UNIVERSIDADE DA AMAZÔNIA – UNAMA
BRUNA FARIAS MARQUES DOS REIS
OLIVAR MESSIAS MAIA SARAIVA
DESENVOLVIMENTO DE UM PROJETO ESPACIAL DE
INSTALAÇÃO PARA UMA FILIAL DE FÁBRICA DE PISOS DE
MADEIRA NO ESTADO DO PARÁ
BELÉM – PA
2013
BRUNA FARIAS MARQUES DOS REIS
OLIVAR MESSIAS MAIA SARAIVA
DESENVOLVIMENTO DE UM PROJETO ESPACIAL DE
INSTALAÇÃO PARA UMA FILIAL DE FÁBRICA DE PISOS DE
MADEIRA NO ESTADO DO PARÁ
Trabalho
de
conclusão
de
curso
apresentado ao Centro de Ciências Exatas
da Universidade da Amazônia – UNAMA,
como requisito para a obtenção do grau de
Engenheira de Produção.
Orientador: Prof. Msc. Isaias de Oliveira
Barbosa Júnior.
BELÉM – PA
2013
BRUNA FARIAS MARQUES DOS REIS
OLIVAR MESSIAS MAIA SARAIVA
DESENVOLVIMENTO DE UM PROJETO ESPACIAL DE
INSTALAÇÃO PARA UMA FILIAL DE FÁBRICA DE PISOS DE
MADEIRA NO ESTADO DO PARÁ
Trabalho
de
conclusão
de
curso
apresentado ao Centro de Ciências Exatas
da Universidade da Amazônia – UNAMA,
como requisito para a obtenção do grau de
Engenheira de Produção.
Orientador: Prof. Msc. Isaias de Oliveira
Barbosa Júnior.
Banca Examinadora:
________________________________________
Prof. Msc. Isaias O. Barbosa Júnior
Orientador – UNAMA
________________________________________
Prof. Msc. Yveline Bianca
UNAMA
________________________________________
Prof. Msc. Vitor Willian Martins
UEPA
Apresentado em: 11/12/2013
Conceito: Aprovado
BELÉM – PA
2013
Dedico esta, bem como todas as minhas demais
conquistas, aos meus avós maternos (in memorian),
a minha amada mãe e a minha “dinda”.
Bruna Farias.
AGRADECIMENTOS
A Deus, que guiou meus passos durante esta caminhada. O que seria de mim
sem a fé de que Tu estás sempre no controle.
Aos meus avós maternos (José Alves e Lindalva Farias) pelo amor, educação
e por todos os valores a mim repassados. Que falta vocês me fazem!
A minha Mãe, pela vida, essência, educação, enfim por tudo que sou. A sua
resignação, força, paciência, amor e fé me sustentam em pé. Esta vitória é muito
mais sua do que minha.
Aos demais familiares, pelo carinho e apoio, em especial ao meu irmão
(Amaro Marques) por aturar de perto todo meu stress e ainda sim, manter-se
cúmplice, inclusive neste projeto.
Aos queridos mestres, por todas as trocas de conhecimento, em especial a
exímia profissional Bia Pancieri, pelo incentivo e amizade - criando um marco na
minha vida acadêmica. E não podendo esquecer, ao grande, orientador, prof. Isaias
Barbosa, pela paciência e disponibilidade.
Aos colegas de turma, o convívio agradável e a todas as bagunças feitas.
Destacando o “gigante” (Bruno Queiroga) e a Camila Alves, pela irmandade gerada,
que me apoiou nas mais variadas situações. Os levarei para toda vida. E não menos
especial, ao Olivar Saraiva, por todo aprendizado e principalmente por ter
embarcado comigo neste projeto.
Bruna Farias.
Dedico esta obra a DEUS, minha esposa e filhos,
pais e irmãs e a todas as pessoas que contribuíram
para a realização deste sonho.
Olivar Saraiva
AGRADECIMENTOS
Neste momento especial de minha vida agradeço a DEUS por o ter permitido
que acontecesse. Também, porque, somente Ele o sabe e escolheu o tempo certo
para isso. A mim, cabe somente aceitar e prosseguir, com fé.
À família que escolheu para mim. Meus pais, minhas irmãs que sempre
pertenceram a minha existência, desde muito cedo até os dias de hoje. Sem ela, o
meu caráter, a minha personalidade e o meu destino não seriam os mesmos. São
seres que respeito e prezo. Incondicionalmente.
À família que me deu para tomar conta, após a maioridade. Minha esposa,
Ana Cláudia, que me proporcionou a tranquilidade que precisei e o ombro amigo nas
horas difíceis. Aos meus filhos, Felipe, Arthur e Matheus, de quem me orgulho, e
que foram um estímulo a mais para a concretização do sonho.
Aos demais familiares, que direta ou indiretamente contribuíram de alguma
forma para essa realização.
Aos professores e colegas de turma, que partilharam conhecimento,
companheirismo e até mesmo divergências necessárias para o engrandecimento
pessoal e profissional.
Especialmente, a minha comparte de TCC, a amiga Bruna Farias Marques
dos Reis, que dividiu comigo a realização de grande parte dos trabalhos acadêmicos
do curso.
Um agradecimento incomensurável a minha irmã Márcia, por tudo que
significou no alcance desse objetivo.
Olivar Saraiva.
“Pois nele vocês foram enriquecidos em tudo, isto é, em toda palavra e em todo
conhecimento.”
(1 Coríntios 1:5)
RESUMO
Um planejamento de instalações amplo e bem organizado é primordial para que as
empresas dêem continuidade ao seu projeto de expansão, quando decidem abrir
uma filial. Pode ser revertido em ganhos substanciais, com redução de custos,
decorrentes, por exemplo, do acerto na escolha do local e na definição de um
arranjo físico racional e harmônico. Nesse contexto: a análise das variáveis de
influência, com a posterior aplicação do método de localização, se constitui em fator
determinante, a medida que fornece informações precisas para eliminar incertezas;
a definição de layout, em níveis do planejamento espacial, mais ou menos
abrangentes, produz o detalhamento necessário - que favorece o entendimento
lógico - para a instalação. Nesse estudo são apresentados os principais conceitos
que envolvem as quatro primeiras fases de planejamento espacial, propostas por
Lee (1998), por meio de uma pesquisa aplicada e exploratória, cujo desenvolvimento
possibilitou a apresentação de um projeto de instalações para uma unidade de uma
fábrica de pisos de madeira, com a definição da melhor localização para se instalar a
sua filial, a cidade de Paragominas, atestando a redução significativa de custos de
mais de 43%, decorrente da escolha do método de localização apropriado e da
implementação do arranjo físico eficiente, tendo como base a metodologia do
planejamento sistemático de layout, alcançando o objetivo a que se propôs, ao servir
de ferramenta de apoio à tomada de decisão.
Palavras-Chave: Projeto Espacial; Localização; PSL; Layout.
ABSTRACT
Planning a broad and well organized facilities is paramount for companies to give
continuity to its expansion project, when they decide to open a branch. Can be
reversed in substantial gains, reducing costs, arising, for example, the settlement site
selection and the definition of a rational and harmonious physical arrangement. In
this context: the analysis of the variables of influence, with the subsequent
application of the method of location, constitute a determining factor, as it provides
accurate information to eliminate uncertainty, the layout definition in levels of spatial
planning, more or less comprehensive produces the necessary detail - which favors
the logical understanding - for installation. This study presents the main concepts
involving the first four phases of spatial planning, proposed by Lee (1998 ), by means
of applied and exploratory research, the development of which enabled the
presentation of a project facility for one unit of a plant hardwood floors, defining the
best location to install its subsidiary, Paragominas, attesting to the significant cost
savings of over 43 %, due to the choice of the appropriate method of localization and
implementation of effective physical arrangement, based on the methodology of
systematic layout planning, achieving the goal it has set itself, to serve as a support
for decision-making tool.
Keywords: Project Space; Location; PSL; Layout.
LISTA DE FIGURAS
Figura 1 – Método de PSL.........................................................................................29
Figura 2 – Diagrama de relacionamento. ..................................................................30
Figura 3 – Polos madeireiros no Pará. ......................................................................35
Figura 4 – Camadas do piso engenheirado...............................................................38
Figura 5 – PA-256: acesso à Paragominas ...............................................................55
Figura 6 – Entrada da cidade. ...................................................................................55
Figura 7 – Visão panorâmica do terreno ...................................................................56
Figura 8 – Diagrama de relacionamento dos setores. ...............................................60
Figura 9 – Diagrama de blocos para os setores. .......................................................61
Figura 10 – Layout a nível macro ..............................................................................61
Figura 11 – Sequência de processos e máquinas. ....................................................62
Figura 12 – Diagrama de relacionamento das máquinas. .........................................63
Figura 13 – Diagrama de blocos para as máquinas. .................................................63
Figura 14 – Balanceamento da linha de produção. ...................................................64
Figura 15 – Proposta de layout para a filial. ..............................................................66
Figura 16 – Fluxo da madeira....................................................................................66
Figura 17 – Planta da fábrica matriz. .........................................................................70
LISTA DE TABELAS
Tabela 1 – Níveis de planejamento de espaço..........................................................20
Tabela 2 - Legenda do diagrama de relacionamento. ...............................................30
Tabela 3 – Custo do frete por cidade. .......................................................................42
Tabela 4 – Média do custo do frete. ..........................................................................44
Tabela 5 – Distâncias entre a fábrica matriz e seu mercado fornecedor. ..................45
Tabela 6 – Média do custo unitário mensal por cidade. ............................................45
Tabela 7 – Quantidade adquirida da madeira dos últimos cinco anos. .....................47
Tabela 8 – Média da quantidade de insumo..............................................................48
Tabela 9 – Custo de transporte da matriz. ................................................................50
Tabela 10 – Previsão de demanda. ...........................................................................50
Tabela 11 – Parâmetros. ...........................................................................................52
Tabela 12 – Partindo de Tailândia .............................................................................52
Tabela 13 – Partindo de Baião. .................................................................................53
Tabela 14 – Partindo de Paragominas. .....................................................................53
Tabela 15 – Partindo de Dom Eliseu. ........................................................................53
Tabela 16 – Tempo de máquina na fabricação de pisos engenheirados. .................58
Tabela 17 – Número de máquinas. ...........................................................................59
Tabela 18 – Distribuição de tarefas. ..........................................................................65
Tabela 19 – Custo por cidade. ..................................................................................67
LISTA DE ABREVIATURA E SIGLAS
AIMEX
Associação das Indústrias Exportadoras de madeiras do Estado do Pará
ANPM
Associação Nacional dos Produtores de Pisos de Madeira
CELPA
Centrais Elétricas do Pará
CEO
Chief Executive Officer [Diretor executivo]
COSANPA Companhia de Saneamento do Pará
CTRCs
Conhecimentos de Transporte Rodoviário de Carga
FSC
Forest Stewardship Council [Conselho de Manejo Floresta]
IBGE
Instituto Brasileiro de Geografia e Estatística
IDEFLOR
Instituto Desenvolvimento Florestal do Pará
NFs
Notas fiscais
PIB
Produto Interno Bruto
PSL
Planejamento Sistemático de Layout
REMADE
Revista da madeira
SETAP
Tempo decorrido para a troca
UNAMA
Universidade da Amazônia
SUMÁRIO
1. CONSIDERAÇÕES INICIAIS .............................................................................15
1.1
OBJETIVOS DA PESQUISA ...........................................................................15
1.2
PROCEDIMENTOS METODOLÓGICOS ........................................................17
1.2.1
Caracterização do Estudo ........................................................................17
1.2.2
Coleta de Dados ........................................................................................18
1.2.3
Elementos de análise ................................................................................19
1.2.4
Limitações da pesquisa ............................................................................19
2. REVISÃO DA LITERATURA ..............................................................................20
2.1
2.2.1
PROJETO ESPACIAL .....................................................................................20
Localização ................................................................................................21
2.2.1.1 Método da mediana ....................................................................................23
2.2.1.2 Método do momento ...................................................................................24
2.2.1.3 Método máxima cobertura ..........................................................................25
2.3
NIVEL SUPRA .................................................................................................25
2.4
NIVEL MACRO ................................................................................................26
2.4.1
Arranjo físico .............................................................................................26
2.4.2
Capacidade de máquinas .........................................................................28
2.4.3
Planejamento Sistemático de Layout – PSL ...........................................29
2.5
2.5.1
NÍVEL MICRO .................................................................................................31
Balanceamento da linha de produção .....................................................32
2.5.1.1 Tempo de ciclo ............................................................................................32
2.5.1.2 Número de operador ...................................................................................32
2.5.1.3 Percentual de ocupação .............................................................................33
2.5.1.4 Eficiência .....................................................................................................33
2.6
ABORDAGEM EXPERIMENTAL E CLONAGEM ............................................33
2.7
SETOR MADEREIRO NO ESTADO DO PARÁ ..............................................34
2.7.1
Piso de madeira.........................................................................................36
2.7.2
Piso engenheirado ....................................................................................37
3. ESTUDO DE CASO ............................................................................................39
3.1
HISTÓRICO DA EMPRESA ............................................................................40
3.2
PRIMEIRO NÍVEL: GLOBAL ...........................................................................41
3.3
SEGUNDO NÍVEL: SUPRA ESPAÇO .............................................................53
3.4
TERCEIRO NÍVEL: MACRO ESPAÇO ...........................................................57
3.4.1
Obtenção de dados ...................................................................................57
3.4.2
Planejamento do espaço ..........................................................................61
3.5
QUARTO NÍVEL: MICRO ESPAÇO ................................................................62
3.6
ANÁLISE DOS RESULTADOS .......................................................................67
4. CONSIDERAÇÕES FINAIS ................................................................................72
4.1
EXTENSÃO DA PESQUISA ............................................................................73
REFERÊNCIAS .........................................................................................................75
APÊNDICE ................................................................................................................79
ANEXO......................................................................................................................81
15
1.
CONSIDERAÇÕES INICIAIS
A expansão do negócio de uma empresa, após sair da fase das ideias
difusas, sobre como e quando fazê-lo, deve se iniciar por um planejamento. Se essa
expansão implica na escolha de um novo local para se instalar uma filial, esse
planejamento precisa, obrigatoriamente, estar ligado a um projeto de instalações.
O projeto completo de uma instalação necessita contar com o envolvimento
de todas as áreas da organização, e não a de engenharia somente, embora, na
maioria das vezes, seja essa última, a de maior evidência. Um estudo muito
particular e ainda pouco explorado sobre projeto de instalações é apresentado pelo
autor Quartmann Lee em seu livro Projeto de Instalações e do Local de Trabalho,
que enfatiza que um projeto ideal de instalação deve partir do geral para o particular,
onde as questões maiores devem ser decididas em primeiro lugar e o
dimensionamento do espaço deve ser o centro da coordenação do projeto como um
todo.
Para o autor, um projeto espacial para instalação de uma fábrica é composto,
basicamente, por cinco níveis de planejamento, a saber: planejamento global,
planejamento do supra espaço, planejamento do macro espaço, planejamento do
micro espaço e planejamento do sub micro espaço.
No contexto apresentado, a pesquisa que envolveu o trabalho teve como
premissa o fato de que a empresa possui um alto custo com o transporte da matéria
prima, de que faz uso, na transformação para o produto acabado que comercializa, e
está decidida a encontrar um meio de reduzi-lo, através da expansão do seu
negócio, optando por abrir uma filial.
Este trabalho apresenta um estudo de instalações de uma unidade de uma
fábrica de pisos de madeira, com o intuito de responder a seguinte questão: Qual a
melhor localização para se instalar a filial, de modo a reduzir custos, identificando o
método e planejamento adequado à instalação, nos quatro primeiros níveis do
planejamento espacial, servindo como ferramenta de apoio à tomada de decisão?
1.1
OBJETIVOS DA PESQUISA
Nesse diapasão, o estudo tem o propósito de apresentar um projeto espacial
para instalar a filial de uma fábrica de pisos de madeira, definindo a melhor
16
localização e o layout mais adequado, seguindo a metodologia proposta por Lee,
nos quatro primeiros níveis de planejamento espacial, em que será pormenorizado o
planejamento do espaço para cada nível do projeto de instalação.
No primeiro nível, o objetivo será escolher o método de localização para
definir qual o melhor local da nova instalação, de modo a reduzir custos de
transporte com a captação de matéria prima.
No segundo nível, a pesquisa tem a finalidade de se mostrar a inserção da
nova instalação, em permeio aos recursos existentes no seu entorno, suas
características e utilidade no local onde funcionará.
Os estudos do terceiro e quarto níveis do planejamento se pautam na
metodologia do Planejamento Sistemático de Layout – PSL, com o auxílio das
ferramentas do diagrama de relacionamento, diagrama de blocos, capacidade de
máquina e balanceamento de linha, para se identificar o layout mais apropriado, que
contribua para a obtenção de processos mais eficientes e, ao mesmo tempo,
garanta maior produtividade às operações. Com isso, ter-se-á a proposta do projeto
de instalação da fábrica filial, para apresentação aos dirigentes da empresa.
Para Lee (1998), as instalações de uma empresa estão entre os seus bens
mais caros e duráveis, representando o maior item do ativo, na maioria dos balanços
patrimoniais. Portanto, um projeto de instalações amplo e bem planejado pode
significar um fator crítico para a sustentabilidade da própria empresa, no mercado a
que se dispõe a atuar. Nesse âmbito, o estudo se justifica em virtude de que o custo
mais expressivo da empresa é encontrado na atividade de transporte de matéria
prima. Portanto, a correta decisão da instalação da fábrica resultará numa economia
de escala para empresa ao longo do tempo, conforme será demonstrado no estudo
de caso.
Em outra direção, não menos importante, o setor madeireiro no Estado do
Pará é um dos mais extensos e diversificados, reflexo da abundância desse recurso
natural, nessa unidade da Federação. Seu aproveitamento e comercialização
ocorrem desde a forma bruta, à montante, até a transformação plena, resultando em
bens mais refinados, à jusante da cadeia, estando presente nos setores primário,
secundário e terciário.
O instituto de desenvolvimento florestal do Pará - IDEFLOR por meio de um
relatório apontou que o setor, em 2008, apresentou um valor adicionado de US$
4,46 bilhões, gerando 30.481 empregos, participando, respectivamente, com 9,6% e
17
3,6% do PIB e dos empregos totais gerados no Estado. É uma atividade que
internaliza grande parte da renda e do emprego no local onde se estabelece,
portanto, um setor estratégico para o desenvolvimento rural da Amazônia.
Dessa forma, uma pesquisa que resulte em um projeto para se instalar a filial
de uma fábrica de pisos de madeiras, visando o aumento de sua produção e a
redução de seus custos, com certeza, será de grande relevância para a economia
paraense, em razão dos empregos, renda e divisas que gerará.
1.2
PROCEDIMENTOS METODOLÓGICOS
A metodologia está organizada no estudo por meio das seguintes etapas: a
observação sistemática do modelo pré-existente (objeto da pesquisa), coleta de
dados e informações, aplicação do conhecimento teórico, consolidação dos dados
obtidos, experimentação de alternativas de melhorias, visando elaborar uma
proposta para instalação da filial, com redução de custos.
1.2.1 Caracterização do Estudo
Segundo Silva e Menezes (2001), a elaboração de um projeto de pesquisa e
o desenvolvimento da própria pesquisa, seja ela uma dissertação ou tese,
necessitam, para que seus resultados sejam satisfatórios, estar baseados em
planejamento
cuidadoso,
reflexões
conceituais
sólidas
e
alicerçados
em
conhecimentos já existentes. Para esses mesmos autores, a pesquisa é um trabalho
em processo não totalmente controlável ou previsível. Adotar uma metodologia
significa escolher um caminho, um percurso global do espírito, onde, muitas vezes,
requer ser reinventado a cada etapa, precisando, então, não somente de regras,
mas sim, de muita criatividade e imaginação.
Para Gil (1999), a pesquisa tem um caráter pragmático, sendo um processo
formal e sistemático de desenvolvimento do método científico. Seu objetivo
fundamental é descobrir respostas para problemas mediante o emprego de
procedimentos científicos.
Minayo (1993) por meio de uma abordagem mais filosófica, considera que a
pesquisa seja a atividade básica das ciências na sua indagação e descoberta da
18
realidade, além de ser uma atividade de aproximação sucessiva da realidade que
nunca se esgota, fazendo uma combinação particular entre teoria e dados.
A natureza da pesquisa do presente projeto é classificada como do tipo
aplicada, pois seu objetivo principal é o de gerar conhecimentos para aplicação
prática, dirigidos à solução de problemas específicos.
O problema foi abordado no estudo, basicamente, de forma quantitativa e
qualitativa, uma vez que a tradução dos fenômenos e a atribuição de significados
foram essenciais no desenvolvimento da própria pesquisa.
Do ponto de vista de seus objetivos, a pesquisa referente ao projeto é
atribuída como exploratória, pois envolveu um levantamento bibliográfico, entrevistas
com pessoas que tiveram experiências práticas com o problema pesquisado,
fornecendo informações.
Segundo Goldemberg (1997) é desejável que uma pesquisa científica
preencha os seguintes requisitos:
A existência de uma pergunta que se deseja responder;
A elaboração de um conjunto de passos que permitam chegar à resposta;
A indicação do grau de confiabilidade na resposta.
Para Goldemberg (2004), uma das dificuldades do estudo de caso está
associada ao fato de que, a totalidade do que se quer pesquisar é uma abstração
científica que deve ser construída em função do problema a ser investigado.
1.2.2 Coleta de Dados
A fase de coleta de dados ocorreu nos meses de fevereiro a julho de 2013.
Nas visitas à fábrica foram utilizadas técnicas de observação, entrevistas com
pessoas chave em cada departamento da empresa, desde a alta direção, área de
planejamento e da área operacional, acesso ao banco de dados da organização e
aos arquivos físicos, para levantamento de informações úteis à análise de dados.
Outros dados foram pesquisados e obtidos de junto a AIMEX, CELPA, COSANPA,
IBGE, IDEFLOR, Google Earth e Prefeitura Municipal de Paragominas.
19
1.2.3 Elementos de análise
Os elementos considerados na análise da pesquisa foram: identificação do
sistema
de
funcionamento
da
empresa,
informações
e
dados
obtidos,
respectivamente, com pessoas e em seus arquivos, variáveis de influência e
métodos de localização, arranjos físicos e ferramentas de determinação de layout.
Procurou-se estabelecer um raciocínio análogo, utilizando o método de recurso
comparativo dos dados obtidos na empresa com sua provável aplicabilidade no
projeto da filial.
No que consiste à etapa de identificação do sistema da empresa, o objetivo
principal foi o de conhecer a rotina de funcionamento e processos internos que
servirão como base para a nova fábrica, já que seus padrões deverão ser mantidos.
Para tanto, se valeu de entrevistas informais e observações, aliados à coleta de
dados, que foram importantes para a composição da proposta.
Na etapa de definição do local para instalação da filial, partiu-se do postulado
de que já eram conhecidas as cidades fornecedoras de matéria prima, decidindo-se,
portanto, pela utilização do método do momento para se chegar à melhor
localização, dentro dessa circunvizinhança.
Na etapa referente à escolha do layout lançou-se mão do método do
Planejamento Sistemático de Layout – PSL e de ferramentas para se definir o nível
de aproximação entre os setores da empresa.
1.2.4 Limitações da pesquisa
Tendo como principal obstáculo o tempo, a pesquisa trouxe como limitação o
quinto nível do planejamento do espaço, proposto por Lee (1998) na metodologia de
projeto espacial de instalação.
20
2.
REVISÃO DA LITERATURA
Neste capítulo serão abordados os principais conceitos teóricos relacionados
a esta pesquisa.
2.1
PROJETO ESPACIAL
Segundo Lee apud Luzzi (2004), o método de projeto espacial propõe que o
planejamento de layout possa ser dividido em cinco níveis: global, supra, macro,
micro e Submicro espaço. Para este autor o planejamento do macro espaço é o
mais importante dos níveis, pois, estabelece a organização fundamental da planta
de produção e os padrões de fluxo de materiais, proporcionando, em longo prazo,
ganhos de produtividade e lucratividade.
A tabela 1 apresenta um detalhamento contendo as principais características
para cada nível do projeto espacial.
Tabela 1 – Níveis de planejamento de espaço.
NÍVEL
ATIVIDADE
UNIDADE DE
PLANEJAMENTO DE
ESPAÇO
AMBIENTE
RESULTADO
Global
Localização e
seleção
Locais
Continente,
pais ou
cidade
Definição do
local
Supra
Planejamento
Características da
instalação
Local
Planta da
instalação
Macro
Layout da
instalação
Setores
Instalação
Projeto da
planta industrial
Micro
Layout dos
setores
Características dos
setores
Setores
Projeto dos
setores
Submicro
Projeto das
estações de
trabalho
Localização das
ferramentas de
trabalho
Estação de
trabalho
Projeto das
estações de
trabalho
Fonte: Lee (p.14, 1998).
21
2.2
NÍVEL GLOBAL
Este é o primeiro nível de planejamento espacial, ou seja, o nível mais amplo
e sistêmico de planejamento. Segundo Luzzi (2004), neste nível a empresa decide
onde deve localizar suas instalações em um nível global, ou seja, em qual
continente, país, estado, cidade etc. devem estar localizadas as instalações que
serão utilizadas pela empresa.
Para Gaither et al. (2005) a estabilidade do governo, disponibilidades e custos
de mão de obra, cotas de exportação e importação, taxas de câmbio da moeda,
sistemas de transporte e comunicação, oferta de energia, clima, incentivos,
restrições governamentais, peculiaridades culturais e econômicas são fatores que
afetam as decisões quanto à localização.
Lee (1998) afirma que nesta etapa a organização deve definir qual sua
missão, cujo propósito é obter um resumo de seus produtos, processos e principais
tarefas da produção, sendo um guia importante para os planejadores de instalação.
“As decisões a respeito de localizações são bastante complexas, pois muitas
variáveis e incertezas estão presentes, tornando difícil entender todas as
informações simultaneamente” (GAITHER & FRAZIER, 2005, p.134).
2.2.1 Localização
“A localização geográfica de uma operação está relativamente ligada aos
recursos, a outras operações ou clientes com os quais a empresa interage” (SLACK
et al., 1997, p.139).
Ballou (2001) classificou os problemas enfrentados ao determinar localização
em cinco categorias:
Força direcionadora;
Número de instalações;
Escolhas discretas;
Grau de agregação de dados;
Horizonte de tempo.
E afirma que a força direcionadora depende do setor onde a empresa atua. Certos
fatores são mais importantes que outros no momento de decisão de localização, e
estes acabam direcionando a decisão. Por exemplo, no setor varejista, a
22
proximidade dos clientes é muito mais importante do que para no setor industrial,
pois no primeiro caso os clientes, que são os consumidores finais da cadeia
produtiva, precisam se deslocar até a empresa. Cobra (1994) exemplifica que para
as prestadoras de serviço: hospital, vídeo-locadora, loja de consertos, etc., a
acessibilidade ao local pode ser o fator principal da localização, especialmente
quando as receitas e os custos não são determinados com facilidade.
Outro fator que também é muito importante na fase do planejamento é definir
a quantidade de unidades produtivas. A localização de instalação única evita a
necessidade de considerar entre as unidades as forças competitivas de demanda,
efeitos de consolidação de estoque, custos de instalações, proximidade entre mão
de obra especializada para cada linha de montagem, entre outros. Os custos de
transporte são a consideração primária nestes casos.
Davis et al., (2001) explicam que a globalização dispersou os clientes, e como
consequência os custos de distribuição aumentaram de importância. Além dos
custos propriamente ditos, é também preciso considerar os tempos de entrega.
Maccormak et al., (1994) consideram que os custos de mão de obra, custos
de distribuição, custos de instalação e taxas de câmbio são fatores quantitativos
para a decisão de localização de uma fábrica. Há exemplo de quanto são
importantes esses fatores quantitativos, várias siderúrgicas no ABC paulista saíram
da região devido o custo elevado da mão de obra, comparado a de outras cidades
fora do Estado de São Paulo. Porém, é preciso levar em consideração também que
embora o custo de mão de obra em muitas áreas seja muito baixo, os trabalhadores
dessas mesmas regiões não têm, frequentemente, qualificações e educação
adequadas.
Sato (2002) afirma que os custos de instalação ganharam destaque no país
nos últimos anos devido à guerra fiscal entre os Estados. A fim de atraírem
empresas, os governos estaduais passaram a oferecer terrenos gratuitos, isenção
de impostos, incentivos fiscais, entre outras vantagens, o que reduz os custos de
instalação da empresa.
Franco (1998) acredita que as taxas de câmbio também podem ser um
importante fator de atração de investimentos diretos. A desvalorização das moedas
locais, como ocorreu no Japão e no Brasil, torna os produtos desses países mais
competitivos no exterior, e por consequência aumenta as exportações dos mesmos.
23
Em virtude desse fato, muitas empresas transnacionais acabaram instalando-se ou
aumentando a sua capacidade produtiva nesses países com dólar valorizado.
Para Ballou (2001) é preciso levar em consideração a questão do tempo,
adotando o método estático ou dinâmico. O método estático seleciona localizações
em dados de um único período de tempo, tal como um ano. Entretanto, os planos de
localização podem cobrir muitos anos de uma só vez, especialmente se as
instalações representam um investimento fixo e os custos de movimentação de um
local para outro são altos. Por isso, leva-se em consideração na pesquisa, dados
dos últimos cinco anos (2008 – 2012). Até o final do século XX, essa decisão quanto
à localização dependia quase que totalmente do feeling pessoal do CEO da
empresa, sem a adoção de nenhum método científico, afirma Dias (1993). Esse
técnica procedia apenas dos anos de experiência no ramo. No entanto, isso não é
mais o suficiente para fazer frente aos concorrentes. Os autores, Brandeau et al.
(1989) afirmaram que muitas pesquisas começaram a ser feitas para se definir
métodos científicos que pudessem auxiliar na tomada de decisão quanto à
localização de novos empreendimentos. Longenecker (1997) mais tarde diz que
existem duas variáveis que impactam na decisão de localização: as alterações na
demanda de bens e serviços e as alterações na oferta de insumos para a operação.
Com o passar do tempo, e com as pesquisas mais avançadas, surgiram vários
métodos de localização. E neste estudo, optou-se elucidar por três métodos, como
se pode conferir abaixo.
2.2.1.1
Método da mediana
Este modelo também é muito utilizado em ambientes industriais, já que tem
por objetivo localizar uma ou mais unidades fabris dentre um conjunto de possíveis
pontos previamente identificados, e a partir disso, fornecer para diversos centros de
consumo. Existe uma seleção prévia de um conjunto J de localidades potenciais que
podem acolher as instalações (como mediana).
Reese
(2006)
expressa
métodos de resolução: Sejam, ḹ o conjunto de clientes que demandam determinado
serviço; J o conjunto de candidatos potenciais a localizar o posto de serviço; 𝑑𝑖𝑗 a
matriz de distâncias entre os clientes 𝑖 ∈ ḹ e os candidatos potenciais 𝑗 ∈ 𝐽 ; 𝑥𝑖𝑗 a
decisão de alocação, isto é, se 𝑥𝑖𝑗 = 1 o cliente é alocado à instalação 𝑗 , e 𝑥𝑖𝑗 = 0 ,
24
no caso contrário; 𝑦𝑗 a decisão sobre selecionar o candidato 𝑗 como posto de
serviço, isto é 𝑦𝑗 = 1 se 𝑗 ∈ 𝐽 for selecionado para oferecer o serviço e 𝑦𝑗 = 0, caso
contrário; e 𝑓𝑖 o custo fixo de selecionar o vértice 𝑗 para oferecer o serviço. Então, o
problema de localização de uma planta simples pode ser formulado como:
𝑀𝑖𝑛
(1)
𝑍 = ∑ ∑ 𝑥𝑖𝑗 𝑑𝑖𝑗 + ∑ 𝑓𝑖 𝑦𝑗
𝑖∈ḹ 𝑗∈𝐽
𝑆𝑢𝑗𝑒𝑖𝑡𝑜 𝑎:
𝑗∈𝐽
(2)
∑ 𝑥𝑖𝑗 = 1, 𝑖 ∈ ḹ
𝑗∈𝐽
𝑥𝑖𝑗 ≤ 𝑦𝑗 ;
𝑥𝑖𝑗 ∈ {0,1};
𝑦𝑗 ∈ {0,1};
𝑖 ∈ ḹ, 𝑗 ∈ 𝐽
𝑖 ∈ ḹ, 𝑗 ∈ 𝐽
𝑗∈𝐽
(3)
(4)
(5)
A definição da função objetivo (1) considera um conjunto potencial de
instalações para atender demanda e é somada ao custo de se criar uma instalação
em 𝑗 . Quanto às restrições, a (2) indica o conjunto de localizações examinado
restringe-se ao conjunto de candidatos potenciais para prestar o serviço, a restrição
(3) assegura que um cliente somente é atendido num local onde existe uma
instalação que oferece o serviço e as restrições (4) e (5), impõem variáveis de
decisão binárias.
2.2.1.2
Método do momento
É um método simples e intuitivo que presume a existência dos momentos
populacionais (cliente; mercado; fornecedor) e a interação entre eles, a ideia básica
é simular esta interação partindo de uma cidade para as demais, e igualar os
momentos das amostras aos momentos da população para encontrar a solução da
equação (6) em função das componentes da amostra: 𝑎 custo unitário de transporte;
𝑏 quantidade transportada e 𝑐 distância percorrida. E sendo 𝑥 = {1,2,3, … , 𝑛} o
conjunto de cidades.
𝑛
𝑀𝑥 = ∑ 𝑎𝑥 𝑥 𝑏𝑥 𝑥 𝑐𝑥 )
𝑥=1
(6)
25
Dessa forma é possível mensurar o custo dos momentos e identificar então
qual o melhor para iniciar as atividades, vale ressaltar que o escolhido será o de
menor custo.
2.2.1.3
Método máxima cobertura
Neste modelo é dado um número pré-fixado 𝑝 de instalações e deseja-se
localizá-las para maximizar a demanda atendida.
Sejam, 𝑤𝑖 a demanda no vértice 𝑖 ∈ ḹ; 𝑝 o número de instalações a serem
ativadas; 𝑥𝑗 = 1 se o vértice for 𝑗 ∈ 𝐽 selecionado para se tornar uma instalação e
𝑥𝑗 = 0, caso contrário; se 𝑧𝑖 = 1 o vértice é 𝑖 ∈ ḹ atendido por alguma instalação e
𝑧𝑖 = 0, caso contrário. De tal modo, a expressão matemática é dada por:
𝑀𝑎𝑥
𝑍 = ∑ 𝑤𝑖 𝑧𝑖
(7)
𝑖∈ḹ
𝑆𝑢𝑗𝑒𝑖𝑡𝑜 𝑎:
(8)
∑ 𝑥𝑖 − 𝑧𝑖 ≥ 0, 𝑖 ∈ ḹ
𝑖∈𝑁𝑖
∑ 𝑥𝑗 = 𝑝
(9)
𝑖∈𝐽
𝑥𝑗 ∈ {0,1};
𝑗∈𝐽
(10)
𝑧𝑖 ∈ {0,1};
𝑖∈ḹ
(11)
A função objetivo (7) maximiza a cobertura da demanda; a restrição (8)
assegura que um cliente será coberto se existe pelo menos uma instalação
localizada dentro da distância de cobertura. A (9) restringe a exatamente 𝑝 o número
de instalações localizadas e as restrições (10) e (11) definem variáveis de decisão
do tipo binário.
2.3
NIVEL SUPRA
A análise supra faz referência às decisões de localização relacionadas ao
entorno. Neste segundo nível, ocorre o planejamento do local. Lee (1998) diz que se
deve prever expansões futuras da fábrica e a possível saturação do local. Expõe o
número, tamanho e localização dos prédios, bem como infra estrutura, estradas,
água e energia e mão de obra.
26
Para planejar e decidir de forma eficiente sobre a localização da instalação é
importante que se tenha o resultado do planejamento global. Assim, conforme
notado por Luzzi (2004), a análise supra, tem como finalidade avaliar e planejar o
fluxo físico de pessoas (operação/administração), de veículos e de matérias-primas
no entorno da instalação, além de avaliar a vizinhança quanto à segurança, item
importante a ser considerado na aquisição de qualquer tipo de instalação.
Lee (1998) afirma que como os terrenos são permanentes e caros, essa
decisão é de âmbito estratégico e de longo prazo. Portanto, só a alta gerência tem a
autoridade para a decisão.
2.4
NIVEL MACRO
A análise macro, para vários autores, é o nível mais importante do
planejamento de espaço. De acordo com Schmidt (2007), cada estrutura da
instalação é planejada por um macro - layout, formando a organização básica da
instalação.
Nesta etapa do planejamento determinam-se os fluxos de materiais e
informações, baseados na definição e localização dos departamentos operacionais.
Se for bem projetado, pode proporcionar grandes melhorias na produtividade e
lucratividade da empresa, podendo posicioná-la na direção do crescimento.
O estudo desses fluxos aliado as informações do processo produtivo permitirá
a composição um ou mais arranjos que serão usados para compor a proposta para a
filial.
2.4.1 Arranjo físico
Para Slack et al., (2002) o arranjo físico é definido como sendo o estudo do
posicionamento relativo dos recursos produtivos, homens, máquinas e materiais, ou
seja, é a combinação dos diversos equipamentos/máquinas, áreas ou atividades
funcionais dispostas adequadamente. É por meio dele que se decide onde colocar
todas
as
instalações,
máquinas,
equipamentos
e
pessoal
da
produção,
preocupando-se com o posicionamento físico dos recursos de transformação,
determinando a forma e a aparência desta unidade produtiva, e também o fluxo dos
recursos transformados através das operações.
27
Slack et al. (2002) ainda comentam que é uma atividade difícil e de longa
duração por causa das dimensões físicas dos recursos de transformação movidos,
podendo afetar o fluxo dos materiais e pessoas, o que poderá acarretar maiores ou
menores custos e eficácias da produção. Um erro pode gerar fluxos longos e
confusos, estoque de materiais, filas de clientes formando-se ao longo da operação,
inconveniência para os clientes, tempos de processamento longos, operações
inflexíveis, fluxos imprevisíveis e altos custos.
Segundo Krajewski et al., (2009) ao se alterar um arranjo físico, pode-se
afetar o modo de como uma empresa busca atingir suas prioridades. Os objetivos
visados com um bom arranjo são:
Aumentar a moral e satisfação no trabalho;
Incrementar a produção, reduzindo as demoras, manuseios e tempos de
manufatura (menor demora e distância);
Maior utilização de equipamentos, mão de obra e serviços (reduzindo
distâncias e tempos improdutivos);
Reduzir os riscos para os colaboradores;
Melhorar a comunicação.
Novamente, Slack et al. (2002) asseguram que para se projetar um arranjo
físico, deve-se fazer uma análise do que realmente deseja-se alcançar. Devem ser
muito bem compreendidos os objetivos estratégicos da produção, como ponto de
partida, dos muitos estágios que levam ao arranjo físico final da produção. Em várias
situações, torna-se necessário um estudo de:
Ineficiência das instalações (fabricação de novos produtos, aquisição de
máquinas, necessidade de maior espaço para estocagem, etc);
Redução dos custos de produção;
Variação da demanda (aumento ou decréscimo na produção);
Ambiente de trabalho inadequado (ruídos, temperaturas, iluminação, etc);
Excesso de estoques (fluxo do produto não está bom);
Manuseios excessivos (provocam estragos e atrasam a produção);
Instalação de uma nova fábrica.
De acordo com a estratégia buscada e de como os fatores externos são
importantes para a organização, esta deve escolher uma técnica que a auxilie na
tomada de decisão. Diante disto, Slack et al. (1997) classificam os arranjos físicos
em:
28
Arranjo físico por processo ou funcional;
Arranjo físico em linha ou por produto;
Arranjo físico posicional ou fixo;
Arranjo físico celular;
Arranjo físico híbrido, combinado ou misto.
Neste estudo, foi identificado que o arranjo físico é por processo,
caracterizado
pelo
maquinário
ser
agrupado
por
similaridade,
podendo
operacionalizar de formas diferentes, em um mesmo local. O material desloca-se
através das seções especializadas e de acordo com a necessidade de cada produto.
Outro ponto forte deste arranjo é a flexibilidade, o que permite a variedade de itens e
adequação da incerteza de demanda. Contudo, gera grande movimentação de
materiais.
2.4.2 Capacidade de máquinas
O cálculo do número de máquinas é um indicador importante para o estudo
de layouts. Ele norteia, assim com outros indicadores ao longo da pesquisa, o
espaço necessário segundo Martins et al.(2006). Para realizar o cálculo o autor leva
em consideração a quantidade que se pretende produzir, as horas trabalhadas e as
especificações técnicas dos equipamentos (tempo de processamento e dimensões).
É de posse dessas informações, que ele constitui a relação que determina o número
de produtos feitos por uma máquina durante um dia de trabalho. Onde: 𝑇𝑝 =
𝑡𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜; 𝑇𝑚 = 𝑡𝑒𝑚𝑝𝑜 𝑑𝑒 𝑚á𝑞𝑢𝑖𝑛𝑎.
𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑧𝑖𝑑𝑎 = 𝑄𝑝 =
𝑇𝑝
𝑇𝑚
(12)
A partir desse resultado, é possível calcular o número de máquinas. A fórmula (13)
expressa que, para se produzir a 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒𝑠𝑒𝑗𝑎𝑑𝑎 = 𝑄𝑑, meta, é necessário ter
𝑛 máquinas que produzam igual à 𝑄𝑝.
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑚á𝑞𝑢𝑖𝑛𝑎 =
𝑄𝑑
𝑄𝑝
(13)
As técnicas de análise e melhoria de layout estão cada vez mais sendo
empregadas no mercado, com o intuito de ajustar os processos produtivos,
buscando torna-los otimizados e eficientes, com minimização de desperdícios.
Segundo Amaral (2001) é nesse intuito que será realizado o estudo do layout da
29
fábrica, por meio do Planejamento Sistemático de Layout - PSL, para análise de
eficiência e possível melhoria na implantação da filial.
2.4.3 Planejamento Sistemático de Layout – PSL
Para Tompkins et al. (1996) o procedimento do PSL pode ser usado
sequencialmente para desenvolver inicialmente um layout de blocos e, a partir deste,
obter o detalhamento de cada setor planejado. Antes do prosseguimento de
qualquer planejamento de layout, todos os detalhes relacionados com processos
produtivos e fluxo de materiais devem ser obtidos. O PSL inicia com uma análise
designada pelas iniciais PQRST (produto, quantidade, rota, suporte e tempo). Essa
análise auxilia na coleta organizada dos dados de entrada do problema, que
constitui a etapa inicial de um fluxograma. O método está sumarizado na figura1:
Figura 1 – Método de PSL.
Fonte: Tompkins et al. (1996).
O método é dividido em três fases. A fase de Análise inicia com a avaliação
dos processos, onde todos os fluxos da produção são agregados a um diagrama,
como pode ser visto na figura 2.
30
Figura 2 – Diagrama de relacionamento.
Fonte: Schmidt (2007)
O diagrama de relacionamento é feito através de notações, que são
classificadas em letras, e cada uma com seu significado, como visto na tabela
abaixo.
Tabela 2 - Legenda do diagrama de relacionamento.
REPRESENTAÇÃO
SIGNIFICÂNCIA
VALORES DA
RELAÇÃO
A
E
Absolutamente necessário
Muito importante
6
5
Importante
Pouco importante
Desprezível
Indesejável
4
3
2
1
I
O
U
X
Fonte: Schmidt (2007).
Para determinar o diagrama, é necessário conhecer primeiramente as
unidades de planejamento de espaço (um prédio, um departamento, uma unidade
de produção ou um posto de trabalho, de acordo com o arranjo físico a ser
estudado) e realizar uma análise de afinidades. A comunicação ou interação pessoal
entre os colaboradores, movimentações de materiais entre os setores ou qualquer
outro fator que exija uma proximidade, precisam ser verificados. Neste estudo foram
feitos dois diagramas, como mostram as figuras 8 e 12, seção 3.4.1. O primeiro, com
a intenção de identificar a afinidade entre os setores da empresa; o outro, referente
ao processo produtivo. Na visão de Lee (1998) as afinidades são os fatores que
influenciam diretamente na necessidade de uma proximidade ou não entre os
setores ou postos de trabalho. Elas são ferramentas importantes para a elaboração
do layout.
31
Em relação à fase de pesquisa, Muther et al. (2000) iniciam esta fase com um
arranjo ideal de espaços. Na sequência, trabalha-se com um arranjo realístico,
idealmente apresentando uma mínima variação com relação ao ideal.
Segundo Krajewski et al. (2009) a construção do diagrama de blocos é feita
após definição das solicitações de espaço. O layout final surge da união desses
blocos, que representam os setores e espaços envolvidos. Yang
et al.
(2000)
alegam que as restrições adicionais de projeto e limitações práticas são
consideradas antes do início do desenvolvimento do layout de blocos.
Após desenvolvimento do layout, inicia-se a fase de Seleção, e para Kerns
(1999), é nesta fase os layouts sofrem uma avaliação de viabilidade e aprovação
entre os departamentos envolvidos. Este processo de avaliação deve considerar se
os critérios de projeto foram satisfeitos.
2.5
NÍVEL MICRO
Após a definição do arranjo do espaço no nível macro, se escolherá como as
unidades de planejamento de espaços serão organizadas nas estações de trabalho.
Assim, de acordo com Lee (1998, p. 110): “A ênfase muda do fluxo bruto de
materiais para o espaço pessoal e a comunicação”. O micro espaço se torna, então,
uma continuação da análise do macro, portanto, na unidade de planejamento de
espaço escolhida devem-se analisar os movimentos realizados, definindo seus
fluxos, de forma a tornar o ambiente seguro e que propicie satisfação dos
trabalhadores.
Segundo Neumann (2008) nesta etapa determina-se a localização das
máquinas, móveis e postos de trabalho para cada unidade do macro espaço. Além
disso, analisa-se como as pessoas e as máquinas trabalharão dentro do meio,
otimizando a utilização da área.
Novamente, Lee (1998) afirma que as considerações sociotécnicas são fortes
neste nível do planejamento. A estratégia operacional do negócio tem que estar
muito bem alinhada com a equipe de produção, pois caso contrário poderá
desestimular o trabalho em equipe.
32
2.5.1 Balanceamento da linha de produção
Segundo Aguiar et al., (2007) o balanceamento da linha de produção consiste
na atribuição das atividades aos postos de trabalho, que formam a linha, de forma
que todos os postos demandem aproximadamente o mesmo tempo de execução
das atividades a eles destinadas. O tempo de execução de cada operador tem que
ser o mais próximo possível, para que não exista atraso nas atividades seguintes.
O autor lista os procedimentos para a realização do balanceamento:
Definir a sequência de atividade;
Calcular o tempo de ciclo;
Calcular o número mínimo de postos de trabalhos;
Atribuir as atividades aos postos, seguindo a ordem natural do
processo;
Verificar se não existem outras soluções, objetivando sempre o menor
tempo ocioso;
Calcular o percentual de ocupação;
Calcular a eficiência da linha produtiva.
A seguir é mostrado como são obtidos os indicadores da linha de produção.
2.5.1.1
Tempo de ciclo
Para Martins et al.(2006), o tempo de ciclo é o tempo que a linha leva para
produzir uma peça.
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑐𝑖𝑐𝑙𝑜 = 𝑇𝑐 =
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜
𝑄𝑢𝑎𝑑𝑖𝑑𝑎𝑑𝑒 𝑑𝑒𝑠𝑒𝑗𝑎𝑑𝑎
(14)
A partir do tempo de ciclo, determina-se o número mínimo e teórico de operadores.
2.5.1.2
Número de operador
A fórmula (15) demonstra como encontrar o resultado.
𝑁ú𝑚𝑒𝑟𝑜 𝑜𝑝𝑒𝑟𝑎𝑑𝑜𝑟 = 𝑁𝑜𝑝 =
𝑇𝑒𝑚𝑝𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑑𝑒 𝑢𝑚𝑎 𝑝𝑒ç𝑎
𝑇𝑐
(15)
Para identificar o número real o autor propõe realizar simulações, distribuindo
as atividades e alocando nos posto de trabalho, não esquecendo sempre que cada
33
operador deverá trabalhar a menor ou igual ao tempo de ciclo. Procura-se o menor
índice de ociosidade.
2.5.1.3
Percentual de ocupação
Por melhor balanceada que a produção esteja sempre existirá postos de
trabalho com atividade que demandam menor tempo de produção, afirma o autor
Martins et al. (2006) Mas procura-se o equilibrar o tempo para reduzir a ociosidade
ou a sobrecarga dos postos. A taxa é encontrada a partir da fórmula (16).
𝑂𝑐𝑢𝑝𝑎çã𝑜 % =
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑑𝑜 𝑝𝑜𝑠𝑡𝑜
𝑇𝑐
(16)
O autor considera que outro fator importante também afere a confiabilidade
do balanceamento é a eficiência dele.
2.5.1.4
Eficiência
Uma vez já determinada a solução, calcula-se, através da fórmula (17), a
eficiência do balanceamento.
𝐸%=
2.6
𝑁ú𝑚𝑒𝑟𝑜 𝑡𝑒ó𝑟𝑖𝑐𝑜 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎𝑑𝑜𝑟
𝑁ú𝑚𝑒𝑟𝑜 𝑅𝑒𝑎𝑙
(17)
ABORDAGEM EXPERIMENTAL E CLONAGEM
Segundo Lee, (1998) as abordagens ao planejamento do layout das
instalações podem ser altamente organizadas ou extremamente aleatórias. Dentre
as abordagens citadas, o autor referencia algumas abordagens, que serão descritas,
resumidamente, a seguir.
A abordagem baseada na experiência é fundamentada na vivência, no senso
comum e no instinto. A experiência dos membros mais velhos da organização é
valiosa, contudo pode entrar em obsolescência devido a novas tecnologias e formas
de organização. Este tipo de abordagem, dita experimental, normalmente, não é
bem organizada e resulta da memória de um ou de poucos indivíduos, podendo
esquecer muitos detalhes.
34
A abordagem baseada na clonagem, simplesmente duplica uma instalação já
existente ou parte dela, por isso é uma tarefa bastante rápida. Se a instalação
existente é eficiente e se as condições são as mesmas, este tipo de abordagem
funciona bem. Para a maior parte dos casos, no entanto, a clonagem tem uso
limitado porque os locais, processos e pessoas são diferentes.
2.7
SETOR MADEREIRO NO ESTADO DO PARÁ
Um dos setores mais aquecidos e diversificados do Estado, reflexo da
abundância deste recurso natural e cujo aproveitamento e comercialização se dão
nas formas mais variadas na indústria de transformação no Brasil e para exportação.
A Amazônia brasileira é uma das principais regiões produtoras de madeira
tropical no mundo, atrás apenas da Malásia e Indonésia (OIMT, 2006).
A exploração e o processamento industrial de madeira estão entre suas
principais atividades econômicas, ao lado da mineração e da agropecuária.
Silva (2011) relata que o Pará concentra 51% das indústrias madeireiras e
gera 48% dos empregos neste setor, na Amazônia. Em seguida, aparece o Mato
Grosso com 33% da produção, enquanto Rondônia ocupa o terceiro lugar, 15%. O
restante, 7%, está distribuído entre os outros Estados. O Estado do Amazonas
contribui com apenas 2% da produção regional.
Segundo Veríssimo et al. (1998) uma localidade é considerada um polo madeireiro
quando atinge um volume de extração e consumo anual de madeira em tora igual ou
superior a 100 mil metros cúbicos.
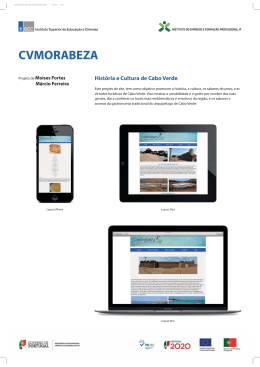
Conforme publicação da AIMEX, já são registrados 33 polos no Estado,
alimentando mais de 1.600 fábricas e fazendo circular pela região milhões,
mensalmente, com a atividade.
35
Figura 3 – Polos madeireiros no Pará.
Fonte: IMAZON.
A figura 3 ilustra o mapa do Estado e as regiões onde ocorrem a atividade de
exploração de madeira.
O setor madeireiro impulsiona com o alto peso a economia paraense pelos
empregos, renda e divisas que gera de forma direta, em dezenas de municípios da
Amazônia. Segundo a IMAZON, em 2004 este setor gerou quase 400 mil empregos,
o equivalente a 5% da população economicamente ativa da região e sua receita
bruta foi de US$ 2,3 bilhões.
Já em 2008, de acordo com Santana (2009), o Estado apresentou um valor
adicionado de US$ 4,46 bilhões e 30.481 novos empregos, participando,
respectivamente com 9,6% e 3,6% do PIB e do emprego total. O Setor gera grande
parte da renda e do emprego no local onde se estabelece, portanto, é de uma
importância vital para o desenvolvimento rural na Amazônia.
A comercialização interestadual dos produtos das cadeias produtivas de
madeira beneficiada, móveis e artefatos de madeira, apresentou superávit de R$
507,79 milhões em 2010, conforme informações da AIMEX.
36
Com relação ao mercado internacional, Santana (2009) disse que mesmo
diante da crise, o Estado do Pará apresentou um crescimento (superávit) na balança
comercial dos produtos da madeira de R$ 1,43 bilhão em 2009. Embora o cenário
não ter sido totalmente favorável, o Estado continuou como exportador mais
imponente deste produto, com um superávit total de R$ 1,93 bilhão (exportação R$
2,37 bilhões e importação R$ 0,44 bilhão). Com este saldo, a cadeia produtiva de
base florestal madeireira foi a mais importante entre as cadeias de base agrária
(florestal, agrícola, pecuária e pesca).
Carvalho (2012) explicou que mesmo com a grave crise enfrentada pelo setor
produtivo
florestal,
os
valores
exportados
de
produtos
industrializados
e
manufaturados de madeira do Pará cresceram 20,91%, em 2011.
2.7.1 Piso de madeira
Citados por Martins et al. (2002) definiram piso como sendo uma superfície
qualquer, contínua ou descontínua, construída com a finalidade de permitir o trânsito
pesado ou leve. Portanto, o uso e o ambiente em que será inserido, determinam a
escolha de um piso, considerando algumas características:
O piso de um compartimento deve ser compatível com seu acabamento;
O pavimento de um ambiente deve ser apropriado ao ambiente;
Deve-se levar em consideração a aquisição, a instalação o desgaste, a
manutenção e a conservação do piso;
Deve apresentar atrito necessário ao trânsito;
Deve apresentar resistência ao desgaste provocado pelo trânsito;
Inalterabilidade de cor e dimensões.
A Revista de madeira publicou que o piso de madeira decora e embeleza
qualquer aposento além de valorizar o imóvel com o tempo. De fato, numa pesquisa
nacional, nos Estados Unidos, 90% dos corretores imobiliários pesquisados,
afirmaram que imóveis com piso de madeira são vendidos mais rapidamente e com
preço mais alto em relação ao demais imóveis. São ecologicamente amigáveis, pois
vem de fonte natural e em muitos casos, de madeira de reflorestamento.
Os pisos de madeira apresentam custo-benefício adequado, pois ao se
comparar com outras opções de piso, os de madeira mantêm sua beleza e
37
integridade por muito mais tempo. É possível encontrar grande variedade de estilos,
cores e espécie de madeira.
Atualmente, segundo dados da Associação Nacional dos Produtores de Pisos
de Madeira - ANPM, aproximadamente 57% das vendas de madeira do Pará para o
exterior são de produtos com maior valor agregado. A madeira serrada,
representando 43,62%, continua liderando as exportações, acompanhada do
segmento de pisos, com 38,12%.
2.7.2 Piso engenheirado
Elegante, funcional e de fácil aplicação, um novo conceito de piso
ecologicamente correto, que diminui em 200% o impacto ambiental, surge a partir de
estudos para o reaproveitamento da matéria-prima e reciclagem dos resíduos da
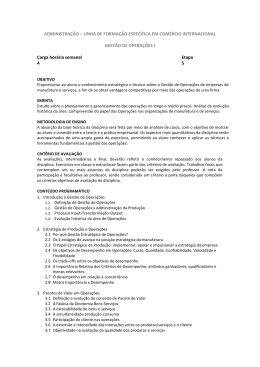
produção. Segundo Graneto (2010), a estrutura do piso é composta por três
camadas:
Madeira compensada: a camada de suporte é composta de madeira
compensada da melhor qualidade existente no mercado. Desenhada para
minimizar as chances de expansão e contração na camada superior, esta
madeira potencializa a estabilidade concedida ao piso pela camada de
madeira reciclada;
Madeira nobre reciclada: consiste num processo de reciclagem industrial, que
incorpora subprodutos da produção. Este material proveniente do primeiro
corte da madeira é reutilizado na construção da estrutura do piso, o que
confere ao mesmo maior estabilidade, quando comparado a um piso de
madeira sólido tradicional;
Madeira nobre: madeiras elegantes, duráveis e exóticas, típicas da região
Amazônia, provenientes de florestas bem manejadas. Com densidades entre
790 kg por metro cúbico até 1300 kg por metro cúbico.
38
Figura 4 – Camadas do piso engenheirado.
Fonte: Vitória Régia Exportadora.
No processo de fabricação do piso são utilizadas lâminas de madeira
compensada coladas, como em um painel, formando a base do piso. Na fase
seguinte, o compensado passa por processo de calibração e lixamento, para ajuste
da espessura, e recebe o miolo do piso - camada da madeira reciclada - e em
seguida são colocadas as lâminas de madeira nobre decorativas na face. A fase
final consiste de cortes longitudinais em larguras finais do piso, perfilamento
longitudinal e transversal para encaixes e aplicação de material de acabamento
superficial.
Enquanto o piso de madeira maciça muda de dimensão consideravelmente, à
medida que sofre alterações de umidade, o piso engenheirado tem maior
estabilidade dimensional por ser constituído de lâminas sobrepostas com fibras
cruzadas. Por terem maior estabilidade, os pisos engenheirados podem ser
instalados em áreas com maior variação de umidade e podem ser colados ao
contrapiso. E segundo dicas da REMADE, o piso engenheirado pode ser colado
diretamente sobre o concreto curado.
39
3.
ESTUDO DE CASO
Para a realização do estudo foi analisada toda a problemática envolvendo o
processo de escolha do novo local para se instalar a filial. Obedecendo à
metodologia de Lee (1998), a análise não se restringiu tão somente aos níveis mais
macros da instalação – planejamento estratégico - mas alcançou também os
aspectos relacionados ao plano operacional da empresa, como seu arranjo físico e
processo produtivo.
O estudo foi realizado em uma empresa voltada à produção de pisos
engenheirados e industrialização de pisos sólidos de madeira. O fundamento da
pesquisa teve origem ainda no ano de 2012, quando, à época se desenvolveu ali,
um trabalho de Planejamento e Controle da Produção II. Naquela oportunidade, os
sócios proprietários manifestaram o interesse em abrir uma filial de sua empresa.
Dessa forma, com o argumento inicial latente, a ideia do desenvolvimento do
trabalho começou, mesmo, em meados de janeiro de 2013, por meio das primeiras
pesquisas literárias sobre o tema localização de empresas. Este embasamento
científico se prolongou até abril de 2013, coincidindo, em parte, com o período de
realização de visitas ao local, entre os meses de fevereiro e abril de 2013.
Essas visitas possibilitaram a análise e o conhecimento da rotina de
atividades dos funcionários, do processo produtivo da fábrica, da configuração do
layout e dos fluxos de produção dos materiais processados. Para tanto, além das
visitas de observação in loco, foram realizadas entrevistas com os responsáveis dos
diversos departamentos da empresa, tais como: Planejamento e Controle da
Produção, Controle da Qualidade, Engenharia, Gerência e Diretoria. Também foram
realizadas entrevistas com a força de trabalho da produção da empresa. O registro
dessas atividades ocorreu por meio de fotos, vídeos e medições, para obtenção do
dimensionamento das áreas da empresa, disposição de móveis, máquinas e
equipamentos. Todo esse processo de coleta na empresa matriz ocorreu nos meses
de fevereiro, março e abril de 2013.
Coletadas as informações, foram aplicados os conhecimentos citados no
referencial teórico, permitindo analisar e extrair resultados importantes que
comporão a proposta de instalação da nova fábrica.
40
3.1
HISTÓRICO DA EMPRESA
Hoje é classificada como uma beneficiadora de madeira, porém, como muitas
empresas da região, iniciou suas atividades com poucos recursos, com uma
estrutura familiar e produzindo manualmente portas e esquadrias, em meados da
década de 90.
A pequena empresa ganhou prestígio por trabalhar com seriedade, cumprindo
com os prazos e, principalmente, pela qualidade nos acabamentos dos seus
produtos.
Em poucos anos de atividade, conseguiu adquirir os primeiros maquinários e
assim atender a uma maior demanda. Os funcionários que foram substituídos pelas
maquinas não foram desligados, e sim, treinados em novas técnicas, capacitando-os
para confeccionar o novo produto, piso maciço.
Junto ao piso, surge à responsabilidade de cobrar do fornecedor, a
procedência da madeira nobre, postura que ratifica a seriedade da empresa e a
preocupação com o meio ambiente. Esta consciência, aliada à funcionalidade,
beleza e ao refinado acabamento do piso, assegurou um rápido destaque no
mercado. Porém, a estrutura física, mecânica (equipamentos) e de pessoal não
estava se desenvolvendo na mesma velocidade, impedindo o atendimento da
demanda e, consequentemente, o crescimento da empresa, até então de cunho
familiar.
O patriarca, disposto a alavancar a marca, analisou a reação do mercado (de
forma positiva), os concorrentes e procurou uma instituição financeira para realizar
um empréstimo. A partir dessa decisão, a empresa passara por uma nova fase,
deixando de lado o livro caixa, o caderno de pedidos e a velha oficina de quintal para
assumir a instalação de sua unidade industrial, toda automatizada e controlada por
software, situada no distrito industrial de Ananindeua. Em 2004, a planta estava
devidamente legalizada, com suas licenças operacionais e registros pertinentes e
funcionando a todo vapor.
No primeiro ano de funcionamento, o aumento da produção foi quase que
imensurável, passando dos 500% sobre que era produzido manualmente, reflexo do
investimento em tecnologia e, também, do mercado da construção civil aquecido.
Todo esse crescimento tornou visível o resíduo que era gerado pela produção do
piso. Preocupada com o descarte desse material, a empresa identificou uma
41
primeira destinação, que foi a de alimentar o forno que fornece calor às estufas.
Contudo, esse tratamento não foi suficiente para consumir toda a quantidade
produzida. Então, recorreu a especialistas, e uma equipe de engenheiros ambientais
foi contratada (que hoje compõe o departamento ambiental), para encontrar a
melhor solução de descarte.
Empenhada em encontrar uma solução que
tornasse a produção mais limpa, alinhada com o desenvolvimento econômico e
sustentável da empresa, os visionários, transformaram a problemática em um
grande sucesso. Assim, surgiu a proposta do piso ecologicamente correto, e que
dois meses após a solução já estavam sendo confeccionados os primeiros pedidos.
Este piso ecológico utiliza a técnica de pisos engenheirados e busca a
otimização racional da madeira, aplicando diretrizes que visam promover o
desenvolvimento sustentável e atender à demanda de consumidores preocupados
com a preservação do meio ambiente.
O piso ecologicamente correto passa a ser o produto classe A e a empresa
ganha força no mercado exterior, exportando o piso para: França, Itália, Bélgica,
Holanda, Estados Unidos e Canadá. Assim, ela entra na lista das maiores indústrias
do Estado.
Além do sucesso com o piso ecológico, a empresa comemora a aprovação do
projeto de desenvolvimento sustentável, junto ao IBAMA e ao Ministério do meio
ambiente, em que pretende apoiar o desenvolvimento e a adoção de sistemas
sustentáveis de manejo florestal, no Estado do Pará e, futuramente, na Amazônia,
com destaque para a exploração e fabricação de produtos madeireiros.
O crescimento da produção vem evoluindo a cada ano e atualmente a
empresa já sente a necessidade de expandir sua estrutura para melhor atender seus
clientes e visando novos mercados.
3.2
PRIMEIRO NÍVEL: GLOBAL
Inicialmente, a análise no conjunto de documentos fiscais arquivados na
empresa, notas fiscais (NFs) e conhecimentos de transporte rodoviário de carga
(CTRCs) permitiu identificar a área de origem do fornecimento de matéria-prima.
Nesses documentos foram encontradas quatro cidades que compõem o mercado
fornecedor atual da empresa: Paragominas, Dom Eliseu, Baião e Tailândia. Nas
notas fiscais estavam contidas as quantidades e os respectivos valores pagos pela
42
matéria prima, em cada local de origem; nos CTCRs, o custo do frete com o
transporte. Uma vez que o valor pago pela matéria-prima será o mesmo,
independentemente da localização, ao estudo interessou, preliminarmente, extrair o
quanto a empresa gastava com o transporte, já que um dos problemas, se não o
principal deles, que a pesquisa se propõe a resolver, é justamente, o alto custo com
o transporte de matéria prima. Nesse sentido, procedeu-se o levantamento do custo
mensal da empresa, por cidade, dos últimos cinco anos (2008 – 2012), para se ter
uma base sólida de dados, conforme demonstrado na tabela 3.
DOM
ELISEU
1630
1950
PARAGOMINAS TAILÂNDIA
1095
1340
2009
2010
1050
880
2350
1100
2008
Tabela 3 – Custo do frete por cidade.
CUSTO DO QUANT.
PERÍODO
BAIÃO
FRETE (R$)
(M3)
JAN
3.980
35
1835
FEV
2.970
22
MAR
2.830
21
ABR
2.350
17
MAI
2.415
18
1315
JUN
2.280
16
2280
JUL
2.345
17
AGO
2.470
18
SET
2.190
15
OUT
2.950
22
NOV
2.340
17
2340
DEZ
2.750
22
JAN
3.000
27
1550
FEV
2.180
15
MAR
2.890
22
ABR
2.460
18
MAI
4.100
36
795
JUN
3.450
33
1450
JUL
3.390
32
AGO
4.205
36
1100
2345
1100
1650
1370
2190
1300
1550
1450
1200
2180
1200
1125
1240
1805
SET
OUT
2.970
3.880
28
35
1100
NOV
DEZ
3.300
4.560
32
37
1000
2100
JAN
FEV
4.150
2.310
36
16
MAR
ABR
4.090
3.570
36
33
2040
1000
MAI
JUN
3.400
3.230
32
30
1000
1230
1400
JUL
AGO
SET
3.690
4.590
3.050
34
37
28
1690
2460
1080
750
2150
1100
1250
1300
1580
1150
1870
1150
1300
1000
1100
1360
1350
1940
860
1930
1050
1640
1000
1000
1000
2310
830
1180
1100
1300
1580
1210
1870
1010
1250
2012
2011
43
OUT
NOV
DEZ
JAN
FEV
MAR
ABR
MAI
JUN
JUL
3.529
3.680
4.615
4.509
2.420
2.790
3.170
3.500
3.250
4.610
33
34
37
36
20
22
29
33
30
37
811
1100
1330
1245
1438
1690
1100
AGO
SET
4.615
3.290
37
30
2815
OUT
NOV
4.690
3.150
37
29
2360
DEZ
JAN
3.589
3.490
34
33
950
1600
FEV
2.140
16
MAR
3.269
31
1985
ABR
2.890
26
1000
MAI
3.359
32
1100
JUN
2.560
23
1790
JUL
2.950
26
AGO
4.575
36
1700
1075
1800
SET
3.280
30
1500
1000
780
OUT
4.705
37
1580
1945
NOV
3.250
30
675
900
DEZ
2.410
21
1050
1500
800
1000
2180
1130
2420
1429
1300
1190
1130
1000
1070
1000
1100
2450
1100
1800
1090
1100
2150
1000
1000
2100
1350
1160
2330
1389
1250
1890
2140
1284
1890
1100
1159
770
1850
1100
1180
1675
1100
1310
Fonte: Empresa estudada (2013).
No levantamento constatou-se que a captação de matéria prima nas cidades
pesquisadas não ocorria regularmente, havendo interstícios aleatórios. Ou seja,
houve meses em que não se tinha custo com frete para uma determinada cidade. A
causa, pesquisada na empresa, era resultante da falta de insumo, em uma cidade,
num determinado período.
O valor mensal do frete para cada cidade: 𝑎 = Baião, 𝑏 = Dom Eliseu, 𝑐 =
Paragominas e 𝑑 = Tailândia, foram calculados através da fórmula (18), onde 𝑛 =
{1, 2, 3, … , 12} refere-se aos meses e 𝑚 = {2008,2009 … , 2012} aos anos coletados.
𝐶𝑓(𝑛;𝑚) = ∑ 𝐶𝑓 (𝑎; 𝑏; 𝑐; 𝑑 )
(18)
(𝑛;𝑚)
De posse dos valores mensais de frete para cada cidade, pôde-se calcular,
por meio das fórmulas (19), (20), (21) e (22) o valor médio mensal dos fretes pagos
44
pela empresa, para cada cidade. Ressalta-se que foram excluídos do cálculo os
meses onde não houve captação de matéria prima, 𝐶𝑓 = 0 , a fim de que não
houvesse tendência a diminuir o resultado da média.
Considerando 𝑛 =
{1, 2, 3, … , 12} e 𝑎 = Baião, 𝑏 = Dom Eliseu, 𝑐 = Paragominas e 𝑑 = Tailândia.
2012
𝐶𝑓𝑎𝑛 = 𝐶𝑓𝑛 𝑚=2008 𝑎
(19)
2012
𝐶𝑓𝑏𝑛 = 𝐶𝑓𝑛 𝑚=2008 𝑏
(20)
2012
𝐶𝑓𝑐𝑛 = 𝐶𝑓𝑛 𝑚=2008 𝑐
(21)
2012
𝐶𝑓𝑑𝑛 = 𝐶𝑓𝑛 𝑚=2008 𝑑
(22)
Os valores encontrados para cada cidade e para cada mês do período
compreendido entre os anos de 2008 a 2012 foram disponibilizados na tabela 4, o
que possibilitou saber quanto a empresa gastou, em média, para trazer a matéria
prima, de cada cidade. Essa análise permitiu descobrir, por exemplo, que na cidade
de Paragominas não teve nenhum valor médio de frete no mês de março, o que
significa dizer que, durante os cinco anos do levantamento, não houve captação de
matéria prima, neste mês, nesta cidade. O mesmo ocorreu para as cidades de Baião
nos meses de julho, Dom Eliseu em abril e junho e Tailândia nos meses de
fevereiro. Essa circunstância, também pesquisada, possui explicação no fato de que,
nesses períodos, as cidades estavam passando por um programa de manejo
florestal, de plantio e reflorestamento, e que estava proibida a extração e venda de
madeira.
Tabela 4 – Média do custo do frete.
BAIÃO
DOM ELISEU
PARAGOMINAS
TAILÂNDIA
JAN
1.449,00
1.412,67
1.388,33
1.232,50
FEV
2.310,00
1.630,00
1.880,00
0,00
MAR
1.905,00
1.306,80
0,00
1.206,67
ABR
1.000,00
0,00
1.952,50
1.876,67
MAI
1.142,00
1.156,25
1.079,67
1.066,67
JUN
1.510,00
0,00
950,00
1.092,50
JUL
0,00
1.297,50
1.820,00
1.505,00
AGO
1.611,25
1.320,00
1.460,00
1.450,00
SET
1.260,00
1.050,00
1.716,67
1.250,00
OUT
1.970,00
1.721,00
1.157,50
1.289,50
NOV
1.266,25
1.176,67
1.575,00
1.325,00
DEZ
1.525,00
1.321,00
1.460,00
1.250,00
45
MÉDIA
1.540,77
1.339,19
1.494,52
1.322,23
Fonte: Autores (2013).
O custo médio com frete de cada cidade foi encontrado através das fórmulas
(23), (24), (25) e (26) que considerou novamente a média dos custos médios
encontrados dos fretes, por mês. Restrição para 𝐶𝑓 = 0.
12
𝐶𝑓𝑎 = 𝐶𝑓𝑎𝑛 𝑛=1
(23)
12
𝐶𝑓𝑏 = 𝐶𝑓𝑏𝑛 𝑛=1
(24)
12
𝐶𝑓𝑐 = 𝐶𝑓𝑐𝑛 𝑛=1
(25)
12
𝐶𝑓𝑑 = 𝐶𝑓𝑑𝑛 𝑛=1
(26)
A cidade Baião, frente a outras, teve a maior média, na ordem de R$ 1.540.77
por mês.
A tabela 5 apresenta as distâncias de cada cidade fornecedora de matéria
prima até a cidade de Ananindeua, onde se encontra localizada a fábrica matriz.
Tabela 5 – Distâncias entre a fábrica matriz e seu mercado fornecedor.
LOCAL
ORIGEM
DISTÂNCIA
DESTINO
KM
PARAGOMINAS
DOM ELISEU
288
432
ANANINDEUA
TAILÂNDIA
330
BAIÃO
420
Fonte: IBGE (2013).
De posse desses números e utilizando-se das fórmulas (27), (28), (29) e (30)
chegou-se aos valores mensais do custo unitário por quilômetro, expostos na tabela
6. Onde 𝑛 = {1, 2, 3, … , 12} e 𝐷, a distância da cidade.
𝐶𝑓𝑎𝑛
𝐷𝑎
𝐶𝑓𝑏𝑛
𝐶𝑢𝑓𝑏𝑛 =
𝐷𝑏
𝐶𝑓𝑐𝑛
𝐶𝑢𝑓𝑐𝑛 =
𝐷𝑐
𝐶𝑓𝑑𝑛
𝐶𝑢𝑓𝑑𝑛 =
𝐷𝑑
𝐶𝑢𝑓𝑎𝑛 =
(27)
(28)
(29)
(30)
Tabela 6 – Média do custo unitário mensal por cidade.
BAIÃO
DOM ELISEU
PARAGOMINAS
TAILÂNDIA
46
JAN
3,45
3,27
4,82
3,73
FEV
5,50
3,77
6,53
0,00
MAR
4,54
3,03
0,00
3,66
ABR
2,38
0,00
6,78
5,69
MAI
2,72
2,68
3,75
3,23
JUN
3,60
0,00
3,30
3,31
JUL
0,00
3,00
6,32
4,56
AGO
3,84
3,06
5,07
4,39
SET
3,00
2,43
5,96
3,79
OUT
4,69
3,98
4,02
3,91
NOV
3,01
2,72
5,47
4,02
DEZ
3,63
3,06
5,07
3,79
MÉDIA
3,67
2,82
5,08
3,95
Fonte: Autores (2013).
Dessa forma, o custo unitário final do frete para cada cidade é encontrado por
meio da média dos custos unitários mensais, conforme demonstrado nas fórmulas a
segui. O resultado será utilizado no cálculo de localização como será exposto mais
adiante.
12
𝐶𝑢𝑓𝑎 = 𝐶𝑓𝑎𝑛=1
12
𝐶𝑢𝑓𝑏 = 𝐶𝑓𝑏𝑛=1
12
𝐶𝑢𝑓𝑐 = 𝐶𝑓𝑐𝑛=1
12
𝐶𝑢𝑓𝑑 = 𝐶𝑓𝑑𝑛=1
(31)
(32)
(33)
(34)
Na tabela 7 consta o levantamento, realizado a partir da análise das NFs, das
quantidades de madeira comprada mensalmente, em cada cidade que compunha o
mercado fornecedor da empresa, no período de 2008 a 2012. A unidade de medida
que constava nas NFs era 𝑚3 . Consoante já dito, novamente, ratificou-se a
circunstância descoberta, quando da análise do levantamento de frete (nos CTRCs),
em que se verificou que captação de madeira não ocorria de forma regular,
mensalmente, em todas as cidades. Assim sendo, através da formula (35) é
calculado o total adquirido, em cada mês, das cidades fornecedoras.
O valor mensal da quantidade de matéria prima de cada cidade: 𝑎 = Baião, 𝑏
= Dom Eliseu, 𝑐 = Paragominas e 𝑑 = Tailândia. Onde 𝑛 = {1, 2, 3, … , 12} refere-se
aos meses e 𝑚 = {2008,2009 … , 2012} aos anos coletados.
47
𝑄(𝑛;𝑚) = ∑ 𝑄 (𝑎; 𝑏; 𝑐; 𝑑)
(35)
(𝑛;𝑚)
2011
2010
2009
2008
Tabela 7 – Quantidade adquirida da madeira dos últimos cinco anos.
QUANT.
DOM
PERÍODO
BAIÃO
PARAGOMINAS TAILÂNDIA
(M3)
ELISEU
JAN
35
FEV
MAR
22
21
ABR
MAI
JUN
JUL
AGO
SET
17
18
16
17
18
15
OUT
NOV
DEZ
JAN
FEV
MAR
22
17
22
27
15
22
ABR
MAI
JUN
JUL
AGO
SET
OUT
NOV
DEZ
JAN
FEV
MAR
ABR
MAI
JUN
JUL
AGO
SET
18
36
33
32
36
28
35
32
37
36
16
36
33
32
30
34
37
28
OUT
NOV
33
34
DEZ
JAN
FEV
MAR
ABR
37
36
20
22
29
15
10
12
14
10
10
7
17
10
16
8
17
8
10
15
12
10
17
10
12
10
10
7
15
10
6
12
10
10
10
15
10
12
14
15
12
12
16
16
12
18
10
9
20
10
10
10
16
10
18
10
10
7
13
12
10
10
10
14
10
15
10
12
12
18
10
12
8
10
15
10
10
10
10
10
8
10
13
13
13
6
10
10
17
10
20
10
10
12
10
10
19
2012
48
MAI
JUN
JUL
AGO
SET
OUT
NOV
DEZ
JAN
33
30
37
37
30
37
29
34
33
13
7
FEV
16
MAR
31
18
ABR
26
10
MAI
32
10
JUN
23
16
10
10
10
18
15
10
9
22
12
7
15
10
12
13
10
10
13
10
19
13
14
18
16
13
16
10
12
7
JUL
26
AGO
36
12
16
10
14
SET
30
12
10
8
OUT
37
12
15
NOV
30
7
8
DEZ
21
Fonte: Empresa estudada.
10
10
15
9
12
De posse dos valores, levantou-se a média mensal, de madeira adquirida em
cada cidade, no horizonte dos cinco anos do levantamento, o que se conseguiu
através das fórmulas (36), (37), (38) e (39). Onde 𝑛 = {1, 2, 3, … , 12} refere-se aos
meses e 𝑚 = {2008,2009 … , 2012} aos anos coletados.
2012
𝑄𝑎𝑛 = 𝑄𝑛 𝑚=2008 𝑎
(36)
2012
𝑄𝑏𝑛 = 𝑄𝑛 𝑚=2008 𝑏
(37)
2012
𝑄𝑐𝑛 = 𝑄𝑛 𝑚=2008 𝑐
(38)
2012
𝑄𝑑𝑛 = 𝑄𝑛 𝑚=2008 𝑑
Tabela 8 – Média da quantidade de insumo.
BAIÃO
DOM ELISEU
JAN
12
11
FEV
16
14
(39)
PARAGOMINAS
TAILÂNDIA
12
11
15
0
49
MAR
15
11
0
10
ABR
10
0
16
17
MAI
10
11
11
9
JUN
13
0
10
11
JUL
0
12
16
12
AGO
15
11
12
12
SET
11
10
13
12
OUT
12
13
10
12
NOV
11
11
15
13
DEZ
11
11
13
11
MÉDIA
12
11
13
12
Fonte: Autores, 2013.
A quantidade média de madeira, de cada cidade foi encontrada através das
fórmulas (40), (41), (42) e (43). Restrição para 𝑄 = 0.
12
𝑄𝑎 = 𝑄𝑎𝑛 𝑛=1
12
𝑄𝑏 = 𝑄𝑏𝑛 𝑛=1
12
𝑄𝑐 = 𝑄𝑐𝑛 𝑛=1
(40)
(41)
(42)
12
𝑄𝑑 = 𝑄𝑑𝑛 𝑛=1
(43)
Assim, de posse dos dados, foi possível calcular o custo médio mensal que a fábrica
tem com transporte de insumo. Estabeleceu-se uma relação entre: Quantidade
média (de cada cidade), Custo unitário de transporte e Distância percorrida até a
cidade de Ananindeua, onde está localizada a matriz. Esse custo médio foi, para
cada cidade, obtido através das fórmulas (44), (45), (46) e (47).
𝐶𝑀𝑚𝑎 = 𝑄𝑎 𝑥 𝐷𝑎 𝑥 𝐶𝑢𝑓𝑎
(44)
𝐶𝑀𝑚𝑏 = 𝑄𝑏 𝑥 𝐷𝑏 𝑥 𝐶𝑢𝑓𝑏
(45)
𝐶𝑀𝑚𝑐 = 𝑄𝑐 𝑥 𝐷𝑐 𝑥 𝐶𝑢𝑓𝑐
(46)
𝐶𝑀𝑚𝑑 = 𝑄𝑑 𝑥 𝐷𝑑 𝑥 𝐶𝑢𝑓𝑑
(47)
50
Tabela 9 – Custo de transporte da matriz.
LOCAL
DESTINO
ORIGEM
TAILÂNDIA
BAIÃO
PARAGOMINAS
ANANINDEUA
DOM ELISEU
QUANT.
CUSTO
UNT.
DISTÂNCIA
(M3)
(R$)
(KM)
(M3 x R$ x KM)
12
3,95
330
15.138,86
12
3,67
420
18.909,48
13
5,08
288
18.359,86
11
2,82
432
13.813,48
CUSTO MÉDIO
R$66.221,69
Fonte: Autores, 2013.
𝐶𝑡𝑚 = ∑ 𝐶𝑀𝑚 (𝑎; 𝑏; 𝑐; 𝑑)
(48)
Os cálculos apontaram para um custo total médio de transporte no valor de
R$ 66.221,69, conforme demonstrado na tabela 9. Esse custo é o quanto a empresa
gasta para trazer o insumo à sua sede. De fato, essa é uma despesa significativa da
empresa, respondendo, atualmente, por cerca de 30% de seu custo operacional
(informação repassada também pela área de planejamento).
Ora, o ponto crucial, então, reside na necessidade de se aproximar a fábrica
de seu mercado fornecedor. Mas, para decidir qual a melhor cidade, antes, é
necessário analisar se as cidades reúnem condições de atender a esse crescimento
de demanda e a futuras expansões no negócio. Para encontrar a resposta para esse
questionamento, foi feito uma previsão de demanda, onde se fez uso três de
métodos (Média ponderada – MMPO; Média exponencial – MMEX e Média
Aritmética - MMA), para verificar qual o de menor erro, visto que os dados gerados
têm suma importância na decisão.
354
70
125
38
73
PREVISÃO
MMEX
(0,7)
3518
1826,1
1283
980
917
825
854
PREVISÃO
MMA
(N=5)
ERRO
JAN
FEV
MAR
ABR
MAI
JUN
JUL
AGO
DEMANDA PREVISÃO
MMPO
REAL
(N=3)
1742
1101
1050
850
1204
890
960
785
910
867
830
920
847
ERRO
2008
PERÍODO
ERRO
Tabela 10 – Previsão de demanda.
2417
776
433
90
132
42
66
1127
935
888
342
68
32
2012
2011
2010
2009
51
SET
OUT
NOV
DEZ
JAN
FEV
MAR
ABR
MAI
JUN
767
1105
831
1082
1326
757
1113
924
1803
1659
900
807
1016
886
1023
1235
900
1049
962
1551
133
298
185
196
303
478
213
125
841
108
862
846
889
898
941
1022
1020
1022
1040
1185
95
259
58
184
385
265
93
98
763
474
JUL
AGO
1603
1821
1626
1610
23
211
1251
1420
352
401
SET
OUT
1758
1521
338
219
1562
1661
142
79
81
242
71
983
514
162
1674
1608
1768
1798
1092
1601
95
229
43
1009
727
69
1649
1633
1679
1677
1551
1567
70
204
132
888
268
103
1539
1673
1570
1627
1745
1590
79
171
135
240
367
37
1649
1627
1539
1655
1803
1505
32
125
166
211
425
122
1585
1541
1479
1663
1672
1614
32
39
226
203
294
13
1712
1600
112
1591
121
1616
96
DEZ
1838
162
1658
180
1819
983
1115
1435
1789
1810
1231
1150
30
827
116
285
1684
1675
1596
1493
135
692
481
58
MAI
JUN
JUL
AGO
SET
OUT
1662
1499
1861
1825
1517
1827
1349
1568
1520
1759
1805
1603
313
69
341
66
288
224
1438
1403
1339
1514
1656
1673
224
96
522
311
139
154
NOV
1462
218
61
820
290
219
413
15
326
112
254
149
272
1676
JAN
FEV
MAR
ABR
1620
1758
1803
1405
1216
1249
1485
1535
1713
1771
1678
1734
1760
298
1706
244
DEZ
1679
128
1698
19
1669
816
1571
1320
97
26
815
327
1551
JAN
FEV
MAR
ABR
1583
1644
1631
1245
1662
1631
1491
1439
7
815
80
119
1603
1146
44
309
366
28
845
502
101
MAI
JUN
1364
1295
1512
1641
1661
1069
1421
1350
1527
253
381
1411
1396
192
250
877
833
967
900
1011
1154
993
1049
110
272
136
182
315
397
120
125
1420
1740
947
1401
1555
1660
1723
1577
856
258
48
161
303
163
NOV
DEZ
JAN
FEV
MAR
ABR
1579
1837
1811
789
1819
1670
1660
1596
1740
1772
1305
1508
MAI
JUN
JUL
AGO
SET
OUT
1617
1502
1705
1866
1378
1627
NOV
52
JUL
AGO
SET
OUT
NOV
DEZ
1277
1811
1523
1830
1480
1047
MAD
4MAD
1318
1303
1518
1560
1734
1594
41
508
5
270
254
547
247
986
1260
1272
1649
1561
1749
1561
17
539
126
269
269
514
305
1291
1383
1431
1472
1517
1584
1220
14
428
92
358
37
537
234
934
Fonte: Autores (2013).
A média que mais se aproximou da demanda real foi à aritmética. A análise
dos próximos cinco anos é satisfatória porque mostrou que todas elas têm
capacidade de atender a fábrica. Além disso, informações levantadas através de
pesquisas junto ao Governo do Estado, comprovam existir o mesmo nível de
incentivos. Outro dado importante para a tomada decisão local está relacionado ao
fato de que a venda produtos acabados aos clientes é sempre feita na modalidade
FOB, ou seja, o frete, em relação ao mercado consumidor, não é de
responsabilidade da empresa.
Com essas condições, partiu-se para a solução da questão: qual das cidades
é a mais apropriada para receber a filial da fábrica, visando à redução do custo com
transporte. O método de localização mais apropriado foi o dos momentos, uma vez
que já se tem conhecida a circunvizinhança onde se pretende localizar a fábrica,
necessitando somente realizar a ponderação para se descobrir o ponto ótimo da
localização.
Tabela 11 – Parâmetros.
LOCAL
QUANT. (M3)
CUSTO UNT. (R$)
A
TAILÂNDIA
12
3,95
B
BAIÃO
12
3,67
C
PARAGOMINAS
13
5,08
D
DOM ELISEU
11
2,82
Fonte: Autores (2013).
Tabela 12 – Partindo de Tailândia
TAILÂNDIA
DE - PARA
A-B
A-C
A-D
DISTÂNCIA (KM)
303
265
401
TOTAL
Fonte: Autores (2013).
CUSTO
13.641,84
16.893,63
12.822,23
R$43.357,70
53
Tabela 13 – Partindo de Baião.
BAIÃO
DE - PARA
B-A
B-C
B-D
DISTÂNCIA (KM)
303
440
577
TOTAL
CUSTO
13.900,23
28.049,79
18.449,95
R$ 60.399,97
Fonte: Autores (2013).
Tabela 14 – Partindo de Paragominas.
PARAGOMINAS
DE - PARA
C-A
C-B
C-D
DISTÂNCIA (KM)
264
440
160
TOTAL
CUSTO
12.111,09
19.809,94
5.116,10
R$ 37.037,13
Fonte: Autores (2013).
Tabela 15 – Partindo de Dom Eliseu.
DOM ELISEU
DE - PARA
D-A
D-B
D-C
DISTÂNCIA (KM)
401
577
160
TOTAL
CUSTO
18.396,01
25.978,03
10.199,92
R$ 54.573,96
Fonte: Autores (2013).
Conforme a metodologia foi possível mensurar o custo dos momentos para
cada cidade e identificar, então, que a cidade de Paragominas é a melhor para
instalar a filial, visto que resultou no menor custo.
Definida a cidade de Paragominas, parte-se, então para a pesquisa e análise
das condições do local e caracterização da construção.
3.3
SEGUNDO NÍVEL: SUPRA ESPAÇO
O Município de Paragominas está localizado no nordeste paraense a uma
altitude de 90m acima do nível do mar, com população de aproximadamente
104.000 habitantes e uma área de 19.331 Km² formada por extensas florestas,
segundo informações obtidas na prefeitura municipal. A cidade ocupa uma posição
geográfica estratégica que confere vantagens inquestionáveis aos investidores,
54
devido à facilidade de escoamento da produção através da rodovia Belém-Brasília
podendo alcançar o porto de Itaqui no Maranhão pela ferrovia de Carajás ou através
da hidrovia do Capim, o porto de Vila do Conde no Pará, porto brasileiro mais
próximo, em milhas náuticas, dos mercados consumidores da Europa, Estados
Unidos e Caribe.
A cidade também se destaca por possuir a terceira maior área brasileira de
floresta nativa certificada pelo FSC/Brasil (Conselho de Manejo Florestal). A
certificação florestal consiste na obtenção de um selo que atesta a boa procedência
do produto florestal. Na avaliação são utilizados critérios sociais, ambientais e
econômicos, com o objetivo de estimular e orientar a gestão sustentável das
florestas tropicais por meio de mecanismos de mercado.
Um levantamento foi realizado junto à concessionária de energia elétrica, e o
histórico não apresentou interrupções de longo período, mesmo assim, é
indispensável à disponibilização de um gerador, pois o custo por hora da paralisação
da produção é elevado. Da mesma forma, informações apontaram a abundância de
lençóis freáticos subterrâneos, o que possibilitará sua utilização para provimento da
demanda de consumo de água na fábrica.
A matéria prima principal será obtida junto às madeireiras que operam na
região, sendo que seu transporte ocorrerá por meio do modal rodoviário, com
significativa redução do custo de transporte, considerando que fábrica se localiza
próximo ao mercado fornecedor. Outra preocupação esteve relacionada com as
condições das estradas por onde será escoado o produto acabado. Mas, na visita
realizada à cidade, no mês de junho de 2013, pode-se constatar – figura 5 e 6 – que
estão boas, garantindo o fácil acesso dos veículos dos clientes.
55
Figura 5 – PA-256: acesso à Paragominas
Fonte: Autores (2013).
Figura 6 – Entrada da cidade.
Fonte: Autores (2013).
Ainda no planejamento do local, avaliou-se as condições climáticas e de
temperatura no intuito de identificar qual o tipo de estrutura mais adequada para a
instalação. A alternativa com melhor o custo benefício é a utilização de um galpão
56
de estrutura metálica, devendo ser privilegiados a ventilação e a iluminação natural
no ambiente.
Dessa forma, levantou-se a existência de galpões para locação e terrenos
com aproximadamente 3.000 m2. A pesquisa de mercado apontou somente imóveis
menores do que o desejado, além do mais, cotações para locação de alto valor –
variando de R$ 18.000,00 a R$ 25.000,00. Já para terrenos, os resultados foram
mais aceitáveis, áreas maiores, bem localizados e valores entre R$ 290.000,00 a R$
400.000,00 para áreas com mais de 3.000 m2.
Foram analisadas as opções, concomitantemente, com as perspectivas de
longo prazo da empresa, e optou-se pela aquisição de um terreno de 4.500 m2
(100X45), no valor de R$ 350.000,00 para a compra do terreno, com o custo
estimado para construção do galpão ficando em torno de R$ 190.000,00 – prazo de
entrega e montagem de 45 dias – estimando um investimento total da ordem de R$
540.000,00.
A figura abaixo (7) mostra o posicionamento do terreno onde funcionará a filial
da fábrica de pisos engenheirados.
Figura 7 – Visão panorâmica do terreno
Fonte: Google Earth (2013).
57
Já definidas as questões estratégicas, lugar e localização do terreno, o
próximo passo será de planejamento e elaboração do macro layout da empresa.
3.4
TERCEIRO NÍVEL: MACRO ESPAÇO
Neste nível são definidos os posicionamentos dos departamentos, onde se
determina, consequentemente, o fluxo geral do espaço. Para se chegar a uma
proposta de macro layout, a estratégia adotada, inicialmente, foi a opção pela
clonagem do layout da fábrica matriz, até certo nível - o que se é justificável, por se
tratar do mesmo processo produtivo que será desenvolvido na filial, valendo-se
ainda da técnica da abordagem experimental, quando se utilizou os questionários
resultantes das entrevistas realizadas com as pessoas da empresa matriz.
Dando sequência, passou-se a considerar na análise, variáveis restritivas do
espaço e da própria localização, além das tarefas realizadas e do fluxo estabelecido
no processo produtivo, levando-se em consideração fatores como tempo e recursos
disponíveis, conforme o método de Planejamento Sistemático de Layout – PSL e,
para melhor entendimento foi dividida em duas tarefas: obtenção e desenvolvimento
de dados e planejamento do espaço.
3.4.1 Obtenção de dados
A fase de obtenção de dados foi, até certo ponto, facilitada, visto que já
estava disponível, pois as informações necessárias, tanto quantitativas quanto
qualitativamente, para ajudar a compor os primeiros planos de layout, tinham sido
obtidas da fábrica matriz, sendo necessária somente a reanálise do processo
existente, e sua adequação ao produto e respectivas quantidades, previstas para a
produção na filial.
Nessa pesquisa, optou-se por não realizar um detalhamento maior da análise
de produto-volume, visto que a empresa já havia calculado o quanto será necessário
produzir na filial. A estimativa para o primeiro ano é 70% do fabricado na matriz.
Todavia, com análise desses dados pôde-se constatar que por ser o piso
engenheirado, um produto com alto volume e variedade reduzida, a estratégia de
58
produção apontou para a necessidade de equipamentos para uma linha de produção
de alta velocidade.
Como mencionado anteriormente, estima-se para o primeiro ano 70% da
produção da matriz, porém levou-se em consideração, a expectativa da empresa
alcançar novos mercados e tendo em vista que a compra dos equipamentos é um
investimento alto e com retorno a longo prazo, determinou-se que para calcular o
número de máquinas, será usado, como quantidade desejada, média anual – ou
seja, 100% da produção da matriz, cerca 22.800 m2 .
De posse dessas informações, foi realizado o cálculo do número de maquinas
que serão necessárias no setor produtivo. Para chegar nesse número, foi preciso,
anteriormente, cronometrar o tempo que cada máquina leva para produzir 1 m2 de
piso.
Tabela 16 – Tempo de máquina na fabricação de pisos engenheirados.
MÁQUINA
TEMPO (MIM)
PLAINA
8
SERRA
4
COLAGEM
6
CALIBRAGEM
15
PRENSA
20
PERFILADEIRA
2,5
EMASSAMENTO
5
VERNIZ
5
LIXA
5
CLIMATIZAAÇÃO
30
EMBALAGEM
3
Fonte: Autores (2013).
Com esses tempos foi possível chegar a quantidade que cada máquina consegue
produzir,
por
ano
de
piso
(m2),
através
da
fórmula
(55).
Onde 6,9 =
𝐻𝑜𝑟𝑎𝑠 ú𝑡𝑒𝑖𝑠 𝑡𝑟𝑎𝑏𝑎𝑙ℎ𝑎𝑑𝑎𝑠 (sendo 10% das 8 horas de trabalho desperdiçado com
necessidades pessoais e 30 minutos de setap) e 𝑇𝑚 = 𝑡𝑒𝑚𝑝𝑜 𝑑𝑒 𝑚á𝑞𝑢𝑖𝑛𝑎 , 𝑚 =
𝑜 𝑡𝑖𝑝𝑜 𝑑𝑎 𝑚á𝑞𝑢𝑖𝑛𝑎 e 300, os dias trabalhados durante o ano.
𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑧𝑖𝑑𝑎 𝑎𝑛𝑢𝑎𝑙 (m2 ) = 𝑄𝑝 =
6,9 𝑥 60
𝑥 300
𝑇𝑚 𝑥 𝑚/𝑚2
(55)
Serão definidos os números de cada máquina através da fórmula (56), que fornece a
relação entre o que se deseja produzir (22.800 m2) e a quantidade produzida –
fórmula (55).
59
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑚á𝑞𝑢𝑖𝑛𝑎 =
𝑄𝑑
𝑄𝑝
(56)
Na tabela 17 expõem-se os resultados das fórmulas (55) e (56).
Tabela 17 – Número de máquinas.
TIPO DE MÁQUINA
PRODUÇÃO ANUAL
NÚMERO DE
MÁQUINA
PLAINA
15.525
2
SERRA
31.050
1
COLAGEM
20.700
2
CALIBRAGEM
8.280
3
PRENSA
6.210
4
PERFILADEIRA
49.680
1
EMASSAMENTO
24.840
1
VERNIZ
24.840
1
LIXA
24.840
1
CLIMATIZAAÇÃO
4.140
6
EMBALAGEM
41.400
1
Fonte: Autores (2013).
Vale ressaltar que o tempo da estufa não foi levado em consideração, pois
para cada tipo de madeira há um tempo especifico. Os valores usados na coluna
“número de máquina” foram arredondados, à maior, tendo em vista que não se pode
comprar parte de uma máquina. O número total encontrado foi de 23 máquinas.
Esse resultado despertou atenção na pesquisa, pois na matriz, esse número é mais
que o dobro. É certo que outros produtos são confeccionados na instalação
principal, todavia, ainda assim, não se justifica a diferença elevada de máquinas
encontrada, mas a investigação das causas não foi explorada neste estudo. Em
contra partida, a tecnologia dos novos equipamentos e o uso de um sistema de
controle mais avançado ratificam diferença gerada, proporcionando economia no
capital inicial.
Os processos já existentes foram identificados ainda na fase em que
ocorreram as visitas na fábrica matriz e envolveram o acompanhamento das
atividades relacionadas às operações da fábrica, associadas a ele. Já que um
processo semelhante ocorrerá na filial, este acompanhamento serviu para criar um
ponto de referência, a partir do qual se buscou melhorias no próprio processo e no
planejamento do espaço, levando-se em consideração a estrutura física disponível e
outras questões importantes, como se verá mais adiante.
60
A análise no funcionamento da fábrica matriz revelou o fluxo e relação que os
departamentos têm. Com esse entendimento, mais uma etapa do planejamento do
espaço foi alcançada, a elaboração do diagrama de relacionamento, ilustrado na
figura 8, gerado para os setores da empresa.
Figura 8 – Diagrama de relacionamento dos setores.
Fonte: Autores (2013).
O diagrama gera as restrições entre os departamentos, como a figura 8
mostrou é indesejável (representado pela letra X) a aproximação entre a produção e
o refeitório, e o mesmo se tem para o banheiro. Foi cominado este conceito na
relação entre esses departamentos, em virtude dos resíduos gerados na produção,
dificultando a higiene do refeitório e a facilidade de contaminação dos alimentos.
Outro destaque se dá ao relacionamento do PCP e qualidade para com a produção,
a eles foram atribuídos a letra A (absolutamente importante), precisam estar perto da
produção para facilitar o monitoramento das atividades e comunicação.
O passo seguinte é criar o diagrama de blocos, que une os departamentos
num horizonte com as dimensões do espaço disponível. Essa adequação dos
blocos, que representam os departamentos, é feita manualmente gerando inúmeros
layouts. Lembrando que as restrições e afinidades que apontaram no diagrama de
relacionamento têm o papel fundamental de nortear o posicionamento. A partir do
gráfico de relacionamento se realizou o cálculo para identificar a taxa de
proximidade total de cada setor, que representa a soma dos valores numéricos das
relações de proximidade de cada posto de trabalho com os demais: onde A= 6, E=
5, I= 4, O= 3, U= 2 e X= 1. Do maior para o menor, os resultados definirão a
sequência que os departamentos serão alocados.
A resolução apontou que a
produção deverá ser o primeiro o setor a se posiciona no layout, e dessa forma, a
figura 9 mostra a melhor alternativa.
61
Figura 9 – Diagrama de blocos para os setores.
Fonte: Autores (2013).
Destaca-se que na construção do diagrama não são levados em
consideração aspectos estruturais. O layout final derivará deste diagrama.
A sequência consistiu na análise da organização, com foco a se determinar o
espaço necessário às instalações de apoio, como banheiros, e refeitório. Para
projetar esses espaços dispensou-se maior atenção, afinal são ambientes
supridores de necessidades dos colaboradores. E pelo fato ainda que na fábrica
matriz já não comportam, confortavelmente, os usuários. Procurou-se levar em
consideração, eventual acréscimo de efetivo.
3.4.2 Planejamento do espaço
Respeitando as restrições e fundamentos com os dados identificados
anteriormente, um layout macro foi definido, como mostra a figura 10.
Figura 10 – Layout a nível macro.
Fonte: Autores (2013).
62
Esta configuração é suscetível de ajustes, tendo em vista que ainda será
projetado o posicionamento do maquinário, o que ditará o fluxo do produto.
3.5
QUARTO NÍVEL: MICRO ESPAÇO
É o último nível de planejamento dessa pesquisa. Nele, por meio da técnica
de clonagem, buscou-se, ao máximo, tangenciar-se ao modelo definido pela fábrica
matriz, seguindo explicitamente planos e procedimentos de operação para o chão de
fábrica, até o limite da diferenciação, exigido na proposição do novo layout da filial,
decorrente, por exemplo, da determinação da localização dos equipamentos, móveis
e estações de trabalho, a fim de se chegar a um arranjo físico ideal. Dessa forma, foi
criado através de um fluxograma, representado na figura 11, que consta a sequência
dos processos e máquinas, por onde a madeira passa até ser transformada em piso.
Figura 11 – Sequência de processos e máquinas.
RECEPÇÃO DE MATÉRIA PRIMA
Estufa
PREPARAÇÃO
Plaina
Serra
Calibragem
Colagem
Prensa
USINAGEM
Perfiladeira
Emassamento
Lixa
ACABAMENTO
Verniz
Climatização
EMBALAGEM
Fonte: Autores (2013).
Este fluxograma e o diagrama de relacionamento, que será exposto abaixo,
permitiram a análise prévia do fluxo da madeira e as restrições de cada processo.
63
Figura 12 – Diagrama de relacionamento das máquinas.
Fonte: Autores (2013).
Nota-se que as máquinas cujas funções são serrar e colocar verniz foram as
que mais receberam a letra “X”. As restrições da serra estão relacionadas com as
máquinas de colagem, prensagem e de envernizarmento, se dão, respectivamente,
porque, sempre que a madeira entra em processamento é produzida uma “poeira”,
que: em contato com a cola, diminui o potencial de grude; quando é prensada,
interfere sobre a textura da peça; e, durante a aplicação do verniz, altera a
uniformidade e a textura da cobertura do piso. O mesmo acontece se houver
proximidade entre as máquinas lixadeira e de verniz, pois, análoga à serra, o
lixamento também gera um pó.
Do mesmo modo que foi feito para se chegar ao diagrama de blocos para os
setores, foi aplicada nesta seção e o resultado do cálculo da taxa de proximidade
total mostrou que a prensa e a perfiladeira tiveram o maior somatório. Após
determinada a ordem de posicionamento, foram gerados vários arranjos e
selecionado o melhor. A figura 13 ilustra a melhor organização alcançada.
Figura 13 – Diagrama de blocos para as máquinas.
Fonte: Autores, 2013
64
No diagrama, constam os números de máquinas calculados anteriormente e
organizadas apenas levando em conta as restrições observadas no gráfico de
relacionamento.
Paralelo a este momento de definição das máquinas, foi realizado o
balanceamento da linha de produção, através da distribuição dos postos de
trabalhos, servindo de balizador para definição de um fluxo otimizado.
O primeiro passo é determinar o tempo de ciclo, que expressa à frequência
com que 1m2 de piso deve sair da linha.
Onde: 𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 = 6,9ℎ;
𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒𝑠𝑒𝑗𝑎𝑑𝑎 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑑𝑖á𝑟𝑖𝑎 = 79 𝑚2 .
𝑇𝑐 =
6,9 ℎ 𝑥 60/𝑚𝑖𝑚
79 𝑚2
(57)
O resultado desta expressão foi: 𝑇𝑐 = 5,24 𝑚𝑖𝑚. A partir do tempo de ciclo, foi
determinado
se:
o
número
teórico
de
operadores,
considerando-
𝑇𝑒𝑚𝑝𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑑𝑜 𝑚2 = ∑ 𝑡𝑒𝑚𝑝𝑜 𝑑𝑒 𝑚á𝑞𝑢𝑖𝑛𝑎𝑠 = 106,5𝑚𝑖𝑚
.
Os
tempos de máquinas estão na tabela 17.
𝑁𝑜𝑝 =
106,5
5,24
(58)
O valor encontrado foi de 𝑁 = 20,32 ≅ 21. Isso significa que essa quantidade é a
mínima para realizar a produção diária de 79m2, teoricamente. Para assegurar que a
teoria condiz com a realidade, foram feitas simulações, alocando os operadores para
realizar as operações das máquinas. Considerando que cada operador deve realizar
seus trabalhos num tempo igual ou menor que o tempo de ciclo, o resultado desta
distribuição foi apresentado na tabela 18. Para melhor entendimento da tabela, a
figura 14 demonstra as máquinas, o tempo de execução e a operação a que ela
corresponde.
Figura 14 – Balanceamento da linha de produção.
Fonte: Autores (2013)
65
Tabela 18 – Distribuição de tarefas.
OPERADOR
OPERAÇÃO
TEMPO
OCUPAÇÃO
1
A+B+C
4,5
86%
2
A+B+C
4,5
86%
3
A+B+C
4,5
86%
4
A+B+C
4,5
86%
5
D
5
95%
6
D
5
95%
7
D
5
95%
8
E
5
95%
9
E
5
95%
10
E
5
95%
11
E
5
95%
12
F+H+K
4,5
86%
13
F+H+K
4,5
86%
14
F+H+K
4,5
86%
15
G+I+K
4,33
83%
16
G+I+K
4,33
83%
17
G+I+K
4,33
83%
18
J
5
95%
19
J
5
95%
20
J
5
95%
21
J
5
95%
22
J
5
95%
J
5
95%
23
Fonte: Autores (2013).
Esse foi o melhor balanceamento feito, e como prova, sua eficiência foi de
91%, cujo resultado foi demonstrado através da fórmula (59). O número real mínimo
foi de 23 operadores, e mostrou a necessidade de pelo menos 3 operadores nos
processos mais longos; já nos mais rápidos, o operador segue com o produto,
realizando até três operações. Neste último caso, teve-se a preocupação de
selecionar as operações com menor distância.
𝐸𝑓𝑖𝑐𝑖ê𝑛𝑐𝑖𝑎 =
21
23
(59)
Com a alocação dos operadores no posto de trabalho – máquina, dar-se por
concluída a fase de levantamento de dados, haja vista que foram suficientes para a
análise, paralelamente à elaboração do micro layout.
66
Para se chegar a um arranjo funcional e otimizado, respeitando as limitações
do espaço, foi necessário observar e considerar cada detalhe do funcionamento da
matriz, e reunir a todos os resultados encontrados.
Figura 15 – Proposta de layout para a filial.
Fonte: Autores (2013)
Na figura 16 tem-se uma visão panorâmica da planta, e que permite visualizar
o fluxo que a madeira faz, da recepção a saída do produto acabado.
Figura 16 – Fluxo da madeira.
Fonte: Autores (2013).
As figuras acima (15 e 16) retratam de forma sumarizada, todos os dados
levantados ao longo do estudo, respeitando as restrições departamentais e do
67
maquinário. Esta proposta de layout buscou otimizar o espaço, minimizar os fluxos
da matéria-prima e as melhorias idealizadas para a matriz.
3.6
ANÁLISE DOS RESULTADOS
No nível global, os cálculos resultantes da aplicação do método de
localização do momento, comprovaram que a cidade de Paragominas é o melhor
local para se instalar a nova unidade. A tabela 19 demonstra, em ordem crescente, o
menor custo por cidade, entre aquelas que compuseram o estudo comparativo.
Tabela 19 – Custo por cidade.
CIDADE
CUSTO
PARAGOMINAS
37.037,13
TAILÂNDIA
43.357,70
DOM ELISEU
54.573,96
BAIÃO
60.399,97
Fonte: Autores (2013).
Uma análise mais depurada dos cálculos permite ainda constatar que o
resultado sofreu influência, principalmente, de duas variáveis. A primeira está
relacionada ao alto custo unitário do km por m3 de madeira transportada a partir de
Paragominas. Esse número eleva os valores dos custos nas outras cidades e é
praticamente nulo, quando a cidade de origem é Paragominas. Em outras palavras,
sai muito mais caro se captar a madeira em Paragominas e se levar até Baião, Dom
Eliseu ou Tailândia. A segunda variável tem haver com a distância reduzida para a
cidade de Dom Eliseu, cerca de 160 km, aliado ao fato de ser a cidade com menor
quantidade de matéria prima e possuir o menor custo unitário do km por m 3.
O principal resultado da pesquisa está sustentado na análise comparativa
entre custo atual que a matriz possui para se trazer a sua matéria prima de todas as
quatro cidades fornecedoras até a sua sede, e o custo, com essas mesmas
características, considerado se a unidade for instalada na cidade de Paragominas. A
tabela 20 apresenta esse paralelo e fornece razões suficientes para embasar a
decisão da empresa de optar por instalar sua filial em uma cidade que resultará, no
horizonte de 12 meses, em uma redução de 43,85%, conforme consta demonstrado,
68
se comparado ao custo encontrado na tabela 9, seção 3.2, que apontou o custo de
R$ 66.221,69 para se captar a matéria-prima, a partir das mesmas cidades.
Tabela 20 – Custo médio de transporte destino Paragominas.
QUANT.
CUSTO
UNT.
DISTÂNCIA
CUSTO MÉDIO
12
3,95
265
12.156,96
12
3,67
440
19.809,94
PARAGOMINAS
13
5,08
1,5
95,62
DOM ELISEU
11
2,82
160
5.116,10
R$37.178,63
LOCAL
TAILÂNDIA
BAIÃO
PARAGOMINAS
Fonte: Autores (2013).
A economia ao ano gira em torno de R$ 348.516,74. E sendo assim, em 18
meses é possível ter o retorno do investimento da compra do terreno e construção
do galpão.
Os resultados do planejamento do segundo nível – o Supra Espaço – foram
decorrentes, predominantemente, de um exame de variáveis de influência do local,
relacionadas, sobretudo, à infraestrutura que deve existir para garantir a instalação.
Explicitaram,
por meio
da pesquisa
exploratória,
as condições propícias,
encontradas na cidade de Paragominas, à instalação, não necessariamente
relacionadas ao estudo quantitativo, como ocorreu no primeiro nível, mas de
importância qualitativa no estudo realizado.
O terceiro nível do projeto resultou em um amplo arranjo do espaço
disponível, visto na figura 10. Para a elaboração deste arranjo, foi calculado o
número de máquinas necessárias para operacionalizar 22.800 m2 de piso no ano,
valor esse que corresponde à produção (anual) da matriz. O número total de
máquina encontrado foi de 23, variando de 1 a 6 máquinas por operação. Esse
número (juntamente com as medidas das máquinas) foi útil para determinar a área
ocupada, mas também, serviu como indicador para a fábrica matriz, visto que foram
usados os dados de sua produção. O alerta fica para o superdimensionamento e
para equipamentos obsoletos, uma vez que utiliza 50 máquinas para produzir a
mesma quantidade. Outra informação que ajudou a compor este macro arranjo foi a
taxa de proximidade, que foi encontrada a partir do gráfico de relacionamentos. A
taxa é a somatória das importâncias atribuídas a cada departamento, definidos do
maior para o menor, a ordem pela qual foram alocados. A saber, a produção foi à
69
primeira, seguida do PCP e da qualidade e o último, departamento posicionado foi o
do refeitório.
A visão mais particular da pesquisa teve inicio com a criação do fluxograma
do processo produtivo, se valendo da abordagem experimental e de clonagem. A
partir dessa ferramenta foi possível gerar o diagrama de relacionamento, que
explicitou as “desarmonias” a respeito da proximidade de algumas máquinas. Bem
semelhante ao que foi feito no macro espaço, calculou-se a taxa de aproximação
para ordenar o posicionamento das máquinas no espaço disponível. Essa alocação
gerou o diagrama de blocos representado pela figura 13. Optou-se por definir as
responsabilidades dos operadores antes de posicionar definitivamente o maquinário.
Com isso, calculou-se o número mínimo de operadores, que apontou 21. Todavia,
para se chagar ao número real se fez necessário realizar o balanceamento de linha
de produção, isso quer dizer, designar um ou mais operadores para realizar uma ou
mais atividades. Vale lembrar que foi considerado o tempo de processamento de
cada máquina (exposto na tabela 16) e que cada operador executará seu papel com
tempo igual ou menor que o tempo de ciclo (frequência com que 1m2 de piso deve
ser produzido), o tempo calculado foi de 5,24 minutos. Dessa forma, encontrou-se
uma linha produtiva com 23 operadores, realizando de uma a três operações e
apenas 9 % de ociosidade. Esse resultado influenciou o posicionamento das
máquinas, pois, buscando diminuir as distâncias percorridas pelos operadores que
ficaram responsáveis por mais de uma tarefa.
Na proposta de layout, apresentada na figura16, ficou clara a redução dos
fluxos se comparado com os da figura 17, que esboça o layout da fábrica matriz.
70
Figura 17 – Planta da fábrica matriz.
Fonte: Autores (2013).
A configuração das máquinas na fabrica matriz demonstra que a forma encontrada
para garantir a não proximidade da serra com os demais processos, devido à
serragem da madeira provocar queda na qualidade e até desperdício de produto, foi,
simplesmente, afasta-las e posiciona-las antes das plainas, quebrando a sequencia
das máquinas. Porém, essa solução acarreta num fluxo maior e cruzado entre as
primeiras atividades, além da aproximação com as áreas de apoio, o que dificulta a
limpeza e higiene dos ambientes. A medida proposta para a filial é a instalação de
paredes, isolando os processos que geram resíduos e odor forte. Essa estrutura,
dentre outros benefícios, permitiu manter a linha de produção contínua. Foi
exemplificada apenas a situação da serra, mas essa estrutura foi incorporada no
projeto também para as lixadeiras e máquina de envernizamento. Vale ressaltar, que
a ideia das paredes acompanha vidros, com mínimo de 1,80m de altura, consentindo
o acompanhamento da atividade, e portas vai-e-vem, para evitar perda de tempo.
Outras comparações foram realizadas com o intuito de mostrar a solução de
problemáticas identificadas na matriz. A proposta do layout para a filial traz o
escritório, refeitório e banheiro do lado oposto ao início do processo produtivo. A
inversão foi proposital, pois se percebeu o alto nível de ruído gerado pelas estufas,
serras e plainas. Essa proposição permite aos funcionários do setor administrativo e
aos demais colaboradores, que utilizarão o refeitório e banheiro, a sensação maior
de conforto. A criação de corredores (laterais) permite um acesso mais seguro aos
71
trabalhadores e visitantes ao setor produtivo, evitando o contorno das máquinas em
funcionamento, verificado na fábrica em Ananindeua. Foi projetada também, uma
sala de reuniões, anexa ao departamento de qualidade, pois não existe um lugar
adequado, na fabrica matriz; usualmente, utilizam o refeitório para reunir os
colaboradores, para treinamentos, dinâmicas e reuniões. Por fim, na comparação
estabelecida em relação ao tamanho das instalações, a matriz apresenta 8.340 m2
construídos e a proposta da filial é de 2.620 m2, representando uma diminuição de
cerca de 70% de sua área. Essa redução comprova que a solução para o problema,
no que desrespeito a organização do espaço foi encontrada, através do método de
planejamento sistemático de layout, aplicado no macro e micro espaço, permitindo
um arranjo eficiente e com produtividade semelhante à da matriz.
Fatores que
também contribuíram com essa redução foram o cálculo do número de máquinas e o
balanceamento da linha de produção.
A análise do estudo identificou que a abordagem de clonagem, inicialmente
adotada, não se aplicaria para a determinação do espaço necessário, pois,
superdimensionaria a área e distorceria o objetivo da pesquisa. Então, utilizou-se a
abordagem apenas para copiar o processo produtivo, já que o produto fabricado
será o mesmo. A proposta para a fábrica filial não buscou apenas reduzir os custos
e otimizar o espaço, possibilitou também oferecer conforto e segurança para os
trabalhadores.
72
4.
CONSIDERAÇÕES FINAIS
De posse dos resultados proporcionados por essa pesquisa conseguiu-se
examinar todas as funções estratégicas e operacionais necessárias para o
planejamento de instalações de uma fábrica. O estudo foi fundamentado na
metodologia proposta por Lee (1998), que estabelece que um projeto de instalações
está dividido em cinco níveis. O centro dessa investigação esteve o tempo todo
preocupado em provar, qualitativa e quantitativamente, valendo-se de meios
científicos aplicados à realidade, resultados favoráveis à empresa, na decisão de
instalar uma filial, sob o ponto de vista financeiro, é o que importa. Relevante
destacar que a pesquisa se limitou aos quatro primeiros níveis propostos, ficando o
quinto nível, como uma oportunidade futura de se planear sobre o tema, que tem
haver com o estudo do posto de trabalho.
No primeiro nível de planejamento, se demonstrou, matematicamente, a
melhor localização para se instalar a filial. Para tanto, valeu-se da aplicação do
método de momento, pois se revelou ser o mais apropriado à situação que se
expunha. Durante a fase de coleta, para se ter informações com uma maior margem
de segurança, o que por conseguinte geraria resultados mais precisos e exatos, foi
realizado o levantamento nos documentos fiscais da empresa, de modo a dimanar
os dados de um período de cinco anos. Com o resultado dessa análise disposto em
tabelas, pode-se, com o auxílio de fórmulas, ser evidenciado o custo mensal da
empresa com o transporte de matéria prima.
O estudo do macro espaço foi importante, pois estruturou o processo de
planejamento do espaço, onde foram estabelecidos os departamentos da empresa,
de forma harmônica e obedecendo à restrições de afinidades ou aproximação,
imprescindíveis não somente, ao funcionamento da fábrica, dentro de parâmetros
aceitáveis de qualidade, produtividade, eficiência, efetividade, e alinhada a critérios
de segurança, meio ambiente e saúde, mas sobretudo e principalmente, porque
proporcionou um layout estrategicamente funcional.
No micro espaço, a análise e definição da correta localização dos
equipamentos
e
máquinas,
propiciada
pela
aplicação
de
diagramas
de
relacionamento, e a aplicação do balanceamento da linha de produção
complementaram o layout do macro espaço, quando se encontrou o posicionamento
73
ideal para esses móveis e aproveitamento eficaz das células de trabalho. Esses
níveis alçaram dados importantíssimos
tais como:
número
de
máquinas,
relacionamento entre os departamentos e entre as máquinas, número mínimo de
operador e a alocação deles nos postos de trabalho.
A cada nível, partindo-se do global para o particular, o número de
informações foi aumentando e exigindo mais gerenciamento do projeto, por que,
apesar de ter sido revelado na pesquisa, a necessidade de se isolar os níveis e
focalizar um de cada vez, a realidade do estudo de caso foi diferente, demonstrando
a interdependência das atividades, em que a realização de uma etapa dependia da
execução/dados de outra
Fundamental para toda a extensão do trabalho foi, sem dúvida, conhecer o
processo da fábrica matriz, não se afastando, jamais, da ideia de que as pessoas
são parte integrante desse processo e que o planejamento deve ser, a cada
instante, participativo e interativo, para permitir a obtenção de informações claras,
necessárias para atingir o objetivo do estudo, à consecução final da proposta de
instalação da filial da fábrica.
4.1
EXTENSÃO DA PESQUISA
Com o resultado da aplicação do cálculo do momento tendo indicado a cidade
de Paragominas como o melhor local para se instalar a nova fábrica, e o custo que
ela terá com a captação de matéria prima, foi possível se confrontar com o custo
encontrado na empresa matriz, para se trazer seu insumo até a sede, provando a
redução significativa dessa despesa para a empresa. Essa asserção deverá ser
legitimada, após o início do funcionamento da unidade, quando, de posse dos novos
documentos geradores de frete, poderá ser realizada análise similar àquela que
identificou o custo de frete na fábrica matriz. Em outras palavras, fica reservado a
possíveis interessados em estender a pesquisa, estabelecer o grau de eficiência do
método ou aplicar outros métodos de localização (centro de gravidade, máxima
cobertura, p-mediana, etc.) para comparação de resultados.
A pesquisa prescinde ainda de ser enriquecida com o estudo detalhado do
quinto nível de planejamento – Submicro espaço. Nele poderá ser desenvolvido o
projeto das estações de trabalho em cada setor. Nessa linha, uma indicação poderá
74
ser a intervenção de uma análise macro ergonômica dos postos de trabalho na nova
fábrica.
No tocante ao estudo do macro espaço estimula-se oportunizar adiante deste
trabalho, a elaboração e análise do cálculo do número de máquinas na fábrica
matriz, tendo em vista que o resultado encontrado nessa pesquisa apresentou
discrepância significativa. Isto, intui, num primeiro momento que pode haver um
superdimensionamento de máquinas na empresa mãe, mesmo sabendo que ali são
fabricados, além do piso engenheirado, outros produtos.
Outra importante contribuição a posteriori poderá se basear na simulação,
com o auxílio de softwares, do funcionamento do layout proposto, a fim de se
comprovar a sua eficácia.
75
REFERÊNCIAS
AMARAL, Augusto Carlos Patti. Estrutura e funcionamento de uma cooperativa d
e trabalho médico: um estudo de caso da Unimed Cuiabá. Dissertação mestrado –
(Administração de empresa) PUCSP. São Paulo. 2001.
AGUIAR, Giancarlos et al. Simulações de arranjos físicos por produtos e
balanceamento de linha de produção: O estudo de um caso real no ensino para
estudantes de engenharia. In: XXXV COBENGE. Curitiba - PR. 2007.
BALLOU, R. H. Gerenciamento da Cadeia de Suprimentos: planejamento,
organização e logística empresarial. 4ª Ed. Porto Alegre: Bookman, 2001.
BRANDEAU, M. L. & CHIU, S. S. An Overview of Representative Problems in
Location Research. Management Scienc. p.645-674. 1989.
BLACK, J. T. O projeto da fábrica com futuro. Porto Alegre: Artes Médicas Sul.
1991.
CAMAROTTO, João Alberto. Projeto de Instalações Industriais. 2005.
CARVALHO, Guilherme. Estatística do setor madereiro. Pará exporta mais
produtos beneficiados. AIMEX. Belém. 2012.
CHASE, R. B.; JACOBS, R. & AQUILANO, N. J. Administração da produção para
vantagem competitiva. 10º Ed. Porto Alegre: Bookman. 2006.
CHOPRA, Sunil & MEINDL, Peter. Gerenciamento da Cadeia de Suprimentos:
estratégia, planejamento e operação. Tradução: Claudia Freire. 1º Ed. São Paulo:
Pearson Prentice Hall. 2003.
COBRA, M. Administração de Vendas. São Paulo: Editora Atlas, 1994.
CORRÊA, H. L. & CORRÊA, C. A. Administração da produção e operações: uma
abordagem estratégica. São Paulo: Atlas. 2004.
DAVIS, M. M.; AQUILANO, N. J. & CHASE, R.B. Fundamentos da administração
da produção. 3º Ed. Porto Alegre: Bookman. 2001.
DIAS, S. R. Estratégia e Canais de Distribuição. São Paulo: Editora Atlas, 1993.
FRANCO, G. A Inserção externa e o desenvolvimento. Revista de Economia
Política. vol. 18, n.3. jul/set. 1998.
GAITHER, N. & FRAZIER, G. Administração da produção e operações. 8ª Ed.
São Paulo: Thomson. 2005.
GIL, Antonio Carlos. Métodos e técnicas de pesquisa social. São Paulo:
Atlas.1999.
76
GOLDENBERG, Mirian. A arte de pesquisar: como fazer pesquisa em ciências
sociais – Rio de Janeiro: Record. 1997, 2004.
GRANETO, Luiz Felipe. Processo produtivo de piso engenheirado de madeira.
Trabalho de conclusão de curso (Engª. Industrial madeireira) – UFPR. Curitiba. 2010
HEPFNER, Rafael. Planejamento de Layout Estudo de Caso em um Laboratório
Metalúrgico. 2008. Trabalho de diplomação – (Engenharia de produção) UFRGS.
Porto Alegre. 2008.
HINES, P. & TAYLOR, D. Guia para Implementação da Manufatura Enxuta. Ed.
IMAM. 2005.
KRAJEWSKI, L. J. ; RITZMAN, L. P. & MALHOTRA, M. Administração da
produção e operações. 8ª Ed. São Paulo: Pearson Prentice Hall. 2009.
KERNS, F. Strategic Facility Planning (SFP). Work Study, vol. 48, p. 176-181.
1999.
LEE, Quarterman. Projeto de Instalação e do Local de Trabalho. São Paulo: Ed.
IMAM. 1998.
LONGENECKER, J. G.; MOORE, C. W. & PETTY, J. W. Administração de
Pequenas Empresas. São Paulo: Makron Books. 1997.
LUZZI, A. Antônio. Uma abordagem para projetos de layout industrial em
sistemas de produção enxuta: um estudo de caso. Porto Alegre: UFRGS. 2004.
Disponível em:
<http://www.lume.ufrgs.br/bitstream/handle/10183/4721/000459179.pdf?sequence=1
>.
MACCORMAK, A. D.; NEWMANN, L. I. & ROSENFELD, D. B. The new dynamics of
global manufacturing site location. Sloan Management Review. p. 69-80. Ed.
Summer. 1994.
MARTINS, Petrônio G. & LAUGENI, Fernando Piero. Administração da produção São Paulo. 2002, 2006.
MELLER, R. D. & GAU, K. The Facility Layout Problem: recent and emerging trends
and perspectives. Journal of Manufacturing Systems. vol. 15. n 5. p. 351. 1996.
MINAYO, Maria Cecília de Souza. O desafio do conhecimento. São Paulo:Hucitec.
1993.
MOURA, Reinaldo A. Armazenagem e distribuição física. São Paulo: Ed. IMAN.
1997.
MUTHER, R. Planejamento do Layout: Sistema SLP. Ed. Edgard Blucher Ltda.
1978.
77
MUTHER, R. & WHEELER, J. D. Planejamento Sistemático e Simplificado de
Layout. São Paulo: Ed. IMAM. 2000.
NEUMANN, C. S. R. Projeto de Fábrica e Layout: Planejamento do micro espaço.
UFRGS. 2008. Disponível em:
<http://www.producao.ufrgs.br/arquivos/disciplinas/393_capitulo9_micro.pdf>.
OIMT. Reseña anual y evaluación de La situación mundial de lãs maderas. p.210.
Organización Internacional de lãs Maderas Tropicales. Yokohama, Japón. 2006.
PIRES, S.R.I. Integração do planejamento e controle da produção a uma
estratégia de manufatura. 223 f. Tese de doutorado – (Escola de Engenharia de
São Carlos). UFSCar. 1994.
PIZZOLATO, N. ; RAUPP, F & ALZAMORA, G. Revisão de desafios aplicados em
localização com base em modelos da p-Mediana e suas variantes. PODes. vol.4. n1.
p. 13-42. jan/abr. Rio de Janeiro. 2012.
REMADE – Revista da madeira. Mensal. São Paulo. 2009.
RESSE, J. Solutions Methods for the p-Median Problem: An Annotated Bibliography.
Networks. vol. 48. p. 125-142. 2006.
SANTANA, A. C. Cadeias Produtivas Setoriais e o Curso do Desenvolvimento
Local na Amazônia In: Agricultura&Tropical: quatro décadas de inovações
tecnológicas, institucionais e políticas.1ª Ed. Brasília: Embrapa. 2009.
SATO, Fábio Ribeiro. Problemas e métodos decisórios de localização de
empresas. RAE electron. vol.1. n.2. p. 02-13. São Paulo. 2002.
SCHMIDT, Tibor. Projeto de Macro-Layout da Empresa Cisabrasile Ltda.
Trabalho de conclusão de curso – (Engenharia de Produção e Sistemas). p. 60.
Universidade do Estado de Santa Catarina. Joinville. 2007.
SILVA, Edna & MENEZES, Estera. Metodologia da pesquisa e elaboração da
dissertação. 3ª Ed. Florianópolis. 2001.
SILVA, Alessandro L. et al. Melhorando o Layout Físico Através da Aplicação do
Conceito de Célula de Produção e Redução da Movimentação: Um Estudo de
Caso. In: XXX ENEGEP. São Paulo. 2005.
SILVA, Eliana. Estimação volumétrica para espécies florestais de uso comercial
em Paragominas, PA. Dissertação Mestrado (Ciências florestais) – UFRA. Belém.
2011.
SLACK, Nigel. et al. Administração da Produção. São Paulo: Ed. Atlas. 1997.
2002.
TOMPKINS, J. A.; WHITE, J. A.; BOZER, Y. A. et al. Facilities Planning. 2ª Ed.
New
York:
John
Willey
&
Sons,
Inc,
1996.
Disponível
em:
78
<http://www.abepro.org.br/biblioteca/enegep2010_TN_STO_124_800_17063.pdf>.
VERÍSSIMO, A.; BARRETO, P.; MATTOS, M.; TARIFA, R. & UHL, C. Logging
impacts and prospects for sustainable forest management in an old Amazon frontier:
the case of Paragominas. Forest Ecology and Management. vol.55. p. 169-199.
1998.
VERÍSSIMO, A.; LIMA, E. & LENTINI, M. Polos madeireiros do Estado do Pará.
Belém: IMAZON. p.75. 2002.
YANG, T.; SU, C. & HSU, Y. Systematic Layout Planning: a study on semiconductor
wafer fabrication facilities. International Journal of Operations Production
Management.
vol.
20.
p.
1359-1371.
2000.
Disponível
em:
<http://www.scielo.br/scielo.php?script=sci_arttext&pid=S010365132008000300015>
.
79
APÊNDICE
80
81
ANEXO
82
Baixar