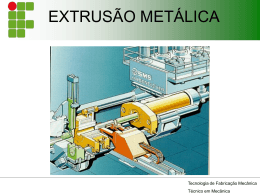
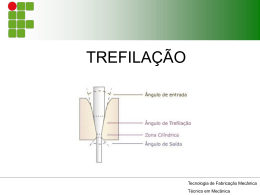
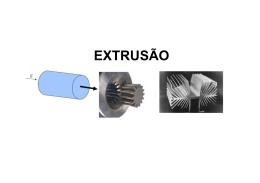
PUC Goiás ENGENHARIA DE CONTROLE E AUTOMAÇÃO Disc.: Processos de Fabricação II Prof. Jorge Marques Aula 7 Processos de Conformação Mecânica EXTRUSÃO e TREFILAÇÃO Referências: CHIAVERINI, V. Tecnologia Mecânica. Vol. II Telecurso 2000. Processos de Fabricação. BRESCIANI, E. F. et. al. ; Conformação plástica dos metais. Extrusão Processo que consiste em fazer um tarugo ou lingote passar por um orifício de seção menor, forçando-o a escoar por este orifício. Extrusão Invertida Matéria prima para a extrusão Quanto à forma • Lingotes provenientes de processos de fundição inicial. • Barras ou tarugos proveniente de processo de laminação. Quanto à composição química • Ligas dúteis não ferrosas, principalmente de alumínio. A quente e a frio. • Aços, a quente, em volume menor de aplicação Produtos Extrudados Características da Extrusão em relação à laminação Vantagens • Mais homogeneidade estrutural • Menor tolerância dimensional • Reduzida oxidação superficial. Desvantagens • Maior custo de equipamentos • Menor velocidade de trabalho • Comprimento limitado do perfil. Máquina de Extrusão • Prensa hidráulica de até 8 mil toneladas , com componentes conforme ilustra a figura Ferramental O processo de Extrusão 1. O tarugo (ou lingote) é aquecido em forno. 2. Rapidamente o tarugo é transportado para um apoio diante do recipiente e do pistão. 3. O pistão é acionado e empurra o tarugo 4. Após completado o curso do pistão, o recipiente se afasta, permitindo a retirada do resto do tarugo. 5. Antes do próximo tarugo, faz-se a remoção de óxidos e resíduos. Ciclo do processo de Extrusão Ciclo do processo de Extrusão Ciclo do processo de Extrusão Temperatura de Extrusão • Geralmente acima da temperatura de recristalização. • Muitas vezes, para elevar a trabalhabilidade plástica eleva-se a temperatura até cerca de 50°C abaixo da temperatura de fusão. • Porém, elevadas temperaturas podem comprometer a máquina de extrusão, ferramentas e acessórios; aumentam as oxidações e reduzem as propriedades mecânicas Força de Extrusão 𝐴𝑜 𝐹 = 𝜎𝑒𝑠𝑐 𝐴𝑜 ln 𝐴𝑓 𝐹 = força necessária de extrusão 𝜎𝑒𝑠𝑐 = Tensão de escoamento 𝐴𝑜 = Área da seção transversal inicial 𝐴𝑓 = Área da seção transversal final TREFILAÇÃO Trefilação • Assim como na extrusão, a trefilação também consiste em fazer um corpo (metálico) de dimensões de seção inicial a passar por uma fieira que força este corpo a reduzir a seção. • A diferença é que na trefilação o material é puxado enquanto que na extrusão é empurrado. – Dependendo das dimensões da seção fica difícil conformar por compressão (empurra), mas é possível por tração (puxa) • O processo de trefilação também é chamado de ESTIRAMENTO. Fieira • Ferramenta que executa a trefilação Trefiladoras • São máquinas de tração por bobina ou .... Trefiladoras • Carro de tração (ou banco de tração) • As bobinas são usadas para fios e os carros para barras e tubos. Forças de Trefilação • As grandes trefiladoras tracionam 100 ou mais toneladas. • A expressão que calcula a força de tração é idêntica a da extrusão. 𝐴𝑜 𝐹 = 𝜎𝑐 𝐴𝑜 ln 𝐴𝑓 • As velocidades podem chegar a 100 m/min. Continuidade da massa • Volume inicial = volume final 𝑙𝑖𝐴𝑖 = 𝑙𝑓𝐴𝑓 𝑙𝑖 e 𝑙𝑓 = comprimento inicial e final, respectivamente 𝐴𝑖 e 𝐴𝑓= área seccional inicial e final, rspectivamente Expressão válida também para a extrusão. Exemplos de produtos trefilados • As matérias primas para a trefilação são o fio máquina obtido por laminação e todos os produtos da extrusão. • A trefilação após o processo de extrusão é executado para reduzir seções e/ou melhorar acabamentos e propriedades mecânicas dos materiais. Vídeo
Baixar