 ----zA 0,35 ----zB 0,63 ----zC 250 K tR 0,05 ----xPA 0,03 ----xPB 0,92 ----xPC 0,99 ----xDA 3,99 ----xDB -4 1,6x10 ----xDC Tabela 5 - Resultados obtidos na compilação dos dados em MATLAB. Prato xa xb xc m 1 147,02 61,1 -207,4 -0,0909 2 -12,5 -0,2 13,7 -0,0911 3 0,53 0,3 0,2 -0,0913 4 0,18 0,4 0,4 -0,0915 5 0,33 0,3 0,3 -0,0917 6 -86,7 4,4 83,3 -0,0919 7 294,3 -13,5 -279,8 -0,0921 8 -304,5 16,5 289,0 -0,0923 9 37,5 9,8 -46,4 -0,155 10 371,3 -191,4 -178,8 -0,027 11 -228,0 112,3 116,7 -0,0272 12 18,7 -72,9 55,2 -0,0274 13 -108,6 292,4 -182,7 -0,0276 14 101,7 -244,2 143,6 -0,0278 15 0,3 0,5 0,1 2,3524 Nota-se que não foram mostrados nas Tabelas 4 e 5 as composições da fase gasosa presentes na coluna de destilação. Para a obtenção das mesmas, em teoria, deve-se subtrair de um a composição líquida, para o mesmo prato em questão. 27 5 CONCLUSÕES Uma série de estudos é fundamental para que um projeto seja executado de fato. Entretanto, para evitar falhas e gastos desnecessários as indústrias tem utilizado cada vez mais os softwares. Dentre estes, merecem destaque os que permitem ao usuário inserir equações como modelo, descrevendo o comportamento do processo. Assim, a partir de dados operacionais, é possível obter resultados até mesmo antes de se ter a planta física construída. Outro fator importante e, que aliado ao mencionado anteriormente, explica a grande importância da modelagem e simulação dinâmica é o aperfeiçoamento do processo já em operação. A construção do modelo matemático é essencial, porém não suficiente para se colocar em prática o projeto. Para isso, é necessária a simulação, a qual não é possível sem um conjunto de dados de entrada confiável e consistente. No entanto, as chances de encontrá-lo em uma única bibliografia são praticamente nulas e, ao recorrer a várias literaturas, misturando dados, a probabilidade do resultado final conter erros aumenta expressivamente. O código mostrado na Figura 8 foi testado, inicialmente, com dados fictícios para uma reação genérica e os resultados obtidos foram satisfatórios e coerentes. Entretanto, ao inserir no código dados de diversos livros os resultados não corresponderam às expectativas. Isso pode ser notado pela presença de resultados negativos e também pelo fato da soma das composições terem ultrapassado o valor máximo que é 1. Acredita-se que tais erros são causados pelo fato de que as condições e as escalas dos dados das diferentes bibliografias também são completamente distintas. Conclui-se, portanto, que é de suma importância ter a disposição todos os dados necessários e corretos antes de se fazer a simulação. 28 6 TRABALHOS FUTUROS O conceito de que o projeto feito não deve sofrer modificações é ultrapassado e faz com que empresas adeptas a essa metodologia estejam fadadas ao fracasso. Para se ter ideia, em ambientes industriais renomados e de sucesso, existem profissionais que são especializados em encontrar melhorias em projetos e processos. É nesse contexto que será a abordagem deste tópico. Os modelos desenvolvidos, tanto por Stephanopoulos (1984) quanto pelos autores deste trabalho (item 3.1), contém algumas considerações que tornam o desenvolvimento dos mesmos mais simples. No entanto, para que se tornem mais próximos da realidade, algumas das considerações feitas devem ser substituídas por funções que descrevam, de fato, o que acontece no mundo industrial. A massa específica foi abordada, nos desenvolvimentos dos modelos, como uma propriedade constante e igual em todas as correntes. Porém, o mais correto seria adotar uma função, para cada material, que descrevesse o comportamento dessa propriedade em função da temperatura e da pressão, já que esses fatores, quando modificados, provocam alterações nos valores das massas específicas. As temperaturas de cada corrente de alimentação do reator também não precisam ser necessariamente iguais. O calor específico, assim como os parâmetros mencionados acima, também foi considerado o mesmo para todas as correntes. Uma sugestão para aprimoramento seria a substituição por uma função que dependesse da temperatura, haja vista que para diferentes temperaturas se tem diferentes calores específicos. A variação de volume interno do reator foi negligenciada, isto é, o volume do conteúdo interno do reator não sofreu alterações durante todo o processo. Entretanto, a probabilidade disso acontecer no mundo real é praticamente nula. Assim, deve-se utilizar uma equação diferencial que leve em consideração o verdadeiro comportamento do volume. Por fim, a melhor sugestão seria a busca de uma parceria com alguma indústria produtora de MEG. Essa associação seria muito importante, pois a literatura é muito restrita quanto à disponibilidade de dados para a simulação e, efetuar esse procedimento com dados de diversas bibliografias, acarretaria em erros. Assim, a parceria contribuirá para reduzir os problemas relacionados com os dados para simulação. 29 7 REFERÊNCIAS BIBLIOGRÁFICAS BARBOSA, M. C. et al. Simulação da etapa de reação da produção de óxido de etileno. In: PDPETRO, 4, 2007. Campinas. Anais. Campinas: UNICAMP, 2007. p. 1-10. BEQUETTE, B.W. Process Dynamics: Modeling, Analysis, and Simulation. New Jersey: Prentice Hall PTR, 1998. CETESB. Ficha de Informação Toxicológica. Etilenoglicol. 2012. Disponível em: <www.cetesb.sp.gov.br/userfiles/file/laboratorios/fit/etilenoglicol.pdf>. Acesso em 06 dez. 2013. FOGLER, H. S. Elements of Chemical Reaction Engineering. 3. ed. Nova Deli: Prentice Hall, 2004. FOUST, A. S. et al. Principios de operaciones unitarias. 2. ed. México: Compañía Editorial Continental, 2006. GARCIA, Cláudio. Modelagem e simulação de processos industriais e de sistemas eletromecânicos. 2. ed. São Paulo: Editora da Universidade de São Paulo, 2005. GÜRMEN, M. N; FOGLER, H. S. Elements of Chemical Reaction Engineering. 2008. Disponibiliza imagem do CSTR. Disponível em: <http://www.umich.edu/~elements/01chap/html/reactors/344-pics.htm>. Acesso em 05 dez. 2013. IRÃ. Expert. Ethylene glycol plant. Disponível em: <http://www.irexpert.ir/uploadedfiles/answer/files/chem_6_2.pdf>. Acesso em: 03 dez. 2013. KIRK-OTHMER. Encyclopedia of Chemical Technology. 5. ed. v. 12, p. 644-682, New York: John Wiley, 1994. MARTIN, F. G. OpenCourseWare. Universidad Politécnica de Madrid. Ingeniería de la Reacción Química: Cap. 1 – Introducción. 2010. Disponível em: <http://ocw.upm.es/ingenieria-quimica/ingenieria-de-la-reaccion-quimica/contenidos/ OCW/LO/cap1.pdf>. Acesso em: 02 dez. 2013. MELHEM, G. A. et al. Kinetics of the reactions of ethylene oxide with water and ethylene glycols. Process Safety Progress, v. 20, n. 4, p. 231-246, 2001. OXITENO. Boletim Técnico. Etilenoglicóis. Disponível em: <www.oxiteno.com.br/cms/media/26054/dietilenoglicol_co_port.pdf>. Acesso em: 06 dez. 2013. PERRY, R. H.; GREEN, D. W. Perry’s Chemical Engineers’ Handbook. 8. ed. Nova Iorque: McGraw-Hill, 2008. RANGAIAH, G. P.; KARIWALA, V. Plantwide Control: Recent Developments and Applications. Singapura: Wiley, 2012. SÊCO, A. M. M. Departamento de Engenharia Química. Instituto Superior de Engenharia de Lisboa. Reactores Químicos I. 2005. Disponível em: <http://www.deq.isel.ipl.pt/cp/sebentas/RQI_sebenta.pdf>. Acesso em 02 dez. 2013. SIEMENS. Case Study. Process Analytics in Ethylene Oxide and Ethylene Glycol Plants. 2009. Disponível em: <http://www.industry.usa.siemens.com/automation/us/en/process- 30 instrumentation-and-analytics/process-analytics/pa-case-studies/Documents/CS_EOEG_03_2009_en.pdf>. Acesso em 05 dez. 2013. STEPHANOPOULOS, G. Chemical Process Control: An Introduction to Theory and Practice. Nova Jérsia: Prentice Hall, 1984. TONINI, A. M.; SCHETTINO, D. N. MATLAB para Engenharia. 2002. Disponível em: <ifgjatai.webcindario.com/MatLab_para_Engenharia.pdf>. Acesso em: 28 nov. 2013.
Baixar