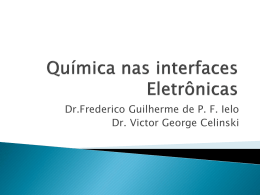
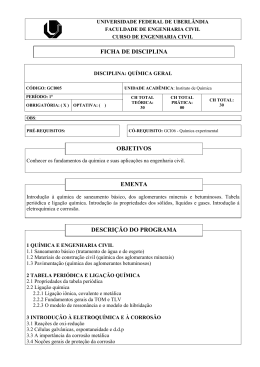
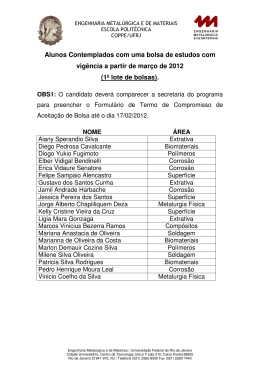
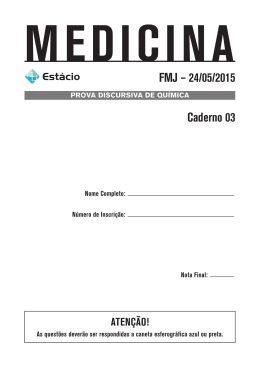
Sair 6ª Conferência sobre Tecnologia de Equipamentos CORROSÃO EM TUBULAÇÕES DE COBRE UTILIZADAS PARA CONDUÇÃO DE ÁGUA Sidney Oswaldo Pagotto Júnior, Zehbour Panossian, Silvia V. Neves de Freitas DIVISÃO DE METALURGIA - INSTITUTO DE PESQUISAS TECNOLÓGICAS DO ESTADO DE SÃO PAULO S.A. Valdecir Angelo Quarcioni, Fabiano Ferreira Chotoli DIVISÃO DE ENGENHARIA CIVIL - INSTITUTO DE PESQUISAS TECNOLÓGICAS DO ESTADO DE SÃO PAULO S.A. 6°° COTEQ Conferência sobre Tecnologia de Equipamentos 22°° CONBRASCOR – Congresso Brasileiro de Corrosão Salvador – Bahia 19 a 21 de agosto de 2002 As informações e opiniões contidas neste trabalho são de exclusiva responsabilidade dos autores. Sair 6ª Conferência sobre Tecnologia de Equipamentos SINÓPSE Nos últimos anos, foram constatados vários casos onde a corrosão localizada em tubos de cobre originou vazamentos e sérios problemas aos seus usuários. Este trabalho apresenta dois casos recentes de corrosão em tubos de cobre utilizados em redes de chuveiros automáticos para combate a incêndio (sprinklers ) estudados pelo Laboratório de Corrosão e Tratamento de Superfície do IPT. Para tal, realizou-se um amplo levantamento bibliográfico, ensaios e análises nos materiais colhidos nos dois casos e ensaios de simulação realizados em Laboratório, cujos resultados iniciais também serão apresentados. Concluiu-se que a corrosão na rede de sprinklers dos casos estudados foi determinada pelo uso excessivo de fluxo de solda de características agressivas durante a montagem da rede, somado à presença de sujidades remanescentes no interior da tubulação de cobre e a condiç ão de estagnação da água. Através dos ensaios de simulação, constatou-se que a aplicação de fluxo de solda em excesso causa um aumento significativo nos teores de íons cloreto, zinco, amônia, ferro e sólidos dissolvidos na água de abastecimento retida no interior da tubulação. Palavras chaves: tubulação de cobre, sprinklers , corrosão, fluxo de solda, sujidades Sair 6ª Conferência sobre Tecnologia de Equipamentos 1. INTRODUÇÃO O cobre é um material amplamente utilizado nos mais variados campos da atividade humana, basicamente devido a sua capacidade de associar uma boa resistência a corrosão a propriedades mecânicas desejáveis. Uma utilização comum do cobre é na confecção de tubos para a condução de água. Neste caso, é usual seu emprego no transporte de água potável e em redes de chuveiros automáticos para combate a incêndio ( sprinklers ). Nos últimos anos, o Laboratório de Corrosão e Tratamento de Superfície do IPT estudou vários casos onde a ocorrência de corrosão localizada em tubos de cobre originou vazamentos que acarretaram sérios problemas aos seus usuá rios. Recentemente, foram estudados dois casos de falhas em redes de sprinklers , causados por uso excessivo de fluxo de solda, a saber: • caso “A”: ocorrido em um prédio comercial de 25 andares, localizado na cidade de São Paulo que utilizava tubos de cobre na rede de sprinklers e na rede de água potável. Decorridos 4 anos da instalação das tubulações de cobre, a rede de sprinklers apresentou vazamentos em diferentes andares do prédio, não sendo constatados problemas na rede de água potável; • caso “B”: ocorrid o em um prédio de 12 andares, também localizado na cidade de São Paulo que também utilizava tubos de cobre na rede de sprinklers e na rede de água potável. Decorridos 2 anos da instalação da tubulação de cobre, foi constatada a ocorrência de furos localizados na posição horizontal da rede de sprinklers , não sendo constatados problemas na tubulação de água potável. Este trabalho tem por objetivo apresentar estes dois casos práticos, nos quais as falhas na tubulação de cobre foi causada por uso excessivo de fluxo de solda, juntamente como os resultados parciais dos ensaios de simulação em laboratório que estão em andamento. 2. CASOS DE FALHA EM TUBULAÇÃO DE SPRINKLERS 2.1 Metodologia Os dois casos de falha estudados ocorreram na rede de sprinklers , determinando a ocorrência de vazamentos devido a perfuração dos tubos. Para determinar as causas das falhas ocorridas nestes dois edifícios, foram coletadas diversas amostras, a saber: • caso “A”: tubos de água potável, da rede de sprinklers e amostras de água, colhidas em diferentes pontos; e • caso “B”: tubos da rede de sprinklers 1. No caso “A”, foram efetuados os seguintes ensaios e análises: • nos tubos: exame visual, exames metalográficos dos tubos da rede de sprinklers e de água potável, análise química qualitativa dos elementos presentes nos produtos de corrosão por energia dispersiva, via microscópio eletrônico de 1 Neste caso, apenas as amostras da tubulação da rede de sprinklers foram fornecidas pelo Cliente, assim como os resultados da análise química da água, efetuada por terceiros. Sair 6ª Conferência sobre Tecnologia de Equipamentos • varredura e análise química para determinação dos compostos presentes nos produtos de corrosão por difratometria de raio -X; na água: análise química da água retida no interior da tubulação da rede de sprinklers e da caixa d’água, que entra na tubulação de sprinklers . Para o caso “B”, foram efetuados os seguintes ensaios e análises: • nos tubos: exame visual, exames metalográficos dos tubos da rede de sprinklers , análise química qualitativa dos elementos presentes nos produtos de corrosão dos tubos por energia dispersiva, via microscópio eletrônico de varredura e análise química para determinação dos compostos presentes nos produtos de corrosão por difratometria de raio -X.; • na água: neste caso, já havia sido trocada a água no interior da tubulação da rede de sprinklers deste prédio. A água retirada foi enviada para análise química pelos responsáveis do edifício, sendo uma cópia dos resultados fornecida posteriormente. Foram, ainda, realizados alguns ensaios preliminares, visando avaliar o efeito da presença do fluxo de solda no tubo de cobre, e ensaios de simulação, que estão em andamento. 2.1 Exames visuais Nos exames visuais realizados no caso “A”, foi possível observar no interior da tubulação de água potável a presença de uma camada de produtos de corrosão esverdeados. Já no interior dos tubos da rede de sprinklers foram encontrados outros tipos de depósitos, de diferente coloração (brancos, amarelos e pretos), além de pontos de corrosão localizada. também foi constatada a presença, nos tubos de condução de água potável e na tubulação de sprinklers , de restos do fluxo de solda utilizado durante a instalação da tubulação. Ao analisar uma das amostras da tubulação de sprinklers , verificou-se um fato importante: o material que escorreu da gota de fluxo deixou um rastro branco (resíduos de fluxo mais produtos de corrosão) na região central do tubo. Já na extremidade desta tubulação de sprinkler, no ponto onde o mesmo foi soldado ao cotovelo, verificou-se a presença de corrosão localizada (Figura 1). Provavelmente neste ponto houve acúmulo de resíduos de fluxo de solda, o que causou a corrosão. Nos exames visuais realizados no caso “B”, verificou-se no interior da tubulação de sprinklers a presença de uma camada de produtos de corrosão de cor escura, com pontos onde havia a presença de produtos de corrosão esverdeados e, freqüentemente, pites. Além disto, foi possível observar a presença de manchas no interior da tubulação, formadas a partir do arraste de material que ficou retido no interior da tubulação após a sua instalação, tal como fluxo de solda. Uma fato importante pode ser observado: os produtos de corrosão esverdeados formaram-se nas extremidades laterais das manchas, onde foram encontrados vários pites (ver Fotografia 2). 2.2 Análise metalográfica A análise metalográfica realizada nas seções transversais dos tubos de cobre da rede de sprinklers, tanto para o caso “A“ como para o caso “B“, apresentaram regiões com corrosão localizada e a formação de pites perfurantes. Sair 6ª Conferência sobre Tecnologia de Equipamentos 2.3 Análise por energia dispersiva Analisando as amostras do caso “A” por energia dispersiva, através do microscópio eletrônico de varredura, foi possível constatar a presença de picos elevados dos seguintes elementos: oxigênio, cobre, magnésio, alumínio, silício, fósforo, chumbo, estanho, enxofre, cloro, ferro, cálcio e zinco. Destes, destacam-se o cloro e o zinco, provavelmente oriundos do fluxo de solda utilizado no processo de soldagem da tubulação, uma vez que é muito comum a adição de cloreto de zinco e amônia em fluxos de solda. No caso “B”, as amostras coletadas apresentaram picos elevados para os mesmos elementos, com exceção do zinco, que não foi detectado. Isto é uma evidência de que o fluxo de solda utilizado neste caso não continha cloreto de zinco, mas apenas cloreto de amônia. 2.4 Análise por difratometria de raio-X Na análise por difratometria de raio -X realizada nas amostras do caso “A”, verificouse a presença de óxido de cobre (I e II), material não-cristalino (provavelmente resíduo do fluxo de solda) e silicato de cálcio hidratado, indício da presença de restos de cimento no interior da tubulação. Na análise por difratometria de raio-X realizada nas amostras do caso “B”, os principais produtos de corrosão encontrados nos produtos de corrosão presentes no interior da rede de sprinklers eram compostos por óxidos, sulfatos e carbonatos de cobre, além de, possivelmente, cloreto de cobre. A formação de um composto a base de cloro (cloreto de cobre) pode ser explicada pela presença do elemento cloro no fluxo de solda, conforme já constatado nas análises por energia dispersiva realizadas. 2.4 Análise química da água colhida Em relação ao caso “A”, foram analisadas as seguintes amostras: • água retirada de um sprinkler do 24o andar; • água retirada de um sprinkler do 13o andar; e • água retirada na saída da caixa d’água. Os resultados obtidos estão apresentados na Tabela 1. Verificou-se que a água retida no interior dos sprinklers apresentou um pH mais ácido (6,7 e 7,8) do que a água proveniente da caixa d’água (8,3). Uma hipótese para explicar a diminuição do pH seria a presença de restos do fluxo de solda na tubulação, pois o mesmo apresenta um caráter ácido, justamente para remover óxidos que estejam presentes nos conjuntos metálicos a serem soldados. Além do valor do pH, verificou-se ainda que: • a água colhida nos sprinklers apresentou uma concentração de amônia maior que a água da caixa d’água. A presença de amônia deve estar relacionada com a presença de fluxo de solda, visto que, conforme já citado no item 2.3, é muito comum a adição de cloreto de zinco e amônia o fluxo de solda; • a água colhida no sprinkler do 13o andar apresentou maior teor de sulfatos e menor teor de íons cloreto, em comparação com a água colhida na água da caixa d’água. Não se conseguiu identificar uma razão para tal. Em relação ao caso “B”, conforme já citado anteriormente, não foi possível obter amostras da água que ficou retida na tubulação, pois a rede de sprinklers havia sido totalmente esvaziada. Assim, para que este aspecto pudesse ser analisado, foi Sair 6ª Conferência sobre Tecnologia de Equipamentos fornecida uma cópia do laudo técnico emitido pela empresa responsável pelas análises químicas na água coletada antes do esvaziamento da rede. Estas amostras foram coletadas em quatro pontos distintos, a saber: • Ponto A: água fria coletada no hidrômetro; • Ponto B: água fria coletada na caixa d’água; • Ponto C: água quente coletada em um ponto de consumo; e • Ponto D: água fria coletada na rede de sprinklers. Os resultados obtidos encontram-se na Tabela 2. A partir destes resultados, verificou-se que a água coletada na rede de sprinklers (Ponto D) apresentou uma dureza total inferior à dureza da água nos demais pontos coletados (A, B e C), além de menores teores de íons cloreto, sílica solúvel, sulfatos e sólidos totais dissolvidos. A água coletada no ponto D apresentou, ainda, um maior teor de cobre total e de turbidez. 3. ENSAIOS EM LABORATÓRIO 3.1 Ensaios preliminares Conforme descrito no item 2.1, foi observada a presença de manchas no interior das amostras da rede de sprinklers coletadas, em ambos os casos. Após avaliar a aparência deste material nas amostras analisadas e considerando que a análise por energia dispersiva indicou a presença de cloro nestas manchas, concluiu-se que tais produtos seriam restos do fluxo de solda utilizado no processo de soldagem. Assim, decidiu-se pela realização de alguns ensaios e análises exploratórios, de maneira a verificar se a presença de resíduos de fluxo de sold a interferiu no processo corrosivo. Desta forma, foram adquiridos no mercado dois fluxos de solda, de diferentes fabricantes, sendo escolhidas amostras dos produtos mais comumente vendidos pelas lojas especializadas. No rótulo de uma das amostras, havia a indicação da presença de cloreto de zinco e amônia na composição do fluxo. Outro dado importante era a observação, também no rótulo, de que após a soldagem as superfícies metálicas deveriam ser limpas, para evitar uma corrosão posterior. Com estes dois fluxos foi realizado o seguinte ensaio: foram cortados dois corpos-de-prova de tubo de cobre, com cerca de 50 mm de comprimento cada. Estes corpos-de-prova foram desengraxados e decapados em ácido nítrico, de maneira a limpar a sua superfície. A seguir, foi realizado o seguinte procedimento: • depositou-se, na superfície interna dos dois corpos-de-prova, certa quantidade de fluxo de solda “A” e “B”; • os dois corpos-de-prova foram aquecidos, de forma a derreter o fluxo, simulando um processo de soldagem comumente utilizado em processos desta natureza. Após o resfriamento dos corpos-de-prova, estes foram analisados com o auxílio do microscópio eletrônico de varredura, de maneira a se identificar os elementos presentes em cada uma deles. Verificou-se, pelos resultados obtidos, a presença de cloro e zinco nos produtos de corrosão formados nos dois corpos-de-prova ensaiados. Estes resultados confirmam a hipótese de que o cloro, detectado nas análises por energia dispersiva, é proveniente do fluxo de solda utilizado. Sair 6ª Conferência sobre Tecnologia de Equipamentos Para verificar o efeito da aplicação do fluxo de solda no processo corrosivo, foi realizado outro ensaio: foram cortados cinco corpos-de-prova de tubo de cobre, com cerca de 50 mm de comprimento cada. Estes corpos-de-prova foram desengraxados e decapados em ácido nítrico, de maneira a limpar a sua superfície. A seguir, foi realizado o seguinte procedimento: • depositou-se, com o auxílio de um bastão de vidro, certa quantidade de fluxo de solda “1” na superfície interna de dois corpos-de-prova. Um dos corpos-deprova foi aquecido, de forma a derreter o fluxo, simulando um processo de soldagem. O outro corpo-de-prova não foi aquecido; • repetiu-se este procedimento, para outros dois corpos-de-prova, utilizando-se o fluxo de solda “2”; • no quinto e último corpo-de-prova, nenhum fluxo foi colocado. Após aguardar o resfriamento dos corpos-de-prova que foram aquecidos, cada um deles foi colocado em um béquer contendo cerca de 200 mL de água potável. No exame visual, realizado pouco tempo após sua imersão, foi verificado que: • o corpo-de-prova no qual não havia sido aplicado o fluxo de solda apresentava um escurecimento homogêneo em toda sua superfície interna 2; • os corpos-de-prova nos quais havia sido aplicado o fluxo de solda sem aquecimento já apresentavam mudança na coloração de sua superfície interna. Na região central, permaneceu uma certa quantidade de fluxo de solda nãoderretido; • os corpos-de-prova nos quais havia sido aplicado o fluxo de solda com aquecimento também apresentavam mudança na coloração de sua superfície interna, além de pequenos depósitos claros. Não era possível observar a presença de restos do fluxo de solda. Passados trinta dias de sua imersão, um novo exame visual foi realizado: • o corpo-de-prova no qual não havia sido aplicado o fluxo de solda apresentava uma camada de produtos de corrosão escuros cobrindo de maneira uniforme a sua superfície interna; • os corpos-de-prova nos quais havia sido aplicado o fluxo de solda sem aquecimento apresentavam a superfície interna com aspecto não-uniforme. Parte de sua superfície coberta por produtos de corrosão escuros, tal como na amostra anterior. Parte da superfície interna apresentava um aspecto brilhante, sem sinais de oxidação. Na região central, havia uma certa quantidade de fluxo de solda não derretid o, que apresentava um tom esverdeado; • os corpos-de-prova nos quais havia sido aplicado o fluxo de solda com aquecimento também apresentavam uma superfície interna com um aspecto nãouniforme, sendo possível observar regiões com manchas claras e escuras, regiões aparentemente sem oxidação e depósitos de cor branca. Assim, verificou-se que a presença do fluxo de solda influi de maneira importante na formação da camada de produtos de corrosão na superfície interna do tubo. 2 A superfície externa não foi avaliada . Sair 6ª Conferência sobre Tecnologia de Equipamentos 3.2 Ensaios de simulação De maneira a simular a condição de instalação e utilização de uma rede de sprinklers , decidiu-se montar redes com e sem circulação de água, para duas situações distintas: em uma, o fluxo de solda foi aplicado corretamente, com uso de um pincel, evitando sua colocação em excesso. Na outra situação, o fluxo foi aplicado imergindo a ponta do tubo na lata de fluxo, o que acarretou a presença de excesso de fluxo retido no interior da tubulação. Todas as operações de soldagem foram executadas por um soldador experiente, sendo a superfície a ser soldada preparada com uso de palha de aço, procedimento comumente utilizado. Desta forma, foram montados 4 redes: • rede 1: tubos de cobre soldados corretamente, sem excesso de fluxo, com circulação de água; • rede 2: tubos de cobre soldados corretamente, sem excesso de fluxo, sem circulação de água; • rede 3: tubos de cobre soldados incorretamente, com excesso de fluxo, com circulação de água; e • rede 4: tubos de cobre soldados incorretamente, com excesso de fluxo, sem circulação de água. A água utilizada no preenchimento da tubulação foi analisada, sendo a rede mantida fechada por 30 dias. Ao final deste período, a água que ficou retida nas redes 2 e 4 foi recolhida e enviada para análise, de forma a comparar os resultados desta análise com os resultados da água que foi introduzida no início do ensaio (ver Tabela 3). De acordo com estes resultados, verificou-se um aumento significativo no teor de íons cloreto, zinco, amônia, ferro e sólidos dissolvidos nas amostras de água analisadas após os 30 dias de ensaio. O aumento dos teores de íons cloreto, zinco, amônia e sólidos dissolvidos foi significativamente maior na amostra de água o fluxo foi aplicado por imersão, em comparação com a amostra de água retirada da tubulação onde o fluxo foi aplicado por pincelamento. De maneira a analisar o aspecto interno das tubulações ensaiadas, foram retiradas amostras de cada uma das redes (1, 2, 3 e 4), secionando-se a seguir as amostras em sua seção longitudinal. O exame visual permitiu observar que os tubos onde houve um excesso de fluxo retido apresentavam uma maior quantidade de produtos de corrosão em sua superfície interna. Também foi possível observar a presença de pontos de corrosão avermelhados, com restos de material similar a palha de aço utilizada no preparo da junta a ser soldada Uma análise por energia dispersiva, realizada nos produtos de corrosão formados no interior dos tubos ensaiados, constatou a presença dos elementos cloro e zinco em todas as amostras analisadas (redes 1, 2, 3 e 4). Embora tenha sido constatada a presença de cloro e zinco nos produtos de corrosão, não foi verificada a presença de pites nestas amostras. Isto pode ser explicado pelo curto período de ensaio (30 dias). Está prevista a retirada de amostras com um prazo maio r, quando então poderá ser verificado em quais redes houve o desenvolvimento de pites. Na análise realizada nos produtos de corrosão avermelhados, constatou-se a presença do elemento ferro, confirmando a hipótese que o material ali encontrado é proveniente da palha de aço utilizada no preparo da superfície para junção da tubulação. Sair 6ª Conferência sobre Tecnologia de Equipamentos 4. ANÁLISE DOS RESULTADOS 4.1 Casos de corrosão Nos exames visuais realizados nas amostras do caso “A”, a olho desarmado, foi possível observar a presença de produtos de corrosão esverdeados nos tubos de água potável. As amostras retiradas dos sprinklers não apresentavam esta camada, encontrando-se, porém, outros tipos de depósitos na forma de diferente coloração (brancas, amarelas e pretas), além de pontos de corrosão localizada. Também foi possível constatar a presença, tanto nos tubos de condução de água potável quanto na rede de sprinklers , de restos do fluxo utilizado nas operações de soldagem da tubulação. Já nas amostras dos tubos da rede de sprinklers do caso “B”, o exame visual constatou a presença de uma camada de produtos de corrosão de cor escura, com pontos onde havia a presença de produtos de corrosão esverdeados e, freqüentemente, pites. Além disto, também foi observada a presença de restos do fluxo utilizado nas operações de soldagem da tubulação. A análise das amostras colhidas no caso “A” por energia dispersiva, através do microscópio eletrônico de varredura, constatou a presença de uma picos elevados de elementos presentes nos produtos de corrosão formados, com destaque para o cloro e o zinco, os quais tiveram a sua origem atribuída ao fluxo de solda utilizado no processo de soldagem da tubulação. Para as amostras colhidas no caso “B“, os picos dos elementos identificados foram praticamente os mesmos, com exceção ao elemento zinco, que não foi detectado. De acordo com Myiers (1994), o fato de não ter sido encontrado o elemento zinco nestas análises indica que o fluxo utilizado continha apenas cloreto de amônia. Em relação ao resíduo do fluxo de solda utilizado, a literatura (MYIERS,1994) cita que 15% a 20% dos casos de falha em tubulação de cobre são causados pelo fluxo de solda. Segundo o autor, uma vez iniciado o processo de corrosão devido ao fluxo de solda (ou ao ingrediente ativo presente no fluxo, no ca so, o cloro), a ocorrência dos pites é facilitada pela presença de oxigênio dissolvido na água, assim como pela formação de ácido hidroclorídrico dentro do pite. Outro aspecto importante abordado pela literatura em relação ao fluxo de solda se refere a seu uso em excesso. Segundo Myiers (1994), quando o instalador da tubulação imerge a ponta do tubo no fluxo de solda, ao invés de pincelar uma fina camada do produto na região da junta, pode-se esperar que o fluxo crie uma trilha de pites no sentido do escorrimento do resíduo, tal como foi observado nestes estudos. Neste caso, pode-se encontrar os pites localizados na periferia do resíduo do fluxo, conforme observado na Fotografia 2. Os pites induzidos por fluxo de solda podem, então, ser identificados por aná lise de energia dispersiva: o elemento cloro é detectado no interior dos pites, tal como foi verificado nas análises realizadas no interior dos pites analisados. Também a Norma ASTM B 828:00 faz observações importantes a respeito da maneira correta de se aplicar o fluxo de solda: deve-se aplicar uma fina camada de fluxo com o auxílio de um pincel, logo após a limpeza inicial das juntas a serem soldadas. A Norma ainda adverte que a aplicação do fluxo deve ser feita com cuidado, pois é sabido que a presença de resíduos do fluxo no interior do tubo causa corrosão e perfuração da parede do tubo logo após a rede ter sido instalada. Desta forma, verifica-se que a aplicação do fluxo de solda, quando da instalação da Sair 6ª Conferência sobre Tecnologia de Equipamentos tubulação de cobre, deve ser feita cuidadosamente, pois o excesso de fluxo é uma das causas de corrosão em tubulações de cobre. Outro aspecto importante, em relação ao fluxo, diz respeito a sua agressividade. Existe um grande número de fluxos de solda a venda no mercado, uns mais agressivos e outros menos agressivos. A utilização de um fluxo de solda menos agressivo poderia ajudar a diminuir o problema da corrosão na tubulação de cobre. Em relação à agressividade do fluxo de solda, a norma ASTM B 813:00 especifica que seu resíduo deve ser lavável e não-corrosivo, após encerrados os trabalhos de soldagem. Para verificar a sua corrosividade, esta Norma recomenda a realização de um ensaio específico. Desta forma, é possível buscar, dentre os fluxos de solda disponíveis no mercado, um fluxo com características menos-agressivas. Pelo exposto, conclui-se que a corrosão dos tubos de cobre, nos dois casos em estudo, ocorreu devido à utilização de fluxo de solda agressivo em excesso. No entanto, é importante ressaltar o fato de que, nos dois casos estudados, a tubulação de água potável dos edifícios também era composta por tubos de cobre, que não apresentaram problemas. Este fato está diretamente relacionado com a lavagem dos resíduos do fluxo. Muito provavelmente, os resíduos do fluxo utilizado na tubulação de cobre em estudo eram facilmente laváveis pela água. Esta deve ter sido a razão da não-perfuração da tubulação de água potável, pois neste caso a água circulou e removeu os resíduos do fluxo de solda, ao passo que no caso da rede de sprinklers a água ficou estagnada. A análise dos produtos de corrosão por difratometria de raio-X permitiu constatar a presença de resíduos de cimento (caso “A’) e a outras sujidades (casos “A” e “B”) na rede de sprinklers . A importância da remoção destas sujidades está diretamente ligada a formação de uma camada de óxidos de cobre com características protetoras. Sabe-se que a resistência à corrosão de uma tubulação de cobre, quando utilizada na condução de água, é garantida pela formação de uma camada uniforme, compacta e adere nte, constituída basicamente de óxido cuproso, que age como uma barreira entre o metal e o meio de exposição (água). No entanto, se esta barreira apresentar descontinuidades, ou se suas características protetoras não puderem ser mantidas, o cobre e suas ligas poderão sofrer corrosão tanto generalizada como localizada. Neste último caso, a corrosão por pite constitui uma das formas mais comuns de ataque localizado do cobre em contato com a água. De acordo com a literatura (Wagner,1990), a presença de resíduo s na superfície de da tubulação de sprinklers e uma pobre drenagem pode causar problemas de corrosão. Desta forma, como foi constatada a presença de sujidades nas amostras analisadas, pode-se concluir que a presença destes elementos na superfície interna dos tubos em estudo, nos quais a água não circulava, também contribuiu para a ocorrência de um processo de corrosão localizada no interior da tubulação de sprinklers . Além da análise dos produtos de corrosão presentes na tubulação de cobre, também foram realizadas análises químicas das amostras de água, com o intuito de verificar sua possível influência na corrosão ocorrida na rede de sprinklers . Para poder discutir a influência da água no processo corrosivo do presente estudo, convém fazer algumas considerações a respeito dos mecanismos de corrosão do cobre em contato com água potável. Sair 6ª Conferência sobre Tecnologia de Equipamentos A resistência à corrosão dos tubos de cobre em água potável está diretamente relacionada com a formação de uma camada uniforme de produtos de corrosão insolúveis. Se a água não for capaz de formar produtos de corrosão insolúveis, o cobre pode sofrer intensa corrosão generalizada. Se, por outro lado, a água for capaz de formar produtos de corrosão insolúveis, o cobre poderá apresentar um excelente desempenho, se a camada formada for compacta e uniforme, ou poderá apresentar corrosão localizada por pite, se a camada formada não for compacta e uniforme e/ou se esta camada sofrer danificação localizada. De acordo com a literatura, as características da água devem ser consideradas em função do tipo de corrosão. Assim, os parâmetros considerados para a ocorrência de corrosão generalizada são diferentes dos parâmetros correlacionados com corrosão localizada tipo pite. Também deve-se levar em conta a temperatura da água, se é fria ou quente. Para o caso de corrosão generalizada e corrosão por pite em água quente, existe um consenso sobre os parâmetros a serem considerados para verificar a agressividade da água. No entanto, há muita controvérsia quanto aos parâmetros a serem consid erados quando a corrosão é por pite em água fria, existindo inclusive autores que afirmam que esta questão não está ainda bem definida (Broo, 1997). Na realidade, a principal razão da ocorrência de corrosão por pite em água fria está relacionada com o estado da superfície do cobre antes de entrar em contato com a água. Sujidades presentes, provenientes do processo de instalação da tubulação de cobre, tais como resíduos de material de construção e metal e fluxo de solda, agem como agentes que impedem a formação de uma camada com características protetoras. Isto significa que uma mesma água pode determinar a corrosão por pite em uma tubulação e não em outra. Isto, inclusive, explica as controvérsias encontradas na literatura. A título de informação, a seguir estão apresentadas indicações dos parâmetros de água citadas na literatura que aumentam a probabilidade de ocorrência de corrosão por pite em água fria, enfatizando os casos onde há controvérsia: • a presença de cloro residual em águas tratadas de abastecime nto público favorecem a ocorrência deste tipo de corrosão (Royuela, 1993); • segundo Fisher (1995), os íons cloretos favorecem a ocorrência deste tipo de corrosão. No entanto, de acordo com a norma DIN 50:930:1993 – parte 5 e Alhajji (1996), o aumento do teor de íons cloreto diminui a probabilidade de ocorrência deste tipo de corrosão; • a presença de compostos orgânicos de natureza inibidora em água de superfície diminuem a probabilidade de ocorrência deste tipo de corrosão (Royuela, 1993); • segundo Alhajji (1996), altos teores de bicarbonato favorecem a ocorrência deste tipo de corrosão. No entanto, de acordo com a norma DIN 50:930:1993 – parte 5, a presença de bicarbonato reduz a probabilidade de ocorrência deste tipo de corrosão; • o aumento do teor de sulfato aumenta a probabilidade ocorrência deste tipo de corrosão (DIN 50:930:1993); • o aumento do teor de íons nitrato aumenta a probabilidade de ocorrência deste tipo de corrosão (DIN 50:930:1993). Sair 6ª Conferência sobre Tecnologia de Equipamentos 4.2 Ensaios em laboratório Em relação aos ensaios conduzidos em laboratório, constatou-se pelos ensaios preliminares (item 3.1) que a presença do fluxo de solda influi de maneira importante na formação da camada de produtos de corrosão na superfície interna do tubo. Este fato é, incontestavelmente, um indicativo da influência do fluxo de solda no processo corrosivo: camadas não-uniformes favorecem a ocorrência de processos corrosivos. Os resultados obtidos nos ensaios de simulação (Item 3.2) permitem afirmar que imersão da ponta do tubo na lata de fluxo e conseqüente excesso de fluxo pode vir a causar uma alteração considerável nas características da água que fica retida no interior da tubulação. Finalmente, foi constada a presença do elemento ferro, oriundo da palha de aço utilizada no preparo da superfície para soldagem, nos produtos de corrosão avermelhados presentes no interior da tubulação. 5. CONCLUSÕES Com base nos casos estudados e nos exames e análises realizados em laboratório, conclui- se que: • a corrosão constatada na rede de sprinklers dos casos em estudo foi determinada pelo uso excessivo de fluxo de solda de características agressivas durante a montagem da rede, somado à presença de sujidades remanescentes no interior da tubulação e a condição de estagnação da água no interior da rede de sprinklers; • nos ensaios de simulação, constatou-se que a aplicação de fluxo de solda em excesso causou um aumento significativo nos teores de íons cloreto, zinco, amônia, ferro e sólidos dissolvidos presentes na água de abastecimento retida no interior da tubulação; • constatou-se a presença do elemento ferro, oriundo da palha de aço utilizada no preparo da superfície para soldagem, nos produtos de corrosão avermelhados presentes no interior da tubulação. 6. REFERÊNCIAS BIBLIOGRÁFICAS MYERS, J.R.; COHEN, A. Soldering Flux-Induced pitting of Copper Water Lines. Materials Performance, USA, V. 33, n. 10, P. 62-63, 1994. ASTM B 828:2000 – Making Capillary Joints by Soldering of Copper and Copper Alloy tube and fittings. West Conshohoken, PA, USA. ASTM B 813:2000 – Liquid and Paste Fluxes for Soldering of Copper and Copper Alloys. West Conshohoken, PA, USA. WAGNER, J.; YOUNG, W.T. – Corrosion in building water systems. Materials Performance , USA, p. 40-46, 1990. BROO, A.E., BERGHULT, B., HEDBERG, T. – Copper Corrosion in drinking water distribution systems – The influence of water quality. Corrosion Science, Vol. 39, nr 6, p. 1119-1132, 1997. ROYUELA, J.J.; OTERO, E. – The assessment of short data of pipe corrosion in drinking Water – II. Copper. Corrosion Science , Vol. 34, nr 10, p. 1595-1606, 1993. Sair 6ª Conferência sobre Tecnologia de Equipamentos FISCHER, W.R.; WAGNER, D.; SIEDLAREK, H. – Microbiologically Influenced Corrosion in Potable Water Instalations – Na Eengineering Aproaching to Developing Countermeasures. Materials Performance, V. 34 p. 50-54, 1995. DIN 50 930:1993 – parte 5. Korrosionverhalten von metallischem Werkstoffen gegenüber Wasser. Berlin. ALHAJJI, J.N., REDA, M.R. - Role of solution chemistry on corrosion of copper in synthetic solutions: effect of bicarbonate ion concentration on uniform and localized attack. BRITISH CORROSION JOURNAL, 31, (2), P. 125-131 1996. 7. AGRADECIMENTOS Os autores agradecem à ELUMA S.A. INDÚSTRIA E COMÉRCIO pelo fornecimento do material (tubos e conexões) utilizado nos ensaios laboratoriais e pelo apoio técnico para a montagem das redes simulando uma rede de sprinklers . Sair 6ª Conferência sobre Tecnologia de Equipamentos TABELA 1 – Análise química na água coletada (caso “A”) Aspecto analisado Ponto de coleta da amostra Sprinkler do Sprinkler do Caixa d’água 24o andar 13o andar pH (a 24,5 o C) 6,7 7,8 8,3 Alcalinidade a fenolftaleína* 0,0 0,0 0,0 Alcalinidade ao metilorange* 24,6 29,0 34,5 Bicarbonato (HCO 3-- ), em mg/L** 30,0 35,4 42,1 Dureza total, em mg CaCO3 /L 67,1 96,4 74,0 Íons cloreto (Cl ), em mg/L 32,0 18,8 34,8 2Íons sulfato (SO 4 ), em mg/L 12,7 31,7 16,7 Cobre (Cu), em mg/L 0,2 < 0,1 < 0,1 Ferro (Fe), em mg/L <1 <1 <1 Silício (Si), em mg/L <5 <5 <5 Amônia (NH4 +), em ppm 1,7 3,5 < 1,2 * em mg CaCO3/L ** Nota: valor calculado a partir da alcalinidade ao metilorange. TABELA 2 – Análise química na água coletada (caso “B”) Aspecto analisado Ponto de coleta da amostra pH Alcalinidade total* Dureza total* Íons cloreto (Cl- ), em mg/L Sílica solúvel Sulfatos Ferro total Alumínio total Zinco total STD Cobre total Amônia (NH4 +), em ppm Turbidez Condutividade * Como mg CaCO3 /L. Unidade ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm NTU µohm A 7,6 30,0 58,0 42,6 6,50 16,94 0,01 0,02 0,01 144,1 0,01 0,0 0,28 192,2 B 8,0 30,0 60,0 56,8 6,17 19,87 0,01 0,01 0,01 158,2 0,01 0,0 0,31 211,0 C 7,61 40,0 60,0 49,7 5,46 20,58 0,01 0,0 0,0 159,7 0,36 0,0 0,33 213,0 D 7,47 40,0 26,0 35,5 0,77 7,93 0,01 0,01 0,01 127,6 2,15 0,0 1,57 170,2 Sair 6ª Conferência sobre Tecnologia de Equipamentos TABELA 3 – Análise química da água (ensaios de simulação) Ensaios Sólidos Dissolvidos, em ppm Amônia (NH4+), em ppm Ferro (Fe), em ppm Zinco (Zn), em ppm Cobre (Cu), em ppm Íons cloreto (Cl- ), em ppm Inicial 71,8 0,9 0,0 0,0 0,0 10,2 Amostra de água Rede 2 204,3 1,6 1,7 39,1 0,3 66,0 Rede 4 1252,5 10,2 0,8 439,5 0,4 542,2 2 1 1 3 Figura 1: esquema do sprinkler analisado, apresentando as regiões onde a amostra foi cortada (1), o ponto onde havia a gota de fluxo e a mancha branca (2) e onde o resíduo do fluxo se acumulou, causando a ocorrência de corrosão localizada (3). Fotografia 1: aspecto da mancha, no sentido longitudinal do tubo. Observam-se os produtos de corrosão esverdeados nas extremidades laterais desta mancha Fotografia 2: aspecto visual da região na extremidade da mancha. Observa-se a presença de produtos de corrosão esverdeados e muitos pites
Download