Arni Carlos Prass
INDICADORES DE DESEMPENHO NO PROCESSO
DE PRODUÇÃO DE PEÇAS INJETADAS
Taubaté – SP
2005
Arni Carlos Prass
INDICADORES DE DESEMPENHO NO PROCESSO
DE PRODUÇÃO DE PEÇAS INJETADAS
Monografia
apresentada
para
obtenção
do
Certificado de Especialização pelo Curso de
Especialização em MBA Gerência de Produção e
Tecnologia do Departamento de Economia,
Contabilidade, Administração e Secretariado
Executivo da Universidade de Taubaté.
Orientador: Prof. M.Sc. Paulo Cesar C. Lindgren
Taubaté – SP
2005
Arni Carlos Prass
INDICADORES DE DESEMPENHO NO PROCESSO DE PRODUÇÃO DE
PEÇAS INJETADAS
UNIVERSIDADE DE TAUBATÉ, TAUBATÉ, SP.
Data: _______________________
Resultado: ___________________
COMISSÃO JULGADORA
_____________________________________________ INSTITUIÇÃO
Assinatura ____________________________________
_____________________________________________ INSTITUIÇÃO
Assinatura ____________________________________
_____________________________________________ INSTITUIÇÃO
Assinatura ____________________________________
Dedico este trabalho à minha esposa e ao meu
filho, que compreenderam e apoiaram as minhas
horas de ausência, necessárias para a conclusão
do mesmo.
Agradeço aos meus mestres que desempenharam papel fundamental para a minha
compreensão dos assuntos abordados neste trabalho.
Agradeço a meu orientador, Prof. Paulo Cesar C. Lindgren, que motivou e orientou a
conclusão deste trabalho.
Agradeço aos meus colegas de MBA, pelo privilégio da convivência e amizade
desenvolvidas durante o curso de Pós-Graduação.
PRASS, Arni Carlos; Indicadores de Desempenho de Processo de Produção de Peças
Injetadas. 2005. 48 f. Monografia (MBA em Gestão da Produção e Tecnologia) –
Departamento de Economia, Contabilidade, Administração e Secretariado Executivo,
Universidade de Taubaté, Taubaté.
RESUMO
O elevado grau de competitividade existente no ramo de transformação de
resinas termoplásticas tem exigido dos empresários uma especial atenção na forma de
gestão de seus processos. Em um ramo onde as barreiras são poucas, a busca pela
redução de custos e desperdícios deve ser a meta de todos os colaboradores. O presente
trabalho apresenta, de forma sucinta, conceitos de vários autores que auxiliam na
compreensão e na percepção da importância da aplicação de um sistema de indicadores
em um processo produtivo, capaz de auxiliar a visualização de pontos críticos do
processo e direcionar as ações corretivas tanto operacionais como estratégicas. O estudo
de caso apresenta os principais elementos do processo de moldagem de uma peça de
termoplástico injetada, assim como a estrutura de indicadores que possibilita identificar
os pontos mais críticos de perdas no processo produtivo. O estudo também permite a
visualização dos conceitos teóricos sobre o desdobramento das metas da alta
administração em indicadores e metas operacionais, apresentando, ao final, uma relação
de problemas reais que ocorreram no período estudado. O estudo não se aprofundou na
abordagem de todas as fases do ciclo de implementação de um sistema de indicadores,
principalmente devido a falta de maturidade do projeto, deixando aberta a possibilidade
de continuidade do trabalho, principalmente em tal ramo produtivo carente de material
didático formal.
Palavras-chave: Desempenho, Indicadores, Injeção, Metas, Termoplásticos.
PRASS, Arni Carlos; Performance Indicators in Injected Parts Production Process.
2005. 48 s. Monograph (MBA in Management of Production and Technology) –
Department of Economics, Accounting, Administration and Executive Secretariat,
University of Taubaté, Taubaté, BRAZIL.
ABSTRACT
The high degree of competitiveness currently existing in the branch of
thermoplastics resins transformation has demanded, from the entrepreneurs, a special
attention to the way they manage their processes. In a branch where the barriers are
quite few, the search for the costs and wastes reduction must be the target of all
employees. This work presents, in a concise way, the concepts of several writers which
help in understanding and perceiving the importance of the indication system
application in a production process, capable of helping in seeing the process critical
points and directing the corrective actions, either operational and strategic. The case
study presents the main elements of injected thermoplastic part molding, as well as the
indicators structure that allows the identification of the most critical points regarding
loss in the production process. This study also allows the visualization of the theoretical
concepts about the deployment of the high administration targets in operational targets
and indicators, presenting, at the end, a list of real problems that happened within the
timeframe of this work. The study has not deeply covered all the phases of an indication
system implementation cycle, mainly due to the lack of maturity of the evaluated
project, thus letting open the possibility of such work continuity, mainly in such a
productive branch that is needy of formal academic material.
Keywords: Performance, Indicators, Injection, Targets, Thermoplastics.
SUMÁRIO
RESUMO ................................................................................................................5
ABSTRACT .............................................................................................................6
LISTA DE FIGURAS ..........................................................................................9
1 INTRODUÇÃO ................................................................................................10
1.1 OBJETIVO DO TRABALHO............................................................................10
1.2 LIMITAÇÕES DO ESTUDO.............................................................................10
1.3 METODOLOGIA DA PESQUISA ....................................................................11
1.4 ESTRUTURA DO TRABALHO .......................................................................11
2 REVISÃO DA LITERATURA ....................................................................12
2.1 CONCEITO DE INDICADORES ......................................................................12
2.2 USO DE INDICADORES..................................................................................12
2.3 CRITÉRIOS PARA A GERAÇÃO DE INDICADORES ...................................14
2.4 COLETA DE DADOS .......................................................................................14
2.5 META................................................................................................................16
2.5.1 Estabelecimento das Metas........................................................................17
2.5.2 Desdobramento das Metas.........................................................................18
2.5.3 Ajuste das Metas .......................................................................................18
2.6 BENCHMARK e BENCHMARKING ..................................................................18
2.7 PDCA ................................................................................................................19
2.8 TITULO DO INDICADOR................................................................................21
2.9 DEFINIÇÃO DO INDICADOR.........................................................................22
2.10 ANÁLISE DOS DADOS E RESULTADOS ....................................................22
2.11 METODOLOGIA DE GESTÃO DOS INDICADORES ..................................24
2.12 FORMA DE APRESENTAÇÃO DE INDICADORES ....................................26
2.12.1 Folha de Verificação ...............................................................................26
2.12.2 Diagrama de Pareto .................................................................................26
2.12.3 Carta de Tendência .................................................................................26
3 ESTUDO DE CASO ........................................................................................28
3.1 DESCRIÇÃO DO PROCESSO..........................................................................28
3.1.1 Fechamento do Molde ...............................................................................31
3.1.2 Injeção .....................................................................................................31
3.1.3 Dosagem ...................................................................................................32
3.1.4 Resfriamento .............................................................................................32
3.1.5 Abertura do Molde ....................................................................................32
3.1.6 Extração ....................................................................................................33
3.2 RESULTADO DO PROCESSO PRODUTIVO..................................................33
3.3 SISTEMA DE INDICADORES .........................................................................34
3.3.1 Eficiência ..................................................................................................36
3.3.1.1 Desdobramento do Indicador Eficiência ...........................................36
3.3.1.2 Coleta de Dados ...............................................................................37
3.3.1.3 Relatório ..........................................................................................37
3.3.2 Rejeição Interna ........................................................................................42
3.3.2.1 Desdobramento do Indicador de Rejeição Interna.............................42
3.3.2.2 Coleta de Dados ...............................................................................43
3.3.2.3 Relatório...........................................................................................44
3.4 PROBLEMAS NO SISTEMA DE INDICADORES ..........................................45
4 CONCLUSÃO ..................................................................................... 47
REFERÊNCIAS BIBLIOGRÁFICAS ................................................... 48
Lista de Figuras
Figura 1 – Critérios Para a Geração de Indicadores......................................................15
Figura 2 – Ciclo do PDCA...........................................................................................19
Figura 3 – Definição de Indicadores ............................................................................23
Figura 4 – Máquina Injetora.........................................................................................29
Figura 5 – Unidade de Fechamento..............................................................................30
Figura 6 – Unidade Injetora .........................................................................................30
Figura 7 – Ciclo da Máquina Injetora...........................................................................31
Figura 8 – Circuito de Refrigeração .............................................................................33
Figura 9 – Diagrama de Causa e Efeito do Processo de Injeção ...................................34
Figura 10 – Diretrizes da Alta Administração ..............................................................35
Figura 11 – Exemplo de Eficiência 100% ....................................................................36
Figura 12 – Causas de Paradas de Processo .................................................................37
Figura 13 – Ficha Diária de Produção ..........................................................................38
Figura 14 – Relatório de Eficiência..............................................................................38
Figura 15 – Desdobramento das Causas de Ineficiência ...............................................39
Figura 16 – Desdobramento da Causa Setup ...............................................................40
Figura 17 – Desdobramento da Causa Moldes .............................................................40
Figura 18 – Fluxograma da Matéria Prima ..................................................................41
Figura 19 – Pareto de Perdas no Fluxo da Matéria Prima .............................................42
Figura 20 – Pareto de Perdas no Setor da Injeção.........................................................43
Figura 21 – Ficha de Acompanhamento do Produto.....................................................44
Figura 22 – Relatório de Produção das Injetoras ..........................................................45
10
1 INTRODUÇÃO
Indicadores de qualidade, indicadores do desempenho, características críticas de
produtos e processos, estas e outras expressões têm aparecido cada vez mais em
publicações, palestras e cursos relacionados a melhoria de gestão, tornando-se
vocabulário comum nas organizações. Também a necessidade de atendimento a uma
série de requisitos de mercado, leva as empresas a implementar sistemas de gestão que
exigem, na sua estruturação, visão clara e ampla de seus processos, desde seus
fornecedores até o cliente final. Ocorre que, na maioria das vezes, conceitos mal
sedimentados, certos paradigmas e uma infinidade de variáveis impedem que os
sistemas funcionem corretamente em todos os seus processos, incidindo em custos que
não podem mais ser repassados para os clientes. A necessidade do envolvimento da alta
direção, por meio do planejamento estratégico, com metas objetivas e exeqüíveis, é a
premissa para o sucesso da mudança e sobrevivência da organização, que depende do
julgamento de seus clientes para a manutenção de seus lucros. Aplicando-se uma
metodologia adequada, com um sistema ajustado para cada processo, tem-se nos
indicadores de desempenho uma fonte consistente e confiável para a tomada de decisão,
possibilitando o estabelecimento de metas desafiadoras, mas realistas, e seu
desdobramento pela estrutura da organização como um todo.
1.1 OBJETIVO DO TRABALHO
Este trabalho tem por objetivo apresentar, de forma simples e direta, os conceitos
aplicáveis ao uso de indicadores nas empresas, devidamente exemplificados por meio de
um estudo de caso envolvendo sua utilização na avaliação do desempenho da produção
de uma planta de injeção de termoplásticos, ressaltando, ainda, a importância dos
mesmos como ferramenta auxiliar no planejamento estratégico da organização.
1.2 LIMITAÇÕES DO ESTUDO
Devido a grande abrangência do assunto, este estudo se limita a explorar os
conceitos necessários para o levantamento e a apresentação de dados, não se estendendo
para os campos de análise e elaboração dos planos de ação necessários para fechar o
11
ciclo de gestão. O estudo de caso se limita a apresentar a estrutura de dois indicadores
de desempenho e seus desdobramentos, sendo que sua aplicação direta, sem as
necessárias adaptações, poderá não se revelar eficiente nos processos produtivos
destinados a outras linhas de produtos, ou inseridos em outras estruturas
organizacionais.
1.3 METODOLOGIA DA PESQUISA
A metodologia proposta neste trabalho é a pesquisa descritiva associada a um
estudo de caso. A pesquisa teve por finalidade desenvolver, esclarecer os conceitos e
idéias, proporcionando uma visão geral da importância dos indicadores de desempenho
em processos produtivos que sofrem a influência de inúmeras variáveis. A principal
razão que levou a desenvolver este tema foi a necessidade de implantação de um sistema
de indicadores no processo de produção de peças termoplásticas injetadas, relatado no
estudo de caso.
1.4 ESTRUTURA DO TRABALHO
Este trabalho foi organizado em cinco seções, distribuídas conforme a seguinte
descrição:
No capítulo 1 é realizada a apresentação dos assuntos abordados neste trabalho,
seus objetivos, a metodologia aplicada e as limitações do estudo.
No capítulo 2 são reunidas as informações sobre algumas das principais teorias
sobre indicadores.
No capítulo 3 é apresentado um estudo de caso sobre o uso de indicadores em
uma planta de produção de peças termoplásticas injetadas.
No capítulo 4 são apresentadas as conclusões do trabalho, bem como as
recomendações de trabalhos futuros sobre o tema abordado.
12
2 REVISÃO DA LITERATURA
2.1 CONCEITOS DE INDICADORES
Conforme Tadachi e Flores (1997, p.19) “indicadores são formas de
representação quantificáveis das características de produtos e processos”. São utilizados
pelas organizações para controlar e melhorar a qualidade e o desempenho dos seus
produtos e processos ao longo do tempo. O uso de indicadores está relacionado
diretamente à necessidade de gestão de desempenho, pois as características do produto
e/ou dos processos encontram-se desdobradas a partir das características da qualidade,
que são julgadas diretamente pelo cliente.
Conforme FNPQ-2001, “os indicadores de desempenho são os dados numéricos
relativos às atividades da organização que estão submetidas às metas”, e devem ser
classificados em três níveis:
Estratégico: os indicadores são usados para avaliar os efeitos da estratégia,
Gerencial: os indicadores servem para avaliar a contribuição dos setores à
estratégia e avaliar se os setores buscam a melhoria contínua de seus processos.
Operacional: Os indicadores sevem para avaliar se os processos individuais
estão sujeitos a melhoria contínua e a busca da excelência.
2.2 USO DE INDICADORES
O uso de indicadores está relacionado à necessidade de se tomar decisões sobre
fatos, garantindo-se um processo de gestão sobre as variáveis internas e externas da
organização. Os indicadores são essenciais no gerenciamento dos processos, pois, “o
que não se mede não se gerencia” (FALCONI, 1992), ou seja, o indivíduo ou os grupos
somente poderão tomar decisões sobre alguma variável se a mesma puder ser medida e
comparada com algum referencial, possibilitando, assim, a identificação dos desvios, e a
necessidade de interferência no processo, interferência esta conhecia por ação corretiva.
Dada a necessidade de se adequarem às exigências dos clientes, as empresas
buscam, mais a cada dia, obter a certificação em sistemas de gestão da qualidade. Estes
sistemas, por sua vez, enfatizam, entre os seus requisitos, a necessidade de que as
organizações implementem programas de melhoria contínua, devidamente evidenciados
13
em documentação certificável, e que, por sua vez, registrem a localização de pontos
críticos, as ações corretivas, eficiência e a eficácia das respectivas ações.
Relacionam-se abaixo alguns fatores que, conforme Tadachi e Flores (1997,
p.2), influenciam na necessidade de novos modelos de gestão, exigindo o aumento do
fluxo de informações, a descentralização das decisões, o atendimento das expectativas
dos clientes e a melhoria do processo produtivo:
•
O atual ambiente de gestão;
•
A crescente descentralização dos processos decisórios;
•
O decrescente número de níveis hierárquicos;
•
A crescente participação dos trabalhadores nas decisões e nos ganhos da
empresa;
•
A horizontalização dos fluxos de informação;
•
A crescente intensidade de informações;
•
A preocupação no atendimento das especificações dos clientes;
•
A maior rapidez no desenvolvimento de novos produtos;
•
A busca da melhoria contínua;
•
A crescente flexibilidade exigida dos processos; e
•
Os baixos níveis de estoque.
Tadachi e Flores (1997, p.3) também relacionam alguns aspectos fundamentais
para o uso de indicadores de desempenho (FNPQ 1995):
1. Indicadores estão intimamente ligados ao conceito da qualidade
centrada no cliente. Eles devem ser gerados a partir das necessidades e
expectativas dos clientes, traduzidas através das características da
qualidade do produto ou serviço, sejam tangíveis ou não.
2. Indicadores possibilitam o desdobramento das metas do negócio, na
estrutura organizacional, assegurando que as melhorias obtidas em cada
unidade contribuirão para o propósito global da organização.
3. Indicadores devem sempre estar associados às áreas de negócio cujos
desempenhos causam maior impacto no sucesso da organização. Desta
forma, eles dão suporte à análise crítica dos resultados do negócio, às
tomadas de decisão e ao planejamento.
4. Indicadores viabilizam a busca da melhoria contínua da qualidade dos
produtos e serviços e da produtividade da organização, aumentando a
14
satisfação dos seus clientes, sua competitividade e, conseqüentemente, sua
participação no mercado.
2.3 CRITÉRIOS PARA A GERAÇÃO DE INDICADORES
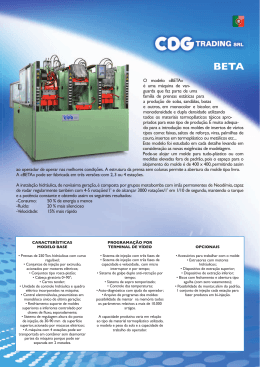
Segundo Tadachi e Flores (1997, p. 24), um indicador deve ser gerado de forma
a assegurar disponibilidade dos dados e resultados mais relevantes no menor tempo
possível e ao menor custo. A Figura 1 descreve os principais critérios para a geração de
um indicador:
2.4 COLETA DE DADOS
Conforme Schonberger (1988, p. 21) basta somente se dar um lápis ou giz ao
operador para que ele logo assuma a função de anotar distúrbios e medidas, como parte
natural de seu trabalho. Schonberger também comenta que a pessoa que realiza a coleta
dos dados estará inclinada a analisá-los, e consequentemente, a pensar em soluções
(SCHONBERGER, p. 21). Embora Schonberger simplifique o processo de coleta de
dados, é justamente nesta etapa que ocorrem muitos dos erros que comprometem
profundamente o processo de tomada de decisão. As fontes de erros nesta fase são, na
maioria das vezes, relacionadas ao fator humano, diretamente responsável pelo registro
de dados nas estações de trabalho. Para reduzir o índice de erros é importante que as
pessoas sejam envolvidas diretamente no processo de formação dos indicadores. Falconi
(1996, p.73) destaca esta importância da participação e do entusiasmo das pessoas e
sugere o uso de um indicador de “número de novas idéias” para medir o nível de
entusiasmo das pessoas da organização, pois, se não houver entusiasmo, o processo de
trabalho em equipe será um fracasso. A importa do fator humano neste processo é
reforçada na afirmação de Alan Cardec (2002, p. 12): “pessoas qualificadas, certificadas
e motivadas são o mais importante fator crítico de sucesso”.
15
Critérios
Seletividade
ou
Descrição
Capta uma característica chave do produto ou processo.
importância
Simplicidade e clareza
Fácil compreensão e aplicação em diversos níveis da
organização, numa linguagem acessível.
Abrangência
Suficientemente representativo inclusive em termos
estatísticos, do produto ou processo a que se refere:
deve-se priorizar indicadores representativos de situação
de contexto geral.
Rastreabilidade e
Permite o registro e a abrangência e a adequada
acessibilidade
manutenção e disponibilidade dos dados, resultados e
memórias de cálculo, incluindo os responsáveis
envolvidos. È essencial à pesquisa dos fatores que
afetam o indicador.
Comparabilidade
Fácil de comparar com referenciais apropriados tais
como o melhor concorrente, a média do ramo e o
referencial de abrangência.
Estabilidade e rapidez
Perene
e
gerado
de disponibilidade
padronizados,
com
base
incorporados
em
às
procedimentos
atividades
do
processador. Permita fazer uma previsão do resultado,
quando o processador está sob controle.
Baixo
obtenção
custo
de
Gerado a baixo custo, utilizando unidades adimensionais
ou dimensionais simples, tais como percentagem,
unidades de tempo, etc.
Figura 1 – Critérios Para a Geração de Indicadores
Fonte : Tadachi e Flores (1997, p.25)
A coleta de dados de nível operacional será feita diretamente pelos operadores
funcionais, onde os dados passarão pelo processo de agrupamento, até que se atinja o
nível de informação gerencial capaz de auxiliar a alta direção nas decisões estratégicas.
Para suportar o processo de planejamento estratégico, também será necessário que se
realize a coleta de dados externos, como níveis de satisfação de clientes e índice de
16
quebras dos produtos em operação. Estes dados são de obtenção mais complexa,
necessitando, na maioria das vezes, que sua coleta seja feita por empresas de
consultoria, especializadas neste tipo de tarefa. A soma dos dados externos, classificados
como ameaças e oportunidades, com os pontos fortes e os pontos fracos, internos à
própria organização, permitirá que a alta direção possa definir, estrategicamente, novas
diretrizes e metas para a empresa.
2.5 META
Em Guerreiro (1999, p.17) tem-se o resumo do pensamento de alguns autores,
explicando-se que a meta de uma organização com finalidade lucrativa é ganhar
dinheiro, sendo assim todas as decisões gerenciais deveriam ser orientadas no sentido de
ajudar a empresa a atingir a sua meta: ganhar dinheiro, e que estas ações devem ser o
fator determinante para a sobrevivência da organização.
Falconi (1996, p.45) define a meta como “um ponto a ser atingido e que
proporciona a direção, que sem o mesmo não existirá o gerenciamento”.
Finalizando esta conceituação, tem-se que, conforme Tadachi e Flores (1997,
p.32) “Meta é o valor pretendido para o indicador de um produto ou processo, a ser
atingido em determinadas condições, estabelecidas no planejamento”.
2.5.1 Estabelecimento das Metas
Falconi (1996, p.177) orienta o estabelecimento de metas sob duas
responsabilidades: produtos (custo, entrega, segurança e qualidade intrínseca) e pessoas
(moral e segurança). Conforme Falconi (1992) e Tadachi e Flores (1997, p.19), é da alta
administração a responsabilidade de estabelecer as metas através do plano a longo
prazo, e este deve refletir a voz do cliente. Watson (1994, p.117) reforça a importância
da voz do cliente através de pesquisas acadêmicas de diversas fontes onde “a
compreensão de requisitos do cliente é um determinante importante do sucesso
empresarial”.
Conforme Falconi (1996, p.179) as metas devem ser estabelecidas de maneira
racional, desafiantes e que demandem grande esforço. Falconi (1996, p.177) ainda
destaca quatro fontes para o estabelecimento das metas anuais:
•
Planos de médio e longo prazo.
17
•
Análise da situação externa atual.
•
Reflexão do ano anterior.
•
Relatórios de diagnósticos.
Falconi (1996, p.186) sugere um “projeto de metas” que deve envolver desde o
responsável pela unidade até o chefe de cada seção. Onde durante o processo de
elaboração das metas deve haver muita discussão e fundamentação entre o corpo
gerencial, devido a situações contraditórias que os indicadores podem provocar.
Tadachi e Flores (1997, p.33) observam que, ao se estabelecer uma meta, devese procurar proporcionar sempre um valor crescente aos clientes, aprimorando seu
desempenho, e a mesma deve ser cuidadosamente especificada de forma a proporcionar
dados e resultados confiáveis.
Tadachi e Flores (1997) destacam seis características que deveriam ser
observadas ao se estabelecer uma boa meta:
•
Específica - a meta deve ser claramente definida.
•
Mensurável - deve ser visível e capaz de ser medida.
•
Alcançável - deverá existir uma probabilidade razoável (superior a 50%)
de alcançar a meta.
•
Resultados Orientados - a meta deverá estar relacionada com a realização
de aperfeiçoamentos, em vez de apenas aumentar a atividade (apresentar
eficácia, em vez de somente gerar esforço).
•
Prazos - deverão ser especificadas as datas e horários das realizações.
•
Envolvimento - aqueles que deverão alcançar as metas devem estar
envolvidos no seu estabelecimento.
2.5.2 Desdobramento das Metas
Conforme Tadachi e Flores (1997, p.34) as metas devem ser desdobradas até o
nível da estação de trabalho, enquanto que o resultado deverá percorrer o caminho
inverso.
Conforme Falconi (1996, p.58), o desdobramento das metas poderá ser
realizado tanto ao longo da estrutura vertical (obedecendo a hierarquia vertical) quanto
ao longo da estrutura horizontal (buscando maneiras mais eficientes de se atingir as
metas), sendo que este fluxo dependerá do tipo da organização, e destacando-se dois
métodos para o desdobramento das metas):
18
a)
Para cada meta se estabelecem medidas prioritárias e suficientes para o seu
atingimento, das quais se originam as novas metas em níveis hierárquicos
inferiores. Ex: Uma diretriz de “reduzir os custos fixos” será transformada em
meta de um nível hierárquico inferior como “reduzir as despesas administrativas
em 20% até maio de 1998”. Conforme Falconi (1996, p.60), como o modelo
parte das diretrizes, existe o risco de se perder o foco na meta e também, se a
diretriz for mal proposta, irá gerar metas e medidas inadequadas em níveis
hierárquicos inferiores.
b)
Deve-se proceder ao desdobramento em todos os níveis hierárquicos, para depois
se fazer o estabelecimento das medidas. Nesta fase ocorre sempre uma grande
discussão, necessária para que as medidas sejam ajustadas e para que se alinhem
com as medidas dos níveis hierárquicos superiores.
Para o desdobramento de metas numéricas, Falconi aconselha o uso da Análise
de Pareto, devido à facilidade de identificação dos pontos a serem desdobrados.
2.5.3 Ajuste das Metas
Falconi (1996, pg. 206) relata que o ajuste deve ser feito de forma vertical e
horizontal, envolvendo todos os níveis e departamentos. O ajuste é fundamental para
que as pessoas desenvolvam a confiança mútua e o nascimento do entusiasmo para
atingir as metas.
2.6 BENCHMARK E BENCHMARKING
Conforme Tadachi e Flores (1997, p.37) benchmark é o indicador de um
referencial de um líder reconhecido, usado para comparação, enquanto benchmarking é
a atividade de se comparar um processo com os lideres reconhecidos, inclusive de outros
ramos, para identificar oportunidades de melhoria da qualidade.
Benchmarking pode ser também definido como a busca de melhores práticas na
indústria que conduzem ao desempenho superior (Campos, 1993). Uma das formas de se
coletar informações externas é realizando-se visitas às organizações consideradas líderes
em determinadas atividades. Outras fontes de informações são: pesquisas em
19
publicações especializadas, entrevistas e contatos com clientes, profissionais e
consultores; informativos técnicos e comerciais; propagandas; ensaios e avaliações
desenvolvidos pela organização; testes de laboratórios; etc.
Conforme Watson (1994, p.4) o benchmarking é uma poderosa ferramenta de
aprendizado, mas, como ele mesmo menciona, Deming enfatiza um conselho: “adapte,
não adote”, pois assim como não há duas empresas iguais, os métodos de uma não são
integralmente transferíveis para outra.
2.7 PDCA
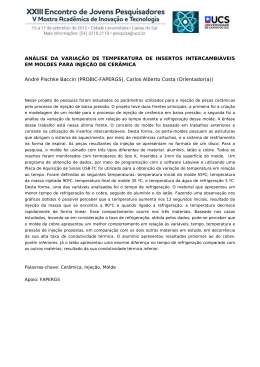
O método PDCA, foi desenvolvido na década de 1930 pelo americano Shewhart,
mas foi Deming seu maior divulgador, por isto é também conhecido como o Ciclo de
Deming ou ciclo da melhoria contínua (FALCONI, 1992). Neste sentido a análise e
medição dos processos é relevante para a manutenção e melhoria dos mesmos,
contemplando inclusive o planejamento, padronização e a documentação destes.
Figura 2 - Ciclo PDCA
20
O PDCA pode ser dividido em 4 fases principais conforme mostra a Figura 2, as
quais também podem ser relacionadas a gestão dos indicadores.
a. P (Plan = Planejar)
Definir o que se quer, planejar o que será feito, estabelecer metas e definir os
métodos que permitirão atingir as metas propostas.
No caso de desenvolvimento de um Sistema de Indicadores, esta atividade pode
corresponder ao Planejamento do Sistema.
b. D (Do = Executar)
Tomar-se a iniciativa, educar, treinar, implementar, executar o planejado
conforme as metas e métodos definidos.
No caso de desenvolvimento de um Sistema de Indicadores, esta atividade pode
corresponder ao Desenvolvimento e Uso do Sistema.
c. C (Check = Verificar)
Verificar-se os resultados que se está obtendo, verificar continuamente os
trabalhos para ver se estão sendo executados conforme planejados.
No caso de desenvolvimento de um Sistema de Indicadores, esta atividade pode
corresponder aos Testes, Análise das Informações Geradas e Avaliação da Qualidade do
Sistema.
d. A (Act = Agir)
Fazer-se correções de rotas, caso necessário, tomar ações corretivas ou de
melhoria, caso tenha sido constatada na fase anterior a necessidade de se corrigir ou
melhorar processos.
No caso de desenvolvimento de um Sistema de Indicadores, esta atividade pode
corresponder aos Ajustes, Implementações e Continuidade do Sistema.
21
2.8 TITULO DO INDICADOR
Conforme Tadachi e Flores (1997, p. 49) o indicador deve ter um título que
permita identificar sua aplicação. A seguir, têm-se alguns exemplos de títulos,
classificados por tipo chave:
Para indicar a satisfação, retenção e insatisfação de clientes:
•
Percentual de clientes satisfeitos com o atendimento;
•
Razão entre o número de queixas e de vendas realizadas;
•
Taxa de variação do número de clientes;
Para indicar a participação no mercado e desenvolvimento de novos mercados:
•
Percentual de participação no mercado;
•
Percentual de novos produtos nas vendas;
Para indicar o desempenho de produtos:
•
Taxa de falhas
•
Percentual de entregas no prazo;
•
Custo unitário do produto;
•
Taxas de falhas dos produtos da concorrência;
Para indicar o desempenho operacional e financeiro, processo global,
operacional:
•
Proporção de desperdícios;
•
Energia gasta por unidade produzida;
•
Produção média diária;
•
Tempo médio de produção;
•
Taxa de utilização da capacidade instalada;
Para indicar o desempenho de sub-processo, operacional:
•
Percentual de erros na emissão de faturas;
•
Giro de estoque;
•
Tempo médio da concepção para o lançamento de novos produtos;
22
Para indicar o desempenho de processo global, financeiro:
•
Custo unitário de produção;
•
Margem de lucro;
•
Índice de liquidez;
•
Taxa de retorno sobre o capital;
Para indicar o desempenho de fornecedores:
•
Proporção de unidades recebidas com defeitos;
•
Percentual de produtos recebidos no prazo;
•
Variação do preço médio;
Para indicar o índice de satisfação dos funcionários:
•
Percentual de funcionários envolvidos em projetos de melhoria;
•
Taxa de absenteísmo;
•
Taxa de rotatividade ;
•
Taxa de freqüência de acidentes.
2.9 DEFINIÇÃO DO INDICADOR
Conforme FPNQ-2001, os indicadores devem estar relacionados aos fatores
críticos de sucesso, representados por relação ou taxa, fáceis de serem comparados com
referenciais externos.
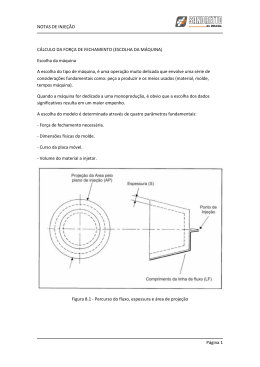
Conforme Tadachi e Flores (1997, p.54), a definição de um indicador está
relacionada ao seu método de cálculo, geralmente traduzido para uma expressão
matemática. A Figura 3 apresenta alguns exemplos de definições de indicadores,
agrupados segundo as formas de apresentação dos resultados.
2.10 ANÁLISE DE DADOS E RESULTADOS
A análise consiste em extrair dos dados o seu mais amplo significado para apoiar
a avaliação do progresso, auxiliando as tomadas de decisão nos vários níveis da empresa
23
TITULO
DEFINIÇÃO
FORMA
-Percentual de pacotes
- (Quantidade de pacotes
danificados.
danificados/Quantidade total de
-Margem de lucro.
pacotes despachados) x 100.
-Percentual de clientes
- (Lucro / vendas no período) x 100. percentual
satisfeitos com o tempo de
- (Quantidade de entrevistados
entrega.
satisfeitos com o tempo de entrega
Proporção ou
da encomenda / Quantidade de
entrevistas no período) x 100.
-Entrega média diária.
- (Quantidade de encomendas
entregues/ Quantidade de dias do
Relação entre
-Pacotes danificados por dia.
período).
dois fatores
-Consumo de combustível por
- (Quantidade de pacotes
distintos.
encomenda.
danificados / Quantidade de dias no
período).
- (Combustível gasto / Quantidade
de encomendas entregues no
período).
-Variação de Vendas
{(Vendas no ano/Vendas no ano
Taxa
anterior)x100}-100
variação.
de
Figura 3 - Definição dos Indicadores.
Fonte: Adaptado de Tadachi e Flores (1997, p.55).
assim como e revisão do planejamento de curto e longo prazo. A análise deve abordar o
nível e a tendência dos resultados em relação à meta, assim como a comparação dos
resultados em relação à meta, referenciais externos ou internos da organização, e uma
projeção com os resultados futuros. Além disso, devem ser investigadas correlações e
relações de causa e efeito entre os indicadores. É importante também analisar o nível e a
tendência de forma conjunta, e não isoladamente.
Ao identificar deficiências no processo ou no produto, a análise deve ser
aprofundada, buscando as causas do efeito indesejado. Para isto é preciso utilizar tanto
24
os resultados quanto os dados do processo, levando-se em consideração que o efeito
pode ser em função de várias causas inter-relacionadas.
2.11 METODOLOGIA DE GESTÃO DE INDICADORES
A metodologia escolhida para a gestão dos indicadores dependerá da estrutura e
complexidade da organização. Falconi, em seu livro Gerenciamento Pelas Diretrizes,
insere a gestão dos indicadores dentro do contexto da melhoria contínua aplicando o
método PDCA, já visto no item 2.7..
Tadachi e Flores (1997, p.66) resumem a gestão de indicadores em seis fases, as
quais coincidem, em alguns aspectos, com as fases do ciclo PDCA utilizado por Falconi.
1 – Preparação:
•
Criar a cultura e clima adequado para medições, desafios e melhorias.
•
Formar a equipe de desenvolvimento, com conhecimentos de indicadores
e sistemas de informação, gerentes e pessoal envolvidos nos processos.
•
Estabelecer os propósitos da organização com relação ao sistema de
indicadores.
•
Planejar o contato com cientes, com base em diagnósticos e ações
passadas.
2 - Definição das características, dos indicadores e das metas:
•
Realizar pesquisa orientada para conhecer o mercado e os clientes.
•
Traduzir as necessidades e expectativas dos clientes, desdobrar as
características do produto e do processo, desenvolver os indicadores e
estabelecer as metas de nível superior,observando os objetivos e
estratégias da organização e referenciais de comparação.
•
Desdobrar indicadores e as metas na estrutura organizacional.
•
Selecionar aqueles mais importantes para o uso no dia-a-dia.
3 - Desenvolvimento do sistema de informação:
•
Escolher a técnica de medição.
25
•
Identificar as fontes de dados.
•
Eliminar os indicadores inviáveis, ou difíceis de operacionalizar.
•
Desenvolver ou aprimorar as metodologias para coleta e processamento,
análise e uso dos dados e resultados.
•
Verificar a consistência do sistema.
4 - Medição e análise dos dados e resultados:
•
Coletar e processar os dados.
•
Analisar os dados e os resultados, envolvendo a gerência e sua equipe.
•
Procurar reduzir o ciclo de acesso e análise dos indicadores.
5 - Uso dos dados e resultados:
•
Disponibilizar tabelas, gráficos, relatórios, mapas, etc.
•
Analisar criticamente os dados e resultados.
•
Vincular os dados e resultados às decisões e ações.
•
Utilizar os resultados na revisão do planejamento.
•
Medir o uso dos dados e resultados.
6 – Ciclo de avaliação e melhoria:
•
Avaliar a abrangência dos indicadores com relação aos propósitos da
organização, sua aplicação nas tomadas de decisão e no planejamento.
•
Aprimorar o sistema de indicadores. O enfoque deve ser sempre o da
melhoria e depois o da medição, de forma que a medição esteja vinculada
ao progresso.
•
Reconhecer o mérito das pessoas que contribuíram para a melhoria.
26
2.12 FORMA DE APRESENTAÇÃO DE INDICADORES
2.12.1 Folha de Verificação
As folhas de verificação são ferramentas de fácil compreensão, usadas para
responder a pergunta “com que freqüência certos eventos acontecem?”. A construção da
folha de verificação envolve as seguintes etapas:
a) Estabelecer exatamente qual evento esta sendo estudado. Todos
devem estar observando a mesma coisa.
b) Definir sobre o período durante o qual os dados serão coletados.
c) Construir um formulário claro e de fácil manuseio.
d) Coletar os dados consistentemente e honestamente. Certificar-se de
haver tempo para a tarefa de coleta de dados.
2.12.2 Diagrama de Pareto
O diagrama de Pareto é uma forma de gráfico da barras verticais que permite
determinar quais problemas resolver e qual a prioridade. O diagrama de Pareto ajuda a
dirigir a atenção e os esforços para problemas verdadeiramente importantes, tendo,
geralmente, melhores resultados se os esforços forem direcionados para as barras mais
altas do gráfico (FALCONI, 1992).
2.12.3 Carta de Tendência
Cartas de tendência são empregadas para representar dados visualmente.
São utilizadas para monitorar um sistema, a fim de se observar, ao longo do tempo, a
existência de alterações na média esperada.
São ferramentas simples de se construir e utilizar: Os pontos são marcados no
gráfico à medida que estejam disponíveis. É comum a sua utilização em ocorrências
como: paradas de máquina, refugos, produção, etc.
27
O perigo no uso da carta de tendência é encarar todas as variações dos dados
como importantes. A carta de tendência deve ser usada para chamar a atenção para
mudanças realmente vitais no sistema.
Por exemplo, quando se monitora qualquer processo, é esperado que se encontre
certa quantidade de pontos acima e abaixo da média. Porém, quando nove pontos
aparecerem em apenas um lado da média, isto indica um evento estatístico não usual e
que houve variação na média. Estas mudanças devem ser sempre investigadas. Se a
causa da variação é favorável, deve ser incorporada ao processo. Caso contrário, ela
deve ser eliminada.
Um tipo alternativo de modelo que pode ocorrer é uma série de seis pontos
sucessivos, ascendentes ou descendentes. Não se espera que tais modelos ocorram
devido a variações aleatórias, mas sim devido a uma mudança importante, sendo então
necessária a sua investigação.
Tendo revisado os conceitos mais importantes para a adequada avaliação da
propriedade da aplicação da metodologia de indicadores de desempenho em atividades
fabris, passa-se, a partir do capítulo subseqüente, à apreciação do estudo de caso
referente ao tema abordado neste trabalho, visando, sobretudo, a exemplificação da
teoria estudada em uma empresa de fabricação de peças termoplásticas injetadas,
comparando-se o que foi tratado em teoria com o que se implementou na prática.
3 ESTUDO DE CASO
3.1 DESCRIÇÃO DO PROCESSO
O processo de injeção tratado neste estudo constitui na moldagem de uma resina
termoplástica em um molde, realizada por máquinas injetoras. Para se realizar a
moldagem de um termoplástico há a necessidade de uma estrutura complexa, composta
de vários elementos:
•
Máquina injetora;
•
Molde;
•
Sistema de resfriamento para a água usada para controlar a temperatura
do óleo da injetora (para máquinas hidráulicas ou hibridas);
•
Sistema de refrigeração para a água do molde;
•
Técnico em processo de moldagem de termoplásticos;
•
Local adequado.
Dependendo do tipo de produto, tipo de matéria-prima ou tamanho dos moldes,
podem ser necessários outros equipamentos, como:
•
Ponte rolante para a movimentação dos moldes;
•
Sistemas robotizados para a extração das peças;
•
Sistemas de controle de temperatura para as câmaras quentes dos moldes;
•
Sistemas de controle de temperaturas para o molde;
•
Sistemas de alimentação automática de matéria prima;
•
Sistemas de desumidificação de matéria prima.
O entendimento do processo de moldagem de um termoplástico pode ser
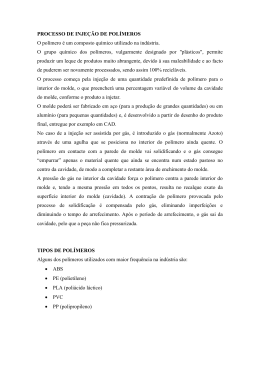
concentrado basicamente no entendimento do funcionamento da máquina injetora, que é
um equipamento complexo, constituido por vários componentes mecânicos, hidráulicos,
pneumáticos, elétricos e eletrônicos. A máquina injetora pode ser basicamente dividida
em duas partes: unidade de fechamento e unidade de injeção, conforme mostra a Figura
4.
29
UNIDADE DE FECHAMENTO
UNIDADE DE INJEÇÃO
Figura 4 - Máquina Injetora.
1) Unidade de Fechamento: A unidade de fechamento é composta por uma
prensa, que tem a função de manter o molde fechado durante a transferência da resina
para a cavidade do molde, e fazer os movimentos de abertura e fechamento
possibilitando a extração da peça. O tamanho da unidade de fechamento será definido
de acordo com o tamanho do molde, e a de força de fechamento exigida pela peça. As
máquinas mais utilizadas no mercado podem variar de 50 até 3000 toneladas de força de
fechamento.
Dependendo da tecnologia, a máquina poderá ter em sua unidade de fechamento
agregados outros dispositivos auxiliares como: extrator hidráulico, extrator pneumático,
acionamentos de machos, etc. A Figura 5 mostra uma unidade de fechamento com suas
principais partes.
2) Unidade de Injeção: A unidade de injeção é responsável pela fase de dosagem
ou plastificação da resina, tem como seu principal componente o conjunto de
plastificação, composto pelo cilindro de plastificação e o fuso de plastificação, que são
envolvidos por uma série de resistências que aquecem o conjunto para possibilitar o
amolecimento da resina.
O fuso de plastificação, ou rosca, quando acionado faz o transporte da resina do
funil, até a ponta do cilindro, é nesta fase que acontece o amolecimento e a
homogeneização da resina termoplástica. O material que foi armazenado na ponta do
cilindro será transferido para dentro da cavidade do molde na fase de injeção, quando o
fuso avança, movimentado pelo pistão de injeção ou, em máquinas elétricas, pelo motor
elétrico, conforme a figura 6.
30
PLACA DE ANCORAGEM
ARTICULAÇÃO
AJUSTE DE ALTURA DO
MOLDE
ACIONAMENTO DO
FECHAMENTO
PLACA FIXA
PLACA MÓVEL
Figura 5 - Unidade de Fechamento
FUNIL DE ALIMENTAÇÃO
MOTOR DE DOSAGEM
CILINDRO DE PLASTIFICAÇÃO
RESISTÊNCIAS DE
AQUECIMENTO
FUSO DE
PLASTIFICAÇÃO
MOTOR DE INJEÇÃO
Figura 6 - Unidade Injetora
O processo de injeção de uma peça ocorre de forma cíclica, onde tempos
e fases dependem da complexidade dos equipamentos utilizados e do formato do
produto. As fases de ciclo básico de moldagem estão ilustradas na Figura 7.
31
EXTRAÇÃO
ABERTURA DO MOLDE
FECHAMENTO DO MOLDE
6
5
1
2
4
INJEÇÃO
3
RESFRIAMENTO
DOSAGEM
Figura 7 – Ciclo da Máquina Injetora.
3.1.1 Fechamento do Molde
Esta fase caracteriza o início do ciclo, é comandado pelo operador ao fechar a
porta no ciclo semi-automático, ou pelo sinal de extração quando em ciclo automático.
Durante o curso de fechamento da placa móvel da máquina, as velocidades e pressões
são ajustadas de forma a reduzir ao máximo o tempo desta fase. No ajuste de
velocidade, deve ser dada atenção especial no final do fechamento, quando ocorre o
contato das faces do molde, este ponto é definido como o curso de proteção do molde,
onde a pressão e velocidade devem ser reduzidos para evitar choques e possíveis danos
entre as partes do molde.
3.1.2 Injeção
Após o completo fechamento, a máquina libera a execução do ciclo seguinte que
é o preenchimento da cavidade do molde, onde pressões e velocidades podem ser
ajustadas de forma escalonada, compactando o material na melhor condição técnica
possível. Após o preenchimento da cavidade a pressão de injeção é reduzida iniciandose o recalque, esta etapa da injeção evita que o material sob pressão dentro da cavidade,
ainda na forma viscosa, retorne para o cilindro. A fase de injeção (preenchimento e
32
recalque) é a mais importante para a qualidade estrutural do produto, pois pressões,
velocidades e temperaturas irão influenciar diretamente na qualidade física do produto.
3.1.3 Dosagem
Esta fase se caracteriza pela plastificação (aquecimento, amolecimento e
homogeneização) da resina, que ocorre durante o transporte da matéria-prima, do funil
até a ponta do cilindro, onde já deverá estar na forma viscosa, pronta para ser transferida
para a cavidade. Na fase de plastificação também é definido o volume de material a ser
transferido para o molde, sendo que este volume é estipulado pela própria condição da
peça. Para que ocorra o amolecimento do material, o cilindro é aquecido por meio de
resistências elétricas a uma temperatura que pode ser ajustada conforme a necessidade
de processo adequado para cada tipo de resina (por exemplo, a temperatura para o
Polietileno é igual a 220oC, enquanto que para a Poliamida 6 é igual a 280oC).
3.1.4 Resfriamento
O resfriamento, ou cristalização, da resina inicia-se logo após o final da injeção.
Para que o material se cristalize o mais rápido possível, os moldes são providos de
sistemas de refrigeração onde, normalmente, é utilizada água resfriada, para permitir a
troca de temperatura entre molde e o material que está sendo moldado. Em tecnologias
mais avançadas os moldes são construídos com ligas de metais que permitem uma
rápida absorção do calor da resina, dispensando sistemas de refrigeração acessórios.
3.1.5 Abertura do Molde
A abertura do molde acontece para que a peça possa ser extraída, sendo o
movimento controlado por ajustes de velocidade e pressão, os quais permitem manter
uma baixa velocidade no início da abertura, passando-se para uma velocidade maior na
posição intermediária e, novamente, reduzindo-se a velocidade para a parada completa
da placa e a retirada da peça.
33
ENTRADA DE ÁGUA
FRIA
SAIDA DE ÁGUA
QUENTE
Figura 8 - Circuito de Refrigeração
3.1.6 Extração
Esta fase se caracteriza pela expulsão ou retirada da peça do molde. O modo de
extração irá mudar conforme o tipo de peça e a tecnologia do molde ou da máquina. A
extração da peça pode ser feita em modo manual, onde o operador abre a porta e retira a
peça do interior do molde, sendo que este modo de operar a máquina é conhecido como
semi-automático. No modo automático, a peça é retirada do molde sem a interrupção do
ciclo, fazendo-se uso de dispositivos mecânicos, pneumáticos, hidráulicos ou mesmo de
robôs. Geralmente o ciclo automático é o mais recomendado, devido a menor variância
induzida no processo.
3.2 RESULTADO DO PROCESSO PRODUTIVO
O processo de injeção de termoplásticos evoluiu rapidamente nos últimos anos,
principalmente devido a sua versatilidade e possibilidade de eliminação de processos
intermediários, produzindo, de forma cíclica e ininterrupta, grandes volumes de peças
que tanto podem ser desde baldes, para uso doméstico, como peças técnicas, a exemplo
do painel de instrumentos de um automóvel.
Neste estudo não se vai estipular o processo de produção de produto específico,
pois no processo de moldagem por injeção, na maioria dos casos, os efeitos têm causas
comuns. Na Figura 9 pode ser visto um diagrama com as principais causas de variação
no processo.
34
Temperatura do Cilindro
Velocidade de Plastificação
Contra-Pressão
Velocidade de Injeção
Pressão de Injeção
Pressão de Recalque
MÁQUINA
Temperatura da Cavidade
Temperatura do Macho
MOLDE
MATÉRIA PRIMAS
MEIO AMBIENTE
Índice de Fluidez
Umidade
Temperatura
Umidade
Sujeira
P
R
O
D
U
T
O
Figura 9 – Diagrama de Causa e Efeito do Processo de Injeção
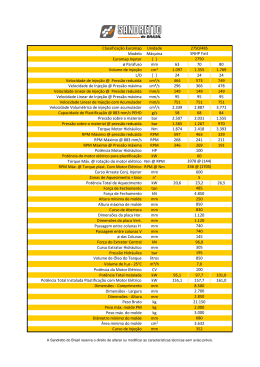
3.3 SISTEMA DE INDICADORES
A necessidade de implementar um sistema de indicadores de desempenho surgiu
desde o início da operação, justamente para se visualizar os resultados do processo
produtivo, um dos principais objetivos dos sócios-fundadores da empresa.
A necessidade de certificação nos sistema de gestão da qualidade introduziu
uma série de mudanças na organização, onde a sistemática de coleta, análise e
divulgação dos resultados necessitou ser aprimorada e devidamente documentada. Na
Figura 10 ilustram-se os diversos indicadores de desempenho adotados para todas as
operações da empresa, assim como as metas anuais estabelecidas pela alta
administração, sendo destacados os dois indicadores mais importantes para este
trabalho, pois se constituem na principal referência para a avaliação dos resultados da
área de produção.
35
UNIDADE DE
METAS
MEDIDA
ANUAIS
N°
PROCESSO
1
ANALISAR MERCADO
1.1
Venda em kg
kg
1.2
Satisfação dos Clientes
%
2
VENDER
2.1
PPM de Devoluções Clientes
2.2
Retrabalho nos Clientes
3
FINANCEIRO
3.1
Custo de Matéria Prima/Produção
3.2
Giro Anual de Estoque
4
SUPRIR
4.1
Giro Anual de Estoques Matéria-Prima
4.2
Fretes Extras
5
PRODUZIR
5.1
Eficiência
%
85,00
83,24
87,30
81,50
5.2
Rejeição Interna
%
2,20
3,20
2,85
1,92
6
MANUTENÇÃO
6.1
Consumo de Energia Elétrica
6.2
Manutenibilidade TMER Máquinas
7
ENTREGAR
7.1
Credibilidade de Entrega
%
7.2
Gastos Extras com Frete.
R$
9
QUALIDADE
9.1
Custos da Qualidade
R$
9.2
Custos da Não Qualidade
R$
10
COMUNICAÇÃO
10.1
Jornal Interno
Mensal
10.2
Quadros de Gerenciamento Visual
Mensal
11
RH / TREINAMENTO
11.1
Total de Horas de Treinamento
11.2
Absenteísmo
Figura 10 - Diretrizes da Alta Administração
3.3.1 Eficiência
nov./03 dez/03 jan./04
PPM
%
%
Giros
Giros
R$
kW//h / kg
h
h/ Func.Ano
%
36
Neste estudo, a eficiência na produção de um lote de peças depende da
quantidade de peças que deveria ser produzida em um determinado tempo de operação
da máquina, comparada com um ciclo padrão, estipulado com a máquina trabalhando
sem interrupções (conforme exemplificado na Figura 11).
PADRÂO
Peça
PRODUZIDO
Ciclo (s) Número de Peças Hora Quantidade
AA1234
45
80
Tempo (h)
800
10
Eficiência
100%
Figura 11 – Exemplo de Eficiência 100%.
Considerando o exemplo da Figura 11, o tempo de 45 segundos corresponde ao
tempo total da moldagem da peça, ou ciclo real de moldagem, que depende das
características da peça, molde e outras variáveis. Neste exemplo a máquina trabalhou
10 horas sem nenhuma interrupção, gerando uma eficiência de 100%. Esta condição,
infelizmente, ainda é uma utopia nos processos de injeção conhecidos, pois existem
inúmeras interrupções influenciadas por diversas causas, tanto imprevisíveis, como
quebras de equipamento, assim como previsíveis, como setup ou manutenções
preventivas. As interrupções no processo aumentam o tempo de produção do lote
gerando um ciclo médio para a peça produzida (tempo de produção do lote em segundos
/ número de peças produzidas). A diferença entre o ciclo médio e o ciclo real da peça é a
ineficiência do processo.
3.3.1.1 Desdobramento do Indicador Eficiência.
Para desdobrar o indicador de eficiência, utilizamos a técnica do Brainstorming,
que definiu as principais causas de interrupção de funcionamento da máquina injetora
conforme mostra a Figura 12. Nesta fase houve muita discussão para definir as causas
primárias, evitando o excesso de itens a serem medidos, diminuindo a probabilidade de
erros no preenchimento das fichas de coleta de dados.
CAUSAS DE INTERRUPÇÃO DA PRODUÇÃO
37
1
Quebra de Máquina
2
Quebra de Molde
3
Quebra de Equipamentos Periféricos
4
Troca de Molde (Setup)
5
Largada e Aquecimento
6
Falta de Matéria Prima
7
Falta de Operador
8
Falta de Energia Elétrica
9
Paradas Programadas
10 Falta de Pedido
Figura 12 - Causas de Paradas de Processo
3.3.1.2 Coleta de Dados
A coleta de dados é realizada pelo próprio operador que utiliza a Ficha Diária de
Produção para registrar os tempos de paradas de máquinas, com as devidas causas,
conforme a figura 13. As causas foram traduzidas em códigos para poderem ser
lançados diretamente no sistema de gerenciamento informatizado. No campo descrição
o operador também lança a descrição do fato para futura análise e reflexão das variáveis
e possível necessidade de criação de novos indicadores.
3.3.1.3 Relatório
Após serem lançados os dados no sistema, é possível obter relatórios que
demonstram, de forma numérica, os principais fatos do processo produtivo. A Figura 14
apresenta um exemplo de um relatório de eficiência, onde pode ser identificado o
percentual de tempo que cada variável impactou na ineficiência do processo. È
importante ressaltar que a eficiência somente irá considerar as horas produzidas, não
considerando como ineficiência de processo máquinas paradas por falta de vendas.
Os valores do relatório são transportados para um gráfico de Pareto, mostrado na
Figura 15, onde se torna possível a fácil visualização das principais causas de
interrupção do processo produtivo.
38
FICHA DIÁRIA DE PRODUÇÃO
DESCRIÇÃO DAS PARADAS DE PROCESSO
CÓDIGO INÍCIO FIM
DESCRIÇÃO
4
08:00
09:00
Troca de molde
1
13:15
16:45
Vazamento pistão
9
18:30
19:30
Jantar
Figura 13 – Ficha Diária de Produção.
RELATÓRIO GLOBAL DE EFICIÊNCIA
TOTAL DE HORAS DISPONÍVEIS
4350,00
100,00%
TOTAL DE HORAS PRODUZIDAS
3450,00
79,31%
TOTAL DE FALTA DE PEDIDO
900,00
20,69%
TOTAL DE QUEBRAS DE MÁQUINA
95,3
2,76%
TOTAL DE QUEBRAS DE MOLDES
123,5
3,58%
TOTAL DE QUEBRAS DE EQUIPAMENTOS PERIFÉRICOS
41,4
1,20%
TOTAL DE TROCAS DE MOLDES
215,3
6,24%
TOTAL DE LARGADAS E AQUECIMENTOS
53,4
1,55%
TOTAL DE FALTA DE MATÉRIA-PRIMA
0
0,00%
TOTAL DE FALTA DE OPERADOR
0
0,00%
TOTAL DE FALTA DE ENERGIA ELÉTRICA
10,35
0,30%
TOTAL DE PARADAS PROGRAMADAS
99
2,87%
TOTAL DE HORAS IMPRODUTIVAS
638,25
18,50%
Do total de 79,31% tem-se as seguintes causas de ineficiência :
Eficiência Resultante:
Figura 14 - Relatório de Eficiência
81,50%
39
6,24%
3,58%
%
2,76%
1,55%
1,20%
s
ut
ro
O
Pe
ri f
ér
ic
os
qu
ec
.
La
rg
.A
M
áq
ui
na
M
ol
de
s
Se
tu
p
0,30%
Figura 15 – Desdobramento das Causas de Ineficiência.
O setup é fator crítico no caso estudado, pois as mudanças de mercado tornaram
esta parte do processo o maior fator de ineficiência da produção. A diminuição das
quantidades injetadas aumentou o ciclo médio da maioria das peças, aumentando assim
o seu custo direto e consequentemente, gerando menor competitividade no mercado. No
processo de desdobramento, a causa setup se torna efeito de atividades, que agora,
merecem especial atenção e esforços em ações que possibilitem a redução dos tempos
ou na eliminação da tarefa, com possíveis automatizações. Mas ao mesmo tempo em
que se buscam soluções, um grande paradoxo se cria, pois com a existência de
ociosidade, os ganhos obtidos não se mostram eficazes, inibindo investimentos e
desmotivando os times de melhoria.
A Figura 17 representa o desdobramento da causa molde, que se torna o efeito de
três causas de interrupção do processo. Neste caso está identificada a quebra de moldes
por causas mecânicas. Para transformar este indicador em efeito, existe um trabalho
sendo feito na busca de novos indicadores que apontem uma possível solução.
Possivelmente, em breve, existirá um novo Pareto identificando partes mecânicas do
molde com maiores índices de quebra ou possíveis modificações na sistemática de
manutenção preventiva.
40
38,89%
27,78%
Setup
Moldes
Máquina
Ligar as
Mangueiras
16,67%
Larg. Aquec.
Periféricos
Aquecimento
Fixação Molde
Outros
8,89%
7,78%
Transporte
Molde
Preparação
Máquina
Figura 16 - Desdobramento da Causa Setup
Setup
Moldes
%
67,21%
Máquina
Larg. Aquec.
Periféricos
Outros
25,26%
7,53%
Manut. Mecânica
Manut. Elétrica
Figura 17 - Desdobramento da Causa Moldes
Manut. Hidráuica
41
Estoque
Danos Embalagem
Contaminação
Movimentação
Danos Embalagem
Contaminação
Preparação
Armazenagem
Injeção
Decoração e
Montagem
Estoque de Produto
Acabado
Figura 18 - Fluxograma da Matéria-Prima
Danos Embalagem
Contaminação
Erro de Formulação
Defeito no Desumidificador
Contaminação
Erro na Identificação
Troca de Cor
Ajustes de Máquina
Processo/Máquina
Contaminação Água/Óleo
Extração
Acabamento
Contaminação
Erro na Identificação
Quedas
Prazo de Validade
42
3.3.2 Rejeição Interna
Em nosso estudo a rejeição interna é considerada como sendo toda a matéria
prima processada que não se tornou em produto vendável, ou que foi destinada a
reciclagem. As fontes de perdas foram identificadas conforme o fluxo do processo
apresentados na figura 18, localizada na pagina anterior. Embora o estudo de
brainstorming tenha identificado as áreas de perda de matéria prima, o gráfico de Pareto
indica, de forma numérica, onde devem ser concentrados os maiores esforços, conforme
mostra a Figura 19 .
% PERDA DE MATÉRIA PRIMA
0,5
0,3
0,2
0
0
Estoque de
Produto
Acabado
Armazenagem
Estoque
Movimentação
Decoração
Montagem
Injeção
6
Preparação
%
93
Figura 19 - Pareto de Perdas no Fluxo da Matéria-Prima
3.3.2.1 Desdobramento do Indicador de Rejeição Interna
A causa Injeção, se torna efeito de seus desdobramentos apresentados na Figura
20 , possibilitando outros desdobramentos. Neste caso existe a indicação que poderá as
variáveis no processo ainda é o grande gerador de perdas de matéria prima, mas uma
43
especial atenção deve ser dada para os indicadores de troca de cor e ajustes, que são
efeitos do setup, também maior causa de ineficiência.
Rejeição no Setor Injeção
57,1
%
26,5
15,3
0,2
ão
tra
ç
Ex
en
to
ab
am
C
on
ta
0,1
Ac
m
in
aç
ão
te
s
Aj
us
C
de
a
Tr
oc
Pr
oc
es
so
or
0,8
Figura 20 - Pareto de Perdas no Setor de Injeção.
3.3.2.2 Coleta de dados
A coleta de dados de rejeição no processo de injeção é feita diretamente pelo
operador, que aponta na FAP (Ficha de Acompanhamento de Produto) as quantidades de
peças produzidas, assim como os tipos de defeitos encontrados nas peças. A FAP foi
dividida em duas partes: com campos específicos para as rejeições previsíveis
provenientes do setup, como ajustes de parâmetros e troca de cor, e campos para os
refugos não previsíveis, provenientes de variações no processo de injeção conforme
mostra a Figura 21. Esta separação torna possível agir de forma específica sobre dois
indicadores que têm causas bem distintas.
44
FAP - FICHA DE ACOMPANHAMENTO DO PRODUTO
Data
1/1/2003
2/1/2003
3/1/2003
Operador
Pedro
Maria
Ana
Turno
1
1
1
Total Produzido
680
210
680
Troca de Cor
0
22
0
Ajustes
0
5
0
Total
0
27
0
Falhada
5
8
10
Mancha
2
0
0
Rechupe
0
0
0
Deformação
0
0
0
Rebarba
0
0
0
Riscos
1
0
3
Contaminação
0
0
1
Total
8
8
14
Total Geral
8
35
14
%
1,18%
16,67%
2,06%
Figura 21 – Ficha de Acompanhamento de Produto
3.3.2.3 Relatório
O relatório de consumo de matéria-prima está estruturado de forma que
possibilite visualizar as quantidades de peças produzidas e rejeitadas na estação de
trabalho, convertidas em quilogramas de matéria-prima, com base no peso médio de
cada peça. Este relatório é de extrema importância, pois possibilita a geração de
importantes indicadores como:
45
•
Total de peças rejeitadas no dia por máquina/molde;
•
Total de peças rejeitadas no dia por máquina/molde;
•
Total de matéria-prima consumida no dia e período;
•
Total de matéria-prima perdida no processo no dia e período.
Além destes indicadores é possível verificar a acuracidade dos dados
lançados, comparando este relatório com os relatórios de preparação de matéria-prima,
relatório de materiais moídos e relatórios de estoques de matéria-prima e de produtos
acabados.
RELATÓRIO DE PRODUÇÃO POR MÁQUINA
PRODUZIDO
REFUGO
Máquina Molde
Peso Médio
Peças
Mat.-Prima
Peças
Mat.-Prima
%
1
X11
2,6
1250
3250
43
111,8
3,44%
2
Y22
0,96
1420
1363,2
31
29,76
2,18%
3
Z33
0
0
0
0
0
4
AA1
1,65
1600
2640
8
13,2
0,50%
5
BC2
0,63
720
453,6
12
7,56
1,67%
TOTAL
4990
7706,8
94
162,32
2,11%
TOTAL NO MÊS
59880
92481,6
1410
2820
3,05%
Figura 22 – Relatório de Produção das Injetoras
3.4 PROBLEMAS ENCONTRADOS NO SISTEMA DE INDICADORES
A implantação de uma nova sistemática de trabalho representou mudanças
comportamentais em toda a estrutura, observou-se que um sistema de indicadores não
deve ser visto somente como a aplicação de uma ferramenta, mas sim, como um
processo de mudança cultural. A possibilidade dos indicadores serem entendidos como
representantes da ineficiência das pessoas, e não dos processos, sempre esta presente, e
dependendo deste indicador, que deveria ser possível de mensurar, pode-se retardar o
sucesso do projeto. Abaixo é relatada uma série de problemas no sistema de indicadores
que auxiliam no entendimento da importância de preparação da estrutura humana da
46
organização, para que as informações sejam estruturadas de forma a possibilitar o
estabelecimento de metas e ações que possam refletir na melhoria contínua dos próprios
indicadores.
•
Erros na contagem de refugos. Em algumas situações apontadores não
registraram peças defeituosas para não comprometer o resultado do setor.
•
Não consideração de lotes “não-conformes” no índice de rejeição por erros de
informação.
•
Preenchimento de campos errados, como rejeição de processo x rejeição por
troca de cor.
•
Troca de códigos de manutenção por códigos de setup.
•
Não colocação de meta nos desdobramentos de causas.
•
Perda de documentos de registros de dados.
•
Não participação de todas as pessoas nas reuniões de avaliação de resultados.
•
Estabelecimento de metas inatingíveis por dependerem ações de custos
elevados.
•
Estabelecimento de metas inatingíveis por dependerem de ações de outros
setores. Ex. reduzir índice de setup com ociosidade de ocupação de máquinas
de 40%.
•
Erro no estabelecimento de responsabilidade, exemplo: produção ser
responsável pelo indicador de ocupação de máquinas.
47
4 CONCLUSÃO
A implementação de qualquer sistema que vise atender as novas tendências de
gestão, requer planejamento e envolvimento da alta administração, assim como exige
níveis gerenciais, não só o domínio sobre as ferramentas necessárias para
implementação de novas sistemáticas de trabalho, mas a capacidade de liderança para os
processos de mudança necessários na implementação de qualquer processo que atinja a
estrutura cultural da empresa. No caso estudado houve a preocupação dos níveis
gerenciais de estruturarem uma sistemática de indicadores que pudesse atender às
exigências das normas de gestão da qualidade, mas a falta de experiência, associada às
diretrizes imaturas, fizeram com que o trabalho fosse realizado também sem o
envolvimento dos níveis operacionais, o que gerou uma série de problemas que
interferiram no processo de implementação.
Consideramos que o objetivo deste trabalho foi atingido, pois possibilitou a
compreensão de todos os erros e dificuldades encontrados no caso estudado, assim como
auxiliou na compreensão da importância do fator humano localizado nas funções
operacionais, pois é na estação de trabalho que está a fonte das informações que irão
direcionar as ações corretivas nos níveis gerenciais e estratégicos, assim, a coleta de
dados nestes pontos devem ser simples, objetiva e na linguagem das pessoas que estão
responsáveis pela tarefa.
Com o tempo foi possível observar que o entusiasmo mencionado pelos autores
Falconi, Tadachi e Flores, Watson e Kardec estava realmente relacionado com o índice
de problemas no sistema de indicadores, conforme lista mostrada na página anterior.
Sugestões para trabalhos no processo de termoplásticos:
PDCA – Gestão da Qualidade;
DOE – Método de Experimentos;
FMEA – Análise de Falhas Potenciais;
TPM – Manutenção Produtiva;
Ferramentas Motivacionais.
REFERÊNCIAS BIBLIOGRÁFICAS
TADACHI, N.T., e FLORES, M.C.X. Indicadores da Qualidade e do Desempenho.
1ª.ed. Rio de Janeiro: Qualitymark, 1997. 100p.
KARDEC, A., FLORES, J. e SEIXAS, E. Gestão Estratégica e Indicadores de
Desempenho. 1ª.ed. Rio de Janeiro: Qualitymark, 2002. 98p.
FALCONI Campos, V. Gerenciamento Pelas Diretrizes (Hoshin Kanry). 2ª.ed. Belo
Horizonte: Fundação Cristiano Ottoni, 1996. 334p.
FALCONI Campos, V. TQC Controle da Qualidade Total (No Estilo Japonês), 1ª.ed.
Belo Horizonte: Fundação Cristiano Ottoni. 1992. 229p.
SCHONBERGER, Richard J. Fabricação Classe Universal. 1ª.ed. São Paulo: Pioneira,
1988. 261p.
WATSON, Gregory H. Benchmarking Estratégico. 1ª.ed. São Paulo: Makron, 1994.
284p.
GUERREIRO, Reinaldo. A Meta da Empresa – Seu Alcance Sem Mistérios. 1ª.ed. São
Paulo: Atlas. 1996. 133p.
COSMO, Severiano F. Produtividade e Manufatura Avançada. 1ª.ed. João Pessoa:
UFPB. 1998. 284p.
BOFFI, Sandra A. N. O. Análise dos Indicadores de Desempenho das Unidades
Estratégicas de Negócios: Uma Aplicação de Caso. Taubaté, 2004. Monografia de
Especialização MBA Gerência Empresarial e Negócios – Universidade de Taubaté,
Taubaté, 2004.
FPNQ - Fundação Para o Premio Nacional da Qualidade. Planejamento do Sistema de
Medição do Desempenho Global – Relatório do Comitê Temático. Rio de Janeiro:
Fundação Para o Premio Nacional da Qualidade. 2001. 96p.
Baixar