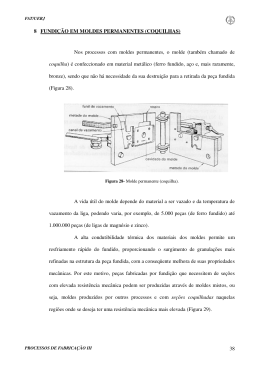
UNIVERSIDADE DO ESTADO DO RIO DE JANEIRO FACULDADE DE TECNOLOGIA CURSO DE ENGENHARIA DE PRODUÇÃO – MECÂNICA PROCESSOS DE FABRICAÇÃO III Processos de Fundição Prof. Jaques Jonas Santos Silva Resende, RJ, novembro de 2009. FAT/UERJ FICHA CATALOGRÁFICA 1. ed. Silva, Jaques Jonas Santos, 1971 Apostila de Processos de Fabricação III – Fundição / Jaques Jonas Santos Silva. 1. ed. – Rio de Janeiro: 2009. 49p. 1. Processos de fabricação 2. Fundição 3. Solidificação das ligas metálicas I. Título PROCESSOS DE FABRICAÇÃO III 2 FAT/UERJ ÍNDICE 1 INTRODUÇÃO À ENGENHARIA DE FABRICAÇÃO ................................................. 6 1.1 INTRODUÇÃO ............................................................................................................. 6 1.2 DEPARTAMENTOS DE UMA ORGANIZAÇÃO....................................................... 7 2 FUNDIÇÃO ..................................................................................................................... 10 2.1 FENÔMENOS QUE OCORREM NA SOLIDIFICAÇÃO DOS METAIS ............... 11 2.1.1 Cristalização............................................................................................................. 11 2.1.2 Contração de volume ............................................................................................... 12 2.1.3 Concentração de impurezas..................................................................................... 15 2.1.4 Desprendimento de gases ......................................................................................... 16 2.2 ETAPAS DA FUNDIÇÃO............................................................................................ 17 2.3 CARACTERÍSTICAS DOS PROCESSOS DE FUNDIÇÃO .................................... 19 2.3.1 Características das peças fundidas.......................................................................... 19 2.3.2 Defeitos comuns no processo ................................................................................... 19 2.3.3 Vantagens do processo ............................................................................................. 19 2.3.4 Desvantagens do processo........................................................................................ 20 2.4 CLASSIFICAÇÃO DOS PROCESSOS DE FUNDIÇÃO.......................................... 20 3 FUNDIÇÃO EM AREIA ................................................................................................. 22 3.1 CARACTERÍSTICAS DOS MOLDES PARA FUNDIÇÃO EM AREIA ................. 22 3.2 CARACTERÍSTICAS DAS AREIAS DE FUNDIÇÃO ............................................. 23 3.3 MATERIAIS UTILIZADOS PARA A MISTURA DAS AREIAS DE FUNDIÇÃO .. 23 3.3.1 Elemento refratário.................................................................................................. 23 3.3.2 Elemento aglomerante ............................................................................................. 24 PROCESSOS DE FABRICAÇÃO III 3 FAT/UERJ 3.4 VARIANTES DOS PROCESSOS DE FUNDIÇÃO EM AREIA ............................... 25 3.5 FUNDIÇÃO EM AREIA VERDE ............................................................................... 25 3.5.1 Etapas da moldagem em areia verde....................................................................... 26 3.5.2 Vantagens ................................................................................................................. 28 3.5.3 Desvantagens............................................................................................................ 28 3.6 FUNDIÇÃO EM AREIA SECA (ESTUFADA) .......................................................... 29 3.7 FUNDIÇÃO EM AREIA COM CIMENTO ............................................................... 29 3.8 PROCESSO CO2 ......................................................................................................... 30 4 PROCESSOS DE FUNDIÇÃO DE PRECISÃO ............................................................ 31 4.1 FUNDIÇÃO EM CASCA ............................................................................................ 31 4.1.1 Vantagens ................................................................................................................. 32 4.1.2 Desvantagens............................................................................................................ 32 4.2 PROCESSO À CERA PERDIDA (PROCESSO DE INVESTIMENTO) ................. 33 4.2.1 Vantagens ................................................................................................................. 34 4.2.2 Desvantagens............................................................................................................ 34 5 FUNDIÇÃO EM GESSO ................................................................................................ 35 6 FUNDIÇÃO EM CERÂMICA........................................................................................ 36 7 MOLDAGEM PLENA .................................................................................................... 37 7.1 VANTAGENS............................................................................................................... 37 7.2 DESVANTAGENS ....................................................................................................... 37 PROCESSOS DE FABRICAÇÃO III 4 FAT/UERJ 8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) ................................... 38 8.1 VANTAGENS............................................................................................................... 39 8.2 DESVANTAGENS ....................................................................................................... 39 9 FUNDIÇÃO SOB PRESSÃO .......................................................................................... 41 9.1 FUNDIÇÃO SOB PRESSÃO EM CÂMARA QUENTE ........................................... 42 9.2 FUNDIÇÃO SOB PRESSÃO EM CÂMARA FRIA .................................................. 43 9.3 VANTAGENS............................................................................................................... 43 9.4 DESVANTAGENS ....................................................................................................... 44 10 FUNDIÇÃO POR CENTRIFUGAÇÃO ..................................................................... 45 11 FUNDIÇÃO CONTÍNUA (LINGOTAMENTO CONTÍNUO)...................................... 47 12 BIBLIOGRAFIA ......................................................................................................... 49 PROCESSOS DE FABRICAÇÃO III 5 FAT/UERJ 1 INTRODUÇÃO À ENGENHARIA DE FABRICAÇÃO 1.1 INTRODUÇÃO Um novo produto surge de uma necessidade do mercado. A fabricação deste produto deve obedecer a um projeto que leve em conta todas as características do produto e as condições às quais será submetido: • Dimensionamento; Verificação de esforços; Desgaste; Vida útil; Etc. • PRODUTO • PROJETO • • Um bom projeto de produto não é o suficiente. Outros fatores igualmente importantes devem ser observados: • Intercambiabilidade entre peças e componentes: confere confiabilidade ao produto para consumo em larga escala. Esta condição pode ser atingida ainda em fase de projeto (tolerâncias de ajuste, especificações de desvios, acúmulo de tolerâncias). • Qualidade: deve ser mantida constante ao longo dos lotes produzidos. • Custo final: deve ser o menor possível. Estes são os pré-requisitos para que o produto seja competitivo. Os dois últimos fatores (qualidade e custo) só podem ser manipulados após o projeto ser liberado para a produção. Entre o projeto do produto e sua produção, encontra-se uma metodologia de PROCESSOS DE FABRICAÇÃO III 6 FAT/UERJ análise e tratamento tecnológico destes dois últimos fatores (qualidade e custo): a Engenharia de Fabricação. O diagrama da Figura 2 mostra onde a Engenharia de Fabricação está inserida dentro do ciclo produtivo. • Sugestões para alteração do projeto • Sugestões • Problemas • Estudos econômicos • Alternativas • Processos de fabricação • Tempos • Métodos • Arranjos • Desenhos • Especificações ENGENHARIA DE PRODUTO MARKETING • Alterações • Simplificações • Melhorias de desempenho ENGENHARIA DE FABRICAÇÃO • Especificações • Normas • Alterações das PRODUÇÃO • Experiências • Capacidades dos processos CONTROLE DE QUALIDADE especificações PRODUTO FINAL • Qualidade préespecificada • Pesquisas de aceitação • Competição de mercado MERCADO Figura 2 - Diagrama do ciclo produtivo. Conhecer os processos de fabricação é condição fundamental para o desenvolvimento do ciclo produtivo de um produto. 1.2 DEPARTAMENTOS DE UMA ORGANIZAÇÃO Departamentos que desempenham papel fundamental: PROCESSOS DE FABRICAÇÃO III 7 FAT/UERJ a) Engenharia de produto: • Define dimensões, tolerâncias dimensionais e geométricas, acabamentos, tratamentos, etc. • Testa os protótipos a fim de verificar sua funcionalidade e qualidade. b) Produção: • Produz quantidades programadas dentro do prazo definido. • Deve ser subsidiado com informações técnicas de forma a antecipar eventuais problemas. c) Controle de qualidade: • Assegura que o produto ao final do ciclo de fabricação seja cópia fiel do desenho originado no projeto. • Faz cumprir exigências dimensionais e especificações técnicas. d) Engenharia de Fabricação: 1.3 • Elo entre projetar, produzir e controlar a qualidade. • Processos de fabricação. • Tempos e métodos. • Arranjo físico. PROCESSOS DE FABRICAÇÃO Em um sentido estrito, podemos considerar os processos de fabricação mecânica como os processos de modificação de um corpo metálico com o fim de lhe conferir uma forma definida. Tais processos podem ser divididos em dois grupos: a) Processos mecânicos: as modificações de forma são causadas pela aplicação de tensões externas. Se as tensões aplicadas forem menores que a tensão de ruptura do material, temos processos de conformação plástica, caso contrário, temos PROCESSOS DE FABRICAÇÃO III 8 FAT/UERJ processos de usinagem (Figura 3). b) Processos metalúrgicos: as modificações de forma são causadas por altas temperaturas. Se as temperaturas aplicadas forem menores que a temperatura de fusão do material, temos processos de sinterização, caso contrário, temos processos de fusão / solidificação (Figura 3). Processos de conformação dos metais Processos mecânicos (σ) Processos metalúrgicos (T) Conformação plástica (σ < σr) Usinagem (σ > σr) Sinterização (T < Tf) Fusão / solidificação (T > Tf) Ex: forjamento, estiramento. Ex: torneamento, fresagem. Ex: metalurgia do pó. Ex: fundição, soldagem. Figura 3 - Organograma dos processos de fabricação. PROCESSOS DE FABRICAÇÃO III 9 FAT/UERJ 2 FUNDIÇÃO Fundição é o processo de fabricação de peças metálicas que consiste basicamente no preenchimento de moldes (com as dimensões e formato da peça desejada) com metal em estado líquido (Figura 4). Figura 4 - Preenchimento de um molde de fundição com metal em estado líquido. A fundição pode ser considerada como um processo inicial, pois pode-se obter (além de peças praticamente acabadas) lingotes, tarugos e placas, os quais são conformados mecanicamente para a obtenção de perfis, chapas, laminados, etc. O processo de fundição é conhecido pelo homem desde aproximadamente 3.000 AC. Os primeiros metais a serem fundidos foram o cobre e o bronze. O desenvolvimento de fornos de fundição com temperaturas de trabalho mais altas e utensílios capazes de conter o ferro fundido permitiu que as primeiras fundições de ferro fundido se desenvolvessem a partir de 1.340 D.C. Atualmente os processos de fundição buscam o controle das propriedades e microestruturas das ligas. PROCESSOS DE FABRICAÇÃO III 10 FAT/UERJ 2.1 FENÔMENOS QUE OCORREM NA SOLIDIFICAÇÃO DOS METAIS São os seguintes os fenômenos que ocorrem durante a solidificação dos metais. • Cristalização; • Contração de volume; • Concentração de impurezas; • Desprendimento de gases. Estes fenômenos tendem a influir negativamente no processo de fundição, e são comuns a todas as variantes dos processos de fundição, em maior ou menor grau. 2.1.1 Cristalização Durante a solidificação dos metais há o surgimento de estruturas cristalinas sendo que o crescimento destas estruturas se dá de maneira não uniforme. O crescimento das estruturas num processo de fundição é limitado e influenciado pelas paredes dos moldes. Como as paredes dos moldes estão a uma temperatura inferior à do metal fundido, surge no interior do molde preenchido com metal fundido um gradiente de temperatura que favorece o crescimento das estruturas em uma direção perpendicular às paredes do molde (crescimento dendrítico - Figura 5 e Figura 6). Figura 5 - Crescimento de uma dendrita. PROCESSOS DE FABRICAÇÃO III 11 FAT/UERJ Figura 6 – Dentritas em um lingote de aço. Em moldes com cantos vivos1, o crescimento de grupos colunares de cristais em paredes contíguas pode ocasionar o surgimento de planos diagonais, comprometendo as propriedades mecânicas da peça. Em geral, as peças tendem a ser mais frágeis na região destes planos, a qual é mais suscetível a fissuras e trincas (Figura 7). (a) (b) Figura 7 - Efeito dos cantos na cristalização: (a) Paredes com cantos arredondados. (b) Paredes com cantos vivos, evidenciando o surgimento de planos diagonais. 2.1.2 Contração de volume Pode ser de três tipos: • Contração líquida: causada pelo aumento da densidade à medida que o metal líquido é resfriado; • Contração de solidificação: causada pela cristalização durante a solidificação; 1 Pontos onde não existe uma tangente definida. PROCESSOS DE FABRICAÇÃO III 12 FAT/UERJ • Contração sólida: causada pelo resfriamento do metal solidificado, desde a temperatura de solidificação até a temperatura ambiente. A contração é expressa em porcentagem de volume ou, no caso da contração sólida, em porcentagem de contração linear, a qual depende do material (ver Tabela 1). Tabela 1 - Porcentagem de contração linear para alguns materiais metálicos: Material %Contração linear Aço (0,35%C) 2,4 Alumínio 5,7 Cobre 7,3 Estanho 1,5 Ferro fundido branco 1,3 ~1,4 Ferro fundido cinzento 1,0 Ferro fundido maleável 1,2 ~1,3 Magnésio 5,8 Zinco 4,1 A contração dá origem a um defeito conhecido como “vazio” ou “rechupe”, causado pela contração que se inicia na periferia do molde (temperatura mais baixa) e avança até o centro (temperatura mais alta), o qual se solidifica por último (Figura 8). Figura 8 - Formação do rechupe em um lingote fundido. Outros efeitos indesejáveis da contração volumétrica: PROCESSOS DE FABRICAÇÃO III 13 FAT/UERJ • Surgimento de trincas; • Tensões residuais; • Alterações nas dimensões das peças. O controle destes efeitos é obtido com o adequado projeto das peças ou tratamentos térmicos para alívio de tensões (Figura 9). Figura 9 – Exemplo de trincas a quente causadas pela contração volumétrica. Os vazios ou rechupes podem ser eliminados através do provimento de metal fundido às peças ou lingotes através de massalotes (Figura 10) ou alimentadores (Figura 11). PROCESSOS DE FABRICAÇÃO III 14 FAT/UERJ Figura 10 - Uso do massalote para prevenção do rechupe em um lingote. Figura 11 - Uso do alimentador para prevenção do rechupe em uma peça fundida. 2.1.3 Concentração de impurezas Nos processos de fundição, os metais (ou suas ligas) vazados nos moldes possuem impurezas, as quais não puderam ser completamente eliminadas. Observe-se, por exemplo, as impurezas presentes em uma liga de ferro-carbono: Impurezas: Ligas de Fe-C PROCESSOS DE FABRICAÇÃO III • Fósforo (P); • Enxofre (S); • Manganês (Mn); • Silício (Si). 15 FAT/UERJ Como algumas impurezas são menos solúveis no estado sólido, durante a solidificação estas acompanham o metal líquido, buscando maiores regiões de maiores temperaturas (onde são mais solúveis), acumulando-se desta forma na última parte a se solidificar (Figura 12). A concentração de impurezas nestas regiões constitui num defeito conhecido como segregação. A principal conseqüência da segregação é a heterogeneidade na composição do material, conforme a seção considerada, com conseqüentes alterações nas suas propriedades mecânicas. Figura 12 - Segregação de impurezas em um cilindro fundido A segregação pode ser atenuada com o controle rigoroso da composição química das ligas ou o controle da velocidade de resfriamento. 2.1.4 Desprendimento de gases Ocorre principalmente nas ligas de ferro-carbono, onde o oxigênio dissolvido no metal tende a combinar-se com o carbono, formando CO (monóxido de carbono) e CO2 (dióxido de carbono). Durante a solidificação estes gases ficam retidos no interior das peças, na forma de bolhas. Estas bolhas também podem chegar à superfície da peça, causando imperfeições no acabamento das peças. As bolhas podem ser evitadas com a adição de elementos desoxidantes (Si, PROCESSOS DE FABRICAÇÃO III 16 FAT/UERJ Mn, Al) ao metal líquido. Ao combinar-se com o oxigênio, estes elementos formarão óxidos, os quais se precipitarão (SiO2 , MnO2 , Al2O3 ). A rigor, as bolhas não constituem maior problema nos aços de baixo carbono, se após a fundição os mesmos forem submetidos a processos de laminação. Durante a deformação causada por tais processos, as paredes das bolhas acabam por unir-se por um processo semelhante aos processos de soldagem (caldeamento). Porém, em aços de alto carbono, os quais possuem baixa soldabilidade, as bolhas devem ser evitadas. Além do oxigênio, também o hidrogênio (H2) e o nitrogênio (N2) podem ser liberados durante a solidificação, causando porosidades, fissuras internas e alterações nas características mecânicas do material. 2.2 ETAPAS DA FUNDIÇÃO • • Ligas ferrosas • • Aço Ferro fundido Fundidos • Ligas não ferrosas Matérias primas para a fundição • • Ligas de Cu Ligas de Al • Ligas de Zn • Ligas de Mg • Etc • • Moldes e modelos Madeiras Areias Ligas metálicas • Ceras • Materiais cerâmicos • Polímeros • Etc • • Genericamente, pode-se resumir o processo de fundição às seguintes etapas: a) Confecção do modelo: com o formato da peça a ser fundida, servirá para a construção do molde. Suas dimensões devem prever a contração do metal e o PROCESSOS DE FABRICAÇÃO III 17 FAT/UERJ sobremetal para posterior usinagem, se for o caso. • Materiais utilizados na confecção do modelo Madeira • Alumínio • Aço • Resina • Cera • Isopor • Etc b) Confecção do molde: dispositivo que recebe o metal fundido para a obtenção da peça. Consiste basicamente de uma cavidade deixada em um material pelo modelo da peça a ser fundida. • Materiais utilizados na confecção do molde Areia Cerâmicas Ligas metálicas • Gesso • Cimento • Etc • • c) Confecção dos machos: dispositivos com a função de formar vazios, furos e reentrâncias na peça. São colocados nos moldes antes de seu fechamento para receber o metal líquido. d) Fusão do metal: para vazamento nos moldes. e) Vazamento: enchimento do molde com o metal líquido. f) Desmoldagem: retirada da peça do molde após a solidificação do metal. g) Rebarbação: retirada dos canais de alimentação, alimentadores, massalotes ou rebarbas existentes. h) Limpeza: pode ser necessária para eliminação de resíduos, dependendo do processo. PROCESSOS DE FABRICAÇÃO III 18 FAT/UERJ 2.3 CARACTERÍSTICAS DOS PROCESSOS DE FUNDIÇÃO 2.3.1 Características das peças fundidas • Acréscimo de sobremetal para posterior usinagem; • Furos pequenos, reentrâncias e detalhes não são, em geral, reproduzidos satisfatoriamente (dificultam o processo), sendo obtidos posteriormente por usinagem; • Arredondamento de cantos para facilitar o preenchimento do molde e evitar trincas. 2.3.2 Defeitos comuns no processo • Inclusão de grãos de areia do molde nas paredes da peça (no caso da fundição em moldes de areia) – abrasivos, causam defeitos na peça submetida a posterior usinagem além de reduzir a vida útil das ferramentas de corte; • Vazios ou rechupes; • Porosidade devido ao desprendimento de gases, comprometendo as características mecânicas ou o acabamento superficial. 2.3.3 Vantagens do processo • Em geral, os processos de fundição envolvem custos baixos; • As peças podem apresentar desde formas mais simples até as mais complexas, até mesmo impossíveis de serem obtidas por outros processos; • As peças podem apresentar dimensões ilimitadas; • O processo permite alto grau de automatização, adequando-se à produção em série; PROCESSOS DE FABRICAÇÃO III 19 FAT/UERJ • Podem ser reproduzidas peças com diversos padrões de acabamento e tolerância. 2.3.4 Desvantagens do processo • Em geral, limitado quanto ao grau de acabamento; • Peças com menores limites de resistência mecânica quando comparadas às peças produzidas por outros processos, devido ao resfriamento lento do metal fundido nos moldes, o que propicia o surgimento de estruturas com granulação grosseira; • Necessidade de sempre se possuir um molde, o que pode ser desvantajoso no caso de moldes destrutíveis, já que implica na confecção de um molde para cada peça a ser produzida, tornando oneroso um volume de produção mais elevado; • Equipamentos de grande porte são necessários; • Alto consumo de energia. 2.4 CLASSIFICAÇÃO DOS PROCESSOS DE FUNDIÇÃO A qualidade de peças fundidas (tolerâncias dimensionais, acabamentos, etc) está diretamente relacionada à qualidade do molde utilizado. Partindo-se deste princípio, pode-se classificar os processos de fundição em relação aos moldes utilizados, conforme o organograma mostrado na Figura 13. PROCESSOS DE FABRICAÇÃO III 20 FAT/UERJ Classificação dos processos de fundição quanto ao moldes Moldes destrutíveis Modelo destrutível Processo à cera perdida Moldes permanentes Modelo permanente Coquilhas Fundição em areia Fundição sob pressão Fundição em casca Fundição por centrifugação Moldagem plena Fundição em gesso Lingotamento contínuo Fundição em cerâmica Figura 13 – Organograma representando a classificação dos processos de fundição. PROCESSOS DE FABRICAÇÃO III 21 FAT/UERJ 3 FUNDIÇÃO EM AREIA O processo de fundição em areia consiste basicamente na compactação, mecânica ou manual, de uma mistura refratária plástica (areia de fundição) sobre um modelo montado em uma caixa de moldar (Figura 14). A areia de fundição consiste de uma mistura de um elemento refratário granular (areia) com um elemento aglomerante. Figura 14- Molde para fundição em areia. 3.1 CARACTERÍSTICAS DOS MOLDES PARA FUNDIÇÃO EM AREIA A fim de assegurar a qualidade das peças fundidas, algumas características do molde devem ser observadas: a) resistência: para suportar a pressão do metal líquido e a ação erosiva deste durante o escoamento nos canais e cavidades de molde; b) mínima geração de gás: a fim de evitar a contaminação do metal; c) permeabilidade: para possibilitar a saída dos gases gerados durante o processo de solidificação; d) refratariedade: para suportar as altas temperaturas de fusão do metal; e) desmoldabilidade: o molde deve permitir que a peça solidificada seja desmoldada com relativa facilidade; PROCESSOS DE FABRICAÇÃO III 22 FAT/UERJ f) estabilidade dimensional: deve ser alta o suficiente para não interferir nas tolerâncias dimensionais da peça; g) colapsabilidade: os machos devem colapsar sob as tensões causadas pela contração volumétrica do metal durante a solidificação, de forma a evitar trincas e o surgimento de tensões internas nas peças fundidas. 3.2 CARACTERÍSTICAS DAS AREIAS DE FUNDIÇÃO Se a qualidade dos moldes dependem das características observadas no item anterior, estas dependem das características das areais de fundição. a) resistência: a qual depende principalmente do elemento aglomerante utilizado para manter as partículas do material refratário coesas; b) permeabilidade: à passagem dos gases; c) refratariedade: a areia moldada deve ser capaz de resistir às altas temperaturas de fusão dos metais sem que os grãos se fundam ou que o elemento aglomerante perca sua capacidade de manter as partículas coesas; d) teor de umidade: o qual afeta a permeabilidade (maior umidade, menor permeabilidade), a resistência (maior umidade, menor resistência) e a formação de gases (maior umidade, maior geração de gases); e) fluidez: a qual afeta a moldabilidade, ou seja, a capacidade de fluência para o preenchimento de cavidades, reentrância e detalhes. 3.3 MATERIAIS UTILIZADOS PARA A MISTURA DAS AREIAS DE FUNDIÇÃO 3.3.1 Elemento refratário Geralmente utilizam-se areias silicosas, podendo ser: PROCESSOS DE FABRICAÇÃO III 23 FAT/UERJ a) areias naturais: areia lavada (retirada de rios) ou saibro; b) areias semi-sintéticas: mistura de areias naturais e aditivos para a correção das propriedades; c) areias sintéticas: a granulação e a composição são controladas para otimização das propriedades. Quanto ao uso, as areias podem ser: a) de enchimento: com granulometria mais grosseira e de menor custo, utilizado no enchimento das caixas de moldar; b) de faceamento: de granulometria mais refinada e de maior custo, ficam em contato com as faces do modelo de modo a propiciar um melhor acabamento; c) de macho: utilizadas na confecção dos machos. 3.3.2 Elemento aglomerante Irá conferir coesão às partículas do elemento refratário de forma a conferir resistência mecânica ao molde. Podem ser orgânicos, inorgânicos ou minerais. a) minerais: argilas ou cimentos; b) orgânicos: óleos secativos2 e semi-secativos (óleos de linhaça, milho, oiticica, mamona), farinhas de cereais (dextrina3, mogul4) e resinas (breu); c) inorgânicos: bentonita. 2 Óleos que possuem a capacidade de polimerizar-se sob determinadas condições. Derivado do milho, confere grande resistência ao molde. 4 Derivado do amido de milho. 3 PROCESSOS DE FABRICAÇÃO III 24 FAT/UERJ 3.4 VARIANTES DOS PROCESSOS DE FUNDIÇÃO EM AREIA Dependendo dos processos de conformação dos moldes e os materiais utilizados, os processos em areia apresentam as seguintes variantes: a) fundição em areia verde; b) fundição em areia seca (ou estufada); c) fundição em areia com cimento; d) processo CO2. 3.5 FUNDIÇÃO EM AREIA VERDE Dentre os processos de fundição é o mais simples e o de menor custo, sendo também o mais utilizado. A areia de fundição é composta de uma mistura de aproximadamente 75% de areia silicosa, 20% de argila e 5% de água (composição média – varia conforme o tipo de areia e da argila utilizada). A mistura recebe o nome de “areia verde” porque mantém sua umidade original, não sendo necessária sua secagem em estufas. Os componentes da areia de fundição são misturados secos com o auxílio de misturadores, seguindo-se da adição, aos poucos, de água até a completa homogeneização da mistura. A moldagem é realizada manualmente, com soquetes, ou mecanicamente, com auxílio de máquinas de compressão, impacto, vibração ou projeção centrífuga. A areia utilizada pode ser reaproveitada, chegando-se a obter índices de recuperação da ordem de 98%. Os moldes em areia verde se prestam à fundição de metais ferrosos e nãoferrosos com rapidez e economia, adequando-se à produção em série. PROCESSOS DE FABRICAÇÃO III 25 FAT/UERJ 3.5.1 Etapas da moldagem em areia verde a) O modelo da peça é executado de acordo com o projeto da peça, prevendo-se a contração volumétrica, o sobremetal e os alimentadores (Figura 15). Projeto da peça a ser fundida Linha de secção Posicionadores do macho Parte superior do modelo Modelo da peça Parte inferior do modelo Figura 15 - Projetos da peça e do modelo. b) Os machos, se necessários, são confeccionados em moldes apropriados. c) A parte inferior do modelo é colocada no fundo da caixa de moldar sobre uma superfície plana. O modelo é coberto com talco ou grafite para evitar a aderência da areia, a qual deve preencher toda a caixa, sendo compactada manual ou mecanicamente (Figura 16). Parte inferior do modelo Areia compactada Figura 16 - Confecção da parte inferior do molde. PROCESSOS DE FABRICAÇÃO III 26 FAT/UERJ d) A parte inferior do molde é virada de modo que a cavidade fique para cima (Figura 17). Figura 17 - Parte inferior do molde pronta. e) Os procedimentos dos itens c e d são repetidos para a parte superior do molde, desta vez com a inclusão do alimentador e do canal de descida do metal líquido (Figura 18). Alimentador Canal de descida Figura 18 - Confecção da parte superior do molde. f) Abrem-se as bacias do canal de alimentação e do alimentador (Figura 19). Bacia do canal de descida Bacia do alimentador Figura 19 - Abertura das bacias do canal de alimentação e alimentador. g) Abrem-se os canais de distribuição na parte inferior do molde (Figura 20). Canal de distribuição Figura 20 - Parte superior do molde pronta. PROCESSOS DE FABRICAÇÃO III 27 FAT/UERJ h) As partes superior e inferior do molde são unidas por presilhas ou grampos, com o macho posicionado nos fixadores. O molde está pronto para receber o metal líquido (Figura 21). Macho posicionado Canal de descida Alimentador Parte superior do molde Aba de fixação das presilhas ou grampos Canal de distribuição Parte inferior do molde Figura 21 - Molde pronto para o vazamento do metal fundido. 3.5.2 Vantagens a) Baixo custo; b) não requer o uso de equipamentos especiais; c) areias naturais ou sintéticas podem ser utilizadas, com o mínimo acréscimo de aditivos; d) a areia pode ser recuperada; e) fácil desmoldagem. 3.5.3 Desvantagens a) Limitado para grandes peças devido às limitações de resistência mecânica do molde; b) acabamento superficial limitado; c) limitado quanto às tolerâncias dimensionais; d) incrustações de areia na superfície das peças. PROCESSOS DE FABRICAÇÃO III 28 FAT/UERJ 3.6 FUNDIÇÃO EM AREIA SECA (ESTUFADA) Este processo é semelhante ao processo em areia verde, com a diferença que a areia de fundição, neste caso, é composta por uma mistura de areias sintéticas ou semisintéticas e aglomerantes orgânicos ou inorgânicos. O processo de conformação dos moldes é idêntico ao processo em areia verde. Os moldes depois de conformados são secos em estufas a temperaturas entre 150ºC e 300ºC, ou queimados com maçaricos de forma a consolidar a resistência mecânica do molde. A superfície do molde que irá entrar em contato com o metal fundido pode, eventualmente, ser protegida com tinta refratária para um melhor acabamento. Devido à maior resistência mecânica dos moldes, este processo é adequado à fundição de peças de grandes dimensões e peso elevado. Os moldes em areia seca permitem ainda um melhor acabamento superficial, além de serem mais permeáveis que os moldes em areia verde, devido à ausência umidade residual. O processo de secagem produz ainda moldes com melhor estabilidade dimensional, proporcionando a obtenção de peças com melhores tolerâncias. Ao contrário do processo com areia verde, a areia neste caso não é reutilizável. 3.7 FUNDIÇÃO EM AREIA COM CIMENTO Neste processo a areia de fundição consiste em uma mistura de areia silicosa, cimento portland e água. Os moldes feitos com esta mistura passam por um processo de secagem sem que seja necessária a utilização de fornos ou estufas (o calor liberado pela reação exotérmica do cimento e água é o suficiente para a secagem do molde). O molde resultante apresenta elevada resistência mecânica, prestando-se à PROCESSOS DE FABRICAÇÃO III 29 FAT/UERJ fundição de peças grandes e pesadas. Entretanto, devido à natureza do aglomerante, a desmoldagem é dificultada, além do que a areia não é reutilizável. Pode-se citar ainda como desvantagem o custo da mistura, o qual é relativamente maior comparando-se aos outros processos de fundição em areia. 3.8 PROCESSO CO2 Neste processo, a areia é aglomerada com silicato de sódio (2,5% a 6,0% em peso). Após a moldagem, o molde é submetido a um tratamento com CO2, fazendo com que o silicato de sódio transforme-se em sílica-gel, conferindo grande resistência ao molde e reduzindo o teor de umidade residual, já que este é um material higroscópico. Na2SiO3 + H2O + CO2 silicato de sódio Na2CO3 + SiO2.H2O sílica-gel O processo permite a confecção de peças com precisão dimensional superiores à peças produzidas através do processo com areia seca , produção rápida de moldes com alta resistência sem a necessidade de estufas, prestando-se à produção de peças com quaisquer dimensões. Entre as desvantagens, pode-se citar o custo relativamente elevado do CO2 e do silicato de sódio, além da impossibilidade da reutilização da areia. Devido ao elevado custo do processo, pode-se utilizar o processo CO2 apenas no faceamento da peça. PROCESSOS DE FABRICAÇÃO III 30 FAT/UERJ 4 PROCESSOS DE FUNDIÇÃO DE PRECISÃO 4.1 FUNDIÇÃO EM CASCA Neste processo, o molde é confeccionado a partir de uma mistura de areia com uma resina termofixa polimerizável a quente, na proporção de 3% a 10% em peso. O modelo confeccionado em material metálico é envolvido pela mistura e aquecido entre 177ºC e 260ºC de forma a polimerizar a resina. O conjunto molde + modelo é levado a uma estufa para o processo de cura a cerca de 350ºC. (Figura 22). Figura 22 - Processo de confecção do molde para fundição em casca: (1) modelo coberto com areia + resina, (2) aquecimento, (3) retirada do excesso de areia não polimerizada, (4) cura do molde, (5) extração do modelo do molde. O resultado é uma casca fina e rígida com o formato do modelo (Figura 23). Dependendo do tempo de aquecimento do modelo (de 15 a 60 segundos) pode-se obter cascas com espessuras de 5mm a 10mm. PROCESSOS DE FABRICAÇÃO III 31 FAT/UERJ Figura 23 - Duas metades de um molde produzido para o processo de fundição em casca. A outra metade do molde é executada de modo semelhante, sendo as duas partes coladas de forma a se obter o molde final. No caso da necessidade de utilização de machos, as duas partes (com os machos posicionados) são fechadas com grampos ou colados após o correto posicionamento dos machos. 4.1.1 Vantagens a) Boa precisão dimensional devido à alta rigidez da casca; b) Devido à pequena espessura da casca, pode-se empregar areia com granulometria refinada (melhor acabamento) sem prejuízo da permeabilidade. 4.1.2 Desvantagens a) Custo maior do modelo, o qual deve ser metálico (geralmente alumínio ou ferro fundido) e isento de defeitos superficiais; b) Custo elevado da mistura areia + resina; c) Dimensões das peças são limitadas quando comparadas às produzidas por fundição em areia; d) A mistura da areia de fundição é de difícil manuseio e armazenamento. PROCESSOS DE FABRICAÇÃO III 32 FAT/UERJ 4.2 PROCESSO À CERA PERDIDA (PROCESSO DE INVESTIMENTO) Neste processo os modelos são confeccionados em cera ou termoplástico através da injeção destes materiais em matrizes próprias. Os modelos são então montados ao redor de um canal central (confeccionado com o mesmo material do modelo), formando uma “árvore de modelos” (Figura 24, Figura 27). Molde para confecção dos modelos Injeção de cera ou termoplástico Modelo pronto Montagem da árvore de modelos A “árvore de modelos” é banhada em uma lama refratária (constituída a partir de gesso, pó de sílica ou pó de zircônia) sendo logo após recoberta por uma camada de areia (Figura 25). Banho em lama refratária Cobertura de areia Árvore de modelos pronta Figura 25 - Confecção do molde. O molde então é aquecido de forma a consolidar a sua resistência mecânica e eliminação da umidade. No aquecimento, os modelos e os canais são derretidos e deixam o molde, podendo o material ser posteriormente reaproveitado. Seguem-se então os processos de vazamento do metal líquido, desmoldagem, corte dos canais, PROCESSOS DE FABRICAÇÃO III 33 FAT/UERJ rebarbamento e acabamento final (Figura 26). Aquecimento da árvore de modelos Calor Metal fundido Calor Peças prontas Cera ou termoplástico derretido Vazamento Desmoldagem Figura 26 - Finalização do molde, vazamento e peças prontas. Figura 27 - Modelo em cera (à direita) e peças produzidas (à esquerda). 4.2.1 Vantagens a) Produção em série de peças com geometrias complexas; b) Acabamento melhor que no processo de fundição em casca. 4.2.2 Desvantagens a) Custo do molde (matriz) para a confecção dos modelos em cera ou termoplástico; b) Relação entre o peso das peças e o peso do canal geralmente é baixa. PROCESSOS DE FABRICAÇÃO III 34 FAT/UERJ 5 FUNDIÇÃO EM GESSO A fundição em gesso é um processo bastante antigo, utilizado a aproximadamente 4.000 anos pelos chineses, e utiliza-se de moldes em gesso para a fundição de metais não ferrosos. Este processo apresenta bom acabamento e boa precisão dimensional, porém a baixa permeabilidade do gesso dificulta o escape dos gases gerados na solidificação. Em função desta desvantagem, foram criadas as seguintes variantes do processo: a) Antioch: os moldes em gesso são levados à um forno autoclave com vapor a temperatura elevada, de forma a se obter um material poroso. b) Gesso esponjoso: neste processo, a porosidade do material é obtida com a adição de detergentes à mistura para a retenção de ar. PROCESSOS DE FABRICAÇÃO III 35 FAT/UERJ 6 FUNDIÇÃO EM CERÂMICA Este processo é empregado na fundição de peças que exigem grande precisão dimensional, e utiliza-se de moldes construídos a partir de uma pasta refratária à base de pó cerâmico e um aglomerante catalítico (silicato alcalino). Os moldes são executados de forma semelhante aos moldes em areia. As principais variantes do processo de fundição em cerâmica são o processo shaw e o processo unicast: a) Processo shaw: os moldes são aquecidos para que o álcool presente no catalisador evapore, resultando em uma malha de fissuras finas no molde, tornando-o permeável. b) Processo unicast: o molde é submetido à um banho químico, o qual reage com o catalisador e resulta em um material esponjoso e permeável. Em ambos os casos, os moldes são curados em estufas a temperaturas da ordem de 980ºC por aproximadamente uma hora, após o que são montados com o posicionamento dos machos, se necessários. Os moldes resultantes deste processo possuem alta resistência e coeficiente de dilatação térmica próximo a zero, possibilitando a fundição de peças de alta precisão. PROCESSOS DE FABRICAÇÃO III 36 FAT/UERJ 7 MOLDAGEM PLENA Este processo é patenteado pela Full Mold Process, Inc, e emprega modelos confeccionados em espuma de poliestireno. Blocos e chapas deste material são cortados e colados com o formato da peça desejada para a confeccção do molde. Devido ao baixo peso específico da espuma de poliestireno (16Kg/m3) podem ser confeccionados modelos de grandes dimensões. O modelo é colocado em uma caixa de moldar, a qual é preenchida com areia de fundição. Não há necessidade da retirada do modelo do interior do molde, pois este vaporiza-se quando o metal fundido é vazado no molde. 7.1 VANTAGENS a) Uma quantidade menor de aglomerante é necessária na mistura da areia de fundição; b) Furos e reentrâncias podem ser reproduzidos no modelo, sem a necessidade de machos, já que não há a necessidade de se retirar o modelo do molde; c) Facilita a reprodução de geometrias complexas. 7.2 DESVANTAGENS a) Geração de gás e resíduos devido à vaporização da espuma de poliestireno, prejudicando o acabamento (geralmente mais grosseiro que em outros processos). PROCESSOS DE FABRICAÇÃO III 37 FAT/UERJ 8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze), sendo que não há necessidade da sua destruição para a retirada da peça fundida (Figura 28). Figura 28- Molde permanente (coquilha). A vida útil do molde depende do material a ser vazado e da temperatura de vazamento da liga, podendo varia, por exemplo, de 5.000 peças (de ferro fundido) até 1.000.000 peças (de ligas de magnésio e zinco). A alta condutibilidade térmica dos materiais dos moldes permite um resfriamento rápido do fundido, proporcionando o surgimento de granulações mais refinadas na estrutura da peça fundida, com a conseqüente melhora de suas propriedades mecânicas. Por este motivo, peças fabricadas por fundição que necessitem de seções com elevada resistência mecânica podem ser produzidas através de moldes mistos, ou seja, moldes produzidos por outros processos e com seções coquilhadas naquelas regiões onde se deseja ter uma resistência mecânica mais elevada (Figura 29). PROCESSOS DE FABRICAÇÃO III 38 FAT/UERJ Figura 29 - Molde misto para fundição de um cilindro de laminação. A seção coquilhada apresentará resistência mecânica maior que nas outras seções. O vazamento do metal líquido nos moldes permanentes pode se dar por gravidade ou por pressão. 8.1 VANTAGENS a) Bom acabamento superficial; b) Estreitas tolerâncias dimensionais; c) Melhora nas propriedades mecânicas quando comparadas a outros processos de fundição. 8.2 DESVANTAGENS a) Alto custo do molde; b) Processo limitado a peças de tamanho relativamente pequeno ou médio; c) Excessivamente oneroso para séries pequenas; PROCESSOS DE FABRICAÇÃO III 39 FAT/UERJ d) Nem todas as ligas podem ser fundidas em moldes permanentes (principalmente nos processos de fundição sob pressão); e) Peças de geometria complexa dificultam o projeto do molde e a extração da peça fundida de seu interior. PROCESSOS DE FABRICAÇÃO III 40 FAT/UERJ 9 FUNDIÇÃO SOB PRESSÃO Nos processos de fundição sob pressão, o metal fundido é submetido a uma pressão de forma a forçá-lo a penetrar na cavidade do molde (neste caso também chamado de matriz). As matrizes são confeccionadas em aço-ferramenta tratado termicamente e são geralmente construídas em duas partes as quais são hermeticamente fechadas no momento do vazamento do metal líquido. O metal é bombeado na cavidade da matriz sob uma pressão suficiente para o preenchimento total de todas as suas cavidades e reentrâncias. A pressão é mantida até que o metal se solidifique, no que então a matriz é aberta e a peça ejetada por meio de pinos acionados hidraulicamente (Figura 30). As matrizes podem ser refrigeradas a água para evitar seu superaquecimento, aumentando sua vida útil e evitando defeitos nas peças. Figura 30 - Matriz para fundição sob pressão. PROCESSOS DE FABRICAÇÃO III 41 FAT/UERJ A fundição sob pressão é automatizada e é realizada em equipamentos de câmara quente ou câmara fria. 9.1 FUNDIÇÃO SOB PRESSÃO EM CÂMARA QUENTE O processo de fundição sob pressão realizado na máquina de câmara quente utiliza um equipamento no qual existe um recipiente aquecido onde o metal líquido está depositado. No seu interior está um pistão hidráulico que, ao descer, força o metal líquido a entrar em um canal que leva diretamente à matriz. A pressão exercida pelo pistão faz com que todas as cavidades da matriz sejam preenchidas, formando-se assim a peça. Após a solidificação do metal, o pistão retorna à sua posição inicial, mais metal líquido entra na câmara, por meio de um orifício, e o processo se reinicia (Figura 31). Figura 31 - Fundição sob pressão em câmara quente. PROCESSOS DE FABRICAÇÃO III 42 FAT/UERJ 9.2 FUNDIÇÃO SOB PRESSÃO EM CÂMARA FRIA Temperaturas de fusão mais altas da liga a ser fundida podem causar dano ao sistema de bombeamento (cilindro e pistão). Nestes casos, utiliza-se a máquina de fundição sob pressão de câmara fria, empregada principalmente para fundir ligas de alumínio, magnésio e cobre. O princípio de funcionamento desse equipamento é o mesmo das máquinas de câmara quente, com a diferença que o forno que contém o metal líquido é independente do equipamento, de modo que o sistema de injeção não fica dentro do banho de metal (Figura 32). Figura 32 - Fundição sob pressão em câmara fria. 9.3 VANTAGENS a) Peças com maior resistência mecânica do que as fundidas em areia; b) Produção de peças com formas mais complexas; c) Tolerâncias dimensionais mais estreitas; d) Alta capacidade de produção; PROCESSOS DE FABRICAÇÃO III 43 FAT/UERJ 9.4 DESVANTAGENS a) Limitações no emprego do processo (utilizado para ligas não-ferrosas, com poucas exceções); b) Limitação no peso das peças (raramente superiores a 5 kg.); c) Retenção de ar no interior das matrizes, originando peças incompletas e porosidade na peça fundida; d) Alto custo do equipamento e dos acessórios, limitando o seu emprego a grandes volumes de produção. PROCESSOS DE FABRICAÇÃO III 44 FAT/UERJ 10 FUNDIÇÃO POR CENTRIFUGAÇÃO Este processo consiste no vazamento de metal líquido num molde submetido a um movimento de rotação, o qual imprime ao metal líquido uma força centrífuga a qual projeta o metal líquido de encontro às paredes do molde. Uma das principais aplicações consiste na fabricação de tubos de ferro fundido para linhas de suprimento de água. Neste caso, o equipamento empregado consiste de um molde metálilco cilíndrico montado sobre roletes de forma a ser submetido a um movimento de rotação. O cilindro é envolto por uma camisa d’água, a qual proporciona o seu resfriamento. O metal líquido é vazado no interior do molde através de uma calha, alimentada por uma panela de fundição. À medida em que o metal líquido é vazado, o molde em rotação é deslocado longitudinalmente em relação á calha, fazendo com que o metal líquido sofra a ação da força centrífuga, sendo projetado de encontro à paredes do molde cilìndrico até a sua solidificação (Figura 33). Figura 33 - Produção de tubos através da fundição por centrifugação (o macho em areia evita a projeção do metal fundido para fora do molde). PROCESSOS DE FABRICAÇÃO III 45 FAT/UERJ O processo também pode ser aplicado em sistemas verticais para a produção de peças tais como engrenagens, anéis, discos, flanges, etc (Figura 34). Figura 34 - Sistema vertical de fundição por centrifugação. PROCESSOS DE FABRICAÇÃO III 46 FAT/UERJ 11 FUNDIÇÃO CONTÍNUA (LINGOTAMENTO CONTÍNUO) Neste processo são fundidas peças longas com seção quadrada, retangular, hexagonal, etc, as quais serão posteriormente processadas por laminação, trefilação, usinagem, etc. O processo consiste, basicamente, no vazamento de metal fundido num cadinho aquecido, sendo que o metal escoa através de uma matriz de grafita ou de cobre resfriada à água. A barra, já no estado sólido é arrastada para frente com o auxílio de cilindros de laminação, com velocidade correspondente à velocidade da frente de solidificação do metal. As barras são posteriormente cortadas com auxílio de serras ou chama de oxiacetileno para posterior processamento (Figura 35). Figura 35 - Processo de fundição contínua. PROCESSOS DE FABRICAÇÃO III 47 FAT/UERJ Este processo é amplamente empregado na indústria siderúrgica para a produção de placas, tarugos e barras de aço. PROCESSOS DE FABRICAÇÃO III 48 FAT/UERJ 12 BIBLIOGRAFIA 1. CHIAVERINI, VICENTE – Tecnologia Mecânica - Materiais de Construção Mecânica Vol. II – 2ª Edição – Mc Graw Hill, São Paulo, SP – Brasil – 1986. 2. KALPAKJIAN, S. et al. – Manufacturing Engineering and Technology – Prentice Hall – USA – 2000. 3. TORRE, J. – Manual de Fundição – Hemus, São Paulo, SP – Brasil – 1975. PROCESSOS DE FABRICAÇÃO III 49
Baixar