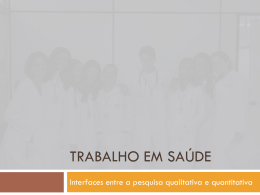
JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 06-49 INFLUÊNCIA DA ADIÇÃO DE UMA LIGA TENAZ NA RESISTÊNCIA AO DESGASTE ABRASIVO DE CONJUGADOS PROCESSADOS POR ASPERSÃO TÉRMICA A BASE DE WC-CO Cristina Godoya, Marília M. Lima a, J.C.A. Batistaa Escola de Engenharia da Universidade Federal de Minas Gerais Rua Espírito Santo, 35 Belo Horizonte/Minas Gerais, Brasil – CEP: 30160 030; [email protected] a Os modelos para desgaste abrasivo por deformação plástica prevêem que o volume de material removido por abrasão varia inversamente com a dureza do material, H. Por outro lado se o desgaste for causado por fratura frágil, uma correlação inversa entre taxa de desgaste e a tenacidade elevada a uma potência é esperada ocorrer. Neste trabalho o influência da razão H/E no desempenho ao desgaste é discutida para recobrimentos aspergidos termicamente. Diferentes conjugados foram produzidos tendo como substrato um aço ABNT 1020: um primeiro conjugado a base de WC12Co e um segundo conjugado a base de 50%(WC12Co) 50%(NiCr) em duas condições: “como depositado” e “como fundido”, i.e., sujeito a uma fusão após a deposição. Foi produzido também um conjugado duplex com uma camada WC12Co no topo e uma camada intermediária de NiCrAl. O desgaste abrasivo foi realizado por escorregamento de um pino recoberto sobre lixas de papéis de alumina. Dois diferentes modos de desgaste foram realizados através de mudança do valor da carga e do tamanho da partícula abrasiva. No primeiro modo, desgaste brando, uma carga normal igual a 11,7N e uma lixa abrasiva de alumina com tamanho de partícula igual a 45 mícron foram empregados. No segundo modo, desgaste severo, utilizou-se uma carga normal igual a 24,9N e uma lixa abrasiva de alumina com tamanho de partícula igual a 430 mícron. No desgaste brando uma correlação inversa foi encontrada entre H/E e a taxa de desgaste. Uma alta dureza e um baixo módulo de elasticidade (medido pelo método de indentação Knoop) associados ao recobrimento WC12Co, garantiu uma razão H/E alta e assim uma maior resistência ao desgaste abrasivo por deformação plástica que os conjugados com recobrimento a base de 50%(WC12Co) 50%(NiCr). No modo de desgaste severo, o recobrimento 50%(WC12Co) 50%(NiCr), fundido após a deposição, apresentou a menor taxa de desgaste. A adição da liga NiCr em WCCo diminuiu a dureza e aumentou o módulo de elasticidade. Mas a sua tenacidade á fratura, medida pelo teste de indentação Vickers, foi mais alta que a do recobrimento no estado “como depositado” e que a do recobrimento WC12Co, garantindo uma maior resistência ao desgaste abrasivo. A melhor resistência ao desgaste pelo conjugado duplex em relação ao monocamada WC12Co, em ambos modos de desgaste, pode ser atribuída atribuído à adição da liga NiCrAl, como camada intermediária. Uma redução no módulo de elasticidade e um aumento na tenacidade do conjugado duplex garantiu a sua melhor resposta ao desgaste abrasivo. Palavras Chaves: desgaste abrasivo, recobrimentos por aspersão térmica, tenacidade à fratura por indentação, razão dureza/módulo de elasticidade. 1. INTRODUÇÃO Recobrimentos de WCCo são freqüentemente usados em aplicações envolvendo desgaste abrasivo. Ressalta-se no entanto que a maioria das aplicações para utilização de metal duro, na realidade, envolvem ambientes intrinsecamente corrosivos [1]. Ou seja, em geral conjugados aspergidos termicamente com WCCo têm sido utilizados em meios que são agressivos mecanicamente e quimicamente ao mesmo tempo. Considerando aplicações envolvendo solicitações químicas e mecânicas simultaneamente, Godoy et al. [2-4] desenvolveram conjugados com uma arquitetura estrutural capaz de responder adequadamente á corrosão e ao desgaste abrasivo ao mesmo tempo. Objetivando associar a alta resistência à corrosão de uma liga à base de NiCr [5] com a elevada resistência ao desgaste de WCCo [6] construiu-se recobrimentos a partir de um pó constituído de uma mistura desses componentes. Entretanto o controle da estrutura do recobrimento produzido com essa mistura é fundamental desde que, dependendo da mesma, podese haver formação de pilhas galvânicas entre a liga de WCCo e a de NiCr. Recobrimentos produzidos por aspersão a plasma (APS) a partir da mistura de pós a base de WCCo e de uma liga NiCr, em estudos anteriores [7], apresentaram uma microestrutura formada de lamelas de WCCo e de NiCr, sem ter havido uma verdadeira mistura dos pós. A baixa velocidade das partículas neste processo de deposição levou a esta microestrutura heterogênea. Utilizando-se do processo de aspersão à combustão hipersônica (HVOF), Godoy et al. [2-4] estudaram recobrimentos a partir do pó pré ligado 50%(WC12Co)50%(NiCr), na condição de “como depositado” e “fundido após deposição”. Uma microestrutura mais homogênea foi obtida. No entanto, embora esta liga apresentou um ganho na resistência à corrosão relativa ao conjugado monocamada, uma redução relativa na dureza superficial foi produzida. Esta diminuição da dureza do recobrimento WCCo, ao se tentar misturar o mesmo a ligas anticorrosivas, levou ao desenvolvimento de um conjugado duplex, construído a partir de uma camada de topo de WCCo e uma camada intermediária de NiCrAl, liga esta com propriedades de resistência à corrosão. Nesse sistema, a solicitação de desgaste na superfície do componente 596 JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 se fará principalmente na superfície do recobrimento de WCCo e a camada intermediária teria o papel de impedir que meios corrosivos penetrem até a superfície do substrato, resultando em maior tempo de vida. Este trabalho buscou verificar a influência da mudança na arquitetura estrutural dos conjugados WCCo, com a introdução de ligas anticorrosivas, na resistência ao desgaste abrasivo. Sabe-se que dois principais mecanismos podem atuar na remoção de material da superfície por abrasão: o de deformação plástica levando a corte e o de fratura frágil [8]. No caso de desgaste por deformação plástica a equação de Archard descreve a taxa de desgaste, ou seja: Q = KW H desgastado dividido pela energia mecânica associada ao contato (V/s.W). Na equação (1), k é igual a Q/W e para uma dada severidade do processo (K) depende inversamente da dureza. Na equação (2), k é proporcional a W1/4 e é inversamente proporcional ao produto Kc3 / 4 H1 2 . Isto significa que aumentar a dureza de um material pode, em certas condições de severidade, aumentar a taxa de desgaste, desde que em geral, quando maior a dureza de um material menor a tenacidade. A introdução de ligas metálicas, do tipo NiCr e/ou NiCrAl em metal duro, diminui a dureza por um lado mas pode aumentar a tenacidade e, desta forma ampliar as condições de uso de recobrimentos aspergidos termicamente a base de WCCo. (1) 2. PROCEDIMENTO EXPERIMENTAL onde Q é igual o volume total de material removido por distância de escorregamento (s), W é a carga normal total aplicada; K é uma constante adimensional associada à severidade do desgaste e H é a dureza. Esta equação prediz uma relação inversa de Q, quantidade de material removido com a dureza, ou seja o desgaste é dependente da resistência do material à deformação plástica localizada. Além disso, a severidade de desgaste é associada a um parâmetro definido como θc, ângulo efetivo de ataque das partículas abrasivas e é função das propriedades elásticas do material. Um valor alto de θc significa uma penetração maior da partícula abrasiva levando ao corte de material, produzindo desgaste. Uma razão alta do módulo de elasticidade com a dureza, E/H, leva a um alto valor de θc. Se um material apresentar alta dureza e baixo módulo de elasticidade, ou seja baixo E/H, condições de maior severidade serão necessárias para levar o mesmo ao desgaste por deformação plástica . O segundo mecanismo atuante em desgaste abrasivo é de fratura frágil onde a remoção de material se dá por propagação de trincas. A equação predita neste caso pode ser escrita como: W 5 4 d1 2 .................................(2) 34 A1 4 Kc H 1 2 onde: α5 é uma constante, W é a carga total aplicada, d, é a dimensão linear das partículas, A é a área aparente de contato, Kc é a tenacidade à fratura e H a dureza. Este modelo prediz que a dependência de Q, material removido por unidade de distância percorrida com a tenacidade é maior que com a dureza. Além disso prevê uma relação não linear com carga e que para uma dada carga e uma dada área de contato; a taxa de desgaste aumenta com a raiz quadrada do tamanho da partícula. Em desgaste por fratura frágil as taxas de desgaste são muito superiores que as taxas de desgaste em processos de desgaste por deformação plástica [8]. Para efeito de comparação entre materiais, um coeficiente de desgaste, k, expresso nas dimensões de 10-6 mm3 /Nm, é definido e representa o volume Q = α 5 06-49 Quatro conjugados foram produzidos, a saber: (i) WC12Co, depositado por aspersão à combustão hipersônica (HVOF); (ii) 50%(WC12Co)50%(NiCr), depositado por aspersão à combustão hipersônica (HVOF). Dois conjuntos de conjugados foram produzidos a partir deste pó: um primeiro grupo “como depositado” e um segundo grupo que sofreu fusão após deposição. (iii) Duplex, constituído de uma camada intermediária de NiCrAl, depositado por aspersão a plasma atmosférico, e uma camada de topo de WCCo, depositada por HVOF Os testes de desgaste foram realizados através do ensaio de pino-sob-disco, sendo o pino uma amostra revestida de 25,4mm de diâmetro e o disco uma lixa abrasiva. Duas condições de severidade foram simuladas. Para a condição de desgaste brando (baixa severidade) empregou-se um abrasivo de Al2 O3 com tamanho do grão igual a 45 m e carga normal de 11,7N. Para a condição de desgaste severo (alta severidade) o abrasivo utilizado foi Al2 O3 com tamanho de grão igual a 430 m e carga normal de 24,9N. Nessas duas condições, medidas de perda de massa em função da distância percorrida pela amostra foram tomadas. Determinou-se a densidade dos recobrimentos através de método de picnometria a gás utilizando-se um picnômetro a gás Quanta Chrome, modelo SPY-3. A partir da avaliação do volume desgastado (massa removida/densidade) calculou-se o coeficiente de desgaste k e definiu-se a resistência ao desgaste (1/k ) de cada um dos conjugados testados. As durezas dos conjugados foram avaliadas através da microdureza, aplicando uma indentação Vickers na seção transversal do recobrimento com carga de 500gf e tempo de aplicação da carga de 15 segundos. Determinou-se os módulos de elasticidade dos recobrimentos através do método de indentação Knoop que se baseia na recuperação elástica da menor diagonal dessa indentação [9]. As medidas de módulo de elasticidade foram tomadas na seção transversal do recobrimento utilizando cargas de indentação de 300gf e 500gf com um tempo de aplicação da carga de 15 segundos. A tenacidade à fratura, KIC, foi determinada 597 JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 06-49 pelo método de indentação Vickers, na seção transversal do recobrimento, utilizando-se os modelos desenvolvidos por Nihaara [10,11] para avaliação de tenacidade à fratura por indentação [4]. 3. RESULTADOS E DISCUSSÕES Os valores de dureza medidos para os revestimentos (tabela III) mostram que o recobrimento WCCo possue a maior dureza entre os conjugados estudados e é o recobrimento que apresentou o módulo de elasticidade mais próximo do medido para o substrato (aço ABNT 1020). Vários autores têm remarcado que falhas de sistemas com recobrimento duro/substrato macio, sobre várias situações tribológicas incluindo processos de desgaste, ocorrem preferencialmente por arrancamento do recobrimento do substrato, em função de gradiente de propriedades elásticas existente entre o recobrimento e o substrato [12]. Desta forma, deste ponto de vista, o conjugado monocamada WCCo se mostra mais promissor para aplicações tribológicas. A adição de uma liga à base de NiCr ao pó de WCCo, levou à redução da dureza do recobrimento 50%(WC12Co)50%(NiCr). A fusão posterior promoveu um ligeiro aumento da dureza. A microestrutura deste conjugado “como depositado” é constituída de lamelas ricas em WCCo e lamelas ricas em NiCr, paralelas à interface recobrimento/substrato, enquanto a microestrutura após a fusão apresenta uma estrutura mais homogênea, sem presença de lamelas, com menor porosidade e com interdifusão entre os constituintes, levando à obtenção de um recobrimento com propriedades mais homogêneas ao longo de todas as direções (isotrópico) e mais próximas de WCCo sinterizado. Por outro lado, a adição da liga à base de NiCr no metal duro promoveu um ligeiro aumento no módulo de elasticidade que cresceu ainda mais com a fusão do recobrimento de 50%(WC12Co)50%(NiCr). Por outro lado, esta adição de NiCr à liga de WC12Co forneceu um acentuado aumento da tenacidade à fratura por indentação, e a posterior fusão desse recobrimento aumentou ainda mais essa propriedade. (a) (b) Figura 1: Microestruturas dos Conjugados 50%(WC12Co)50%(NiCr)/ aço ABNT 1020 (a) “Como Depositado” e (b) recobrimento Fundido. H (MPa) 1,11±0,02 2,3±0,1 10,1±0,5 E (MPa) 179±33 94±12 194±39 Aço 1020 NiCrAl WC12Co 50%(WC12Co) 50%(NiCr) 5,7±0,4 229±46 “Como Depositado” 50%(WC12Co) 50%(NiCr) 8,0±0,4 378±58 “Fundido” Tabela III. Propriedades dos conjugados. KIC (MPam1/2 ) ----1,6±0,9 21±14 8,8±0,1 Os resultados dos ensaios de desgaste mostraram que na condição simulada de desgaste brando (Figura 1a), a maior resistência ao desgaste (1/k ) está associada ao duplex WCCo/NiCrAl seguido do conjugado monocamada, WC12Co. Ambos possuem uma camada de topo de WCCo, recobrimento este de maior dureza. Amaior resistência ao desgaste do conjugado duplex em relação ao monocamada, nas condições brandas de desgaste, deveu-se provavelmente à adição da camada intermediária de NiCrAl na construção do conjugado duplex, que embora tenha resultado em uma redução na dureza final do conjugado, diminuiu mais acentuadamente o módulo de elasticidade levando ao aumento da razão H/E para o conjugado. Para todos os conjugados, uma correlação entre a razão H/E e a resistência ao desgaste foi encontrada, corroborando ao previsto para desgaste por deformação plástica. Uma menor dureza e um maior módulo de elasticidade encontrado para o conjugado “como fundido” comprometeram a sua resistência ao desgaste, na condição que o mecanismo de deformação plástica é predominante. No entanto, na condição severa de desgaste abrasivo (figura 1a) este conjugado, com recobrimento fundido após deposição e com adição de liga apresentou a melhor resposta ao desgaste. E o conjugado monocamada WCCo apresentou a pior resposta. Estes resultados são exatamente o oposto encontrado para os conjugados solicitados na condição de severidade branda. Nesta 598 JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 situação uma correlação da resistência ao desgaste com a tenacidade à fratura por indentação foi encontrada, sugerindo que o mecanismo de desgaste predominante nessa condição foi por fratura frágil. O melhor desempenho do conjugado duplex em relação ao conjugado monocamada de WC12Co pode ser justificado pela influência da camada intermediária (NiCrAl) que, sendo de caráter metálico e, conseqüentemente mais tenaz, levou a um aumento da tenacidade do conjugado como um todo. 0,06 400 1/k 350 0,05 H/E 300 0,04 250 0,03 200 150 0,02 4. CONCLUSÕES 1- O conjugado duplex WC12Co/NiCrAl/aço apresentou melhor resposta ao desgaste abrasivo em relação ao conjugado monocamada WCCo, em condições de severidade branda e severa. 2A fusão do recobrimento 50%(WC12Co)50%(NiCr) garantiu uma estrutura homogênea, isotrópica e tenaz. Em condições de alta severidade em desgaste, este recobrimento apresentou a maior resistência ao desgaste abrasivo. 3- Foram determinadas uma correlação entre desgaste abrasivo por deformação plástica e a razão H/E e uma correlação entre desgaste abrasivo por fratura frágil e tenacidade à fratura por indentação. Estes resultados apontam a importância de monitorar propriedades de elasticidade e de tenacidade, além das propriedades mecânicas, em conjugados com recobrimentos aspergidos termicamente. 100 0,01 Agradecimentos Os autores agradecem a FAPEMIG e ao CNPq pelo apoio financeiro concedido para o desenvolvimento deste trabalho. 50 0 0,00 WCCo (CD) (F) Duplex (a) 12 50 CONDIÇÃO SEVERA 3 45 10 1/k 3 40 Kc 35 8 30 6 25 20 4 15 10 2 5 0 Tenacidade à Fratura (MPa m1/2) Resistência ao Desgaste, (Nm/mm3 ) 0,07 CONDIÇÃO BRANDA 450 Razão H/E Resistência ao desgaste (Nm/mm3) 500 06-49 0 WCCo CD F Duplex (b) Figura 1. Gráficos de resistência ao desgaste abrasivo (1/k ) em condições (a) branda e (b)severa. As respostas diferenciadas quanto à resistência ao desgaste abrasivo em condições brandas e severas, (figuras 1A e 1B) apresentados pelos conjugados recobertos com 50%(WC12Co)50%(NiCr) no estado como depositado e fundido após deposição, confirma a importância da estrutura do recobrimento, desde que os mesmos apresentam a mesma composição química. Além disso, o melhor desempenho do conjugado duplex WC12Co/NiCrAl/aço em relação ao conjugado monocamada WC12Co, nas duas condições de severidade, indica que o desempenho de conjugados processados por aspersão térmica em desgaste, não depende apenas das propriedades superficiais dos mesmos e sim das propriedades dos conjugado como um todo. A construção de um recobrimento duplex, apesar de estar associado a um aumento de custo, mostrou com estes resultados ser uma idéia promissora. E finalmente a resposta de um conjugado ao desgaste depende muito do tipo solicitação mecânica: nem sempre recobrimentos mais duros são mais resistentes ao desgaste, a tenacidade pode ser a propriedade mais fundamental em aplicações onde a severidade é muito alta. 5. REFERÊNCIAS BIBLIOGRÁFICAS [1] H.S. KALISH, Corrosion of cemented carbides, In: ASM HANDBOOK, Corrosion, v. 13, 9th Edition, (1987) 846-858. [2] M. M. LIMA, C. GODOY, M. P. COLLARES, Anais do 56º Congresso Anual da ABM Internacional, 2001, pp. 117-126. [ 3 ] C. GODOY, E. A. SOUZA, M. M.LIMA, J.C.A. BATISTA, Thin Solid Films, USA, 420-21, 2002, pp. 438-445. [4] M. M. LIMA, C. GODOY, J.C.A. BATISTA, P. J. MODENESI, Materials Science & Engineering A, 357, 2003, pp. 337-345. [5] I. AZIZ, Corrosion of nickel-base alloys, In: ASM HANDBOOK of Corrosion, 13, 9th Edition, p. 641657, 1987. [6] H. CHEN, I.M HUTCHINGS, Surface and Coatings Technology, 107, 1998, pp.106-114. [7] C. GODOY, J.C.A.BATISTA, Journal Of Thermal Spray Technology, n. 4, 8,1999, pp. 531-536. [8] I. M. HUTCHINGS, “Tribology : Friction and Wear of Engineering Materials”, CRC Press. Boca Raton, 1992, p. 273. [9] D.B. MARSHALL, T. NOMA, A.G. EVANS, Communications of the American Ceramic Society, 65 (10), 1982, pp. C-175-C-176. [10] K. NIIHARA, Journal of Materials Science Letters , 2, 1983, p. 221-223,. [11] K.NIIHARA, R.MORENO, D.P.H ASSELMAN, Journal of Materials Science Letters, 1, p. 13-16, 1982. [12] K. HOLMBERG, A. MATTHEWS, “Coatings tribology: properties, techniques and applications in surface engineering”, London: D. Dowson, 1994, p. 442. 599
Baixar