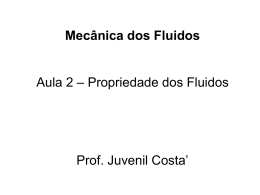
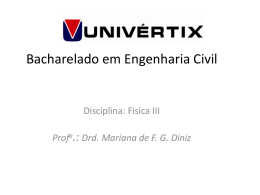
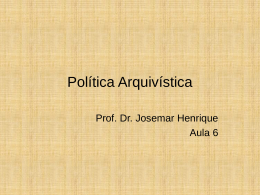
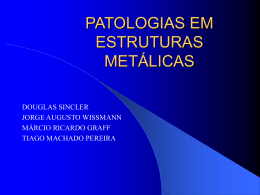
LONGEVIDADE DO FLUIDO DE USINAGEM DE METAIS A PARTIR DO USO DE COMBINAÇÃO DE AMINOÁLCOOL DE ALTO PESO MOLECULAR E ETANOLAMINAS Eduardo Lima Dow Química, São Paulo, SP Brasil Fluidos de usinagem de metais são amplamente utilizados na indústria metalúrgica nas operações de usinagem, e a biodeterioração desses óleos pode causar corrosão nos equipamentos. Os fluidos de usinagem, por sua própria natureza química, são susceptíveis a alterações de suas propriedades. Tais alterações são causadas pelas condições as quais o fluido é exposto, e sua resistência está diretamente relacionada ao tipo de formulação concentrada utilizada e seus componentes. OBJETIVO O objetivo deste trabalho é avaliar a influência da 3-Amino-4-Octanol em formulações de fluido de usinagem, Este estudo tem como proposta apresentar melhorias nas formulações relacionadas a resistência à contaminação microbiológica, resistência à corrosão e estabilidade de pH. Foram preparadas formulações com alcalinizantes à base de etanolaminas, assim como uma combinação de aminoálcoois de alto peso molecular com etanolaminas, utilizando um bactericida como preservante. Todas estas formulações foram expostas a condições estressantes para verificação das melhorias propostas deste estudo. 1 - INTRODUÇÃO Segundo Diniz (1982), a indústria tem exigido de um fluido de usinagem outras propriedades além daquelas necessárias para refrigeração e lubrificação, entre elas a de anticorrosão, ou seja, sua capacidade de proteger a peça e a máquina de efeitos corrosivos[1]. Uma formulação de fluido de usinagem pode adequar-se a esta exigência, há produtos químicos existentes que agregam propriedades às formulações garantindo uma melhoria no processo de usinagem. DOW RESTRICTED - For internal use only Um dos maiores problemas nesta indústria é a presença de corrosão, sendo definida como uma reação química ou eletroquímica entre materiais, normalmente um metal ou uma liga, promovendo uma deterioração do material e de suas propriedades. Este processo está relacionado com as características do ambiente.[2] A corrosão pode ser induzida pela presença de micro-organismos, chamada de microbiana ou microbiológica. Neste caso, a corrosão do material metálico se processa sob a influência de micro-organismos , mais frequentemente bactérias, embora existam exemplos de corrosão atribuidos à fungos e algas. A biodeterioração dá-se pela formação de gases, que além de causarem corrosão, são relativamente tóxicos para os operadores. Dada a variedade de ambientes que podem proporcionar crescimento de bactérias , algas ou fungos, muitos são os equipamentos que podem sofrer este tipo de corrosão induzida por micro-organismos. Daí a importancia da utilização de biocidas nas formulações destes fluidos para evitar a biodeterioração[1]. Biodeterioração inclui todos processos biológicos que resultam em perda econômica. Biodegradação se refere ao processo pelo qual os micro-organismos rompem moléculas grandes gerando moléculas menores. O resultado da biodegradação é a conversão de moléculas orgânicas em dióxido de carbono e desprendimento de energia. Certos tipos de bactérias são capazes de estabelecer reações eletrolíticas sobre o metal ou outras superfícies, estas reações em sistemas de fluido de corte podem causar corrosão tanto nas ferramentas como nas peças acabadas. A contaminação bacteriana dos fluidos de corte pode causar indiretamente a corrosão através do consumo dos inibidores de corrosão e/ou pela presença de subprodutos de suas reações como os ácidos orgânicos[3], ocasionando a perda das propriedades do fluido de usinagem. Fluidos de corte compatíveis com sistemas aquosos são altamente susceptíveis à contaminação microbiológica. Um fluido de corte apresenta em sua fase aquosa quantidades de água que compreendem entre 85% e 99% da mistura com outros componentes como ésteres, tensoativos, ácidos, óleos minerais, etc. Esta susceptibilidade a contaminação microbiológica é uma das principais razões na busca por alternativas que aumentem a vida útil dos fluidos e que contribuam com outras propriedades como controle da corrosão, manutenção do pH e controle microbiologico. Moléculas multifuncionais que apresentam sinergia com outros componentes DOW RESTRICTED - For internal use only químicos da formulação podem ser utilizadas como alternativa para desenvolvimento de formulações de fluidos mais robustas que atendam às exigências do mercado. Aminas, em particular aminoalcóois (também chamados de alcanolaminas) têm sido usadas por muitos anos em fluidos de usinagem solúveis em água, e suas principais funções são de neutralização dos componentes de ácido-funcional, desenvolvimento e manutenção do pH alcalino. A 3-Amino-4-Octanol, além das funções citadas acima, apresenta um efeito sinérgico positivo na presença de biocida[5]. Esta amina, 3-Amino-4-Octanol, é uma molécula complexa se comparada à monoetanolamina (MEA) e trietanolamina (TEA), e é sabido que este tipo de molécula tende a ser mais resistente à biodegradação. 2 - FUNDAMENTAÇÃO TEÓRICA Formulações de fluidos de usinagem podem ser desenvolvidas para apresentarem uma melhor bioresistência após diluição. Por exemplo: a uma diluição de 5% (1:20), um fluido pode exibir um nível de resistência microbiológica adequado, porém a 2,5% (1:40) essa resistência pode ser reduzida a níveis mínimos. Os fluidos de usinagem são susceptíveis à contaminação tanto por bactérias quanto por fungos, algas ou leveduras, onde o pH típico está na faixa de 8,5 até 9,5. Vale ressaltar que um pH muito alcalino não é suficiente para inibir o crescimento de micro-organismos, tampouco um pH próximo ao neutro permite um rápido desenvolvimento de bactérias; a contaminação e o tipo de contaminante dependem da condição a qual o fluido de corte está exposto, sendo geralmente por bacilos Gram-negativos, particularmente Pseudomonas ssp[6]. O processo de biodeterioração dos fluidos de usinagem pode ser dividido em 6 etapas: 1) degradação de emulsionante acompanhada por uma instabilidade e separação do óleo; 2) aumento da corrosão; 3) mau cheiro; 4) queda do pH; 5) queda dos níveis de componentes ativos específicos; 6) acúmulo de biofilme microbiano[7] DOW RESTRICTED - For internal use only O consumo e perda de atividade dos componentes anticorrosivos não são os únicos efeitos da contaminação nos fluidos de usinagem, mas também a perda de lubricidade. Vários estudos demonstram que os componentes dos fluidos podem parcialmente ser perdidos, ou muitas vezes completamente degradados, na presença de contaminação por microrganismos. Esta mudança na composição dos fluidos pode ser diretamente correlacionada com a perda da função do fluido, particularmente nos casos dos óleos emulsionados onde o hidrocarboneto é degradado, a perda de lubricidade pode ocorrer com este tipo de atividade microbiana[3]. Diversas estratégias são utilizadas para prevenir a biodeteriorização dos fluidos de corte, dentre elas a utilização de fórmulas bioresistentes, com a adição de biocidas e a boa manutenção das condições onde são utilizados os fluidos, que inclui a manutenção dos tanques e tubulações em boas condições de higiene e limpeza[4]. Uma outra excelente estratégia é o uso de amino álcoois na formulação, em substituição às etanolaminas, parcial ou total, devido às propriedades que este químico adiciona ao fluido. Tais aminoálcoois são eficientes neutralizadores de compostos ácidos funcionais e auxiliam na estabilidade de emulsões em pH elevado, apresentam bom desempenho com na presença de diversos tipos de biocidas, melhoram o controle de corrosão de metais ferrosos e aumentam a estabilidade do pH, promovendo a aplicação do fluido de usinagem de maneira favorável sob os aspectos de saúde e segurança [8] . Neste estudo avaliamos a eficácia do uso da 3-Amino-4- Octanol em formulações de fluido de usinagem. 3 – EXPERIMENTO 3.1 - Formulação Foram utilizadas formulações sintéticas (Tabela 1) compostas por ácidos funcionais, etanolaminas, base lubrificante sintética solúvel, aditivo lubrificante de extrema pressão, bactericida, e água de rede da cidade de São Paulo (Região Sul). A formulação utilizada como base deste estudo apresenta uma quantidade total de 20% de etanolaminas, sendo 15% TEA (85%) e 5% MEA (99,2%). Para as demais formulações foram recalculadas as quantidades de MEA (99,2%) e TEA (85%) e adicionado amino álcool. Nas formulações testadas foi reduzida a quantidade de TEA de 15% para 4% e substituiu-se por 4% de 3-Amino-4-Octanol, e em uma desta formulações foi testada também a substituição total da MEA por 2-Amino-2-Metil-1- DOW RESTRICTED - For internal use only Propanol. No caso das formulações EXT 2 e EXT 3, também foi otimizada a quantidade de ácido funcional em 1% do total da fórmula, o que corresponde a uma redução de 25% do total de inibidor de corrosão proporcional. Em todas formulações foi utilizada água de rede para completar 100%. Foi utilizada Triazina como biocida, não há fungicida nas formulações testadas. Fluido Sintético MEA/ TEA/ COR Mistura de ácidos dibásicos Ácido dodecanóico 3-Amino-4-Octanol Trietanolamina 85 Monoetanolamina 99,2 2-Amino-2-Metil-1-Propanol Polialquileno Glicol Éster Fosfórico Triazina Água Inibidor de Corrosão Inibidor de Corrosão Alcalinizante/ Neutralizante Alcalinizante/ Neutralizante Alcalinizante/ Neutralizante Alcalinizante/ Neutralizante Lubrificante Limite Lubrificante EP Biocida MEA/ TEA / DDDA EXT 1 / DDDA 4.00 EXT 1/ COR EXT 2/ COR EXT 3/ COR 4.00 3.00 3.00 4 4 5 4 4 5 4 4 4.00 Total 15 5 15 5 4.00 4 4 5 10 2 2 62.00 10 2 2 62.00 10 2 2 69.00 10 2 2 69.00 10 2 2 70.00 1.5 10 2 2 73.50 100 100 100 100 100 100 Tabela 1 – Formulações dos fluidos sintéticos. 3.2 - Protocolo de teste de corrosão em cavaco padrão Na condução deste teste foi utilizada a metodologia baseada na Norma DIN 51360 , Parte 2. Os testes foram realizados utilizando as formulações de fluidos imediatamente após sua diluição do concentrado, com as subsequentes inoculações semanais de fungos e bactérias, com o propósito de simular o envelhecimento do fluido e sua resistência à contaminação. Foram pesados precisamente 2g de cavaco de ferro fundido padrão sobre papel filtro quantitativo (filtragem ultra lenta – diâmetro de 90 mm) previamente posicionado em uma placa de petri. Os cavacos de ferro foram umidecidos uniformemente com 2 mL de fluidos em concentrações de 1, 2, 3, 4 e 5%. A placa de petri foi coberta com a tampa superior por um período de 2 horas, a temperatura ambiente. Após este tempo, fluido e cavacos foram removidos utilizando água destilada e deixados para secar a temperatura ambiente por 24 horas para então ser feita a análise visual do grau de corrosão. Conforme a norma, os graus foram avaliados de 0 a 4, sendo 0 (zero) nenhuma corrosão, 1 (um) corrosão leve e 4 (quatro) corrosão severa. 3.3 - Protocolo de teste de contaminação microbiológica e corrosão Os testes microbiológicos foram conduzidos conforme modificação da Norma ASTM E2275. Esta metodologia consiste em colocar 400 mL do fluido diluido (95% água de rede e 5% DOW RESTRICTED - For internal use only do fluido concentrado) em erlenmeyer de 1000 mL, e posteriormente ser inoculado semanalmente, durante 20 semanas, por com uma mistura de bactérias/ fungos apropriados para testes em fluidos de usinagem. A solução inoculante consiste em 10E6 de bactérias e 10E4 UFC/ mL , sendo UFC/mL definida como unidades formadoras de colônias por mililitros. Cavacos de ferro foram adicionados ao fluido para simular o ambiente de campo. Para esta simulação foram realizados ciclos de testes que consistem dos fluidos serem agitados continuamente em agitador orbital por 5 dias, seguido por um repouso de 2 dias. Estes ciclos foram realizados até encontrar no fluido, por 2 semanas consecutivas, uma contagem total de bactérias (UFC/mL) maior ou igual a 1x10E5 e/ou 1x10E3 de fungos. Estas contagens são determinadas utilizando meios de cultura apropriados para crescimento de fungos e bactérias em placa de Petri. O pH do fluido foi medido semanalmente e quando necessário foi adicionado água para compensar o volume perdido por evaporação. No momento em que o teste de envelhecimento acelerado falhar, ou seja quando fôr detectada contaminação por bactéria ou fungo, a inoculação semanal da mistura de microoganismos é cancelada. 4 - RESULTADOS A seguir, serão apresentados os resultados dos testes microbiológicos, assim como o impacto na manutenção do pH e resistência à corrosão. 4.1 - Resistência à Bactérias O gráfico na Figura 1 apresenta as semanas de controle do crescimento de bactérias em função das diferentes formulações de aminas testadas. À partir dos resultados apresentados, conclui-se que a formulação que contém a amina 3-Amino-4-Octanol apresenta melhor resistência ao crescimento de bactérias e fungos. Durante as 20 semanas testadas, as 4 formulações que continham 3-Amino-4-Octanol apresentaram significativa resistência ao desenvolvimento de bactérias. As formulações base, que continham apenas a combinação de TEA/ MEA, apresentaram contaminação significativa após 4 semanas. DOW RESTRICTED - For internal use only Figura 1 – Resultados de contaminação microbiológica por bactérias 4.2 - Resistência à Fungos O gráfico na Figura 2 apresenta as semanas de controle do crescimento de fungos em função das diferentes formulações de aminas testadas. À partir dos resultados apresentados, conclui-se que, apesar de não ter fungicida nas formulações, o crescimento de fungos não foi tão expressivo quanto o das bactérias. As formulações base, que continham apenas a combinação de TEA/ MEA, apresentaram contaminação maior à partir da semana 15, enquanto que aquelas formuladas com 3-Amino-4-Octanol apresentaram um controle no desenvolvimento de fungos. Figura 2 – Resultados da contaminação microbiológica por fungos 4.3 - Estabilidade do pH DOW RESTRICTED - For internal use only O gráfico na Figura 3 mostra as variações de pH em função do tempo. Nas formulações base que continham apenas TEA/ MEA foi verificada uma acentuada variação de pH, enquanto que as demais formulações que continham 3-Amino-4-Octanol apresentaram uma variação mais controlada do pH no mesmo período. Figura 3 – Resultados da estabilidade do pH 4.4 - Controle de Corrosão As Figuras 4,5,6 e 7 apresentam as informações relacionadas ao controle de corrosão. Este teste foi realizado simultaneamente ao de resistência à contaminação microbiológica, por um período de 14 semanas, com todas as formulações. À partir dos resultados apresentados, conclui-se que as formulações que contém o 3Amino-4-Octanol apresentaram melhores resultados do que as formulações base que continham apenas TEA/ MEA. Relembrando que os testes foram realizados nas diluições do fluido nas concentrações de 1 a 5%; e que os graus de corrosão foram avaliados de 0 a 4, sendo 0 (zero) nenhuma corrosão, 1 (um) corrosão leve e 4 (quatro) corrosão severa. Os dados apresentados nas Figuras abaixo são relacionados apenas nos casos onde o cavaco de ferro apresentou corrosão, numa determinada formulação, no período de testes especificado. DOW RESTRICTED - For internal use only Fluido – Semana 1 Figura 4 – Resultados dos testes de corrosão na semana 1 Semana 1. A figura 4 mostra que durante este período as formulações que continham apenas TEA/ MEA nas concentrações de 3%, 4% e 5% não apresentaram corrosão. A formulação com 5% não apresentou corrosão em nenhuma das formulações. DOW RESTRICTED - For internal use only Fluido – Após 4 Semanas Figura 5 – Resultados dos testes de corrosão após 4 semanas Semana 4. A Figura 5 mostra uma maior uniformidade entre os resultado de corrosão após 4 semanas de inoculações consecutivas Fluido – Após 8 Semanas Figura 6 – Resultados dos testes de corrosão após 8 semanas. DOW RESTRICTED - For internal use only Semana 8. A figura 6 demonstra uma tendência de melhor performance para as formulações que continham a 3-Amino-4-Octanol. As formulações base que contém apenas TEA/MEA basicamente falharam em quase todas as concentrações. Fluido – Após 14 Semanas Figura 7 – Resultados dos testes de corrosão após 14 semanas. Semana 14. A Figura 7 mostra que os resultados foram melhores nas formulacões que continham 3-Amino-4-Octanol e também na formulação em que a MEA foi substituida totalmente pela 2-Amino-2-Metil-1-Propanol. 5 - CONCLUSÃO Com base nos resultados apresentados, pode-se concluir que a presença de amina de alto peso molecular, neste caso a 3-Amino-4-Octanol e sua combinação com a 2-Amino-2-Metil-1Propanol, influencia na performance do fluido de usinagem nas concentrações de diluição comumente utilizadas entre 3% e 5% . Nestes casos ficaram evidentes a estabilidade do pH, a melhoria na resistência à contaminação microbiológica, e uma melhor resistência à corrosão dos metais. Tais benefícios não foram evidenciados nas formulações onde utilizou-se apenas MEA/TEA, em qualquer das concentrações de diluição testadas. DOW RESTRICTED - For internal use only Conclui-se que a utilização de 3-Amino-4-Octanol proporciona uma maior longevidade para os fluidos de usinagem, promovendo uma redução de custos no processo, considerando uma menor frequencia na troca de fluido de usinagem e maior vida útil dos equipamentos proporcionada pela redução na corrosão dos metais. REFERÊNCIAS BIBLIOGRÁFICAS [1] DINIZ, A. E., “Tecnologia da usinagem dos materiais” Anselmos Eduardo Diniz, Francisco Carlos Marcondes, Nivaldo Lemos Coppini – 3. Ed. – São Paulo: Artiliber, p. 165-181, 2001. [2] YANG, L., “Techniques for corrosion monitoring” - Cambridge , Woodhead Publishing Limited, p. 7-45, 2008. [3] BYERS. J.P., “Metalworking Fluids” - 2. Ed. CRC Taylor & Francis, p. 175-229, 2006. [4] ROSSMOORE, L.H. and ROSSMOORE, H.W., “Metalworking Fluid Microbiology in Metalworking Fluids”. BYERS, J.P. – 2. Ed. Marcel Dekker, Inc, p. 247-271, 1994. [5] BRUTTO, Patrick E. “The Influence of Amine Structure on Performance in MWFs”. Tribology & Lubication Technology, p. 26-32, 2011 [6] LEE, M.; CHANDLER, A.C., “A study of the nature, growth and control of bacteria in cutting compounds”. Journal of Bacteriology, p. 373–386, 1941. [7] GENNER, C. and HILL, E.C. “Fuel and Oils. In Microbial Biodeterioration”, 1981. [8] Disponível em ANGUS Chemical Company como CORRGUARD™ EXT Amino Alcohol WWW.ANGUS.COM (Acessado em: 29 mai. 2011) DOW RESTRICTED - For internal use only Currículo resumido do autor: Eduardo Galdino Alves Lima, é formado em Licenciatura e Bacharelado em Ciências Química com Atribuições Tecnológicas pela Faculdade Fisolofia Ciências e Letras de São Bernardo do Campo - FASB, Especialização em Gestão e Tecnologia em Projeto de Produto pela FEI e Mestrando em Química Tecnológica pela Universidade Federal de São Carlos, atua há mais de dez anos na área de aplicação de especialidades químicas industriais em diversos mercados. Atualmente é Especialista Técnico e de Desenvolvimento de Aplicações de Dow Performance Additives - ANGUS na América Latina. Eduardo Lima Diamond Tower Av. das Nações Unidas, 14171 São Paulo/SP - 04794-000 Fone: 55 11 5188 9949 [email protected] DOW RESTRICTED - For internal use only
Download