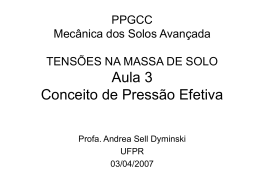
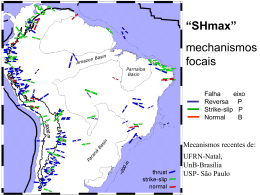
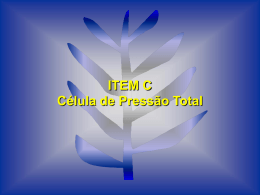
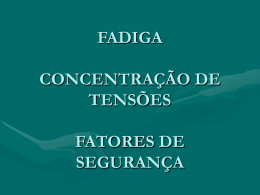
TENSÕES RESIDUAIS EM TRATAMENTOS TÉRMICOS Definição das tensões de 1ª, 2ª e 3ª ordem Designam-se por tensões residuais as tensões que se equilibram mutuamente (somatório das forças e dos momentos igual a zero) num dado volume de material não sujeito a constrangimento externo (nem térmico, nem mecânico). As tensões residuais surgem sempre que uma dada região de um material é deformado elástica ou plasticamente de modo não homogéneo fazendo surgir incompatibilidades do estado de deformação. As tensões residuais podem classificar-se em três grupos, de acordo com um esquema proposto por Macherauch: - tensões residuais de 1ª ordem que são aproximadamente homogéneas ao longo de áreas relativamente extensas (vários grãos) e que estão em equilíbrio quando estendidas à globalidade do material; qualquer interferência no equilíbrio de forças e momentos de um elemento de volume contendo tensões de 1ª ordem trará como consequência uma alteração das suas dimensões; σRS σRS II σRS III σRS I x y - tensões residuais de 2ª ordem que são aproximadamente homogéneas ao longo de um grão ou de parte de um grão e que estão em equilíbrio para uma zona do material abrangendo vários grãos; só são detectáveis variações macroscópicas de dimensões de um elemento de volume contendo tensões residuais de 2ª ordem se ocorrerem várias destas perturbações elementares em diferentes regiões do material; x Fig. 18 - tensões residuais de 3ª ordem que são heterogéneas quando analisadas numa área submicroscópica, ou seja, à escala de algumas distâncias interatómicas, estando em equilíbrio só ao longo de regiões muito reduzidas de um grão; se houver uma ruptura do equilíbrio deste tipo de tensões não será detectável nenhuma variação macroscópica de dimensões. A classificação das tensões residuais acima apresentada pode ser posta em correspondência com a classificação mais habitual de macro e microtensões. As macrotensões são as tensões de 1ª ordem; são estas as tensões que usualmente são objecto de atenção numa análise do ponto de vista de engenharia; as microtensões são consideradas como uma combinação de tensões de 2ª e 3ª ordem. Do ponto de vista dos aços-ferramenta é importante ter em conta não só as tensões resultantes da operação de tratamento térmico mas também as - da fresagem, torneamento, furação, etc., que precedem o tratamento térmico ou - da rectificação que é normalmente efectuada após tratamento térmico, e que têm a ver com as operações de maquinagem que visam conferir uma dada geometria ao material. Tensões de maquinagem Os processos de maquinagem por arranque de apara de materiais metálicos estão sempre associados deformações elásticas e plásticas, bem como a alterações da subestrutura de defeitos da rede cristalina e produção de calor na região superficial e subsuperficial. Além disso, há produção de uma nova superfície e de aparas, as quais são transportadas juntamente com outras partículas abrasivas. Apesar da multiplicidade dos parâmetros em jogo a geração de tensões pode ser abordada de uma forma realista. As tensões residuais são o resultado de deformações plásticas não homogéneas e/ou de transformações de fase associadas a variações volúmicas. No caso da maquinagem por arranque de apara as deformações plásticas são o resultado da acção mecânica da ferramenta de trabalho sobre a peça a maquinar. A libertação localizada de calor na região maquinada também pode ser uma fonte de deformações plásticas adicionais se as tensões térmicas geradas ultrapassarem o limite de cedência do material para a temperatura a que ele localmente se encontra. Operação de maquinagem por arranque de apara processo de esmagamento deformação plástica por forças paralelas e perpendiculares à superfície processo de corte deformação plástica resultante em parte de produção de calor deformação plástica essencialmente resultante de produção de calor heterogeneidades associadas a transformações de fase tensões residuais de compressão tensões residuais de tracção tensões residuais na superfície maquinada Fig. 19 Por outro lado, a interacção da ferramenta com a peça pode também ser responsável pelo aparecimento de transformações de fase. As deformações plásticas resultantes de forças perpendiculares ou paralelas à superfície induzem tensões de compressão, enquanto que as deformações plásticas associadas a aquecimentos localizados implicam uma tendência para tensões de tracção. As transformações de fase podem induzir tensões de compressão ou de tracção consoante o tipo de variações volúmicas em jogo ou o modo como as deformações plásticas "acomodam" as tensões de transformação. Fresagem No caso da fresagem, o estado de tensões residuais depende fortemente não só da posição relativa da fresa e da peça, mas também do sentido de rotação da fresa relativamente ao avanço da peça. As diferenças assinalados no esquema abaixo dizem respeito unicamente ao que decorre da competição entre os mecanismos de corte e de esmagamento. De um modo geral, todas as variações de parâmetros conduzindo a uma maior importância do esmagamento trazem como consequência um aumento da tendência para tensões de compressão. A diminuição do avanço traz como consequência uma sobrevalorização do efeito de esmagamento, o mesmo sucedendo se o diâmetro da fresa for aumentado. σr σr Fig. 20 A produção de calor durante o processo de maquinagem conduz a um aumento da tendência para tensões de tracção (aumento do valor absoluto destas ou diminuição do valor absoluto das de compressão). Assim, o aumento da velocidade de corte, na medida em que conduza a uma maior produção de calor, traz como consequência uma diminuição do nível das tensões de compressão ou um aumento do nível das tensões de tracção. Torneamento Neste caso predominam as tensões de tracção à superfície, diminuindo rapidamente para o interior até atingir um estado de compressão a uma pequena profundidade a partir da superfície maquinada. O aumento da profundidade de corte conduz a um aumento do nível das tensões de tracção à superfície. A distribuição das tensões é também afectada pelo atrito ferro de corte / peça associado ao processo de torneamento, o qual faz aumentar o nível do estado de tensões de tracção; o aumento da importância das deformações plásticas, por seu lado, faz aumentar a tendência para tensões de compressão. Assim, usando ferramentas com ângulo de ataque negativo deverão obter-se tensões residuais de compressão à superfície. O efeito da velocidade de corte na tensão máxima de tracção (à superfície) e no nível mais elevado de compressão (subsuperficial) é relativamente pequeno; a principal diferença reside em que a diminuição da velocidade de corte conduz a um aumento da profundidade (abaixo da superfície maquinada) que é afectada pelo torneamento. Rectificação A rectificação é uma operação de acabamento final de alta precisão dimensional que tem lugar por arranque de material. A acção de corte é conseguida através de partículas abrasivas aleatoriamente distribuídas ao longo de uma mó de rectificação. A energia de corte relativamente elevada neste processo é responsável por uma geração de calor bem como por deformações plásticas entre as partículas abrasivas e a peça. Assim, as tensões residuais de rectificação são condicionadas por todos os parâmetros de maquinagem que se prendem com a geração de calor e/ou as deformações plásticas: tipo de mó de rectificação, condições de arrefecimento e lubrificação, bem como estado estrutural do material a rectificar. Na maior parte dos casos a zona afectada pela rectificação é muito menos extensa do que no caso da fresagem. Se forem dominantes os efeitos térmicos (produção importante de calor devida, p. ex., a velocidade de corte demasiado elevada ou a refrigeração insuficiente) predomina a tendência para tensões superficiais de tracção. Caso contrário, se dominarem os efeitos das deformações plásticas heterogéneas, o resultado será a produção de finas camadas superficiais sujeitas a tensões residuais de compressão. Em muitos dos casos os dois tipos de efeitos (térmicos e mecânicos) são importantes daí resultando uma tendência para tensões residuais de compressão à superfície e tensões de tracção subsuperficiais. O perfil de tensões em profundidade pode ser substancialmente alterado se, como resultado de aquecimentos localizados e/ou deformações plásticas, houver alguma transformação estrutural. É de realçar que a rectificação produz normalmente aquilo que se pode aproximadamente classificar como um estado plano de tensões (o valor absoluto das tensões numa direcção paralela à superfície rectificada é significativamente superior ao das componentes na direcção perpendicular). A taxa de remoção de material, normalmente expressa através do produto da velocidade de avanço pela profundidade de corte, não aparenta ter uma influência muito clara no estado de tensões criado. Aumentando a velocidade de avanço da peça diminui-se o aquecimento localizado da superfície fazendo o estado de tensões tender para compressão à superfície. Por outro lado, aumentando a profundidade de corte por passagem (com boa refrigeração) surge uma tendência para tensões de tracção. Aumentando a velocidade de corte aumenta a tendência para a produção de calor e, consequentemente, a tendência para um estado de tensões de tracção. O aquecimento da superfície da peça deve-se não só à deformação plástica, mas também ao atrito entre a mó e a peça. É por isso muito importante a escolha adequada dos líquidos usados para rectificação de modo a ter em conta não só a sua capacidade de refrigeração, mas também a sua eficácia de lubrificação. O tipo de mó bem como o seu estado de desgaste são também fortemente condicionadores do estado de tensões residuais na peça. À medida que a mó vai perdendo capacidade de corte, vai-se notando uma tendência para um estado de tensões de tracção. A utilização de abrasivos de maior dureza propicia a geração de estados de tensões de compressão, assim como de uma maior profundidade de penetração do efeito de encruamento. Um abrasivo menos duro poderá trazer como consequência um estado de tensões de tracção à superfície; o perfil de durezas em profundidade está normalmente associado a uma camada endurecida (por efeito de eventual elevação localizada de temperatura) de muito reduzida espessura e a uma diminuição da dureza subsuperficial resultante de um efeito de revenido. A existência de austenite residual em peças temperadas sujeitas a rectificação desempenha um papel importante relativamente ao estado de tensões residuais. De uma forma geral, quanto maior for a quantidade de austenite residual após têmpera tanto maior será a tendência para compensação das tensões de tracção superficiais normalmente induzidas pela rectificação; esta tendência deve-se a que, quanto maior for a quantidade de austenite residual: - menor será, em contrapartida, a quantidade de martensite presente após têmpera e menos notório será por isso o efeito de contracção por revenido da martensite induzido pela rectificação; - mais importante será o efeito de dilatação resultante da desestabilização da austenite residual e sua transformação nos seus produtos de decomposição (de maior volume específico) como resultado do aquecimento localizado gerado pela rectificação. No arrefecimento subsequente ao aquecimento gerado pela operação de rectificação poderá alguam austenite residual transformar-se em martensite. Esta martensite "fresca" (não revenida) é responsável por uma fragilização favorável à ocorrência de fissuração. É por isso de todo o interesse efectuar um revenido antes mesmo da rectificação. Electro-erosão A maquinagem por electro-erosão é um método de remoção de material baseado na aplicação de descargas eléctricas localizadas entre um eléctrodo e a peça separados por um dieléctrico. Durante esta operação a superfície da peça atinge temperaturas da ordem das várias dezenas de milhar de graus Celsius, temperaturas estas que são suficiente para provocar a fusão e volatilização localizada. Este processo dá origem a uma importante alteração estrutural de uma camada superficial cuja profundidade afectada varia com as condições operacionais. Caminhando da periferia para o interior distinguem-se normalmente três zonas: - a camada fundida, habitualmente designada por "camada branca" devido à dificuldade em conseguir alguma contrastação por ataque químico durante a preparação metalográfica; esta camada, com uma espessura que pode variar desde os 5 μm aos 50 μm, é constituída por cristais colunares de dimensões muito reduzidas, com um crescimento preferencial muito marcadamente segundo a direcção de extracção de calor (perpendicularmente à superfície exterior da peça); - a camada reendurecida onde a temperatura atingida permitiu uma austenitização à qual se seguiu um arrefecimento de tal modo drástico que ocorre a transformação martensítica; esta camada, cuja espessura pode chegar a atingir cerca de 40 μ m, é dura e frágil; é frequente apresentar ainda uma quantidade apreciável de austenite residual; - a camada revenida onde a temperatura atingida não permitiu a austenitização dando origem unicamente a um revenido. Para além destes efeitos pode ainda ocorrer uma descarbonação ou um enriquecimento em carbono da camada branca consoante as condições operacionais, o tipo de dieléctrico e o eléctrodo de trabalho utilizados. No caso do material de base estar no estado recozido, para as mesmas condições de electro-erosão, as espessuras de todas estas camadas são menores; a camada reendurecida é a que sofre a redução mais substancial, estando praticamente ausente em certas condições. A maquinagem por electrro-erosão provoca um elevado nível de tensões residuais de tracção perto da superfície, sobretudo no caso da operação de desbaste em que é maior a espessura da camada branca; este estado de tensões deve-se à contracção que acompanha a solidificação extremamente rápida desta camada. O revenido da camada subjacente originando uma contracção da martensite eventualmente ainda não revenida favorece a tendência para tensões de tracção ainda na camada subsuperficial. As fortes tensões de tracção associadas à contracção durante a solidificação da camada branca estão na origem de fissuras cuja extensão em profundidade depende fortemente do estado estrutural das camadas subjacentes (temperada, temperada+revenida, recozida). No caso do desbaste grosseiro por electro-erosão a susceptibilidade para a iniciação de fissuras não se deve tanto à irregularidade geométrica da superfície mas sim à maior densidade de microfissuras existentes na camada branca; por isso, a operação de acabamento posterior não se deve limitar à simples eliminação da irregularidade geométrica superficial mas sim à remoção completa da "camada branca". Tensões de tratamento térmico Durante tratamento térmico dos aços são criadas tensões que resultam da conjugação das variações volúmicas provenientes não só dos gradientes térmicos mas também das transformações de fase. No entanto, para uma melhor compreensão do modo como surgem as tensões durante o tratamento térmico dos aços, começaremos por abordar o caso de um arrefecimento que não origina transformações de fase, para só em seguida analisar a influência das transformações de fase sobre a geração de tensões. Arrefecimento de um material sem transformações de fase Um arrefecimento rápido dá origem a uma diferença de temperaturas entre o centro e a periferia de uma peça; como o volume específico depende da temperatura, o aparecimento de um gradiente térmico trará como consequência um gradiente de volumes específicos os quais serão "acomodados" através da criação de um estado de tensões dentro do material. centro periferia Como se pode ver pela representação esquemática ao lado, a Tempo limite de cedência superfície da peça começa por arrefecer mais rapidamente que o da periferia centro, contraindo-se por isso de forma muito mais drástica. A peça ficará assim sujeita a tensões de tracção à superfície e de compressão periferia no centro. Se as tensões à superfície excederem o limite elástico do material para a temperatura correspondente ocorrerá uma deformação plástica à superfície; esta deformação plástica da superfície conduzirá necessariamente a uma relaxação das tensões (de tracção) da Tempo superfície. De uma forma geral, o nível das tensões (de tracção à centro superfície e de compressão no centro) vai aumentando gradualmente até se atingir o instante em que é máxima a diferença de temperaturas limite de cedência entre o centro e a periferia. Uma vez ultrapassado este instante, a do centro diferença de temperaturas começa a diminuir e, consequentemente, diminui também gradualmente o nível de tensões até que, ainda antes Fig. 21 de terminado o arrefecimento, se regista uma inversão dos estados de tensões: a superfície passa a compressão e o centro passa a tracção. A partir deste ponto de inversão a evolução do estado de tensões traduz unicamente a tendência sucessivamente decrescente da diferença de temperaturas entre o centro e a periferia: o declive que traduz a variação do nível de tensões ao longo do tempo vai-se aproximando gradualmente de zero. No final subsiste um estado de tensões residuais de tracção no centro e de compressão na periferia. Estas tensões residuais são consequência de ultrapassagem do limite de cedência do material num dado instante do arrefecimento; sendo a deformação plástica correspondente uma extensão à superfície (sujeita a tracção no instante de diferença máxima de temperaturas) no final do arrefecimento, uma vez recuperadas todas as deformações elásticas, deverá a periferia ficar sujeita a compressão e o centro a tracção. Arrefecimento de um material com transformações de fase O arrefecimento de um material que apresente transformações de fase faz surgir, para além das variações volúmicas de origem puramente térmica, variações volúmicas resultantes das alterações estruturais. Assim, o estado de tensões final será um somatório das tensões de origem puramente térmica com as de origem estrutural. centro centro centro periferia periferia periferia Tempo periferia Tempo Tempo periferia periferia Tempo Tempo centro centro (a) (b) Tempo centro (c) Fig. 22 O esquema (a) da Fig. 22 ilustra o caso em que a transformação da superfície ocorre antes de ser atingida a diferença máxima de temperaturas entre o centro e a periferia; esta transformação da superfície faz surgir a inversão de sentido das tensões mais cedo do que sucederia para um arrefecimento equivalente num material sem transformações de fase; entretanto, as tensões (de tracção) no centro, ultrapassando o limite de cedência, induzem um alongamento plástico da região central; em seguida, a transformação martensítica da região central traz uma nova inversão do estado de tensões; a peça acabará por ficar com tensões residuais de tracção no centro e de compressão na periferia. Uma outra situação possível é a ilustrada pelo esquema (b): a transformação de fase começa só depois de ultrapassado o instante em que é máxima a diferença de temperaturas entre o centro e a periferia; neste caso a variação volúmica induzida pela transformação de fase à superfície contribui para intensificar as tensões de compressão da periferia; para que o equilíbrio de forças seja assegurado, deverá correspondentemente surgir um aumento do nível de tensões de tracção na região central; supõe-se neste caso que não há deformação plástica associada à ocorrência da transformação de fase; por isso, o estado de tensões que subsiste no final do arrefecimento terá um a distribuição análoga ao caso em que o material não apresente transformação de fase durante o arrefecimento. Finalmente, o esquema (c) representa esquematicamente o caso em que a transformação do centro começa mais tarde (do que a periferia) mas acaba mais cedo; constata-se aqui três inversões do sentido das tensões, acabando, por isso, por se obter uma distribuição do estado de tensões final que é do mesmo tipo do arrefecimento sem transformações de fase. Estes três exemplos ilustram claramente a diversidade de formas que podem assumir as variações do estado de tensões com o tempo e as correspondentes deformações plásticas, consoante o tipo de arrefecimento e os domínios de temperatura em que surgem as transformações de fase. Variações dimensionais resultantes de tratamentos térmicos Têmpera As variações dimensionais correspondentes à situações em que se possam considerar desprezáveis as tensões de transformação podem ser descritas por uma regra (proposta por Ameen); segundo esta regra, as alterações de forma e dimensão para o caso de tensões de origem puramente térmica serão tais que o corpo tenderá a evoluir para a forma esférica. De um modo geral, pode dizer-se que: -quanto mais alta for a temperatura de têmpera, - quanto mais elevada for a velocidade de arrefecimento, - quanto mais reduzida for a condutibilidade térmica, - quanto maior for o coeficiente de dilatação, - quanto maiores forem as dimensões da peça, tanto maiores serão as alterações dimensionais. As variações dimensionais nos casos em que as tensões de transformação são importantes têm que ser analisadas com base na importância relativa das deformações plásticas induzidas pelas: - tensões de transformação e/ou - tensões de origem puramente térmica. Esta análise pode ser feita comparando, para um mesmo tipo de arrefecimento de uma peça com uma dada geometria, aços com diferentes temperabilidades. Para um aço de menor temperabilidade, ao aumentar a temperatura de austenitização aumenta normalmente a profundidade de têmpera e o teor de austenite residual; estes efeitos devem-se ao aumento do teor em Carbono dissolvido na austenite. A variação volúmica associada à transformação da austenite em martensite é substancialmente mais importante do que a da transformação da austenite nos seus produtos de decomposição de mais altas temperaturas; assim, num aço de menor temperabilidade, a maior quantidade martensite formada, quando se aumenta a temperatura de austenitização, pode compensar largamente o menor volume específico da austenite residual trazendo como resultado global para a peça uma dilatação volúmica. Em contrapartida, se o aço for altamente temperável (de tal modo que tempere em toda a secção recta das geometrias em análise), o aumento da temperatura de austenitização traz como consequência uma menor expansão volúmica da peça; este facto fica a dever-se a que neste caso a única consequência do aumento da temperatura de austenitização é um aumento da quantidade de austenite residual (de menor volume específico que a martensite). As alterações dimensionais provocadas pelas deformações plásticas resultantes de as tensões térmicas e de transformação ultrapassarem o limite de cedência podem ser compreendidas com base na posição relativa dos domínios de transformação e das leis de arrefecimento sobrepondo estas a diagramas TAC (transformação em arrefecimento contínuo). Este tipo de estudo é normalmente efectuado sobre a geometria cilíndrica. Assim, se a diferença máxima de temperaturas entre o centro e a periferia ocorrer antes de qualquer transformação da austenite ou só depois de toda a austenite se ter transformado, predomina o efeito das tensões de origem térmica sobre as tensões de transformação; o resultado final estará, neste caso, de acordo com a regra de Ameen. Se a diferença máxima de temperaturas entre o centro e a periferia ocorrer enquanto uma região do material começa a transformar-se podem constatar-se dois tipos de deformação para a geometria cilíndrica: - se a transformação da austenite começar no centro (que na fase inicial do arrefecimento está em compressão) dar-se-à um reforço das tensões de compressão no centro e, correspondentemente, das de tracção na periferia; ou seja, é reforçada a tendência para o estado de tensões próprio dos arrefecimentos sem transformação estrutural (tensões de origem puramente térmica); também neste caso se deverá observar uma deformação global de acordo com a regra de Ameen (deformação do tipo "barrilete"); - se a transformação se iniciar primeiro na periferia, a qual na fase inicial do arrefecimento se encontra sob tracção, registar-se-à uma relaxação do estado de tensões na periferia e, por conseguinte, também no centro; a geometria final será então do tipo "bobina", por oposição à de "barrilete" própria das alterações dimensionais de origem puramente térmica (regra de Ameen). Revenido As variações dimensionais de peças de aço revenidas após têmpera resultam de diferentes tipos de fenómenos. Acima dos 100 ºC normalmente o Carbono dissolvido (em sobressaturação na martensite) precipita na forma de carbonetos (ver diagrama de Menster Fig. 6-I); esta precipitação está associada a uma diminuição de volume específico da martensite, trazendo como consequência uma contracção do material. Acima dos 200 ºC a austenite residual que ocorre nos aços com teor em Carbono superior a 0,5 % temperados até à temperatura ambiente, transforma-se em ferrite e carbonetos; esta transformação, pelo contrário está associada a um aumento de volume específico, trazendo como consequência uma dilatação do material. As alterações dimensionais trazidas pelo revenido podem assumir uma forma um pouco mais complexa se se tiver em conta, para um mesmo revenido, diferentes condições de austenitização que precedeu a têmpera. Na realidade, quanto maior for a temperatura de austenitização, tanto maior será a percentagem de Carbono dissolvido na austenite e, por conseguinte: - maior será a probabilidade de se encontrar austenite residual, - maior será o teor em carbono presente em sobressaturação na martensite. Por isso, para aços de teor em carbono superior a 0,5 %, a maiores temperaturas de austenitização correspondem: - contracções mais importantes durante a 1ª fase do revenido como resultado de uma precipitação de carbonetos mais intensa e consequente diminuição do volume específico da martensite, - seguidas de dilatações mais significativas na 2ª fase do revenido, em consequência da maior quantidade de austenite residual que nesta etapa se transforma nos seus produtos de decomposição, de maior volume específico. Este tipo de análise deverá ainda ter em conta o facto de, para uma mesma temperatura de austenitização, se poder ter, para diferentes velocidades de arrefecimento, diferentes graus de precipitação de carbonetos na austenite antes de esta se transformar em martensite: normalmente, quanto mais lenta for a velocidade de arrefecimento, tanto maior a tendência para esta precipitação ocorrer durante o arrefecimento; consoante o grau de precipitação, assim se obterão diferentes sobressaturações de Carbono na martensite; quanto maior for a precipitação prévia, tanto menor será a sobressaturação em Carbono da martensite, o que irá condicionar o modo como as alterações dimensionais se vão dar durante o revenido subsequente. Poderão ainda registar-se efeitos mais complexos que se prendem com os diferentes modos de relaxação das tensões residuais por deformação plástica, consoante a dependência da tensão de cedência relativamente à temperatura.
Download