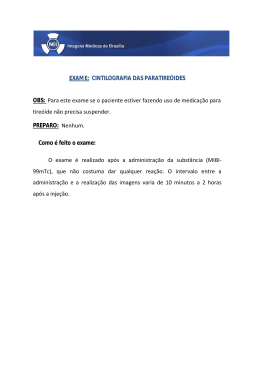
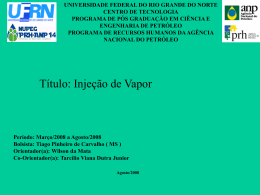
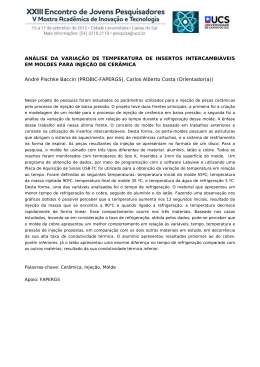
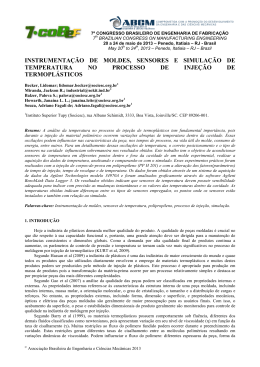
NOTAS DE INJEÇÃO CÁLCULO DA FORÇA DE FECHAMENTO (ESCOLHA DA MÁQUINA) Escolha da máquina A escolha do tipo de máquina, é uma operação muito delicada que envolve uma série de considerações fundamentais como: peça a produzir e os meios usados (material, molde, tempos máquina). Quando a máquina for dedicada a uma monoprodução, é obvio que a escolha dos dados significativos resulta em um maior empenho. A escolha do modelo é determinada através de quatro parâmetros fundamentais: - Força de fechamento necessária. - Dimensões físicas do molde. - Curso da placa móvel. - Volume do material a injetar. Figura 8.1 - Percurso do fluxo, espessura e área de projeção Página 1 NOTAS DE INJEÇÃO Para determinar o exato valor da força de fechamento, é necessário conhecer dois dados: • Projeção da área da figura na placa de injeção. • Valor da pressão média exercida pelo material em fase de injeção, este último dado depende de uma série de variáveis, como: - Tipo de material usado. - Temperatura do material fundido. - Temperatura do molde. - Características da figura a obter: - Espessura das paredes (variável de ponto a ponto). - Tamanho e tortuosidade do percurso do fluxo. - Grau de acabamento das paredes internas da cavidade. O cálculo da pressão média, pode ser efetuado utilizando diagramas oportunamente estudados, com o seguinte procedimento: • Cálculo do percurso do fluxo: o tamanho do percurso do fluxo (Lf) é a distância entre o ponto de injeção e o ponto da figura mais distante do eixo. • Cálculo da relação do fluxo: é a relação entre o tamanho do percurso do fluxo (Lf) e a espessura média (S) das paredes da peça a injetar. Exemplo: Com Lf = 150mm e S = 1,5mm, a relação Lf/S resulta: ܨܮൗ = 150 = 100 [ ] ܵ 1,5 Utilizando o diagrama, é possível calcular o valor da pressão média para a unidade de superfície. 1. Encontrar o ponto de interseçcão entre a curva relativa ao fluxo (nosso caso 100) e a linha relativa à espessura da parede (1,5): reportando este ponto sobre o eixo das ordenadas, se verificará o valor da pressão média (Pm). Página 2 NOTAS DE INJEÇÃO 2. A força de fechamento da máquina resultará: = ݂ܨ ݒܽܿܰ ∗ ܯܭ ∗ ܯܲ ∗ ܲܣ 1000 Onde: Ff = Força de fechamento expressa em toneladas (t). AP = Área projetada em cm² de projeção da figura sobre a placa móvel da injetora. PM= Pressão Média de injeção obtida através do diagrama abaixo em bar. Km = constante relativa ao tipo de material usado, onde o valor é: Km = 1 para PA, PE-HD, PE-LD, PS Km = 1,5 para SAN, ABS, CA, POM, SB Km = 2 para PC, PMMA, PPO, PVC Ncav= Número de cavidades do molde. NOTA: Aumentar de 10-15% o valor da força de fechamento calculado, até obter uma suficiente margem de segurança. Figura 8.2 - Diagrama para o cálculo da pressão média do molde Página 3 NOTAS DE INJEÇÃO Outra verificação a ser executada, está relativa ao peso injetável: conhecendo o peso estimado da peça a produzir, necessita verificar a capacidade de plastificação do grupo de injeção. O dado do catálogo, geralmente fornece o volume injetável e o valor do peso referente ao poliestireno. Em ambos os casos, é necessário conhecer o material usado, pois na transformação para quente, os materiais variam de densidade, que não são idênticas de material para material. Utilizando a tabela seguinte, é possível retirar diretamente o máximo peso injetável, partindo do volume de injeção contido no catálogo. Supondo, por exemplo, a verificação da capacidade de injeção de uma máquina, se o material usado for acetato de celulose (CA): 1. Verificando o volume injetável da máquina (por exemplo, uma máquina Série OTTO-AT de 270 toneladas, com parafuso injetor de 65mm, um grau de injeção com volume de 863cm³). 2. Multiplica-se o valor fornecido pelo catálogo, por uma constante relativa ao material usado (no caso 1,02, valor retirado da tabela); o valor obtido (10735 x 1,02 = 10950 gramas) é a máxima injeção em acetato de celulose. PS ABS SAN SB CA CAB PA PC PE PMMA POM PP 0,91 0,88 0,88 0,90 1,02 0,97 0,91 0,97 0,71 0,94 1,15 0,73 PVC Rig. 1,12 PVC Flex. 1,02 Outras verificações são relativas à passagem disponível entre as colunas, para permitir a montagem do molde, e o curso da placa móvel, a fim de garantir a extração do produto. Neste caso, observar no catálogo, as dimensões necessárias para esta verificação. Página 4
Baixar