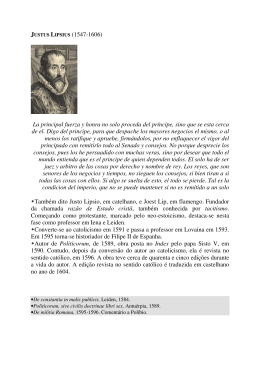
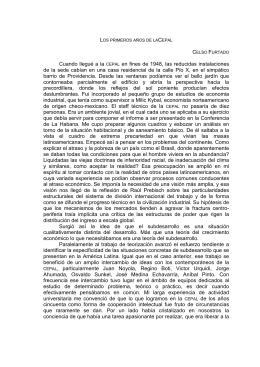
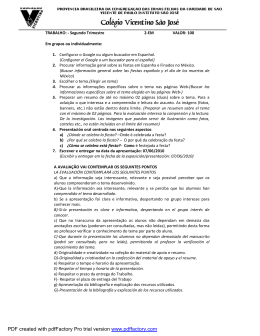
EDITORIAL 03 ANÁLISE DO TEMPO DE EVACUAÇÃO TOTAL DE UM CINEMA POR MEIO DA APLICAÇÃO DE SIMULAÇÕES COMPUTACIONAIS Tatiane Silva, Liliana Gramani, Eloy Kaviski, Fábio Balbo, Marina Ferreira 05 APLICAÇÃO E ANÁLISE DE ALGUNS PROCEDIMENTOS DE CONTRUÇÃO DE ROTA PARA O PROBLEMA DO CAIXEIRO VIAJANTE Paula Francis Benevides,Flavia Konowalenko, Deise Maria Bertholdi Costa, Luiz Fernando Nunes, Angela Olandoski Barboza 17 APLICAÇÃO DE UM ALGORITMO GENÉTICO PARA O PROBLEMA DO CARTEIRO CHINÊS EM UMA SITUAÇÃO REAL DE COBERTURA DE ARCOS Flavia Konowalenko, Paula Francis Benevides, Deise Maria Bertholdi Costa, Angela Olandoski Barboza, Luiz Fernando Nunes 27 DISEÑO Y ANÁLISIS DE SISTEMAS PRODUCTIVOS UTILIZANDO LA OPTIMIZACIÓN MEDIANTE SIMULACIÓN BASADO EN INTERNET Matías Urenda Moris, Amos H.C. Ng, Jacob Bernedixen, Ainhoa Goienetxea Uriarte 37 EVALUACIÓN Y ANÁLISIS DE EFICACIA Y EFICIENCIA EN RESTAURANTES. CASO: RESTAURANTE ESPECIALIZADO EN COMIDA INTERNACIONAL Liliana Ramos Iglesias, Alaín Segura Domínguez, Yaimí González Catalá, Arianne Alonso Suárez 51 PLAN ÓPTIMO DE PRODUCCIÓN EN UNA PLANTA EMBOTELLADORA DE GASEOSAS Viviana Karolina Ortiz Triana, Álvaro Junior Caicedo Rolón 69 CONTROLE ESTATÍSTICO DE UM PROCESSO QUÍMICO CONTÍNUO: UM ESTUDO DE CASO COM O GRÁFICO IRM E DUAS VARIÁVEIS DE CONTROLE Maria Eugenia Santana Soares Vasconcelos, Henrique Rego Monteiro da Hora, Helder Gomes Costa 83 INSTRUCCIONES GENERALES A LOS AUTORES PARA LA PRESENTACIÓN DE TRABAJOS 103 Revista Ingeniería Industrial Año 11 Nº 1 – Primer Semestre 2012 Es una revista de divulgación científica responsabilidad del Departamento de Ingeniería Industrial, Facultad de Ingeniería de la Universidad del Bío-Bío, Concepción, CHILE REPRESENTANTE LEGAL Dr. Héctor Gaete Feres DECANO FACULTAD DE INGENIERIA Mg. Peter Backhouse Erazo DIRECTOR DEPARTAMENTO DE INGENIERIA INDUSTRIAL Mg. Claudia Bañados Castro DIRECTOR EDITOR RESPONSABLE Ing. Iván Santelices Malfanti COMITÉ EDITOR • Mg. Alejandro Andalaft Chacur Universidad de Concepción, Chile. • Dr.Luis Miguel Arreche Bedia Universidad Politécnica de Madrid, España. • PhD. Luiz F. Autran M. Gomes Ibmec Business School, Brasil. • PhD. Claribel Bonilla University of San Diego, United States. • Dr. João Hélvio Righi de Oliveira Universidad Federal de Santa María, Brasil. • Ing. Leticia Galleguillos Peralta Universidad del Bío-Bío, Chile. • MSc. Sergio Flores Urquiza Pontificia Universidad Católica de Valparaíso, Chile. • PhD. Eric N. Hansen Oregon State University, United States. • Mg. Víctor Andrés Kowalski Universidad Nacional de Misiones, Argentina • Dr. Agustín Alexander Mejias Acosta Universidad de Carabobo, Venezuela. • Dr. Germán Méndez Giraldo Universidad Distrital Francisco José de Caldas, Colombia. • Dr. José Moyano Fuentes Universidad de Jaén, España. • Dr. Francisco Núñez Cerda Universidad del Bío-Bío, Chile. • Dr. Víctor Parada Daza Universidad de Santiago de Chile, Chile. • Dr. Sergio Quijada Figueroa Centro de Modelación y Simulación del Ejército, Chile. • MSc. Guillermo Schaffeld Graniffo Universidad Autonoma de Chile, Chile • PhD. José Alejandro Sepúlveda University of Central Florida, United States. • Dr. Minerva Arzola Hamilton Universidad Nacional Experimental Politécnica Antonio José de Sucre, Venezuela PRODUCCIÓN EDITORIAL MSc. Linette Salvo Sepúlveda PORTADA Diseño: ISM&FNC. Fotografías: Archivo del Departamento de Ingeniería Industrial de la Universidad del Bío-Bío, Chile. Indizada en: - DOAJ. Directory of Open Access Journals - EBSCO - LATINDEX - DIALNET - Academic Search Complete - Fuente Académica - Journal For Free Publicación Semestral. Junio y Diciembre ISSN 0717-9103 versión impresa ISSN 0718-8307 versión en línea Suscripciones Chile: $ 30.000 por año Extranjero: US$ 80 por año Incluye franqueo por correo ordinario. Revista Ingeniería Industrial Universidad del Bío-Bío Avda. Collao 1202 Casilla 5-C, 4081112, Concepción – Chile Teléfono: (56-41) 3111380 Fax: (56-41)3111021 www.revistaingenieriaindustrial.cl 1 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año. 11 Nº1, 2012 POLÍTICA EDITORIAL TEMÁTICA Y ALCANCE La revista INGENIERÍA INDUSTRIAL permite la publicación de artículos en todos los ámbitos de la Ingeniería Industrial y sus aplicaciones; también se publican en ella, previa aceptación del Comité Editor, resúmenes de tesis de magíster y doctorado, opiniones técnicas, revisión de libros y artículos de congresos. La revista se edita semestralmente en Español y Portugués, en formato impreso y digital, siendo esta última presentación libre y gratuita para cualquier persona interesada. Los artículos que se sometan al arbitraje de la revista INGENIERÍA INDUSTRIAL deben ser originales e inéditos, y no pueden estar sometidos a consideración simultánea de evaluación en otra revista académica o profesional, como tampoco haber sido publicados parcial o totalmente en una distinta. Si un artículo es aceptado para publicación, los autores ceden todos los derechos de impresión y/o reproducción a la revista INGENIERÍA INDUSTRIAL editada por la UNIVERSIDAD DEL BÍO-BÍO. Está dirigida a un público formado por investigadores, docentes y profesionales en el ámbito de la ingeniería, con un alcance y participación internacional. Se aceptan trabajos en tres idiomas: español, portugués e inglés. PROCESO DE REVISIÓN POR PARES Recibido el manuscrito, el comité editorial evalúa el mérito del documento para enviarlo ciego a un arbitraje compuesto por, a lo menos, dos pares expertos en el área temática. El proceso de evaluación es doblemente ciego: árbitros y autores desconocen a la contraparte. Sin embargo, cuando sea pertinente el autor podrá enviar información sobre conflicto de intereses para la evaluación de artículos. Evaluado el manuscrito, es devuelto a la Producción Editorial, que evalúa los comentarios y sugerencias de los pares. En base a esa información decide comunicar a los autores la decisión de continuar o no con el proceso de publicación. POLÍTICA DE ACCESO ABIERTO Esta revista provee acceso libre inmediato a su contenido, bajo el principio de que la investigación debe estar disponible gratuitamente al público para apoyar al intercambio del conocimiento global y la generación de desarrollo e innovación. Revista INGENIERIA INDUSTRIAL se encuentra bajo una Licencia Creative Commons Atribución-NoComercial-SinDerivadas 3.0 Unported. La revista se reserva los derechos de reproducción del contenido de los artículos. El contenido de los artículos publicados no necesariamente representa el pensamiento de la Universidad, como tampoco de la revista. 2 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1, 2012 EDITORIAL En estas breves líneas se quiere realzar el papel de la logística en la búsqueda de un mejor aprovechamiento de los recursos humanos, tecnológicos y de capital, con los que cuentan las organizaciones de servicios y bienes. La Logística (del inglés logistics) es definida por la R.A.E, en su tercera acepción, como “el conjunto de medios y métodos necesarios para llevar a cabo la organización de una empresa, o de un servicio, especialmente de distribución”. En términos generales, según la definición oficial de la norma AFNOR (norma X50-600), la Logística es una función cuya finalidad es la satisfacción de las necesidades expresadas o latentes, considerando las mejores condiciones económicas para la empresa, y para obtener un nivel de servicio determinado. De esta definición se pueden identificar tres de los elementos clave de toda gestión logística: asumir la gestión integrada de dos flujos, uno de materiales y otro de información, cuyas principales direcciones tienen sentidos opuestos; buscar como objetivo la optimización de los procesos en términos de servicio y costo; y, por último, considerar los procesos comerciales, de producción y de aprovisionamiento. En el ámbito de la Ingeniería Industrial existen diversas definiciones de este término, el que ha evolucionado desde la logística militar hasta el concepto actual del arte y la técnica que se ocupa de la organización de los flujos de materiales, productos, energía e información. Personalmente, me acomoda la definición que el Centro Español de Logística plantea: “Se entiende hoy por logística, en el ámbito de la gestión y organización empresarial, la interdisciplina que pretende, mediante una gestión integral de los flujos de materiales e información, optimizar, en calidad de servicio y coste, los procesos correspondientes a la gestión de materiales, la producción y la distribución”. En estos once años de la revista Ingeniería Industrial se han publicado varios trabajos en esta área; por ejemplo: Análisis del Transporte Colectivo Urbano en el Gran Concepción; Importancia de la localización en la cadena de suministros; Diseño de una herramienta para la evaluación de la calidad de servicio de Operadores Logísticos; Un trabajo que relacionaba Logística Inversa y Logística Verde, entre muchos otros que, directa o indirectamente, se pueden agrupar dentro de lo que se acepta como Logística, a los que podríamos, además, sumar la mayoría de los trabajos presentados en el actual número de esta publicación. A modo de conclusión, se podría indicar que en los tiempos actuales y en el futuro cercano, lo que entendemos por logística toma mayor importancia por ser una herramienta integradora de la gestión empresarial, y como instrumento generador de valor agregado en las organizaciones para los distintos actores involucrados. Dado lo anterior, me permito invitar al lector, sea cual sea su rol en las empresas de servicios y/o bienes -desde la alta dirección al cliente final- a profundizar el conocimiento sobre esta área de la Ingeniería industrial y, por qué no, en el corto o mediano plazo poder retransmitir sus experiencias en un trabajo de investigación o aplicación en alguna de las áreas de la logística o de la Ingeniería Industrial en general. La revista de Ingeniería Industrial espera que este número sea inspirador de estos desarrollos futuros, y desde ya quedan invitados a difundirlos. Iván Santelices Malfanti Director – Editor Responsable Revista Ingeniería Industrial 3 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1, 2012 INDICE EDITORIAL 03 ANÁLISE DO TEMPO DE EVACUAÇÃO TOTAL DE UM CINEMA POR MEIO DA APLICAÇÃO DE SIMULAÇÕES COMPUTACIONAIS Tatiane Silva, Liliana Gramani, Eloy Kaviski, Fábio Balbo, Marina Ferreira 05 APLICAÇÃO E ANÁLISE DE ALGUNS PROCEDIMENTOS DE CONTRUÇÃO DE ROTA PARA O PROBLEMA DO CAIXEIRO VIAJANTE Paula Francis Benevides,Flavia Konowalenko, Deise Maria Bertholdi Costa, Luiz Fernando Nunes, Angela Olandoski Barboza 17 APLICAÇÃO DE UM ALGORITMO GENÉTICO PARA O PROBLEMA DO CARTEIRO CHINÊS EM UMA SITUAÇÃO REAL DE COBERTURA DE ARCOS Flavia Konowalenko, Paula Francis Benevides, Deise Maria Bertholdi Costa, Angela Olandoski Barboza, Luiz Fernando Nunes 27 DISEÑO Y ANÁLISIS DE SISTEMAS PRODUCTIVOS UTILIZANDO LA OPTIMIZACIÓN MEDIANTE SIMULACIÓN BASADO EN INTERNET Matías Urenda Moris, Amos H.C. Ng, Jacob Bernedixen, Ainhoa Goienetxea Uriarte 37 EVALUACIÓN Y ANÁLISIS DE EFICACIA Y EFICIENCIA EN RESTAURANTES. CASO: RESTAURANTE ESPECIALIZADO EN COMIDA INTERNACIONAL Liliana Ramos Iglesias, Alaín Segura Domínguez, Yaimí González Catalá, Arianne Alonso Suárez 51 PLAN ÓPTIMO DE PRODUCCIÓN EN UNA PLANTA EMBOTELLADORA DE GASEOSAS Viviana Karolina Ortiz Triana, Álvaro Junior Caicedo Rolón 69 CONTROLE ESTATÍSTICO DE UM PROCESSO QUÍMICO CONTÍNUO: UM ESTUDO DE CASO COM O GRÁFICO IRM E DUAS VARIÁVEIS DE CONTROLE Maria Eugenia Santana Soares Vasconcelos, Henrique Rego Monteiro da Hora, Helder Gomes Costa 83 INSTRUCCIONES GENERALES A LOS AUTORES PARA LA PRESENTACIÓN DE TRABAJOS 103 revista Ingeniería Industrial Universidad del Bío-Bío, Concepción. Chile www.revistaingenieriaindustrial.cl 4 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 5-16, 2012 Análise do tempo de evacuação total de um cinema...Silva et al. ANÁLISE DO TEMPO DE EVACUAÇÃO TOTAL DE UM CINEMA POR MEIO DA APLICAÇÃO DE SIMULAÇÕES COMPUTACIONAIS♠ ANALISY OF TOTAL TIME EVACUATION OF A MOVIE THEATER THROUGH THE APPLICATION OF COMPUTER SIMULATIONS Tatiane Silva1, Liliana Gramani1, Eloy Kaviski1, Fábio Balbo1, Marina Ferreira1 RESUMO O estudo da dinâmica de pedestres tem sido utilizada em situações que procuram identificar ou reproduzir características do comportamento humano. Quando envolve multidões, esse estudo torna-se ainda mais complexo, visto que, as questões associadas à interação dos pedestres também deve ser considerada. Para descrever ou predizer tais situações o emprego das simulações computacionais permite uma melhor aproximação do modelo, pois possibilita a inclusão de parâmetros como hipóteses iniciais. Nesse sentido, o presente trabalho propõe a análise da evacuação de uma sala de cinema, identificando dentre 4 casos de geometria estabelecidas, a que minimiza o tempo de evacuação em função do número de pedestres. No desenvolvimento estocástico e no proceso evolutivo foram utilizadas uma modificação da teoria dos autômatos celulares e empregado o método de Simulação de Monte Carlo, como uma proposta de metodologia de análise. Posteriormente, foi aplicada a regressão polinomial como uma forma de estabelecer um modelo de previsão para demais lotações, a um determinado nível de confiabilidade, que mostrou-se satisfatório na predição do parâmetro tempo médio total. Palavras chave: Simulação de Monte Carlo, autômato celular, evacuação ABSTRACT The study of pedestrian dynamics has been used in situations looking identify or reproduce features of human behavior. When it involves crowds, this study becomes even more complex, since the issues associated with interaction of pedestrians should also be considered. To describe or predict such situations the use of computing simulations allows a better approximation of the model, since it allows inclusion of parameters as initial hypotheses. In this sense, this paper proposes an analysis of the evacuation of a movie theater, identifying among of 4 cases analised of sets geometry, which minimizes the evacuation time in function on the number of pedestrians. In stochastic developing and evolution process we used an modification of the theory of cellular automata and employed the method of Monte Carlo simulation, as a proposed of analysis methodology. It was later applied to polynomial regression as a way to establish a forecasting model for other cases, with a certain level of reliability, which was satisfactory in predicting of average total time parameter. Keywords: Monte Carlo simulation, cellular automata, evacuation. IX Congreso del Instituto Chileno de Investigación Operativa, 26-29 de octubre, Pucon. Chile UFPR-Universidade Federal do Paraná. Brazil ♠ 1 Autor correspondente: [email protected] Recebido: 06.09.2011 Aceito: 27.04.2012 5 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 5-16, 2012 Análise do tempo de evacuação total de um cinema...Silva et al. INTRODUÇÃO A modelagem do fluxo de pedestres por meio de simulações computacionais tem sido amplamente aplicada a problemas que envolvem multidão devido à capacidade de predição e adequação dos resultados. O aumento do fluxo populacional nos grandes centros urbanos tem gerado preocupação quanto à necessidade de segurança e infraestrutura adequadas. Sendo assim, torna-se imprescindível adotar estratégias que visem minimizar transtornos decorrentes da inadequação ou violação dos recursos. Essas são características que conduzem a um estudo ainda maior sobre os fatos que podem afetar o comportamento de uma multidão numa situação de emergência. Modelos de simulação de dinâmica de pedestres são aplicados em fenômenos coletivos, destacando peculiaridades observadas em situações de evacuação, tais como otimização do espaço e minimização do tempo de evacuação de ambientes. Associado ao aprimoramento de projetos de construção, ao planejamento urbano e ao fortalecimento da dinâmica social as simulações de evacuação de ambientes em condições de emergência encontram-se diretamente relacionadas às evoluções temporais que por sua vez determinam um processo estocástico. Nesse sentido, o objetivo dessa pesquisa é propor o resultado de simulações aplicadas ao processo de evacuação de uma sala de cinema, numa situação sem pânico, por meio da análise do tempo de evacuação total. A fim de descrever as interações entre os campos de força dinâmica e estática, e a aleatoriedade do comportamento humano, as regras de interação decorrentes da delimitação do espaço e da movimentação serão estabelecidas com o auxílio da teoria dos Autômatos Celulares e do Método de Simulação de Monte Carlo, desenvolvidos em linguagem Pascal. Sendo assim, será possível utilizar dados referentes às simulações de diferentes lotações do espaço, considerando diferentes geometrias, e possibilitando determinar um modelo, dentre os analisados, que minimize o tempo total de evacuação. Desenvolvimento do tema O número de pessoas que ocupam um mesmo espaço, principalmente público, pode sofrer grandes variações no decorrer de um dia, por exemplo. Porém, mesmo que tal oscilação ocorra em horários específicos, não é possível calcular com exatidão o número de pessoas que integrarão o ambiente. A fim de evitar transtornos decorrentes da falta de infraestrutura, tais locais devem caracterizar-se pelo desenvolvimento e aprimoramento estruturais, como alternativa de sanar tal dificuldade. (Zampieri, 2006; Steinberg, 2005). Quando um indivíduo descreve uma trajetória ou realiza um movimento, torna-se um pedestre. A aglomeração ou direcionamento de sentido no movimento dos pedestres define um fluxo. O estudo de características de situações que envolvem o fluxo de pedestres nas mais diversas situações pode garantir a estimação de resultados, consequentemente, possibilitando a predição das informações. O estudo de casos que envolvem multidão representa extrema importância no processo de evolução da dinâmica de pedestres. Os casos de aglomeração, ou “multidão”, são pontuados por envolverem um alto número de indivíduos com características distintas num mesmo espaço físico. Nesses casos, além da interação entre pedestre e meio, tem-se a interação entre pedestres. Diversas são as situações marcadas pelo estudo do comportamento de multidões, tais como a simulação de multidões aplicadas em produções cinematográficas, jogos digitais, planejamento de construções, evacuação de ambientes complexos, arquitetura, dentre outras. (Bicho, 2009; Dapper, 2007). 6 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 5-16, 2012 Análise do tempo de evacuação total de um cinema...Silva et al. Nesse sentido, a simulação se destaca como uma poderosa ferramenta no desenvolvimento de sistemas mais eficientes e no apoio à tomada de decisão (Saliby, 1999). O objetivo do desenvolvimento, aprimoramento ou da melhoria de atendimento na prestação de serviços são questões que norteiam objetivos comuns à diversas áreas, visando minimizar erros e maximizar qualidade, já que o fato de estimar dados e predizer resultados são fatores relevantes na experimentação e manipulação das informações. De acordo com Bicho (2009) a modelagem e simulação de multidões, caracterizada por um alto fluxo populacional são temas de estudo em diferentes áreas da ciência, pois garantem um vasto campo aplicativo no que tange o fluxo de pedestres. Nesse sentido, destacam-se os estudos relacionados à simulação de multidões, buscando responder questões associadas desde a escolha de um caminho, até a simulação de situações marcadas pelo pânico. (Zampieri, 2006). A utilização de simulações computacionais de dinâmica de pedestres facilita no entendimento de características básicas sobre o fluxo de pessoas, e consequentemente, torna-se ferramenta essencial para descrever informações relacionadas à formulação de saídas, geometrias de salas e estádios. (Perez et al., 2002). Considerando o caso específico de uma sala de cinema, trata-se de um ambiente público voltado a uma diversidade de espectadores. Nos casos de cinemas individuais ou situados em centros comerciais, tais como shoppings, a vulnerabilidade para incêndio ou demais peculiaridades é alta. Dentre os fatores que integram as avaliações associadas à falta de segurança dos cinemas, destacam-se o número e a localização de saídas de emergência e o comprimento dos caminhos de evacuação. (Oliveira, 2003). Dessa forma, o estudo do comportamento dos pedestres numa situação de evacuação de uma sala de cinema, pode fornecer informações que satisfaçam as principais dificuldades enfrentadas, conforme apresentadas. O uso de métodos computacionais pode reproduzir tais situações, permitindo a comparação dos resultados e consequentemente predizendo resultados mais satisfatórios e com limite de segurança. Aplicando simulações computacionais, torna-se possível estabelecer características geométricas que minimizem o tempo de evacuação do ambiente em função de parâmetros estabelecidos como hipóteses iniciais, que podem estar relacionados a dimensão e disposição física dos fatores que integram o ambiente. Nesse sentido, o presente trabalho propõe ajustar um método de evolução estocástica que permita identificar o tempo total de evacuação de uma sala de cinema, sujeita a comparação de diferentes geometrias, identificando a que minimiza o objeto de estudo. Os principais aspectos teóricos, envolvendo as simulações computacionais, a teoría de autômatos celulares e o Método de Simulação de Monte Carlo, que serão empregados na pesquisa, encontram-se brevemente elencados a seguir. As simulações computacionais consistem num processo de experimentação pelo qual um modelo busca descrever mudanças na estrutura, no ambiente ou nas condições de contorno de um sistema. (Harell et al., 2002). O modelo idealizado permite a replicação do ambiente real, de forma a explicitar a priori modificações na estrutura real. Por essa razão, a veracidade dos resultados está relacionada, em grande escala, com a exposição correta dos dados de entrada do modelo, assim como das especificidades das variáveis. Tal relação de funcionalidade é garantida por meio da metodologia utilizada no desenvolvimento do estudo. 7 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 5-16, 2012 Análise do tempo de evacuação total de um cinema...Silva et al. Os autômatos celulares são utilizados em grande escala nas simulações computacionais, visando reproduzir ou descrever fatos numericamente. São utilizados na formação ou determinação de padrões comportamentais, sociais, ambientais e biológicos, por meio da interação dos fatores envolvidos. Trata-se de um modelo matemático discreto no tempo, nas variáveis dinâmicas e no espaço, modelado em uma grade regular de células, chamada malha, cuja evolução é permitida pelo estabelecimento de regras simples de dependência entre elas. no qual De acordo com Lima (2006) denomina-se autômato celular ao conjunto representa uma malha d-dimensional com células regulares, o número de estados que podem ser atribuídos para cada célula, o tipo de vizinhança que influencia na atualização de cada célula e a regra que determina o estado de uma célula a partir do seu estado atual e da vizinhança. A seguir tem-se uma malha quadrada regular, sob a qual está definida a vizinhança von Neumann para o caso bidimensional (Figura 1.). Figura 1. Vizinhança de von Neumann para o caso bidimensional, raio 1 e raio 2, respectivamente. Pode-se observar que a partir da célula central destacada, o movimento de interação entre as células pode ser influenciado pelas células vizinhas, também destacadas. A partir do estado de tais células o estado inicial pode ser modificado, por meio da atualização da regra de interação. Por estado, entende-se a característica de uma célula, definida geralmente por um valor numérico. Com uma possível movimentação, definida inicialmente, há atualização dos estados, e consequentemente, das células. Os estados podem ser fixos para todas as células, ou diferenciados, conduzindo a estados não homogêneos, que interagem temporalmente. Tem-se então um proceso estocástico que evolui ao acaso. Dessa forma, uma estratégia para estabelecer a probabilidade de ocorrência de um fenômeno não determinístico é a utilização do Método de Simulação de Monte Carlo. O Método de Monte Carlo é um método estatístico utilizado em simulações estocásticas, envolvendo a geração de números aleatórios por meio de uma distribuição de probabilidade, (Andrade et al, 2001), cuja intenção é reproduzir algum sistema real, principalmente quando outras análises são matematicamente complexas. De acordo com Escudero (1973) esse método consiste na substituição de um sistema físico ou matemático por um modelo probabilístico, verificando assim processos por meio de amostras aleatórias, ou números pseudo-aleatórios. De forma geral, os métodos ou teorias apresentadas encontram-se relacionados ao processo de simulação, visando descrever fenômenos reais, por meio da inclusão de parâmetros que evoluem temporalmente, e consequentemente, podem ser utilizadas na predição de resultados. 8 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 5-16, 2012 Análise do tempo de evacuação total de um cinema...Silva et al. MATERIAIS E MÉTODOS Atendendo as normas vigentes para a liberação e construção de obras públicas, assim como a arquitetura específica de uma sala de cinema, (Neufert & Neufert, 2004), foi proposta a análise de evacuação de um ambiente fictício, modelado em pequenas dimensões. A escolha por desenvolver um ambiente fundamenta-se em critérios legais, evitando divulgar resultados de simulações aplicadas a ambientes identificados. Empiricamente, foi escolhida uma lotação inicial máxima de 130 pedestres, e realizada 4 adaptações, nominados por Caso 1, Caso 2, Caso 3 e Caso 4, que diferem na posição dos corredores e das poltronas, sendo apresentados nas figuras 2, 3, 4 e 5 a seguir. 9 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 5-16, 2012 Análise do tempo de evacuação total de um cinema...Silva et al. Para efeitos de comparação, algumas medidas mantêm-se constantes nos 4 casos, tais como: dimensões da sala (8,5 m x 12,5 m); dimensões do ecrãn (8,5 m x 3,0 m); número de saídas (2); largura de cada porta de saída (2 m); largura dos corredores transversais (0,5 m); número máximo de espectadores sentados (130); dimensões da planta baixa das poltronas (0,5m x 0,5m); número de fileiras (10) e número de poltronas por fileira (13). As características específicas referem-se à diferentes geometrias do ambiente, consequentemente, alteram-se as disposições e medidas dos corredores e das poltronas. Tais situações encontram-se destacadas a seguir. -Caso 1: • Largura dos corredores laterais: 1 m; Comprimento dos corredores transversais de cada fileira: 1 m; 4,5 m e 1m, respectivamente; • Sequência de poltronas: 2, 9 e 2, respectivamente; - Caso 2: • Largura dos corredores laterais: 1 m; Comprimento dos corredores transversais de cada fileira: 6,5 m; • Sequência de poltronas: 13; - Caso 3: • Largura dos corredores laterais: Alternados, com valores de 1,5m e 0;5m, respectivamente; • Comprimento dos corredores transversais de cada fileira: 6,5m; • Sequência de poltronas: 13. - Caso 4: • Largura dos corredores laterais: Alternados, com valores de 4,5m; 5,5m; 6,5m; 7,5m e 8,5m, respectivamente; • Comprimento dos corredores transversais de cada fileira: Alternados, com valores de 0,5m; 1,0m; 1,5m e 2,0m, respectivamente; • Sequência de poltronas: 13. As dimensões das saídas são proporcionais ao número de pessoas que ocupam o ambiente. Sendo assim, as medidas utilizadas, tais como a quantidade e largura mínima dos corredores e das saídas satisfazem a demanda considerada na situação exposta. Descrição Sobre cada uma das plantas ilustradas nas figuras 2, 3, 4 e 5, foi aplicada uma malha retangular , onde e . Como ilustração, a bidimensional, de ordem figura 6(a) representa uma região quadrada formada pela malha, definindo as células que caracterizam o autômato celular. 10 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío (a) Disposição geométrica da malha para o Caso 1. revista Ingeniería Industrial-Año 11 Nº1: 5-16, 2012 Análise do tempo de evacuação total de um cinema...Silva et al. (b) Possibilidades de movimiento para o pedestre destacado na malha. Figura 6. Caracterização da malha e do movimento, ilustrados para a sala de cinema - Caso 1. As células correspondentes às saídas são dadas por com , e por com . Cada uma das células define um estado, que refere-se ao fato da área estar ocupada ou não. De acordo com Pereira (2010), o estado de cada célula é modificado de acordo com seu estado e dos seus vizinhos na etapa de tempo anterior, através de cada série de regras que tentam imitar as leis biológicas ou físicas que regem o sistema real. Após o levantamento das informações técnicas, partiu-se para o estabelecimento das regras , de interação. Dessa forma, a área correspondente a cada autômato celular foi designada para satisfazer as restrições técnicas de uma sala de cinema, assim como a área mínima ocupada por um pedestre, sendo que essa proporção é de 4 pessoas/ . Tratando-se de uma situação de evacuação em condições normais, ou seja, sem pânico, adotase como hipóteses iniciais o direcionamento para as saídas mais próximas, sendo evitadas regiões de tumulto e obstáculos mediante o campo de visão, não sendo possível o movimento retrógrado. Para definir o estado inicial dos autômatos celulares foi necessário estabelecer as células que representavam as paredes e as poltronas. As paredes designariam obstáculos fixos ao longo da simulação, enquanto as poltronas, poderiam se tornar obstáculos após a 2a. iteração, já que os pedestres não poderiam retornar ao estado inicial correspondente. 11 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 5-16, 2012 Análise do tempo de evacuação total de um cinema...Silva et al. Após a definição da malha, os pedestres são aleatoriamente gerados nas áreas correspondentes às poltronas, donde iniciam a dinâmica do movimento. Adotando a vizinhança de von Neumann, com raio 1, o movimento dos pedestres estaria restrito a dois tipos de obstáculos: fixos (poltronas e paredes) e móveis (pedestres). Caso o estado das células que influenciariam o movimento estivesse livre (estado 0), o movimento seria aleatório, com velocidade constante e direcionado a saída geometricamente mais próxima. Entretanto, se as células estivessem ocupadas (estado 1), o pedestre permaneceria na mesma célula determinada pela iteração anterior. A modificação dos autômatos celulares bidimensionais encontra-se no fato de que o movimento das células em alguns pontos é extremamente limitado, como por exemplo, entre as fileiras. A influência da vizinhança é quase mínima, já que o movimento deve seguir o fluxo para a saída desejada. Nos corredores laterais e na área frontal o movimento é mais flexível, já que não encontra-se restrito apenas ao movimento lateral. Seja a posição correspondente a um pedestre na malha, então, as possibilidades do seu movimento poderão ser descritas conforme a figura 6(b). Simulação Com a identificação do estado inicial das células que compõem a malha, é possível iniciar a simulação. O código utilizado foi implementado em linguagem Pascal, e as simulações realizadas em um computador Intel® Pentium® processador T4300 (2.1 GHz, 800 MHz FSB. Os pedestres são aleatoriamente gerados nas células que representam as poltronas. Seja o tempo um pedestre escolhido aleatoriamente. Verifica-se o estado das células vizinhas: se a célula frontal estiver livre, então o pedestre ocupa essa posição, se não, verifica-se se a célula lateral que conduz a saída mais próxima está disponível, caso afirmativo, ocupa as posições . Se nenhuma dessas condições for . verificada o pedestre continua na posição definida pela iteração anterior, ou seja, Incrementa-se o tempo, , e um novo pedestre é escolhido aleatoriamente, repetindo os passos descritos. Caso a nova posição ocupada represente a saída, considera-se que o pedestre deixará o ambiente na próxima iteração. As simulações são realizadas até que ocorra a evacuação total, ou seja, incrementa-se o tempo ao passo em que o número de pedestres que atingem as saídas seja condizente ao total inicialmente gerado. Sob os resultados das simulações são aplicados o tempo de reação retardado e a velocidade constante para situações emergenciais sem pânico. Estabelecendo o tempo médio de evacuação para cada um dos casos, definidas especificamente pela lotação do ambiente, foram analisadas 26 quantidades, com demanda máxima de 130 pedestres. DISCUSSÃO DOS RESULTADOS Com o objetivo de identificar o tempo médio total de evacuação de uma sala de cinema por meio da aplicação de simulações computacionais, foram realizados testes para diferentes lotações do ambiente. Como saída do programa, obtêm-se os resultados das simulações referentes ao número de iterações necessárias a evacuação total. Sendo assim, sobre esta foi aplicada a velocidade de um pedestre, numa situação emergencial, não caracterizada por pânico, sendo de 1 m/s. (Jian & Lizhong, 2005). Considerando que a malha definida na simulação tem geometria quadrada, de lado 0,5 m, o deslocamento de um pedestre do ponto médio de uma célula, até o ponto médio de uma célula 12 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 5-16, 2012 Análise do tempo de evacuação total de um cinema...Silva et al. adjacente, com probabilidade de movimento conhecida e definida, é dado por 0,5 segundos. Consequentemente, o tempo médio de evacuação do cinema com velocidade conhecida pode ser calculado por: Onde representa o número médio de iterações para as simulações realizadas, até a evacuação total. Como o objetivo é aproximar o modelo a uma situação real, torna-se necessário considerar o tempo de reação dos pedestres, considerado como um novo parâmetro na análise. O tempo de reação é definido como o intervalo de tempo entre o instante real em que ocorre uma situação de emergência e o instante em que o observador age para desencadear tal ação. Esse é um termo comumente usado em Cinemática e Dinâmica, já que caracterizam experimentos voltados a análise de tempos. De acordo com Zanella (2008) o tempo médio de reação retardado de um pedestre é de 2 segundos. Acrescentando então o tempo de reação retardado, que supera o tempo de reação em situaçõs normais, é possível estabelecer um modelo de certa forma mais significativo, já que estipula o tempo médio considerando o tempo de reação mais lento. Com isso, pode-se determinar o tempo médio total de evacuação do ambiente proposto, caracterizado pela análise do tempo de reação acrescido ao tempo de evacuação, apresentado na equação (1). Dessa forma, o tempo médio total de evacuação do ambiente, para cada uma das lotações verificadas para os ambientes definidos pode ser apresentada a partir da equação (1): Tal equação define o tempo, em segundos, necessário para a evacuação de uma sala de cinema, sob as hipóteses fixadas anteriormente, em função do número de iterações necessárias a evacuação total. Com a manipulação dos dados de saída, ou seja, associando os parâmetros velocidade e tempo de reação para situações emergenciais, pode-se utilizar os resultados a fim de comparação, atingindo os objetivos propostos pela pesquisa. Foram realizadas 1000 simulações para cada um dos 26 casos de lotação das salas de cinema analisadas. Os dados referentes ao tempo, em segundos, para a evacuação total, encontramse a seguir, na tabela 1. 13 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 5-16, 2012 Análise do tempo de evacuação total de um cinema...Silva et al. Tabela 1. Tempo médio de evacuação total para 26 casos de lotação verificados para 4 casos de salas de cinemas verificados. Os dados explicitam que a geometria que minimiza o tempo de evacuação total de uma sala de cinema, na maioria das lotações analisadas foi o caso 1, sendo menor em 14 das 26 situações analisadas. Para o caso de lotação máxima, a diferença do tempo de evacuação em segundos, entre os casos 2 e 3, chega a 45,07%. Mesmo que as dimensões da sala sejam as mesmas, essa diferença pode representar extrema relevância no sucesso de um processo de evacuação emergencial, consequentemente, conduzindo a resultados mais satisfatórios, e por sua vez, minimizando transtornos caracterizados pela falta de planejamento e infraestrutura específicas. Utilizando as simulações e realizando um tratamento estatístico aos dados para o Caso 1, pode-se verificar se existe uma relação de dependência entre as variáveis t (tempo médio total de evacuação) e p (Número de pedestres). Tal relação de dependência, pode ser explicitada por meio da regressão polinomial. 14 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 5-16, 2012 Análise do tempo de evacuação total de um cinema...Silva et al. A análise de regressão polinomial foi realizada de forma a minimizar o erro de ajuste, pelo método dos mínimos quadrados. Dessa forma, foi realizada a regressão polinomial cúbica, realizada por meio do software Minitab, graficamente representada na figura 7. Figura 7. Análise de regressão polinomial cúbica para os dados referentes ao Caso 1. A equação de regressão é dada por: onde representa o tempo médio total de evacuação e o número de pedestres presentes no ambiente. Pode-se observar que o valor de R-Sq foi de 100,0%, o que representa a adequabilidade na proporção da variabilidade do modelo de ajuste aos dados estabelecidos. Tal modelo pode ser empregado para lotações não analisadas, de forma a estimar, estatisticamente, resultados satisfatórios e confiáveis, sob um determinado nível de confiança. Conduzindo desta forma a evacuações num espaço de tempo seguro e controlado. concluSÕES A dinâmica de pedestres é uma análise empregada nas mais diversas situações sobre as quais visa-se identificar e reproduzir suas características. Associada às simulações computacionais, pode-se utilizar os resultados de forma a garantir a predição de situações. Identificar os fatores que influenciam na trajetória de um pedestre, sejam físicos ou espaciais, relacionar as interações bidimensionais por meio da teoria de autômatos celulares modificado, determinar um modelo, com variáveis estatísticas, que descreva o comportamento do fluxo de pedestres e utilizar a simulação de sistemas dinâmicos na análise do tempo de evacuação de ambientes, por meio do caso analisado, são fatores que representam extrema importância na validação dos modelos. 15 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 5-16, 2012 Análise do tempo de evacuação total de um cinema...Silva et al. Aplicadas ao fluxo de pedestres, as simulações computacionais permitem a modelagem do comportamento humano em situações mais próximas do real, controlando assim, possíveis comparações por meio da utilização das simulações e suas respectivas metodologias. ReferÊncias Andrade JR, S; Frizzone, A; Sentelhas, P. C. Simulação da precipitação diária para Parnaíba e Teresina, PI, em planilha eletrônica. Revista Brasileira de Engenharia Agrícola Ambiental. 2001, vol 5, num 2, Campina Grande. Bicho, A.L. Da modelagem de plantas à dinâmica de multidões: um modelo de animação comportamental bio-inspirado. Tese de Doutorado. São Paulo: Universidade Estadual de Campinas. 2009 Dapper, F. Planejamento de Movimento para Pedestres utilizando Campos Potenciais, Dissertação de Mestrado. Rio Grande do Sul: Universidade Federal do Rio Grande do Sul. 2007 Escudero, L. F. La simulación en la empresa. Barraincúa: Deustro, 1973. Harell, C. R; Mott, J. R. A; Bateman, R. E; Bowden, R. G; Gogg, T. J. Simulação otimizando os sistemas. Instituto IMAM: São Paulo. 2002 Jian, L; Lizhong, Y; Daoliang, Z. Simulation of bi-direction pedestrian movement in corridor. Physica A: Statistical Mechanics and its Applications. 2005, vol 354, p.619-628. Lima, E. B. Modelos microscópicos para simulação do tráfego baseados em autômatos celulares, Dissertação de Mestrado. Niterói: Universidade Federal Fluminense. 2005 Neufert, E; Neufert, P. Arte de projetar em arquitetura: princípios, normas, regulamentos sobre projeto, construção, forma, necessidade e relações espaciais, dimensões de edifícios, ambientes, mobiliário e objetos. Gustavo Gili, Barcelona. 2004 Oliveira, A. Nível de segurança inaceitável nas salas de cinema. Diário Digital. 2003 Perez, G, J; Tapang, G; Lim, M; Saloma, C. Streaming, disruptive interference and power-lan behavior inthe exit dynamics of confined pedestrians. Physica A. 2002, vol 312, num 3-4, p.609918. Saliby, E. Tecnologia de informação: Uso da Simulação para Obtenção de Melhorias em Operações Logísticas. Artigos CEL, Centro de Estudos em Logística.1999 Steinberg, J. G. Desenvolvimento de modelo para simulação de situações de evacuação de multidões, Dissertação de Mestrado. São Paulo: Universidade Estadual de Campinas.2005 Zampieri, F. L. L. Modelo Estimativo de Movimento de Pedestres baseado em sintaxe espacial, medidas de desempenho e redes neurais artificiais, Dissertação de Mestrado. Rio Grande do Sul: Universidade Federal do Rio Grande do Sul. 2006 Zanella, L. M. B. Bebida alcoólica e direção: estatísticas de uma mistura cruel, 2008, vol 72, 16. 16 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 17-25, 2012 Aplicação e análise de alguns procedimentos de contrução..…Benevides et al. APLICAÇÃO E ANÁLISE DE ALGUNS PROCEDIMENTOS DE CONTRUÇÃO DE ROTA PARA O PROBLEMA DO CAIXEIRO VIAJANTE♠ APPLICATION AND ANALYSIS OF SOME PROCEDURES FOR THE CONSTRUCTIONS OF ROUTES TO TRAVELING SALESMAN PROBLEM Paula Francis Benevides1 ,Flavia Konowalenko2, Deise Maria Bertholdi Costa2, Luiz Fernando Nunes1, Angela Olandoski Barboza1 RESUMO O transporte, em geral, absorve em média a porcentagem mais elevada de custos do que qualquer outra atividade logística. Por isso, muitas empresas estão repensando seus processos para redução dos mesmos. A otimização da distribuição de produtos é um problema estudado há muito tempo por pesquisadores de diversas áreas. Este tipo de problema é classificado como de otimização combinatória. Dentre as modelagens podem ser citados o Problema do Caixeiro Viajante (PCV) e o Problema de Roteamento de Veículos (PRV). Estes têm por objetivo encontrar o menor caminho conectando-seNlugares de destino. O presente trabalho visa analisar e comparar, em termos de desempenho computacional e qualidade das soluções obtidas, as principais heurísticas de construção de rotas, além de um Algoritmo Genético para o PCV. Também aplicou-se o algoritmo 2-opt para melhoria das rotas geradas. Foram utilizados dados reais de uma distribuidora de produtos em uma determinada região da cidade de Curitiba (PR), Brasil. As coordenadas geográficas dos pontos de visitação foram extraídas do aplicativo online Google Earth, as quais foramconvertidas em coordenadas cartesianas, para posterior aplicação dos algoritmos utilizados. Os resultados obtidos foram comparados com as rotas reais que estão sendo utilizadas por um determinado representante da referida distribuidora. Palavras chave: Problema do Caixeiro Viajante, Problemas de Roteamento de Veículos, Heurísticas, Algoritmo Genéticos. ABSTRACT The transport in general, absorb on average the highest percentage of costs than any other logistics activities. Therefore,many companies are rethinking their processes to reduce them. The optimization of product distribution is a much studied problem time by researchers from several areas. This type of problem is classified as combinatorial optimization. Among the modeling can be cited the Traveling Salesman Problem (TSP) and the problem of Vehicle Routing (PRV). These, aims to find the lowest path connecting N places of destination. The IX Congreso del Instituto Chileno de Investigación Operativa, 26-29 de octubre, Pucon. Chile ♠ Dpto. de Matemática, Universidade Tecnológica Federal do Paraná - UTFPR. Curitiba, Paraná. Brasil.paula_ [email protected], [email protected], [email protected] 2 Programa de Métodos Numéricos em Engenharia. Universidade Federal do Paraná. Centro Politécnico, Jardim das Americas, C. P. 19011.Curitiba, Paraná. Brasil. [email protected], [email protected]. 1 Autor correspondente: [email protected] Recebido: 14.09.2011 Aceito: 27.04.2012 17 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 17-25, 2012 Aplicação e análise de alguns procedimentos de contrução..…Benevides et al. present work analyze and compare, in terms of computational performance and quality of solutions, the main route construction heuristics, and a genetic algorithm for the TSP. We also applied the algorithm 2-opt to improve the routes generated. We used real data a distributor of products in a certain region of the city of Curitiba (PR), Brazil. The geographical coordinates of places to visit were taken from the online application Google Earth, which were converted to Cartesian coordinates for application of algorithms used. The results were compared with the actual routes being used by a particular representative distributor of that. Keywords: Traveling salesman problem, vehicle routing problem, heuristics, genetic algorithm. INTRODUÇÃO O Problema do Caixeiro Viajante (PCV) consiste em estabelecer uma única rota que passe por cada nó de um grafo, uma e apenas uma vez, retornando ao nó inicial no final do percurso. Este roteiro Hamiltoniano deve ser feito de modo que a distância total percorrida seja mínima. O conjunto de rotas possíveis é o resultado de todas as combinações possíveis e pode ser calculado por , sendo n o número de nós. Este problema pertence à classe de problemas conhecida por NP-Hard, isto é, não existem algoritmos com limitação polinomial capazes de resolvê-lo. Assim a quantidade de passos de um algoritmo que possa solucioná-lo otimamentenão pode ser dada por uma função polinomial do tamanho de sua entrada. Logo,apenas os problemas de pequeno porte podem ser solucionados de forma ótima. Problemas maiores tornam-se inviáveis através dos métodos exatos,haja vista o esforço computacional que seria exigido para resolvê-los. Muitas abordagens de algoritmos heurísticos, que fornecem soluções factíveis próximas da ótima, têm sido desenvolvidas para resolver os problemas NP-Hard. Apresentando soluções parciais e ótimas para o problema, visto que, devido ao grande número de grandezas que influenciam o processamento computacional, como a capacidade de carga, velocidade, número de veículos, tempo e distância, o mesmo precisaria de uma grande capacidade computacional para apresentar soluções exatas. Formulação Matemática para o PCV Seja o grafo G (N, A) onde N representa o conjunto de vértices e A o conjunto de arcos. Se for admitido que os custos ou distâncias mínimas entre os nós da rede são dados pela matriz simétrica, isto é, considera-se que , assumindo ainda que ,e considerando a matriz das variáveis de decisão do problema, onde tem-se a seguinteformulaçãode programação linear inteira para o problema, devida aGolden (1977), (Bodin et al., 1983): Minimizar s.a.: 18 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 17-25, 2012 Aplicação e análise de alguns procedimentos de contrução..…Benevides et al. Os dois primeiros grupos de restrições garantem que exatamente um arco (i, j) emana de cada nó da rota e exatamente um arco (i, j) é direcionado para cada nó j da rota. A penúltima restrição contém um conjunto S que pode ser qualquer conjunto de restrições que impeçaa formação de subrotas. Estas restrições são chamadas restrições de quebra de subrotas e podem ser, entre outras: Heurísticas de Construção de Rotas Heurísticas de construção de rotas para o Problema do Caixeiro Viajante são algoritmos que geram um circuito viável partindo de conjunto inicial de vértices, e modificando esse conjunto a cada iteração utilizando algum critério de escolha. Este processo busca boas soluções a um custo computacional razoável, porém, sem ser capaz de garantir otimalidade ou até, em vários casos, de estabelecer quão perto de uma dada solução viável esta dada solução ótima. Inicialmente as rotas serão calculadas utilizando as seguintes técnicas de construção de rotas (Bodin et al., 1983): Procedimento do vizinho mais próximo; Inserção do mais próximo; Inserção do mais distante; Inserção mais rápida. Existem ainda outros procedimentos de construção de rotas que podem ser citados tais como Inserção do Mais Barato, Inserção Arbitrária, Cobertura Convexa, Inserção do Maior Angulo e outros descritos detalhadamente em Bodin et al., (1983). Após a aplicação dessas técnicas podem ser promovidas Heurísticas de Melhorias de rotas. Dentre as técnicas que se pode utilizar para realizar estas melhorias existem a 2-opt e 3-opt. Vizinho mais Próximo É a mais intuitiva das heurísticas e trabalha da seguinte forma: o ciclo inicia com um nó vi atual e, a partir deste, encontra o próximo nó vk de forma que a distância entre os dois nós seja mínimo. Ao encontrar este nó vk, o algoritmo insere o mesmo no final do ciclo e repete a operação até que todos os nós pertençam a solução. Finalmente o ciclo é fechado ligando o nó inicial ao nó final. Não é permitido visitar mais de um nó duas vezes ou modificar a escolha, ou seja, após um nó ser inserido em uma determinada posição da rota, ele não sofrerá nenhuma modificação de posicionamento. Algoritmo: P1: Escolha um nó inicial P2: Encontre o nó mais próximo do último nó adicionado na rota e adicione-o na rota P3: Repita o passo 2 Inserção do Mais Próximo Segundo Goldbarg (2005) o algoritmo da inserção do mais próximo é uma heurística que possui um processo onde três níveis de decisão são envolvidos: a escolha do vértice a ser inserido na 19 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 17-25, 2012 Aplicação e análise de alguns procedimentos de contrução..…Benevides et al. solução; a posição de inserção desse novo vértice; a decisão de um ciclo inicial. Algoritmo: P1: Inicie com um sub-grafo contendo apenas o nó i P2: Encontre o nó k tal que cik seja mínima e forme a rota i –k –i P3: Dada a sub-rota, encontre o nó k não pertencente à sub-rota mais próximo de qualquer nó da sub-rota P4: Encontre o arco (i, j) na sub-rota que minimiza Insira k entre i e j P5: Volte ao passo 3 até formar um circuito Hamiltoniano Inserção do Mais Distante Idêntica à heurística Inserção do Mais Próximo, exceto no passo 2 onde se escolhe a cidade k não pertencente ao ciclo, mais distante de qualquer cidade do ciclo. Algoritmo: P1: Inicie com um sub-grafo contendo apenas o nói; P2: Encontre o nó k tal que cik seja máxima a e forme a rota i –k – i; P3: Dada a sub-rota, encontre o nó k não pertencente à sub-rota mais distante dequalquer nó da sub-rota; P4: Encontre o arco (i, j) na sub-rota que minimiza Insira k entre i e j; P5: Volte ao passo 3 até formar um circuito Hamiltoniano. Inserção Mais Rápida Algoritmo: P1: Tome um nó inicial para formar um circuito T com 1 nó e 0 arcos; P2: Dado o conjunto Tk, ache o nó zk não pertencente à Tk mais próximo de um nóyk em Tk P3: Seja Tk + 1 a rota com k + 1 nós inserindo zk imediatamente em seguida a yk; P4: Repita P2 e P3 até a formação do circuito Hamiltoniano. O tempo de computação envolvido nos algoritmo acima é de ordem n2. Heurísticas de Melhorias de Rotas As heurísticas de melhorias de rota conhecidas por 2-opt e 3-opt, surgiram em meados da década de 60 e consistem em permutar arcos em uma rota inicial factível, buscando encontrar uma rota de menor custo. Na heurística 2-opt, dois arcos são desligados e substituídos outros doisde modo que a distância total na nova rota formada seja menor que na rota inicial. Analogamente ocorre na heurística 3-opt, onde três arcos são permutados. Estes procedimentos terminam geralmente em um ótimo local, e são considerados métodos eficientes para resolver o Problema do Caixeiro Viajante. Mais tarde foi criada outra heurística ainda mais forte do que a 2-opt e 3-opt. Chamase heurística k-opt, onde são permutados k arcos (k ≥ 3). Embora a qualidade das soluções desta última técnica melhore à medida que k aumenta, elas se tornam quase impraticáveis sob ponto de vista computacional quando k ≥ 4. Algumas aplicações práticas destas heurísticas podem ser vistas em Costa(1997) e Zamboni (1997). Os passos do algoritmo para efetuar melhoramentos 2-opt e 3-opt são os seguintes: Algoritmo: P1: Obtenha uma rota inicial factível, utilizando algum dos procedimentos de formação de 20 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 17-25, 2012 Aplicação e análise de alguns procedimentos de contrução..…Benevides et al. rotas; P2:Desligar 2 arcos da rota atual para o caso de 2-opt e 3 arcos para o caso 3-opt, reconectando os nós por meio de arcos diferentes daqueles que foram desconectados, formando uma nova rota. Se o comprimento da rota nova for menor que o comprimento da rota anterior, troque a rota atual pela rota nova; P3: Prossiga no passo 2 até que nenhuma melhoria possa ser alcançada. Figura 1. Exemplos de substituição 2-Opt e3-Opt. (Fonte: Ganhoto, 2004) Um Algoritmo Genético para o Problema do Caixeiro Viajante Existem diversas abordagens para o problema do caixeiro viajante utilizando algoritmos genéticos. Elas diferem entre si não apenas na questão dos parâmetros, mas também na forma de representar as soluções viáveis, de selecionar os indivíduos para reprodução, na maneira de definir os operadores genéticos (Whitley et al., 1989). Mayerle (1994) desenvolveu um AG cujos testes revelaram resultados bastante satisfatórios, comparativamente a outras técnicas clássicas para resolver o problema. Este algoritmo também foi utilizado com sucesso em Bezerra (1995). o conjunto das n cidades pelas quais o caixeiro viajante deve Considere-se passar, retornando ao ponto de partida no final da jornada. Assumindo que o custo da viagem , entre cada par de cidades é conhecido e dado por sendo , define-se a estrutura do cromossomo, a função de fitness e os operadores de crossover e mutação utilizados a seguir. Estrutura do Cromossomo Existem várias maneiras de codificação do espaço de busca para o PCV. Dentre as principais representações estão: a ordinal, por caminho (ou inteiros) e por adjacência. Neste trabalho optou-se em utilizar a Representação por Caminho, onde o cromossomo é formado pela sequência dos nós na solução. Por exemplo, o cromossomo c1 = {1, 2, 3, 4, 5, 6, 7} representa diretamente a solução r1{1, 2, 3, 4, 5, 6, 7}. Esta representação é talvez a mais natural de uma solução para o PCV e de simples implementação. Função de Aptidão A função de aptidão ou função de fitness representa a capacidade de um indivíduo de se 21 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 17-25, 2012 Aplicação e análise de alguns procedimentos de contrução..…Benevides et al. adaptar ao meio ambiente. Neste algoritmo adotou-se como fitness de um cromossomo ri, o custo total do circuito, onde n é o número de cidades a ser visitadas. Para problemas de minimização, quanto menor for o custo total do circuito, maior será o fitness do cromossomo correspondente e consequentemente maiores serão as chances deste indivíduo sobreviver e vir a se reproduzir (Mayerle, 1994). Processo de Seleção A principal ideia do processo de seleção é permitir que os indivíduos mais adaptados (melhor fitness) tenham maior chance de se reproduzir. Barboza (2005) afirma que a seleção elitista consiste em copiar ou reproduzir os melhores indivíduos da população atual para a próxima geração, garantindo que estes cromossomos não sejam destruídos nas etapas de recombinação e mutação. Sua vantagem é que se no caso ótimo global for descoberto durante o processo de busca, o AG deve convergir para tal solução. Considerando que a população possui m cromossomos dispostos em ordem crescente dos seus custos, isto é é o custo associado ao cromossomo ri, a escolha de um indivíduo para ser submetido aos operadores genéticos é feita considerando uma distribuição de probabilidade inversamente proporcional ao índice dos cromossomos. Assim, quanto menor for o índice de um cromossomo, maior é a probabilidade do mesmo ser selecionado. De acordo com esta distribuição, a função de seleção é a seguinte (Mayerle, 1994): onde é um número aleatório uniformemente distribuído, é o menor inteiro é o conjunto ordenado dos cromossomos, de modo que maior do que b e . Operador de Cruzamento De acordo com Potvin (1996) existem diversos operadores de cruzamento desenvolvidos para manipular as representações descritas acima e estão classificados em: os que preservam a posição absoluta das cidades e os que preservam a ordem relativa. Dentre os operadores que mantém a posição absoluta estão: o PMX (Partially Mapped Crossover) proposto por Goldberg e Lingle (1985 apud POTVIN, 1996) e o CX (Cycle Crossover), proposto por Oliver (1987 apud POTVIN, 1996). E entre os operadores que mantém a ordem relativa está o OX (Order Crossover) desenvolvido por Davis (1985 apud POTVIN, 1996). Além destes operadores, Silva e Oliveira (2006), fizeram um estudo comparativo utilizando uma versão adaptada do HX (Heuristic Crossover), o qual se destacou sobre os demais operadores, sobretudo quando o número de nós aumenta. •Operador HX: O operador HX utiliza a distancias entre as cidades, isto é, o tamanho dos arcos. O mesmo pode ser descrito da seguinte forma: Algoritmo: P1: Escolha uma cidade aleatória inicial i de um dos pais. 22 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 17-25, 2012 Aplicação e análise de alguns procedimentos de contrução..…Benevides et al. P2: Calcular as distâncias entre a cidade aleatória i escolhida e suas vizinhas (i -1 e i + 1) em ambos os pais. P3: No cromossomo filho, escolher para suceder a cidade i, a vizinha da mesma cujadistância até i seja a menor possível, a qual formará uma subrota. P4:Se a inserção de qualquer das cidades vizinhas de i fecharem um ciclo, antes que todas as cidades sejam incluídas, sortear outra cidade (dentre aquelas que não pertencem a atual subrota). Esta cidade sorteada sucederá i na subrota. P5: Repita os passos 2, 3 e 4 até que todas as cidades sejam incluídas na rota. Descrição do Algoritmo Proposto Considerando as definições anteriores, e usando os princípios da evolução das espécies, pode-se construir um algoritmo genético, cujos principais passos são os seguintes (Mayerle, 1994; Bezerra, 1995): P1:Construção da população inicial: gere os m cromossomos aleatórios representando os , (1 ≤ i ≤ m) de roteiros Hamiltonianos. Calcule os custos todos os cromossomos gerados, construindo uma lista , de forma que ; faça k = 0, defina o erro ε e o número máximo de iterações ; Obs. Os cromossomos são construídosde modo que a probabilidade de uma cidade suceder outra seja inversamente proporcional ao quadrado da distância que as separa; P2:Teste: se , então PARE e apresente o cromossomo ; P3:Seleção Natural: selecione dois cromossomos ; P4:Reprodução: faça ; P5:Calcule e caso o fitness do cromossomo filho for melhor do que o fitness do pior cromossomo elimine esse cromossomo, inserindo o cromossomo rf na lista R, mantendo a ordem crescente dos custos; faça k=k+1, e volte ao P2. TESTES E RESULTADOS COMPUTACIONAIS As Heurísticas de construção de rotas e Melhorias de Rotas para o PCV foram implementadas em Visual Basic 6. O Algoritmo Genético foi implementado em MATLAB 5.3, no qual foramutilizados 100 cromossomos e no máximo 2000 iterações.Os testes computacionais foram realizados em um notebook com processador Intel(R) Core (TM)2 Duo T5550, 1,83 GHz e 2,99 GB de RAM. Para realizar a comparação das heurísticas explanadas na seção anterior, utilizou-secinco conjuntos de pontos de visitação, no qual cada um desses conjuntos representa um dia da semana de um representante da distribuidora de produtos. Os endereços destes pontos foram inseridos no Google Earth para obtenção de suas coordenadas geográficas. Após esse procedimento, realizou-se a transformação das coordenadas geográficaspara cartesianas, para que pudessem ser calculadas as distâncias euclidianas entre os pontos que o representante precisa visitar. Na tabela 1 temos os dados das rotas atuais praticadas pelo representante e os resultados computacionais obtidos com as Heurísticas de Construção de Rotas, Melhorias de Rotas e com o Algoritmo Genético. 23 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 17-25, 2012 Aplicação e análise de alguns procedimentos de contrução..…Benevides et al. Tabela 1. Comparação dos resultados (custos em metros) das heurísticas e metaheuristicas. Dia da semana Segunda 25 pontos Terça 26 pontos Rota atual Vizinho mais próximo Vizinho mais próximo com 2-opt Inserção do mais próximo Inserção do mais próximo com 2-opt Inserção do mais distante Inserção do mais distante com 2-opt Inserção do mais rápido Inserção do mais rápido com 2-opt Algoritmo Genético 15808,84 10694,08 10593,35 10483,08 9910,512 10054,84 9879,759 11438,71 10979,42 9842,52 25198,19 16641,36 16451,17 17199,55 16986,96 17331,3 17322,14 17532,03 17367,07 16451,17 Quarta Quinta Sexta 28 20 pontos 33 pontos pontos 25185,87 36156,98 20691,49 19173,03 23779,66 20137,86 18940,7 23320,39 19793,07 19362,35 23506,59 19294,12 19274,71 23506,59 18542,89 18789,62 21309,23 18344,68 18598,65 21309,23 18301,71 20656,51 23733,36 19857,29 19478,81 23501,2 18512,03 18728,42 21309,23 18314,63 CONCLUSÕES Neste trabalho foram realizadas testes com as Heurísticas de Construção e Melhoria de Rotaimplementadas. Em todos os dias da semana houve melhoria na rota já praticada pelo representante. Em relação à comparação de desempenho entre as Heurísticas, a Inserção do Mais Distante com melhoria 2-opt foi a que apresentou melhores resultados juntamente com o Algoritmo Genético. Em todas as heurísticas o tempo computacional foi de aproximadamente 7 segundos. O uso dos Algoritmos Genéticos na busca de uma solução para o PCV permite encontrar rotas que, mesmo não tendo garantia de oferecer a melhor solução, são de boa qualidade. Considerando os resultados obtidos e levando em conta a dificuldade de se resolver o PCV para um número elevado de pontos, percebe-se a grande vantagem do uso dos Algoritmos Genéticos na busca de uma solução de boa qualidade para o problema. REFERÊNCIAS Barboza, A.O. Simulação e Técnicas da Computação Evolucionária Aplicadas a Problemas de Programação Linear Inteira Mista. Tese de Doutorado. Curitiba, BR: UTFPR. 2005 Bezerra, O.B. Localização de postos de coleta para apoio ao escoamento de produtos extrativistas - Um estudo de caso aplicado ao babaçu. Dissertação de Mestrado. Florianópolis, BR: UFSC. 1995 Bodin, L.D et al. “Routing and Scheduling of vehicles and crews - the state of the art”. Comput. Operational Research. 1983, vol 10, p. 63-211. Costa, D.M.B. Aplicação de Algumas Técnicas da Pesquisa Operacional na Otimização dos Serviços Postais. Dissertação de Mestrado. Curitiba, BR: UFPR.1997 Ganhoto, M.A. Abordagens para problemas de roteamento. Dissertação de Mestrado, Universidade Estadual de Campinas, BR. 2004. 24 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 17-25, 2012 Aplicação e análise de alguns procedimentos de contrução..…Benevides et al. Goldberg, D.E. Genetic Algorithms in Search, Optimization e Machine Learning. AddisonWesley Publishing Company, Inc. 1989 Goldbarg, M. C.; Luna, H. P. L. Otimização Combinatória e Programação Linear – Modelos e Algoritmos. Editora Campus. Rio de Janeiro. 2005 Grefenstette, J.J. “Optimization of control parameters for genetic algorithms”. IEEE Transactions on Systems, Man and Cybernetics. 1986. vol 16, num.1, p.122-128. Holland, J.H. “Genetic algorithms”. Scientific American. 1992 vol 267, num.1, p.44-50. Mayerle, S.F. Um Algoritmo Genético para o Problema do Caixeiro Viajante. Artigo de Circulação Interna do Departamento de Engenharia de Produção e Sistemas da UFSC. 1994 Michalewicz, Z. Genetic Algorithms + Data Structures = Evolution Programs. 3rd. editions. Berlin, Germany. Springer Verlag.1996 Nunes, L. F. Algoritmos Genéticos aplicados na abordagem de um problema real de roteamento de veículos. Dissertação de Mestrado. Curitiba, BR: UFPR. 1998. Oliveira, H.C.B. et al. Adaptação do Algoritmo Genético no Tratamento do Problema de Roteamento de Veículos com Janela de Tempo. INFOCOMP (UFLA), vol 3, num 2, 2004. p. 51-58. Potvin, J. Y. “Genetic algorithms for the traveling salesman problem”. Annals of Operations Research. 1996. vol 6, p.339- 370. Rocha, M.L; Ochi, L.S. Uma meta-heurística baseada em algoritmos genéticos não convencionais para o problema de roteamento de veículos multi-depósitos. Ed. Lorena Pradenas. Resumes Extendidos de Primeira ELIO - Optima 97 - Conception, Chile, 1997. Schopf, E.C et al. Metaheuristicas Aplicadas na Solução do Problema do Caixeiro Viajante com Demandas Heterogêneas. XXIV ENEGEP – Florianópolis. 2004 Silva, A. F; Oliveira, A.C. Algoritmos genéticos: alguns experimentos com os operadores de cruzamento (“Crossover”) para o problema do caixeiro viajante assimétrico. XXVI ENEGEP – Fortaleza. 2006 Teles, M.L; Gomes, H.M. Comparação de algoritmos genéticos e programação quadrática seqüencial para otimização de problemas de engenharia. Revista Teoria e Pratica na Engenharia Civil, 2010, vol10, num 15, 29–39. Zamboni, L.V.S. Técnicas de Roteirização de Veículos Aplicadas ao Transporte Escolar. Dissertação de Mestrado. Curitiba, BR:UFPR. 1997 Whitley, D; Starkwether, T; Fuquay, D. Scheduling Problems and Traveling Salesman: The Genetic Edge Recombination Operator; Proceedings of the Third International Conference on Genetic Algorithms, George Mason University. 1989 25 26 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 27-36, 2012 Aplicação de um algoritmo genético…..Konowalenko et al. APLICAÇÃO DE UM ALGORITMO GENÉTICO PARA O PROBLEMA DO CARTEIRO CHINÊS EM UMA SITUAÇÃO REAL DE COBERTURA DE ARCOS♠ APLLICATION OF A GENETIC ALGORITHM FOR THE CHINESE POSTMAN PROBLEM IN A REAL SITUATION OF COVERAGE OF ARCS Flavia Konowalenko1 , Paula Francis Benevides2 , Deise Maria Bertholdi Costa1, Angela Olandoski Barboza2, Luiz Fernando Nunes2 RESUMO O Problema do Carteiro Chinês é um problema de otimização que objetiva cobrir todos os arcos de um grafo, minimizando a distância total percorrida. Pode ser aplicado a grafos nãodirecionados (ruas de mão dupla), direcionados (ruas de mão única) ou mistos (algumas ruas de mão dupla e outras de mão única). A busca pela rota é feita por algoritmos que geram soluções aproximadas. Neste trabalho será utilizado um Algoritmo Genético para a construção de rotas que se aproximem da solução ótima. O objetivo principal será o de minimizar o custo do percurso da coleta e transporte dos resíduos sólidos urbanos, na cidade de Irati (PR), Brasil. O objetivo da modelagem foi a redução dos gastos dos recursos públicos, gerando economia à Prefeitura da cidade. A aplicação do algoritmo foi realizada em uma região central da cidade. Foram utilizados para mapeamento, dados reais cedidos por funcionários da Prefeitura. Com o auxílio do aplicativo online Google Earth, foram obtidas as coordenadas geográficas dos vértices do grafo associado ao problema. Os resultados gerados pelo algoritmo genético foram comparados com a solução ótima obtida através do software LINGO®12.0. Estes resultados se mostraram satisfatórios para a pequena instância do problema analisado. Palavras chave: problema do carteiro chinês, pesquisa operacional, algoritmos genéticos. ABSTRACT The Chinese Postman Problem is an optimization problem that aims to cover all the arcs of a graph, minimizing the total distance traveled. Can be applied to non-directed graphs (two-way streets), directed (one-way streets) or mixed (some two-way streets and other oneway).These arch for the route is done by algorithms that generate approximate solutions. In this work we used a genetic algorithm for the construction of routes that approximate the optimal solution. The main objective is to minimize the cost of the course of collection and transportation solid waste in the city of Irati (PR), Brazil. The application of the algorithm was performed in a downtown area. Were used formapping, real data courtesy of City Hall IX Congreso del Instituto Chileno de Investigación Operativa, 26-29 de octubre, Pucon. Chile ♠ Programa de Métodos Numéricos em Engenharia. Universidade Federal do Paraná. Centro Politécnico, Jardim das Americas, C. P. 19011. Curitiba, Paraná. Brasil. [email protected], [email protected]. 2 Dpto. de Matemática, Universidade Tecnológica Federal do Paraná - UTFPR. Curitba, Paraná. Brasil., nunes@utfpr. [email protected] 1 Autor correspondente: [email protected] Recebido: 14.09.2011 Aceito: 01.05.2012 27 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 27-36, 2012 Aplicação de um algoritmo genético…..Konowalenko et al. officials. With the help of the online application Google Earth, we obtained the geographical coordinates of the vertices of the graph associated with the problem. The results generated by the genetic algorithm were compared with the optimal solution obtained by LINGO ® 12.0 software. These results were satisfactory for this mall instance of problems analyzed. Keywords: Chinese postman problem, Operations Research, Genetic algorithms. INTRODUÇÃO O problema de roteamento de arcos surge em diversos contextos práticos onde há a necessidade de otimizar a rota como, por exemplo, na entrega de cartas, na coleta do lixo doméstico, na fiscalização de linhas de ônibus, na inspeção de redes elétricas (Canelas e Morales, 2002 apud Paes (2004), entre outros). O montante financeiro gasto pelas prefeituras e empresas privadas nesse tipo de serviço, acaba sendo elevado se as rotas não forem calculadas de forma que sejam otimizadas. O objetivo dos problemas de cobertura de arcos é determinar uma rota de custo mínimo, para que todos os arcos de um grafo sejam percorridos ao menos uma vez, visto que o circuito pode ter restrições ou não. É realizada uma revisão da literatura sobre o Problema do Carteiro Chinês (PCC). Baseado na estruturação e análise dessa revisão, este trabalho propõe um Algoritmo Genético para resolver o PCC. Esta escolha é baseada nas características do problema e dos métodos de solução, levando em consideração a orientação do grafo, conectividade do grafo, grafo ser ou não Euleriano, porte do problema, complexidade e objetivo das soluções. A coleta e o transporte dos resíduos sólidos urbanos tem gerado um significativo gasto da verba municipal nas cidades e municípios do mundo inteiro. Em Irati (PR), cidade cuja pesquisa foi desenvolvida, esse custo acaba tendo um alto montante em relação à arrecadação total do município, entre 7% e 9%. (Boletim Informativo, 2011). Esse serviço é realizado pela prefeitura municipal, assim como a coleta do lixo hospitalar. A coleta de resíduos recicláveis é feita pela Associação dos Catadores, onde as pessoas cadastradas realizam a coleta desses resíduos, os separam e vendem no barracão da associação. Esses resíduos são reciclados por empresas particulares e são transformados em novas embalagens/materiais, poupando matéria prima e energia da natureza. De acordo com dados do IBGE, a população total do Município de Irati é de 56.032 habitantes, pela recontagem no Senso de 2010, sendo a população urbana de 44.782 habitantes, e a rural de 11.250 habitantes, representando respectivamente 80% e 20%. (Souza, 2010). O PROBLEMA DO CARTEIRO CHINÊS De acordo com Paes (2004), o Problema do Carteiro Chinês (PCC) é um outro problema relacionado ao problema de Euler, que foi proposto por Meigu Guan (1962), um matemático chinês da Escola Normal Shangtun. Em contraste com o problema das pontes de Konigsberg, esse problema lida com situações onde não exista solução ao problema (um caminho fechado que percorra uma única vez cada aresta). Neste caso, o objetivo é determinar um caminho de comprimento mínimo cobrindo cada arco ao menos uma vez. O problema foi relatado de forma 28 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 27-36, 2012 Aplicação de um algoritmo genético…..Konowalenko et al. simplificada por Guan (1962): “Um carteiro tem de cobrir sua rota e depois retornar ao Posto de Correio. O problema é encontrar a menor distância a ser percorrida pelo carteiro”. Figura 1. Problema do Carteiro Chinês Fonte: apud Paes(2004) O Problema do Carteiro Chinês (PCC) é um dos principais problemas de roteamento de arcos, e de acordo com suas características, podem ser classificados em: Problema do Carteiro Chinês Não Direcionado (PCCND), Problema do Carteiro Chinês Direcionado (PCCD) e Problema do Carteiro Chinês Misto (PCCM). O presente trabalho aborda o PCCM, pois é abordado um grafo onde encontram-se arcos direcionados e não direcionados simultaneamente. O Problema do Carteiro Chinês é de otimização, que objetiva cobrir com um passeio todos os arcos de um grafo, minimizando a distância total percorrida. O passeio do carteiro distingue-se do circuito euleriano por nele ser permitida, se necessária, a repetição de arestas, e pode ser aplicado a grafos não direcionados (ruas de mão dupla), direcionados (ruas de mão única) ou mistos (algumas ruas de mão dupla e outras de mão única). Em todos os casos, de acordo com Sherafat (2004), foi estabelecida a propriedade de Unicursalidade como o centro de atenção. Um grafo conexo G= (V, A) é dito unicursal (ou Euleriano) se existe em G um ciclo ou circuito contendo todos os arcos e/ou arestas exatamente uma única vez. As condições necessárias e suficientes para unicursalidade são as seguintes: -Se G é não orientado, todos os nós devem ter grau par, i. é. , um número par de arestas incidentes a cada nó; -Se G é orientado, o número de arcos entrando e saindo em cada nó devem ser iguais; -Se G é misto, cada nó deve ser incidente a um número par de arcos, orientados ou não; e mais ainda para cada S⊂V, a diferença entre o número de arcos orientados de S para S\V e o número de arcos orientados de V\S para S deva ser o menor ou igual ao número de arestas que ligam S e V\S. Esta terceira é chamada de condição de conjuntos balanceados e a que torna complexa qualquer abordagem para a solução deste caso. De acordo com Sampaio (sem data), considere o caso de um carteiro responsável pela correspondência de uma área da cidade. O carteiro deverá sempre começar o percurso em 29 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 27-36, 2012 Aplicação de um algoritmo genético…..Konowalenko et al. uma esquina (nó) inicial, e passar por todas as ruas (arestas) e retornar ao nó inicial. Este caracteriza um dos mais antigos problemas da teoria dos grafos, que é determinação de um passeio sobre um grafo G que contenha todas aresta de G exatamente uma vez. Tal circuito é denominado circuito Euleriano, pelo fato de Euler ter sido o primeiro a reportar um estudo sobre a sua determinação, no ano de 1736. Euler provou que não existe solução para esse problema e que, para isso, nenhum vértice do grafo pode ter grau ímpar. Assim, para se realizar um ciclo euleriano em um grafo, este deverá ser modificado de modo a tornar de grau par todos os seus nós de grau ímpar. Para isso, é necessário combinar dois a dois todos os seus nós de grau ímpar. Esse problema de combinação é chamado de “Pairwise Matching”, e foi resolvido por Edmonds. A resolução do algoritmo do carteiro chinês, de acordo com Goldbarg (2005), é a seguinte: INÍCIO Ler o grafo G = (N, A); Se todos os nós em G, o grafo original, possuem grau par então determinar um ciclo euleriano em G e Fim. Organizar um grafo kn da seguinte forma: Reunir todos os vértices de grau ímpar no grafo kn e Associar a cada par de vértices i e j no grafo, uma aresta (i, j) com peso igual ao caminho mais curto que liga i a j no grafo G. Determinar o 1-matching mínimo em kn, M*. Para cada aresta pertencente a M* associar uma nova aresta em G no caminho mínimo que ela representa, obtendo um grafo Ga. Determinar a solução do certeiro chinês que é representada por um ciclo euleriano em Ga. FIM Um ciclo é dito Euleriano quando o percurso que começa em um nó de partida passa por todos os nós do grafo e termina no nó de partida. A obtenção do Ciclo Euleriano depende da execução do algoritmo de “Matching”, pois o grafo não pode conter nós de grau ímpar. O problema em si está no conceito de aresta ou Ponte ou Bridge. Para sabermos se uma aresta é ponte ou não, devemos eliminá-la do grafo e verificar se o grafo resultante é ou não conexo. CASOS DO PROBLEMA DO CARTEIRO CHINÊS Problema do Carteiro Chinês Não direcionado– PCCND De acordo com Souza (2009), o método de solução para grafos formados por circuitos euleriano é trivial. O algoritmo que consiste em percorrer todos os arcos, partindo de um vértice qualquer, apagando cada arco percorrido e nunca percorrendo um arco que divida o grafo em dois grafos conexos separados. Geralmente, problemas reais, como é o caso do presente trabalho, são trabalhados com 30 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 27-36, 2012 Aplicação de um algoritmo genético…..Konowalenko et al. grafos não eulerianos, ou seja, formado por vértices de grau impar, principalmente na solução de problemas maiores. Neste caso, há necessidade de duplicação dos arcos de grau impar, criando os chamados arcos artificiais,tornando o grafo anterior em um grafo euleriano. Formulação matemática para o PCCND Problema do Carteiro Chinês Direcionado– PCCD Se N′ = ∅, A′ = A e E = ∅, tem-se o caso orientado do Problema de Carteiro Chinês. Nesse caso, um circuito de carteiro de custo mínimo precisa ser construído num grafo completamente orientado. (Sherafat, 2004) A condição necessária e suficiente para existência de um circuito euleriano num grafo orientado é que, além de ser fortemente conexo, o grafo deve ser simétrico. Isso é, para cada nó o grau de entrada deve ser igual ao grau de saída. Quando em alguns nós o número de arcos de entrada diverge do número de arcos de saída, o grafo não é unicursal e, para torná-lo assim é necessário acréscimo de cópias apropriadas de alguns arcos. Beltrami e Bodin (1974) apud Sherafat (2004) mostram que um grafo euleriano de custo mínimo pode ser construído a partir de um simples Problema de Transporte. Nesse caso, os nós com excesso de entrada serão considerados como suprimento e os com excesso de saída como demanda. A solução do Problema de Transporte indica qual nó de suprimento deva ser associado em qual demanda. As cópias dos arcos devem ser acrescentadas ao grafo, ao longo dos caminhos mínimos que ligam os nós de suprimento aos de demanda na solução do Problema de Transporte. A complexidade computacional desse algoritmo é da ordem O (mn2). Edmonds e Johnson (1973) apud Sherafat (2004) apresentam um algoritmo alternativo que corresponde à solução de fluxo de custo mínimo no grafo, cuja complexidade é de O (n3). Lin e Zhao (1988) apud Sherafat (2004) apresentam uma abordagem diferente, desenvolvida na base do Teorema de Folga Complementar da Programação Linear. A complexidade desta é de O (kn2), onde k depende da estrutura do grafo. Eles demonstram que para os grafos esparsos k é menor que m e n, portanto para estes o método funciona melhor que os outros anteriormente mencionados. Um problema interessante associado à PCCD consiste em determinar um subgrafo euleriano de custo máximo num dado grafo orientado. Richey e Parker (1991) apud Sherafat (2004) têm demonstrado que este é um problema NP-hard no caso genérico, e sugerem um algoritmo que resolve o problema num caso particular. 31 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 27-36, 2012 Aplicação de um algoritmo genético…..Konowalenko et al. Formulação matemática para o PCCD Problema do Carteiro ChinêsMisto – PCCM Esta formulação é obtida a partir de N′ = ∅, A′ = A e E′ = E. O PCCM é a versão do PCC que mais se aproxima à realidade das malhas urbanas, não obstante, é a mais difícil do ponto de vista da solução. Papadimitriou (1976) apud Sherafat (2004) demonstrou que PCCM é NP-completo. Portanto, não existem soluções exatas com complexidade polinomial para este caso. O caminho natural é via soluções aproximadas. Entretanto, poucos métodos aproximados foram desenvolvidos para o caso. Formulação matemática para o PCCM Para o grafo misto G(V, E, A) e seu respectivo grafo aumentado G(V, B), considerar cj≥ 0 o custo associado para passar no arco direcionado bj∈B, e xj o número de vezes que é necessário passar por bj. O problema do carteiro chinês misto pode ser formulado como: Sobre as restrições, segundo Xavier (2004), pode ser verificado que a restrição (a) garante que o grau de cada ar estado vértice aumentado seja zero, (b) implica que G(V,B) será um grafo Euleriano simétrico (número de arestas entrando em cada vértice é igual ao número de arestas saindo), e a restrição (c) implica na passagem de pelo menos uma vez em cada aresta de E. 32 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 27-36, 2012 Aplicação de um algoritmo genético…..Konowalenko et al. Generalizando, devido à sua complexidade, o PCC somente pode ser resolvido em tempo não polinomial. Contudo, os problemas específicos onde A = ∅ e onde E = ∅ podem ser resolvidos em tempo não polinomial utilizando algoritmos de emparelhamento perfeito (algoritmo de Edmonds e algoritmo Húngaro, respectivamente) e de caminho mais curto sobre grafos (tipicamente o algoritmo de Dijkstra). (Paes, 2004). UM ALGORITMO GENÉTICO PARA O PCCM Representação dos cromossomos Os cromossomos são formados por trechos de rota. O número de arcos que cada cromossomo deverá cobrir é definido a partir de um percentual do total de arcos, determinado como um dos parâmetros do algoritmo. Função de fitness A partir da rota definida no cromossomo, encontra-se o valor para as variáveis de decisão envolvidas no trecho. Estas variáveis com os seus respectivos valores são então inseridas como dados na resolução do modelo de Programação Linear Inteira. O valor da função de fitness é encontrado a partir da resolução do referido modelo, quando então são encontrados os valores das demais variáveis de decisão. Processo de seleção Considerando que a população possui m cromossomos dispostos em ordem crescente dos seus custos, isto é é o custo associado ao cromossomo , a escolha de um indivíduo para ser submetido aos operadores genéticos é feita considerando uma distribuição de probabilidade inversamente proporcional ao índice dos cromossomos. Assim, quanto menor for o índice de um cromossomo, maior é a probabilidade do mesmo ser selecionado. De acordo com esta distribuição, a função de seleção é a seguinte [Mayerle, 1994]: onde maior do que be . é um número aleatório uniformemente distribuído, é o menor inteiro é o conjunto ordenado dos cromossomos,de modo que Operador de crossover O operador utilizado é conhecido como Cruzamento C1. Nele um ponto de corte é escolhido aleatoriamente. Para formar o primeiro “filho” toma-se as variáveis antes do corte do primeiro “pai” e completa-se o cromossomo com as variáveis do segundo “pai” na ordem deste cromossomo. O segundo filho é formado com as variáveis do segundo pai antes do corte e as variáveis do primeiro pai após o corte (Reeves, 1995 apud Barboza, 2005). 33 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 27-36, 2012 Aplicação de um algoritmo genético…..Konowalenko et al. Operador de mutação O operador de mutação utilizado sorteia um ponto de corte aleatoriamente. A parte da rota antes deste ponto é retirada e um novo trecho de rota é gerado para substituir a parte retirada. O algoritmo proposto Inicie a população Avalie indivíduos na população Coloque os indivíduos em ordem crescente em relação aos custos Repita Selecione indivíduos para reprodução Aplique operadores de recombinação ou mutação Avalie os indivíduos gerados pelos operadores Se os indivíduos gerados tiverem melhor fitnesss que os piores elementos da população, insira-os na população e exclua os piores Até critério de parada satisfeito Fim IMPLEMENTAÇÃO COMPUTACIONAL O método proposto foi implementado em Visual Basic for Application do aplicativo computacional Microsoft Excelem um microcomputador Intel(R) Core(TM)2 Duo CPU [email protected](2CPUs), com 1918 MB de RAM. Os dados necessários para a implementação dos problemas de programação linear, foram obtidos do Google Earth 6.0.0 Beta. O grafo do presente trabalho é formado por arestas orientadas e arestas não orientadas, tratando-se de um problema típico do Carteiro Chinês para Redes Mistas. O grafo é formado por 50 vértices e 123 arestas. O aplicativo de otimização utilizado para interagir com o Excel foi o LINGO 12.0 da LINDO SYSTEMS. Análise dos resultados Para comparação de resultados, o modelo do Carteiro Chinês Misto com os dados coletados foi resolvido de forma exata com o uso do LINGO 12.0. O resultado para o custo da rota foi de 9621 metros percorridos. Os parâmetros utilizados para a execução do Algoritmo Genético foram (Tabela 1). 34 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 27-36, 2012 Aplicação de um algoritmo genético…..Konowalenko et al. Tabela 1. Parâmetros utilizados para a execução do Algoritmo Genético Tamanho da População 30 Percentual de arcos para cada trecho de rota 8% Probabilidade de Crossover 0,95 Probabilidade de Mutação 0,05 Número de Iterações 100 Testes foram executados com o algoritmo proposto e o resultado ótimo foi obtido na grande maioriados testes. CONCLUSÕES Embora os testes tenham sido efetuados em um problema de pequenas dimensões, os resultados obtidos indicam a aplicabilidade da técnica proposta. Assim, através de um método metaheurístico, foi possível resolver um complexo problema da literatura: o Problema do Carteiro Chinês Misto. Os resultados encontrados indicam que a metodologia proposta foi adequada para a resolução deste tipo de problema. Algumas alternativas em relação à configuração dos cromossomos e também outros tipo de crossover e mutação podem ainda serem utilizados para a utilização desta metodologia em problemas com maiores dimensões. REFERÊNCIAS Barbosa, H.J.C.Introduçãoaos Algoritmos Genéticos. Mini Curso – XX CNMAC, Gramado (RS). 1997 Barboza, A.O.Simulação e Técnicas da Computação Evolucionária Aplicadas a Problemas de Programação Linear Inteira Mista.Tese de Doutorado, Curitiba, PR: UTFPR. 2005 Silva, C.A; Souza, S.R.Uma Aplicação da Meta-heurística Híbrida Simulated AnnealingIterated Local Searchao Problema de FluxoMultiprodutosob o Espaço Capacitado - Programa de Pós-Graduação em Modelagem Matemática e Computacional, CEFET-MG, 10/09/2010. [ref. 07/04/2011] [en linea] <http://www.sbmac.org.br/tema/seletas/docs/v9_1/17Sil_Sou. pdf> Grefenstette, J.J. Optimization of control parameters for genetic algorithms. IEEE Transactions on Systems, Man and Cybernetics. 1986, vol16, num 1, p.122-128. Goldberg, D.E.Genetic Algorithms in Search, Optimization e Machine Learning; Addison-Wesley Publishing Company, Inc. 1989 Goldbarg, M. C; Luna, H. P.Otimozação Combinatória e Programação Linear, 2ª Edição, Editora Elsevier - Rio de Janeiro/RJ. 2005 Holland, J.H. Genetic algorithms. Scientific American, vol 267, num 1, p.44-50, 1992. 35 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 27-36, 2012 Aplicação de um algoritmo genético…..Konowalenko et al. Mayerle, S.F. Um Algoritmo Genético para o Problema do Caixeiro Viajante. Artigo de Circulação Interna do Departamento de Engenharia de Produção e Sistemas da UFSC. 1994. Ochi, L.S., Algoritmos Genéticos: Origem e Evolução. [en linea] <http://www.sbmac.org.br/bol/ bol-2/artigos/satoru/satoru.html>. [ref. 13/05/2011]. Paes, F. G. Otimização De Rotas Para A Coleta Do Lixo Doméstico: Um Tratamento Grasp Do Problema Do Carteiro Chinês Misto (PCCM) - Dissertação de Mestrado,Universidade Estadual Do Norte Fluminense – UENF - Campos Dos Goytacazes, RJ. 2004 Sampaio, R. M; Yanasse, H. H. (sem data).Estudo e Implementação de Algoritmos de Roteamento sobre Grafos em um Sistema de Informações Geográficas,. INPE – Instituto Nacional de Pesquisas Espaciais, LAC - Laboratório Associado de Computação e Matemática Aplicada [en linea]. <http://www.dcc.ufla.br/infocomp/artigos/v3.1/art12.pdf> [ref. 25/02/2011]. Sherafat, H. Algoritmos Heurísticos de Cobertura de Arcos. Tese de Doutorado, UFSC, Florianópolis, SC. 2004. Souza, A. Jornal Hoje Centro Sul. [en linea] http://www.hojecentrosul.com.br/geral/ibge-divulgaresultados-extra-oficiais-do-censo-2010/. 2010. [ref. 25/02/2011] Sucupira, I. R. Métodos Heurísticos Genéricos: Meta-Heurísticas e Hiper-Heurísticas, Universidade de São Paulo/SP. 2004. [ref. 07/04/2011]. [en linea]. <http://www.ime.usp. br/~igorrs/monografias/metahiper.pdf > Xavier, R; Lisboa, A; Vieira, D; Saldanha, R. Heurísticas para modelagem e minimização do consumo de combustível para rotas de coleta de lixo. XLII SBPO – Bento Gonçalves/RS. 2010 36 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 37-49, 2012 Diseño y análisis de sistemas productivos …..Urenda et al. DISEÑO Y ANÁLISIS DE SISTEMAS PRODUCTIVOS UTILIZANDO LA OPTIMIZACIÓN MEDIANTE SIMULACIÓN BASADA EN INTERNET♠ PRODUCTION SYSTEM DESIGN AND ANALYSIS USING INTERNETENABLED SIMULATION BASED OPTIMIZATION Matías Urenda Moris1 , Amos H.C. NG1, Jacob Bernedixen1, Ainhoa Goienetxea Uriarte1 RESUMEN Los ingenieros de producción buscan contínuamente configuraciones óptimas de sus sistemas productivos, con el fin de alcanzar el máximo rendimiento en los mismos. Este es un trabajo que consume mucho tiempo en la industria, y rara vez se le conceden los recursos necesarios para que las decisiones a tomar sean las acertadas. Para poder tomar estas decisiones de una manera más eficiente, es necesario disponer de herramientas nuevas e innovadoras. Este artículo presenta la segunda generación de FACTS Analyzer, una herramienta cuya función se basa en la integración de una variedad de metodologías y técnicas, incluyendo: el modelado rápido por medio de un nuevo concepto de agregación y funciones simplificadas, la generación de modelos de simulación de manera automática y optimización mediante simulación apoyada por una innovadora arquitectura basada en Internet. Dichas metodologías y técnicas permiten que la simulación sea mucho más fácil de utilizar, y aceleran el tiempo de diseño y desarrollo de modelos, la fase de experimentación y los procesos de optimización, con el fin de apoyar el proceso de toma de decisiones. FACTS Analyzer es el resultado de varios años de investigación y desarrollo, en estrecha colaboración con la industria automotriz en Suecia. Palabras clave: Optimización mediante Simulación, optimización multiobjetivo, diseño de sistemas productivos. ABSTRACT Production engineers struggle continuously in seeking the optimal configuration in order to maximize the performance of their production systems. This is a time-consuming work in which they seldom get the necessary resources in order to make the right decisions. New and innovative tools are therefore needed to support high-quality decision making in a rapid manner. This paper introduces the second generation of FACTS Analyzer, a toolset developed based on the concept of integrating model abstraction, automatic model generation and simulationbased optimization under an innovative Internet-based platform. Specifically, it addresses a novel model aggregation and generation method, which when combined together with other system components, like optimization engines, can synthetically enable simulation to become IX Congreso del Instituto Chileno de Investigación Operativa, 26-29 de octubre, Pucon. Chile ♠ Virtual Systems Research Centre. University of Skövde. PO Box 408, 54128 Skövde, Sweden, [email protected], [email protected], [email protected] 1 Autor para correspondencia: [email protected] Recibido: 22.09.2011 Aceptado: 03.05.2012 37 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 37-49, 2012 Diseño y análisis de sistemas productivos …..Urenda et al. much easier to use and speed up the time-consuming model building, experimentation and optimization processes, in order to support optimal decision making. Such a toolset is the result of several years of research and development in close collaboration with the Swedish automotive industry. Keywords: Simulation-based Optimization, Multi-objective optimization, Production Systems Design. INTRODUCCIÓN Los sistemas de producción industriales son a menudo sumamente complejos. La dimensión y complejidad de estos sistemas, junto al carácter dinámico y estocástico de los componentes individuales, así como sus dependencias e interacciones, hacen muy difícil obtener una configuración óptima del sistema en cuestión. Asimismo, la limitación del tiempo siempre está presente en el entorno productivo, por lo que los ingenieros de producción muchas veces basan sus decisiones sólo en la intuición o en sencillos análisis. A pesar de que la Simulación de Eventos Discretos (DES, en sus siglas en inglés) posee una técnica y metodología establecida, y cuyas ventajas en el diseño y análisis de sistemas complejos de producción están bien reconocidos, su uso como herramienta para la toma de decisiones no ha sido exitoso en la industria manufacturera, especialmente durante la primera fase conceptual de diseño de sistemas productivos (McNally & Heavey 2004). Algunas de las causas por las cuales la industria no hace uso de DES son: (1) el extenso tiempo que toma el desarrollo de modelos DES; (2) la falta de experiencia en simulación, y (3) que los modelos de DES, por naturaleza son evaluadores y no necesariamente proporcionan al analista una solución óptima. Además, el proceso de búsqueda de un diseño lo suficientemente bueno puede tomar mucho tiempo, y muchas veces puede ser imposible si el espacio de búsqueda es extenso y el tiempo disponible limitado. La optimización mediante simulación es una técnica relativamente nueva, que se aplica para buscar la configuración “óptima” a un sistema complejo, basándose en la evaluación de uno o varios parámetros del sistema. Dichos parámetros son generados a partir de la simulación mediante el uso de diversas metodologías de búsqueda. La optimización mediante simulación es una tecnología que ofrece un enorme potencial para resolver problemas de sistemas reales y se ha aplicado con éxito en diversos ámbitos (April et al., 2004). Sin embargo, prácticamente todos los paquetes de software comerciales de optimización mediante simulación que existen hasta el momento poseen aún varias limitaciones importantes: (1) trabajan en un modo determinista, sin tener en cuenta los resultados estocásticos de la DES; (2) no tratan explícitamente problemas multiobjetivo, y (3) similar a la mayoría de los paquetes de DES, las herramientas de optimización mediante simulación como otros software tradicionales, se deben instalar y ejecutar localmente en los equipos de los usuarios. En la década de los 90 se hicieron esfuerzos importantes centrados en la Simulación Basada en la Web (WBS, en sus siglas en inglés). Dichos esfuerzos estaban fuertemente incentivados por la visión de que Internet y las tecnologías Web podrían permitir el crecimiento exponencial de oportunidades comerciales y de investigación (Fu et al., 2000) (Boesel et al., 2001) (Miller et al. 2001). A pesar de este comienzo prometedor, Byrne et al., (2010) afirman que la investigación en el área de la WBS se encuentra todavía en sus comienzos y que los esfuerzos prometidos no se han llevado a cabo hacia verdaderos consumidores/clientes, sino que más bien se han tratado de aplicaciones experimentales. Para que las herramientas de WBS realmente lleguen a tener un verdadero impacto en resolver problemas reales, se requiere un mayor trabajo de investigación para saber cómo han de diseñarse estas herramientas y apoyar no sólo la simulación sino también la optimización, en un entorno distribuido y multiusuario. El objetivo final de este trabajo es explorar las oportunidades que ofrece la tecnología de optimización 38 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 37-49, 2012 Diseño y análisis de sistemas productivos …..Urenda et al. mediante simulación basada en la Web para la solución de problemas reales en la industria, a través del diseño e implementación de FACTS Analyzer. Este artículo presenta la segunda generación de un software basado en Web, DES y optimización mediante simulación, llamado FACTS Analyzer (Análisis de Fábrica en la fase ConcepTual utilizando Simulación), que se ha desarrollado específicamente para apoyar el diseño, análisis y mejora de los sistemas de producción, dentro de un contexto multiobjetivo. Implementado como un sistema cliente-servidor a través de Internet, FACTS Analyzer (a partir de aquí FACTS) es un software de optimización mediante simulación paralela y distribuida, capaz de ejecutar múltiples experimentos de DES y procesos de optimización mediante simulación de forma simultánea. En el servidor de FACTS se hayan integrados varios algoritmos de optimización, metamodelos basados en redes neuronales artificiales (ANN, en sus siglas en inglés), sistemas estocásticos de simulación y un sistema de base de datos SQL, todo puesto a disposición de los usuarios a través de servicios web. Además de exponer la arquitectura del sistema de FACTS en la sección metodología, este artículo presenta las capacidades únicas proporcionadas por FACTS, que van más allá de las que se encuentran en los simuladores convencionales de DES; por ejemplo, la generación automática de modelos complejos en base a parámetros de optimización (sección generación modelo..). Asimismo, utilizando como base un ejemplo sencillo, este artículo presenta cómo FACTS puede apoyar la generación de soluciones óptimas de Pareto (el mejor trade-off) para la toma de decisiones en la mejora de los sistemas de producción (sección optimización multiobjetivo) FACTS ANALYZER: METODOLOGÍA Y MATERIALES Desarrollo La arquitectura de FACTS y el paradigma de modelación de la aplicación cliente, primeramente descritos en (Ng et al., 2007), (Urenda et al., 2008) y (Ng et al., 2009), se han ampliado y mejorado en los últimos años. Se ha hecho un esfuerzo concienzudo para mantener la simplicidad del FACTS de la primera generación, pero al mismo tiempo se ha buscado aumentar la capacidad de modelación y las posibilidades de análisis de la herramienta. Un número importante de estudios efectuados en la industria automotriz ha servido de ayuda en la identificación de carencias en el conjunto de objetos de modelado de la herramienta, identificando también características y funcionalidades necesarias en las mismas (Benjamen, 2010; Zomaya, 2010). Además, durante estos años un grupo de la industria automotriz ha utilizado de manera continua la versión inicial de FACTS para el diseño y análisis de sistemas de producción. Sus opiniones y experiencias han sido de gran valor en el reciente desarrollo de FACTS. No sólo han sido de gran ayuda en la adaptación y el aumento del conjunto de objetos que se utilizan para modelar, sino que más importante aún ha sido su aporte en la adaptación de las funciones especializadas del software. Estas funciones se han generado del conocimiento adquirido de los problemas comunes que se encuentran en el día a día de este grupo de ingenieros. En Pehrsson et al., (2011), Pehrsson y Ng (2011), así como Bernedixen y Ng (2011) se presentan típicas situaciones donde se buscan mejoras a través de la optimización mediante simulación. Actualmente están siendo implementadas en la herramienta funciones adaptadas para resolver estos problemas. Sin esta integración estrecha entre los investigadores y los usuarios industriales, esta obra no habría llegado al nivel de aceptación y utilidad que tiene hoy entre nuestros socios industriales. Como resultado de sus experiencias positivas, la Universidad de Skövde ha desarrollado, junto con la industria, un curso intensivo de 5 días en diseño de sistemas de producción. Este curso comenzó a impartirse en otoño del 2011, y para mediados del 2012 ya ha formado a más de 100 ingenieros, utilizando FACTS como principal herramienta para el diseño, análisis y 39 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 37-49, 2012 Diseño y análisis de sistemas productivos …..Urenda et al. optimización de sistemas productivos. El próximo otoño 2012 se seguirá con la formación de más ingenieros de la industria. Arquitectura del sistema Los principales componentes y protocolos de comunicación de la arquitectura del sistema de FACTS, la cual puede soportar simultáneamente múltiples usuarios a través de Internet, se ilustra esquemáticamente en la figura 1. En el núcleo de esta arquitectura se encuentra el sistema de componentes del servidor, que consta de cuatro sub-sistemas distribuidos: (1) el servidor Web, (2) el servidor de optimización, (3) el servidor de base de datos, y (4) el clúster de simulación. Para un proceso de optimización mediante simulación ejecutado a través de FACTS, el motor de optimización (OptEngine) en el servidor de optimización es el componente más importante, ya que proporciona la funcionalidad básica para el procesamiento de los principales algoritmos y actúa como el centro de coordinación de funciones, incluyendo la interacción con el usuario, el envío de los datos de simulación y optimización para los grupos de simulación y el servidor de bases de datos, así como para el uso ocasional de metamodelos. En principio, los componentes del servidor pueden ser accedidos por cualquier aplicación cliente a través de los servicios Web alojados en el servidor Web. En la implementación actual, la aplicación cliente de FACTS es la aplicación con mayor consumo de funcionalidades del servidor de FACTS a través del envío de peticiones XML y especificaciones del modelo en forma de archivos XML, poniendo en marcha/controlando los procesos de optimización mediante simulación (a través de OptManager) y recuperando los datos de la optimización de la base de datos de optimización (OptDB). Figura 1. La arquitectura del sistema de FACTS Analyzer en un entorno multiusuario El gestor de optimización (OptManager) es un servicio de Windows que escucha las peticiones desde el servidor Web para lanzar OptEngines diferentes de acuerdo a las preferencias y los parámetros especificados por el usuario a través de FACTS. Los datos requeridos para iniciar un procedimiento de optimización mediante simulación pueden incluir: (1) la configuración de los parámetros de simulación, tales como el tiempo de calentamiento (warm-up), el tiempo de simulación y el número de replicaciones, (2) las funciones multiobjetivo; (3) la lista de variables de entrada, (4) la lista de variables de salida, (5) las restricciones; (6), el algoritmo 40 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 37-49, 2012 Diseño y análisis de sistemas productivos …..Urenda et al. de optimización a utilizar, y (7) los parámetros de optimización, como por ejemplo el tamaño de la población o la tasa de cruce (crossover rate) si se selecciona un algoritmo evolutivo (EA, en sus siglas en inglés). Las dos últimas opciones son especialmente interesantes para los investigadores que trabajan con optimización mediante simulación, ya que la herramienta les permite seleccionar y comparar el rendimiento de diferentes algoritmos o los diferentes parámetros de optimización. En la actualidad, el servidor FACTS puede trabajar con algoritmos evolutivos asistidos por metamodelos, pero los nuevos algoritmos se pueden añadir fácilmente compilando en la plataforma el núcleo del algoritmo modificado con librerías desarrolladas con orientación a objetos (OO). FACTS permite a todos los OptEngines activos guardar en la base de datos central, OptDB, sus trayectorias de optimización y otros resultados de los experimentos. Esto le permite a FACTS disponer de las siguientes características avanzadas: − − − La calidad y diversidad de las soluciones iniciales juegan un papel crucial en el rendimiento de un proceso de optimización, especialmente cuando se utiliza un método de búsqueda en una población determinada (population based search method). FACTS guarda todos los resultados experimentales en OptDB y, al iniciar un nuevo proceso de optimización, permite al usuario escoger el conjunto de soluciones iniciales de los registros obtenidos en experimentos previos que se hayan realizado. Esto se utiliza normalmente en conjunto con las funciones de Diseño de Experimentos (DoE, en sus siglas en inglés) del cliente de FACTS. Cambiar dinámicamente los algoritmos metaheurísticos en un proceso de optimización. Esto es especialmente útil cuando un método de búsqueda global como los algoritmos evolutivos, es usado inicialmente para exploración y seguidos de métodos de búsqueda locales, como puede ser el del algoritmo descenso por gradiente (Hill Climbing, en inglés) para poder conseguir un resultado de optimización aún mejor. La tolerancia a fallos. Mientras que los fallos en una simulación pueden ser fácilmente detectados y recuperados volviendo a iniciar la ejecución con un SimAgent, los fallos que pueden aparecer en el OptEngine pueden causar un punto único de fallo (single point of failure) y perder el tiempo empleado en las simulaciones previas, si los datos de optimización no están almacenados. La arquitectura de FACTS indirectamente facilita la recuperación del error, permitiendo al usuario comenzar un nuevo OptEngine y recuperando los registros de la optimización mediante simulación guardados en el OptDB como soluciones iniciales y conjunto de datos (training data set) para el metamodelo, para cuando el proceso de búsqueda se vuelva a iniciar. Componentes de simulación Los componentes de simulación están separados de los componentes del núcleo del servidor, porque pueden ser distribuidos en los clusters de ordenadores para soportar ejecuciones paralelas de simulaciones que consumen muchos recursos en el procesador y para poder así acelerar los procesos de optimización. El diseño de la plataforma permite trabajar con varios tipos de simulaciones para conectar el OptEngine a través de la tecnología SimAgent, la cual facilita a los sistemas heterogéneos de simulación ser conectados a SimManager en un protocolo unificado utilizando Microsoft Message Queues (MSMQ), tal y como se puede observar en la Figura Nº1. Dependiendo de los métodos de interfaz de la aplicación soportados por el sistema de simulación objetivo, SimAgent puede comenzar con el correspondiente objeto BackEnd para iniciar/lanzar, interactuar y controlar el software de simulación. En la implementación actual, FACTS admite dos tipos de generación de modelos: (1) modelos DES generados en software 41 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 37-49, 2012 Diseño y análisis de sistemas productivos …..Urenda et al. comerciales y utilizando algunos generadores de modelos personalizados, o (2) modelos binarios con librerías dinámicas vinculadas. La primera opción permite generar un modelo DES basado en las especificaciones del modelo FACTS y posteriormente poder ser modificado para incluir algunas lógicas específicas o detalles. Mientras que, en la segunda opción, la principal preocupación del usuario es conseguir una velocidad óptima de ejecución. Para el primer caso es necesario un objeto BackEnd para comunicarse con el software DES; por ejemplo, a través de DCOM. Los datos de salida provenientes de las evaluaciones de la simulación son “ensamblados” y enviados de nuevo en un formato estándar mediante SimManager, en forma de MSMQ, y devueltos al correspondiente OptEngine para su posterior procesamiento y registro de datos. Más de un SimInstance, que consiste en un SimAgent controlando una única ejecución de la simulación, puede comenzarse en un único nodo con procesadores multi-núcleo en el clúster de simulación. Cuando se inicia un SimAgent, se registrará en el SimManager para anunciar su existencia. Sabiendo el número de SimAgents disponibles, el SimManager puede enviar múltiples trabajos recibidos de los OptEngines a las múltiples simulaciones que se ejecutan en paralelo. La aplicación cliente de FACTS Analyzer Para permitir el modelado rápido de los sistemas de producción, especialmente en la fase de diseño conceptual, FACTS proporciona un número limitado de objetos estándar de DES, combinado con una lista de objetos que tratan con los Mecanismos de Control de Producción (MCP), como se indica en la Tabla Nº1. Los objetos MCP han sido desarrollados teniendo en cuenta la base de experiencias adquiridas en estudios de casos industriales. Sus funcionalidades se han diseñado de forma genérica y, al mismo tiempo, se ha buscado mantener su facilidad de uso. Los objetos MCP permiten modelar los flujos complejos, que comúnmente se encuentran en las líneas de producción, sin la necesidad de personalizar la funcionalidad del modelo a través de la programación. A modo de ejemplo, en la figura 2 se muestra la utilización de los objetos estándar DES y los MCP para modelar una línea existente de mecanizado de motores. 42 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 37-49, 2012 Diseño y análisis de sistemas productivos …..Urenda et al. Figura 2. El uso de objetos de FACTS Analyzer para modelar una línea de mecanizado de automoción. FACTS tiene una novedosa manera de modelar los flujos de producto dentro de la línea, tomando en consideración a diferentes variantes o grupos de variantes. Estos flujos de materiales se crean de forma similar a como los flujos de producción tradicionalmente se crean en los software de DES, es decir, mediante la conexión de los objetos en el modelo con conectores/flechas. Sin embargo, la principal diferencia es que FACTS permite la creación de múltiples flujos recogidos en una estructura de árbol (ver el lado derecho de la Figura Nº2). Dentro de esta estructura de árbol también existe la posibilidad de crear la función de selección, similar al objeto MCP de selección, pero en este caso en vez de optimizar configuraciones de recursos, el proceso de optimización buscaría la combinación de flujo/producto más óptima de acuerdo a los objetivos. El concepto de selección en FACTS y su implementación permite que el usuario utilice la optimización mediante simulación para automáticamente evaluar diferentes alternativas de diseño; esto se ilustra más en detalle en el siguiente apartado: Generación del modelo en base a parámetros de optimización: descripción de un ejemplo En la fase de diseño conceptual de un sistema de producción es muy común que existan múltiples escenarios de cómo configurar este sistema de producción. Tener un modelo por escenario y, por lo tanto, un análisis por cada escenario, fácilmente limita la cantidad de escenarios que podrían ser evaluados debido al tiempo establecido que hay para la toma de decisiones en la industria. Lo ideal sería ser capaz de analizar todos los escenarios, representados en las diferentes alternativas de diseño, de una manera eficiente. En este tipo de escenarios es probable que gran parte del flujo de producción sea idéntico, con diferencias en lugares específicos. La función de selección (tanto la selección de objetos como la selección de flujo) permite que estas alternativas de diseño se construyan en forma de bloques o se definan en el árbol de selección de flujos, para que más tarde el proceso de evaluación cambie entre las diferentes combinaciones de forma automática. El análisis de este modelo y sus variantes se realiza a través del proceso de optimización mediante simulación para buscar la “mejor” combinación de alternativas de diseño, con sus valores óptimos. Pero también se buscan los 43 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 37-49, 2012 Diseño y análisis de sistemas productivos …..Urenda et al. valores óptimos de otras variables pertenecientes a los objetivos de optimización. La solución “óptima” se puede, por lo tanto, alcanzar en una sola ejecución de optimización mediante simulación. La figura 3 muestra cómo diseños alternativos fácilmente pueden ser modelados en FACTS gracias a la metodología de selección, ya sea a través de la selección de recursos o selección de flujos. Figura 3. Ilustración de la función de selección: selección de objetos y selección de flujos en FACTS Analyzer A continuación, para ilustrar su uso, utilizaremos un supuesto escenario considerando dos selecciones. En la primera se utiliza el objeto de selección, OPSelection. La selección constituye la opción de tener una máquina rápida en lugar de dos máquinas lentas en paralelo. Se desea considerar si la sustitución de las máquinas antiguas y lentas por una o más máquinas nuevas y rápidas conlleva la mejora esperada, este tipo de problema es común en la industria automotriz. La segunda selección es de flujo para variantes de productos. Para las tres operaciones, OP1, OP2 y OP3, que están conectadas a buffer2, hay una selección de flujo en el que dos alternativas están siendo evaluadas. La primera alternativa se basa en que las tres variantes de productos (VarA, VarB y VarC) tengan su propio flujo (marcados en color rojo, verde y azul). En la segunda opción se permite que las tres variantes sean procesadas en cualquiera de las tres máquinas (esto conlleva una inversión para obtener la flexibilidad necesaria), pero con la desventaja de que al cambiar variante en una operación se genera la necesidad de hacer una preparación (setup) de la operación, y esto conlleva un tiempo adicional. Por lo tanto, además de tomar la decisión de reemplazar o no las máquinas viejas por una nueva, se tiene que evaluar si es rentable invertir en máquinas flexibles para poder cambiar el flujo de productos a uno más flexible. El modelo presentado en la figura 3 se utilizará para ilustrar la utilidad de la aplicación de optimización con el modelado de selección. La configuración original de este modelo se puede encontrar en la parte izquierda de la tabla 2. Las selecciones alternativas, junto con algunas 44 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 37-49, 2012 Diseño y análisis de sistemas productivos …..Urenda et al. posibles mejoras adicionales, están todas modeladas como inversiones, con sus costos asociados. Estas se presentan en la parte derecha de la tabla 2. Tabla 2. La configuración inicial (izquierda) y los costos de inversión (lado derecho) del modelo básico. Objetos* Configuración Objetos Inversión y costos El modelo se ejecuta con producción continua (sin Posibilidad de comprar desde 1 hasta Modelo Buffer1, horario de pausas) durante 31 días, de los cuales 5 plazas adicionales cada una cuesta Store1 uno se utiliza como período de calentamiento e 10,000$. incluyendo 15 repeticiones para hacer frente a los elementos estocásticos en el modelo. Fuente infinita aleatoria de las tres variantes (VarA – 40 %, VarB – 30 %, VarC – 30 %). (almacén1) OPSelection La inversión en la nueva máquina (FastOP) coste 100,000$. Buffer1, Store1 (almacén1), Buffer2 SlowOP1, SlowOP2 Los almacenes tienen un tiempo de almacenaje mínimo (transporte) de 60 segundos y una capacidad para almacenar 5 unidades. Mejora de la disponibilidad del 90% al 95% en pasos de 1%. Un coste de 10.000$ por paso. FastOP Tiempo de procesamiento constante de 3.600 segundos, con una disponibilidad del 95% y un MTTR de 3 minutos. SlowOP1, SlowOP2, OP1, OP2, OP3 SlowOP1, SlowOP2, OP1, OP2, OP3 Selection1 OP1, OP2, OP3 Tiempo de procesamiento constante de 9.000 segundos para VarA y 1,2000 segundos para VarB y VarC y con una disponibilidad del 90% y un MTTR de 5 minutos. Tiempo de preparación (setup) de 10 minutos para pasar o dejar de producir VarC. Demanda infinita. Source1 (fuente1) Sink1 (pozo1) Tiempo de procesamiento constante de 7.000 segundos, con una disponibilidad del 90% y un tiempo medio de reparación (MTTR) de 5 minutos. (selección de objetos) (selección de flujo) Mejora de MTTR de 5 minutos a 3 minutos en intervalos de 1 minuto. Un coste de 10.000$ por minuto. Mejorar las máquinas a máquinas multiobjetivo/flexibles que puedan procesar todas las variantes. Coste 90.000$. * Los nombres en inglés se han mantenido para poder relacionarlos con los términos de la Figura Nº3. Como se ha mencionado anteriormente, los modelos creados mediante FACTS se almacenan y se envían al servidor utilizando XML. Estos modelos (archivos XML), pueden ser interpretados por un generador de modelo (Figura 1) en cada SimInstance del clúster de simulación distribuida. Sin embargo, antes de que el modelo se envíe a los generadores de modelo, la señal es procesada por el OptEngine, el cual establece los valores de las variables de decisión. A continuación, cada generador de modelos interpreta el archivo XML y genera el modelo de acuerdo a los valores que el algoritmo de optimización definió. Para los objetos de selección y las selecciones de flujo, un elemento de selección rodea todas las opciones disponibles (objetos/flujo), con el atributo ActiveID. Tal atributo define la/s selección/es que en tal instancia serán evaluadas. Esta manera de modelar y almacenar selecciones proporciona un modo sencillo de alternar entre las opciones disponibles y un aspecto clave en la incorporación de la función de selección en un proceso de optimización mediante simulación. OPTIMIZACIÓN MULTIOBJETIVO Se han ejecutado optimizaciones multiobjetivo (MOO, en sus siglas en inglés) para el caso hipotético descrito (en la sección generación de un modelo…) de este artículo. Para ayudar a tomar la mejor decisión, teniendo en cuenta las variables de inversión y rendimiento, se ha generado el diagrama de Pareto utilizando en este caso una variante del NSGA-II (Deb et al., 2002). FACTS Analyzer provee a los usuarios de las funcionalidades necesarias para dibujar la mejor, media o peor attainment surface (Knowles, 2005) de las soluciones óptimas de Pareto obtenidas de las varias ejecuciones de MOO. La figura 4 muestra cómo el usuario 45 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 37-49, 2012 Diseño y análisis de sistemas productivos …..Urenda et al. puede agrupar los resultados de tres replicaciones de la optimización mediante simulación, para dibujar el mejor attainment surface para el ejemplo analizado (Figura 4 el camino de la izquierda). Para una ejecución de la optimización mediante simulación particular, el usuario puede navegar por los resultados de la optimización y seleccionar cualquier solución para analizar en detalle las medidas de rendimiento y sus estadísticas (Figura 4 el camino de la derecha). En este ejemplo, los óptimos de Pareto para una inversión de 90,000$ han mostrado un salto del rendimiento (8.6% de mejora) y puede ser considerado como un punto de inflexión (knee point, en inglés) en la literatura de MOO. Este representa la mejor solución, ya que se puede obtener una mejora significante del rendimiento con una inversión adicional de 10,000$, la cual no se puede obtener con ninguna otra solución óptima de Pareto. La solución óptima de Pareto de inversión igual a 90,000$ es únicamente atribuida a la inversión en máquinas flexibles, sin hacer ningún otro cambio en el modelo original. Figura 4. Imagen que muestra el uso de las herramientas de FACTS para navegar y analizar los resultados de los MOO. El efecto de invertir en una máquina nueva o más rápida en la etapa 1 se puede comparar con el efecto de la actualización de las tres máquinas en la etapa 2 para ser flexible. Esto se puede realizar utilizando el gráfico en 4D (3D más color) y las coordenadas paralelas, de FACTS Analyzer (Figura 5). El gráfico de 4D en la figura Nº 5 ilustra muy claramente que la no 46 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 37-49, 2012 Diseño y análisis de sistemas productivos …..Urenda et al. linealidad en el eje de rendimiento se atribuye a la variable binaria que decide si las máquinas en la fase 2 son flexibles o no. El gráfico muestra que se puede hacer una mejora mayor del rendimiento haciendo cambios pequeños, que remplazando la máquina vieja o lenta por una máquina nueva o más rápida. Como se puede comprobar, la visualización proporciona información valiosa en la toma de decisiones para la mejora de la línea de producción. Figura 5. Visualización del efecto de las diferentes variables de decisión en las coordenadas paralelas y el gráfico 4D. Para este problema tan simple se puede apreciar que la visualización de datos mediante gráficos 4D y el computador/ordenador proporcionan un medio eficaz al usuario para comparar los atributos de las soluciones Pareto-óptimas. Pero, para problemas complejos que están compuestos por decenas o, incluso, cientos de variables de decisión con sus relaciones complejas, encontrar los atributos de los vectores de decisión que constituyen las soluciones 47 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 37-49, 2012 Diseño y análisis de sistemas productivos …..Urenda et al. óptimas de Pareto, es un trabajo muy complejo. El implementar métodos eficientes para este tipo de análisis post-optimización, es una investigación muy importante e interesante que se está llevando a cabo en el desarrollo de la próxima generación de FACTS Analyzer. RESULTADOS Y CONCLUSIONES Hasta la fecha se puede afirmar que existen muy pocas aplicaciones y herramientas eficientes para ejecutar simulaciones y optimizaciones en Internet de sistemas reales. Este artículo ha presentado un sistema de DES y optimización mediante simulación basados en Internet, llamado FACTS Analyzer, que ha sido desarrollado específicamente para el diseño conceptual del flujo productivo, su análisis y optimización. Utilizando FACTS Analyzer, experimentos de simulaciones paralelas y distribuidas pueden ser ejecutadas y controladas remotamente por múltiples usuarios, en cualquier momento y desde cualquier lugar, mediante el uso de Internet. FACTS Analyzer es también compatible con MOO, por lo que los óptimos de Pareto pueden ser generados de forma eficiente para que los encargados de tomar decisiones puedan escoger aquella configuración que ofrezca el mejor trade-off entre los diferentes objetivos a la hora de diseñar y mejorar un sistema productivo. Actualmente, el propósito principal de la investigación es extender FACTS con técnicas de análisis post-optimización para descubrir la importancia de los atributos de los óptimos de Pareto para apoyar a la toma de decisiones en el diseño de sistemas productivos. Finalmente, cabe destacar que FACTS mejora el día a día de los ingenieros de producción en su trabajo de búsqueda de sistemas óptimos. Y aunque es muy pronto para decirlo, nuestros colaboradores de la industria están entusiasmados por el potencial que proporciona esta herramienta innovadora. AGRADECIMEINTOS Este trabajo se inició con el proyecto FACTS, el cual se llevó a cabo entre los años 20062008. Su continuación se basa en el proyecto FFI-HSO (2009-2012), ambos financiados por la agencia sueca VINNOVA. Los autores agradecen su apoyo con fondos de investigación durante todos estos años. Los autores agradecen también a los socios de la industria automotriz sueca, incluyendo Scania AB, Volvo Car Corporation y Volvo AB, por su apoyo en el desarrollo, prueba y evaluación de FACTS Analyzer. REFERENCIAS April, J; Better, M; Glover, F; Kelly, J. New advances for marrying simulation and optimization. En Ingalls, R. G., Rossetti, M. D., Smith, J. S.; Peters, B. A. (eds.) Proceedings of the 2004 Winter Simulation Conference, (Washington, D.C., Dec.5–8, 2004). P.80–86. Benjamen, D. Conceptual factory simulation analysis: prerequisites and specification. MSc thesis. Skövde, Sweden: University of Skövde. 2010 Bernedixen, J; Ng, A.H.C. Optimal Buffer Allocation for Semi-synchronized Automotive Assembly Lines using Simulation-based Multi-objective Optimization. En Proceedings of the Industrial Simulation Conference, (Venice, Italy, 6-8 June, 2011). P. 129-135. Boesel, J., Jr; Bowden, R.O; Kelly, J.P; Westwig, F. Future of simulation optimization. En A. Peters, J. S. Smith, D. J. Medeiros, and M. W. Rohrer (eds.). Proceedings of the 2001 Winter Simulation Conference, (2001).P.1466–1469. 48 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 37-49, 2012 Diseño y análisis de sistemas productivos …..Urenda et al. Byrne, J; Heavey, C.; Byrne. P.J. A review of Web-based simulation and supporting tools. Simulation Modelling Practice and Theory. 2010, vol 18 num 3.p. 253-276. Deb, K; Pratap, A; Agarwal, S; Meyarivan, T. A fast and elitist multi-objective genetic algorithm: NSGA-II. IEEE Transaction on Evolutionary Computation. 2002, vol 6, num 2, p. 181-197. Fu, M.C., Andradóttir, S., Carson, J. S., Glover, F., Harell, C. R., Ho, Y.-C., Kelly, J.P. & Robinson, S. M. Integrating optimization and simulation: research and practice. En J. A. Joines, R. R. Barton, K. Kang, and P. A. Fishwick (eds.), Proceedings of the 2000 Winter Simulation Conference, (2000). P.610–616. Knowles, J. A summary-attainment-surface plotting method for visualizing the performance of stochastic multiobjective optimizers. En Proceedings of the 5th International Conference on Intelligent Systems Design and Applications (ISDA), (Wroclaw, Poland, 8-10 September 2005) Madan, M; Son, Y.J; Cho, H; Kulvatunyou, B. Determination of efficient simulation model fidelity for flexible manufacturing systems. International Journal of Computer Integrated Manufacturing. 2005, vol 18, num 2–3, p. 236–250. McNally, P; Heavey C. Developing simulation as a desktop resource. International Journal of Com-puter Integrated Manufacturing. 2004, 17, p. 435-450. Miller, J.A; Fishwick, P.A; Taylor, S.J.E. Benjamin, P; Szymanski, B. Research and commercial opportunities in Web-Based Simulation. Simulation Practice and Theory. 2001, vol 9, num 1-2, p. 55-72. Ng, A; Urenda, M; Svensson, J; Skoogh, A; Johansson, B. FACTS Analyser: An innovative tool for factory conceptual design using simulation, En Proceedings of Swedish Production Symposium, (Gothenburg, 28-30 August 2007). Ng, A; Urenda, M; Jägstam, M; Svensson, J. An internet enabled tool for multi-objective simulation optimization, En Proceedings of the VIII Congreso Chileno de Investigacion Operativa, OPTIMA (Chillan, Chile, 2009). Pehrsson, L; Ng, A.H.C; Bernedixen, J. Multi-objective production system optimisation including investment and running costs. En Proceedings of the 4th Swedish Production Symposium, (Lund 3-5 May 2011). P.55-62. Pehrsson, L; Ng, A.H.C. An applied framework for simulation-based multi-objective optimisation within production system development. En Proceedings of the Industrial Simulation Conference, (Venice, Italy. 8 June 2011). P.121-128. Urenda Moris, M; Ng, A; Svensson J. Simplification and aggregation strategies applied for factory analysis in conceptual phase using simulation. En: S. J. Mason, R. Hill, L. Moench, and O. Rose,( eds), Proceedings of the 2008 Winter Simulation Conference, (2008).P.1913-1921. Zomaya, R. Factory flow analysis: A case study for Volvo Cars Engines. BSc Thesis, Skövde, Sweden: University of Skövde. (2010) 49 50 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. EVALUACIÓN Y ANÁLISIS DE EFICACIA Y EFICIENCIA EN RESTAURANTES. CASO: RESTAURANTE ESPECIALIZADO EN COMIDA INTERNACIONAL EVALUATION AND ANALYSIS OF EFFECTIVENESS AND EFFICIENCY IN RESTAURANTS. EVENT: INTERNATIONAL SPECIALTY RESTAURANT Liliana Ramos Iglesias1, Alaín Segura Domínguez1, Yaimí González Catalá2, Arianne Alonso Suárez1 RESUMEN Este trabajo fue realizado en un restaurante especializado en comida internacional, en Varadero, Cuba. El mismo presenta como objetivo aplicar un procedimiento con enfoque integral, que permita evaluar y analizar el comportamiento de la eficacia y la eficiencia en el restaurante. Para cumplimentarlo se analizan los procesos que se desarrollan en la entidad, apoyados en una investigación de mercado, teniendo como salida la satisfacción de los clientes externos y la variación de los indicadores, tanto de eficacia como de eficiencia que se recogen en la empresa. Para ello se emplearon una serie de técnicas, como son: aplicación de encuestas, ciclo de los servicios, análisis de las quejas, diagrama Paretto, matriz BCG (Boston Cuosulting Group: fue desarrollada por esta firma consultora, de la cual tomaron sus iniciales para su nombre), análisis de tasa de crecimiento de indicadores, entre otros. Como principales resultados se pudo concluir que existen dificultades fundamentalmente en la cartera de productos, y la misma fue analizada determinando los platos más importantes. Además, se puede plantear que la eficacia muestra buenos resultados, pues los indicadores que la miden presentan un incremento paulatino. Por otro lado, la eficiencia es buena, pues existe crecimiento de sus indicadores, sin dejar de mencionar un grupo de reservas que aún se pueden explotar en las operaciones que se ejecutan a lo largo de todo el servicio. A pesar de ello fueron encontradas reservas de eficacia y eficiencia a las cuales se les plantean acciones correctivas. Palabras claves: Evaluación del servicio, medición de la satisfacción, análisis de la cartera de productos. ABSTRACT This work was done in a restaurant specializing in international cuisine in Varadero, Cuba. It presents a procedure designed to apply with a comprehensive approach to evaluate and analyze the behavior of the effectiveness and efficiency in the restaurant. To fill it examines the processes taking place in the state, supported by market research, with the output external customer satisfaction and the variation of indicators of both effectiveness and efficiency included in the Profesor del Departamento Ingeniería Industrial, Facultad de Ciencias Económicas e Informáticas, Universidad de Matanzas Camilo Cienfuegos. Matanzas. Cuba. Licenciada en Economía de la Facultad de Ciencias Económicas e Informáticas, Universidad de Matanzas Camilo Cienfuegos. Matanzas. Cuba. 1 2 Autor para correspondencia: [email protected] Recibido: 28.02.2012 Aceptado: 10.08.2012 51 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. company. This is done through a variety of techniques including: conducting surveys, services cycle, analysis of complaints, Pareto diagram, BCG Matrix (Boston Cuosulting Gnoup: was development by this cuosulting firm taken the initial for name), growth rate analysis of indicators, among others. The main results it was concluded that there are fundamental difficulties in the portfolio and it was analyzed by determining the most important dishes. You can also argue that the efficiency shows good results for the measured indicators show a gradual increase. On the other hand the efficiency is good as there are growth indicators, not to mention a group of stocks that can still be exploited in operations that run throughout the service. Despite this reservation were found effective and efficient which they face corrective action. Keywords: Service evaluation, measure of satisfaction, wallet product analysis. INTRODUCCIÓN Desde épocas remotas el hombre ha buscado las formas más factibles de realizar su trabajo, y con el surgimiento de la competencia entre las empresas se ha desarrollado la necesidad de gestionar las organizaciones, de forma tal, que le permitan ser líderes o, al menos, obtener beneficios que facilitan su sustento. Para ello ha creado un sinnúmero de herramientas, que le han permitido gestionar sus procesos, recursos humanos y materiales, garantizando con esto tener un sitio en el tan cambiante y dinámico mundo empresarial. La mejora de la eficacia y la eficiencia en la gestión de la calidad de sus actividades es una de las premisas de las empresas de punta en todo el mundo, por su importancia para lograr la aceptación y satisfacción de los clientes. Ahora bien, para gestionar o mejorar, el primer paso es evaluar, siendo éste el proceso en el cual se cuantifica en qué medida se cumplen los parámetros establecidos para una actividad determinada. Rodríguez (1986) plantea que la evaluación se realizaba a partir de los niveles de calidad y por la utilización de métodos cuantitativos basados en la medición y comparación de índices de calidad simples o complejos, definidos por los propios productores. Por lo tanto, la evaluación de la calidad en la era de la manufactura se definía como el proceso de medición y comparación consistente en la determinación del nivel de calidad del producto o producción. Se considera que el término de evaluación tiene amplia acepción, que puede ser analizado teniendo en cuenta la finalidad de la misma. Así, puede utilizarse unido a calidad, eficacia y eficiencia. La NC ISO 9000/2005 plantea: Calidad es el grado en el que un conjunto de características inherentes cumple con los requisitos. Basados en estos conceptos, se puede plantear que la calidad está íntimamente relacionada con la medida en que determinadas características pueden satisfacer una necesidad de forma satisfactoria, o, para decirlo de otra forma, es cuando los defectos tanto de productos como de servicios son minimizados, de tal manera que el cliente no los percibe y se logra con ello una satisfacción del mismo. Para conseguir una calidad óptima en una empresa se deben gestionar de forma eficaz y eficiente todos sus recursos. A nivel mundial, las empresas productivas o de manufactura de empuje se enfocan generalmente hacia lograr una calidad en el producto para ocupar una posición determinada en la mente de los consumidores; como ejemplo de ello se tienen las fábricas japonesas, que trabajan con la ideología del cero defecto, logrando con ello que sus marcas sean para el comprador sinónimo de confianza. A pesar del costo que esto implica, es mucho más fácil lograrlo en la producción que en los servicios, pues en ella la mayoría de las veces el contacto con el cliente es mínimo, ya que este generalmente solo puede apreciar el bien tangible terminado (Ramos, 2011). 52 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. Eficacia y eficiencia en restaurantes Un restaurante es aquel establecimiento que está concebido para el servicio y consumo de alimentos equivalente a un desayuno, un almuerzo y/o una comida. Por lo general, la mayor parte de los platos que conforman el menú son elaborados en el propio establecimiento, aunque en algunos casos se les da terminación a los productos que proceden de otros centros de producción. Las características del servicio, el mobiliario, las condiciones físico-ambientales, junto a otros factores, proporcionan los elementos que establecen la diferencia de estos comercios (NC126- 2001). Como se ha demostrado a través del concepto planteado, los restaurantes son ejemplos reales de la prestación de un servicio. Por sus particularidades se hace imprescindible trabajar con la máxima calidad, para lograr con ello una posición privilegiada ante los clientes, sin descuidar por ello el empleo de recursos, garantizando así un servicio con eficacia y eficiencia. Sobre estos macro indicadores, la NC ISO 9000/ 2005 define eficacia como el grado en que se realizan las actividades planificadas y se alcanzan los resultados planificados, y la eficiencia como la relación entre el resultado alcanzado y los recursos utilizados. Mayo et al (2009) por otra parte, plantean que eficacia es el estado en que un individuo, grupo u organización ha alcanzado los objetivos establecidos. Aibar (2003) plantea que la evaluación de la eficacia de la actuación de una organización requiere que previamente se haya realizado un proceso de planificación, en el que se establezcan los objetivos que se pretenden lograr. El mismo autor cita otros criterios, Kanter y Summers (1994) consideran que, dado que los objetivos considerados claves para una entidad pueden variar a lo largo del tiempo con las distintas etapas de su ciclo de vida, las medidas o indicadores de eficacia variarán también en consonancia con el cambio experimentado por los objetivos, configurándose así el término eficacia como una medida de la mejora continua de la organización. La Comisión de Ética y Transparencia Institucional (2008), por su parte, define: Eficiencia viene a ser la capacidad de disponer de alguien o de algo para conseguir un determinado fin. Es el nivel de logro en la realización de objetivos por parte de un organismo con el menor coste de recursos financieros, humanos y tiempo. En la NC ISO 9000/ 2005 se plantea que es la relación entre el resultado alcanzado y los recursos utilizados. Aibar (2003) cita los análisis de la AECA (1997), Bac (1994), Simón (1994), el criterio de eficiencia tiene su base en la gestión empresarial y supone el logro de un equilibrio positivo en la relación output-input, es decir, manteniendo los estándares de calidad, lo cual implica la racionalidad de los consumos (eliminando los desperdicios y consumos innecesarios. Teniendo en cuenta los basamentos planteados con anterioridad, se puede mostrar la importancia de esta investigación que tiene como objetivo aplicar un procedimiento con enfoque integral que permita evaluar y analizar el comportamiento de la eficacia y la eficiencia en un restaurante especializado en comida internacional. PROCEDIMIENTO El procedimiento que se muestra a continuación fue desarrollado por Segura (2009), profesor del Colectivo de Calidad del Dpto. de Ingeniería Industrial de la Universidad de Matanzas el mismo permite cumplir el objetivo propuesto a partir de la identificación y análisis de forma integral de los indicadores que se utilizan en el sector empresarial para evaluar la gestión realizada en cada etapa de trabajo. Como novedad de dicho procedimiento se puede mencionar la interrelación entre indicadores económicos tradicionales con indicadores cuantitativos de 53 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. eficacia orientados al principio número uno de la gestión de la calidad: orientación al cliente. La coherencia e interrelación entre las herramientas que lo integran hacen factible su aplicación en el sector del los servicios, por lo cual fue seleccionado para el desarrollo de la presente investigación. Pasos del procedimiento a utilizar: 1. Identificación de los Procesos que se llevan a cabo en la Organización. Para analizar los procesos, primeramente, estos debieron haber transitado por un período de identificación y selección. Este paso se destaca por ser el eslabón inicial del período de investigación. En él se plantea y define lo que posteriormente se utilizará para el desarrollo del trabajo de campo. Como parte de este paso se identifican los procesos que se llevan a cabo y se define la actividad fundamental que se realiza en el restaurante. Herramientas a utilizar: diagrama en planta, mapa de procesos, diagrama de flujo, tormenta de ideas. 2. Identificación de los Clientes. Este punto está muy relacionado con el principio enfoque de cliente, siendo el principal indicador de la eficacia, pues da la medida en que se cumplen los requerimientos del mismo. Para esta investigación se propone el análisis del grado de satisfacción del cliente a través de la aplicación de encuestas y del análisis de las quejas. Además, se pretende analizar el Ciclo de los Servicios haciendo una descripción de los momentos críticos en los cuales el cliente entra en contacto directo con la instalación. Entre las herramientas a utilizar, tenemos: Diagrama de Paretto, encuesta, ciclo de los servicios, método delphi, entrevista, análisis de quejas, segmentación de mercado, procesamiento estadístico, cálculo del tamaño de muestra, tormenta de ideas. 3. Identificación y Análisis de la Cartera de Productos. Para este paso se propone, primeramente, identificar todos los productos que se ofertan en el restaurante y se emplearán técnicas como el Diagrama de Paretto, para determinar el efecto económico que ejerce cada producto en el total de productos analizados y la Matriz BCG para comparar con los resultados obtenidos del análisis de Paretto y proponer medidas correctivas sobre aquellos productos que pierden paulatinamente su atractivo. 4. Determinar la Orientación de la Gestión de la Empresa. Se realizará un análisis de los indicadores y se clasificarán de acuerdo a su naturaleza en indicadores de eficacia o eficiencia. A continuación se precisará si la instalación se orienta hacia la eficacia o la eficiencia en función de la cantidad de indicadores que se gestionen, estableciendo una relación porcentual del total de indicadores que se controlan. Además, se realiza una propuesta de nuevos indicadores a medir para mejorar la evaluación de la gestión de la eficacia, de forma proactiva. Otras herramientas que se utilizan son la entrevista, análisis de documentos, trabajo grupal. 5. Análisis de la Eficacia. Se propone separar los indicadores de eficacia del restaurante y evaluar sus comportamientos para el período determinado. Para ello se realiza una evaluación de resultados a partir de la interrelación de indicadores, el análisis de la tasa de crecimiento y análisis de datos históricos. 6. Análisis de la Eficiencia. Utilizando los indicadores de eficiencia de la entidad se evalúa su comportamiento en el período objeto de análisis. Las herramientas a utilizar para este paso son: evaluación de resultados a partir de la interrelación de indicadores, el análisis de la tasa de crecimiento (TC), análisis de datos históricos, análisis de documentos contables. 54 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. RESULTADOS ALCANZADOS El restaurante se subordina a una UEB (Unidad Empresarial de Base) Restaurantes Especializados que es donde se desarrollan los procesos estratégicos y de soporte. Solo cuenta con un pequeño stock para las mercancías y un administrador, que sólo realiza las funciones de recoger las informaciones y dirigir los procesos claves, que son los que se desarrollan en él. Se clasifica como un tipo de restaurante especializado en carne de res, con parrilla, plancha y servicio a la americana o plateado, además de brindar comida internacional. La instalación cuenta con una amplia terraza techada, un salón cerrado, así como un salón reservado. En su totalidad se dispone de diez mesas, con una capacidad de 60 plazas distribuidas de la forma más económica y segura posible, aprovechando al máximo los espacios disponibles. Cuenta con un bar, cocina y parrilla, como se muestra en el diagrama en planta de la entidad que puede ser observado en la figura 1. Figura 1. Diagrama en planta del restaurante. Los procesos que se desarrollan en la instalación se concentran en la elaboración de comida y prestación de servicio; el resto, como ya se ha dicho, son actividades aisladas que se subordinan a departamentos existentes en la Dirección de la UEB: Restaurantes Especializados. El restaurante cuenta además con facilidades complementarias indispensables de confort, como son: servicios sanitarios, ambientación, climatización, iluminación, etc. El mobiliario, equipamiento, vajillas, cristalería, mantelería y vestuario de los trabajadores son los adecuados, conformando un conjunto armonioso y coherente. El ciclo del servicio del proceso de prestación comienza en el momento que el cliente entra en contacto con la instalación, hasta que se retira de la misma, y está compuesto por los diferentes momentos de la verdad que se mencionan a continuación: • El cliente llega al restaurante. • El cliente es recibido y se le indica la mesa. • El cliente recibe la carta. • El cliente pide la bebida. • El cliente recibe la bebida y se le habla de la oferta que se le brinda. • El cliente emite el pedido. • El cliente recibe el pedido. • El cliente pide la cuenta. 55 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío • • revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. El cliente recibe la cuenta y agradece el servicio. El cliente paga y se retira. La instalación cuenta con un amplio potencial de mercados emisores, que le brindan clientes tanto nacionales como internacionales (Figura 2). Figura 2. Mercados Emisores de clientes que acuden al restaurante. Como puede observarse, Canadá y Cuba son los principales mercados emisores de clientes que acuden, siendo seguidos por España. Con el fin de evaluar la calidad del servicio y la satisfacción de los clientes que asisten al restaurante a nivel de la dirección de la UEB, se utiliza el método del sistema de encuestas a clientes, para, a partir de los resultados que éstas arrojen, aumentar la oportunidad de tomar mejores decisiones para la gestión. Además, facilita establecer medidas que permitan cumplir con las expectativas de los clientes, logrando con ello que sean más leales y, también, fortalecer la posición competitiva en el mercado. Dicha encuesta fue elaborada por los especialistas de la empresa, a partir de los criterios generales para la confección de esta técnica. En la misma se va de lo particular a lo general, teniéndose en cuenta para ello las variables de interés para los clientes, las cuales conforman un total de 11 interrogantes o ítems, midiéndose éstas en cuanto a su importancia y empleándose para ello una escala de Excelente- Bien- Regular- Mal. La población de clientes con que cuenta el restaurante no es conocida, por lo cual se puede plantear que el método para determinar las encuestas a aplicar es no probabilístico. Más, como se cuenta con datos históricos, se realizará una aproximación a un método probabilístico para buscar la muestra a encuestar a través de la ecuación 1 que se presenta a continuación: Donde: n: tamaño de la muestra N: tamaño de la población. P y Q: valores de probabilidad relacionada con la ocurrencia o no del fenómeno estudiado. Los valores de P=Q=0,5 como supuesto de igualdad de probabilidad. 56 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. K - constante que depende del nivel de confianza (K=2), siempre que se trabaje con un nivel de confianza de un 95 %. Para ello se obtuvo una media de los clientes que visitaron el restaurante durante los 3 años anteriores en cada uno de los meses. Para la aplicación de la encuesta se tuvo en cuenta el diseño de la ficha de investigación comercial que se muestra en la tabla 1. Tabla 1. Ficha de Investigación Comercial Técnica Procedimiento metodológico Universo Ámbito Tamaño muestral Error muestral Nivel de confianza Diseño muestral Investigación comercial restaurante especializado Encuestas a través de cuestionarios con preguntas cerradas. Todos los clientes que asistan al restaurante. Todas las áreas del restaurante. Noviembre = 294 encuestas; Diciembre = 307 encuestas; Enero = 330 encuestas De un 5% De un 95%; K=2 , P=Q= 0,5 Aleatorio Simple. Fecha del trabajo de campo Forma de contacto Punto de muestreo Desde: Noviembre 2009 Hasta: Enero 2010 Personal Restaurante especializado en comida internacional. A las encuestas aplicadas se les realizaron pruebas de fiabilidad y validez mediante el software SPSS. El análisis de fiabilidad se realiza a partir del coeficiente Alpha de Conbrach (α), el cual debe oscilar entre 0 y 1, pero debe ser mayor de 0,7 para que el instrumento se considere fiable, esta condición es necesaria pero no suficiente. Para las encuestas en las que se realizó el estudio, dicho coeficiente presenta un valor de α=0,9017, por lo que la encuesta cumple con el supuesto de fiabilidad, lo que quiere decir que la escala del instrumento se encuentra libre de errores aleatorios. El análisis de validez del tipo convergente se realiza a partir de la prueba de regresión lineal (R2), la cual debe oscilar también entre 0 y 1, además, debe ser mayor de 0,7 para que el instrumento sea válido. Dicha condición es necesaria y suficiente. Es decir, cumpliendo esta condición el instrumento está midiendo lo que tiene que medir, o sea, cumple la función para la cual fue diseñado. Para las encuestas hechas en los meses que se realizó el estudio la prueba de regresión lineal, R2=0,872, por lo que el instrumento aplicado es válido, ya que se encuentra libre de errores aleatorios y sistemáticos. En el caso de la significación, ésta arroja un valor de 0,00, el cual es menor que 0,05, por lo que me permite rechazar la hipótesis nula y poder plantear que el instrumento aplicado es fiable y válido o, lo que es lo mismo, permite medir la calidad del servicio. Los resultados obtenidos de la aplicación de las encuestas cumpliendo a cabalidad con lo propuesto en la ficha de Investigación Comercial se pueden observar en la tabla 2. En ella se muestra una media mensual por ítems, a la cual se le da valores de: 1(Mal), 2(Regular), 3(Bien) y 4(Excelente). 57 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. Tabla 2. Resultados promedios de las encuestas aplicadas en el restaurante. Restaurante ITEMS Local 1- Higiene y limpieza Noviembre Diciembre Enero Promedio 3,6 3,8 3,9 3,8 2- Ambientación y confort Alimentos 3- Variedad de la oferta 3,3 3,6 4 3,6 2,7 2,9 3,0 2,9 4- Calidad de la elaboración Bebidas 5- Variedad de la oferta 6- Calidad Servicio 7- Amabilidad y cortesía 8- Relación calidad/ precio 3,3 3,6 4,0 3,6 2,9 3,4 3,4 3,7 3,8 3,9 3,4 3,7 3,1 2,8 3,5 3,3 4 3,9 3,5 3,3 Promedio 3,1 3,5 3,8 3,5 Calidad del servicio (PC) 2,8 3,3 3,9 3,3 En este restaurante los problemas que más afectan la satisfacción del cliente, según la opinión de los mismos, se hallan en la esfera de los alimentos y, en específico, en la interrogante que relaciona la variedad de la oferta, ya que en él se encuentran los resultados más bajos, observándose una puntuación media en este ítems de 2,9, lo cual lo ubica en la escala entre regular y bien, todo lo contrario de la calidad de los alimentos que obtiene valores altos de evaluación por parte de los clientes. Se debe destacar que, de forma general, en los resultados examinados la calidad en el servicio prestado, la cortesía y el confort que reina en el restaurante ya que en estos ítems se encuentran los valores más relevantes y hace que mantenga una posición competitiva en el mercado actual. De los clientes que se encuestaron en el mes de Noviembre, el 66 %, son visitantes que acuden por primera vez al restaurante. En el mes de diciembre, el 60 % del total pertenece al potencial de clientes repitentes, lo que demuestra que más de la mitad de los encuestados ha visitado con anterioridad la instalación. Las cifras de los clientes que acuden por primera vez al mismo en el mes de enero, disminuyen hasta un 22 %. Las cifras mostradas demuestran que el restaurante brinda un servicio de alta calidad, que provoca que los clientes muestren una preferencia sobre el mismo, pues repiten su visita, lo que en gran medida permite mantener elevados niveles de ventas. Además, se puede comprobar que, a excepción de la variedad de la oferta, el resto de los ítems recibe evaluaciones elevadas de forma general. Para complementar el análisis hecho anteriormente, se analizan las quejas o sugerencias realizadas por los clientes, pues éstas son síntomas de que está fallando el sistema de servicio del restaurante y que debe trabajar en base a tomar decisiones para eliminar las mismas. Vale destacar también que, analizar las quejas por sí solo, no es un método válido para evaluar la calidad y ver si existe eficacia en los procesos, pues solo de un 4% a un 6% de los clientes insatisfechos son los que formalizan sus quejas. En la tabla 3 se muestra una relación por meses de las quejas y sugerencias 58 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. realizadas por los clientes. Se debe señalar que el 52,8 % del total de quejas que se formularon en los meses de Noviembre, Diciembre y Enero, se relacionan directamente con la variedad de la comida ofertada, incluyendo en ella la débil oferta de postres y helados. Otros factores que provocan un alto nivel de insatisfacción son, que no se pone música en vivo y que no existe una adecuada relación entre la calidad de la oferta y los precios. También se identifican quejas relacionadas con demora en el servicio, factor éste que se ve reflejado en los valores obtenidos por el ítem calidad del servicio, sobre todo en el mes de noviembre, en las encuestas aplicadas. Tabla 3. Relación de quejas o sugerencias recibidas en el restaurante. Quejas Noviembre Diciembre Enero Total Poca variedad en la oferta gastronómica. Demora en el servicio 30 25 20 22 24 20 74 67 Escasez de oferta de postres y helados. No se pone música en vivo. No hay buena relación entre la calidad de los platos y el precio. 23 20 34 12 22 10 79 42 14 5 9 28 Como parte del análisis de los clientes que asisten a los restaurantes y en función de las deficiencias encontradas por éstos en la calidad percibida, se recogen las características reales aplicando varios métodos activos, entre los que se encuentran: entrevista a clientes, investigación de clientes internos de contacto directo, y panel de clientes. Como resultado de la aplicación de estas herramientas, se obtiene un grupo de criterios que, en algunos casos, coinciden, aunque en otros términos. A los mismos se les realiza un filtrado, quedando de 17 solo 11. Los que quedaron fueron analizados a través del Método Delphi para definir las fundamentales, tomando como panel de expertos a especialistas de alto prestigio y conocimiento sobre el tópico que se aborda. Como resultado de la aplicación del método se obtuvo que las características reales que buscan los clientes son: • Calidad en la oferta gastronómica. • Variedad en la oferta. • Precios Moderados. • Ubicado en un lugar céntrico • Ambiente acogedor • Personal preparado y profesional De manera que se puede concluir que las quejas recogidas tributan directamente a las características reales dadas por los clientes y a los ítems que, según el análisis de las encuestas, presentan mayores problemas. Por lo que se debe trabajar en base a dar solución a dichas quejas y buscar para ello indicadores que permitan a los restaurantes evaluarlas; ellas son las que más están afectando la eficacia del restaurante, pues los clientes no se encuentran totalmente satisfechos y podrían optar por otros restaurantes o productos sustitutivos y, con ello, se vería considerablemente afectada la eficiencia del mismo, pues disminuirían las ventas considerablemente. Toda esta información permite identificar dentro de los momentos de la verdad cuales son los momentos críticos, mostrándose el análisis en la tabla 4 59 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. Tabla 4. Identificación de momentos críticos de la verdad. Características Reales Encuesta Quejas Momento Crítico Poca variedad de la oferta gastronómica El cliente recibe la Variedad de la oferta Carta. Variedad en la oferta (74) ∆ de los alimentos (2,9)* Escasez de oferta de postres y helados (79) ∆ No hay buena relación El cliente recibe el Relación calidad/ Precios moderados entre la calidad de los pedido. precio (3,3)* platos y el precio (28) ∆ Personal preparado y Calidad del servicio Demora en el servicio El cliente recibe el profesional (3,3)* (67) ∆ pedido. (*) Valor promedio de los ítems de la encuesta de satisfacción en una escala de 1 a 5 (∆) Número de quejas El primero de los momentos críticos es cuando el cliente recibe la carta, pues ahí el mismo puede percatarse de la poca variedad de la oferta de comestibles y postres, siendo estos factores los más afectados en la evaluación recibida y por la gran cantidad de quejas que existen sobre ellos; además, en este momento es cuando pueden observarse los precios de la oferta. El siguiente es en el que el cliente recibe el pedido y éste procede a su consumo, momento importante a partir del cual puede percibir la calidad de la oferta gastronómica, ya que al final el consumo de la misma es su objetivo al asistir a la instalación. Sobre estos momentos debe trabajar arduamente la dirección de la empresa para lograr una satisfacción total de los clientes a través de la atención a sus necesidades. Con ello se puede lograr eficacia y, a su vez, eficiencia; de ahí que se haga necesario velar por cumplir con los estándares de calidad establecidos en la elaboración y presentación de los alimentos, y analizar la cartera de productos, buscando la introducción de otros o el agregarle valor a los que ya tienen. 3. Identificación y análisis de la Cartera de Productos. Para realizar la identificación y análisis de la cartera de productos se expondrán las líneas de productos del restaurante, y se especificarán en la línea 9 los que contiene, por ser la misma la más importante para el restaurante, ya que es la razón principal por la cual acuden los clientes y representa el mayor atractivo para ellos. Además, ella representa el mayor efecto económico dentro del total analizado, ya que posee una amplia longitud que permite una mejor adaptación de ésta a las necesidades específicas del mercado y aporta la mayor cantidad de ingresos por lo que se decide analizar durante la investigación (Figura 3). Figura 3. Líneas de Productos del restaurante y productos de la Línea 9. 60 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. Para el análisis de la línea de comestibles se realizará un Diagrama de Paretto a los platos que se ofertan en el restaurante y el efecto económico que los mismos presentan. Además, y como complemento, se hará una Matriz BCG modificada que mide el índice de presentación (Ip), este índice se obtiene de la relación entre el número de días que está presente el producto y el total de productos expuestos a la venta, contra el margen bruto de ganancia (MBG), el mismo representa las utilidades como resultado de la relación de ingresos y gastos. Los mismos pueden ser observados en las figuras 4 y 5, respectivamente, y persiguen el objetivo de hallar los factores más importantes en los cuales corresponde concentrar la atención en los períodos analizados. Los principales resultados que arrojó la aplicación del Diagrama de Paretto es que el 50% de sus productos reporta el 77,36% del efecto económico para el restaurante, y los mismos son: Langosta Grillé 4-5, Langosta Grillé 7-8, Camarones Grillé, Filete de res estilo Chateaubriand, Cóctel de Camarones, Filete de res Grillé y Filete de pescado Grillé. Sobre ellos debe pesar la mayor atención para una máxima calidad, por la importancia económica que representa para la instalación. La Matriz BCG, por su parte, arrojó que dentro de los productos estrellas se destacan la Langosta Grillé 4-5 y el Cóctel de Camarones, entre otros, y sobre ellos hay que mantener una inversión constante, tienen un elevado índice de popularidad y le aportan al restaurante amplio margen de ganancia, por lo que se recomienda mantener sobre ellos normas rígidas de calidad y poner a prueba la elasticidad de los precios, tratando de no afectar la demanda de estos. 61 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. Por otro lado, quedan como productos incógnitos el Filete de res al estilo Chateaubriand, los Camarones Grillé y la Langosta Grillé (7-8); los mismos presentan un alto MBG y un bajo Ip, como puede observarse en la figura 4, por lo cual se puede efectuar una mayor publicidad y promoción de los mismos o bajar el precio de venta si el MBG es muy alto jugando con la elasticidad de la demanda. En el caso del primero de ellos, puede analizarse la posibilidad de incorporar una breve descripción del mismo en la carta, ya que por su nombre no pueden identificar las características de éste o, de lo contrario, sería el dependiente el encargado de llamar la atención sobre el producto. En el cuadrante de productos perro se destacan como los más negativos el Bistec de Cerdo Grillé, Mixto de Camarones y Pescado, Mixto de Langosta y Camarones, pues tienen un bajísimo índice de popularidad y muy poco MBG. Con ellos la empresa debe tomar como opción eliminarlos, si una vez realizado el estudio para todo el año éstas condiciones se mantienen o aumentar la publicidad de los mismos mediante una campaña publicitaria o realizando un énfasis a ellos en la carta menú para elevar las ganancias que le aportan y lograr convertirlos en productos incógnitos (para lograr que el cliente perciba dichos productos como nuevas ofertas del restaurante). Con el Bistec de Pechuga de Pollo y el Table 1. Bistec de Cerdo Grillé se debe tomar la medida de aumentar sus precios de venta para llevarlos a incógnita o hacerlos más atractivos para los clientes y lograr convertirlos en Vaca. Evidentemente, si se eliminan los productos mencionados, se deben crear u ofertar otros platos que llamen la atención a los clientes, pues los mismos consideran que existe poca variedad en la oferta gastronómica. Se debe destacar que, según los resultados obtenidos, casi todos los productos estrella se encuentran dentro de los que representan aproximadamente el 80% del efecto económico en el diagrama de Paretto, y sobre ellos hay que concentrar la atención para mantener su posición y las ganancias que generan; las excepciones son los productos Table 2 Pechuga de Pollo Grillé (250gr) y el Table 3 Bistec de Res Grillé, que corresponden con los productos estrella y no están en ese 80 % de Paretto. Este resultado indica la necesidad de una mayor gestión de venta en la instalación. Para determinar hacia donde está orientada la gestión del restaurante, se tomaron los principales indicadores que se gestionan en él, recogidos éstos en los Estados de Resultados y demás informes económicos que se elaboran y que permiten analizar la eficacia y la eficiencia, mostrándose a continuación todos los indicadores y sus respectivas clasificaciones en la tabla 5. Tabla 5. Clasificación de los indicadores que se miden en el restaurante. Indicadores Eficacia Ingresos x x Ventas x x Costos Gastronómicos x x Gastos Operacionales x x Otros Gastos x x Gastos por Comb, Energía y Agua x x Salarios y Seguridad Social x x Cantidad de Clientes x x Per Cápita (Promedio) x x Aprovechamiento de la capacidad instalada (Promedio) x x x x Mermas Satisfacción del cliente Cantidad de platos mensual Cantidad de platos diarios 62 Eficiencia Proceso Resultado x x x x x x ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. De acuerdo a lo planteado con anterioridad sobre la clasificación dada a cada indicador y el por ciento que representan cada uno del total de indicadores que se llevan en la empresa, se puede concluir que el restaurante tiene orientada su gestión hacia la eficiencia, ya que aproximadamente el 85,72% de los indicadores que se miden son de eficiencia. Esta marcada diferencia permite resaltar que en el restaurante existe mayor preocupación sobre los registros que evidencien el estado del uso de los recursos, con una fuerte valoración económica del gasto de materiales en la prestación del servicio, quedando a otro nivel la eficacia14,28%, lo cual no quiere decir que se le reste importancia. La menor presencia de mediciones que permitan valorar el estado de las características que definen la calidad percibida por los clientes, así como su satisfacción, propicia el desconocimiento de causas de mayor profundidad, que pudieran incidir en el incumplimiento de los objetivos propuestos y esperados por los clientes. Teniendo en cuenta todo lo anteriormente plasmado, se propone, como mejora, el uso de nuevos indicadores. Además de ello, según el porcentaje obtenido, el 92,85% de los indicadores que se gestionan son de resultado, mientras que los de proceso que gestiona la empresa representan solamente el 7,14%, de modo que se recomienda a los directivos el uso de nuevos, que le den la posibilidad de evaluar el funcionamiento y corregir las irregularidades durante el desarrollo de las actividades, logrando así el carácter proactivo de la gestión. Para ello, y basados en las características reales obtenidas, se recomiendan los siguientes indicadores de proceso, para así evaluar y gestionar de acuerdo a lo que los clientes desean cuando asisten a un restaurante. El uso de los mismos facilitaría la toma de decisiones en caliente, que pudieran tener mayor aceptación, si se contara con esa información a nivel de proceso (Tabla 6). Características Reales Calidad de la oferta Variedad de la oferta Ambiente Acogedor Tabla 6. Propuesta de indicadores de proceso. Propuesta de indicadores de Formato de evaluación procesos Gramaje de los platos. Se mide siguiendo los criterios de la ficha de Temperatura de los costo, normas del sector y procedimientos platos. normativos de la instalación. Tiempo de servicio. Cantidad de platos a la Ofertas a la venta, superior al 60 % del total venta. establecido para este tipo de restaurante Número de platos ofertados por línea de productos. Indicadores Debe ser evaluado por la administración Ergonómicos siguiendo procedimientos específicos de (Temperatura del local, la instalación y las normas cubanas NC Iluminación). 19-01-11, 19-01-12, 19-01-06 Limpieza y Decoración. El análisis de la eficacia se realizará a partir de los indicadores que se miden actualmente para gestionarla. Uno de esos indicadores es la cantidad de clientes que asisten a los restaurantes. La variación de este indicador puede observarse en la tabla 7. Tabla 7. Variación de la cantidad de clientes. Períodos Indicador Cantidad de clientes Δ 2007-2008 961 Δ 2008-2009 283 63 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. Se debe destacar que la cantidad de clientes atendidos, aumentó gradualmente del año 2008 con respecto al 2007 en 961 clientes lo que demuestra una buena gestión de venta, aunque se debería profundizar en este tema teniendo en cuenta cómo se ha comportado este indicador en la competencia del restaurante para poder comprobar qué posición ocupa el mismo. Se puede plantear además, que, con el aumento de la cantidad de clientes atendidos, se logra un aumento de las Ventas y los Ingresos, así como de los costos Gastronómicos que se utilizan para el desarrollo de los servicios, partidas que se analizarán posteriormente. En el año 2009 se logra también un aumento en estos indicadores, pero al compararlo con el período anterior este crecimiento es menor, ya que se consigue aumentar en 283 clientes. El otro indicador que se utiliza para medir la eficacia de, es la satisfacción de los clientes. A pesar de que no se cuenta con datos históricos de este indicador, pues no es medido de forma constante, para realizar el estudio del mismo se utilizó la encuesta confeccionada por la empresa, que fue analizada con anterioridad. Solamente se cuenta con los datos de los meses en que se realiza la investigación. El % de clientes satisfechos será determinado a partir de los que plantearon que desean regresar a la instalación, como resultado de la satisfacción que obtuvieron al recibir el servicio. Estos resultados pueden ser observados en la tabla 8. Tabla 8. Por ciento de clientes satisfechos. Meses Por ciento de clientes satisfechos Nov. 09 Dic.09 Ene.10 92% 96% 99% De manera que, analizando los indicadores expuestos con anterioridad, se puede plantear que el restaurante fue obteniendo mejores resultados de forma paulatina. Esta satisfacción se traduce en lograr cada vez mayor cantidad de clientes repitentes, y proporciona un alto potencial de fidelidad. Esto se transforma económicamente en mayores niveles de venta. De forma general la eficacia es buena, aunque, como se ha planteado en un punto anterior, existen reservas que están reflejadas en las quejas recogidas. Para realizar un análisis detallado de la eficiencia se tomaran los indicadores que corresponden a esa clasificación mostrándose su variación en la tabla 9. La moneda a la que se hace referencia en todo el documento es CUC (Peso convertible cubano) Tabla 9. Variación de indicadores de eficiencia. Indicadores Variación Δ 07-08 Ingresos ($) Δ 08-09 25766,73 18994,40 Tasa de crecimiento TC 07-08 TC 08-09 0,124 0,084 Ventas ($) 24729,80 17373,90 0,123 0,080 Costos Gastronómicos ($) 9678,61 0,153 0,104 7370,21 Gastos Operacionales ($) 5610,23 5213,5 0,473 0,345 Otros Gastos ($) 1070,55 1189,73 0,269 -0,436 Gastos por Comb, Energía y Agua ($) 1834,07 - 2073,69 0,077 0,021 Salarios y Seguridad Social ($) 0 456,95 0 0,017 Per Cápita (Promedio - $) 0,81 2,58 0,057 0,173 Aprovechamiento de la cap. instalada (Promedio -%) 4,22 6,6 0,072 0,112 Mermas (u) 0 0 0 0 64 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. En esta instalación, en cuanto a los ingresos, se puede observar que hubo un crecimiento en el año 2008 con respecto al 2007 de $25766,73 y en el 2009 con respecto al 2008 de $18994,40, lo que representa una tasa de crecimiento de 0,124 y de 0,084, respectivamente. Se debe tener en cuenta que a pesar de que en ambos años se creció con respecto al año base, el crecimiento en el año 2009 fue menor que en el año anterior. Con respecto a las Ventas, se debe señalar que igualmente creció pero el último año en menor medida, lo que se refleja en la tasa de crecimiento de 0,123 para el año 2008 y de 0,080 para el 2009. Otro valor importante a destacar es el de costo gastronómico, el cual aumenta en estos períodos de forma que se corresponde con el incremento de las ventas, aunque se debe señalar que se incrementa en una menor medida. Salarios y Seguridad Social, en una pequeña medida, tiene un crecimiento que tributa a una mejora en los salarios percibidos por los clientes internos. A pesar de que en el año 2009 las Ventas aumentaron, se logró que Gastos de Combustible, Energía y Agua redujera en 2073,69 $ con respecto al 2008 lo que se evidencia con un decrecimiento logrado de 0,436. De forma general se puede plantear que, aunque el restaurante mejora algunos de sus indicadores, tales como ventas e ingresos, a la par crecen los gastos y costos gastronómicos, que aunque incrementan en menor medida en el último período, es necesario precisar que se requieren mayores valores históricos para fundamentar categóricamente la existencia de una mejora en la gestión de la eficacia y la eficiencia realizada por la administración. De la evaluación integral se desprende un grupo de posibilidades de mejora, o reservas de eficacia y eficiencia, que de ser identificada, diagnosticada y gestionada, con un crecimiento estable de los clientes que visitan la instalación, producto de la calidad del servicio y la buena combinación de los recursos empleados, se estaría cumpliendo con los criterios de Kanter y Summers (1994), que fueron citados en Aibar (2003) al catalogar la eficacia como una medida de la mejora continua. Este análisis permite valorar que la eficiencia está dando pasos de mejora, pero aún existen grandes reservas en este sentido que deben ser analizadas para lograr una estabilidad en los resultados de los indicadores. Se debe señalar que el restaurante mantiene una aceptable gestión de venta, ya que ha logrado aumentar paulatinamente sus ingresos de un año con respecto a otro. Queda demostrado que se debe tomar como patrón, para fijar como modelo a seguir, el año 2009 puesto que se lograron los mayores niveles de Ventas, Ingresos y se disminuyeron algunos costos. CONCLUSIONES El análisis integral del macro indicador de eficacia y eficiencia en el procedimiento propuesto, permite valorar la importancia de la combinación de herramientas como enfoque básico en la identificación de reservas que propician la mejora continua de la gestión en el restaurante analizado, con crecimiento en los clientes visitados, aumento de los ingresos y disminución de los gastos. La investigación de mercado arrojó como resultado que los clientes encuestados salen en su mayoría satisfechos, con un incremento de un 92 al 99 % en la muestra que fue tomada en la investigación. No obstante existen dificultades en la poca variedad en la oferta, como ítem peor valorado. Por ello se realizó un análisis de la cartera de productos, y se pudo determinar que los principales resultados obtenidos del Diagrama de Paretto coinciden con los productos estrella de la Matriz BCG, y dentro de ellos se destacan la Langosta Grillé 4-5 y el Cóctel de Camarones, donde mayor atención se debe centrar para estructurar la oferta del día a día. La eficacia se puede decir que es buena, pues ha crecido en menor medida en la cantidad de clientes atendidos y de forma más impactante en la satisfacción expresada por los clientes 65 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. externos. La eficiencia del restaurante mejoró en una pequeña medida gracias al crecimiento de indicadores tales como los ingresos, aunque en el último período la tasa de crecimiento es menor. De la evaluación integral se desprende un grupo de posibilidades de mejora, o reservas de eficacia y eficiencia, que de ser identificada, diagnosticada y gestionada, con un crecimiento estable de los clientes que visitan la instalación, producto de la calidad del servicio y la buena combinación de los recursos empleados, se estaría implementando el proceso de mejora a partir del comportamiento de ambos macro indicadores. REFERENCIAS Aibar, C. El logro del value for money en la gestión pública: consideraciones en torno a los indicadores de eficiencia, eficacia y economía. Revista Contabilidade & Finanças - USP, São Paulo, maio/agosto 2003, num 32, p. 99 - 110 Asociación Española de Contabilidad y Administración de Empresas (A.E.C.A.) Indicadores de gestión para las entidades públicas, Documento nº 16, Principios de Contabilidad de Gestión, julio. 1997 BAC, A.D. Performance Budgeting at the National, Provincial and Local Government, en Perspectives on Performance Measurement and Public Sector Accounting, Buschor, E. y Schedler, K. (eds.), Paul Haupt Publisher Berne, Suiza, 1994, p 309-324. CETI (Comisión de Ética y Transparencia Institucional). Boletín Ética y Valores, PETROPERU. Edición No.3. 2008. Perú Kanter, R.M; Summers, D.V. Doing Well While Doing Good: dilemmas of performance measurement in nonprofit organizations and the need for a multiple-constituency approach. En: Public Sector Management. Theory, critique & practice, McKevitt, D. y Lawton, A. (Eds.), Sage publication, Londres, 1994. p. 220-236. Mayo, A; Loredo, C. & Reyes, B. Procedimiento para evaluar la eficacia organizacional en Contribuciones a la Economía. Disponible en < http://www.eumed.net/ce/2009a/. [Consultado el 25 de abril 2010]. Oficina Nacional de Normalización (Cuba). Sistemas de Gestión de la Calidad. Fundamentos y Vocabularios. Norma Cubana ISO 9000: 2005. p. 7-20 Oficina Nacional de Normalización (Cuba). Mediciones del ruido donde se encuentren personas. Norma Cubana 19-01-06: 1983. P. 12-15 Oficina Nacional de Normalización (Cuba). Iluminación. Requisitos generales higiénicos sanitarios. Norma Cubana 19-01-11: 1981. P. 14-19 Oficina Nacional de Normalización (Cuba). Determinación de los niveles de iluminación en locales y puestos de trabajo. Método de medición. Norma Cubana 19-01-12: 1983. P. 21-26 Oficina Nacional de Normalización (Cuba). Industria Turística. Requisitos para la clasificación por categorías de los restaurantes que prestan servicios al turismo. Norma Cubana 126: 2001. P. 12-17 66 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 51-67, 2012 Evaluación y análisis de eficacia y eficiencia …..Ramos et al. Ramos, L. Evaluación y análisis de la eficacia y eficiencia de restaurantes en el polo turístico de Varadero. Máster. Tesis. Universidad de Matanzas. Cuba, 2011. P. 14-16 Rodríguez, A. Dirección de la Calidad. Editorial. ISPJAE. Ciudad Habana. Cuba, 1986. p. 4348 Segura, A, et al. Metodologías de diagnóstico y evaluación, y su relación con los sistemas de gestión de la calidad. Monografía. Universidad de Matanzas. Cuba, 2009. P.14 Simon, H. The Criterion of Efficiency, en Public Sector Management. Theory, critique & practice, McKevitt, D. y Lawton, A. (eds.), Sage publication, Londres, 1994, p. 37-53 67 68 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 69-82, 2012 Plan óptimo de producción …..Ortiz y Caicedo PLAN ÓPTIMO DE PRODUCCIÓN EN UNA PLANTA EMBOTELLADORA DE GASEOSAS OPTIMAL PRODUCTION PLAN IN A SOFT DRINK BOTTLING PLANT Viviana Karolina Ortiz Triana1, Álvaro Junior Caicedo Rolón2 RESUMEN El propósito de esta investigación fue diseñar un plan óptimo de producción en una planta embotelladora de gaseosas ubicada en la ciudad de San José de Cúcuta (Colombia), donde se identificaron las restricciones del sistema productivo para el desarrollo de un modelo matemático, siguiendo la metodología de la investigación de operaciones, específicamente la técnica de programación lineal, en conjunto con la teoría de restricciones. Como resultado se obtuvieron las cantidades óptimas de fabricación al menor costo para el período seleccionado (junio del 2011). Además, el estudio permitió evidenciar una capacidad productiva no utilizada, a partir de lo cual se identificaron escenarios y oportunidades para el aprovechamiento de sus recursos. El modelo matemático, que representa el plan óptimo de producción, se puede implementar en plantas embotelladoras de gaseosas que presenten las mismas características del caso de estudio considerado en este artículo. Palabras claves: Plan óptimo de producción, optimización, teoría de restricciones, programación lineal. ABSTRACT The purpose of this investigation was to design an optimal production plan for a soft drink bottling plant located in San Jose de Cucuta (Colombia), where the productive system’s constraints were identified to develop a mathematical model following the operations research methodology, specifically the linear programming technique, together with the theory of constraints. As a result, the optimal quantities of manufacturing were obtained at the lowest cost for the selected period (June, 2011). Besides, the study also allowed us to identify an unused productive capacity, from which scenarios and opportunities were identified to use their resources. The mathematical model that represents the optimal production plan could be implemented in soft drink bottling plants that have the same characteristics of the case study considered in this article. Keywords: Optimal production plan, optimization, theory of constraints, linear programming. Facultad de ingeniería. Universidad Francisco de Paula Santander. Grupo de investigación en productividad y competitividad. San José de Cúcuta. Colombia. 2 Departamento de Procesos Industriales. Facultad de ingeniería. Universidad Francisco de Paula Santander. Grupo de investigación en productividad y competitividad. San José de Cúcuta. Colombia. 1 Autor para correspondencia: [email protected] Recibido: 21.04.2012 Aceptado: 29.08.2012 69 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 69-82, 2012 Plan óptimo de producción …..Ortiz y Caicedo INTRODUCCIÓN Existen hoy en día diversas técnicas de programación de la producción; entre ellas, se encuentran aquellas que buscan optimizar los recursos de la organización y que están relacionadas con la Investigación de Operaciones (Herrera, 2011). La investigación de operaciones es un método que permite encontrar las relaciones óptimas que mejor operen un sistema, dado un objetivo específico (Prawda, 2004). Un elemento principal de la investigación de operaciones es el modelo matemático (Taha, 2004), aunque existen diversas técnicas para la resolución de estos modelos, Taha (2004) y Kaufmann (1978) resaltan la importancia de la técnica de programación lineal. Dentro de los problemas estudiados por la investigación de operaciones se encuentra el problema de la asignación de recursos o programación de la producción (Moya, 2003). Este problema se presenta cuando se está tratando de distribuir algún recurso limitado o escaso entre actividades en competencia (Buffa & Sarin, 2000). El problema consiste en determinar cuánto fabricar de cada producto (Moya, 2003). Según Eppen et al. (2000) esto constituye la decisión óptima de un modelo de producción, en donde se determina la cantidad óptima que se debe producir de cada producto, para construir el plan óptimo de producción. El plan maestro de producción (MPS) es un plan de entrega para la organización manufacturera. Incluye las cantidades exactas y los tiempos de entrega para cada producto terminado. El MPS debe tomar en cuenta las restricciones de fabricación y el inventario de producto terminado (Sipper & Bulfin, 1998). La programación de la producción, o mejor denominada scheduling, es una respuesta operativa para optimizar la producción de un bien o servicio (Herrera, 2011). La programación determina el lanzamiento de las órdenes de fabricación y la secuencia de operaciones (González, 2010), mientras que en el programa maestro de producción se detalla cuántos elementos finales se producirán dentro de períodos específicos (Krajewski et al., 2008). La teoría de restricciones (TOC) es un método sistemático que se centra en administrar activamente las restricciones que impiden el progreso de la empresa hacia su meta (Krajewski et al., 2008). El método TOC implica aceptar la existencia de una fábrica desequilibrada, en la que algunos de los recursos tienen menor capacidad de producción que otros; al recurso más limitado se le llama la restricción (Fogarty et al., 1999). Se han realizado investigaciones con el objetivo de optimizar la programación de la producción, bien sea mediante la aplicación de la programación lineal y/o la teoría de restricciones en diversos sectores productivos. En la producción de alimentos, específicamente en el procesamiento de filetes de pescado, Salas et al. (2007) implementaron un modelo de programación lineal con el fin de determinar las cantidades de fabricación semanal que arrojan la mayor contribución a las utilidades netas de la empresa. Galindo (2006) propone un modelo matemático para la producción de alimentos balanceados, apoyado en la programación lineal para dar solución a la necesidad de desarrollar y crear productos que cumplan con los requisitos nutricionales, y que permitan el aprovechamiento de recursos cada vez más limitados, destacando el desarrollo de las técnicas de investigación de operaciones como mecanismo para que la comunidad científica, técnica y empresarial esté en capacidad de optimizar los procesos productivos. Berruto et al. (2006) propusieron un método para la optimización de la programación de la producción de una embotelladora de vinos, basado en un procedimiento de optimización de dos pasos, utilizando un algoritmo de programación lineal entera-mixta. En su estudio resaltan lo difícil de realizar la planeación de una planta embotelladora, debido a que requiere de mucho tiempo y es altamente influenciada por la estacionalidad y los numerosos tipos de envase requeridos. Romero, et al. (2004) diseñaron un modelo de programación de la producción para la industria del aserrín. El estudio determinó que existía un incremento en la rentabilidad de los pedidos al optimizar la asignación de materia prima para la elaboración de un pedido. Álvarez et al. (2004) propusieron una programación de operaciones en Pymes del sector muebles de madera mediante TOC; en su artículo señalan la importancia de producir con un aprovechamiento integral de la capacidad instalada. 70 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 69-82, 2012 Plan óptimo de producción …..Ortiz y Caicedo Otras Industrias han recibido aportes con el fin de desarrollar un plan óptimo de producción. Gessa et al. (2008) aplicaron un modelo de programación lineal para determinar un programa óptimo de producción que proporcione el máximo beneficio empresarial, teniendo en cuenta las limitaciones de emisiones de dióxido de carbono establecidas por el protocolo de Kioto. A su vez, Ulin (1992) realizó un Plan Óptimo de Producción en Aserraderos en el Estado de México. Garza & González (2004) elaboraron un plan óptimo de producción a partir de un modelo de programación multiobjetivo, que permite el máximo aprovechamiento de la capacidad instalada de una empresa de productos de jabonería. Álvarez & Reinoso (2009) formularon un modelo de programación lineal con variables enteras para obtener un plan óptimo de producción en una fábrica de calzados. Albornoz & Ortiz-Araya (2010) formularon tres modelos con recurso de programación estocástica multietapa; el primero para abordar un plan agregado de la producción por familias de productos, y los otros dos para obtener un plan detallado de producción por producto con el objetivo de encontrar los valores óptimos sobre las decisiones inmersas en la planificación de la producción. Coronel de Renolfi & Brassiolo (2008) usaron las técnicas de programación lineal para determinar un plan óptimo de producción anual, evaluando económicamente dos modelos prediales de uso silvopastoril. En diversos sectores se ha utilizado la teoría de restricciones como herramienta para la mejora contínua, por lo cual se han desarrollado trabajos de investigación al respecto, Abisambra & Mantilla (2008) aplicaron la teoría de restricciones a los procesos de producción de la planta de fundición de Imusa, mediante la cual propusieron la implementación de una programación basada en TOC, lo cual mejoró el throughput de la restricción identificada respecto a su estado inicial. Asimismo, se ha aplicado la teoría de restricciones junto con la investigación de operaciones, específicamente la técnica de programación lineal, para determinar las cantidades óptimas de fabricación en una empresa de calzado y confecciones (Parra, 2011; Ortiz & Osorio, 2010). Según Romero et al. (2004), el proceso de planificación y programación no está acompañado de herramientas que permitan eficiencia y eficacia en el desarrollo de sus operaciones, por lo cual es un campo abierto a la aplicación de la investigación de operaciones en muchos sectores. En el sector calzado, Niño (2011) resaltó la necesidad de capacitación a gerentes de producción en cuanto a habilidades técnicas relacionadas con la planificación, programación y control de la producción, por medio de herramientas informáticas. En el sector cerámico se evidenció que los directores de producción no están muy familiarizados con herramientas informáticas para desarrollar las funciones de planeación, programación y control de la producción e inventarios (Caicedo, 2011). Los dos problemas claves en la programación de la producción son las “prioridades” y la “capacidad” (Wright, 1984). Una errónea programación tiene efectos importantes en el aspecto operacional, como son la pérdida de eficiencia, productividad y aprovechamiento de la materia prima, con su incidencia en los costos de producción (Romero et al., 2004). Por lo que es necesario que las empresas empiecen el camino de la mejora continua implantando un correcto sistema de programación de la producción (Álvarez et al., 2004). “Desafortunadamente, muchos productores tienen sistemas de programación de la producción inefectivos”, (Herrmann, 2007). En una embotelladora de bebidas gaseosas, antes de iniciar su proceso productivo, se realiza una programación previa de los formatos y de los sabores que se van a producir para establecer la jornada o el cronograma de producción a seguir, siguiendo los pasos correspondientes para llevarlo a cabo. Sin embargo, ocasionalmente se pueden presentar discrepancias entre las cantidades de bebidas producidas y las bebidas vendidas, dando lugar a la eventual aparición de faltantes o de sobrantes en inventarios de los productos, impactando en los costos y en las utilidades de la compañía. En la mayoría de los casos, en las embotelladoras de vinos la programación de la producción se realiza empíricamente, basándose en la experiencia de un grupo de trabajo (Berruto et al., 2006). No obstante, en la mayoría de las industrias procesadoras de alimentos, y en muchos centros tecnológicos relacionados, existe una falta de 71 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 69-82, 2012 Plan óptimo de producción …..Ortiz y Caicedo mano de obra técnica y de gestión que se encuentre familiarizada con métodos de simulación y optimización (Banga et al., 2003). Además, la programación de la producción de la industria agroalimentaria posee más restricciones, debido a la estacionalidad, vida útil del producto y condiciones de almacenamiento (Gargouri et al., 2002). Banga, et al. (2003) concluyen que los modelos matemáticos de optimización son una herramienta muy poderosa para la construcción de sistemas que apoyen la toma de decisiones. Asimismo, la programación apoyada en sistemas puede ayudar a fabricantes a mejorar las entregas, responder con rapidez ante las órdenes de los clientes, y crear programas realistas (LaForge & Craighead, 1998). Aun así, “la mayor dificultad no radica en la programación propiamente dicha, sino, más bien, en la implementación de ésta” (Álvarez et al., 2004). El objetivo de esta investigación es diseñar un plan óptimo de producción en una planta embotelladora, lo cual le brindará a la organización una herramienta que permita conocer las cantidades óptimas a fabricar. Finalmente, lo anterior facilita la respuesta de la compañía ante las necesidades de la demanda, considerando las restricciones del sistema productivo, logrando así minimizar los costos y/o maximizar las utilidades de la producción. MATERIALES Y MÉTODOS La unidad de estudio es una planta embotelladora de bebidas gaseosas ubicada en la ciudad de San José de Cúcuta, Colombia. Su producción alcanza las 2.107.743 cajas de gaseosas anuales, distribuidas entre los 25 productos que allí se elaboran. La demanda de sus productos tiene un comportamiento horizontal, con variaciones aleatorias no pronunciadas a lo largo del año, excepto en el mes de diciembre, donde las ventas presentan estacionalidad. Para desarrollar un plan óptimo de producción se aplicó la metodología de la investigación de operaciones y la teoría de restricciones (TOC) a la línea de bebidas gaseosas para el mes de junio de 2011. Se escogió ese período debido a que en meses anteriores la planta embotelladora se había estado preparando para unos posibles cambios en su línea de producción; por tanto, el comportamiento de la producción en esos meses no es representativo. Se optó por tomar el mes de junio, ya que para ese entonces la embotelladora había regulado sus operaciones. El uso de métodos cuantitativos para solucionar problemas, generalmente implica a mucha gente de toda la organización. El proceso de aplicar métodos cuantitativos requiere una sucesión sistemática de pasos, los cuales se observan en la figura 1, extraído de Mathur & Solow (1996). Figura 1. Metodología de la investigación de operaciones 72 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 69-82, 2012 Plan óptimo de producción …..Ortiz y Caicedo El primer paso es identificar, comprender y describir, en términos precisos, el problema que la organización enfrenta. Luego se expresa el problema en una forma matemática, esto es, formulando un modelo matemático. Posteriormente se resuelve el modelo, es decir, se obtienen valores numéricos para la variable de decisión. Después se procede a validar la solución. Si durante este paso se encuentra que la solución no puede llevarse a cabo, se pueden identificar las limitaciones que fueron omitidas durante la formulación del problema original o revisar si algunas de las limitaciones eran incorrectas y necesitan modificarse. El modelo de programación lineal, como en cualquier modelo de investigación de operaciones, tiene tres componentes básicos: las variables de decisión que se trata de determinar, el objetivo (la meta) que se trata de optimizar, y las restricciones que se deben satisfacer. Mediante la metodología de la investigación de operaciones se desarrolla el paso 1 de la teoría de restricciones. La teoría de restricciones (TOC) La base de la teoría de restricciones es su definición de restricción: cualquier cosa que limita un sistema para lograr un desempeño más alto en el cumplimiento de su meta. Las restricciones pueden ser de recursos internos, de mercado y de políticas. TOC se centra en el papel que juegan las restricciones en los sistemas, con el fin de mejorar el desempeño del mismo hacia la meta; la meta de cualquier negocio es hacer más dinero ahora y a futuro (Goldratt & Cox, 2008). La figura 2 resume los 5 pasos de la teoría de restricciones, adaptado de Sipper & Bulfin (1998). Figura 2. Pasos de la Teoría de restricciones Desarrollo del programa paso a paso Paso 1. Definición de variables de decisión del programa óptimo de producción Cij : Cantidad de cajas a fabricar por producto i, durante el periodo j (mes). Definición de parámetros constantes del modelo CUi : Costo de fabricación por caja de producto i Dij : Demanda del producto i en cajas en el período j Eij : Envase disponible del producto i en cajas en el período j TPi : Tiempo de fabricación requerido por caja del producto i, expresado en horas/caja Tj : Tiempo total disponible (en horas) para el envasado de productos en el período j LJS/Ci : Litros de jarabe simple requeridos por caja de producto i 73 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 69-82, 2012 Plan óptimo de producción …..Ortiz y Caicedo LJSmínj : Capacidad mínima de preparación de jarabe simple, en litros, durante el período j LJSmáxj : Capacidad máxima de preparación de jarabe simple, en litros, en el período j LJT/Ci : Litros de jarabe terminado requeridos por caja de producto i LJTj : Capacidad de preparación de jarabe terminado, en litros, en el período j Los tiempos de fabricación por caja de producto consideran los tiempos de conversión de máquinas, tiempos de lavado de tuberías y tiempos de carga de envase, los cuales están incluidos dentro del estudio de tiempos realizado con el fin de determinar el tiempo estándar de fabricación. Estos tiempos constituyen un suplemento adicional dentro del estudio. Por tanto, los tiempos de alistamiento identificados anteriormente no se consideran un parámetro constante dentro del modelo. Paso 2. Función objetivo Para el programa óptimo de producción el objetivo propuesto es minimizar los costos de producción. La función objetivo denominada Z viene dada por la expresión: Min Z = ∑ni=1∑nj=1 CUi* Cij (1) Paso 3. Identificación de restricciones El modelo matemático tiene en cuenta las limitaciones de capacidad de envasado, demanda, disponibilidad de envase, capacidad de preparación de jarabe simple y capacidad de preparación de jarabe terminado. Restricción de capacidad de envasado La capacidad de envasado se calculó mediante la ejecución de un estudio de tiempos. ∑ni=1 TPi * Cij <=Tj (2) ∀ i=1…I; j=1…J Restricción de demanda Los valores de la demanda fueron dados por el departamento de producción de la compañía. Cij >= Dij ∀ i=1…I; j=1…J (3) Restricción de disponibilidad de envase Los valores de disponibilidad de envase fueron dados por el departamento de producción de la compañía. Cij <= Eij 74 ∀ i=1…I; j=1…J (4) ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 69-82, 2012 Plan óptimo de producción …..Ortiz y Caicedo Al analizar las restricciones de demanda y envase identificadas, se evidenció la redundancia existente entre las dos, por lo cual se unificó en una sola. Restricción de capacidad de preparación de jarabe simple En la preparación de jarabe simple existen dos tipos de restricciones, que corresponden a una capacidad mínima y a una capacidad máxima de preparación. Capacidad mínima y máxima de preparación de jarabe simple LJSmínj <=∑ni=1 (LJS/Ci) * Cij <= LJSmáxj ∀ i=1…I; j=1…J (5) Restricción de capacidad de preparación de jarabe terminado ∑ni=1 (LJT/Ci)* Cij <= LJTj ∀ i=1…I; j=1…J (6) Las capacidades de jarabe simple y jarabe terminado fueron determinadas mediante el cálculo del número de preparaciones disponibles en el período j (mes). Restricción de no negatividad Esta restricción hace referencia a que la variable de decisión del modelo no deber ser negativa. Cij >= 0 ∀ i=1…I; j=1…J (7) El modelo matemático de programación lineal para la programación óptima de la producción, se muestra a continuación: Función objetivo Ecuación (1): Min Z = ∑ni=1 ∑nj=1 CUi* Cij Sujeto a: Ecuaciones (2), (3), (4), (5), (6), (7) RESULTADOS Con el modelo matemático diseñado, se procede a identificar el cuello de botella del sistema productivo, paso 1 de la teoría de restricciones. Conociendo las capacidades de producción, se analizaron las restricciones de tipo internas que hacen referencia a los recursos productivos de la compañía, como son: el tiempo de envasado y la preparación de jarabes. Asimismo, Berruto et al. (2006) consideraron los tiempos de procesamiento en su modelo para optimizar la programación de la producción en una embotelladora de vinos. Sin embargo, consideran la disponibilidad de mano de obra en tiempo extra, aspecto que difiere del presente estudio. De la misma manera, el presente caso considera la preparación de la bebida, mientras que los 75 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 69-82, 2012 Plan óptimo de producción …..Ortiz y Caicedo autores citados no lo consideran pertinente en su estudio. Mediante la realización de un estudio de tiempos y análisis de cargas de trabajo, se identificó a la operación de envasado como la más lenta dentro de la línea de producción. Como resultado de dicho análisis se evidencio una capacidad de envasado no usada equivalente al 21,14% (Tabla 1). Tabla 1. Análisis del tanto por ciento (%) de utilización de los recursos Recurso Tiempo requerido total (minutos) Tiempo disponible en el Utilización mes (minutos/junio) % Preparación de jarabe simple 1 4424 9600 Preparación de jarabe terminado 2 5513 9600 Envasado de la bebida 3 7570 9600 Capacidad no utilizada % 46,08 53,92 57,43 42,57 78,86 21,14 Se observa que no hay un cuello de botella en el sistema productivo; por tanto, se procede a realizar el montaje y análisis del modelo matemático, en el software WinQSB versión 2.0, subprograma Linear and Integer Programming, desarrollado por el Dr. Yih-Long Chang. La solución del modelo identificó a la demanda como la verdadera limitante de la organización, aunque, como se dijo anteriormente, esta restricción es redundante con la restricción de disponibilidad de envase. Se conoce con certeza que no se puede envasar más de lo requerido por el mercado y, aún si para algunos productos la disponibilidad de envase es menor que su demanda, la embotelladora debe asegurar el inventario de envase para dar cumplimiento al mercado. Además, la prioridad debe ser aumentar la demanda para poder explotar al máximo la capacidad de envasado disponible y así llegar a la meta. Berruto et al. (2006) coinciden con este estudio en la importancia de asegurar el inventario de envase; en su modelo consideran un mínimo de inventario de este recurso en un período determinado, al igual que las ventas perdidas, las cuales no pueden exceder un cierto porcentaje de la demanda, mientras en este estudio no se contempla la existencia de inventarios previos, asumiendo un valor inicial de cero. Las cantidades óptimas de fabricación para el mes de junio del 2011 se pueden observar en la tabla 2. Tabla 2. Cantidades óptimas de fabricación para el mes de junio Producto A1 B1 C1 D1 E1 Cantidad de cajas 3228 3931 14471 7806 4534 a fabricar (junio) Producto F2 G2 Cantidad de cajas 3038 1126 a fabricar (junio) 76 H2 I2 1001 731 B3 F1 G1 H1 I1 9886 3432 3197 2328 C3 D3 E3 F3 B2 C2 D2 E2 1289 4375 2742 1122 G3 H3 4171 26048 15497 4239 23606 3025 2060 I3 750 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 69-82, 2012 Plan óptimo de producción …..Ortiz y Caicedo El nombre de cada uno de los productos está conformado de la siguiente manera: cada letra, desde la A hasta la I representa el sabor de la bebida; en este caso, la empresa maneja un total de 9 sabores. Cada número, del 1 al 3, representa el tipo de formato o de presentación del producto. Berruto et al. (2006) también obtuvieron un programa óptimo de programación mensual; sin embargo, el modelo asignaba las cantidades a fabricar por cada semana hasta completar el período (un mes), quedando la programación diaria de la producción a cargo del jefe de planta o de la persona encargada. En este caso, el programa mensual no proporciona la distribución de los productos semana a semana. Por tanto, al igual que el caso citado, el jefe de planta debe realizar la asignación correspondiente para el período seleccionado. No obstante, Berruto et al. (2006) señalan que este método desarrollado es más eficiente, ya que permite cierta libertad al jefe de planta en la programación diaria de la producción y, además, se mantiene la solución óptima. Conociendo las cantidades óptimas de fabricación, se determina la secuencia en que los productos deben ser enviados a producción. En el caso de la planta embotelladora de estudio, se debe considerar que cada sabor posee ciertas características organolépticas, las cuales son susceptibles a una posible contaminación cruzada; para esto, la compañía estableció el orden en el cual deben ser enviados los productos a producción, salvaguardando las características de calidad de cada sabor y el consumo de gas carbónico. Esto último se debe a que, al hacer cambios en producción entre sabores, hay pérdidas de gas carbónico en los equipos. La prioridad en que los productos deben ser enviados a producción se muestra en la tabla 3 Tabla 3. Prioridad en producción establecido por la planta embotelladora Sabores Prioridad en producción A 1 B 2 C 3 D 4 G 5 E 6 H 7 I 8 F 9 Lo expuesto anteriormente contradice a Corbett (2002) el cual indica que se debe dar prioridad a los productos que tienen un mayor trúput (o throughput) y, al mismo tiempo, dar prioridad a los productos que usan el menor tiempo de la restricción. Para este caso en particular no puede aplicarse, debido a las condiciones expuestas previamente. La planta embotelladora considerada en este artículo se toma como una sola máquina, o máquina agregada, con un total de 14 operarios en la línea de producción de bebidas gaseosas. Paso 2 de la teoría de restricciones, explotar las restricciones Al haber identificado la restricción principal, se procede a explotarla, con el objetivo de plantear una serie de escenarios que permitan observar el comportamiento de los recursos productivos al modificar la cantidad de demanda requerida. Los escenarios fueron planteados aumentado aleatoriamente la demanda hasta su punto máximo, es decir, punto en el cual no se requiere de ninguna capacidad ni recurso adicional para satisfacer esa restricción. Los resultados obtenidos se muestran en la tabla 4. 77 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 69-82, 2012 Plan óptimo de producción …..Ortiz y Caicedo Tabla 4. Escenarios y resultados Escenario 1. Aumento de demanda en un 20% 2. Aumento de demanda en un 26.8% 3.Aumento de la demanda en un 30% Consumo adicional de recursos Envasado Jarabe simple Jarabe terminado No No No No No No Si No No Mediante el análisis de escenarios se evidenció que con los recursos disponibles la embotelladora puede responder a un incremento de su producción igual al 20%, llegando hasta un máximo de 26.8%, sin necesidad de consumir recursos adicionales. Al elevar la restricción en un 30% se observa que se requiere de tiempo adicional para el envasado de bebidas, pero no se necesitan capacidades de jarabe simple y terminado adicionales para continuar la producción. Salas et al. (2007), coinciden en que se debe producir en función de la satisfacción máxima de la demanda, si se desean maximizar las utilidades, y se cuenta con la capacidad y los recursos suficientes para satisfacerla. En este caso de estudio se identificó una capacidad productiva no utilizada, la cual debe ser enfocada en satisfacer los requerimientos de la demanda. Paso 3. Subordinar todo a la restricción Al observar el comportamiento de los recursos productivos mediante el análisis de escenarios, se pudo evidenciar que al subordinar todo a la restricción, el sistema productivo realiza un adecuado aprovechamiento de sus recursos, ya que utiliza la capacidad de envasado disponible en su totalidad, (se hace referencia al escenario Nº2, en el cual se aumenta la demanda en un 26.8%). En la tabla 5 se observa el análisis del porcentaje de utilización de los recursos correspondiente, donde sólo la operación de envasado debe trabajar a su máxima capacidad y las operaciones anteriores (no cuellos de botella) subordinan su utilización al ritmo de la operación crítica (cuello de botella). Tabla 5. Análisis del tanto por ciento (%) de utilización de los recursos al aumentarse la demanda en un 26.8% Recurso Tiempo requerido total (minutos) Tiempo disponible en el Utilización mes (minutos/junio) Capacidad no utilizada Preparación de jarabe simple 1 5559 9600 57,91% 42,09% Preparación de jarabe terminado 2 6933 9600 72,22% 27,78% Envasado de la bebida 3 9565 9600 99,64% 0,36% Paso 4. Elevar la restricción Para elevar la restricción se debe contar con la demanda y, por ende, la disponibilidad de envase apropiada para realizar un mayor aprovechamiento de los recursos productivos, bien sea para el envasado de nuevos productos o de los productos que actualmente se fabrican. El análisis de escenarios mostró el porcentaje adicional de producción al cual la embotelladora puede responder, en este caso el 26.8%. 78 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 69-82, 2012 Plan óptimo de producción …..Ortiz y Caicedo Paso 5. Si se logra romper con la restricción volver al paso 1 Con el fin de determinar cuál sería la próxima limitante en la organización, en el caso de romperse con la actual restricción, se decidió plantear un escenario aumentando la demanda, las capacidades de envasado de la bebida y de preparación de jarabe simple y jarabe terminado; para esto se tomó la determinación de evaluar el comportamiento de los recursos productivos al establecer un segundo turno de producción. Este nuevo turno de producción tiene las mismas características del primero, cuyos resultados se pueden observar en la tabla 6. Tabla 6. Análisis del tanto por ciento (%) de utilización de los recursos creando un turno adicional de producción Capacidad Utilización no utilizada % % Recurso Capacidad disponible Capacidad consumida Preparación de jarabe simple 1 530300 L 488741,70 L 92,16 7,84 Preparación de jarabe terminado 2 1299968 L 609062 L 46,85 53,15 Envasado de la bebida 3 320 min/junio 252,34 min/junio 78,86 21,14 El análisis de escenarios muestra una capacidad utilizada de preparación de jarabe simple igual al 92.16%. La capacidad no utilizada de este recurso, equivalente al 7.84%, puede no ser suficiente al presentarse un incremento en la demanda de bebidas gaseosas. Por tanto, se iniciaría nuevamente el ciclo de la teoría de restricciones, pero esta vez siendo la preparación de jarabe simple el cuello de botella del sistema productivo. De la misma manera, Abisambra & Mantilla (2008) plantearon un escenario aumentando la capacidad de la operación cuello de botella al doble para identificar el cuello de botella interno, aspecto que coincide con el presente estudio. Finalmente, este modelo busca proporcionar una herramienta útil para la programación de la producción en una planta embotelladora de bebidas gaseosas. CONCLUSIONES Se diseñó un modelo matemático, que representa el plan óptimo de producción de una embotelladora de gaseosas, para un período específico. La solución del modelo en el software WinQSB identificó la limitante principal de la organización, siendo en este caso la demanda, la cual está directamente relacionada con la disponibilidad de envase, lo que permite concluir que la restricción es externa. Se obtuvieron las cantidades óptimas de fabricación en un estudio de caso de una embotelladora de gaseosas y se evidenció la existencia de una capacidad no utilizada equivalente al 21.14% en su operación más lenta, que resultó ser el envasado de la bebida. Identificando el desaprovechamiento de los recursos productivos en el tiempo de estudio. Mediante el análisis de escenarios se obtuvo, como resultado final, que los recursos productivos disponibles pueden envasar hasta un 26,8% más de lo que se fabrica actualmente, logrando una máxima utilización (99,64%) de la operación más lenta (envasado), un 72,22% de la preparación de jarabe terminado y un 57,91% de la preparación de jarabe simple para el mes de junio de 2011. El plan óptimo de producción, diseñado en la planta embotelladora de gaseosas, obtuvo el modelo matemático que puede ser utilizado por cualquier embotelladora que cuente con características y operaciones similares a las de la planta estudiada. 79 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 69-82, 2012 Plan óptimo de producción …..Ortiz y Caicedo El presente modelo matemático podría incluir las siguientes mejoras: el manejo de políticas de inventarios al inicio y al final del período seleccionado, y ampliar el modelo matemático diseñado ajustándolo a un modelo de programación lineal por metas. AGRADECIMIENTOS A todo el personal de la planta embotelladora, por toda su colaboración, apoyo y asesoría para el desarrollo de dicho estudio. REFERENCIAS Abisambra, A; Mantilla, L. Aplicación de la teoría de restricciones (TOC) a los procesos de producción de la planta de fundición de Imusa. Revista Soluciones de Postgrado EIA. 2008. No.2. [en línea]<http://revistapostgrado.eia.edu.co/Revista%20Edici%F3n%20N%BA.2/ Solucione s%202%20art%209.pdf> [consultado: 15/02/12]. Albornoz, V.M; Ortiz-Araya, V. Planificación jerárquica de la producción bajo incertidumbre. 2010. [en línea] <http://www3.industrias.usm.cl/wwwind/images/users/71/ICPR20_VALBO RNOZ.pdf> [consultado: 10/01/12]. Álvarez, J; Inche, J; Salvador, G. Programación de operaciones mediante la teoría de restricciones. Industrial data, 2004, vol 7, num 1, p.12-19. Álvarez, U; Reinoso. A. Un modelo de planificación de la producción en una fábrica de calzados. Tesis de magister. Concepción, Chile: Universidad de concepción. 2009. [en línea] <http:// udec.alerta.cl/xmlui/bitstream/handle/123456789/105/tesis.pdf?sequence=2> [consultado: 15/08/12]. Banga, J. R; Balsa-Canto, E; Moles, C. G; Alonso, A. A. Improving food processing using modern optimization methods. Trends in Food Science and Tech, 2003, vol 14, num 4, p. 131144. Berruto, R; Tortia, C; Gay, P. Wine bottling scheduling optimization. 2006. [en línea] <http:// www.deiafa.unito.it/pdf/P426.pdf> [consultado: 12/02/12]. Buffa, E.S; Sarin, R.K. Administración de la producción y de las operaciones. México: Limusa. 2000. p. 939. Caicedo, A. Necesidades de capacitación en habilidades gerenciales para los gerentes de producción del sector de la arcilla del área metropolitana de Cúcuta. Revista Respuestas, 2011, Año 16, num 1. Colombia, Universidad Francisco de Paula Santander, p.30-37. Corbett, T. La Contabilidad del Trúput. El sistema de Contabilidad Colombia: Piénsalo. 2002. p. 178. gerencial de TOC. Coronel de Renolfi, M; Brassiolo, M.M. Uso de sistemas silvopastoriles en la zona de amortiguamiento del Parque Nacional Copo, Santiago del Estero. Un análisis económico. Revista de ciencias forestales, 2008, num 16, p. 69-83. [en línea] <http://redalyc.uaemex.mx/ src/inicio/ArtPdfRed.jsp ?iCve=48112952007> [consultado: 15/08/12]. 80 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 69-82, 2012 Plan óptimo de producción …..Ortiz y Caicedo Eppen, G.D; et al. Investigación de operaciones en la Ciencia Administrativa. Construcción de Modelos para la Toma de Decisiones con Hojas de Cálculo Electrónicas. México: Prentice Hall. 2000. p. 702. Fogarty, D; Blackstone, J; Hoffmann, T. Administración de la producción e inventarios. México: CECSA. 1999, p. 994. Galindo, M.R. Producción de alimentos apoyada con programación lineal. Boletín electrónico Ingeniería primero, 2006, num .2. [en línea] <http://www.tec.url.edu.gt/boletin/URL_02_IND01. pdf > [consultado: 08/02/12]. Garza, R.; González, C. Modelo matemático para la planificación de la producción en la cadena de suministro. revista Ingeniería Industrial, 2004, vol 25, num 2. [en línea] <http://rii.cujae.edu. cu/index. php /revistaind/article/view/158> [consultado: 14/08/12]. Gargouri, E; Hammadi, S, Borne, P. A study of scheduling problem in agro-food manufacturing systems. Mathematics and Computers in Simulation, 2002, vol 60, num 3-5, p. 277-291. Gessa, A; Rabadán, I; Jurado, J. La planificación de la producción industrial y las emisiones de CO2. Aplicación de un modelo de programación lineal. Estableciendo puentes en una economía global. 2008. vol 1. [en línea] <http://dialnet.unirioja.es/servlet/articulo?codigo=2710829> [consultado: 14/08/12]. Goldratt, E; Cox, J. La meta. Buenos aires: Granica. 2008. pp. 527. González, M. Gestión de la producción. Cómo planificar y controlar la producción industrial. España: Ideas propias.2010.p. 150. Herrera, M. Programación de la producción. Una perspectiva de productividad y competitividad. Revista Virtual Pro, 2011, num 111. [en línea] <http://www.revistavirtualpro.com/files/ed_2 01104.pdf> [consultado: 10/02/12]. Herrmann, J.W. The legacy of Taylor, Gantt, and Johnson. How to Improve Production Scheduling. 2007. ISR Technical Report. [en línea] <http://drum.lib.umd.edu/bitstream/1903/7488/4/ 25813_ cov.pdf> [consultado: 12/02/12]. Kaufmann, A. Métodos y modelos de la investigación de operaciones. Las matemáticas de la empresa. Tomo 1. México: CECSA. 1978.p. 565. Krajewski, L.J; Ritzman, L.P; Malhotra. M. K. Administración de operaciones. México: Prentice Hall. 2008. p. 752. LaForge, R. L; Craighead, C. W. Manufacturing scheduling and supply chain integration. A survey of current practice. Virginia: American Production and Inventory Control Society. 1998. p. 41. Mathur, K; Solow, D. Investigación de operaciones. El arte en la toma de decisiones. México: Prentice Hall. 1996. p. 977. Moya, M. Investigación de operaciones. La programación lineal. Costa rica: EUNED. 2003. p. 264. Ortiz, Y.; Osorio, E. Propuesta de programación de la producción de la empresa confecciones y7 en la ciudad de Cúcuta por medio de la teoría de restricciones. Tesis de pregrado. San José de Cúcuta, Norte de Santander: Universidad Francisco de Paula Santander. 2010 81 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 69-82, 2012 Plan óptimo de producción …..Ortiz y Caicedo Niño, J. Plan de capacitación en habilidades gerenciales para los gerentes de producción del sector industrial del calzado, cuero y sus manufacturas en el área metropolitana de Cúcuta. Tesis de pregrado. San José de Cúcuta, Norte de Santander: Universidad Francisco de Paula Santander. 2011 Parra, J. Programación de la producción por medio del modelo de teoría de restricciones para la empresa de calzado mountain power de la ciudad de Cúcuta. Tesis de pregrado. San José de Cúcuta, Norte de Santander: Universidad Francisco de Paula Santander. 2011 Prawda, J. Métodos y modelos de investigación de operaciones. Vol. 1. Modelos determinísticos. México: Limusa. 2004. p. 936. Romero, R; Poblete, M; Baesler, F. Modelo de programación de la producción para la industria del aserrío. Revista Ingeniería Industrial. 2004. Año 3, num 1, p.19-23. Salas, R; Capachero, Y; Amaya, M; Otero, I. Implementación de un modelo de programación lineal para la programación de la producción de filetes de pescado. Caso Colombiano. Revista Virtual Pro. 2007. [en línea] <http://www.revistavirtualpro.com/files/TI08_2007 09.pdf> [consultado: 12/03/12]. Sipper, D; Bulfin, R. Planeación y control de la producción. México: McGraw Hill. 1998. p. 658 Taha, H.A. Investigación de operaciones. México: Prentice Hall. 2004. p. 848. Ulin, A. Plan Óptimo de Producción en Aserraderos en el Estado de México. Caso Zinacantepec. Tesis de Licenciatura. Chapingo, México. Universidad Autónoma Chapingo. 1992 Yih-Long Chang. WinQSB version 2.0. For Windows 95, 98, ME and 2000. Decision Support Software for MS/OM. 2008 Wight, O. W. Production and Inventory Management in the Computer Age. New York: Van Nostrand Reinhold Company, Inc. 1984. p. 284. 82 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. CONTROLE ESTATÍSTICO DE UM PROCESSO QUÍMICO CONTÍNUO: UM ESTUDO DE CASO COM O GRÁFICO IRM E DUAS VARIÁVEIS DE CONTROLE♠ APLICAÇÃO DA TÉCNICA DE AMPLITUDE MÓVEL EM UMA INDÚSTRIA QUÍMICA Maria Eugenia Santana Soares Vasconcelos1 , Henrique Rego Monteiro da Hora2, Helder Gomes Costa3 RESUMO O objetivo desse trabalho é realizar um estudo de caso em uma Indústria Química, localizada no Estado do Rio de Janeiro. De forma mais precisa, o estudo foi baseado na aplicação dos conceitos de Controle Estatístico de Processo a fim de avaliar e estabelecer melhorias na capacidade de produção. A utilização do gráfico de Média Individual e Amplitude Móvel é a ferramenta mais adequada para analisar a estabilidade do processo de nosso objeto de estudo. Este artigo limita-se a realizar análises estatísticas com os dados fornecidos pela empresa e propor melhoria em seu processo com objetivo de torná-lo mais estável e capaz. Os resultados obtidos revelam que o processo emite vários sinais estatísticos para que se tome uma ação corretiva que foram ignorados pela não utilização da ferramenta proposta. Também é revelado uma baixa capacidade do processo em atender às especificações, uma vez que a cada um milhão de lotes produzidos cerca de aproximadamente 130 mil itens não cumprirão com as especificações. Conclui-se que a empresa pesquisada poderia implantar o controle estatístico do processo com frutuosos benefícios. Palavras-chaves: Gráficos de Controle, Controle Estatístico de Processo, Capacidade de Processo; Processos correlacionados. ABSTRACT The objective of this work is to make a case study in a chemical industry (IQ), locates in Rio de Janeiro. More precisely, the study was based on the application of the concepts of Statistical Process Control (SPC) in order to evaluate and establish improvements in the production ♠ Versão avaliada do trabalho apresentado no Simpósio Brasileiro de Pesquisa Operacional, Bento Gonçalves/RS, Brasil Instituto Superior de Educação do CENSA / ISECENSA. Rua Salvador Correa, 139 . Centro, Campos dos Goytacazes – Rio Janeiro, Brasil. CEP 28035-310 [email protected] 2 ISECENSA / UFF. Rua Salvador Correa, 139. Centro, Campos dos Goytacazes - Rio Janeiro, Brasil. CEP 28035310. 3 Universidade Federal Fluminense / UFF. Rua Passo da Pátria, 156, São Domingos, Niterói - Rio Janeiro, Brasil. CEP: 24.210-240. [email protected] 1 Autor correspondente: [email protected] Recebido: 27.04.2012 Aceito: 06.09.2012 83 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. capacity. The use of individual average chart and mobile amplitude is the tool, more appropriate for analyzing the stability of the process that our object of study. This article is limited to make statistical analysis with the data provided by the company and propose improvements in its process with a view to become it more stable. The results show that the process emits some statistical signals in order that we take an action corrective that have been ignored by not using the proposed tool. It is also revealed a low process capacity to meet specifications. It is concluded that the searched company could implant the statistical process control with great benefits. Keywords: Control Charts, Statistic Process Control, Process Capacity. INTRODUÇÃO Há uma crescente consciência de que bens e serviços de alta qualidade podem dar a uma organização uma considerável vantagem competitiva (Slack et al., 2007). A preocupação com que o conceito de qualidade seja empregado em seus produtos e serviços faz com que as empresas se empenhem cada vez mais em ampliar e buscar melhorias em seus processos a fim de que seus produtos e seus serviços atendam as necessidades e expectativas dos consumidores e clientes de modo a proporcionar uma redução nos custos (Siqueira, 1997). Fiterman et al., (1994) explica que os clientes não estão dispostos a arcar com os custos da ineficiência das empresas e buscam sempre produtos com qualidade, ou seja, aqueles que não apresentam defeitos de fabricação e que sejam capazes de exercer sua função. Ferreira et al., (2007), reforça a preocupação de estabilidade do processo e acrescenta a importância de realizar uma análise da capacidade do processo, ou seja, sua capacidade de produzir itens que cumpram com as especificações do produto. Segundo Moreira Jr (2005) quando dados que representam o processo não seguem uma distribuição normal, a utilização de cartas de controle convencionais se tornam inviável uma vez que poderia ocorrer uma confusão entre as causas comuns (as que atuam aleatoriamente) e as causas especiais (interferem no processo causando grandes variações), comprometendo dessa forma as conclusões quanto ao comportamento do processo. Moreira Jr (2005) cita em seu trabalho que processos que possuem dados auto-correlacionados caracterizam-se pelo fato de que a observação atual está correlacionada com a observação anterior e que segundo Schissatti (1998), o erro mais comum é a adoção de um modelo de carta de controle sem que se faça a análise de correlação dos dados que representam o processo. Este trabalho tem como objetivo avaliar a utilização das ferramentas de controle estatístico da qualidade em um processo de produção industrial químico. Problema & Hipótese Existem inúmeras causas que podem levar a um diagnóstico impreciso de estabilidade de um processo: a utilização errada de uma ferramenta estatística seria um exemplo. O problema abordado envolve o alto índice de lotes rejeitados pelos clientes internos da 84 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. Indústria Química (IQ), onde admite-se que há rejeição dos lotes por falta de um controle efetivo e científico do processo. Uma hipótese é que ao adotar o Controle Estatístico do Processo (CEP), problemas de conformidade seriam revelados antes que se chegasse ao cliente. MATERIAIS & MÉTODOS Classificação da pesquisa Quanto a natureza, segundo Silva & Menezes (2001), a pesquisa é classificada como aplicada, pois tem como objetivo gerar conhecimento para a aplicação prática dirigidos a problemas específicos. É também descritiva uma vez que os dados levantados na pesquisa irão servir para avaliar e propor uma melhoria em seu processo (Silva & Menezes, 2001). Quanto a abordagem ao problema, ainda segundo Silva & Meneze, 2001, é classificada como quantitativa, pois consideram variáveis quantificáveis que recebem tratamento estatístico. Quanto aos objetivos, segundo Gil (2008), a pesquisa classifica-se em como exploratória, pois visa tomar maior familiaridade com o problema, de modo a torná-lo explícito ou criar hipóteses. Quanto aos procedimentos técnicos, a pesquisa classifica-se bibliográfica na fundamentação teórica, documental no levantamento de dados na empresa, e estudo de caso na execução dos procedimentos metodológicos (Silva & Menezes, 2001). A pesquisa bibliográfica de acordo com Gil (2008) é desenvolvida com base em material já elaborado de livros e artigos científicos. Pesquisa Metodológica As técnicas para desenvolvimento de uma carta de controle são definidas por Costa et al. (2005) genericamente como: • Definição da característica a ser controlada; • Definição método de amostragem e tamanho da amostragem • Coleta de dados; • Determinação dos valores central e limites de controle • Determinação limites de controle revisados Estes passos são cumpridos de maneiras adaptadas à realidades diferentes. Hora et al. (2009) realizaram um estudo em base de dados históricos para comprovar a técnica errônea utilizada por uma empresa. A técnica utilizada pelos autores consiste em separar a base em duas, sendo a primeira utilizada para definição dos limites de controle, e a segunda já para verificar as ações tomada pela empresa. Moreira Jr et al., (2007), ao trabalharem com gráficos correlacionados numa indústria de filmes, utilizam o modelo ARIMA (Autoregressive integrated moving avarage), que tem por objetivo separar as causas estruturais das demais causas. Costa et al., (2009) sugere a utilização de gráficos de amplitude móvel (IMR), eliminando 85 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. intervalos fixos da amostra, de modo a reduzir o coeficiente de correlação de modo a não mais influir no gráfico. Os autores supracitados ainda sugerem uma técnica de coleta de dados de modo a utilizar subgrupos racionais, fazendo medições em intervalos pequenos (para formar o subgrupo) em tempos constantes maiores (para formar a amostra). Um exemplo desta técnica pode ser ilustrado em um controle de temperatura, onde são feitas 5 medições de com intervalo de 2 minutos, e este processo é repetido a cada meia hora. Assim, pode-se utilizar os conceitos gráficos usuais de Shewhart para posição e dispersão. Samohyl (2005) realiza uma série de teste de hipóteses utilizando a distribuição t de Gosset (ou t de student) da autocorrelação de modo a achar um “k” que a correlação se dissipa e pode ser considerada nula. Para este estudo, adota-se a metodologia sugerida por Samohyl (2005), mas utilizando o teste de hipóteses com a distribuição normal (sugerido por Hines et al., 2006), dado o tamanho da amostra coletada. Além da separação da base de dados histórica em duas, como em Hora et al., (2009), a primeira para calibração do modelo (cálculo dos limites) e a segunda para o estudo crítico. Procedimentos técnicos Escolha da característica de controle Os itens de controle adotados neste trabalho são Cor, medido em uma escala numérica, e pH dos tanques A e B. O principal critério de escolha dessas variáveis são a disponibilidade dos dados históricos nos pontos de controle já existentes e também pela característica de influência de ambos no produto final. Escolha da técnica de controle A escolha pelo gráfico do tipo I-RM é devido às variáveis de controle representarem um subgrupo com um único elemento. Utilizar gráficos de controle por atributo não é justificável, pois este tipo de gráfico é baseado em ser defeituoso e não ser defeituoso, certo ou errado e para a empresa IQ não importa a porcentagem de defeito e sim a avaliação de estabilidade de seu processo. Na utilização do gráfico I-MR, é calculado um índice “k” para diluição da correlação, sendo este definido como o intervalo entre a amostra suficiente para que o teste de hipótese aponte que a correlação pode ser considerada nula. Coleta dos dados Os dados para o estudo são obtidos em pesquisa documental nos relatórios da empresa nos anos de 2007 e 2008 e tabulados em planilha eletrônica. Os dados dos anos anteriores a 2007 são desconsiderados, pois o processo de produção foi modificado e não retrataria o processo dos demais anos. Os dados de 2009 não foram utilizados para monitoramento do processo já que não estão consolidados. As variáveis utilizadas para avaliação do processo são a cor e o pH. Os valores de 2007 86 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. encontrados para as variáveis citadas serviram de base para determinação dos limites de controle de processo. Os valores das variáveis de 2008 indicam o comportamento do processo quando plotados no gráfico de controle IRm. Método para determinação dos limites de controle. - Primeiro passo: Definir valores utilizados. Após realizado o estudo de correlação, utilizando intervalos definidos de K=5, seleciona os dados das variáveis (cor e pH) e retira-se a média dos valores individuais. Próximo passo é calcular a amplitude dos dados e calcular a média entre os valores. Método de cálculo para . definidas por Slack et al., (2007). (1) - Segundo Passo: Calcular o desvio padrão. Para observações individuais, calcula-se da seguinte forma, utilizando a indicação de Costa et al. (2005). (2) Segundo Costa et al. (2008), o estimador x é um caso especial do estimador SD e amplitude móvel corresponde a amplitude de um par de observações, o valor de d2 é o valor de n=2, consultado na tabela 1: Cálculo para constante d2, d3 e c4, tem se o valor de d2=1,128. Tabela 1. Valores de referência para constante d2, d3 e c4 n d2 d3 c4 2 1,128 0,853 0,798 3 1,693 0,888 0,886 4 2,059 0,880 0,921 5 2,326 0,864 0,940 6 2,534 0,848 0,952 7 2,704 0,833 0,959 8 2,847 0,820 0,965 9 2,970 0,808 0,969 10 3,078 0,797 0,973 11 3,173 0,787 0,975 12 3,258 0,778 0,978 13 3,336 0,770 0,979 14 3,407 0,763 0,981 15 3,472 0,756 0,982 Costa et al. (2005) 87 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. Para amplitude móvel, utiliza-se o método de cálculo para desvio padrão Costa et al. (2005). R . definidos por (3) Consultando na mesma tabela citada acima encontra-se o valor de d3=0,853. - Terceiro Passo: Cálculo dos limites pelas fórmulas apresentadas em Siqueira (1997) (4) (5) Onde LSC = Limite superior de controle LIC = Limite inferior de controle = desvios padrão das médias dos subgrupos R = desvio padrão das amplitudes dos subgrupos Teste de hipóteses Samohyl (2009) propõe alguns passos para realização do teste de hipóteses. 1.Uma questão ou dúvida é levantada sobre uma realidade concreta com características importante, mas não totalmente conhecidas 2.As hipóteses nula e alternativa são construídas dando ênfase ao papel da hipótese nula. 3.A hipótese nula é rejeitada baseada no p-value extremamente pequeno, minimizando a probabilidade de rejeições erradas. O teste de correlação é construído de modo a admitir que a hipótese nula é a própria correlação nula, e a hipótese alternativa admite uma correlação não nula. H0 → ρ=0 H1 → ρ ≠0 O teste de hipóteses é realizado segundo a distribuição normal, pois a amostra é grande o suficiente para não utilizar a distribuição t de student (Hines et al., 2006). (6) Para amostras moderadamente grandes (n≥ 25), sugere-se utilizar a equação apresentada também por Hines et al. (2006). (7) A variância é representada pela equação que segue, também definida por Hines et al. (2006). (8) 88 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. Análise de capacidade de processo A capacidade de processo diz respeito à uma comparação entre os limites de controle obtidos estatisticamente, e os limites de especificação, determinados por força de uma norma, por exigência de clientes, ou por outra técnica (Costa et al., 2005). Neste estudo, os três índices foram calculados de acordo como Costa et al. (2005) sugerem: (9) (10) (11) Limitações Metodológicas Como a produção do sal LacSol é do tipo contínua, então ele apresenta características específicas, surge então dificuldades quanto ao uso das ferramentas do controle estatístico da qualidade. De acordo com Ramos (2000), estas dificuldades podem ser quanto: • Emprego de amostras unitárias; • Coleta e formação de amostras; • Dados independentes; • Bateladas homogêneas, mas com diferenças entre si; etc. • Fornecimento de dados de produção; • Inexistência do banco de dados histórico de produção; • Custo de implementação da melhoria. Outra limitação encontrada na pesquisa refere-se à coleta de dados, que não é feita on-line, delimitando o escopo da pesquisa aos dados históricos. ANÁLISE DOS RESULTADOS Após a definição dos limites de controle, é realizada uma crítica ao controle de qualidade adotado durante o período analisado. A capacidade de processo também é analisada criticamente, de acordo com as faixas de valores definidas por Montgomery (2008). A tabela 2 apresenta valores de referência para índices de capacidade de processo, de acordo com suas condições de existentes ou não, e críticos ou não. 89 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. Tabela 2. Valores Mínimos recomendados da razão da capacidade do processo. Especificações bilaterais Especificações unilaterais Processos existentes 1,33 1,25 Processos novos 1,50 1,45 Segurança, força ou parâmetro crítico, processo existente 1,50 1,45 Segurança, força ou parâmetro crítico, processo novo 1,67 1,60 Montgomery (2008). REVISÃO BIBLIOGRÁFICA Correlação De acordo com Russo & Camargo (2004), a auto-correlação é um mecanismo que existe em um processo, que faz com que os dados não sejam independentes entre si e que o valor de uma variável pode não ser um valor aleatório e tem seu próprio valor influenciado em algum momento no tempo. O coeficiente de correlação é uma ferramenta básica e simples, porém muito eficiente para estimar o grau de relacionamento linear entre as variáveis distribuídas normalmente (Samohyl, 2009). Pedrini et al. (2007) afirma que autocorrelação tem sido reconhecida como um fenômeno natural nas indústrias e é vista como um problema já gera alarmes falsos nos gráficos de controle. Moreira Jr. et al. (2007) reforça a afirmativa acima sugerindo uma abordagem para trabalhar com dados autocorrelacionados: modelar diretamente a estrutura correlacional com uma série temporal, usar esse modelo para remover a autocorrelação dos dados, e aplicar gráficos de controle aos resíduos. O autor ainda sugere a utilização da modelagem ARIMA (Autoregressive integrated moving average) que tem como objetivo separar as causas estruturais das causas comuns e especiais. Índices de Capacidade de Processo Segundo Costa et al. (2005), os índices de capacidade do processo (ICPs) são parâmetros adimensionais que indiretamente medem o quanto o processo consegue atender às especificações. Existem vários índices de capacidade do processo, dentre eles, os índices Cp, Cpk e Cpm que são mais usuais. Para Slack et al. (2007), a capabilidade do processo é a medida da aceitabilidade da variação do processo. O cálculo de Cp é dada pela razão entre a faixa de especificação e a variação “natural” do processo: mais ou menos três desvios-padrão. Para os índices de capacidade tradicionais, quanto maior o seu valor, melhor o processo consegue atender às especificações. A tabela 3 mostra, em resumo, os possíveis valores dos Índices e a respectiva classificação em relação à capacidade do processo: 90 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. Tabela 3. Classificação do processo com respeito a sua capacidade. CLASSIFICAÇÃO VALOR DE Cpk Capaz ≥ 1,33 Razoavelmente capaz 1 ≤ Cpk ≤ 1,33 Incapaz <1 Costa et al. (2008) Teste de Hipóteses Hines et al. (2006) afirmam que muitos problemas exigem uma decisão entre aceitar e rejeitar algum parâmetro. Samohyl (2009) define hipótese como o resultado de uma teoria cientifica, da engenharia ou até mesmo da experiência. As hipóteses podem ser comprovadas, continua Samohyl (2009), quando são bem definidas e passíveis de mensurações. Um teste de hipóteses é realizado quando se deseja tomar uma decisão sobre a veracidade ou falsidade de uma hipótese, e se apóia no uso de informação de uma amostra aleatória da população de interesse (Hines et al., 2006). Samohyl (2009) divide as hipóteses em dois grandes grupos, a hipótese nula (H0) e a hipótese alternativa (H1). A primeira é definida como a verdade científica do momento e apela pela igualdade ou por efeito zero ou nulo, e a segunda é definida como a negação da primeira. Hines et al (2009) afirmam que sempre se esta sujeito a erros ao se trabalhar com teste de hipóteses, pois os dados são levantados a partir de uma amostra aleatória. São possíveis dois tipos erros, o I e o II. O erro tipo I é definido quando rejeita-se a hipótese nula e ela é verdadeira, enquanto o erro tipo II é a aceitação da hipótese nula, quando ela é falsa. O erro tipo I é mais grave (e por isso o mais importante) pois envolve o custo da mudança (Samohyl, 2009; Hines et al., 2006). A sumarização desta abordagem é encontrada na tabela 4. Tabela 4. Tipos de erros em teste de hipóteses. Pesquisador opta entre estados da hipótese nula Estados reais da hipótese Rejeita (negativo) Não rejeita (positivo) nula na população VERDADEIRO Erro I OK FALSO OK Erro tipo II Samohyl (2009) Slack et al. (2002) definem erro tipo I como aqueles em que uma decisão de fazer alguma coisa foi tomada e situação não garantia que aquilo pudesse ser feito. Os erros tipo II são aqueles em que nada foi feito, ainda que uma decisão de fazer devesse ter sido tomada e a situação de fato garantia que isso pudesse ser feito. Dentro do teste de hipóteses, é preferível cometer o erro tipo II ao erro tipo I, então o teste é construído de modo a diminuir a probabilidade de se rejeitar H0 estando esta correta, e aceitar H1 estando esta errada (Hines et al., 2006). 91 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. Samohyl (2009) propõe a hipótese nula, como resultado de lotes conformes em uma linha produção. O erro tipo I é o risco da empresa rejeitar um lote que é bom e o erro tipo II é o risco do consumidor aceitar por engano o lote não conforme. O autor supracitado afirma ainda que existe uma relação negativa entre os dois erros: segurando que um dos erros não ocorre, significa que o outro erro fique mais vulnerável e exemplifica que em um teste clínico é desenvolvido para minimizar o erro tipo I ( falso negativo ), mas tolera o erro tipo II (falso positivo). Samohyl (2009) aponta que o valor da probabilidade de ocorrer o erro tipo I é chamado valor-p (“p value”). Um alto valor-p significa maior probabilidade de errar rejeitando a hipótese nula. Outra forma de apresentar o p-value é por meio da variável padronizada z, também conhecida como uma variável aleatória normal reduzida. O valor p-value indica o limite entre a região de aceitação e a região de rejeição em um teste de hipóteses. A proposta de Samohyl (2009) para montagem do teste de hipótese é a que segue abaixo. 1. 2. 3. Levantar uma dúvida sobre uma realidade que deve ser concreta, com características importantes e desconhecidas. A ênfase é na hipótese nula: A hipótese nula rejeitada significa um ganho do ponto de vista científico, ou ainda, se for rejeitada quando não deveria ser ( erro tipo I), o custo desse erro seria muito grande. Baseando em um valor-p muito pequeno, a hipótese nula é descartada, minimizando a probabilidade de rejeição errada. Estudo de Caso A empresa onde foi aplicado esse estudo de caso destaca-se no mercado internacional e nacional no ramo de aditivos químicos alimentares. Está situada no Norte do Estado do Rio de Janeiro, é fabricante de um ácido orgânico de origem fermentativa e sais de sódio que tem atuação em diversos segmentos industriais como panificação, cárneos e aves, farmacêutico e têxtil. A referência a esta empresa será feita pelo pseudônimo IQ (Indústria Química). Qualquer outra informação que permita a identificação da empresa será omitida por sigilo industrial. A indústria IQ, conta com cerca de 100 funcionários distribuídos na fábrica e em seu escritório localizado em outro estado do Brasil. Ela ainda faz parte de uma companhia internacional composta por outras IQ’s que vão produzir produtos derivados de ácido orgânico. O objeto de estudo deste trabalho é o processo de produção de um sal de sódio, chamado de forma fictícia de LacSol, produzido pela IQ. A planta de produção está localizada no estado do Rio de Janeiro, com a capacidade de operação com cerca de 1500 toneladas/mês. O processo de produção do LacSol não é totalmente automatizado. É simples e continuo, tendo como matéria prima principal um ácido de origem orgânica em uma base de sódio que pode ser o hidróxido de sódio. A produção é iniciada em um reator que recebe o ácido orgânico que deverá estar dentro das conformidades necessárias como, por exemplo, a sua concentração. Dentro de um valor estimado e de forma manual e lenta adiciona-se o hidróxido de sódio até atingir um determinado pH. Ao chegar ao pH ideal o LacSol irá para um tanque de processo, 92 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. para seguir para a próxima etapa que é a de passar por colunas que contem mineral vegetal. Essas colunas retiram a cor do LacSol e cheiro de queimado proveniente do processo após passar pelas colunas o sal de sódio em processo vai para tanques que recebem o nome de “pulmão” onde são realizadas análises prévias de aprovação do produto. Caso seja aprovado passará para os tanques do setor de embalagem onde terá um lote final e sairá para atender os clientes. Neste processo simples, algumas variáveis como as de matérias primas do processo (ácido orgânico e o hidróxido de sódio) devem estar com seus parâmetros controlados e avaliados, pois eles vão impactar diretamente no processo de produção. Indústria Química (IQ), preocupada sempre com a qualidade de seus produtos buscou em seus processos pontos que precisariam ser explorados e melhorados. Os aspectos que tangem a qualidade do produto são a cor do produto, o pH e a sua concentração. A IQ busca parceria com seus clientes para desenvolver novas aplicações dos seus produtos, sempre preocupada em melhorar, inovar e aprimorar seus processos. O LacSol é um agente bacteriostático utilizado em produtos processados de carnes e aves. A sua ação consiste em aumentar a fase de crescimento ou a fase dormente de microrganismo. Dessa forma o LacSol torna mais longa a vida útil dos alimentos. Outra ação do LacSol é de ser um acidulantes ou seja ele é capaz de comunicar ou intensificar o gosto acídulo dos alimentos. Os sais de ácidos orgânicos (ácido lático e ácido cítrico), principalmente os sais de sódio são utilizados para controle de pH e de gosto, assim como outras propriedades desejáveis do produto manufaturados Estudo de Correlação RESULTADOS O teste de hipóteses para correlação é feito conforme Hines et al. (2006), com as fórmulas definidas na metodologia. Este teste também é encontrado em Fonseca et al. (1989), corroborando com a técnica adotada. Nas Tabelas 5, 6, 7 e 8 são calculados os teste de hipóteses a um nível de significância de 99% (α=0,01) para vários intervalos (k), para as variáveis pH e cor para ambos os tanques. Para variável pH no Tanque A ( primeiro processo), um intervalo de 3 medições é suficiente para afirmar que a correlação é nula. 93 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. Tabela 5. Cálculo para teste de hipótese - 1° Processo k 1 2 3 4 5 6 7 8 9 10 N 143 142 141 140 139 138 137 136 135 134 pH 0,47 0,35 0,15 0,1 0,07 0,06 0,14 0,12 0,05 0,01 z-pH 0,51 0,36 0,15 0,1 0,07 0,06 0,14 0,12 0,05 0,01 sigma pH 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 Z 6,09 4,24 1,74 1,15 0,86 0,65 1,63 1,38 0,62 0,15 99% 2,58 2,58 2,58 2,58 2,58 2,58 2,58 2,58 2,58 2,58 No Tanque B (segundo processo), o intervalo de 3 medições não é suficiente para diminuir a correlação entre os dados. Nesta situação é necessário um intervalo de 5 medições para a diluição da correlação. k 1 2 3 4 5 6 7 8 9 10 Tabela 6. Cálculo para teste de hipótese - 2° Processo sigma N pH z – ph ph z 148 0,465 0,50 0,01 6,06 147 0,292 0,30 0,01 3,60 146 0,351 0,37 0,01 4,38 145 0,258 0,26 0,01 3,15 144 0,190 0,19 0,01 2,28 143 0,180 0,18 0,01 2,15 142 0,063 0,06 0,01 0,75 141 0,080 0,08 0,01 0,94 140 0,186 0,19 0,01 2,20 139 0,121 0,12 0,01 1,42 99% 2,58 2,58 2,58 2,58 2,58 2,58 2,58 2,58 2,58 2,58 Para variável Cor, o intervalo de 5 medições foi o suficiente em ambos os tanques conforme mostrado nos Tabelas abaixo. 94 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. Tabela 7. Cálculo para teste de hipótese - 1° Processo. k 1 2 3 4 5 6 7 8 9 10 N 143 142 141 140 139 138 137 136 135 134 Cor 0,51 0,39 0,33 0,28 0,17 0,22 0,32 0,25 0,26 0,17 z- cor 0,57 0,42 0,34 0,29 0,17 0,23 0,33 0,25 0,26 0,18 sigma cor 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 Z 6,73 4,92 4,04 3,41 1,98 2,63 3,82 2,94 3,00 2,01 99% 2,58 2,58 2,58 2,58 2,58 2,58 2,58 2,58 2,58 2,58 Tabela 8. Cálculo para teste de hipótese - 2° Processo. k 1 2 3 4 5 6 7 8 9 10 N 148 147 146 145 144 143 142 141 140 139 Cor 0,43 0,37 0,30 0,17 0,17 0,10 0,21 0,11 0,13 0,14 z – cor 0,46 0,39 0,31 0,17 0,17 0,10 0,22 0,11 0,13 0,15 sigma cor 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 z 5,60 4,72 3,66 2,04 1,99 1,20 2,55 1,32 1,54 1,70 99% 2,58 2,58 2,58 2,58 2,58 2,58 2,58 2,58 2,58 2,58 Como as análises são feitas a partir de amostra coletadas no mesmo instante, é preferível utilizar o mesmo “k” para ambas análises. Neste trabalho será utilizado um k igual a 5, admitindo-se ser suficiente para diluição da correlação. Definição dos limites de controle Os limites determinados a partir dos dados de 2007 são mostrados no Tabela 9: Tabela 9. Limites de controle para ambos os tanques. Tanque A Variáveis pH Cor Tanque Variáveis pH B Cor Valor LSC LIC 8,4 7,5 22,63 7,29 Amplitude LSC LIC 0,5 0,0 9,4 0,0 LSC 8,32 22,45 LSC 0,4 11 LIC 7,67 4,48 LIC 0,0 0,0 95 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. A empresa também especifica valores para aceitação ou rejeição, permitindo que seja feita uma análise de capacidade do processo, apresentados na Tabela 10. Tabela 10. Limites Especificados. Variáveis pH Cor LSE 8,3 20 LIE 7,8 0 Estudo de capacidade do processo Os resultados do estudo de capacidade de processo é apresentado no Tabela abaixo. Tabela 11. Estudo de Capacidade do Processo. Índices Cp Cpk Com Tanque A pH Cor 0,56 1,3 0,33 0,66 0,46 0,6 Tanque B pH Cor 0,77 1,11 0,6 0,73 0,69 0,73 Na Tabela 12 é possível observar vários valores abaixo do índices de processo, que devem ser confrontados com a tabela abaixo, para descobrir quantos itens serão produzidos fora da especificação em um universo de um milhão. Tabela 12. Porções de defeitos por milhão de oportunidades. RCP 0,25 0,50 0,60 0,70 0,80 0,90 1,00 1,10 1,20 1,30 1,40 1,50 1,60 1,70 1,80 2,00 Especificação Especificação Unilateral Bilateral 226.628 453.256 66.807 133.614 35.931 71.862 17.865 35.730 8.189 16.378 3.467 6.934 1.350 2.700 484 968 159 318 48 96 14 28 4 8 1 2 0,17 0,34 0,03 0,06 0,0009 0,0018 Montgomery (2008) O resultado do estudo de capacidade do processo indica que em um milhão de lotes produzidos, aproximadamente 130 mil itens serão produzidos fora da especificação no processo do tanque A e 70 mil no processo do tanque B. 96 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. O índice Cp é aconselhado quando se tem processos centralizados, isto é, quando o ponto médio dos limites especificados coincidem com o ponto médio dos limites de controle. O Cpk é utilizado seguindo o mesmo princípio que o Cp, mas adaptado à realidade de processos descentralizados. O índice Cpm é adequado a idéia de qualidade de Taguchi, que penaliza mais a descentralidade do processo do que a produção fora da especificação (COSTA et al., 2005). Monitoramento do processo Após os limites determinados, estes são utilizados para verificar as decisões de aceitação dos lotes em uma segunda série histórica de dados. Controle de pH Observa-se neste primeiro momento que a média aumentou. Os valores passaram a ficar próximo do limite superior de controle (LSC). O processo para esta variável aparentemente está estável. Observando o gráfico de controle de amplitude móvel nenhum sinal estatístico foi emitido. Figura 1. Gráficos de controle para monitoramento do pH no tanque A. Fonte: Elaboração Própria. No tanque B, evidencia um aumento na média e nota-se que para a variável pH o processo não apresenta estabilidade. No gráfico de amplitude móvel, existiram pontos que ficaram fora dos limites de controle. Figura 2. Gráficos de controle para monitoramento do pH no tanque B. Fonte: Elaboração Própria. 97 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. Controle de Cor O processo neste tanque para a variável cor, oscila bastante: ele começa alto e depois desce ficando próximo do limite inferior de controle (LIC), evidenciando que alguma mudança foi realizada no processo. Observando o gráfico de amplitude móvel, pontos fora dos limites de controle foram noticiados. Conclui-se que ambos os gráficos emitem sinais estatísticos que algo deve ser feito. Figura 3. Gráficos de controle para monitoramento da cor no tanque A. Fonte: Elaboração Própria No tanque B, a situação é um pouco diferente. Apresentou muitos pontos perto da zona A, ou seja, próximo dos limites de controle. Figura 4. Gráficos de controle para monitoramento da cor no tanque B Fonte: Elaboração Própria 98 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. CONCLUSÕES Quanto aos objetivos Este artigo abordou a implantação do CEP em uma Indústria Química localizada no Estado do Rio de Janeiro, com o objetivo de avaliar o processo de produção de um de seus produtos e evidenciar que o uso de ferramentas estatísticas como o gráfico de controle de média individual e o gráfico de amplitude móvel, são de extrema importância pois revelam a estabilidade do processo. Quanto ao trabalho realizado Os resultados obtidos neste estudo de caso mostram que os gráficos de controle de média individual e o gráfico de amplitude móvel são as melhores ferramentas de avaliação quando se trabalha com dados que apresentam uma certa correlação. Existe um grande chance de estar alarmando o processo de forma errada quando não se utiliza gráficos apropriados para avaliação. Antes de determinar os limites de controle é necessário diminuir essa correlação, e testar as hipóteses. Com os limites de controle já encontrados a partir dos dados dos tanques A e B de 2007, lançamos os valores disponíveis de 2008 para os dois tanques citados para realizar o seu comportamento quanto as variáveis cor e pH e chegou-se as seguintes conclusões: - Mesmo sendo um processo contínuo, observou-se uma diferença entre os valores encontrados em cada um dos tanques. Para variável pH, o tanque A se mostra estável, evidenciando um aumento na sua média. Ao contrário do tanque B, que se mostrou totalmente não estabilizado, apresentando pontos fora dos limites de controle calculados anteriormente. - A variável cor foi a que evidenciou um maior sinal estatístico, apresentando uma variação nos seus valores de média para ambos os tanques. - Como a indústria IQ, fornece limites de controle de especificação, pode-se calcular os índices de capacidade desse processo, e a conclusão é que esse processo poderia ser melhorado se mostrando incapaz de atender as especificações de controle. - Por não ter observado o comportamento desse processo, não se tomou nenhuma atitude para torná-lo mais capaz e estável. Quanto a trabalhos futuros A sugestão de melhoria é reforçar a importância de se ter implantado o Controle Estatístico de Processo na indústria IQ, de forma a garantir produtos com qualidade assegurada não somente no produto final mas durante o processo também, pois dessa forma a empresa pode reduzir bastante os custos de produção, do retrabalho bem como a de se ter produtos reprovados e devolvidos pelos seus clientes. Um trabalho futuro poderá ser realizado na indústria IQ, de forma a melhorar os índices de capacidade para o produto avaliado: LacSol, estendendo também para a linha de produção dos seus outros produtos. 99 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. BIBLIOGRAFIA Costa, A. F. B; Epprecht, E. K; Carpinetti, L. C. R. Controle Estatístico de Qualidade. 2.ed. São Paulo. Ed. Atlas. 2005. p.334. Ferreira, P. O; Dantas, M. A; Medeiros, P. G; Morais, B. S. M; Queiroz, T. C; Medeiros, A. A. Utilização do Controle Estatístico do Processo (CEP) na comparação de velocidades de encapsulamento de medicamentos para tuberculose in Encontro Nacional de Engenharia de Produção, 2007, Foz do Iguaçú –PR. Fitermam, M; Ten Caten C; Battesini M; Lima, L.L. CEP por atributos: uma abordagem de implantação in Encontro Nacional de Engenharia de Produção, 2004, Florianópolis - SC Fonseca, J. S; Martins, G. A; Toledo, G. L. Estatística Aplicada. 2. edição. Rio de Janeiro: Ed. Atlas. 1989. p. 267 Gil, A. C. Como elaborar projetos de pesquisa. Ed. Atlas, São Paulo, 2008. p.175 Hines, W. W. et al. Probabilidade e Estatística na engenharia. quarta edição. Rio de Janeiro. Ed. LTC. 2006. p. 588 Hora, H.R.M; Vasconcelos, M.E.S.S; Fiuza, I. Gráfico de Controle de porção defeituosa (gráfico p): Um estudo de comparação em uma empresa de usinagem In Encontro Nacional de Engenharia de Produção, 2009, Salvador – BA. Montgomery, D. C. Introdução ao Controle Estatístico da Qualidade. 4ª Edição. Rio de Janeiro: LTC, 2008. p.513 Moreira Jr. F.J. Proposta de um método para o controle estatístico de processo para observações autocorrelacionadas. Porto Alegre. 2005. p.138 Moreira Jr. F.J et al. Tese: Aplicação do controle estatístico do processo com dados autocorrelacionados na produção de filmes plásticos flexíveis. In Simpósio de Engenharia de Produção, 2007- Bauru – SP. Pedrini, D.C et al. Gráficos de controle para média e desvio padrão de tamanho de amostra variável: uma aplicação em uma indústria do setor metalúrgico. In Encontro nacional de Engenharia de produção, 2007 – Foz do Iguaçú – PR. Ramos, A.W. CEP para processos contínuos e bateladas. 1.ed. São Paulo. Edgard Blücher LTDA. 2000. p.130 Russo, S; Camargo, M.E. Controle estatístico de processo: Soluções de um estudo de caso usando procedimentos estatísticos in encontro Nacional de Engenharia de Produção, 2004, Florianópolis – SC. Samohyl, R. W.Controle Estatístico de Qualidade. Ed. Campus. Rio de Janeiro, 2009. p.275 Samohyl, R. W. Controle Estatístico de Processo e Ferramentas da Qualidade. in CARVALHO, M. M. (coord.), PALADINI, E. P. (coord). Gestão da Qualidade: teoria de casos. Ed. Campus, pp. 261-299, Rio de Janeiro, 2005. 100 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial-Año 11 Nº1: 83-101, 2012 Controle estatístico de um processo …..Santana et al. Schissatti, M. L. Uma metodologia de implantação de cartas de shewart para o controle de processos. Dissertação (mestrado). Programa de pós-graduação em Engenharia de Produção e Sistemas, Universidade Federal de Santa Catarina, 1998. Silva, E. L; Menezes, E. M. Metodologia da pesquisa e elaboração de dissertação. 3ª. Edição. UFSC. Florianópolis, 2001. p.121 SIQUEIRA, L.G.P. Controle Estatístico do Processo. 1 edição. São Paulo: Editora Pioneira. 1997.129p. Slack, N ; Chambers, S; Johnston, R. Administração da Produção. 2.ed. São Paulo. Ed. Atlas. 2007.p.747 101 102 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial INSTRUCCIONES GENERALES A LOS AUTORES PARA LA PRESENTACION DE TRABAJOS El Editor y/o Comité Editorial podrá considerar en Español y/o Portugués artículos originales e inéditos, trabajos presentados en congresos y/o reuniones científicas nacionales e internacionales. El Editor evalúa la pertinencia del artículo con la línea editorial de la revista y, junto al Comité Editorial, son los responsables de autorizar la publicación final de los trabajos, cuyo contenido será de responsabilidad exclusiva del autor o autores. Los originales son evaluados por al menos dos integrantes del Comité Editorial o evaluadores externos en arbitraje ciego, pudiendo, en caso de discrepancia, ser enviados a un tercer evaluador. Las modificaciones o rechazos se notificarán una vez concluido el proceso de valoración, a través de un informe con notas explicativas, para que, en el caso de los artículos aceptados, los autores sigan con el proceso de corrección si es el caso. Los artículos deben ser enviados al correo electrónico de la revista (revista.industrial@ubiobio. cl), con las siguientes consideraciones: procesador de texto Microsoft Word, empleando letra Arial de 11 puntos e interlineado sencillo. Los artículos no podrán tener una extensión mayor a 15 páginas. Estructura del Documento Titulo del Trabajo Debe ser claro e informativo; no debe incluir abreviaturas, neologismos ni fórmulas, y llevará una traducción al Inglés. Ambos escritos en negritas, con letra mayúscula tipo Arial 14. Los títulos de cada sección en el texto deberán ir centrados con letra tipo Arial 12 y no ser enumerados. Los subtítulos del texto, deberán ir justificados a la izquierda, en negritas, con mayúsculas y minúsculas, y letra Arial 11 puntos. Cada párrafo deberá ir seguido de una línea en blanco después de la última línea del abstract. Nombre de los Autores Se señalarán todos los autores que hayan participado directamente en la ejecución del trabajo. Cada autor se identificará mediante nombre completo (con apellidos paterno y materno). Institución(es) Se indicará Departamento, Facultad, Universidad, Ciudad, País. Para señalar la afiliación de los autores a diferentes instituciones se usarán números superíndice 1,2,3... tras el nombre de cada autor. Debe indicarse al autor que recibirá la correspondencia, precisando dirección completa de correo postal y correo electrónico. Resumen Consignará en forma concisa el propósito de la contribución, el marco teórico, los procedimientos básicos empleados en el estudio, principales hallazgos y conclusiones. Debe ser inteligible, sin necesidad de consultar el texto del trabajo, y evitarse las abreviaturas y términos excesivamente especializados. Al final del resumen deberá incluirse entre 3 y 6 palabras claves, en lo posible evitando repetir las del título. Se incluirá, a continuación del resumen, la traducción del mismo al idioma inglés, encabezado por la palabra Abstract. 103 ISSN 0717-9103 ISSN Online 0718-8307 Universidad del Bío-Bío revista Ingeniería Industrial Texto Debe comenzar en una página nueva. El texto constará de las siguientes secciones: - Introducción: esta sección brindará referencias bibliográficas estrictamente pertinentes y no una revisión acabada del tema. Incluirá, además, el propósito del trabajo y la hipótesis (a ser probada). - Material y Métodos: la descripción debe ser breve, pero lo suficientemente explícita para permitir la eventual reproducción de los resultados. El diseño experimental indicará el número de sujetos involucrados en el estudio, número de mediciones en cada caso. Se incluirá información precisa de los análisis estadísticos aplicados y cómo se expresan los resultados. - Resultados. En esta sección se describirán los logros sin discutir su significado. El autor debe presentar evaluaciones cuantitativas de sus resultados, siempre que sea posible hacerlo, e información acerca de la variabilidad y significación estadística de los resultados obtenidos. Los datos deben presentarse en tablas o figuras, sin repetir en el texto los datos que aparecen en ellas. - Discusión. Esta debe ser clara, enfatizando aspectos novedosos e importantes del estudio y la conclusión que emerge a partir de ellos. El autor centrará la discusión en la interpretación de los resultados logrados en el estudio, contrastándolo con los obtenidos por otros autores en temas afines. - Agradecimientos. Aquí se debe indicar la fuente de financiamiento y los agradecimientos a personas que hayan realizado una contribución importante al estudio, y que autoricen – mediante carta – mencionar su nombre en la publicación. Referencias Todas las publicaciones citadas en el texto deberían ser presentadas en una lista de referencias, siguiente al manuscrito. Las referencias serán dadas de acuerdo a la Normas ISO 690 (1987) recursos impresos y Norma ISO 690-2 (1997) recursos electrónicos. En el texto, referir al apellido del autor (sin iniciales) y año de publicación; ejemplo, “Como Peterson (1993) ha mostrado que...” o “Esto concuerda con resultados obtenidos más tarde (Kramer, 1994)”. Para dos autores utilizar &. Para más de dos autores, usar et al. en el texto. La lista de referencias debería ser arreglada alfabéticamente por nombre de autores. El manuscrito será cuidadosamente chequeado para asegurar que el nombre de los autores y fechas correspondan exactamente a las de la lista de referencia. Biografía Pequeña reseña curricular de los autores podrá ser incorporada a continuación de la referencia bibliográfica Fotografías, Gráficos, Figuras y Tablas Las fotografías y gráficos, recibirán la denominación de figuras, siendo citadas en el texto en orden correlativo. Se reproducirán en blanco y negro, siempre que reúnan características de contraste brillo y nitidez. Tablas y cuadros recibirán la denominación de tablas y deben estar citadas en el texto y presentadas en orden correlativo. 104 105 Mayores antecedentes respecto al contenido de esta revista, dirigirse a: Revista Ingeniería Industrial Universidad del Bío-Bío Avda. Collao 1202 Casilla 5-C, 4081112, Concepción – Chile Teléfono: (56-41) 3111159 Fax: (56-41) 3111021 [email protected] www.revistaingenieriaindustrial.cl 106
Download