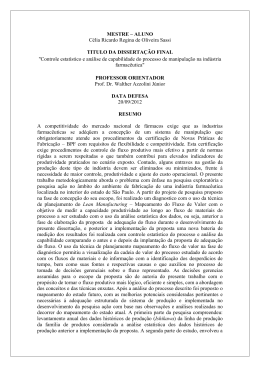
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente. São Carlos, SP, Brasil, 12 a15 de outubro de 2010. A QUESTÃO DA AGREGAÇÃO DE VALOR NO MAPEAMENTO DE PROCESSO E NO MAPEAMENTO DE FALHAS Janaina Rodrigues Ribeiro (Unifei) [email protected] Barbara Coutinho Fernandes (Unifei) [email protected] Dagoberto Alves de Almeida (Unifei) [email protected] Esse trabalho visa à proposição de um modelo para avaliação da agregação de valor na utilização conjunta das técnicas de Mapeamento de Processo e Mapeamento de Falhas. Para isso, foi feito um estudo da bibliografia pertinente. Pode-se obserrvar que ao contrário do que se poderia pensar, outras técnicas de mapeamento além do mapeamento de fluxo de valor e mapeamento lean apresentam uma abordagem em relação ao valor. Além disso, atingiu-se o objetivo da criação de um modelo que auxilie no mapeamento de processo, através da incorporação do mapeamento de falhas. Como limitações da pesquisa pode-se citar o fato das conclusões terem sido baseadas somente em uma análise conceitual, portanto não se podem fazer afirmações quanto a sua eficácia. Para que isso seja possível, sugerese a realização de um trabalho de cunho empírico para comprovação do modelo. Palavras-chaves: Agregação de valor; Mapeamento de processos; Mapeamento de falhas. 1. Introdução Segundo Johansson (1995) a compreensão do processo é importante, pois representa a chave para o sucesso em qualquer negócio. Afinal, uma organização é tão efetiva quanto os seus processos, sendo eles responsáveis pelo que será ofertado ao cliente. Pinho, Leal e Almeida (2006) ainda ressaltam que através da análise do processo é possível propor um gerenciamento, no sentido de oferecer melhorias, mediante um prévio mapeamento. Em relação às falhas, Pinho, Leal e Almeida (2006) também afirmam que elas atuam como eventos indesejáveis aos processos. Desta forma, o mapeamento de falhas visa aumentar a excelência operacional no processo de gestão das falhas. De uma forma geral, as falhas são responsáveis pela redução da produtividade do sistema. Mediante as definições descritas anteriormente, percebe-se a relevância do mapeamento de processos e do mapeamento de falhas para uma empresa. Mas, mais do que simplesmente analisar uma organização em relação aos seus processos e aos seus modos de falhas, é também importante o estudo da agregação ou não de valor, ou seja, ao mapear seus processos é importante que as empresas se atentem para a seguinte questão: a técnica de mapeamento empregada (seja ela de processos ou de falhas) incorpora a questão da agregação de valor conforme trata o mapeamento lean? O objetivo desse artigo é então realizar um estudo da agregação de valor nas técnicas de mapeamento de processo e no mapeamento de falhas, e analisar como essas técnicas podem se complementar. Com isso será possivel propor um modelo que auxilie o mapeamento de processos, através da incorporação do mapeamento de falhas. Para isso, o artigo apresentará primeiramente a relação existente entre o mapeamento lean e o mapeamento do fluxo de valor; a seguir as definições existentes para o mapeamento de processos e o mapeamento de falhas; adiante uma discussão sobre a agregação de valor ou não nas ferramentas utilizadas nesses dois mapeamentos; e por fim apresentará uma proposta de um modelo que integre essas duas ferramentas, para que elas se tornem mais robustas para o processo de propostas de melhorias dentro da empresas conforme o foco das técnicas de mapeamento processo. 2. O Mapeamento Lean e o Mapeamento do Fluxo de Valor O mapeamento lean é uma das iniciativas que muitas das grandes empresas nos Estados Unidos vêm tentando adotar a fim de permanecerem competitivas em um mercado cada vez mais global. O foco da abordagem é a redução de custos, eliminando atividades não agregadoras de valor (ABDULMALEK E RAJGOPAL, 2007). Segundo Rother e Shook (1999), um fluxo de valor é uma coleção de todas as ações (que agregam e que não agregam valor) que são necessárias para levar um produto (ou um grupo de produtos que utilizam os mesmos recursos), através dos fluxos principais, começando pela matéria-prima e terminando com o cliente. Estas ações consideram o fluxo de informações e de materiais na cadeia de abastecimento global. O objetivo final do mapeamento do fluxo de valor é identificar todos os tipos de desperdícios na cadeia de valor e tomar medidas para tentar eliminá-los. Como pode ser visto, as definições apresentadas para o mapeamento lean e para o mapeamento do fluxo de valor são essencialmente as mesmas, e convergem para a questão da eliminação de desperdícios ou atividades que não agregam valor ao produto final; na verdade 2 percebe-se que o mapeamento do fluxo de valor é somente um dos objetivos do mapeamento lean. Lasa, Laburu e Vila (2008) esclarecem que o ambiente de produção lean desenvolveu e apresentou o mapeamento do fluxo de valor como um método funcional que visa a reorganização dos sistemas de produção com uma visão enxuta. Segundo Rother e Shook (1999), o mapeamento do fluxo de valor fornece um modelo para implementação de conceitos do lean ilustrando como os fluxos de informações e de materiais devem operar. Pettersen (2009) realizou em seu trabalho uma revisão da literatura no qual aborda os objetivos do mapeamento lean citados por diversos autores. Assim, tem-se: Fazer produtos com menos defeitos (Womack e Jones, 2003 e Womack et. al., 1990); Fluxo de uma só peça (Liker, 2004); Reduzir custos e aumentar valor (Bicheno, 2004); Foco no consumidor: alta qualidade, baixo custo, tempo reduzido - (Dennis, 2002); Operação de produção robusta (Feld, 2001); Redução de custo (Ohno, 1988); Eliminação de desperdício e redução de custos (Monden, 1998); Melhorar a qualidade e produtividade (Schonberger, 1982); Redução de custo através de eliminação de desperdício (Shingo, 1984). Como pode ser observado, na filosofia lean existe uma grande preocupação com a questão do valor. Entre esses autores, alguns citaram especificamente o mapeamento da cadeia de valor como uma característica do sistema lean, são eles Womack e Jones (2003), Womack et. al. (1990), Liker (2004), Bicheno (2004) e Dennis (2002), porém nota-se que existem outras que compõem o objetivo final do lean. Ainda tratando da questão do valor no mapeamento lean, Hines; Holweg e Rich (2004) ressaltam que um ponto crítico do pensamento lean é o foco no valor. Muitas vezes, a criação de valor, é vista como sendo igual à redução de custos. Isto representa uma crítica ainda comum da compreensão do lean. Hines; Holweg e Rich (2004) esclarecem que o pensamento lean migrou de um mero foco na redução de desperdício, para um foco na criação de valor para o consumidor, com isso uma segunda oportunidade de criação de valor foi desenvolvida: Valor é criado se desperdícios internos são reduzidos, como redução das atividades desnecessárias, aumentando o valor geral proposto para o consumidor; Valor é aumentado também se, são oferecidos características adicionais ou serviços, que têm valor para o consumidor. Esses podem ser um ciclo de entrega mais curto ou menores lotes de entrega, que talvez não adicionem custo, no entanto adicionam valor ao consumidor. Em relação à agregação de valor aos produtos, Monden (1993) definiu que existem três tipos de operações que podem ser classificadas em: Não agrega valor e desnecessária (NAD) Não agrega valor, mas necessária (NAN) Agrega valor (AV) A primeira delas é puro desperdício e envolve ações desnecessárias que podem ser eliminadas 3 completamente. São exemplos: tempo de espera, produtos intermediários em estoque e retrabalho. Operações que não agregam valor, mas necessárias podem ser desperdícios, mas são necessárias para a operação. Exemplos incluem: percorrer longas distâncias e desempacotar matérias-primas. Ao contrário de eliminar esses tipos de operações seria necessário fazer maiores mudanças nas operações como criar um novo layout ou crias acordos com os fornecedores para que entreguem as matérias-primas desempacotadas. Operações que agregam valor envolvem a conversão ou processamento de matéria-prima ou produtos semi-acabados através do uso de trabalho. Essas atividades incluem: sub-montagens de produtos, forjamento de matéria-prima e pintura. 3. Mapeamento de processos Antes que se fale do mapeamento de processos é interessante que se tenha uma visão clara do que é um processo. Assim, um processo é uma ordenação específica das atividades de trabalho no tempo e no espaço, com um começo, um fim, inputs e outputs claramente identificados, enfim, uma estrutura para ação (DAVENPORT, 1994). Ostrenga et. al. (1993) retratam que a visão de processo dá a empresa uma compreensão mais clara da sua eficácia na satisfação das necessidades do cliente e também na realização do seu trabalho. Uma razão para se executar uma análise do processo do negócio é o fato de se poder guiar programas de redução de custos e de tempos de ciclos, de melhoria da qualidade do processo ou outros esforços para melhorar o desempenho organizacional. A visão de processo fornece a conexão com o cliente e, a seguir, os processos são analisados e reprojetados para otimizar o valor para o cliente. Dessa forma fica evidente a importância de se analisar os processos que compõem uma empresa. Neste sentido a técnica de mapeamento se mostra bastante eficaz ao representar o que será feito, quem o fará, quando e onde acontecerá, além de retratar a dependência existente entre elementos ou processos. Uma vantagem desta técnica é o seu foco em melhorias resultantes da revisão de seus processos atuais partindo-se do mapa do estado atual até a proposta de um estado futuro. (ROTHER E SHOOK, 1999). Ainda sobre a questão do foco em melhorias desta técnica, Barnes (1982) afirma que existem quatro enfoques que devem ser considerados no desenvolvimento de possíveis soluções de melhorias a processos. São eles: eliminar todo trabalho desnecessário; combinar operações ou elementos; modificar a seqüência das operações; simplificar as operações essenciais. Ainda segundo Barnes (1982), simplificar uma tarefa é planejar um meio que permita obter o mesmo, ou melhor resultado, sem gastar nada mais por isso. Existem diversas técnicas de mapeamento de processo que podem ser utilizadas, algumas delas são citadas a seguir: Fluxograma (Ritzman e Krajewski, 2004): representação visual de processos onde podem ser registrados, além das atividades e informações, os pontos de tomada de decisão. Blueprint (Fitzsimmons e Fitzsimmons, 2000): mapa ou fluxograma de todas as transações integrantes do processo de prestação de serviço; Mapofluxograma (Barnes, 1982): representação do fluxograma do processo em uma planta de edifício ou na própria área em que a atividade se desenvolve; IDEF3 (Tseng et. al., 1999): diagramas que representam a rede de “comportamentos” do cliente; 4 UML (Booch et. al., 2000): fluxograma que dá ênfase à atividade que ocorre ao longo do tempo; DFD (Alter, 1999): fluxo de informações entre diferentes processos em um sistema. De acordo com Leal (2003), estas técnicas devem ser selecionadas de acordo com as características do processo e os objetivos do trabalho. Para os fins deste trabalho focaram-se somente duas destas técnicas. Para a sua seleção, realizou-se uma pesquisa na base Emerald, no dia 15/12/2009, considerando as ferramentas de mapeamento de processos já citadas anteriormente. Os resultados desta pesquisa podem ser vistos na figura 1. Na figura em questão, nota-se que as ferramentas de fluxograma e mapofluxograma apresentam o maior número de artigos publicados. Deve-se ressaltar que, uma vez que a base de artigos realiza as buscas no idioma inglês, as expressões utilizadas para a pesquisa encontram-se na Tabela 1. Figura 1 - Ferramentas utilizadas no mapeamento de processos. Ferramentas Fluxograma Mapofluxograma Blueprint UML IDEF3 DFD Expressões Utilizadas “Flowchart” “Flow diagram” “Modelling; Blueprint” UML; “Modelling” IDEF3 DFD; “Modeling” Tabela 1 – Expressões utilizadas para busca na base Emerald 4. Mapeamento de falhas A falha representa um conceito fundamental para a análise de confiabilidade, sendo a falha definida como o término da habilidade de um item para o desempenho de uma requerida função (RAUSAND E OIEN, 1996). Atuando de forma contrária à realização das metas estipuladas no mapeamento de processo, as falhas atuam como eventos indesejáveis aos processos. Desta forma, o mapeamento de falhas visa aumentar a excelência operacional no processo de gestão das falhas. De uma forma geral, as falhas são responsáveis pela redução da produtividade do sistema (PINHO, LEAL E ALMEIDA, 2006). Ainda segundo os autores, todo sistema ou processo, ao ser definido em seu mapeamento, é 5 projetado para operar com sucesso, ou seja, atendendo suas metas. A falha é, portanto, o evento que impede esta operação de sucesso do sistema ou processo. Alguns conceitos são importantes quando é realiza-se um mapeamento de falhas. Alguns deles são apresentados a seguir e representados na Figura 2. De acordo com o IEC 50 (1990), International Electrotechnical Commission, a falha é o evento onde a função requerida é interrompida, excedendo os limites aceitáveis, enquanto a falta é o estado de um item caracterizado pela impossibilidade de desempenhar uma requerida função, excluindo as situações de parada por manutenção preventiva (ou ações programadas) e paradas por falta de recursos externos. A falta é, portanto, um estado conseqüente. Já o erro é a discrepância entre um valor (ou condição) medido, observado ou computado, e a verdade (especificada ou teoricamente correta). Fonte: Rausand e Oien, 1996. Figura 2 - Diferenças entre falha, falta e erro. Fagundes (2005) afirma que as organizações almejam continuamente a redução e eliminação das falhas que são inerentes aos seus produtos ou serviços. Em várias ocasiões, a redução de falhas está ligada com a vantagem competitiva, ou seja, quanto mais isentos de falhas forem os produtos e serviços que determinada empresa é capaz de fornecer ao cliente final, maior admiração terá destes mesmos clientes. Sobre o mapeamento da falhas, Helman e Andrey (1995) afirmam que a necessidade cada vez maior em melhorar a qualidade de produtos e serviços e a satisfação dos clientes tem popularizado vários métodos e técnicas. Estas ferramentas têm como objetivo melhorar a confiabilidade de produtos ou processos, ou seja, aumentar a probabilidade de um item desempenhar sua função sem falhas. Para os fins deste trabalho focaram-se somente duas destas técnicas. Para a seleção destas técnicas, realizou-se uma pesquisa na base Emerald, no dia 15/12/2009, considerando as ferramentas de mapeamento falhas mais conhecidas. Os resultados desta pesquisa podem ser 6 vistos na Figura 3. Na figura em questão nota-se que as ferramentas FMEA e FTA apresentam o maior número de artigos publicados. Figura 3 - Ferramentas utilizadas no mapeamento de falhas 5. O valor no mapeamento de processos Nesta seção deseja-se estudar a questão do valor nas técnicas de mapeamento de processo, ou seja, visa-se responder o seguinte questionamento: as técnicas de mapeamento de processo abordam as características de agregação e não agregação de valor das atividades que constituem o sistema mapeado? Para isso, serão analisadas as técnicas de mapeamento de processo mais utilizadas na literatura conforme se mostrou na Figura 1. São elas: fluxograma e mapofluxograma. 5.1. Definições O fluxograma trata-se de uma representação visual de processos onde podem ser registrados, além das atividades e informações, os pontos de tomada de decisão (RITZMAN E KRAJEWSKI, 2004). No entanto percebe-se que em algumas situações o fluxograma tem sua interpretação melhorada se representado sobre um desenho do layout do processo, ou mesmo sobre a planta da empresa. Neste caso, as linhas utilizadas no fluxograma representam a própria direção do movimento compondo assim a técnica denominada mapofluxograma. Conclui-se então que apesar de se tratarem de técnicas distintas, o fluxograma e o mapofluxograma utilizam a mesma simbologia. A simbologia inicial para o fluxograma (chamado na época de “diagrama de fluxo de processo”) foi proposta pelo casal Gilbreth, em 1921. Inicialmente foram propostos 40 símbolos, porém anos mais tarde estes símbolos foram concentrados em apenas 4 de forma a satisfazer a necessidade de representar atividades como operações, transportes, inspeções e armazenamentos. Em 1947 a American Society of Mechanical Engineers (ASME) definiu cinco símbolos para o diagrama de fluxo de processo conforme mostra a Figura 4. 7 Fonte: American Society of Mechanical Engineers (ASME), 1947 Figura 4 - Simbologia adotada pelo fluxograma Outros símbolos foram aparecendo substituindo os já existentes ou mesmo inserindo novas opções de registro. São exemplos: a atividade de decisão; o símbolo de documentação e atividades de início e fim. 5.2. Análise da técnica Analisando-se a simbologia adotada por ambas as técnicas de mapeamento de processos em questão, percebe-se que existe nestas técnicas a preocupação em capturar as características das atividades envolvidas no sistema mapeado: agregadoras ou não agregadoras de valor. De uma maneira geral, caracterizam-se como atividades agregadoras de valor aquelas atividades representadas pelo símbolo “operação”. Já as atividades de “transporte” e inspeção” tratam-se normalmente de atividades não agregadoras de valor porém necessárias para a execução de um processo produtivo. Neste momento é válido ressaltar que ao mapearse um sistema logístico a atividade “transporte” se caracterizaria como uma atividade agregadora de valor, o que mostra que as características das atividades quanto à sua agregação de valor podem variar na medida em que se muda o foco do negócio em questão. As atividades representadas pelos símbolos “espera” e “armazenamento” tratam-se de atividades não agregadores de valor. No entanto, a caracterização destas atividades como necessárias ou desnecessárias para o alcance das metas da empresa, cabe ao responsável pelo desenvolvimento do projeto de mapeamento. Dessa forma conclui-se que ainda que as técnicas de mapeamento de processo abordadas neste trabalho não sejam tão eficazes quanto as técnicas de mapeamento lean em representar e quantificar acúmulos de estoques, esperas, filas e outras atividades não agregadoras de valor, é possível perceber que as técnicas de mapeamento de processo são capazes de diferenciar atividades agregadoras de valor daquelas não agregadoras de valor e portanto mesmo não sendo o foco destas técnicas, a questão do valor está incorporada também nas técnicas de mapeamento de processos. 8 6. O valor no mapeamento de falhas Do mesmo modo que viu-se na seção 5, deseja-se estudar nesta seção a questão do valor nas técnicas de mapeamento de falhas, ou seja, visa-se responder o mesmo questionamento proposto anteriormente: as técnicas de mapeamento de falhas abordam as características de agregação e não agregação de valor das atividades que constituem o sistema mapeado? Para isso, serão analisadas as técnicas de mapeamento de falhas mais utilizadas na literatura conforme mostrou-se na Figura 3. São elas: FMEA e FTA. 6.1. Definições FTA (Fault Tree Analysis) é um modelo gráfico que permite mostrar o encadeamento dos diferentes eventos relacionados com determinada falha. Ele parte de um modo de falha, denominado “evento de topo”, buscando as possíveis causas diretas da ocorrência do evento. Em suma, é um procedimento que começa por uma falha e trabalha com o objetivo de identificar todas as possíveis causas (ARAÚJO et. al., 2000). Percebe-se que a FMEA (Failure mode and effect analysis) vai um pouco mais longe do que a FTA em relação a seus propósitos, isso porque a FMEA além de tratar a questão dos modos de falha, este leva também em consideração a gravidade da ocorrência da falha para as metas de um determinado processo. Assim, a FMEA pode ser definido como uma técnica analítica utilizada por engenheiros para assegurar que todos os problemas potenciais foram considerados. A FMEA identifica modos de falha potenciais em produtos, os efeitos potenciais das falhas nos clientes, as potenciais causas destas falhas, métodos para reduzir a freqüência da ocorrência dos modos de falha e a detecção das condições destas falhas (TAN, 2003). 6.2. Análise da técnica A análise da questão do valor nas técnicas de mapeamento de falhas seguirá uma abordagem diferente daquela utilizada na seção anterior para o mapeamento de processos. Isso se deve em função das diferenças existentes entre as simbologias adotadas por cada uma das técnicas de mapeamento. Pois enquanto a simbologia empregada nas técnicas de mapeamento de processos se mostra bastante expressiva em relação ao valor, a simbologia utilizada pelas técnicas de mapeamento de falhas pouco diz ao seu leitor quanto ao fluxo de valor existente no sistema mapeado. No entanto quando se analisa a função e os objetivos das técnicas de mapeamento de falhas, percebe-se que a questão do valor abordado pelo mapeamento lean está presente também no mapeamento de falhas. Segundo Pinho, Leal e Almeida (2006), cada processo mapeado possui uma meta, que justifica sua criação e pondera a questão da agregação do valor. Porém, durante a execução normal do processo (conforme projetado no mapeamento de processo) alguns problemas podem ocorrer, impedindo que a metas estabelecidas sejam atingidas. Estes problemas podem ser classificados como falhas do processo. Assim, o mapeamento de falhas demonstra a formação de eventos que impedem os processos de atingir as metas definidas no mapeamento de processos. Entende-se então, que uma vez que o mapeamento de processo aborda a questão da agregação de valor, e ainda, que o mapeamento de falhas comporta-se como um mapeamento de processo às avessas, então é possível concluir-se que o mapeamento de falhas também abrange a questão da agregação de valor tratada mais comumente pelo mapeamento lean. 9 Porém, sabendo-se que o mapeamento de falhas trata a agregação de valor, surge um novo questionamento: as atividades (modos de falha) que compõem um mapeamento de falhas são agregadoras de valor ou não agregadoras de valor? Necessárias ou desnecessárias para o sistema mapeado? Pillay e Wang (2003) definem modo de falha como um modo potencial de falha descreve a forma na qual um produto ou processo poderia não apresentar o desempenho desejado para sua função, como por exemplo fadiga, colapso, quebra, deterioração, perda, vibração, queima, etc. Percebe-se então, a partir da análise da definição de modo de falha proposta por Pillay e Wang (2003) que as atividades representadas no mapeamento de falhas tratam-se de atividades não agregadoras de valor desnecessárias que devem ser eliminadas ou pelo menos controladas a fim de se alcance as metas das empresas. 7. Modelo proposto: combinação entre as técnicas de Mapeamento de processos e de falhas Analisando-se o que foi discutido nas seções anteriores, pode-se concluir que o mapeamento de processo tem como objetivo criar uma apresentação visual dos processos, permitindo a combinação, simplificação, alteração de seqüência ou mesmo a eliminação de atividades. Já o mapeamento de falhas tem como objetivo registrar a origem da falha, buscando eliminar sua ocorrência através da análise das relações de causa e efeito. Além disso, Pinho, Leal e Almeida (2006) afirmam que o mapeamento dos processos possibilita a identificação das metas atribuídas às atividades. Uma vez que estas metas não são cumpridas, em virtude da ocorrência de falhas, deve ocorrer o mapeamento de falhas a fim de se incrementar a confiabilidade do processo e seu valor agregado. Assim, entende-se que o mapeamento de processos é necessário para se detalhar as etapas envolvidas em uma determinada atividade, possibilitando a identificação de elementos que influem significativamente no processo e conseqüente otimização na utilização de recursos para a solução de problemas e, portanto, o prévio mapeamento de processo de um determinado sistema permite que o desenvolvimento do mapeamento de falhas ocorra com maior facilidade e precisão. Por outro lado, uma vez realizada a análise de falhas de um determinado sistema, torna-se mais fácil a visualização de oportunidades de melhorias permitindo-se assim que se atinja o foco em melhorias inerente à ferramenta de mapeamento de processos. A partir desta discussão, propõem-se a seguir um modelo robusto de mapeamento que visa unir as técnicas de mapeamento de processos e de falhas, conforme Figura 5. 10 Figura 5 – Modelo proposto 8. Conclusão O presente artigo atingiu seu objetivo proposto ao analisar um tema ainda pouco abordado pela literatura: a questão do valor, característico do mapeamento lean, dentro das técnicas de mapeamento de processos e mapeamento de falhas. Além disso, foi possível observar que as técnicas de mapeamento de processos e de falhas ainda que possuam diferentes simbologias e abordagens, podem ser combinadas resultando em um método de mapeamento mais robusto e menos suscetível a erros. No entanto é válido que ressaltar embora a aplicabilidade do modelo proposto tenha ficado explícita no decorrer deste trabalho, sua eficácia não pôde ser avaliada. Para que isso seja possível, sugere-se a realização de um estudo mais aprofundado que avalie como o modelo proposto influencia na prática a identificação e o tratamento de falhas, de maneira a tornar a técnica de mapeamento de processos de fato mais robusta. 9. Agradecimentos Os autores agradecem à FAPEMIG, CNPq e CAPES pelo suporte financeiro ao presente trabalho. Referências ABDULMALEK, F. A, & RAJGOPAL, J. Analyzing the benefits of lean manufacturing and value stream mapping via simulation: A process sector case study. International Journal of Production Economics, Vol. 107, n. 1, p. 223-236, 2007. ALTER, S. Information system: a management perspective. Addison Wesley Longman, 3a ed., 1999. 11 ARAÚJO, L. O. C., AQUINO, J. P. R. & ROTONDARO, R. G. Análise e Aplicabilidade das Ferramentas da Qualidade no Serviço de Fôrmas como Auxílio ao Planejamento para Produção. XXI Encontro Nacional de Engenharia de Produção. Anais. Salvador / BA, 2001. BARNES, R. M. Estudo de movimentos e de tempos. São Paulo: Edgard Blücher, 6ª ed., 1982. BOOCH, G.; RUMBAUGH, J. & JACOBSON, I. UML – Guia do Usuário. Editora Campus, 2000. DAVENPORT, T. H. Reengenharia de processos. Rio de Janeiro: Campus, 1994. FAGUNDES, L. D. Mapeamento de Falhas em Concessionárias do Setor Elétrico: Gestão do Conhecimento Auxiliando a Gestão da Manutenção. Dissertação (Mestrado em Engenharia de Produção) Programa de PósGraduação em Engenharia de Produção, Itajubá, MG, UNIFEI, 2005. FITZSIMMONS, J.A. & FITZSIMMONS, M.J. Administração de Serviços: operações, estratégia e tecnologia da informação. Porto alegre: 2a ed., Bookman, RS, 2000. HELMAN H. & ANDERY, P. R. P. Análise de Falhas. Aplicação de FMEA e FTA. Belo Horizonte: Editora Fundação Cristiano Ottoni, 1995, 156 p. HINES, P.; HOLWEG, M. & RICH, N. Learnig to envolve. A review of contemporany lean thinking. International Journal of Operations & Production Management, Vol. 24, n. 10, p. 994-1011, 2004. IEC 50 (191). International Electrotechnical Vocabulary. Chapter 191 – Dependability and quality of service. Int. Electrotechnical Commission, Geneva, 1990. JOHANSSON, H. J. Processos de negócios. São Paulo: Pioneira, 1995. LASA, I. S.; LABURU, C. O. & VILA, R. C. An evaluation of the value stream mapping tool. Business Process Management Journal, v. 14, n. 1, p. 39-52, 2008. LEAL, F. Um diagnóstico do processo de atendimento a clientes em uma agência bancária através de mapeamento de processos e simulação computacional. Dissertação (Mestrado em Engenharia de Produção) Programa de Pós-Graduação em Engenharia de Produção, Itajubá, MG, UNIFEI, 2003. MONDEN, Y. Toyota Production System: An Integrated Approach to Just-in-Time. 2nd ed., Industrial Engineering and Management Press, Norcross, GA, 1993. OSTRENGA, M. R.; OZAN, T. R.; MCLLHATTAN, R. D. & HARWOOD, M.D. Guia da Ernst & Young para Gestão Total dos Custos, 1993. PETTERSEN, J. Defining Lean Production: Some conceptual and practical issues. The TQM Journal. Vol. 21, n. 2, p. 127-142, 2009. PILLAY, A.; WANG, J. Modified failure mode and effects analysis using approximate reasoning. Reliability Engineering & System Safety, v.9, p. 69–85, 2003. PINHO, A., LEAL, F. & ALMEIDA, D. A. Integração entre o Mapeamento de Processo e o Mapeamento de Falhas: dois casos de aplicação no setor elétrico. XXVI Encontro Nacional de Engenharia de Produção. Anais. Fortaleza / CE, 2006. RAUSAND, M.; OIEN, K. The basic concepts of failure analysis. Reliability Engineering & System Safety. Vol. 53, n. 1, p. 73-83, 1996. RITZMAN, L.P. & KRAJEWSKI, L.J. Administração da Produção e Operações. Editora Prentice Hall, 2004. ROTHER, M. & SHOOK, J. Learning to See: Value Stream Mapping to Create Value and Eliminate Muda. The Lean Enterprise Institute, Brookline, MA., 1999. TAN, C.M. Customer-focused build-in reliability: a case study. International Journal of Quality & Reliability Management, Vol. 20, n. 3, p. 378-397, 2003. TSENG, M. M.; QINHAI, M. & SU, C. Mapping Customers’ Service Experience for Operations Improvement. Business Process Management Journal, Vol. 5, n.1, p.50-64, 1999. 12
Baixar