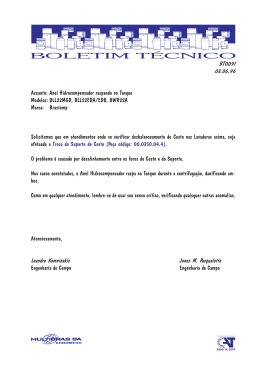
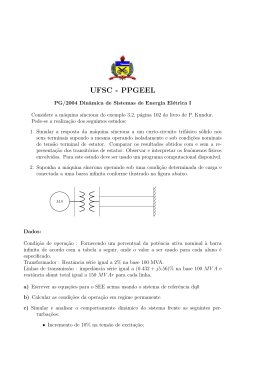
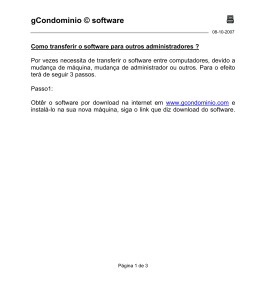
CONTROLE DE VIBRAÇÕES EM LAVADORAS DE ROUPAS VERTICAIS Tiago de Araújo Elias∗, Guilherme Bencke Teixeira da Silva†, Rafael Cabral Melo†, Julio Elias Normey-Rico∗ ∗ Departamento de Automação e Sistemas, UFSC Florianópolis, Santa Catarina, Brasil † Whirlpool SA Joinville, Santa Catarina, Brasil Emails: [email protected], [email protected], [email protected], [email protected] Abstract— This paper presents a control strategy to reduce vibrations in washer machines caused by unbalanced load during centrifugation. The proposed control system uses two combinated strategies: feedback linearization and nonlinear predictive control. The simulation results in planar phenomenological model of machine indicates that the proposed strategy adequately attenuates the system oscillations. Keywords— predictive control, nonlinear systems, rotating machines. Resumo— Este trabalho apresenta um sistema de controle em malha fechada para a atenuação das vibrações em máquinas de lavar produzidas pelo desbalanceamento das roupas dentro do cesto no momento da centrifugação. O sistema de controle proposto ultiliza duas estratégias combinadas: linearização por realimentação e controle preditivo não linear. Resultados de simulação num modelo fenomenológico planar da máquina mostram que a estratégia proposta atenua satisfatoriamente as oscilações do sistema. Palavras-chave— 1 controle preditivo, sistemas não lineares, máquinas rotativas. Introdução A máquina de lavar roupas é um eletrodoméstico utilizado mundialmente. Um problema comum nesses aparelhos é o ruı́do que o mesmo emite quando em operação, devido ao seu motor, a movimentação de água ou ao cesto bater nas laterais quando em alta rotação (Barpanda and Tudor, 2009). Eliminar ou diminuir o choque do cesto com as laterais da máquina é um desafio nos ciclos de centrifugação que utilizam altas rotações para que as roupas fiquem secas. Ao expormos a máquina à certas condições de velocidade ela pode até mesmo entrar em fase de autodestruição devido a movimentação do cesto. É importante ressaltar que caso a máquina esteja com a sua carga uniformemente distribuı́da dentro do cesto é pouco provável que aconteçam vibrações de grande amplitude, mas quando temos a presença de massa desbalanceada a amplitude dessas oscilações podem ficar fora de especificação (Papadopoulos and Papadimitriou, 2001). Dessa forma depara-se com um problema que também está presente em outros sistemas dinâmicos rotativos-como podemos ver em (Lyndon J. Brown, 2003), e que consiste em uma vibração provocada por um desbalanceamento no eixo em rotação provocado pela presença de uma carga desbalanceada acoplada. Diferentes estratégias de controle podem ser aplicadas para a diminuição das vibrações, como pode ser visto em (Lyndon J. Brown, 2003) com uma técnica de controle repetitivo, em (Han- Qin Zhou, 2007) que utiliza um preditor de Smith modificado com estratégias de controle repetitivo, e em (H.S. Na, 1997) que propõe um controlador feedforward adaptativo para rejeição de perturbações periódicas. Uma abordagem diferente será tratada nesse artigo adicionando-se restrições para as vibrações. O sistema de controle proposto nesse artigo, consiste em atuar no torque aplicado pelo motor ao cesto de forma tal que as oscilações do mesmo sejam controladas dentro de faixas especificadas evitando que o cesto colida com a carcaça da máquina. Adicionalmente, o algoritmo de controle pode trazer uma operação com maior economia de energia e maior segurança, melhorando dessa forma a eficiência das máquinas. O que segue deste artigo está dividido em três seções, um para a definição do problema de controle e modelagem da máquina, outro para o desenvolvimento do algoritmo de Controle e um terceiro para os resultados. O artigo finaliza com as conclusões. 2 Problema de controle e modelagem O modelo utilizado no sistema de controle da máquina de lavar roupas foi desenvolvido utilizando-se como ferramenta a Mecânica Lagrangeana chegando-se a um sistema multivariável não linear (Bernstein, 2013). Em tese o modelo representa um fenômeno presente em máquinas rotativas, incluindo turbinas e motores elétricos, nas quais o rotor está desbalanceado, ou seja, o centro de rotação não corresponde com o centro de massa (H.S. Na, 1997). 2.1 Modelagem Simplificações foram consideradas para chegar-se no modelo utilizado para a lavadora de roupas. Considera-se que a máquina é plana, não possui inclinação no cesto e possui dois graus de liberdade podendo se mover nas direções x e y. No caso real a máquina também pode se mover na direção vertical e possui inclinação no cesto. Dessa forma o modelo usado para descrever o comportamento dinâmico da máquina consiste em um disco externo que representa o tubo externo que fica acoplado à carcaça externa da máquina e está preso por um sistema de dois amortecedores e um disco interno representando o cesto interno que gira ao ser aplicado torque pelo motor da máquina. O cesto interno fica acoplado ao tubo externo pelo eixo central. Representou-se a massa desbalanceada sobre o disco interno do modelo planar. m - massa da carga desbalanceada (kg). ru - posição da carga desbalanceada no cesto (m). Podemos observar de (1) e (2) que o sistema é excitado pela presença de uma massa desbalanceada m, e sendo ela não nula teremos valores não nulos para os deslocamentos x e y. O movimento rotacional do conjunto é governado pela equação: J ω̇ + bω + c + mru (−ẍ sin γ + ÿ cos γ) = T (3) onde J é o momento de inércia do cesto (kgm2 ), b T ), T é o toré o coeficiente de amortecimento ( ms que (Nm) e c é o coeficiente de atrito de Coulomb (Nm). O modelo também pode ser escrito em coordenadas polares, possibilitando a redução do número de equações. Para isso definimos x = ρ cos γ e y = ρ sin γ e substituindo nas equações (1),(2), obtemos o modelo em coordenadas polares: 1 2 2 ρ̈ = Ms [mru ω − c1 ρ̇ − (k1 − Ms ω )ρ] ω̇ = J+Ms ρ21+2mru ρ [T − c− (2Ms ρρ̇ + 2mru ρ̇ + c1 ρ2 + b)ω] (4) Utilizando essas equações realizaram-se simulações para análise da forma da resposta no tempo e do regime permanente de operação, que se consegue quando a máquina é operada a velocidade constante. Nesta simulação se realiza a partida da máquina com um torque constante T = 2.5Nm por um tempo de 200s. Figura 1: Modelo da máquina estudada Aplicando a Formulação de Lagrange ao modelo simplificado da máquina da figura 1 obtemos as equações (1) e (2) para o movimento translacional do conjunto tubo, cesto e massa desbalanceada: Ms ẍ + c1 ẋ + k1 x = mru (ω 2 cos γ + ω̇ sin γ) (1) (a) Velocidade ω 2 Ms ÿ + c2 ẏ + k2 y = mru (ω sin γ − ω̇ cos γ) (2) onde Ms - massa total, dada pela soma das massas do cesto, tubo e massa desbalanceada (kg). N c1 - coeficiente de amortecimento ( ms ). N k1 - constante elástica da mola ( m ). N c2 - coeficiente de amortecimento ( ms ). N k2 - constante elástica da mola ( m ). ω - velocidade angular do cesto com relação ao sistema de coordenadas da máquina ( rad s ). γ - posição angular do cesto com relação ao sistema de coordenadas da máquina (rad). x - posição do cesto na direção horizontal (m). y - posição do cesto na direção vertical (m). (b) Deslocamento ρ Figura 2: Simulação modelo. Para melhorar a visualização, mostra-se o raio do deslocamento p ρ = x2 + y 2 . Pode ser observado que a máquina é acelerada possuindo um tempo de resposta de velocidade ω de aproximadamente 63s. Da mesma forma o cesto desloca-se nas posições x e y de forma oscilatória na qual podemos observar a presença do ciclo limite com uma amplitude de 1.49cm, que pode ser melhor visto na figura 3. O sistema sofre os maiores deslocamentos x e y ao atingir a frequênciaq de ressonância, que pode ser calculada por ωn = Mks = 47.75rpm.1 Figura 3: Simulação ciclo limite 2.2 Problema de controle O problema de controle a ser considerado tem as seguintes caracterı́sticas: • trata-se de um sistema dinâmico não linear com uma entrada de controle (Torque) e 3 variáveis a controlar, velocidade angular, deslocamento x e y (ou apenas duas ω e ρ). • o sistema de controle a ser implementado na máquina tem por objetivos minimizar os deslocamentos transitórios x e y (ou equivalente ρ) e seguir um perfil de velocidade estipulado pelo ciclo de operação. • o torque aplicado no eixo da máquina deve ser mantido entre valores máximos e mı́nimos pré-definidos. • por segurança, a aceleração angular deve ser mantida menor que valores especificados. Para diminuir os deslocamentos nas direções x e y causados pela vibração no transitório da máquina e ao mesmo tempo, manter o torque e a aceleração angular dentro dos limites, propõe-se neste trabalho uma estratégia de controle preditivo. Utilizando essa metodologia pode-se definir uma função objetivo para o sinal de controle que seguisse uma referência para velocidade e ao mesmo tempo diminuı́sse os deslocamentos nas direções x e y. A estratégia de controle preditivo corresponde a métodos de controle que fazem uso explı́cito de 1 Nota-se que, em estado estacionário, o deslocamento de equilı́brio depende somente da velocidade de rotação do cesto e dos parâmetros do sistema, independentemente do controle utilizado. um modelo do sistema a controlar para obter um sinal de controle minimizando uma função objetivo. Sendo então, de fundamental importância um modelo matemático adequado do sistema estudado. 3 3.1 Algoritmo de controle proposto Controle preditivo baseado em modelo A técnica de controle preditivo utilizada possui a possibilidade de aplicação em sistemas múltiplas entradas e múltiplas saı́das-MIMO e a possibilidade da inclusão de restrições de entrada e saı́da em sua formulação através da otimização em linha, motivos esse que levaram a sua aplicação no sistema estudado. Juntamente, a capacidade de compensação intrı́nseca de atrasos de transporte e a inclusão de forma direta da realimentação do sistema e do controle feedforward na sua formulação fazem com que essa seja uma das técnicas avançadas de controle mais usada na indústria (Camacho and Bordons, 2004). O controle preditivo baseado em modelo-MPC não é uma estratégia de controle especı́fica, mas é o nome dado a um conjunto de métodos de controle que foram desenvolvidos considerando algumas ideias comuns baseadas no conceito de predição (Camacho and Bordons, 1998). Todos os Algoritmos MPC possuem elementos comuns e diferentes opções podem ser escolhidas para cada um desses elementos dando origem para diferentes algoritmos. Estes elementos são: • Modelo de Predição • Função Objetivo • Obtenção da Lei de Controle Uma função objetivo tı́pica do MPC é: Fo = p X j=1 R[Ẑ(t+j|t)−w(t+j)]2 + m X Q[∆u(t+j −1)]2 j=1 (5) onde Ẑ(t + j) é a predição da saı́da da planta, no caso da máquina Ẑ = [ω̂, ρ̂]T , w(t + j) é a referência futura e ∆u são os incrementos de controle futuro que se deseja calcular. As predições são calculadas com um modelo do processo e das perturbações. p é o horizonte de predição e define a janela onde a saı́da deve seguir a referência. m é o horizonte de controle, R e Q são as ponderações do erro e do esforço de controle. Todos esse valores podem ser usados para sintonia fornecendo um amplo escopo de opções. Uma das vantagens do controle preditivo é que se a evolução futura da referência é conhecida a priori, o sistema pode reagir antes da mudança ter efetivamente acontecido. A função Fo pode ser minimizada considerando restrições de vários tipos tanto nas variáveis de controle como nas de processo. Essa é uma das principais vantagens do MPC. Finalmente, o MPC utiliza o princı́pio do horizonte deslizante, assim, mesmo calculando m ações de controle, somente u(k) é aplicada ao processo e todo o procedimento é repetido no próximo instante deslocando as janelas de predição. 3.2 Controle preditivo PNMPC A técnica de controle preditivo PNMPC-MPC Prático para Sistemas Não Lineares utilizada no algoritmo foi desenvolvida por (Plucenio, 2010). Ela utiliza uma aproximação para a representação do vetor de predições ao longo do horizonte p, Zp , como uma função linear do vetor de variações na ação de controle ∆u. O PNMPC difere-se das demais técnicas MPC principalmente pelo fato de utilizar modelos linearizados independentes dos pontos de equilı́brio do sistema. Assume-se que as predições Zp dependem apenas das entradas passadas ~u, das saı́das passadas ~ e dos incrementos de controle futuros ∆u, Z ~ ~u, ∆u) Zp = f (Z, estudado a variável manipulada possui uma limitação dada pelos atuadores e deseja-se manter as variáveis do processo x e y dentro de certos limites, assim é necessário calcular o mı́nimo de Fo considerando essas restrições. Nesse contexto os controladores MPC se mostram eficazes, por possuir a capacidade de prever possı́veis violações ao longo do horizonte de predição e incluir as restrições na solução do problema de otimização(da Costa Mendes, 2012). O algoritmo PNMPC com restrições resolve a cada instante k um problema de otimização quadrática. Esses algoritmos resolvem problemas do tipo: min Fo = X Ar X 6 br Na forma de programação quadrática a função objetivo Fo pode ser rescrita da forma: Fo (∆u) = (6) G= ∂Zp ∂∆u (8) Tanto F como G podem ser obtidas de forma numérica a partir do modelo não linear do processo. Para calcular F executa-se um algoritmo que calcula o vetor com as p predições Zp , quando se fornece os valores das entradas e saı́das passadas e o vetor com os m incrementos de entrada futura ∆u nulos. G é o gradiente das saı́das preditas com relação ao vetor dos incrementos de controle ∆u calculado para ∆u = 0. A grande vantagem dessa representação é que as predições são lineares no vetor de controle futuro o que permite simplificar o problema de otimização, como será apresentado na continuação. Utilizando-se a equação (7) como forma de expressar as predições, pode-se escrever a função objetivo dada pela equação (5) da seguinte forma: Fo = (Zp − W )T R(Zp − W ) + ∆uT Q∆u A minimização da função custo para o caso sem restrições pode ser obtida igualando-se a zero o gradiente da função custo. Porém, no sistema 1 ∆uT H∆u + b∆u + f0 2 (10) onde H = 2(GT RG + Q) b = 2(F − W )T RG (7) ~ ~u) é a resposta livre do sistema onde F = f (Z, (a resposta considerando incrementos de controle futuro nulos) e ∆u são os controles futuros que se deseja calcular. A matriz G é o Jacobiano de Zp : (9) Sujeito a: No modelo aproximado, o vetor com as predições é reescrito como Zp ≈ F + G∆u 1 T X QX + cT X 2 f0 = (F − W )T (F − W ) As matizes Ar e br são calculadas usando as restrições na entrada e na saı́da do processo e colocando-as em função da variável manipulada. 3.3 Controle preditivo por bandas Em parte das aplicações industriais, como no sistema estudado, as variáveis de saı́da são controladas por faixas de operação. Essa estratégia é usualmente adotada nos casos em que o número de saı́das controladas é maior que o número de entradas manipuladas, dado que não há graus de liberdade suficientes para fixar referências para todas as controladas(da Costa Mendes, 2012). Dessa forma desejamos que uma variável de saı́da esteja em uma banda determinada por valores de mı́nimo e máximo. No caso da máquina, a variável ρ será controlada na banda. Para isso definimos uma variável auxiliar ρSP e uma restrição hard para ela: ρmin 6 ρSP 6 ρmax (11) Caso ρ(t) esteja dentro da faixa ela será igualada à variável auxiliar ρSP . No contrário, caso ρ(t) esteja fora da faixa, o algoritmo fará com que a variável auxiliar seja igual ao valor limite da faixa e que a saı́da tenda à variável auxiliar. Essa variável auxiliar passa a ser uma nova variável de decisão do problema, assim devemos modificar a função Fo colocando na função objetivo um termo visando cumprir o objetivo de fazer a saı́da tender à variável auxiliar e definimos ua : u ua = (12) ρSP Obtendo: J ω̇ + bω = U Fo = (Zp − W )T R(Zp − W ) + ∆uTa Q∆ua + (ρ̂ − ρSP 1)T RSP (ρ̂ − ρSP 1) (13) Colocando na forma de programação quadrática: Fo (∆ua ) = 1 ∆uTa H∆ua + b∆ua + f0 2 onde 1 é um vetor de dimensão N elementos iguais a 1 e T G RG + GT RSP G + Q H= −RSP G1 b = 2(F − W )T RG + F T RSP G (14) × 1 com todos −RSP G1 1T RSP 1 −2F T RSP 1 f0 = (F − W )T R(F − W ) + F T RSP F Aplicamos um controlador proporcional, com o intuito de seguir a referência ωr passada pelo algoritmo PNMPC. O uso de um controle proporcional simples se justifica pela não necessidade de erro de seguimento nulo e que a dinâmica de velocidade é de primeira ordem. O algoritmo PNMPC calculará o sinal ωr tal que o deslocamento ρ seja menor que 5 cm, sendo que na função custo incluiremos os termos do erro ωr − ωdesejada e do incremento 4ωr . Sendo ωdesejada a rampa de referência de velocidade. Nesse caso o algoritmo de programação quadrática terá que resolver o seguinte problema: min Fo = uTa Qa ua + cT ua ua (15) Sujeito a: Aar ua 6 bar onde a restrição (11) foi incluı́da nas matrizes Ar e br . 4 Estratégia de controle e resultados de simulação Nesta seção apresentam-se o algoritmo desenvolvido para a aplicação e os resultados. 4.1 Figura 4: Estrutura do controlador PNMPC por bandas e realimentação linearizante A ideia do algoritmo de controle que será apresentado nessa seção consiste em utilizar a técnica de realimentação linearizante, um algoritmo preditivo PNMPC e um controlador proporcional para o modelo da máquina estudado. A ideia desta abordagem é poder separar o problema de controle em duas partes, uma para tratar o controle de velocidade, que precisa apenas de um seguimento com erro limitado da sua referência, do problema da atenuação das oscilações. A estrutura de controle será do tipo cascada, como se explica a continuação e se mostra na figura 4. Da equação (3) definimos a realimentação linearizante: U = T − c − mru (−ẍsinγ + ÿcosγ) Com o objetivo de adicionarmos graus de liberdade à velocidade ωr , definimos uma banda para essa variável adicionando uma restrição no algoritmo PNMPC. Para isso definimos um δ = 20π 30 rpm e a restrição no sinal de controle do algoritmo: ωdesejada − δ 6 ωr 6 ωdesejada + δ (a) Velocidade ω indesejáveis no sistema. Técnicas de controle preditivo não linear foram utilizadas juntamente com realimentação linearizante e controle proporcional para atingir os objetivos de atenuar os deslocamentos provocados pelo desbalanceamento do eixo de rotação da máquina. Futuramente pode-se trabalhar com a inclusão de outros requisitos no algoritmo, como restrições de aceleração. Da mesma maneira, para trabalhos futuros existe a possibilidade de estudar a robustez do sistema de controle, assim como aspectos práticos de implementação. Referências Barpanda, D. and Tudor, J. M. (2009). Solutionsbased approach for reducing noise in washing machines, Sound and Vibration 19(11): 6. (b) Deslocamento ρ Bernstein, D. S. (2013). Geometry, Kinematics, Statics, and Dynamics, Michigan, USA. Camacho, E. F. and Bordons, C. (1998). Model Predictive Control, Sevilla, Spain. Camacho, E. F. and Bordons, C. (2004). Control predictivo: Pasado, presente y futuro. (c) Torque T Figura 5: Resultados de simulação em malha fechada com o algoritmo proposto Os parâmetros de sintonia utilizados na simulação foram: Nρ = 350 (Horizonte de predição da variável ρ), Ny = 350 (Horizonte de predição da variável y), Nu = 5(Horizonte de controle), Q = 0.001 (Ponderação do controle), Rρ = 10000 (Ponderação do erro da variável ρ), Rwdesejada = 350, (Ponderação do erro da variável wdesejada ), RSPρ = 16000000 (Ponderação do erro da banda da variável ρ), kp = 135 (Ganho proporcional do controlador). A figura 5 mostra os resultados obtidos numa simulação de partida da máquina até atingir uma velocidade de 200 rpm. Observa-se como o algoritmo de controle libera as oscilações de velocidade na banda especificada para poder manter ρ dentro de especificação. Se compararmos esses resultados com os da partida em malha aberta, observa-se uma redução de aproximadamente 20% na amplitude das oscilações no transitório. 5 Conclusões Esse artigo abordou um estudo do controle de sistemas rotativos que possuem um desbalanceamento no eixo de rotação, provocando vibrações da Costa Mendes, P. R. (2012). Controle avançado de um sistema de separação trifásica e tratamento de água, Master’s thesis, Programa de Pós-Graduação em Engenharia de Automação e Sistemas,DAS,Universidade Federal de Santa Catarina, Florianópolis, SC, Brasil. Han-Qin Zhou, Qing-Guo Wang, L. M. (2007). Modified smith predictor design for periodic disturbance rejection, Elsevier . H.S. Na, Y. P. (1997). An adaptive feedforward controller for rejection of periodic disturbances, Journal of Sound and Vibration . Lyndon J. Brown, Q. Z. (2003). Periodic disturbance cancellation with uncertain frequency, Elsevier . Papadopoulos, E. and Papadimitriou, I. (2001). Modeling, design and control of a portable washing machine during the spinning cycle, Advanced Intelligent Mechatronics, 2001. Proceedings. 2001 IEEE/ASME International Conference on, Vol. 2, IEEE, pp. 899– 904. Plucenio, A. (2010). Desenvolvimento de Técnicas de Controle Não Linear para Elevação de Fluidos Multifásicos, PhD thesis, Programa de Pós-Graduação em Engenharia de Automação e Sistemas,DAS,Universidade Federal de Santa Catarina, Florianópolis-SC-Brasil.
Baixar