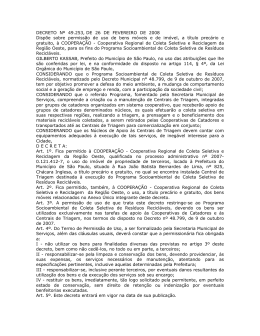
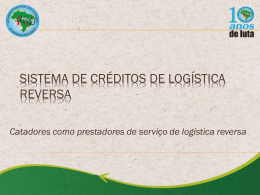
XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 MELHORIA NA GESTÃO DE MATERIAIS RECICLÁVEIS EM CENTROS DE TRIAGEM, A PARTIR DE INOVAÇÕES TECNOLÓGICAS Adelino Carlos Maccarini (UTFPR) [email protected] João Bosco Ladislau de Andrade (UFAM) [email protected] Este trabalho foi realizado na Associação de Catadores de Pato Branco, onde foi sugerido um processo de triagem diferente do que os envolvidos estavam trabalhando até então. Propõem-se mudar os métodos atuais por tecnologias apropriadas, fááceis de serem instaladas e com custos compatíveis, resultando a partir destas, em diminuições consideráveis nos tempos de triagem e movimentação dos materiais. Para que isto ocorra, serão propostos alguns métodos que propiciam não só a minimização de esforços humanos, mas também a otimização do tempo e translado da coleta. Nos galpões de triagem, propõem-se processos de triagem simples, economicamente viáveis, fáceis de implantar e com pouca manutenção. Na comercialização, será proposta a reutilização, pré-industrialização ou industrialização total dos materiais triados, a fim de agregar mais valor aos produtos finais. Também foi realizado um estudo de redução e desperdício de tempos, tanto na triagem quanto no transporte de lixo seletivo, com a implantação de um processo em que se buscou a otimização, com vistas a uma futura instalação de produção enxuta no sistema, superando as precárias condições não só financeiras, mas também culturais, sociais e logísticas do sistema. Palavras-chaves: Catadores, triagem de recicláveis, resíduos sólidos, lixo, gerenciamento integrado de resíduos sólidos, tecnologias apropriadas XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 1. Introdução Devido ao aumento na geração de produtos descartáveis que surgem a cada dia na vida do homem, se torna imprescindível criar formas de gerenciamento mais eficientes e eficazes, com destino adequado aos resíduos que dali se originam. A questão da reciclagem de materiais é uma das que perpassam tanto pelo modo de produção contemporâneo (com elevados índices de consumo e geração de resíduos), quanto pelos custos de processamento, envolvidos no enfrentamento ambiental deste assunto, ou seja, as tecnologias disponíveis em diversos lugares do mundo, são caras, com processos também caros, o que invulta desta forma, no aumento dos custos de coleta, triagem e processamento dos materiais possíveis de serem reciclados, incidindo no preço final do produto. Desta forma, a competição aliada à falta de tecnologias apropriadas, requerem mudanças significativas no contexto empresarial. Mas, devido ao crescente aumento dos centros urbanos e o conseqüente aumento da demanda por frentes de trabalho, surgem bolsões marginalizados de pobreza, geralmente formados por pessoas desqualificadas, que são trazidas aos grandes centros na ilusão de se conseguir emprego e trabalho. Para amenizar este problema, tentando se inserir no mercado de trabalho, o que resta muitas vezes, são serviços autônomos, os quais não necessitam de preparo qualificado e permitem a independência na escolha do que fazer ou quando trabalhar. Uma destas profissões é a de catador de materiais recicláveis, atividade que, elucida CEMPRE (2007), no Brasil cresce de forma exponencial. Esta situação demonstra a necessidade urgente em se implantar métodos mais eficientes de gerenciamento dos resíduos passíveis de serem reciclados - o lixo seco - em que os catadores são envolvidos. Desta maneira, aborda Dias (1991), para melhorar ainda mais o processo como um todo, precisa-se englobar primeiramente além da educação ambiental, também a conscientização da população da cidade quanto à produção e separação de lixo em suas próprias casas. Deve-se também, implementar métodos mecanizados e automatizados para melhorar a logística, desde o sistema de coleta, transporte, triagem, enfardamento (prensagem) e a expedição dos materiais. Desta forma, o fluxo de materiais será mais coerente e sensato possível, evitando-se perder tempo com operações que não agregam valor aos produtos triados. Assim, a produtividade e as condições ergonômicas e de saúde dos trabalhadores envolvidos, tendem a melhorar. Por fim, como cita Calderoni (1998), se na comercialização dos materiais incidisse incremento de melhores valores, com a instalação de indústrias afins ou de balcões de negócios, aumentar-se-ia o lucro, que é a base para o equilíbrio econômico da estrutura instalada. Este processo todo, conforme Tchobanoglous et al. (1993) e Monteiro (2001), seria o princípio para a implantação do gerenciamento integrado de resíduos. 2. Objetivos a) Propor a instalação de novo leiaute na Associação de Catadores de Recicláveis de Pato Branco, para melhoramento do fluxo de materiais e transporte interno, envolvendo os setores de recepção, triagem, prensagem/enfardamento e expedição. Avaliar a partir dali, o desempenho, as economias em tempo e os custos de mudanças decorrentes da implantação do novo método; 2 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 b) Comparar o método usual com o novo método, mostrando aos catadores as vantagens, não só econômicas, ergonômicas e sanitárias, em conseqüência da melhora desta mudança; c) Mostrar que pode haver o aumento de renda para a Associação de Catadores e de cada catador, a partir do reaproveitamento de alguns materiais e com a instalação de indústrias para processar e beneficiar outros materiais, agregando desta forma, mais valor aos produtos triados; d) Mostrar a visão do lucro no trabalho realizado, como forma de manter principalmente o sustento do catador, de sua família e também no funcionamento da própria Associação. 3. Materiais e métodos 3.1. Relatos quanto à situação atual A Associação de Catadores de Materiais Recicláveis de Pato Branco, onde o estudo foi realizado, tem sua sede no bairro da Pedreira em Pato Branco (com aproximadamente 360m2 de área construída, é um galpão com formato retangular, sem adequações próprias ao método de triagem), e conta com 14 catadores e um gerente que é mantido pela Prefeitura Municipal. Os catadores desta associação fazem a triagem dos materiais recicláveis, recolhidos diariamente entre os bairros da cidade, com um caminhão e motorista da Prefeitura e dois catadores, vinculados à Associação. Cada bairro tem um dia da semana específico para a coleta. Após transportados para o galpão os materiais são descarregados no chão das dependências do mesmo, triados, prensados e vendidos em fardos para empresas que trabalham no ramo do reprocessamento destes materiais. Toda a renda da comercialização dos materiais é dividida entre os próprios catadores. 3.1.1. Detalhamento da triagem da situação atual Depois de coletados os materiais, nos bairros da cidade, (em média de 1,2 toneladas por dia), eles são transportados para o galpão (aproximadamente a oito quilômetros de distância, dependendo de qual bairro que ocorreu a coleta). O caminhão estaciona na entrada de materiais que fica localizada na frente do galpão (Figura 2). Após descarregados (Figura 1) e amontoados no chão, os materiais são levados às mesas (Figura 3 ), separados pelos catadores por tipo e características, e colocados nas bolsas de ráfia, que ficam presas às bordas das mesas. Em seguida, depois de preenchidas, estas bolsas são transportadas manualmente até a prensa, de onde os materiais serão enfardados para estocagem e a posterior expedição. Figura 1 - Materiais nas dependências do galpão para serem triados (situação atual), interrompendo o trânsito de pessoas e materiais. 3 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 Toda a renda da comercialização dos materiais vendidos é dividida entre os próprios catadores. Na Figura 2, observa-se a grande quantidade de fluxos cruzados e a passagem por entre outros setores ao transportar materiais. 4 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 15,45 0,15 0,15 5,00 0,15 WC e vestiário Feminino Cozinha WC e vestiário masculino Escritório 20,00 Espaço reservado para depósito de materiais enfardados Mesa para triagem Mesa para triagem 23,45 Área onde estão sendo depositados os materiais a serem triados Mesa para triagem 0,15 ENTRADA DE MATERIAIS 3,50 1,10 Mesa para triagem Prensa para papéis, plásticos e latas Espaço reservado para depósito de materiais enfardados Espaço reservado para depósito de alguns materiais já separados 3,00 0,15 3,00 0,15 10,00 SAÍDA DE MATERIAIS Estacionamento do caminhão para o descarregamento 2,80 4,60 3,60 2,70 1,75 Figura 2. Planta baixa representando a situação atual do galpão de triagem da Associação de Catadores de Pato Branco. 5 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 Recipiente para rejeito MESA DE TRIAGEM CATADOR 2 BOLSAS DE RÁFIA PARA ACONDICIONAR OS MATERIAIS TRIADOS CAIXA DE REPOSIÇÃO DE MATEIRIAIS CATADOR 1 Figura 3 – Detalhes da mesa de triagem da situação atual. Na Tabela 1, a partir de dados coletados pelo autor, percebe-se o tempo utilizado para efetuar cada atividade. A descarga do material utiliza 24 minutos, às quais são correspondentes à média de duas descargas diárias de 12 minutos. Na descarga são utilizados três trabalhadores, que neste caso, utiliza-se um total de 72minXcatador para a atividade. O tempo total para o transporte dos materiais até as mesas é de 32 minutos. Este tempo, na prática, é um pouco maior, porque um dos catadores tem que ficar sempre atento à falta de materiais nas mesas. Na triagem utilizou-se 8,5 horas, que é o expediente de trabalho no galpão da Associação. O total de tempo utilizado no transporte interno de bolsas é de 46 minutos. Na prensa gasta-se 5,8 horas por dia com um trabalhador. O translado até o estoque é de 40 minutos. Os fardos ficam em média por 20 dias esperando formar volume para serem vendidos, em que se utiliza até quatro horas para carregar o caminhão (com quatro operários). CÓDIGO 1 2 3 4 5 6 7 8 9 SETOR Entrada de materiais Depósito no chão Transporte para as mesas de triagem Triagem Transporte interno Prensagem Translado até o estoque Estocagem Expedição de materiais TEMPO 24 minutos 32 minutos 8,5 horas 46 minutos 5,8 horas 40 minutos 20 dias 4 horas Tabela 1 - Código de cada setor do galpão na situação atual e tempos utilizados. Para melhor visualizar os processos da situação atual, foi realizado um diagrama de precedência, indicado por Slack (2007) e mostrado na Figura 4: 1 2 3 4 5 6 7 8 9 24 minutos 32 minutos 8,5 horas 46 minutos 5,8 horas 40 minutos 20 dias 4 horas Figura 4 - Diagrama de precedências dos processos da situação atual. A Tabela a seguir mostra algumas outras atividades que foram observadas, com os tempos para a realização de cada uma. Mostra ainda condições para possíveis mudanças e alterações nos tempos de procedimentos. 6 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 Atividades Tempo normal Tempo que deveria ser Retirada de montes de papelão que estavam condicionados no chão, para serem levados até a prensa Catadora tem que se virar e acondicionar materiais nos recipientes que estão atrás da mesa de catação Chacoalhar a sacola para verificar se não existem mais materiais em seu interior Acondicionar qualquer material dentro da bolsa de ráfia, com a bolsa já está preenchida Largar a operação de triagem para abrir a bolsa de ráfia que se fecha Retirada de uma espiral de um caderno Transportar quatro bolsas de ráfia cheias (com sacos plásticos), da mesa de triagem até a prensa a uma distância de 11 metros Limpeza da mesa após a retirada de cada leva de materiais Translado de cada bolsa de materiais já separados, de um lugar para outro a uma distância de seis metros Varrição do chão, após a retirada de uma certa quantidade de materiais da leira, oito vezes por dia Amarração de fardo de frascos de plásticos após a prensagem 53 (s) segundos 3s Eliminável 6s 2 segundos e mínima torção da coluna Eliminável 3s Eliminável 6s Eliminável 41 s 12 s 9 segundos 12 segundos para transportar 20 bolsas utilizando carrinho 34 s 11 s Eliminável Eliminável 26 s O mesmo tempo, mas duas vezes por dia 2 minutos 8 minutos Tabela 2 - Algumas atividades que foram observadas e quantificados seus tempos, com condições de possíveis mudanças e alterações nos tempos de procedimentos. Adaptado de Tubino (2007). 3.1.2. Quanto à triagem no galpão A triagem consiste em separar na mesa, cada tipo de material. Estes materiais são agrupados em família de produtos, proposto por Slack (2001), como por exemplo, papéis, vidros, plásticos e metais. Cada produto por sua vez, é separado em partes devido às exigências de mercado, conforme relatado a seguir: a) papéis: são separados em papel misto, papel branco, papelão e embalagens de leite longa vida. Os papéis mistos são os jornais, revistas, papéis de embrulho, recortes que não sejam brancos, caixinhas de remédio e outras caixinhas de produtos domésticos, como a de pastas de dentes, por exemplo. Os papéis brancos são as folhas A4, cadernos, livros e que ainda não foram sujos, molhados ou contaminados com o lixo orgânico. Os papelões são as caixas de papelões propriamente ditas, e as embalagens de leite longa vida ou similares, são aquelas com a tecnologia Tetra Pak, em que são formadas por diversas camadas, onde uma delas é folha de alumínio, outra papel e outra plástico; b) plásticos: são separados em PEBD (poliestireno de baixa densidade) cristal, PEBD sacolas (o cristal é o saquinho de plástico transparente e as sacolas, por eles assim chamadas, são as provindas principalmente de sacolas de supermercados); PEAD (poliestireno de alta densidade) branco, PEAD colorido (o PEAD branco e colorido são todos os recipientes de produtos como amaciantes de roupa, alvejantes e similares); recipientes de PET (polietileno tereftalato) cristal e colorido (o PET é formado principalmente por embalagens de refrigerantes); PS (poliestireno) que são os copinhos de café; PP (polipropileno) que são os copinhos de iogurte e similares c) metais: são separados em latas de alumínio (de bebidas), alumínio grosso (fios, panelas e recipientes com grande espessura), latas de aço (folhas de “flandres”), latas de produtos 7 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 químicos (latas de tinta, inseticidas e similares) e cobre (fios e peças de cobre, bronze ou latão); d) vidros: são separados em recipientes reutilizáveis e não reutilizáveis. Os reutilizáveis são os vidros de conservas, as garrafas e garrafões de vinho, garrafas de cerveja e as garrafas de “Jamel”. Os não reutilizáveis são aquelas garrafas que não tem mercado de venda, ou que estão quebradas. Estas são vendidas em forma de cacos de vidro. Após triados, os papéis, plásticos e latas, são levados até a prensa para enfardá-los, diminuindo desta forma o volume para facilitar o transporte até as fábricas de reciclagem. Os vidros, fios metálicos, barras metálicas e de plástico, isopor, entre outros, não são prensados devido às características dos mesmos. Os papelões são previamente separados, devido ao grande volume formado por eles, e levados diretamente para a prensa, sem passar pelas mesas. O método de alimentação dos materiais nas mesas é realizado da seguinte forma: um dos catadores, que fica responsável por esta tarefa, por meio de uma caixa de papelão, recolhe o material do chão, conforme mostrado anteriormente na Figura 5, preenche com materiais seletivos e deixa a caixa deitada em cima da mesa para quem for triá-los. Esta caixa fica virada (disponível em posição mais privilegiada) para os catadores que estarão fazendo a triagem, e dificilmente direcionada para o catador que abastece as mesas, dificultando assim a visualização para o carregamento de mais materiais. Enfim, todas as vezes que faltam materiais, o responsável pela triagem solicita ao encarregado alimentar as caixas, o que recorre em perda de tempo e parada das atividades. Os catadores até então trabalham em condições precárias, pois perante o acúmulo dos materiais recicláveis devido à lentidão na separação, formavam-se leiras enormes de lixo a separar no meio do corredor, atrapalhando o transporte, fluxo de materiais e pessoas, conforme a Figura 5. Isto causa, além de odores desagradáveis, também a ocorrência e proliferação de vetores, como ratos, moscas e baratas. Esta triagem é deficitária, demorada e cansativa, deixando os catadores com dores nas costas e na coluna, conforme relato dos mesmos. 3.2. O que se pode ganhar com a venda de materiais recicláveis em Pato Branco e no Brasil Estudos realizados por Maccarini e Hernández (1997), apud Maccarini (2007), mostraram que em 1997, a cidade de Pato Branco produzia 32 toneladas de lixo por dia. Hoje, com aproximadamente 66.700 habitantes (IBGE, 2007), supõe-se produzir em torno de 55 toneladas de lixo por dia, de acordo com interpolações e estimativas realizadas por Maccarini (2007). O mesmo autor publicou os dados da caracterização qualitativa destes resíduos, mostrada na Tabela 3, de onde se pode tirar algumas considerações: Se todo o lixo no Brasil fosse triado e vendido, poder-se-ia, além de movimentar a indústria da reciclagem, garimpar mais de R$ 8 bilhões por ano, daquilo que é jogado fora. Na cidade de Pato Branco, se todo o material seletivo encontrado dentre os resíduos sólidos domiciliares, fosse separado e comercializado, poder-se-ia render diariamente aos catadores a quantia de aproximadamente R$ 9.000,00. Anualmente, entrariam no orçamento dos catadores mais de R$ 3 milhões. Esta seria uma boa quantia de dinheiro sendo injetado na economia da cidade, já que os catadores iriam gastá-lo na própria cidade ou no entorno dela. Apesar de que, para se obter estes valores foram desconsiderados os custos de transporte, 8 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 divulgação, triagem, processamento, entre outros custos indiretos. Leva-se em consideração que estes valores são apenas relativos à comercialização direta do material bruto, sem industrializá-lo. Desta forma, poder-se-ia render ainda mais aos cofres da cidade, se fossem instaladas indústrias de beneficiamento. Estes dados se tornam relevantes, a partir do momento que se estima que, na atividade de gerenciamento destes resíduos, seriam criados mais de 300 empregos diretos, principalmente para pessoas de baixa renda ou desqualificadas. Por outro lado, para fins de comparação, no ano de 2007, envolvendo todos os setores, conforme Ipardes (2007), foram criados 1103 empregos no município estudado. Preço médio R$/ton (*) Papelão Papel branco Latas aço Alumínio Vidro incolor Plástico rígido 345,00 340,00 252,00 3.160,00 108,00 557,00 PET Plástico filme 860,00 475,00 Caracterização de cada material (%) (**) 6,6 7,2 3,0 0,45 2,8 3,3 3,5 9,1 Total por dia Total por ano Valores relativos à comercialização diária para Pato Branco Valores relativos à comercialização diária para o Brasil R$ 1.252,35 R$ 1.346,40 R$ 415,80 R$ 782,10 R$ 166,32 R$ 1.010,96 R$ 3.187.800,00 R$ 3.427.200,00 R$ 1.058.400,00 R$ 1.990.800,00 R$ 423.360,00 R$ 2.573.340,00 R$ 1.655,50 R$ 2.377,38 R$ 9.006,80 R$ 3.287.482,00 R$ 4.214.000,00 R$ 6.051.500,00 R$ 22.926.400,00 R$ 8.368.136.000,00 Fontes: (*) Cempre (2007); (**) Maccarini (2007). Tabela 3. Valores que poderão ser obtidos a partir da comercialização de todos os recicláveis encontrados diariamente na cidade de Pato Branco e no Brasil. Pato Branco, com Índice de Gini de 0,57 e taxa de pobreza de 14,63%, informada por IPARDES (2007), equivalem a 3071 famílias vivendo com renda familiar de até meio salário mínimo. Se os valores da venda dos recicláveis, anteriormente citados fossem revertidos para estas famílias de baixa renda, que seriam empregadas no processo, (correspondendo a quase 10% das famílias beneficiadas), caberia a cada uma, aproximadamente R$ 10 mil por ano. 3.3. Criação e implementação de novas tecnologias para melhoria no processo de triagem Diante do novo leiaute proposto, foram sugeridas algumas mudanças técnicas para agilizar ainda mais o processo como um todo. Em estudos preliminares foram pensados e estudados diversos métodos, gerando conceitos como por exemplo, para a triagem, uma esteira motorizada ou a triagem por peneiras giratórias. Na escolha do conceito final, os critérios decisivos foram facilidade de instalação e redução de custos tanto na instalação do novo leiaute, quanto na fabricação de sistemas com novas tecnologias. Todas estas melhorias explicadas a seguir, são importantes e proporcionam a otimização nos tempos de trabalho e diminuição no desgaste dos trabalhadores. Mas a melhoria mais significativa proposta neste trabalho, é a instalação do cesto para acondicionar os materiais a serem triados, conforme Figura 5. Na Figura 6, estão as vistas frontal, superior e lateral do cesto e da mesa de triagem proposta, em que a numeração indicada coincide com as numerações dos materiais da Tabela 4. 9 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 Este cesto coletor é um aparato para que os materiais a serem triados fiquem armazenados e estejam em uma posição de fácil manuseio pelo catador. Assemelha-se aos cestos em que armazenam palhas de aço em supermercados. É fabricado a partir de uma grade de aço que preferencialmente deverá ser construída com barras de aço de 8mm, separadas paralelamente a uma distância de 100mm umas das outras (Figura 6) e no sentido de inclinação do cesto, para facilitar o deslizamento por gravidade dos sacos até a mesa. O quadro é fabricado em tubos quadrados de aço, com 30mm X 20mm, espessura de 3mm. Suas dimensões são de um metro de altura e largura variável, de acordo com as dimensões do galpão, (no caso 20 metros), onde irá ser instalado e deverá suportar um peso médio de 210 kg/m³, que é a densidade média do lixo seletivo de acordo com dados levantados Maccarini & Hernández (2007). As dimensões serão compatíveis com o peso de materiais a suportar e a altura do galpão. Esta altura, não deverá ultrapassar 2,5 metros e não deverá encostar-se ao teto do galpão. A altura máxima de 2,5m é para facilitar o processo de carregamento do cesto, já que a recarga é realizada pela parte superior do mesmo. Fica localizado acima da mesa de triagem, junto à parede do galpão, apoiado em uma viga de concreto, (Figura 5), para facilitar o processo de alimentação de materiais por gravidade. Em conjunto com este cesto, deverá ser trabalhado com uma mesa de triagem e um sistema de sustentação de bolsas de ráfia (que ficam abertas para o condicionamento dos materiais separados, diferente do atual em que o catador tinha que abrir a bolsa para acondicionar o material em seu interior), como demonstrado a seguir na vista superior da Figura 6, em que cada extremidade das bolsas fica presa por pregos para não se soltarem. Devido à grande diversidade de materiais a separar (mais de 20), este suporte tem compartimentos suficientes para que possam acondicionar todos os diferentes recicláveis. Tem a vantagem de deixar as bolsas permanentemente abertas para acondicionar os produtos, economizando-se tempo por não precisar largar a operação de triagem para abrir as mesmas. Este método dispõe de condições de separação mais otimizada em relação às atuais mesas utilizadas pelos catadores, pois as bolsas estão dispostas de tal forma que os produtos que são mais incidentes, podem ficar mais próximos dos demais que ocorrem em menor quantidade. O processo proposto para utilização do cesto é a seguinte: os materiais são retirados do caminhão, previamente estacionado em uma rampa, jogados manualmente dentro do cesto para que em seguida os catadores possam realizar a triagem. Os catadores ficam na disposição de frente ao cesto e recolhem os materiais que estão à sua frente, rasgam os sacos de plástico que contém os materiais recicláveis, separam cada tipo específico (papéis, plásticos, latas, vidros, etc.) e colocam nas devidas bolsas que estão estrategicamente dispostas ao lado dos catadores. Dentre as novas tecnologias a se implementar, além das já mencionadas, pode-se utilizar o sistema Kanban, relatado por Lorenzen (2007), a partir de uma haste de madeira instalada junto às bolsas de ráfia. Esta haste, de aproximadamente 25mm X 25mm de seção transversal e um metro de comprimento deverá ter em sua extremidade superior, um prego ou material pontiagudo. Ela será utilizada pelo catador que estiver realizando a triagem e quando uma bolsa estiver já preenchida com algum material. Se a bolsa, preenchida for de sacos plásticos, o catador deverá inserir na ponta da haste um saco plástico, se no entanto for de papel, deverá inserir um pedaço de papel, e assim por diante para outros materiais (menos para os vidros e latas, que são difíceis de afixar na ponta da haste e ocorrem em menor volume). Este procedimento facilitará a visualização do catador responsável para recolher as bolsas cheias, sem precisar que o chamem e nem que ele tenha que, freqüentemente de forma desnecessária, 10 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 conferir o interior das bolsas para verificar se estão ou não preenchidas. Desta forma, economiza-se mais tempo, pelo fato de deixar este último catador livre para realizar outras tarefas em paralelo. Figura 5. Catadores triando os materiais na mesa e cesto (suspenso na parede) da situação proposta. Altura máxima 2,5 m barras de aço de 8mm de diâmetro cesto para armazenar os materiais para triagem triagem Sistema kanban para a indicação de troca de bolsas 1,0 m mesa de triagem piso Vista frontal do cesto Vista lateral do cesto > 0,5 m 3 1 1 5 4 4 20 6 2 catador 9 7 7 11A 8 8 Recipientes 11B 10 9 para 15 14B 14A acondicionar 18 17 16 os materiais triados 13 papelão 19 Vista superior do cesto Figura 6 - Vistas frontal, superior e lateral do cesto e mesa de triagem propostos. Número de prioridade 1 2 3 4 5 MATERIAIS Plástico filme cristal Embalagens de leite Tetra Pack PS - copinhos de café Plástico filme sacolas PP - copinhos de iogurte Número de MATERIAIS prioridade 12 Latas de alumínio 13 Recipientes de PET colorido 14 A Garrafas de vinho e conserva 14 B Garrafas de Jamel 15 Embalagens de conservas e garrafões 11 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 6 7 8 9 10 11 A 11 B Recipientes de PET cristal Papel misto Papel branco PEAD colorido PEAD branco Latas de aço Latas de produtos químicos 16 17 18 19 20 Fios/panelas de alumínio Outros metais (Cobre) Cacos de vidro PVC REJEITOS Tabela 4 - Indicações numéricas de cada material que é separado pelos catadores. 4. Análise e discussão dos resultados Os resultados da pesagem estão indicados na Tabela 5. Percebe-se pela mesma Tabela que o método proposto foi 26,3% mais eficiente, em peso de materiais triados, do que a média das três mesas da situação atual. Em relação à que teve o pior desempenho dos três grupos, a situação proposta teve um resultado de 45,3% superior, em peso. Em relação aos ganhos em Reais, a mesa da situação proposta também foi superior à média das três outras mesas. A seguir serão apresentadas as principais características do cesto e a importância em sua instalação: a) Agiliza o processo de triagem. Em estudos preliminares, realizados por Maccarini & Hernández (2007), este cesto chega a proporcionar um rendimento de até 45,3% em peso de materiais triados; b) Evita que os materiais sejam depositados no espaço central do galpão, deixando-o livre para o transporte interno de materiais e de pessoas; c) Propicia um ambiente de trabalho mais limpo, ventilado e com aparência mais agradável, evitando a proliferação de vetores; d) Possibilita que os primeiros materiais que entram, sejam os primeiros a serem triados (PEPS), o que evita, desta forma, a decomposição de eventuais materiais putrescíveis que geralmente acompanham o lixo seco; e) Melhora a ergonomia na triagem; f) Facilita a visualização de falta ou excesso de materiais a serem triados; g) Possibilita a utilização do espaço vertical do galpão; h) A disponibilidade dos produtos em frente aos catadores, possibilita que eles não precisem se virar em demasia para alcançar as bolsas para acondicionar os materiais, fazendo com que desta forma, eles tenham menos fadiga, dores de coluna ou lombares; i) A disposição das bolsas para acondicionar os materiais triados em volta do catador gera a possibilidade de serem utilizadas banquetas para que, durante um certo período de tempo, o catador possa trabalhar sentado; j) É um aparato simples e barato aproximadamente R$ 500,00 por metro linear. Ao todo, no galpão, serão utilizados 17 metros. 4.1. Freqüência de atividades Para referenciar melhor este item, cada material existente foi pesado e quantificado unitariamente, isto porque, para se ter como referência, além da freqüência de atividades para a triagem realizada de cada material, também o peso e volume movimentado. Esta freqüência, bem como o peso médio coletado por catador, peso médio de cada material, entre outras informações, serão mostradas mais adiante na Tabela 5. A metodologia de pesagem utilizada foi a pesagem em fardos e a posterior contagem unitária de cada produto, em separado. A seguir estão indicados os pesos unitários de cada material: Peso médio Peso Quantidade média Quantidade de Freqüência de 12 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 coletado/dia para médio por aproximada de embalagens embalagens movimentos de cada catador para cada cada dois unidade separadas por dia (dois separadas por dia, catadores (kg/dia) (g/unid) catadores) (unid/dia) por catador (unid/dia) material realizado por dia Papel misto Papel branco Embal. de leite Tetra Pack Plástico filme cristal (PEBD) Plástico filme sacolas(PEBD) PEAD branco PEAD colorido Recipientes de PET cristal Recip. de PET colorido PS copinhos de café PP copinhos de iogurte Latinhas de alumínio Latas de aço e prod. quím. Garrafas de vinho e outros Embal. de conserva REJEITO 29,3 38,9 34,3 19,7 17,7 8,8 12,4 38,0 4,6 4,5 3,3 4,6 14,2 8,5 2,4 46 2,3 13 2,9 3,3 31 31 56 56 0,8 0,8 16 73 850 480 17.000 2.600 6.800 5.400 290 400 680 82 5600 4100 290 200 10 5 Total aproximado 8500 1300 3400 2700 145 200 340 41 2800 2050 145 100 5 3 200 170 810 850 675 90 125 210 26 700 510 32 67 7 3 4.500 Tabela 5 - Caracterizações quantitativas e qualitativas detalhadas para cada material, a partir da triagem realizada pelos catadores 5. Conclusões e recomendações Além das vantagens já relatadas anteriormente em relação à triagem convencional, que foi de até 45,3% mais eficiente em peso de materiais triados; a melhora na logística de deslocamentos dos materiais no galpão; maior limpeza e eliminação de cheiro e vetores, existem outros pontos que devem ser melhorados, como: a) Melhoria no método de descarga de materiais; b) Diminuição de tempo no processo de prensagem e amarração dos fardos; c) Melhoria no processo de transporte até a prensa de bolsas e de montes de papelão que são acondicionados no chão. Se fosse disponibilizado um carrinho, ou se a prensa ficasse mais próxima, este mesmo tempo poderia ser gasto para transportar muito mais bolsas. Para descarregar os materiais para a prensa, esta operação também poderia ser facilitada pela instalação de uma plataforma tipo funil, encaixada na boca da prensa; d) Existem muitas perdas de tempo por transporte de materiais sem que agregue valor aos produtos como, por exemplo, na retirada do material do chão para acondicioná-los em caixas para colocá-los em cima da mesa, para depois outra catadora rasgar sacola por sacola e por fim, triar o material e condicioná-los em seus devidos recipientes (em sacos de ráfia); e) Perde-se em média de 3s (segundos) na hora da triagem, quando a catadora tem que acondicionar qualquer material dentro do saco de ráfia, e este saco já está cheio, tendo que compactá-lo manualmente. Por outro lado, em média, perde-se 5s em largar a operação de triagem para abrir a bolsa de ráfia que se fecha devido ao fato de estar ainda vazia, para depois acondicionar o material dentro e 3s na operação em que a catadora tem que se virar e acondicionar materiais nos recipientes que estão atrás da mesa de catação; f) Perde-se um minuto na operação de limpeza da mesa após a retirada de cada leva de materiais e 26s, na operação de varrição do chão, após a retirada de uma certa quantidade de materiais da leira. Este procedimento poderia ser reduzido; Como se pode observar, estes tempos gastos são relativos a uma operação apenas. Tem que ser avaliado quantas operações no dia são realizadas, ou seja, a soma de todos estes tempos, 13 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 pelo fato de serem repetitivos, representam muito tempo em relação ao processo total. Em muitas atividades dever-se-ia diminuir o tempo de operação, ou até eliminá-los. Poderiam ser realizadas em tempos menores algumas outras operações como, por exemplo, transporte dos materiais, varrição, retirada dos fardos da prensa, retirada de grampos das folhas de papéis, retirada de espirais das apostilas e cadernos, entre outras. Estes tempos foram avaliados e registrados para que no futuro as mudanças sejam implementadas. A partir da instalação do cesto suspenso na parede, a passagem pelos corredores ficou mais descongestionada, evitando-se desta forma, perdas desnecessárias de tempo ao caminhar por cima do lixo ou ter que desviá-los. 5.1. Alguns resultados esperados para um futuro próximo Contribuição para a elevação do nível de renda dos catadores e suas famílias, a partir, não somente da venda dos recicláveis, mas também com a agregação de valor, com a implementação de tecnologias viáveis de melhoria do produto final; organização formal dos catadores em associações ou cooperativas com a criação de novos postos de trabalho para catadores na cidade; valorização dos catadores como profissionais e; melhoria das técnicas de separação, gestão e comercialização. Aos produtos triados poderá se agregar mais valor se eles estiverem limpos, devidamente prensados e pré ou totalmente industrializados. Neste último caso, é possível a instalação de pequenas indústrias de beneficiamento dos materiais, inclusive, com recursos do BNDES e Ministério do Meio Ambiente, conforme informado por BNDES (2007). Outra alternativa para agregar mais valor ao produto triado, é a confecção de pequenos objetos artesanais. A condição para estruturarem-se em cooperativas, é uma situação que cria, devido às características do grupo, uma situação delicada. Por um lado eles poderão se estruturar melhor, vender os produtos por preços melhores, angariar fundos de fomento de organizações diversas, entre outras vantagens. No entanto, foi perguntado a alguns deles o que esperam de uma cooperativa. Alguns têm idéia de que uma cooperativa irá resolver de imediato os problemas financeiros em que estão passando, outros pensam que poderão receber salário sem precisar demandar muito esforço. Outros já acham que, com a cooperativa, a Prefeitura Municipal ou a comunidade irá comprar uma casa para cada um e doá-las para quem for filiado. Outros pensam que, com a cooperativa, poderão ganhar cestas básicas todas as semanas. Outros entretanto, se assustam e acham que, com a cooperativa, a Prefeitura não fará mais a assistência social e deixarão de receber o chamado “Bolsa Família” mantido pelo Governo Federal. Muitos não estão cientes que uma cooperativa poderá ter sim, seus benefícios, mas demandará mais esforço de todos, pois, além da diretoria que deverão formar, uma empresa será criada e deverá ser gerenciada constantemente. Agradecimentos Aos catadores da Associação de Catadores de Pato Branco, à CAPES e à FUNDAÇÃO ARAUCÁRIA. 6. Referências BNDES – Banco Nacional de Desenvolvimento do Econômico e Social. Índices de reciclagem no mundo. Acessado no dia 16 de novembro de 2007, na página www.bndes.gov.br/images/img_catadores.jpg. CEMPRE. Compromisso empresarial para a reciclagem. Mais um posto avançado do CEMPRE no mundo. 2006. Acessado no dia 31 de outubro de 2007 na página http://www.cempre.org.br. DIAS, G. F. Educação ambiental: princípios e práticas. 3.ed. São Paulo, Gaia, 1991. 14 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 IBGE- Instituto Brasileiro de Geografia e Estatística. Cidades@, população/projeção da população 2007, Rio de Janeiro, 2007. Disponível em http://www.ibge.gov.br. Acessado em 08/10/2007. IPARDES- Instituto Paranaense de Desenvolvimento Econômico e Social. Perfil municipal de Pato Branco. 2007. Acessado no dia 10 de dezembro de 2007, na página http://www.ipardes.gov.br/perfil_municipal/MontaPerfil.php?Municipio=85500. LORENZEN, R. J. Lean Manufacturing Glossary, six sigma and lean. Disponível no site http://www.remy.dk. Acessado em 22 de outubro de 2007 MACCARINI, A. C. Balanço do potencial energético de resíduos sólidos domiciliares, a partir da coleta seletiva efetuada por catadores. São Carlos. 96p. Dissertação (Mestrado) - Escola de Engenharia de São Carlos, Universidade de São Paulo (USP), 1998. MACCARINI, A. C. & HERNÁNDEZ, R. H. Melhoria no processo de triagem de materiais recicláveis a partir da implementação de tecnologias simples. XI Seminário Anual de Ensino, Pesquisa e Extensão (SAEPE) XI Jornada de Iniciação Científica (JIC). UTFPR Pato Branco, 02 a 05 de outubro de 2007. MONTEIRO, J. H. P. et alli. Manual de gerenciamento integrado de resíduos sólidos. Coordenação técnica de SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Operations management. 3rd ed. Pearson Education Limited. Harlow, United Kingdom, 2001. TCHOBANOGLOUS, G. et al. Integrated solid waste management: engineering principles and management issues. 978p. EUA, McGraw-Hill, 1993. TUBINO, D. F. Planejamento e controle da produção: teoria e prática. São Paulo: Atlas, 2007. 15
Download