UNIVERSIDADE FEDERAL DE SANTA CATARINA
CURSO DE GRADUAÇÃO EM ENGENHARIA QUÍMICA
Estudo sobre a viabilidade da operação de
uma coluna de destilação piloto com
petróleo leve (coluna situada no
LCP/EQA/UFSC e construída com ajuda
financeira do PRH-34)
Diogo Luiz de Oliveira
Florianópolis, Março de 2009
UNIVERSIDADE FEDERAL DE SANTA CATARINA
CENTRO TECNOLÓGICO
DEPARTAMENTO DE ENGENHARIA QUIMICA E ENGENHARIA DE ALIMENTOS
COORDENADORIA DE ESTÁGIO/EQA
FICHA DE AVALIAÇÃO DE RELATÓRIO DE ESTÁGIO
1. DADOS DO ESTAGIÁRIO
Nome: Diogo Luiz de Oliveira
N°. Matrícula: 03246116
Curso: Engenharia Química
Departamento: Departamento de Engenharia Química e Engenharia de Alimentos
2. DADOS DO ESTÁGIO
Período: 01/10/2008 a 31/01/2009 Duração: ................. Horas: ...................
Atividades Envolvidas:
1. Simular a coluna de destilação situada no LCP/EQA/UFSC operando com o petróleo
Merluza utilizando o software comercial Hysys®.
2. Avaliar a viabilidade de a coluna destilar o petróleo escolhido
3. Por meio dos parâmetros encontrados nas simulações, fazer um estudo das modificações
que devem ser realizadas para que a coluna possa operar com o petróleo pré-determinado.
Supervisor de Estágio na Empresa: Ariovaldo Bolzan
3. DADOS DA EMPRESA
Empresa: Laboratório de Controle de Processos
Endereço: Campus universitário Caixa Postal 476, Bairro: Trindade
Fone: (48) 33319554
Cidade: Florianópolis
Estado: SC
Ramo de Atividade: Controle de processos
4. AVALIAÇÃO
Conceito (00 - 10) ..........................................
Supervisor da UFSC (Nome Completo): ............................................................................
Assinatura do Supervisor da UFSC: ...................................................................................
Coordenador de Estágios (Nome Completo): .....................................................................
Enquadramento concedido: ( ) Curricular Obrigatório
( ) Não-Obrigatório
Florianópolis,...............de............................................de..................
1
UNIVERSIDADE FEDERAL DE SANTA CATARINA
CENTRO TECNOLÓGICO
DEPARTAMENTO DE ENGENHARIA QUIMICA E ENGENHARIA DE ALIMENTOS
COORDENADORIA DE ESTÁGIO/EQA
AVALIAÇÃO DO ESTÁGIO
(Para uso do Supervisor)
1. IDENTIFICAÇÃO:
Nome: Diogo Luiz de Oliveira
N° de Matrícula: 03246116
Fase: 10
Curso: Engenharia Química
Coordenador de Estágios: José Antônio Mossmann
Nome do Supervisor: Ariovaldo Bolzan
Local do Estágio: Laboratório de Controle de Processos
Endereço: Campus universitário Caixa Postal 476, Bairro: Trindade
Fone: (48) 33319554
Cidade: Florianópolis
Estado: SC
2. AVALIAÇÃO (Nota de 01 a 10)
Conhecimentos Gerais: .................................................
Conhecimentos específicos: ..........................................
Assiduidade: ..................................................................
Criatividade: ..................................................................
Responsabilidade: ..........................................................
Iniciativa: .......................................................................
Disciplina: ......................................................................
Sociabilidade: .................................................................
Média: ............................................................................
Outras
Observações:
...........................................................................................................................................................
.........................................................
...........................................................................................................................................................
...........................................................................................................................................................
...........................................................................................................................................................
...........................
Data da Avaliação: ........../............./.............
....................................................................................
Assinatura do Supervisor
2
UNIVERSIDADE FEDERAL DE SANTA CATARINA
CENTRO TECNOLÓGICO - CTC
DEPARTAMENTO DE ENG. QUÍMICA E ENG. DE ALIMENTOS - EQA
PROFESSOR ORIENTADOR: Ariovaldo Bolzan
ESTAGIÁRIO (A): Diogo Luiz de Oliveira
Estudo sobre a viabilidade da operação de uma coluna de
destilação piloto com petróleo leve (coluna situada no
LCP/EQA/UFSC e construída com ajuda financeira do PRH-34)
RELATÓRIO DE ESTÁGIO CURRICULAR I
EMPRESA: Laboratório de Controle de Processos
PERÍODO DE REALIZAÇÃO: Outubro de 2008 a Janeiro de 2009
TOTAL DE HORAS: 720
NOME DO (A) SUPERVISOR (A): Ariovaldo Bolzan
FUNÇÃO: Professor
FORMAÇÃO PROFISSIONAL: Engenheiro Químico
3
Florianópolis
Março de 2009
AGRADECIMENTOS
Ao Laboratório de Controle de Processos e à Fundação de Ensino de
Engenharia em Santa Catarina, por ter me oferecido a oportunidade de realizar o
estágio e ao suporte oferecido ao longo deste período.
Aos professores Ariovaldo Bolzan e Ricardo Antonio Francisco Machado pelo
apoio e idéias que contribuíram para o desenvolvimento do trabalho.
Aos colegas de trabalho, Ana Paula Menegelo, Cintia Marangoni, Iaçanã
Parisotto, Joel Teleken e Leandro Werle, pelas sugestões feitas ao longo do estágio e,
principalmente, pelo convívio e amizade.
A todos os colegas do LCP pela ajuda e atenção que me deram e pelas dúvidas
esclarecidas.
Aos meus pais, Edison e Maria de Fátima de Oliveira, por todo suporte e apoio
durante toda a minha formação.
A Agência Nacional do Petróleo, Gás Natural e Biocombusííveis (ANP) e a
Financiadora de Estudos e Projetos (FINEP), pelo o apoio financeiro fornecido através
do Programa de Recursos Humanos da ANP para o Setor do Petróleo e Gás (PRH-34
ANP/MCT).
4
ÍNDICE
RELATÓRIO DE ESTÁGIO................................................. Erro! Indicador não definido.
Laboratório de Controle de Processos.................................... Erro! Indicador não definido.
AGRADECIMENTOS............................................................................................................ 4
ÍNDICE ................................................................................................................................... 5
LISTA DE FIGURAS ............................................................................................................. 7
1.
DESCRIÇÃO DO LOCAL DE ESTÁGIO............................................................................. 8
1.1
A FEESC .......................................................................................................................... 8
1.2
Departamento de Eng. Química e Eng. De Alimentos ................................................... 10
1.3
Laboratório de Controle de Processos ............................................................................ 11
2.
OBJETIVOS.......................................................................................................................... 14
3.
O PETRÓLEO....................................................................................................................... 15
3.1
Origem e composição química ....................................................................................... 15
3.2
As reservas de petróleo................................................................................................... 16
3.3
Refino ............................................................................................................................. 16
3.4
Processos de Refino........................................................................................................ 17
3.4.1
Destilação Atmosférica e Destilação a Vácuo ............................................................ 17
3.4.2
Craqueamento ............................................................................................................. 17
3.4.3
Polimerização.............................................................................................................. 18
3.4.4
Alquilação ................................................................................................................... 18
3.4.5
Dessulfurização........................................................................................................... 18
3.4.6
Dessalinização e Desidratação .................................................................................... 18
3.4.7
Hidrogenação .............................................................................................................. 19
3.5
4.
Produtos Derivados do Petróleo ..................................................................................... 19
DESTILAÇÃO...................................................................................................................... 21
4.1
Métodos de Destilação.................................................................................................... 22
4.2
Colunas de Destilação .................................................................................................... 24
5
4.3
Estrutura Interna ............................................................................................................. 26
4.4
Transferência de Massa .................................................................................................. 27
4.5
Restrições........................................................................................................................ 27
4.5.1
Restrições hidráulicas ................................................................................................. 27
4.5.2
Restrições na separação .............................................................................................. 28
4.5.3
Restrições na transferência de calor............................................................................ 28
4.5.4
Restrições de temperatura e pressão ........................................................................... 28
4.6
Destilação aplicada ao setor petroquímico ..................................................................... 29
5.
DESCRIÇÃO DA COLUNA DE DESTILAÇÃO PILOTO ................................................ 30
6.
ATIVIDADES DESENVOLVIDAS .................................................................................... 34
6.1
Validação das Simulações .............................................................................................. 34
6.2
Simulações com Petróleo................................................................................................ 38
6.2.1
Caracterização do Óleo ............................................................................................... 38
6.2.2
Simulações .................................................................................................................. 39
6.2.3
Informações e Resultados das Simulações ................................................................. 40
6.3
7.
Modificações da Unidade ............................................................................................... 43
CONCLUSÕES..................................................................................................................... 45
BIBLIOGRAFIA........................................................................................................................... 46
6
LISTA DE FIGURAS
Figura 1: Fracionamento do petróleo e seus subprodutos ............................................................... 1
Figura 2: Montagem de laboratório para destilação diferencial.................................................... 23
Figura 3: Esquema de uma destilação Flash ................................................................................. 23
Figura 4: Esquema de uma coluna de destilação simples ............................................................. 25
Figura 5: Esquema do funcionamento dos pratos numa coluna de destilação .............................. 26
Figura 6: Unidade piloto ............................................................................................................... 30
Figura 7: Prato perfurado existente em cada módulo.................................................................... 31
Figura 8: Vista superior dos módulos com detalhamento do prato (a) Com resistência elétrica, (b)
Convencional................................................................................................................................. 31
Figura 9: Trocador de calor utilizado no refervedor da coluna de destilação. .............................. 32
Figura 10: Parte superior da unidade com vista interna do condensador e externa deste
equipamento e do acumulador....................................................................................................... 33
Figura 11: Sensor de temperatura utilizado................................................................................... 33
Figura 12: Tela do software Hysys® utilizado para realizar as simulações do processo. ............ 34
Figura 13: Perfil de Temperatura - Simulação etanol/água........................................................... 36
Figura 14: : Perfil de Temperatura - Experimental etanol/água.................................................... 36
Figura 15: Caracterização do petróleo utilizado ........................................................................... 38
Figura 16: Visualização do PFD – Hysys ..................................................................................... 39
Figura 17: Composição PEV do produto de topo ......................................................................... 41
Figura 18: Perfil de Temperatura da simulação com petróleo ...................................................... 42
Figura 19: Vista atual da Coluna de Destilação ............................................................................ 43
7
1.
1.1
A Fundação de Ensino de Engenharia em Santa Catarina – FEESC surgiu
através da parceria entre a CELESC – Centrais Elétricas de Santa Catarina S/A, com a
UFSC – Universidade Federal de Santa Catarina, ELETROBRÁS – Centrais Elétricas
Brasileiras S/A e ELETROSUL – Centrais Elétricas do Sul do Brasil S/A, para se
estabelecer junto à Escola de Engenharia Industrial (atual Centro Tecnológico da
Universidade Federal de Santa Catarina – UFSC).
A FEESC foi reconhecida como instituição de Utilidade Pública , através da Lei
4.294 de 07/04/69, publicado no Diário Oficial do Estado nº 2.747 de 05/05/69. Dez
anos depois, celebrou-se o convenio com a UFSC, visando à implantação de uma
livraria e papelaria no Campus Universitário, que passou a operar com a denominação
comercial de LIVRARIA CONVIVÊNCIA.
8
Disposta a responder aos desafios da era do conhecimento, a FEESC oferece
soluções apropriadas às necessidades das organizações, sejam elas públicas ou
privadas, propiciando, através de sua atuação, uma efetiva interação UniversidadeEmpresa.
Para isso possui como objetivos:
1. Captar e gerir projetos de pesquisa, ensino e extensão, no âmbito da UFSC,
prioritariamente nas áreas de atuação do Centro Tecnológico da UFSC.
2. Estimular e promover a realização de estudos, pesquisas e programas de
capacitação, a consultoria técnica de alto nível e a prestação de serviços
técnicos.
3. Promover a criação e manutenção de cursos de formação, atualização,
aperfeiçoamento e pós-graduação.
4. Promover a integração ao mercado de trabalho de alunos de instituições de
ensino médio e superior.
5. Conceder bolsas de estudo, pesquisa e extensão, destinadas a alunos e
servidores de instituições de ensino e pesquisa, nos termos da legislação em
vigor.
6. Colaborar com outras áreas da Universidade, em casos especiais, no apoio as
atividades de ensino, cultura, pesquisa e extensão.
A FEESC tem como missão promover o desenvolvimento científico, tecnológico,
econômico e social, por meio da pesquisa, do ensino e da transferência de
conhecimento.
Assim, determinada a responder aos desafios da era do conhecimento, por meio da
busca de soluções tecnológicas apropriadas às necessidades de entidades públicas ou
privadas, a FEESC promove a realização de pesquisas e estudos aprofundados, a
consultoria técnica de alto nível e a capacitação de recursos humanos. Fundamentada
na excelência da Universidade Federal de Santa Catarina, especialmente do Centro
Tecnológico, a Fundação tem levado à sociedade brasileira o que de melhor é
desenvolvido nos laboratórios universitários, nas áreas de engenharia, arquitetura e
urbanismo, ciências da computação e estatística.
9
Estas áreas formam uma comunidade acadêmica reconhecida pela alta qualidade
do ensino, das pesquisas e pela capacidade de promover intercâmbios e convênios,
levando a universidade a derrubar fronteiras.
! "#
$"
%
O Departamento de Engenharia Química e Engenharia de Alimentos (EQA) foi
criado pela portaria 700/83 de 20/12/83. As bases para seu surgimento se iniciaram em
1979 com a admissão das primeiras turmas de Engenharia Química (março/79) e
Engenharia de Alimentos (agosto/79). O período compreendido entre 1980 e 1984 se
caracterizou pelos trabalhos de estruturação dos cursos. Desde sua criação, o EQA fez
a opção da contratação do maior numero possível de docentes em tempo integral e
dedicação exclusiva.
Hierarquicamente, o Departamento de Engenharia Química e Engenharia de
Alimentos está vinculado ao Centro Tecnológico que é uma das doze unidades
universitárias que compõem a UFSC. O departamento compreende dois cursos de
graduação (Engenharia Química e Engenharia de Alimentos) e quatro de pósgraduação (Mestrado em Engenharia Química e em Engenharia de Alimentos e
Doutorado em Engenharia Química e Engenharia de Alimentos).
O curso de Pós-Graduação em Engenharia Química tem como área de
concentração o desenvolvimento de processos químicos e biotecnológicos e foi criado
com o objetivo de formar docentes, pesquisadores e profissionais, altamente
qualificados, capazes de contribuir para o desenvolvimento e criação de novas
tecnologias adequadas à realidade do país. O programa conta com seis linhas de
pesquisa, listadas a seguir:
1. Engenharia de Reações Químicas e Desenvolvimento de Materiais;
2. Engenharia Genômica e Biomédica;
3. Fenômenos de Transporte e Meios Porosos;
4. Modelagem, Otimização e Controle de Processos;
5. Processos Biotecnológicos;
6. Termodinâmica e Processos de Separação;
10
O Programa da Pós-Graduação em Engenharia de Alimentos abrange os
seguintes temas de pesquisa:
1. Desenvolvimento, Otimização e Controle de Processos;
2. Produção de Aroma e Polímeros por Via Biotecnológica;
3. Desenvolvimento de Tecnologias Limpas;
4. Transferência de Calor e Massa Aplicada;
5. Reologia e Propriedades Físicas de Alimentos;
6. Secagem e Desidratação de Alimentos;
7. Resfriamento e Congelamento de Alimentos;
8. Processos de Separação com Membranas;
9. Extração Supercrítica de Produtos Naturais;
10. Desenvolvimento de Biofilmes de Amido e Proteínas;
11. Desenvolvimento de Novos Produtos;
A missão do EQA consiste em promover o desenvolvimento cientifico e
tecnológico da Engenharia Química e Engenharia de Alimentos e a função social do
engenheiro, através do ensino, pesquisa e extensão, buscando suprir as demandas da
sociedade e a melhoria da qualidade de vida.
&
'
("
$
) # %% %
O LCP surgiu como uma necessidade natural para atender, inicialmente, a
formação dos alunos de graduação dos cursos de Engenharia de Alimentos e
Engenharia Química. Atualmente o LCP atende alunos de diversos programas de
graduação e pós-graduação da UFSC em função do seu caráter multidisciplinar.
O Laboratório de Controle de Processos foi fundado em 1987 no então
Departamento de Engenharia Química – ENQ, atual Departamento de Engenharia
Química e Engenharia de Alimentos – EQA – por iniciativa do Prof. Ariovaldo Bolzan –
em função de seus trabalhos de doutorado junto ao Programa de Pós-Graduação em
Engenharia Química – PEQ da Coordenação dos Programas de Pós-Graduação em
Engenharia – COPPE – da Universidade Federal do Rio de Janeiro – UFRJ.
Em 1996, o Prof. Ricardo Antonio F. Machado, então doutorando do Programa
de Engenharia Química da COPPE/UFRJ, ingressa na UFSC como professor do
11
quadro permanente.
Em 1997 o Prof. Nestor Roquero, então professor do
Departamento de Engenharia Química da Escola de Química da UFRJ, solicita
transferência para a UFSC, a qual é concedida no mesmo ano. Ambos passam a atuar
junto ao LCP.
Desde então, com um maior número de professores pesquisadores do quadro
permanente da UFSC, o LCP vêm colaborando e participando do desenvolvimento
cientifico e tecnológico em diversas áreas de conhecimento. Atualmente atuam no
laboratório os professores Dr. Ariovaldo Bolzan, Dra. Claudia Sayer, Dra. Mara
Gabriela Novy Quadri, Dr. Marintho Bastos Quadri, Dr. Pedro Henrique Hermes de
Araújo e Dr. Ricardo Antonio Francisco Machados
Os objetivos do LCP podem ser definidos como: “Gerar competência e bases de
conhecimento no desenvolvimento, otimização, implantação e controle de processos
com o propósito de desenvolver soluções e inovações tecnológicas (produtos e
serviços) que representem vantagens competitivas para nossos parceiros e, ao mesmo
tempo, formar alunos de graduação e pós-graduação altamente qualificados para o
mercado de trabalho e instituições de ensino e pesquisa.”
O
LCP
equipamentos
dispõe
para
de
recursos
análises
tecnológicos
físico-químicas
e
computacionais
várias
plantas
avançados,
piloto
para
desenvolvimento e testes de estratégias de controle e também de processos e
produtos.
Buscando uma melhor estruturação de suas atividades, foram estabelecidas
cinco divisões de trabalho no grupo de pesquisa, que seguem listadas abaixo:
1. Divisão química e de processos de polimerização, que dispõe de uma
estrutura completa para análise em bancada, além de equipamentos
específicos para caracterização de polímeros;
2. Divisão de processos piloto e de produtos acabados, que dispõe dos
principais processos e equipamentos de uma planta de processos químicos,
todos operando com sistemas de supervisão e controle;
3. Divisão de engenharia de software, tratamento de sinais, aquisição de dados,
controle e otimização, possuindo suporte computacional avançado e software
comerciais de simulação de processos e supervisão de plantas;
12
4. Divisão de soluções e produtos para a indústria de petróleo e gás natural,
dispondo de uma estrutura para a análise em interface água-óleo e
destilação;
5. Divisão de processos de extração e fracionamento em meio supercrítico,
contendo uma planta completa para extração de óleos essenciais.
Estas dependências são divididas em:
1. Sala de reuniões;
2. Laboratório Químico;
3. Planta piloto (contendo os principais processos e equipamentos de uma
planta de processos químicos, todos operando com sistemas de supervisão e
controle de processos);
4. Unidade de supervisão e controle;
5. Unidade de extração e fracionamento em meio supercrítico;
6. Estações de trabalho;
7. Casa das bombas;
8. Central de ar comprimido e de geração de vapor
9. Unidade piloto de destilação;
O LCP sedia o Grupo de Automatização, Otimização e Controle de Processos e
também compõe o Grupo de Extração Supercrítica - GET.
No ano de 2001, em uma parceria com o Departamento de Automação e
Sistemas e com o Laboratório de Metrologia do Departamento de Engenharia
Mecânica, mantém um programa de formação de recursos humanos nas áreas de
petróleo e gás natural financiado pela Agência Nacional de Petróleo. O programa
oferece bolsas de pós-graduação (mestrado e doutorado) e de iniciação científica
formando profissionais com uma forte ênfase em petróleo e gás natural.
O grupo de colaboradores que desenvolve atividades junto às suas
dependências é composto por alunos de graduação, pós-graduação e professores da
UFSC. Atualmente o laboratório conta com mais de 70 profissionais desenvolvendo
trabalhos nas mais diversas áreas.
13
A simbologia utilizada pelo LCP representa a formação de profissionais
baseados em um sólido conhecimento fenomenológico que os leva à compreensão dos
fenômenos básicos até a obtenção de uma formação diferenciada, porém com uma
ampla visão de mercado tornando-se habilitados a atuar em diversas áreas com grande
competência, desenvoltura e seriedade.
*+
,
O objetivo principal do estágio é, através de simulações computacionais,
verificar a viabilidade da coluna de destilação piloto situada no LCP/EQA/UFSC
operar destilando um petróleo leve de origem brasileira.
Os objetivos específicos são:
• Simular a coluna de destilação operando com um petróleo leve de origem
brasileira utilizando o software comercial Hysys®.
• Avaliar a viabilidade de a coluna destilar o petróleo escolhido.
• Por meio dos parâmetros encontrados nas simulações, fazer um estudo das
modificações que devem ser realizadas para que a coluna possa operar com o
petróleo pré-determinado.
14
Este estágio foi realizado na área de petróleo e gás, através do desenvolvimento
de simulações computacionais utilizando o software comercial Hysys® e também
através de atividades na unidade experimental piloto de destilação, situada no
Laboratório de Controle de Processos do Departamento de Engenharia Química e
Engenharia de Alimentos da Universidade Federal de Santa Catarina.
&
&
"
#
)
-
%"./ 0 ! "#
O petróleo é uma substância oleosa, inflamável, geralmente menos densa que a
água, com cheiro característico e coloração que pode variar desde incolor ou castanho
claro até preto. Em sua forma bruta é um combustível fóssil formado pelo processo de
decomposição de matéria orgânica, restos vegetais, algas, alguns tipos de plâncton e
restos de animais marinhos.
O petróleo bruto é o ponto de partida para muitas substâncias diferentes porque
contém hidrocarbonetos, na sua maioria alifáticos, alicíclicos e aromáticos. Também
pode conter quantidades pequenas de nitrogênio, oxigênio, compostos de enxofre e
íons metálicos, principalmente de níquel e vanádio.
Duas características são importantes nos hidrocarbonetos:
15
•
Contêm muita energia. Muitos dos produtos derivados de petróleo bruto
como a gasolina, óleo diesel, parafina sólida e assim por diante são úteis
graças a essa energia;
•
Podem ter formas diferentes. O menor hidrocarboneto é o metano (CH4), um
gás mais leve que o ar. Cadeias mais longas contêm cinco carbonos ou mais
e são líquidos; já nas cadeias muito longas há hidrocarbonetos sólidos, como
a cera. Ao ligar quimicamente cadeias de hidrocarbonetos artificialmente,
obtemos vários produtos, que vão da borracha sintética até o náilon.
O petróleo é um recurso natural abundante, porém sua pesquisa envolve
elevados custos e complexidade de estudos. É também atualmente a principal fonte de
energia. Serve como base para fabricação dos mais variados produtos, dentre os quais
destacam-se: benzinas, óleo diesel, gasolina, alcatrão, polímeros plásticos e até
mesmo medicamentos. Já provocou muitas guerras, e é a principal fonte de renda de
muitos países, sobretudo no Oriente Médio.
&
%
% 1 %
($
Certas condições geológicas especiais determinaram a distribuição do petróleo
em nosso planeta de maneira não-homogênea. Existem no mundo algumas áreas que
reuniram características excepcionais da natureza que permitiram o aparecimento do
petróleo. O melhor exemplo disso é o Oriente Médio. Lá estão cerca de 70% das
reservas mundiais de óleo e 36% das reservas de gás natural. No Brasil, cerca de 85%
das reservas estão localizadas na bacia de Campos, no estado do Rio de Janeiro.
&&
2"
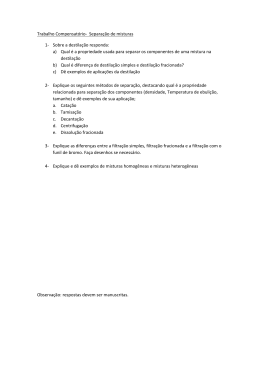
O óleo cru extraído do poço não tem aplicação direta. A sua utilização ocorre por
meio de seus derivados. Para que isso ocorra, o petróleo é fracionado em seus
diversos componentes através do refino ou destilação fracionada. Este processo
aproveita os diferentes pontos de ebulição das substâncias que compõem o petróleo,
separando-as e convertendo em produtos finais.
16
Conhecer a qualidade do petróleo que vai ser destilado é imprescindível para os
processos de refino, porque, dependendo da sua composição química e do seu
aspecto, serão produzidos tipos distintos de derivados em proporções diferentes.
Petróleo mais leve produz maior volume de gasolina, GLP e naftas (produtos leves);
qualidades mais pesadas produzem mais óleos combustíveis e asfaltos; tipos com
densidade intermediária produzem derivados médios, como o óleo diesel e o
querosene, por exemplo.
&3
) # %% %
2"
Os processos normalmente empregados nas refinarias modernas para o
processamento do petróleo (óleo cru) são: destilação, cracking ou craqueamento,
polimerização,
alquilação,
dessulfurização,
dessalinização,
desidratação
e
hidrogenação.
&3
% "$ ./
%24 "#
% "$ ./
,5#
O petróleo, proveniente dos tanques de armazenamento, é pré-aquecido e
introduzido numa torre de destilação atmosférica. Os derivados deste fracionamento
são, principalmente, gás, GLP, nafta, gasolina, querosene, óleo diesel e resíduo
atmosférico. Tais frações, retiradas ao longo da coluna em seus vários estágios de
separação, deverão ser tratadas, para se transformarem em produtos finais, ou ser
enviadas como matéria-prima para outros processos de refino, que as beneficiarão.
O resíduo atmosférico, fração mais pesada obtida no fundo da torre de
destilação atmosférica, após novo aquecimento, é submetido a um segundo
fracionamento, agora sob vácuo, no qual são gerados cortes de gasóleos e um resíduo
de vácuo, conhecido como óleo combustível.
&3
0
Como a produção de petróleo não crescia no mesmo ritmo do mercado
consumidor, foram realizados estudos no sentido de melhor aproveitamento dos
17
resíduos, levando a indústria ao craqueamento. Este processo quebra as moléculas de
hidrocarbonetos pesados, convertendo-as em gasolina e outros destilados com maior
valor comercial.
Os dois principais tipos são o craqueamento térmico e o catalítico. O térmico
utiliza calor e altas pressões para efetuar a conversão de moléculas grandes em outras
menores e o catalítico utiliza um catalisador que é uma substância que facilita essa
conversão, porém em condições de pressão mais reduzidas. Os catalisadores mais
usados são: platina, alumina, bentanina ou sílica.
& 3 & ) $"
"6 ./
Neste processo ocorre a combinação entre moléculas de hidrocarbonetos mais
leves do que a gasolina com moléculas de hidrocarboneto de densidades semelhante.
O processo tem como objetivo produzir gasolina com alto teor de octano
(hidrocarboneto com oito carbonos), que possui elevado valor comercial.
&33
$0 "$ ./
Assim como no processo de polimerização, há conversão de moléculas
pequenas de hidrocarbonetos em moléculas mais longas, porém difere da
polimerização porque neste processo pode haver combinação de moléculas diferentes
entre si.
A gasolina obtida por meio da alquilação geralmente apresenta um alto teor de
octanagem, sendo de grande importância na produção de gasolina para aviação.
&37
%% $2 "6 ./
Processo utilizado para retirar compostos de enxofre do óleo cru, tais como: gás
sulfídrico, mercaptanas, sulfetos e dissulfetos. Este processo melhora a qualidade
desejada para o produto final.
&38
%% $" "6 ./
%"
./
Estes processos removem sal e água do óleo cru. Por meio dele o óleo é
aquecido e recebe um catalisador. A massa resultante é decantada ou filtrada para
retirar a água e o sal contidos no óleo.
18
& 3 9 :"
./
Processo desenvolvido para a transformação de carvão em gasolina. Por meio
deste processo, as frações do petróleo são submetidas a altas pressões de hidrogênio
e temperaturas elevadas, em presença de catalisadores.
&7
)
%
"1
%
)
($
Os derivados do petróleo são obtidos em processos básicos de refinação:
destilação atmosférica e a vácuo. Tanto são originados produtos acabados quanto
componentes que entrarão na transformação e acabamento de outros. Os seguintes
produtos são obtidos a partir do petróleo bruto:
Gás de petróleo: usado para aquecer, cozinhar, fabricar plásticos
•
Alcanos com cadeias curtas (de 1 a 4 átomos de carbono);
•
Normalmente conhecidos pelos nomes de metano, etano, propano, butano ;
•
Faixa de ebulição: menos de 40°C;
•
São liquefeitos sob pressão para criar o GLP (gás liquefeito de petróleo);
Nafta: intermediário que irá passar por mais processamento para produzir
gasolina.
•
Mistura de alcanos de 5 a 9 átomos de carbono;
•
Faixa de ebulição: de 60 a 100°C;
Gasolina: combustível de motores.
•
Líquido;
•
Mistura de alcanos e cicloalcanos (de 5 a 12 átomos de carbono);
•
Faixa de ebulição: de 40 a 205°C;
Querosene: combustível para motores de jatos e tratores, além de ser material
inicial para a fabricação de outros produtos.
•
Líquido;
•
Mistura de alcanos (de 10 a 18 carbonos) e aromáticos;
•
Faixa de ebulição: de 175 a 325°C;
19
Gasóleo ou diesel destilado: usado como diesel e óleo combustível, além de ser
um intermediário para fabricação de outros produtos.
•
Líquido;
•
Alcanos contendo 12 ou mais átomos de carbono;
•
Faixa de ebulição: de 250 a 350°C;
Óleo lubrificante: usado para óleo de motor, graxa e outros lubrificantes.
•
Líquido;
•
Alcanos, cicloalnos e aromáticos de cadeias longas (de 20 a 50 átomos de
carbono);
•
Faixa de ebulição: de 300 a 370°C;
Petróleo pesado ou óleo combustível: usado como combustível industrial,
também serve como intermediário na fabricação de outros produtos.
•
Líquido;
•
Alcanos, cicloalcanos e aromáticos de cadeia longa (de 20 a 70 átomos de
carbono);
•
Faixa de ebulição: de 370 a 600°C;
Resíduos: coque, asfalto, alcatrão, breu, ceras, além de ser material inicial para
fabricação de outros produtos.
•
Sólido;
•
Compostos com vários anéis com 70 átomos de carbono ou mais;
•
Faixa de ebulição: mais de 600°C;
20
Figura 1: Fracionamento do petróleo e seus subprodutos
3
Segundo Foust (1982) a destilação é um dos processos de separação mais
amplamente utilizado na indústria química. É um método baseado no fenômeno de
equilíbrio líquido-vapor de misturas, adequado para a purificação de misturas contendo
duas ou mais substâncias líquidas, desde que as mesmas possuam volatilidades
razoavelmente diferentes entre si.
Na destilação, uma fase vapor entra em contato com uma fase líquida, e há
transferência de massa do líquido para o vapor e vice-versa. O líquido e o vapor
contém, em geral, os mesmos componentes, mas em quantidades relativas diferentes.
O líquido está em ponto de bolha e o vapor em equilíbrio em ponto de orvalho. Há
transferencia simultânea de massa do líquido pela vaporização, e do vapor pela
condensação. O efeito final é o aumento do componente mais volátil no vapor, e do
componente menos volátil no líquido.
A maioria dos métodos utilizados durante o processo de purificação de misturas
homogêneas baseia-se na destilação simples, que consiste na evaporação parcial da
mistura líquida, a fim de separar seus componentes. As substâncias mais voláteis, isto
é, com menor ponto de ebulição, vaporizam primeiro; ao passarem por um
condensador, se liquefazem, sendo finalmente recolhidas em um tanque. Esse
procedimento é valido para a purificação de líquidos com impurezas voláteis
dissolvidas e para a separação de misturas cjujos componentes apresentam pontos de
ebulição diferenciados.
Quando os pontos de ebulição dos componentes de uma mistura são muito
próximos, a destilação simples não permite uma boa separação, sendo necessário
repetir o processo várias vezes. Este procedimento, denominado destilação fracionada,
é muito utilizado no controle de teor alcoolico de bebidas tipo aguardente, como uísque,
rum, gim e cachaça. Além disso, constitui o processo fundamental do refino de
petróleo, para a obtenção de gasolina, querosene e demais derivados.
A destilação tem algumas vantagens sobre os outros processos de separação.
Não é necessária nehnuma substância (solvente) para efetivar a separação, facilidade
21
de instrumentação e controle automático, baixo custo de mão de obra e existência de
equipamentos padrão. Porém a destilação não pode ser empregada em produtos
termolábeis, além de ter necessiadade de condições extremas de temperatura e
pressão, e em produtos com volatilidades muito próximas.
Um exemplo de destilação que tem sido feito desde a antigüidade é a destilação
de bebidas alcoólicas. A bebida é feita pela condensação dos vapores de álcool que
escapam mediante o aquecimento de um mosto fermentado. Como o teor alcoólico na
bebida destilada é maior do que aquele no mosto, caracteriza-se aí um processo de
purificação. Na indústria moderna, o petróleo é um exemplo de mistura que deve
passar por várias etapas de destilação antes de resultar em produtos realmente úteis
ao homem: gases (um exemplo é o gás liquefeito de petróleo ou GLP), gasolina, óleo
diesel, querosene, asfalto e outros. Também é utilizado nas indústrias farmacêuticas de
vido à necessidade de alta pureza e valor agregado nos produtos, na inústria de
cosméticos e na recuperação de solventes.
O uso da destilação como método de separação disseminou-se pela indústria
química moderna. Pode-se encontrá-la em quase todos os processos químicos
industriais em fase líquida onde for necessária uma purificação.
3
;4
%
% "$ ./
Uma destilação pode ser conduzida através de divesos modos. Em geral os
seguintes métodos podem ser considerados fundamentais (Perry, 1984):
1. Destilação diferencial,
2. Destilação de equilíbrio,
3. Destilação por arraste,
4. Destilação fracionada.
A destilação diferencial consiste em apenas uma etapa de vaporização e
condensação de forma descontínua. A carga líquida é colocada no refervedor e é
aquecida até sua temperatura de ebulição. Imediatamente depois de produzido o vapor
formado é removido através de um condensador.
22
Figura 2: Montagem de laboratório para destilação diferencial
A destilação de equilíbrio, ou flash, pode operar em batelada ou contínuo.
Normalmente, a corrente de alimentação (líquido) é aquecida num permutador de calor,
passando depois por um “flash” adiabático que dá origem a duas correntes saturadas,
uma de líquido e outra de vapor, em equilíbrio. O tanque “flash” permite facilmente a
separação e remoção das duas fases. A Destilação “Flash” só permite um grau de
separação razoável se a diferença de volatilidade entre os dois compostos a separar (A
e B) for elevada.
Figura 3: Esquema de uma destilação Flash
Destilação por arraste é uma variação da destilação simples que consiste em
injetar vapor vivo no refervedor invés de realizar o aquecimento através de um trocador
de calor. Seu maior emprego é a vaporização de misturas com características
23
desfavoráveis de transferência de calor ou de líquido que se decompõem quando
destilados normalmente à pressão atmosférica.
Destilação
fracionada
ocorre
com
vários
estágios,
operando-se
com
vaporizações e condensações sucessivas em um único equipamento, a coluna de
destilação. Melhores detalhes são apresentados na seção 4.2.
3
$
%
% "$ ./
O equipamento que promove a transferência de massa e calor entre correntes
líquidas e de vapor saturadas é a coluna de destilação. Esta é constituída por um
recipiente cilíndrico dentro do qual se encontra uma série de pratos internos entre os
quais circulam vapor e líquido em contracorrente. O material de alimentação que será
separado em frações é introduzido em um ou mais pontos ao longo da coluna. Devido
à diferença de gravidade entre as fases vapor e líquida, o líquido escorre abaixo da
coluna, cascateando prato a prato, enquanto o vapor flui para cima da coluna,
contatando o líquido em cada prato. As duas fases presentes em cada andar sofrem
transferência de massa e calor e assume-se que se encontram em equilíbrio ao deixar
o andar.
Além do casco, a coluna de destilação possui um condensador e um refervedor
localizados na base e no topo da coluna, respectivamente. A maior pressão é oriunda
do refervedor, cuja função é produzir o vapor que sobe pela coluna. O líquido retirado
no refervedor é conhecido como produto de cauda ou de fundo. O condensador
condensa os vapores que chegam que chegam ao topo da coluna, que seguem para
um acumulador; deste, parte retorna para o topo da coluna como refluxo e o restante é
retirado como produto de topo. O refluxo é responsável pela corrente de líquido acima
da alimentação, promovendo o resfriamento necessário para condensar o vapor que
ascende à coluna, desta forma aumentando a eficiência da torre de destilação.
Este procedimento de fluxo global de uma coluna destilação fornece contato
contracorrente entre o vapor e o líquido em todos os pratos da coluna. As fases vapor e
líquida alcançam o equilíbrio térmico e de pressão dependentes da eficiência de
separação de cada prato. O componente mais leve tende a se concentrar na fase
vapor, enquanto o mais pesado tende para a fase líquida. O resultado é uma fase
24
vapor que se torna mais rica em componentes mais leves que ascendem a coluna e
uma fase líquida, mais rica em componentes pesados, que descenda a coluna. A
separação global encontrada entre o destilado e o fundo depende principalmente das
volatilidades relativas dos componentes, do número de pratos e da relação entre a taxa
de fluxo da fase líquida para o vapor.
Se a alimentação é introduzida em um certo ponto ao longo da coluna, esta é
dividida em uma seção superior que é chamada freqüentemente de seção de
retificação, e uma abaixo, chamada de seção de esgotamento.
Figura 4: Esquema de uma coluna de destilação simples
25
3& %
Na prática, o contacto entre fases em cada andar em equilíbrio é promovido
fisicamente através dos chamados pratos da coluna de destilação, ou pelo recheio
(colunas recheadas). Os tipos de prato diferem entre si na capacidade das taxas de
escoamento do líquido ou do vapor. O prato mais simples utilizado é o perfurado.
Em cada prato o sistema atinge o equilíbrio porque parte do componente menos
volátil condensa do vapor ascendente para o líquido, aumentando assim a
percentagem do constituinte mais volátil no vapor, e partes dos constituintes mais
voláteis são vaporizadas do líquido sobre o prato, diminuindo assim a concentração do
mais volátil na mistura. O número de moléculas que passa em cada direção é
aproximadamente o mesmo, pois a quantidade de calor liberada por uma molécula de
vapor ascendente ao condensar é, aproximadamente, igual ao calor necessário para
vaporizar uma molécula.
As colunas de recheio são usadas com maior freqüência para remover os
contaminantes de um fluxo de gás (absorção). Também são aplicadas na remoção de
componentes voláteis de um fluxo líquido, por contato com um gás inerte que escoa em
contracorrente. Além disso, também são utilizadas em destilações onde a separação é
particularmente difícil devido à proximidade dos pontos de ebulição dos componentes
da mistura.
Figura 5: Esquema do funcionamento dos pratos numa coluna de destilação
26
33
%2 < #"
; %%
O processo de transferência de massa em colunas de destilação é muito
complexo. Para que haja uma transferência de massa efetiva entre as fases, o contato
líquido/vapor entre as fases deve ocorrer sob o regime turbulento, uma vez que a
turbulência aumenta a taxa de transferência de massa por unidade de área, pois ajuda
a dispersar um fluido em outro e aumenta a área interfacial (SOARES,2000).
Em um prato de destilação convencional, o contato entre as fases ocorre por
meio do fluxo cruzado no qual o líquido escoa paralelamente ao prato, no percurso
entre os vertedores de entrada e saída, enquanto o vapor o atravessa, sendo
distribuído no prato através de perfurações, borbulhadores ou válvulas (WALTER et al.,
1941).
O transporte de massa entre as fases, no caso de um prato perfurado ocorre
pela interação entre as bolhas do vapor formado nos furos e o líquido circunvizinho,
entre o líquido e o vapor misturados na massa aerada e entre o líquido borrifado no
espaço entre pratos e o vapor ascendente (PERRY et al., 1973).
37
% ".= %
As colunas de destilação apresentam restrições hidráulicas, na separação e de
transferência de calor, além das restrições operacionais típicas de todo processo
químico, como por exemplo, vazão, temperatura e/ou pressão máxima.
37
% ".= %>" 5 $"# %
Uma coluna de destilação é um complexo sistema de escoamento. Na base da
coluna, vapor com uma pressão suficientemente elevada, tem que ser gerado para
poder vencer o peso da coluna de líquido em cada prato, da base até o topo da coluna
(FOUST et al., 1982).
Por outro lado, o líquido escoa do topo para o fundo, na mesma direção do
gradiente positivo de pressão, devido à diferença de densidade. O escoamento interno
de vapor e de líquido numa coluna de destilação deve ser tal que favoreça o contato
entre as fases, daí a necessidade de colocar anteparos (vertedouros) na coluna.
27
Vazões muito baixas ou altas, de vapor ou de líquido, podem provocar arraste de
líquido, formação de cones de vapor, pulsação, gotejamento, inundação ou formação
excessiva de espuma, entre outros problemas (KALID, 1999).
Se a vazão de vapor for muito grande, a coluna irá inundar, pois o líquido não
consegue vencer o gradiente de pressão. Se a vazão de líquido for muito alta, a coluna
também irá inundar, pois o vapor não consegue vencer o gradiente de pressão devido
à coluna de líquido, e o mesmo se acumula entre os pratos.
Quando as vazões internas de vapor são muito baixas, o líquido começa a
escoar pela abertura nos pratos e não pelo vertedouro, diminuindo a eficiência na
separação. Se a vazão interna de líquido é pequena, o líquido é distribuído
irregularmente no prato, proporcionando a formação de pontos quentes. Portanto,
existem máximos e mínimos para as condições operacionais de uma coluna de
destilação (KALID, 1999).
Também se deve observar que a mudança da pressão da coluna deve ser
suave. A súbita diminuição da pressão provoca uma brusca vaporização do líquido nos
pratos (flashing), e o aumento da vazão de vapor com possível formação excessiva de
espuma. O aumento repentino da pressão provoca condensação do vapor e a
diminuição da vazão de vapor podendo causar a passagem de líquido (GOMIDE,
1988).
37
% ".= %
%
./
A separação é limitada pela quantidade de refluxo e pelo número de pratos na
coluna.
37&
% ".= %
%2 < #"
#$
Em relação a transferência de calor, o controle da temperatura do fundo é
fundamental, pois se ela aumenta, o gradiente de temperatura entre o resíduo e o fluido
de aquecimento diminui, causando um decréscimo na transferência de calor.
373
% ".= %
%%/
Temperatura e pressão não podem se aproximar das condições críticas, pois o
fluxo hidráulico depende da diferença entre a massa específica da fase líquida e
gasosa. Além disso, algumas substâncias são termicamente sensíveis.
28
38
% "$ ./
$"#
%
0 ! "#
A operação de uma refinaria consiste em uma rede complexa que utiliza o óleo
bruto e realiza inúmeras operações integradas de separação e conversão térmicas e
catalíticas para a obtenção de produtos combustíveis e outros (Kumar et al., 2001).
O processo de destilação possui características como o processamento de altas
vazões, presença de elevados gradientes de temperatura e tempo morto, fortes
interações e alto grau de acoplamento entre as variáveis manipuladas e controladas
(MOURA, 2003).
Na maioria das indústrias de transformação, grande parte do custo operacional
energético se deve à destilação. Este consumo excessivo de energia pelos
equipamentos de destilação se deve a sua característica fundamental: uma grande
necessidade de vapor de aquecimento, já que a energia é o agente separador nas
unidades de destilação, aliada à baixa eficiência termodinâmica do processo (PINTO,
1987).
Entre as vantagens encontradas na utilização do processo de destilação, podese citar a flexibilidade de operação em relação a pressões, temperaturas e volumes e,
principalmente, a grande variedade de aplicações (KING, 1980).
29
7
?@
)
A coluna de destilação piloto está localizada no Laboratório de Controle de
Processos do Departamento de Engenharia Química e Engenharia de Alimentos da
Universidade Federal de Santa Catarina e está representada na figura XX abaixo.
Figura 6: Unidade piloto
A unidade experimental consiste de um processo de destilação a pratos em
escala piloto. Optou-se por construir um equipamento com flexibilidade em relação à
30
futuras alterações necessárias, como por exemplo, a realização de experimentos com
misturas diferentes. Também foi construída utilizando os mesmos equipamentos e
ferramentas de configuração em software, desenvolvidos para aplicação industrial.
A unidade de destilação foi construída de forma modular (aço inox 304), cada
módulo (com 0,15m de altura e 0,20m de diâmetro) contém um prato perfurado
(diâmetro de 0,006m, com passo triangular). Os valores de altura e comprimento do
vertedouro são 0,03 e 0,10m, respectivamente. A coluna é composta de 13 pratos,
sendo a alimentação realizada no quarto prato.
Figura 7: Prato perfurado existente em cada módulo
Cada módulo possui um orifício para medição de temperatura, para a coleta de
amostra e uma terceira para a adaptação do aquecimento distribuído. Este último
poderá ser realizado através de serpentinas de calor a base de vapor ou com
resistências elétricas. Nos experimentos realizados até agora, foram utilizadas
resistências elétricas projetadas com potência de 3,5kW.
Figura 8: Vista superior dos módulos com detalhamento do prato (a) Com resistência elétrica, (b) Convencional.
31
Dois trocadores de calor a placas são utilizados na unidade piloto: um como
refervedor, fornecendo energia suficiente para vaporizar a mistura acumulada na base
da coluna (opera com até 10bar de pressão e temperatura máxima de 150ºC) e outro
na corrente de alimentação, para garantir a temperatura da mesma. O vapor utilizado
para alimentar os trocadores de calor é proveniente de uma caldeira que fornece uma
pressão de aproximadamente 8kgf/cm na linha, produzindo 100kg/h de vapor.
Figura 9: Trocador de calor utilizado no refervedor da coluna de destilação.
Um condensador é utilizado para retirar calor no topo da coluna e
conseqüentemente produzir uma corrente líquida. Foi construído em aço e utiliza água
como fluido refrigerante. O tanque acumulador é acoplado logo na saída no
condensador e recebe a fase líquida com o objetivo de garantir a razão de refluxo
necessária ao processo. Este foi construído no mesmo material da coluna e possui as
dimensões de 0,20m de diâmetro e 0,15m de altura. O nível de líquido acumulado
neste equipamento (assim como no estágio da base da coluna) é monitorado através
de um sensor diferencial de pressão.
32
Figura 10: Parte superior da unidade com vista interna do condensador e externa deste equipamento e do acumulador.
O processo se torna contínuo com a utilização de um tanque pulmão, onde se
armazena 600L de mistura, que recebe o produto de topo e de fundo e é utilizado para
prover a alimentação da coluna.
A circulação dos fluidos no sistema é garantida por cinco bombas hidráulicas.
Duas delas pertencem ao sistema de resfriamento, bombeando a água do tanque de
resfriamento para a torre de resfriamento e desta para o condensador. Outra bomba é
responsável por bombear o produto de tanque pulmão para o trocador de calor da
alimentação e conseqüentemente para o interior da coluna. Da mesma forma, uma
bomba de mesma potência é responsável pela retirada da mistura no fundo da coluna.
Parte desta é enviada para o refervedor, que retorna à coluna vaporizada e outra parte
é enviada para o tanque pulmão como produto de base. A última bomba é responsável
pelo refluxo, retirando o condensado do acumulador e transferindo-o para o último
prato no topo da coluna.
Sensores do tipo Pt-100 são utilizados para monitorar a temperatura em todos
os estágios de equilíbrio bem como nas correntes de alimentação, produto de topo e
produto de base. Sensores de pressão manométrica na base e no topo também estão
instalados.
Figura 11: Sensor de temperatura utilizado.
33
8
,
@,
,
A coluna de destilação piloto situada no LCP/EQA/UFSC foi inicialmente
projetada para destilar uma mistura de etanol e água. Atualmente, deseja-se que a
coluna opere separando uma mistura de hidrocarbonetos, o que implica em novos
pontos de operação e na necessidade da realização de algumas adaptações
estruturais na coluna. Com o objetivo de verificar a viabilidade desta destilação,
simulações foram realizadas utilizando-se o software comercial Hysys® no estado
estacionário.
Figura 12: Tela do software Hysys® utilizado para realizar as simulações do processo.
8 , $" ./
% "
$ .= %
Num primeiro momento, simulações com uma mistura de etanol e água foram
realizadas de modo que as mesmas pudessem ser validadas com os resultados
34
experimentais já existentes para essa mistura. Os valores experimentais fornecidos
foram os utilizados em experimento realizado no dia 16/10/06.
Mistura: Etanol e água
Modelo Termodinâmico utilizado nas simulações: UNIQUAC
Corrente de Alimentação:
Vazão
Xetanol volumétrico
Volumétrica
[%]
Temperatura [°C]
Pressão [kPa]
90,5
105
[m³/h]
0,300
0,1
Corrente de Fundo: Resultados obtidos experimentalmente e através de simulação.
Variável
Experimental
Simulação
Vazão Volumétrica
0,287 m³/h
0,287 m³/h
Xetanol Volumétrico
0,050
0,066
Temperatura
94,5 °C
97,1 °C
Corrente de Topo: Resultados obtidos experimentalmente e através de simulação.
Variável
Experimental
Simulação
Vazão Volumétrica
0,0130 m³/h
0,0130 m³/h
Xetanol Volumétrico
0,86
0,86
Temperatura
74,9 °C
75,5 °C
Calor Retirado no Condensador = Qc = 1,111x105 kJ/h
Calor Fornecido no Refervedor = Qr = 1,183x105 kJ/h
Vazão de Refluxo = 0,110 m³/h (valor utilizado no experimento)
Razão de Refluxo = 8,46 (valor utilizado no experimento)
35
Perfil de Temperatura obtido na Simulação
Figura 13: Perfil de Temperatura - Simulação etanol/água
Perfil de Temperatura Experimental
Figura 14: : Perfil de Temperatura - Experimental etanol/água
Para se conseguir valores de composição próximos aos valores obtidos
experimentalmente, as eficiências encontradas para cada prato estão representadas
abaixo:
Seção
Eficiência
Refervedor
1,0
Prato 1
0,2
Prato 2
0,2
Prato 3
0,2
Prato 4
0,2
36
Prato 5
0,2
Prato 6
0,2
Prato 7
0,3
Prato 8
0,3
Prato 9
0,3
Prato 10
0,3
Prato 11
0,3
Prato 12
0,3
Prato 13
0,3
Condensador
1,0
A simulação trouxe resultados muito próximos nos obtidos experimentalmente.
As vazões de topo e base obtidos na simulação são exatamente iguais às
obtidas experimentalmente.
As composições das correntes de fundo e topo obtidas na simulação também
tiveram valores bem próximos dos obtidos experimentalmente. A composição do
destilado foi idêntica nos dois casos, enquanto a composição do produto de base teve
uma variação de, aproximadamente 1,5% em volume de etanol.
O perfil de temperatura obtido na simulação é muito parecido com o
experimental.
Embora
alguns
pontos
apresentem
resultados
diferentes,
o
comportamento da curva é muito similar. Os valores diferentes de temperatura obtidos
em cada prato podem ser conseqüência de erros de medida dos termopares durante os
experimentos. Esses erros podem até ser percebidos na análise dos resultados
experimentais onde, em alguns pontos da coluna, a temperatura de pratos superiores
são maiores que de pratos inferiores.
As simulações apresentaram resultados muito parecidos com os obtidos
experimentalmente. Sendo assim, podemos concluir que as simulações representam
de forma bastante eficiente o processo de destilação da coluna piloto estudada.
37
8
"
$ .= %#
)
($
Com as simulações da coluna de destilação validadas operando com uma
mistura de etanol e água, pudemos iniciar as simulações com o petróleo escolhido.
Para isso, mantiveram-se as características estruturais da coluna fixadas na primeira
simulação, alterando-se apenas a carga (para o petróleo leve) e demais variáveis de
operação que necessitassem de ajustes.
8
#
"6 ./
-$
O petróleo utilizado nesse trabalho é originário de um campo brasileiro sendo
bastante leve, com densidade API de aproximadamente 45º. A partir do estudo da
curva PEV desse óleo, foi possível a sua caracterização e implementação no Hysys®.
Como podemos ver na figura 13, o petróleo utilizado é bastante rico em nafta.
Figura 15: Caracterização do petróleo utilizado
38
Informação dos pontos de Corte (obtidos através do Hysys)
Nome
GLP
T inicial
T final
Fração
Fração
Fração
[°C]
[°C]
Volumétrica
Molar
Mássica
-30,66
10
0,058
0,099
0,049
Éter de Petróleo 10
70
0,190
0,245
0,169
Nafta
70
180
0,458
0,478
0,461
Querosene
180
240
0,145
0,105
0,155
Diesel leve
240
290
0,065
0,038
0,072
Diesel Pesado
290
340
0,043
0,020
0,047
Gasóleo
340
370
0,015
0,006
0,017
Resíduo
370
1200
0,026
0,009
0,030
8
"
$ .= %
Várias simulações foram realizadas mantendo-se as características da planta
piloto, com retiradas de produto apenas no topo e na base. O produto de interesse no
processo é a nafta. Para tanto, as frações mais leves (gás e éter de petróleo) são
retirados pela corrente gasosa do condensador, o nafta é retirado como produto de
topo e os demais componentes mais pesados são retirados como produto de fundo.
Figura 16: Visualização do PFD – Hysys
39
8 &
2
.= %
% $
%
% "
$ .= %
Mistura: Petróleo leve de origem brasileira
Modelo Termodinâmico utilizado nas simulações: Peng-Robinson
Corrente de Alimentação:
Vazão Molar
Fração
Fração Fase
[kgmoles/h]
volumétrica [%]
Vapor
1,0*
Ver caracterização
0,0
Pressão [kPa]
101.32
*Valor escolhido para facilitar os cálculos (aproximadamente 150 l/h)
Valores fixados na simulação:
Inicialmente foram verificadas as frações molares de cada uma das três correntes
no petróleo alimentado (gás+éter de petróleo; nafta; componentes pesados).
Conhecidos tais valores e o valor da vazão de alimentação, pode-se calcular facilmente
a vazão de entrada de cada uma dessas correntes separadamente. Estes valores são
então fixados como as vazões de saída da coluna:
• Vazão corrente gasosa: 0,340 kgmoles/h
• Vazão corrente de topo: 0,478 kgmoles/h
• Vazão corrente de base: 0,178 kgmoles/h
A partir desses dados foram obtidos os primeiros resultados das simulações. Outras
simulações foram então realizadas variando-se esses e outros parâmetros. O melhor
resultado foi obtido fixando-se os seguintes valores:
• Razão de Refluxo: 10
• Vazão corrente de topo: 0,478 kgmoles/h
• Vazão corrente de base: 0,178 kgmoles/h
40
Composição da Corrente de Topo (produto de interesse)
Figura 17: Composição PEV do produto de topo
Observamos uma composição de cerca de 85% em volume de nafta
(correspondente ao intervalo de temperatura 70ºC-180ºC).
Calor Retirado no Condensador = Qc = 4,466x105 kJ/h
Calor Fornecido no Refervedor = Qr = 4,737x105 kJ/h
Razão de Refluxo
Através das simulações, percebeu-se que a razão de refluxo está diretamente
ligada à composição do produto de base. Como o produto de interesse é a nafta, que
sai como produto de topo, a razão de refluxo foi otimizada de modo que o produto de
base apresentasse a menor composição de nafta possível. A tabela abaixo mostra os
valores de composição do produto de base (em porcentagem volumétrica de nafta) em
função da razão de refluxo utilizada.
41
Composição do produto de base em % de nafta
Razão de Refluxo
Volumétrica
Molar
1
4,05
6,56
2
3,36
4,35
3
3,10
4,01
5
2,88
3,72
8
2,75
3,55
10
2,68
3,47
12
2,66
3,44
20
2,62
3,38
50
2,54
3,28
Nota-se que o aumento da razão de refluxo de 10 para 12, já pouco influencia na
composição do produto de base. Sendo assim, pode-se fixar a razão de refluxo máxima
em 10.
Perfil de Temperatura
Figura 18: Perfil de Temperatura da simulação com petróleo
42
8 &;
"2"# .= %
? "
Visto que o petróleo é um produto inflamável, várias medidas de segurança
foram tomadas, tais como:
• Pintura da coluna;
• Delimitação de áreas;
• Identificação de equipamentos de segurança e de canalizações;
• Esboço de um mapa de riscos do local, visando reduzir ao máximo o risco
de acidentes de trabalho;
• Cotações de equipamentos de segurança e proteção individual;
• Impermeabilização do chão da coluna;
Também foram realizados trabalhos visando diminuir as perdas térmicas da
coluna para o ambiente. Para isso, todo o isolamento térmico foi trocado e otimizado,
utilizando-se manta cerâmica como isolante em substituição à lã de vidro.
Figura 19: Vista atual da Coluna de Destilação
43
Várias outras modificações estão sendo estudadas em função dos resultados
das simulações:
• Redimensionalização dos equipamentos auxiliares tais como: trocadores de
calor, acumuladores, bombas, condensador, entre outros;
• Instalação de um “flair” para a queima dos gases de saída do condensador;
• Instrumentação da coluna;
• Construção de um tanque de contenção de vazamentos;
44
9
@
? A
O estágio realizado foi de suma importância para o aprimoramento e
consolidação dos conhecimentos em processos de engenharia química, em especial na
área de petróleo e gás. Durante este período foi possível colocar em prática grande
parte dos conhecimentos adquiridos ao longo de toda a graduação.
As simulações computacionais realizadas mostraram que a coluna de destilação
estudada pode ser utilizada para processar um petróleo leve para a obtenção de nafta,
tendo rendimentos de até 85% em volume. No entanto, pôde-se observar que algumas
alterações nos equipamentos auxiliares terão de ser realizadas, de modo a realizar
uma destilação eficiente da nova carga.
Os estudos posteriores à este trabalho já estão sendo realizados, como a
redimensionalização dos trocadores de calor, bombas e condensador da coluna de
destilação. Depois de concluída esta etapa, e outras que se julguem necessárias, a
coluna estará apta a operar separando uma mistura de hidrocarbonetos.
45
**
FOUST, A.S., WENZEL, L. A., CLUMP, C.W., MAUS, L., ANDERSEN, L.B. Princípio das
Operações Unitárias. Rio de Janeiro: Editora Guanabara Dois, 1982.
GOMIDE, R. Operações Unitárias. Edição do Autor, São Paulo, v.4, p.445. 1988.
KALID, R.A., Apostila do Curso de Controle de Processos. Publicação do Departamento
de Engenharia Química da UFBA, Salvador, Bahia, Brasil, 1999.
KING, C.J. Separation Process, McGrill-Hill Book Company, 1980.
KUMAR, V., SHARMA, A., CHOWDHURY, I.R., GANGULY, S., SARAF, D.N. Fuel Proc
Tech. v.73, p.1-21, 2001.
MARANGONI, C. Implementação de uma Estratégia de Controle com Ação Distribuída
em uma coluna de Destilação. (Doutorado em Engenharia Química). CPGENQDepartamento de Engenharia Química - Universidade Federal de Santa Catarina UFSC,
2005.
MOURA, L.G. Modelagem Empírica de Colunas de Destilação utilizando Redes Neurais
de Waveletes para Otimização e Controle de Processos. Dissertação. (Mestrado em
Engenharia Química). Departamento de Engenharia Química da Universidade
Federal de Santa Catarina – UFSC, Florianópolis, 2003.
PERRY, J.H, CHILTON, C.H. Chemical Engineer’s Handbook. New York: McGrall-Hill,
1973.
46
PINTO, L.T. Aplicação de Colunas de Múltiplo Efeito na Destilação do Sistema EtanolÁgua. Economia de Energia. Dissertação. (Mestrado em Engenharia de Produção).
Universidade Federal de Santa Catarina – UFSC, Florianópolis, 1987.
SOARES, C. Avaliação Experimental dos Coeficientes de Transferência de Massa e
Calor em uma Coluna com Pratos Perfurados. Dissertação. (Mestrado em
Engenharia Química) Faculdade de Engenharia Química – Universidade Estadual de
Campinas - UNICAMP. Campinas, 2000.
WALTER, J.F., SHERWOOD, T.K. Gas Absorption in Bubble-cap Columns. Ind. Eng.
Chem., v33, n.4, p.493-501, 1941.
WERLE, L.O. Minimização dos Transientes através do Aquecimento Distribuído em uma
Coluna
de
Destilação.
Dissertação.
(Mestrado
em
Engenharia
Química).
Universidade Federal de Santa Catarina – UFSC, Florianópolis, 2007.
47
Baixar