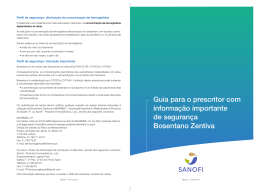
Universidade do Vale do Paraíba Faculdade de Engenharias, Arquitetura, e Urbanismo Engenharia de Materiais SÍNTESE DE HIDROXIAPATITA PARA APLICAÇÃO COMO MATRIZ DE BIOMATERIAL COMPÓSITO Aluno: Nigel Roderick Messmer Orientadores: Prof. Dr. Anderson de Oliveira Lobo Profª Drª Ivone Regina de Oliveira Apresentação: Local: Faculdade de Engenharias, Arquitetura, e Urbanismo Data: 4 de Dezembro São José dos Campos 2014 RESUMO Implantes são de grande importância pois possibilitam que pessoas que apresentam alguma incapacidade física, por motivos de doença e/ou acidente, se readéquem ao sistema produtivo. No entanto, há a necessidade de desenvolver materiais para fabricação de implantes mais adequados, unindo diferentes classes de materiais, com o intuito de otimizar as suas propriedades. Um exemplo desta tentativa é o desenvolvimento de compósitos de hidroxiapatita e nanotubos de carbono. A hidroxiapatita (HAp) é um tipo de fosfato de cálcio que possui fração mineral muito próxima à composição do osso e por isso apresenta várias vantagens como matriz para um material compósito com características de alta biocompatibilidade. Neste trabalho a hidroxiapatita foi sintetizada usando o método de precipitação aquosa que envolve a solubilização dos sais reagentes em água separadamente, processamento das soluções até um pH pré-definido, e conseguinte mistura das soluções. O objetivo foi entender os parâmetros da síntese da HAp para auxiliar futuros trabalhos com relação à confecção de compósitos com nanotubos de carbono usando hidroxiapatita como matriz. PALAVRAS CHAVE: Biomateriais, compósitos, hidroxiapatita, ultrassom. 2 ABSTRACT Implants are of great importance to people who, because of sickness or accidents, need to recuperate their productivity. However, due to the lack of a material that unites the specific qualities required for such applications, different classes of materials are brought together with an eye to creating a composite material that serves the various requisites of the application. One example of this process is the development of composites whose constituents are hydroxyapatite and carbon nanotubes. Hydroxyapatite (HAp) is a type of calcium phosphate that is very similar to the mineral fraction present in natural bone and thus presents advantages as the matrix for a composite material with high biocompatibility. In this work, hydroxyapatite was produced using the aqueous method that involves dissolving the reagents, processing the solutions to a pre-defined pH, and subsequent direct mixture of the solutions. The objective was to understand the synthesis parameters to create a coherent base for future research with respect to HAp/NTC composites. KEYWORDS: Biomaterials, composite, hydroxyapatite, ultrasound. 3 INTRODUÇÃO Para a sociedade em geral, implantes são de grande importância pois possibilitam que pessoas que apresentam alguma incapacidade física, por motivos de doença e/ou acidente, se readéquem ao sistema produtivo com as suas capacidades recuperadas. Os implantes naturais, ainda que tragam o benefício de carregar a estrutura óssea inteira, há riscos de rejeição quando o implante provém de um doador. Com relação a esta estratégia, ocorrem problemas pela falta de doadores. No caso em que o material ósseo vem do próprio paciente (implantes autólogos), o processo da retirada do material biológico acarreta danos e desconforto que vão além do problema original gerador da intervenção, o que aumenta o tempo de recuperação para o paciente. Os implantes sintéticos também apresentam suas limitações. Implantes metálicos apresentam a toxicidade da superfície como a preocupação primária devido a liberação de íons metálicos [1]. No entanto, existem várias maneiras de amenizar este problema através do revestimento da superfície com material bioativo ou inerte ou qualquer outro material que seja pelo menos biotolerável. Porém, considerando o desgaste superficial e consequente exposição da superfície metálica, o implante voltará a ter o mesmo problema de liberação de íons metálicos, o que na grande maioria dos casos tem efeitos nocivos. Outro fator relacionado aos implantes diz respeito a sua vida útil a qual depende de muitos fatores, tais como, atividade física e idade. Nos Estados Unidos, com base em dados coletados na última década, consta uma estimativa de que a vida útil dos implantes é de 10 – 15 anos enquanto no Brasil é de 15 à 25 anos sendo que estas estimativas independem dos parâmetros de fabricação do compósito em si [2]. Todavia, a vida útil limitada de um implante continua sendo o grande impulso pela busca de implantes que não se deteriorem ao longo do tempo, e que, ao contrário, melhorem as suas propriedades com o passar do tempo. Atualmente a nanotecnologia surge como ferramenta emergente na bioengenharia. Sabe–se que o osso apresenta arquitetura nanoescalar, por isso há a busca de materiais para maximizar o biomimetismo de um implante e assim melhorar a sua compatibilidade, e, portanto sua vida útil. A partir disso torna-se emergente o biomimetismo na fabricação de nanocompósitos. Assim, o estudo de compósitos para uso como biomateriais vem sendo efetuado em vista da falta de materiais sintéticos que unam biocompatibilidade, auto-sustentabilidade e resistência mecânica. Na procura de biomateriais, que garantam maior biocompatibilidade possível é 4 evidente o uso de tecidos vivos, desta maneira trabalha-se com um material sintético bastante similar ao material vivo. O material vivo tem as suas propriedades biocompatíveis garantidas, este fato aponta o parâmetro de maior importância em relação à aceitação do material pelo corpo. Assim, deve-se aproveitar ao máximo materiais bioativos ou bioabsorvíveis, como a hidroxiapatita, sendo que, visando a melhoria nas propriedades ao longo do tempo, são obviamente mais atrativos do que materiais biotoleráveis ou bioinertes que de modo geral não agem para promover o crescimento do tecido ósseo. Com relação às propriedades mecânicas na interface entre o corpo e o implante, tem-se um grande problema de compatibilidade mecânica onde, na interface, diferenças grandes entre o material na superfície do implante e o tecido humano em contato com o mesmo acarretam dificuldades na sua permanência em conjunto. Devido à falta de um material que atinja as propriedades elásticas do tecido ósseo, unem-se diferentes classes de materiais com o intuito de melhoria de tais propriedades. Assim um material biomimético se une com um material de reforço e uma matriz para criar um material aceitável ao corpo, capaz de resistir cargas durante uma recuperação. Outro benefício desejável é o desenvolvimento de materiais que, além de cumprir essas funções, acelerem o crescimento de tecidos para diminuir o tempo de recuperação do paciente. Síntese de Hidroxiapatita A Hidroxiapatita (HAp), é um tipo de fosfato de cálcio que é muito similar à fração mineral presente na composição do osso e por isso apresenta várias vantagens como matriz para um material compósito com características de alta biocompatibilidade. Está estabelecido que a HAp apresenta-se como um material cerâmico altamente bioativo e fomenta o crescimento do tecido ósseo em casos de danos por doenças ou acidentes. A principal dificuldade em usar a HAp é a sua baixa resistência mecânica no meio biológico com relação a tenacidade à fratura. Devido a essa problemática, surge a necessidade de desenvolvimento de materiais compósitos. Na tabela 1 segue uma comparação das propriedades da HAp e do osso cortical. 5 Tabela 1: Comparação das propriedades de HAp com o osso cortical Propriedade Osso Cortical HAp Tenacidade à fratura (MPa.m1/2) 2-12 1,0 Módulo de Young (GPa) 7-30 80-110 Resistência à flexão (MPa) 50-150 115-200 Resistência à compressão (MPa) 100-230 500-1000 Adaptado [3]. Baseando-se nesses valores percebe-se o potencial para a HAp, sendo que a maioria das propriedades é superior às do osso cortical. Este fato permite que, com a perda de propriedades mecânicas devido à presença de defeitos na conformação de um implante, consegue-se teoricamente manter um nível de resistência similar ao tecido ósseo natural. Mesmo assim, um fator importante é a tenacidade à fratura, que é quase a metade em relação ao osso. Considerando que durante a recuperação do paciente o implante pode sofrer solicitações, esta deficiência torna-se um fator que pode inviabilizar o uso da hidroxiapatita como matriz para implantes por sofrer quebras durante a recuperação. No dia-à-dia de um paciente os movimentos podem gerar trincas que, se o material não for reforçado podem vir a crescer comprometendo o implante e fazendo necessário uma nova intervenção invasiva. Portanto, na literatura, encontrase muitos trabalhos que unem HAp com nanotubos de carbono como agente de reforço [4]. A síntese de HAp depende do meio no qual a mistura do cálcio com fosfato é feita. HAp se forma em meio alcalino quando a relação Ca/P em solução é de 5/3, enquanto em meio ácido formam-se outros compostos. A síntese pode ser realizada em via úmida e via seca. Em via úmida, se for precipitação, consegue-se cristais nanométricos apenas após a secagem, e com temperaturas menores de 100ºC [4]. No estado sólido precisa-se de temperaturas elevadas por longos períodos, desta forma, consegue-se um produto cristalino. Existem também outros métodos de produção de HAp sendo estes: sol-gel [5], precipitação homogênea [6], hidrotérmica [7], mecanoquímica [8], pulverização por radio-frequência à plasma [9], a síntese de combustão [10], de pulverização ultra-sônica de liofilização [11] e síntese sonoquímica [12]. Comum a todos esses processos de síntese é o conceito de nucleação e o seu controle. Discriminam-se vários tipos de nucleação. Nucleação primária se refere à nucleação de um cristal num meio, sem que um cristal precursor esteja presente. Dentro desta classificação temse uma subdivisão: a presença de uma superfície para induzir uma nucleação define nucleação homogênea, enquanto a falta de uma superfície define nucleação heterogênea. Quando tem-se 6 um cristal presente no líquido chama-se nucleação secundária. É geralmente aceito que a presença de partículas em suspensão na solução ou defeitos superficiais na parede do recipiente participam na formação de núcleos cristalinos [13]. Se for verdadeiro, é muito plausível que a presença desses fenômenos faz com que o nível de energia livre nas vizinhanças destas irregularidades superficiais (nas paredes de um recipiente ou a superfície de uma bolha sofrendo um processo dinâmico, por exemplo) aumentam a reatividade de íons, por ajudar as moléculas a superarem a barreira imposta pela energia de ativação de nucleação. Com relação à nucleação, pode-se através do efeito da ultrassom (“UI” do inglês “ultrasonic irradiation”) além de fornecer calor, criar por meio da energia vibracional na ponteira do equipamento, uma região de alta energia para vencer a energia de ativação de nucleação. Mesmo que a reação aconteça espontâneamente, o teor de núcleos é maior na região adjacente à ponteira por ser uma região de maior energia. Além desta condição, a vibração também cria um fluxo cíclico do meio fazendo com que diferentes partes da solução passem pela ponteira e consequentemente pela região no qual acontece maior incidência de núcleos. Agitação por UI, é uma maneira de transferir energia para um sistema. Na ponta do ultrassom em funcionamento observa-se uma mudança na característica óptica da água de transparente para translucida, o que evidencia eventos de espalhamento de luz. É geralmente aceito que este efeito é causado pela criação e colapso de bolhas [14]. Enquanto falta entendimento do mecanismo pelo qual o UI afeta uma solução em geral, está claro que, a nucleação de um cristal na presença de ultrassom acontece com níveis menores de supersaturação, o que significa que o ultrassom, de fato, transfere energia cinética e calor para os íons em solução, o que ajuda a ativar reações de precipitação em meio líquido [13]. A transferência de energia depende em grande parte das propriedades do líquido em agitação, porque a potência transferida para o meio aumenta em função da resistência ao movimento da ponteira do equipamento de UI. Em outras palavras, a taxa de transferência de energia depende da quantidade de energia absorvida nos choques com as partículas do meio. Assim, mesmo usando 100% de amplitude não necessariamente tem-se 500 W de potência transferida para o meio. Para um líquido de baixa viscosidade a inércia das moléculas é tal que acima de uma certa amplitude do equipamento, o efeito do ultrassom, mesmo que maior, perde eficiência com a formação de espuma [15]. Este parâmetro define o nível de amplitude ideal para este trabalho em torno de 60% porque com esta amplitude não se observa a formação de espuma na superfície do meio líquido. 7 Para mostrar a diferença entre a potência elétrica do equipamento de UI e a potência de energia transferida para o meio, a Figura 1 apresenta a relação linear entre a potência transferida para o meio e a amplitude selecionada no equipamento. O ensaio foi feito com uma suspensão de HAp já formada e envelhecida. A amostra foi agitada por um tempo suficiente tal que não sofreu mudanças tixotrópicas durante o ensaio e que, portanto, manteve suas propriedades constante durante o ensaio. Pode-se observar que mesmo com 90% de amplitude selecionada, o valor registrado da potência transferida para o meio foi abaixo da potência elétrica do equipamento, ou seja, abaixo de 500W. Durante a sua operação, o equipamento registra e mostra a potência transferida instantânea, ou seja, a “taxa instantânea de transferência de energia para o meio” em watts (W). 80 70 Potência (W) 60 50 40 30 20 10 0 0 20 40 60 80 100 Amplitude (%) Figura 1: Variação de potência em função do amplitude mostrando que mesmo com o equipamento funcionando em 90% de amplitude, a potência transmitida para a solução ficou abaixo de 80 W. Dados obtidos pelo autor. Outro problema encontrado na síntese de HAp via úmida consiste na seleção das compostos usados como reagentes contendo o cálcio e o fosfato. Vários problemas são identificados na literatura, quando são usados sais contendo sódio cujo raio é de 95 pm e que pode substituir o cálcio (que tem raio iônico 99 pm). Potássio, com 133 pm, também é suspeito de substituir o cálcio no cristal, porém, pela diferença de cargas e raio deve ser mais raro. Substituição pode também ocorrer na presença do cloro que, com raio iônicos 181 pm, substitui o grupo hidroxila (raio 151 pm) [16]. 8 Por estes motivos, sendo amônio e nitrato moléculas grandes, são usados sais de nitrato de cálcio e fosfato de amônio monobásico na síntese visando diminuir a probabilidade de inclusão destes nos cristais de HAp e assim conseguir uma produção com menor contaminação. A preocupação com contaminação surge da necessidade de se obter HAp cristalina e pura para o uso em estudos rigorosos sobre biomineralização, ou estudos físico-químicos in vitro e in vivo, para aplicações médicas e cirúrgicas. A purificação do produto se dá através de tratamento térmico em temperaturas nos quais não ocorrem mudanças de fases. Na literatura consta que pode haver deshidroxilação em temperaturas em torno de 900 °C [17]. A eficácia do processo de tratamento se da através de análise de raios X para identificação de qualquer mudança de fase. Neste trabalho foi usado o método de precipitação aquosa para a síntese de HAp o qual envolve a solubilização dos sais reagentes em água separadamente, processamento das soluções pH acima de 10, e conseguinte mistura direta das soluções [16,18,19]. O objetivo foi entender os parâmetros da síntese da HAp para auxiliar futuros trabalhos com relação à confecção de compósitos com nanotubos de carbono usando hidroxiapatita nanométrica como matriz. MATERIAIS E MÉTODOS Salienta-se que todo o procedimento para a produção dos pós de HAp foram realizados no Laboratório de Nanotecnologia Biomédica alocado no Instituto de Pesquisa e Desenvolvimento (IP&D) da Universidade do Vale do Paraíba (UNIVAP). O processo de sinterização foi realizado no IP&D-UNIVAP. A caracterização morfológica e estrutural foi realizada no IP&D-UNIVAP. Para a síntese de HAp foram usados os reagentes nitrato de cálcio e fosfato de amônio monobásico de acordo com a equação 1: 𝑢𝑙𝑡𝑟𝑎𝑠𝑠𝑜𝑚 Ca(NO3)2.4H2O + 3 NH4H2PO4 + 7 NH4OH ↔ Ca5(PO4)3OH + 10 NH4NO3 + 7 H2O (1) Usando os reagentes fosfato de amônio monobásico, NH4H2PO4 (X-P) com nitrato de cálcio, Ca(NO3)2.4H2O (X-Ca) pesou-se as massas dos dois para conseguir a relação molar Ca/P= 5/3 conforme mostra a Tabela 2. 9 Em seguida, acrescentou-se 90 mL de água deionizada para solubilizar cada sal separadamente. Na solução de X-Ca e acrescentou-se 2 mL de NH4OH que registrou um pH em torno de 11. Na solução de X-P acrescentou-se 16 mL de NH4OH e registrou um pH acima de 10. Em seguida as soluções foram misturados de maneira direta num terceiro béquer. Em seguida, a mistura foi agitado com ultrassom durante os tempos de 30, 60, 90 e 120 minutos. O equipamento usado foi Sonics Vibra-Cell VCX 500, com máximo de potência de 500W. O limite de mistura é de 250 mL e a ponteira foi mantida imersa a uma profundidade de 2/3 a partir do nível de líquido no recipiente. Depois da agitação por ultrassom, a suspensão resultante foi acondicionada por 72 horas e em seguida foi lavada com água deionizada até que o pH se estabeleceu num valor constante (cerca de pH 6) de uma lavagem para outra, assim fez-se em média 10 lavagens do produto final para remoção de compostos contaminantes solubilizados no líquido remanescente após a síntese. Tabela 2: Relacão entre insumos para sintetização de HAp. Parâmetro Variante Valor Massa Molar (g/mol) Ca(NO3)2.4H2O 236,15 Massa Molar (g/mol) NH4H2PO4 115,03 Massa Molar Hap (g/mol) [Ca5(PO4)3OH ] 502,309 Molaridade (mol/L) NH4OH 35,05 Relação Ca/Reagente 1 Relação PO4/Reagente 1 Relação OH/Reagente 1 Relação Mol X-Ca/Mol HAp 5 Relação Ca/P para formar HAp 1,666666667 Relação em Massa X-Ca/X-P 3,42157118 Relação em Massa X-Ca/Hap 2,350644723 Relação de mL de NH4OH/ g X-Ca 0,109942676 O acréscimo do hidróxido de amônia foi feito de acordo com a literatura onde não consta fosfatos hidrogenados na composição de hidroxiapatita, embora alguns trabalhos incluam uma molécula de HPO2− 4 [20]. Mesmo assim, não foi considerada a concentração de fosfatos hidrogenados em equilíbrio na solução com pH acima de 10. De maneira geral buscou-se 2− reduzir a presença na HAp de fosfatos hidrogenados não dissociados (H2 PO− 4 e HPO4 ) com acréscimo de NH4OH à solução de fosfato monobásico. Este sal precisa se dissociar 10 completamente antes de ser misturado com a solução de X-Ca para garantir o mínimo de fosfatos hidrogenados em solução. Assim, necessita-se de íons hidroxíla em excesso para, pelo princípio de Le Chatelier, diminuir a presença de fosfatos hidrogenados. As reações de dissociação são apresentadas nas equações 2, 3 e 4: NH4H2PO4 ↔ NH4+ + H2 PO− 4 (2) 2− + H2 PO− 4 ↔ HPO4 + H (3) 3− + HPO2− 4 ↔ PO4 + H (4) A cinética da reação de síntese da HAp foi avaliada indiretamente através da análise do registro da potência de energia transmitida para a solução pelo equipamento de UI. Efetuou-se a leitura do valor deste parâmetro a cada minuto durante todo período da agitação de UI para amostras com 30, 60, 90 e 120 minutos de agitação. Após o acondicionamento, a HAp sintetizada foi submetida a tratamento térmico nas temperaturas de 400, 700, 1000 oC conforme mostra a Figura 2. A taxa de aquecimento e de resfriamento foi igual para todas as amostras exceto onde o equipamento permitu uma taxa diferenciada em alta temperatura. O tempo no patamar, de 2 horas, foi igual para todas. Temperatura (°C) 1200 1000 800 600 400 200 0 0 100 200 300 400 500 600 700 Tempo (min.) Figura 2: Esquema de tratamento térmico Após tratamento térmico a HAp sintetizada foi caracterizada quanto ao efeito do tempo de UI na morfologia das partículas usando a técnica de microscopia eletrônica de varredura (MEV, EVO MA10, Zeiss) com o acessório de energia dispersiva (EDS) acoplado. Com a técnica de EDS fez-se uma análise semiquantitativa dos elementos químicos: cálcio, fósforo e oxigênio. Com os dados obtidos foram calculadas a razão Ca/P para identificação da fase HAp. 11 Os pós de HAp produzidos também foram caracterizados por meio da técnica de Difração de Raios X (XRD-6000, Shimadzu) com velocidade de 2° por minuto, com uma leitura a cada 0,1° (ou seja, um passo de 0,1°). Para a caracterização da HAp quanto ao efeito do tempo de agitação por UI com relação à cristalinidade final do produto, uma estimativa da cristalinidade foi calculada com base nos espectros acima mencionados através da relação empírica: XC = 1 - (V(112)/(300)/I(300)) (5) onde XC é a cristalinidade, I(300) é a intensidade da difração dos raios X pelo plano (300), e onde V(112)/(300) é a intensidade do vale entre os picos de difração para os planos (112) e (300). De acordo com Hu et. al, o vale entre os picos destes dois planos desaparece completamente em amostras amorfas, portanto, esta equação é uma ferramenta para a estimativa da cristalinidade de uma amostra de HAp [21]. Para a caracterização do produto quanto ao efeito do tratamento térmico e a sua relação com a homogeneidade do produto, foi feito análise de EDS acoplado ao MEV acima mencionado. Foi observado os valores da relação Ca/P em quatro pontos de um local de investigação. Foi calculado a média e desvio padrão para todas as amostras e foram avaliados para determinar qual amostra apresentou maior homogeneidade através do desvio padrão menor. Para a caracterização da HAp quanto ao efeito do tratamento térmico e a sua relação com a cristalinidade do produto, foram calculado estimativas de cristalinidade (equação 5) baseado nos espectros de quatro amostras cada uma com 30 minutos de agitação e temperaturas de tratamento térmico de 400, 700, 1000 °C. Para a caracterização da coerência do tratamento térmico em si, foi feito um análise da função da perda de massa com relação ao temperatura de tratamento. O peso do pó foi registrado antes do tratamento assim como após o tratamento. Foi calculado a perda percentual de massa das amostras. Os valores foram avaliados de maneira comparativa. 12 RESULTADOS E DISCUSSÃO A Figura 3 mostra a caracterização do produto calcinado por raios X. Figura 3: Análise comparativa entre o espectro obtido para a amostra tratada a 1000 °C e a ficha JCPDS 00-024-0033 (sendo “ficha JCPDS” uma tradução do inglês, JCPDS card.) O difratograma de raios X obtido para a amostra de HAp sintetizada e tratada a 1000 oC foi comparado à ficha JCPDS 00-024-0033 (Figura 3). O difratograma da amostra tratada com 1000 °C foi usado para comparação por ser alatamente representativo das difratogramas das outras amostras. A comparação do espectro gerado pela amostra com o espectro representado pela ficha é altamente coerente. Nenhum dos picos da ficha falta no difratograma e, além disso somente 4 picos de pouca intensidade foram identificados indicando contaminação. Além da análise por raios X, o EDS serviu para caracterizar os componentes elementares de uma amostra para consolidar a coerência do espectro do raio X através da estimativa de seu proporção estequiométrica (Figura 4). Figura 4: Análise de EDS obtido para a amostra submetida a 90 minutos de ultrassom. 13 Na Figura 4 evidência-se o padrão típico exibido por EDS para amostras de HAp. Os valores de Ca e P foram quantificados em diferentes regiões de uma amostra obtendo-se valor médio da razão Ca/P de 1,672±0,12, próximo ao valor teórico. Dessa forma pode-se avaliar a flutuação dos valores de Ca, P e O nas diferentes regiões da amostra indicando a homogeneidade do produto. O objetivo foi avaliar a razão Ca/P a fim de se caracterizar o tipo de apatita formada. O valor de 1,67 é indicativo da presença de HAp estequiométrica. Grande variação dos valores encontrados entre uma área e outra é indicativo de uma produção heterogênea, com HAp com regiões contendo deficiências de um ou outro componente, gerando compostos cujas relações Ca/P são diferentes (como, por exemplo, βFosfato tricálcico (β-TCP com Ca/P = 1,50) ou tetra cálcio fosfato (TTCP com Ca/P = 2,0) [3] [22]. Segue uma discussão sobre os motivos para a adoção do método de mistura direta. Na literatura encontra-se trabalhos nos quais são usados um método de gotejamento na síntese de HAp [22] onde a solução fonte de fosfato é gotejada na solução fonte de cálcio. Teoricamente, na mistura inicial e intermediária, o composto sendo gotejado reage em deficiência tal que, na mistura final, o mesmo reage em excesso. Este fenômeno necessariamente tenderá a gerar uma produção heterogênea. Ao gotejar a solução fonte de fosfato (X-P) na solução fonte de cálcio (X-Ca), tem-se uma reação em excesso de cálcio e expectativa de se produzir um composto com excesso de cálcio macroscópico. Similarmente, se for realizado de forma inversa, há grande probabilidade de se produzir um composto deficientes em cálcio ou seja com razão Ca/P menores do que a HAp. A Figura 5 mostra um resultado teórico de um cálculo da variação da razão Ca/P global numa solução de nitrato de cálcio virgem a medida que seja adicionado uma solução fonte de fosfato por gotejamento. 14 Razão Ca/P global para X-P gotejado em X-Ca 60 Razão Ca/P 50 40 30 20 10 0 0 20 40 60 80 Volume de X-PO4 (mL) 100 120 Figura 5: Variação da razão Ca/P global numa solucão de X-Ca a medida que se adicione uma solução X-P à solução fonte de cálcio com o método de gotejamento. Fonte: Cálculo efetuado pelo autor com base nas condições iniciais das soluções usadas neste trabalho. Neste sentido tentou-se garantir maior coerência experimental, pois para a produção da HAp utilizou-se a mistura total e imediata de ambas as soluções com o intuito da manutenção da razão global da mistura em Ca/P=1,67 ao longo da reação. Obviamente, considerando campos de solução miscroscópicos haverá regiões com heterogeneidades mas, em solução seria improvável esperar grande ocorrência deste fenomeno. Uma maneira simples de se verificar se esta variável tem um efeito grande no produto da síntese, seria de executar a precipitação de uma pequena quantidade de HAp usando as condições iniciais encontrados nos trabalhos que usam gotejamento como mecanismo de mistura. Uma análise dos primeiros compostos formados em comparação com os últimos compostos formados deve mostrar diferenças de composição. Caso contrário este postulado teria que ser descartado, validando assim a coerência do método de gotejamento. No entanto, o método de gotejamento é um método mais demorado do que a mistura direta, assim encarecendo uma produção em escala industrial. Visando outros parâmetros de produção, o tempo mais adequado de agitação de UI também foi avaliado. Determinou-se o tempo de agitação UI mais adequado com relação à cinética de reação para determinar o limite do efeito de ultrassom no que trata da ativação da reação. A potência instantânea transferida para o meio foi quantificada (Figura 6). 15 Figura 6: Legenda: Curva A: 30 minutos (min.) de UI; Curva B: 60 min. de UI; Curva C: 90 min. de UI e Cuva D 120 min. de agitação UI. A figura mostra a variação da potência transferida para a mistura em função do tempo corrida de agitação por UI. Salienta-se que a capacidade do equipamento de UI transferir energia para o meio depende em grande parte das propriedades da solução conforme discutido com relação à Figura 1. É importante salientar, que para um líquido qualquer, se as propriedades do meio se mantém constante o nível de potência transferida será também constante. Em função deste fato, segue a discussão sobre o acompanhamento da cinética de reação. Quando misturou-se as soluções de nitrato de cálcio e fosfato de amônio, obervou-se a formação de um gel branco. Sem agitação, depois de envelhecimento de 72 horas, observou-se a formação de duas fases, um líquido límpido e cristais sólidos brancos. Com agitação UI observou-se, depois do mesmo período de acondicionamento, duas fases: um líquido límpido e partículas brancas. Deduz-se que, na formação da HAp ocorre uma transformação do gel em uma suspensão de cristais de HAp no meio aquoso. Ou seja, uma mudança na natureza das partículas do meio. Nesta transformação, o gel se torna uma suspensão de partículas. Foi constatada anteriomente, com basa no manual de operação do equipamento [15], que a potência transferida para a solução é dependente da resistência ao movimento da ponteira que é uma propriedade inerente do meio em agitação. Assim, uma mudança na potência instantânea transferida para o meio indica mudanças paralelas nas propriedades do meio. No momento em que esta variável fique constante podemos concluir que a propriedade do meio também parou de variar. Portanto, concluimos que o processo através do qual o gel se torna uma suspensão de partículas é 16 terminado quando as propriedades do meio terminam de variar. Assim, quando a reação termina, a potência transferida se mantém constante. Conforme apresentado na Figura 6, os valores iniciais para cada gel estão entre 90 e 100 W de potência enquanto os valores finais de cada suspensão estão entre 50 e 70 W respectivamente. Todas as curvas na Figura 6 exibem o mesmo comportamento: queda da potência transferida até um tempo de cerca de 40 minutos corridos onde as curvas se nivelam. Isso significa que com ultrassom, à síntese termina 40 minutos após iniciado porque, após este tempo corrida de agitação, a potência instantânea transferida para o meio fique constante, o que significa que as propriedades do meio também terminaram de mudar. Este fato estabelece que a transformação de um gel para uma suspensão terminou. O efeito do ultrassom também foi avaliado com relação à morfologia. Segue a discussão comparativa com base nas Figura 7 e Figura 8. Figura 7: Morfologia de HAp produzida sem agitação UI. O efeito do ultrassom com relação à morfologia das partículas é apresentado na Figura 8. Observa-se nas imagens que a agitação pelo ultrassom tem grande influência sobre a morfologia. Observa-se que a amostra sem agitação formou-se em placas planas. Dentre as amostras com agitação, observa-se que conforme aumenta o tempo de UI, aumenta-se o grau de articulação das partículas. Na amostra com 30 minutos de agitação aparecem aglomerados com partículas arredondadas e escuras. Para as outras amostras, mesmo com aparência aglomerado, conforme aumenta o tempo de agitação, aumenta-se o caráter angular das partículas. Este fenômeno é progressivo de 60, para 90 e é mais prevalente para a amostra com 120 minutos de UI. 17 30 60 90 120 Figura 8: Amostra produzidas com 30, 60, 90 e 120 minutos de ultrassom. O efeito de UI com ou sem tratamento térmico (TT) sobre a razão Ca/P é apresentado na Tabela 3 que está tembém representada na Figura 9. Tabela 3: Valores médios e desvio padrão para composição de HAp avaliada com EDS Grupo Sem UI TT 25°C Com UI TT 25°C Com UI TT 400°C Com UI TT 700°C Com UI TT 1000°C Média 1,651 1,705 1,588 1,427 1,575 Desvio Padrão 0,743 0,726 0,378 0,060 0,151 Na Figura 9 são apresentadas os valores encontrados da razão Ca/P para todas as amostras: 18 Figura 9: Variações na razão Ca/P para amostras com diferentes históricos térmicos. Nesta figura observa-se um padrão que mostra claramente, um estreitamento do desvio padrão dos valores da razão Ca/P obtidos conforme aumenta a temperatura de TT. Assim, é possivel afirmar, que o TT elimina as regiões produzidas com maior desvio do valor da HAp. Observa-se que para a temperatura de 700 °C o desvio padrão é o menor. Também observa-se que a grande maioria dos valores estão abaixo do objetivo de 1,67. Este fato pode ser atribuido à metodologia discutida com relação a pesagem dos insumos sempre com a fonte de fosfato em excesso, mas, pode também ser causado pela presença de outras fases presentes nas amostras, ou transformação para outras fases durante o tratamento térmico. De fato, encontra-se poucas discussões em outros trabalhos utilizando a análise por EDS, provavelmente pelo fato de não ser a melhor técnica para se fazer uma análise elementar. Sabe-se que o EDS trata-se de uma análise semiquantitativa, não se apresentando como a melhor técnica para caracterizações quantitativas da presença de elementos químicos. Na literatura encontram-se trabalhos que usam fluorescência de Raio X (XRF), que é uma técnica de análise espectroscópica utilizada para investigar composição elementar de materiais cerâmicos [22]. Também encontra-se a técnica de dissolução de HAp em ácido clorídrico para fazer análise química [16]. Através destas técnicas mais precisas e fazendo amostragens maiores poderia melhorar a coerência do trabalho. O efeito do TT sobre à homogeneidade resultante do produto foi também avaliado por meio de uma análise da perda de massa em função da temperatura de tratamento térmico. Os dados se encontram apresentado na Tabela 4 e na Figura 10. 19 Tabela 4: Perdas devido Tratamento Térmico Temperatura Massa de Pó (pré) Massa de Pó (pós) Perda Absoluta Perda % 400 34,16 31,96 2,20 6,4 700 34,16 31,58 2,58 7,6 1000 34,14 31,06 3,08 9,0 Figura 10: Perda de massa conforme varia a temperatura de tratamento térmico. Na Figura 10 observa-se que a perda relativa de massa com diferentes temperaturas de tratamento segue uma curva linear indicando proporcionalidade até 1000°C. A linearidade sugere processos de liberação de compostos contaminadores. Ou seja, a eliminação de impurezas entre 25 e 1000°C. Em um trabalho futuro, será necessário análise por difração de raios X além de FTIR para identificr a temperatura no qual há mudança de fases, e composição. De acordo com White et al. [23] a deshidroxilação começa em 900 °C. Assim, enquanto TT abaixo desta temperatura deve somente auxiliar a sua cristalização e purificação, temperaturas acima deste valor devem causar algum decomposição. Sendo que a perda de massa e linear até 1000 °C este fenômeno não se apresenta neste trabalho sendo o resultado divergente daquele publicado na literatura referida. 20 Na Figura 11e na Figura 12 apresenta-se uma comparação dos difratogramas de raios X obtidos para HAp sintetizadas usando os diferentes tempos de UI antes e após TT a 1000 oC, respectivamente. Figura 11: Difratogramas de raios X obtidos para HAp sintetizadas usando os diferentes tempos de UI sem TT. Na Figura 11 evidência-se a grande similaridade entre amostras expostas a diferentes tempos de UI. As diferenças que existem no pico indicado com a seta, saõ, de fato, um pico devido ao porta amostra de alumínio. Na Figura 12 a seguir apresenta-se uma avaliação do tempo de agitação no produto após tratamento térmico. 21 Figura 12: Difratogramas de raios X obtidos para HAp sintetizadas usando os diferentes tempos de UI após tratamento térmico a 1000 °C. Na Figura 12 nota-se o mesmo padrão de comportamento. As quatro curvas, não demonstram diferenças significativas o que evidencia que o efeito do tempo de agitação, não influencia de maneira significativa a cristalinidade do produto, mesmo que, conforme mostrado no MEV tem efeito na morfologia do produto. Por seguinte, na Figura 13 apresenta-se uma comparação do efeito da temperatur do tratamento térmico. 22 Figura 13: Difratogramas de raios X obtidos para HAp sintetizadas usando tempos de UI de 30 minutos, com diferentes temperaturas de tratamento térmico. A Figura 13 apresenta um resumo dos espectros gerados por amostras expostas a tempos de UI de 30 minutos, com diferentes temperaturas de tratamento térmico. As curvas indicam uma progressão para um produto cada vez mais cristalino, indicado pelo estreitamento dos picos, conforme aumenta a temperatura. Este fato vem em consequência do aumento no calor que age para iniciar processos de difusão atômica em cada amostra. O processo de difusão é mais rápido conforme aumenta a temperatura de acordo com a lei de Fick [24]. Os espectros estão de acordo com este fenômeno, pois mostram claramente o estreitamento conforme aumento da temperatura comprovando que com o mesmo tempo de tratamento a difusão é maior para a amostra tratado com 1000 °C. Com base nesta análise por raios X, a Tabela 5 apresenta um resumo dos cálculos feitos usando o programa X´pert High Score Plus em conjunto com a equação 5 das amostras apresentadas na Figura 13. 23 Tabela 5: Resumo de cálculos de cristalinidade Grupo TT 25 °C TT 400 °C TT 700 °C TT 1000 °C Cristalinidade (%) 19,7 21,37 62,03 92,69 Na Tabela 5 pode-se também observar que com tratamento houve aumento na cristalinidade de cerca de 20 para 60% até cerca de 93% com tratamento a 1000 °C. CONCLUSÃO A hidroxiapatita produzida neste trabalho mostrou-se bastante cristalina após tratamento térmico, porém, com fortes indícios de contaminação. Para as amostras produzidas com UI os resultados obtidos por MEV evidenciaram a formação de aglomerado. Mas, mesmo assim, o produto apresentou-se mais angular conforme o aumento no tempo de agitação por UI. Assim, conclui-se que com maior exposição ao UI, consegue-se reduzir o tamanho de partícula porque as amostras sem intervenção de UI, cujo morfologia foi em placas, mostraram claramente que agitação por UI não permite o crescimento do cristalito, embora este fato tenha sido observado indiretamente. A cinética da reação de síntese também foi estudada através da taxa de transferência de energia para o meio. Assim, evidenciou-se que a reação de síntese termina aproximadamente 40 minutos após a mistura inicial das soluções. As análises por EDS revelaram melhoria significativa na homogeneidade do produto por tratamento térmico, que a 700°C apresentou menor desvio padrão nos valores da relação atômica Ca/P, devido à escolha da temperatura e do tempo de tratamento térmico adequado para remoção de impurezas. Análises por raios X evidenciaram a eficácia de também aumentar a cristalinidade do produto com tratamento térmico. Observou-se o estreitamento de pico típico de amostras mais cristalinas. Identificou-se a oportunidade para acertar a temperatura e o tempo ideal de tratamento térmico para conseguir uma cristalinidade adequada no que trata do cálculo e projeção da relação custo/benefício otimizada para um processo viável. 24 REFERÊNCIAS [1] L. S. Morais, G. S. Guimarães e C. N. Elias, R. Dental Press Ortodon Ortop Facial, 12, 6 (2007) 48. [2] Grupo RBS, “Zero Hora,” Grupo RBS, 1 7 2011. [Online]. Available: http://zerohora.clicrbs.com.br/rs/noticia/2011/07/cirurgia-devolve-qualidade-de-vida-apacientes-que-sofrem-de-problemas-no-quadril-337. [Acesso em 13 12 2012]. [3] R. L. Oréfice, M. M. Pereira e H. S. Mansur, Biomateriais: Fundamentos & Aplicações, Cultura Médica, (2006) 74. [4] A. White, S. M. Best e I. A. Kinloch, International Journal of Applied Ceramic Technology, 4, (2007) 1-13. [5] G. Bezzi, G. Celotti, E. Landi et. al., Mater. Chem. Phys., 78 (2003) 816-824. [6] H. Q. Zhang, S. P. Li e Y. H. Yan, Ceramics International, 27, (2001) 451-454. [7] H. S. Liu, T. S. Chin, L. S. Lai e e. al., Ceramics International, 23, (1997) 19-25. [8] M. Toriyama, A. Ravaglioli, A. Krajewski, G. Celotti e A. Piancas-Telli, J. Eur. Ceram. Soc., 16, (1996) 429-436. [9] R. Kumar, P. Cheang e K. A. Khor, J. Mater. Process. Technol., 113, (2001) 456-462. [10] A. C. Tas, J. Eur. Ceram. Soc., 20, (2000) 2389-2960. [11] K. Itatani, K. Iwafunescott, F. Howell e e. al., Mater. Res. Bull., 35, (2000) 575-585. [12] W. Kim e F. Saito, Ultrson Sonochem., 8, (2001) 85-88. [13] M. Castro e F. P. Capote, 14, (2007) 717-724. [14] A. Gedanken, Ultrasonics Sonochemistry, 11, (2004) 47-55. [15] Sonics & Materials, Inc., User´s Guide: Autotune Series, High-intensity Ultrasonic Processor, Newton, CT, 2010. [16] S. Koutsopoulos, J Biomed Mater Res. 62, 4 (2002) 600-612 [17] P. E. Wang e T. K. Chaki, J. Mat Sci. Materials in Medicine, 4, (1993) 150-158. [18] A. G. Osorio, “Funcionalização de Nanotubos de Carbono e sua utilização como reforço em matriz de hidroxiapatita,” [Online].[Acesso em 08 11 2012]. [19] M. Sato e T. J. Webster, Expert Rev. Medical Devices, 1, 1 (2004) 105-114. 25 [20] K. Ishikawa, P. Ducheyne e S. Radin, Journal of Materials Science: Materials in Medicine, 4, 2 (1993) 165-168. [21] R. Hu, C. Lin, H. Shi, H. Wang, Mater. Chem. Phys., 115, (2009) 718-723. [22] G. E. Poinern, et. al., Ultrasonics Sonochemistry, 16, (2009) 469-474. [23] A. A. White, I. A. Kinloch, A. H. Windle e S. M. Best, J. R. Soc. Interface, 7, (2010) S529-S539. [24] J. W. D. Callister, Ciência e Tecnologia dos Materiais: Uma Introdução, LTC, 2012. 26
Baixar