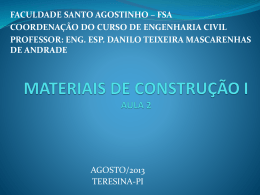
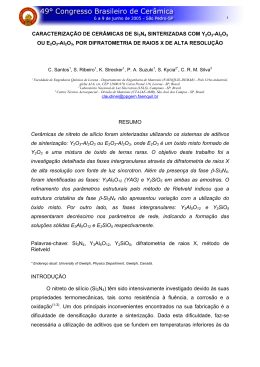
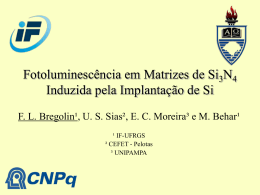
DESENVOLVIMENTO DE PASTILHAS DE Si3N4-AlN-Y2O3 COM ELEVADA RESISTÊNCIA MECÂNICA J. V. C de SOUZA* FEG-UNESP, Av. Dr. Ariberto Ferreira da Cunha, 333, cep 12516-410, Guaratinguetá-SP *e-mail: [email protected] C. SANTOS** DEMAR-FAENQUIL, Pólo Urbo-Industrial, Gleba AI-6, s/n,cep 12600-000, Lorena-SP **e-mail: [email protected] O. M. M. SILVA*** ; C. R. M. da SILVA e F.C.L.de MELO CTA-IAE-AMR, Pça. Marechal do Ar Eduardo Gomes, 50, cep. 12228-904, S.J.Campos –SP ***e-mail: [email protected] RESUMO O nitreto de silício (Si3N4) é um material cerâmico com boas propriedades de resistência à corrosão, ao desgaste e elevada resistência mecânica à altas temperaturas. Uma de suas formas cristalinas é o α’−SiAlON, uma solução sólida de α−Si3N4 onde, átomos de Y ocupam posições intersticiais e Al e O, presentes nos aditivos de sinterização, substituem respectivamente, átomos de Si e N na estrutura, gerando um material com dureza equivalente ao carbeto de silício (SiC) e superior ao β–Si3N4. A associação destas propriedades o torna um material com grande potencial para aplicações onde resistência ao desgaste seja exigida. Neste trabalho, foram fabricados corpos de prova cerâmicos à base de Si3N4 para aplicações tribológicas. O desenvolvimento deste material englobou uma análise detalhada do diagrama de fases do sistema Y-Si-Al-O-N, otimização dos parâmetros de processamento, e caracterização mecânica e microestrutural. Foram obtidas 02 composições com propriedades promissoras para posteriores testes tribológicos, aliando elevada dureza (18 – 20GPa) e tenacidade à fratura (4,9-5,1 MPa.m1/2), indicando, à nível preliminar, que sua performance em serviço supere o β−Si3N4 tradicional. Palavras-chave: processamento, Si3N4, α’-SiAlON, dureza, tenacidade à fratura. 1. INTRODUÇÃO Boas propriedades termomecânicas, combinadas com baixa densidade e estabilidade química e dimensional a temperaturas da ordem de 12000C fazem com que cerâmicas à base de nitreto de silício (Si3N4) sejam materiais de interesse para uma variada gama de aplicações em temperaturas elevadas. O uso destas cerâmicas, pela sua dureza em altas temperaturas, torna-se importante no desenvolvimento de ferramentas de corte, permitindo alcançar maiores velocidades e/ou avanços no corte, bem como em outras aplicações tribológicas, conforme demonstrado em vários trabalhos (Silva 1992, Silva 1996, Silva 1999). É crescente o interesse das indústrias na aplicação dos materiais cerâmicos denominados de cerâmicas especiais ou técnicas. No entanto, a sua aplicação como componente estrutural é relativamente restrita. Estes materiais apresentam alta resistência termomecânica, elevada dureza mesmo com o aumento da temperatura, resistência ao desgaste e à corrosão, elevada resistência à deformação e, no geral, estabilidade química superior à dos metais duros (carboneto de tungstênio). Por outro lado, apresentam baixa tenacidade, principalmente à temperatura ambiente e baixa resistência ao choque térmico. Na Tabela 1, apresentam-se as propriedades e aplicações típicas de cerâmicas estruturais para fins tribológicos. Tabela 1– Propriedades típicas de cerâmicas estruturais e aplicações para fins tribológicos, por Rabinowicz (1965); Rice (1977); Richerson (1992); SANDVIK (1994); Sannino e Rack (1995), Santhanakrishnan, Krishnamurthy e Malhotra, (1993) e Schey (1979). Cerâmica Propriedade Si3N4 Al2O3 PSZ SiC TiC Massa Específica (g/cm3) Dureza Vickers -HV (GPa) Tenac.Fratura –KIC (MPa m1/2) Coef. Expansão Térmica (10-6/K) Condutibilidade Térmica (W/mk) Módulo de Elasticid. (GPa) Aplicações 3,2 4,0 5,75 3,2 4,9 13-16 19 12,5 21-24 30 5,0-7,0 4,0 8,0 3,5-4,0 4,0 3,0 8,0 13 4,5 8,5 22 23 2,5 80 50 300-320 390 240 440 450 Ferramentas de corte (ferro fundido cinzento), componentes de turbinas, motores, vedantes, revestimentos, instrumentos de precisão Ferramentas de corte (aços), revestimentos, proteção ao desgaste químico, vedantes de válvulas Aplicações de choque mecânico Componente de turbinas, abrasivos de retificação, ferramentas de desgaste Hélices de turbinas, componentes de motores, revestimentos Os óxidos, carbetos e nitretos são usados como materiais na fabricação de ferramentas de corte por possuírem elevada dureza, excelente estabilidade química e alta resistência à compressão em temperaturas elevadas (> 1000 °C). O nitreto de silício e suas soluções sólidas são importantes cerâmicas estruturais que exibem excelente resistência, tenacidade e dureza. Esta cerâmica pode existir em duas formas cristalinas, α e β−Si3N4, e cada forma pode apresentar respectivas soluções sólidas denominadas α’ e β‘ SiAlON. Esta formação de solução sólida se dá durante o processamento pelo exato ajuste de quantidades de Si3N4 com aditivos, a serem preparados a partir de análise dos diagramas de fases do sistema M(metal)-Si-Al-O-N. O Y-α’-SiAlON possui características de elevada resistência à fluência, alta dureza e baixa tenacidade à fratura quando comparado ao β’-SiAlON ou β-Si3N4, que apresentam melhores resultados de tenacidade à fratura e menor dureza. Materiais que mesclem estas propriedades podem ser úteis para certas propriedades tais como ferramentas de corte ou corpos sujeitos ao elevado desgaste e choque mecânico. O objetivo deste trabalho foi fabricar pastilhas cerâmicas de elevada dureza, e estudar os aspectos microestruturais e as proporções de fases α’ e β (ou β’) no sistema de composição global ajustada na linha 9:1 do sistema AlN-Y2O3 de forma a se obter dois (02) materiais distintos: α’ e α’+β, para futuras investigações sobre seu comportamento em campo como ferramenta de corte. Para efeito de comparação, foi preparada uma mistura de Si3N4-Al2O3-Y2O3 para obtenção de partilhas cerâmicas com 100% de β-Si3N4. 1.1 Geometria da Ferramenta de Corte de Material Cerâmico As ferramentas de corte de material cerâmico são frágeis nas arestas de corte, podendo ocorrer lascas ou fraturas. É recomendada a utilização de canto chanfrado com inclinação negativa. O aprimoramento na técnica de fabricação, nas propriedades mecânicas e na rigidez das ferramentas fabricadas já permite o uso de geometria de inclinação positiva. A Figura 1 mostra pastilhas com ângulo de ponta mais comuns, desde a pastilha redonda até aquela com ângulo de 35 graus, na superfície lateral de folga. A escala 1 desta Figura indica que, com relação à resistência da aresta de corte (S), quanto maior o ângulo de ponta (à esquerda), maior a resistência. Com relação à versatilidade e acessibilidade (A), as pastilhas à direita são superiores. A escala 2 indica que a tendência à vibração (V) aumenta para a esquerda enquanto a exigência de potência (P) é mais baixa para a direita. Figura 1 - Ângulo de ponta das ferramentas (Silva, 1996) 2. PROCEDIMENTO EXPERIMENTAL 2.1. Metodologia Utilizada na Fabricação das Ferramentas de Corte Foram confeccionadas pastilhas das composições citadas na Tabela 2, que foram subseqüentemente transformadas em insertos para usinagem. Utilizou-se o método de sinterização normal por pressão de gás para a confecção das referidas pastilhas. As ferramentas foram testadas em serviço para avaliação da sua vida útil. O formato e as dimensões do inserto foram definidos em função de um porta ferramentas, Figura 2, já existente no mercado, apropriado para insertos cerâmicos, com as seguintes especificações: Pastilhas de Si3N4 Figura 2 - Planta e vista lateral do porta ferramentas.(Silva 1996) Em que: - b= 25 mm - h= 25 mm - h1 = 25 mm - L1= 150 mm - f1= 27 mm - Kr = 750 - Ângulo de saída negativo: -60 - Ângulo de inclinação negativo: -40 O referido processamento das pastilhas cerâmicas é descrito em detalhes nos itens posteriores servindo de referência para pesquisas futuras no desenvolvimento de ferramentas de corte à base de Si3N4. 2.1.1. Preparação das Composições As composições estudadas foram misturas à base de nitreto de silício (α−Si3N4) aditivado com nitreto de alumínio (AlN) e óxido de ítrio (Y2O3). A razão molar de AlN:Y2O3 foi 9:1 para as composições estudadas (SN1 e SN2), variando-se apenas a quantidade de aditivos (15 e 20% em volume), conforme indicado na Figura 3 e discriminado na Tabela 2, seguinte. Nesta Tabela é apresentada ainda a composição alternativa utilizada para comparação. 1 2 Figura 3. Parte do sistema Y-Si-Al-O-N mostrando as fases α’-SiAlON e β’-SiAlON para o prisma de Jack (1976) e o sistema Si3N4-AlN-Y2O3 proposto por Mitomo e Fukunaga (1981). Tabela 2 - Composições das amostras com aditivos de sinterização. Composição (% em peso) Si3N4 AlN Y2O3 Al2O3 Amostra SN1 (15%) SN2 (20%) β−Si3N4 82,7 77,3 84,5 10,7 14,1 5,5 6,6 8,6 --- --10,0 2.1.2. Moagem/Mistura Efetuou-se a pesagem dos pós em balança analítica, procedendo-se a seguir à moagem/mistura dos mesmos em moinho planetário, por 2 horas, a úmido. Utilizou-se, para esse fim, potes de nalgene, bolas de alumina como meio de moagem e álcool etílico como meio líquido. Ao término do processo, as misturas foram filtradas e secadas a 80 0C, por 24 horas. As misturas foram, em seguida, desagregadas em almofariz de ágata com subseqüente peneiramento em malha de 100 mesh. 2.1.3. Compactação A compactação dos pós, para a confecção dos corpos-de-prova, foi efetuada em duas etapas. Na primeira etapa, os corpos-de-prova foram compactados em matrizes de aço, com camisa flutuante, desenvolvidas e confeccionadas no CTA/IAE/AMR na geometria de pastilhas quadradas com 10 x 10 x 5 mm, Figura 4, utilizando-se prensagem uniaxial a frio. A carga de compactação utilizada na prensagem uniaxial a frio foi de 50 MPa, durante 30s, com subseqüente descompressão com tempo de 60s. Os corpos-de-prova foram então retirados da matriz para as etapas subseqüentes de processamento. Figura 4. Vista geral da matriz quadrada, para prensagem de pastilhas quadradas. Na segunda etapa, os corpos-de-prova prensados uniaxialmente foram submetidos à prensagem isostática a frio, com o objetivo de melhorar as propriedades a verde dos mesmos. Essa etapa foi realizada em uma prensa isostática tipo KIP 100 E, marca Paul Weber. As amostras foram primeiramente encapsuladas a vácuo em moldes flexíveis de látex. Os referidos moldes foram, a seguir, colocados na câmara de prensagem e imersos em óleo. A velocidade de compactação foi de 15 MPa/s, com pressão de prensagem de 300 MPa, por 60 seg. 2.1.4 Sinterização A sinterização dos compactos foi executada em forno com resistência de grafite, sob atmosfera de N2, utilizando as mesmas condições de sinterização para todas as misturas. O ciclo de sinterização utilizado é apresentado a seguir: -25 a 1000 0C com taxa de 150C/min, sob vácuo; -10000C a 1750 0C com taxa de 100C/min, e pressão de 0,1 MPa de N2; -17500C, isoterma de 30 minutos, sob 1,5 MPa; -17500C a 19000C, com taxa de 100C/min, e 1,5 MPa de N2; -19000C, isoterma de 1 hora, a 1,5 MPa. -Resfriamento com taxa de 250C/min. Os corpos-de-prova, previamente compactados uniaxial e isostáticamente, ambos a frio, foram colocados em um cadinho de grafite, envolvido por uma mistura composta de 70 % de nitreto de silício (Si3N4) e 30 % de nitreto de boro (BN), denominada “camada protetora”, visando minimizar a perda por dissociação e, também, evitar a oxidação do nitreto de silício (Si3N4). 2.2. Caracterização 2.2.1. Análise por Difratometria de Raios-X As análises por difratometria de raios-X, efetuadas nas amostras sinterizadas, foram feitas em um aparelho da marca Phillips modelo PW-1380/80, com tubo emissor de filamento de cobre. Utilizando-se fichas de identificação compiladas pela International Centre for Diffraction Data, foram identificados os compostos que se cristalizaram na fase intergranular, além das formas estruturais do Si3N4. Uma análise aproximada do percentual de transformação α→β-Si3N4 das amostras com diferentes porcentagens de aditivos foi efetuada através da comparação das intensidades relativas dos picos, segundo procedimento recomendado por Gazzara e Messier (1977). 2.2.2. Massa Específica A massa específica aparente das amostras foi calculada, segundo a norma ASTM-C 744-74, que se baseia no Princípio de Arquimedes. Comparando esta massa específica com a massa específica teórica (obtida pela fração equivalente de cada material), obteve-se a densidade relativa das amostras sinterizadas. 2.2.3. Análise por Microscopia Eletrônica de Varredura (MEV) As amostras sinterizadas, foram lixadas e polidas e submetidas a ataque químico de sais fundidos (1:1 de NaOH-KOH) por 5 min, a 5000C, para revelação microestrutural. A análise da morfologia de grãos das amostras sinterizadas, polidas e atacadas foi efetuada utilizando-se de um microscópio eletrônico de varredura modelo LEO 1450VP. Visando à melhoria da imagem obtida e facilidade na interpretação dos resultados, as amostras foram recobertas com um filme de ouro, para tornar a superfície condutora. 2.2.4. Microdureza Nas amostras devidamente polidas foram executadas medidas de microdureza Vickers com penetrador de diamante de 136°, aplicando carga de 2000gf. Foram realizadas 10 impressões, em cada amostra obtida. Utilizou-se, para estas medidas, um microdurômetro digital, modelo MICROMET 2004. 2.2.5. Tenacidade à Fratura A tenacidade à fratura (KIC) foi determinada pelo método de impressão Vickers, com penetrador de diamante de 136°, carga de 2000gf, para todas as amostras. Utilizou-se a Equação (1) para determinação do KIC via impressão Vickers, que está apresentada a seguir. K IC = 0,0726 × Fa (1) 3 c2 Em que: - KIC = tenacidade à fratura (MPa m1/2); - Fa = carga aplicada (kgf); e - c = metade do comprimento da fissura provocada pela indentação (mm). 3.RESULTADOS E DISCUSSÕES 3.1. Sinterização A Figura 5 mostra as ferramentas de corte fabricadas, após o acabamento final de acerto das dimensões e ângulos de corte. Figura 5. Vista geral das ferramentas à base de Si3N4 fabricadas. Os resultados das propriedades físicas tais como, densidade relativa, perda de massa, as quantidades e as fases presentes para as composições estudadas estão representadas na Tabela 3. Composição (Ref. Fig 3) Tabela 3. Características dos corpos sinterizados. Densidade Perda de Fases Relativa (%) massa (%) Cristalinas SN1 (Si3N4 +15 vol.% 9:1 AlN/Y2O3) SN2 (Si3N4 +20 vol.% 9:1 AlN/Y2O3) β−Si3N4 (Si3N4 +10 vol.% Al2O3/Y2O3) 98,1 ± 0,1 1,3 ± 0,1 97,9 ± 0,1 2,1 ± 0,1 99,1 ± 0,1 2,7 ± 0,2 α’-SiAlON, β−Si3N4 α’-SiAlON Y2Si3N4O3(melilita) β−Si3N4 Relação α’:β 97 : 03 100 : 00 00 : 100 As duas composições (SN1 e SN2) apresentaram densidade relativa média em torno de 98%da densidade teórica. Estes resultados são bastante satisfatórios e estão coerentes com dados da literatura para cerâmicas de α’-SiAlON (Komeya, 1988), que são um pouco inferiores ao β-Si3N4 sinterizado por fase líquida (próximos a 100%). Esta dificuldade de densificação se dá devido ao fato de que a fase líquida formada durante a sinterização é consumida para formação de solução sólida, diminuindo assim a densificação em temperaturas elevadas e por tempos mais prolongados. Os resultados de análise de fase indicam que as composições utilizadas estão coerentes com o diagrama de Mitomo e Fukunaga (1981) (Fig.3b), com presença de fases α’−β (97:3%) e α’(100%) para as composições SN1 e SN2, respectivamente. 3.2. Microestrutura A Figura 6 apresenta a microestrutura das amostras SN1 e SN2 e β−Si3N4, após a sinterização. β−Si3N4 3% α’-SiAlON 97% α’-SiAlON 100% 2µm 2µm (a) (b) β−Si3N4 2µm (c) Figura 6. Micrografia das amostras: a) SN1 (15% vol.); b) SN2 (20% vol.) e c) β−Si3N4 (10%vol.). Os aspectos microestruturais das composições SN1 e SN2 (Figura 6a-b) indicam microestrutura majoritariamente de grãos α’-SiAlON com baixa razão de aspecto (relação comprimento/diâmetro), coerentes com as proporções de fases indicadas na Tabela 3. Estes aspectos microestruturais favorecem a redução da tenacidade à fratura deste cerâmico devido à menor deflexão das trincas, quando comparados com o β-Si3N4 (Fig 6-c), que possui grãos mais alongados e com características de deflexão de trincas, o que leva a um aumento da tenacidade ‘a fratura. 3.3. Propriedades Mecânicas A Tabela 4 apresenta os resultados de microdureza vickers e tenacidade à fratura dos corpos sinterizados. Tabela 4. Microdureza e tenacidade à fratura das ferramentas cerâmicas sinterizadas. Composição (ref. fig 1) SN1 (Si3N4+15 vol.% 9:1 AlN/Y2O3) SN2 (Si3N4+20 vol.% 9:1 AlN/Y2O3) β−Si3N4 (Si3N4+10 vol.% Al2O3/Y2O3 Microdureza(2000gf) (GPa) 19,6 ± 0,5 18,3 ± 0,4 14,1 ± 0,5 Tenacidade à Fratura KIC (MPa.m1/2) 4,9 ± 0,5 5,1 ± 0,5 5,6 ± 0,3 A dureza dos cerâmicos depende da sua composição química, teores de aditivos, tamanho de grão, grau de cristalinidade, porosidade, orientação cristalográfica, e outros fatores intrínsecos, como a temperatura de ensaio, atmosfera ou ambiente químico. A dureza do nitreto de silício diminui com o aumento da quantidade de fase intergranular, em geral mais frágil que o grão cristalino e com o aumento da quantidade de fase β. Isto pôde ser verificado nas amostras SN-2, que após a formação de 100% de α’-SiAlON, apresentou fase intergranular em excesso (melilita), diminuindo assim sua dureza. As características reológicas da fase intergranular são determinantes na dureza a quente (T>1000 0C) dado o aparecimento dos mecanismos de cedência mecânica nos limites de grão ativados termicamente, tal como a fluência viscosa. Desta forma, consideramos que o material SN1 apresenta maior dureza, menor quantidade de fase intergranular e desta forma, proverá melhores propriedades de resistência ao desgaste aliadas com a maior dureza por elas apresentadas. Esta afirmação só poderá ser feita após se analisar a tenacidade à fratura do material, pois a tenacidade à fratura de um material, KIc, é um indicador da sua ductilidade ou fragilidade, isto é, da sua capacidade de, sob carga, fraturar com ou sem suporte de deformação plástica. Assim como a dureza, a tenacidade à fratura também diminui com o aumento da porosidade, quer por diminuição do volume, quer por aumento de tensões residuais e concentração de tensões nos poros.A resistência à propagação de trincas está relacionada com a maior ou menor dissipação de energia por mudança de direção das trincas, na sua ramificação em trincas menores e, ainda, no arrancamento de grãos β-Si3N4 alongados, mecanismos estes absorvedores de energia. Desta forma, microestruturas finas ricas em fase β-Si3N4, com maiores valores de razão de aspecto, conduzem a maior tenacidade à fratura, conforme pôde ser observado na Tabela 4. Os resultados de tenacidade à fratura apresentados na Tabela 4 indicam que ambos materiais SN apresentam tenacidade similar. Este comportamento se deve a alguns fatores: As amostras SN1 apesar da pequena quantidade de fase intergranular remanescente, compensa esta deficiência com 3% de grãos β-Si3N4 com razão de aspecto superior, servindo como obstáculo para a propagação das trincas. Além disso, os grãos de α’-SiAlON, deste material são menos equiaxiais que os das amostras SN2, sendo assim, apesar da tenacidade à fratura ser similar, esta tenacidade só é atingida nas amostras SN2 devido a presença da fase intergranular, e não pelos aspectos microestruturais. Como já se sabe que esta fase intergranular degenera as propriedades do corpo cerâmico em aplicações onde alta temperatura é exigida, tais como em ferramentas de corte e abrasivos, podemos afirmar que o material SN1 possui melhores propriedades mecânicas para trabalhos à quente (tais como em ferramentas de corte) que as amostras SN2 e β-Si3N4, pois estes últimos possuem menor dureza e maior quantidade de fase intergranular. 4. CONCLUSÕES Ferramentas de corte à base de Si3N4 foram obtidas pelo processamento de misturas distintas, visando a obtenção de materiais com baixa porosidade, alta dureza e boa tenacidade à fratura. A utilização de soluções sólidas de Si3N4, denominadas α’-SiAlONs gerou pastilhas com dureza de 18 a 20 GPa e tenacidade à fratura em torno de 5 MPa.m1/2. A utilização de microestruturas duplex (α’+ β-Si3N4), amostras SN1, levou a obtenção de materiais com maior dureza (20GPa) e com tenacidade à fratura praticamente similar aos materiais com fase intergranular em excesso, amostras SN2, em torno de 5,1 MPa.m1/2, sendo esta última composição, de propriedades mecânicas em temperaturas elevadas, inferiores ao SN1, assim como as amostras 100% de β−Si3N4, devido a maior quantidade de fase intergranular presente. 5. AGRADECIMENTOS Gostaríamos de agradecer à FAPESP pelo apoio financeiro (Processo n0 01/08682-6). 6. REFERÊNCIAS GAZARRA, C.D.. and MESSIER, D. R., “Determination of Phase Content of Si3N4 by X-Ray Diffraction Analysis,” Ceram.Bulletin, 56 [9] (1977). JACK, K. H., J. Mat. Sci. 11:1135 (1976). KOMEYA, K., “Fabrication and Properties of Silicon Nitride ceramics”, Fine Ceramics,175-88,Ed. by S.Saito, Elsevier, Japan, 1988. MITOMO, M. and FUKUNAGA, O., Yogyo-Kyokai-Shi 89:631 (1981). RABINOWICZ., E., Friction and Wear of Materials, John Wiley & Sons, New York, 1965 RICE, R.R., Treatise on Materials Science and Technology. Ed. R.K. Mac Crone, Academic Press, New york. v. 11, p.199-381,1977. RICHERSON, D.W. Modern ceramic engineering. 2 ed. New York: Marcel Dekker, 1992. p.569. SANDVIK. Tool Wear. In: Modern metal cutting a practical handbook. 1a ed. Sweden: Tofters Tryckeri AB, 1994. SANNINO., A. P; RACK., H. J. Wear, v.189, p. 1-19, 1995 SANTHANAKRISHNAN, G., KRISHNAMURTHY, R., MALHOTRA, S. K., Investigation on the dynamics of macchining of composites. In: ICCM. 9, 1993, Madrid. p. 608-15, 1993 SCHEY., J.A. Tribology in metalworking: friction, lubrification, and Wear. Ohio: American Society for Metals, 1979. SILVA, O.M.M. Desenvolvimento e caracterizasção de ferramentas de corte nacionais de nitreto de silício. São José dos Campos, 1996 Tese (Mestrado em ciências) – Instituto Tecnológico de Aeronáutica SILVA, O.M.M. BALDACIM, S.A., J.V.GOMES, R.F.SILVA, C.R.M.SILVA., Estudos preliminares sobre o comportamento tribológico de cerâmicos à base de Si3N4 em deslizamento sobre compósito c/c. In: ENCONTRO DA SOCIEDADE PORTUGUESA DE MATERIAIS, 9, 1999, Guimarães/Portugal. Anais... Guimarães: Uminho, 1999. V.2, p.361-67. SILVA, R.R.F. Cinética de sinterização e desgaste de pastilhas de corte do sistema Si3N4 - CeO2 – AlN. Aveiro/Portugal, 1992. Tese (Doutorado em Eng. Mat.) - Universidade de Aveiro. DEVELOPMENT OF Si3N4-AlN-Y2O3 BODIES WITH HIGH STRENGTH J. V. C de SOUZA* FEG-UNESP, Av. Dr. Ariberto Ferreira da Cunha, 333, cep 12516-410, Guaratinguetá-SP, Brazil. *e-mail: [email protected] C. SANTOS** DEMAR-FAENQUIL, Pólo Urbo-Industrial, Gleba AI-6, s/n,cep 12600-000, Lorena-SP, Brazil. **e-mail: [email protected] O. M. M. SILVA*** ; C. R. M. da SILVA and F.C.L.de MELO CTA-IAE-AMR, Pça. Mal do Ar Eduardo Gomes, 50, cep. 12228-904, S.J.Campos –SP, Brazil. ***e-mail: [email protected] ABSTRACT Silicon nitride (Si3N4) is a interesting material that possesses good corrosion and wear resistance and high mechanical resistance at high temperatures. α’−SiAlON is a solid solution of α−Si3N4 where, Y atoms ocupping intersticials positions and, Al and O, present in the sintering additives, substitute respectively Si and N atoms in the structure, generating a material with equivalent hardness to the silicon Carbide (SiC) and superior to the β–Si3N4. The association of these properties turns him/it a material with great potential for applications where wear resistance is demanded. In this work, bodies-proof were manufactured to the Si3N4 based for tribological applications. The development of this material included a detailed analysis of the phase diagram in the system Y-Si-Al-O-N, processing parameters optimization, and mechanical and microstructural characterization. Were obtained 02 compositions with promising properties for subsequent tribological tests, allying high hardness (18–20 GPa) and fracture toughness (5 MPa.m1/2), indicating, to at preliminary level, what your performance overcome β−Si3N4. Key-words: processing, Si3N4, α’-SiAlON, hardness, fracture toughness.
Baixar