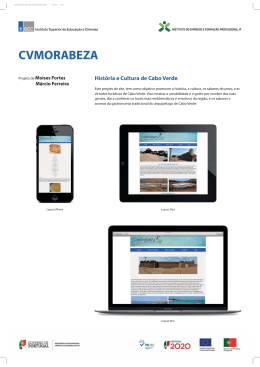
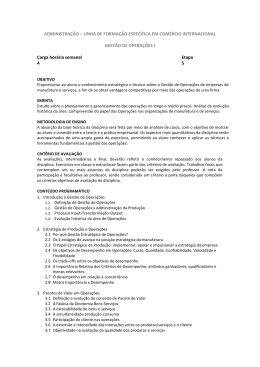
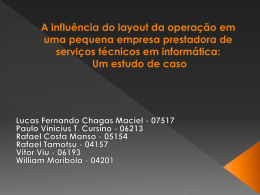
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. ESTUDO E PLANEJAMENTO DE UM LAYOUT PARA UMA EMPRESA PRODUTORA DE MÁQUINAS INDUSTRIAIS DO SETOR AGRÍCOLA NA CIDADE DE CAMPINA GRANDE - PB (STUDY AND PLANNING OF A LAYOUT FOR A COMPANY PRODUCING INDUSTRIAL MACHINES IN THE AGRICULTURAL SECTOR IN THE CITY OF Larissa Farias Almeida (UFCG) [email protected] SUSANE DE FARIAS GOMES (UFCG) [email protected] Cristiane Henrique da Silva (UFCG) [email protected] jamilton rodrigues dos santos (UFCG) [email protected] Helenaldo Firmino de Azevedo (UFCG) [email protected] O planejamento do arranjo físico de qualquer empresa, seja ela de pequeno ou grande porte, deve ser feito com bastante cuidado, antes da sua construção, pois um planejamento mal elaborado resulta em custos elevados para a empresa, e às vezees até se constitui um perigo para os trabalhadores. Dependendo do tipo de empresa, o layout deve ser feito de acordo com as normas preestabelecidas. Este trabalho tem o objetivo de se estudar o layout atual de uma empresa de fabricação de máquinas agrícolas, e a partir desta análise, propor melhorias e soluções, para uma melhor eficiência do processo produtivo, tendo por base, algumas Normas Regulamentadoras, do Ministério do Trabalho. A metodologia usada foi um estudo de caso, no qual colheram-se dados quantitativos, através de visitas in loco, além de avaliações qualitativas, percebidas através das condições ambientais. Ao final do trabalho é apresentado o novo layout com os fluxos de materiais e um outro com a localização de extintores de incêndios. (Planning the layout of any enterprise, be it large or small, should be done very carefully, before its construction, for planning a poorly designed resulting in high costs for the company, and sometimes it is a hazard for workers. Depending on the type of company, the layout should be done according to preset standards. This paper aims to study the XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. current layout of a manufacturing company of agricultural machinery, and from this analysis, propose improvements and solutions to improve the efficiency of the production process, based on some Regulatory Standards, Ministry of Labour. The methodology was a case study in which quantitative data were gathered through site visits, in addition to qualitative assessments, perceived by environmental conditions. At the end of the paper shows the new layout and flows of materials and another with the location of fire extinguishers). Palavras-chaves: Planejamento; layout; empresa produtora de máquinas agrícolas (Planning; layout; company producing agricultural machinery) 2 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. 1. Introdução O planejamento do macroespaço de uma fábrica é frequentemente o nível mais importante do planejamento de uma instalação (LEE, 1998). Partindo desta premissa, o presente artigo refere-se ao estudo do arranjo físico de uma empresa produtora de máquinas agrícolas. A partir deste estudo elaborou-se uma proposta de layout, a qual segue as recomendações das normas estabelecidas pelo Ministério do Trabalho e Emprego, a saber: NR 8 - Edificações, NR 12 – Máquinas e equipamentos, NR 24 – Condições sanitárias e de conforto nos locais de trabalho, NR 23 - Proteção contra incêndios e NR 26 - Sinalização e Segurança. Os estudos referentes aos arranjos físicos das fábricas se configuram como um elemento de referência para o desenvolvimento de melhoria produtiva, uma vez que tais estudos podem auxiliar na escolha de um fluxo mais adequado, e com isso reduzir os custos com deslocamento e tempos operacionais. A importância deste trabalho está relacionada ao grande desperdício de tempo provocado pelo excesso de movimentação ocasionado à má distribuição física dos equipamentos e máquinas. Para o desenvolvimento do arranjo físico proposto levou-se em consideração também, as questões de segurança referentes ao sistema de proteção contra incêndio, de modo que os setores, máquinas e equipamentos foram alocadas de forma a otimizar esse sistema. O arranjo físico do setor produtivo da empresa em estudo é o resultado de uma expansão desordenada e, por isso apresenta um conjunto de deficiências. Desta forma, o objetivo deste trabalho é desenvolver um layout racional de modo que se tenha um melhor fluxo de pessoas, materiais e produtos acabados, e que atenda aos critérios de segurança nos processos de trabalho. 2. Referencial Teórico 2.1. O Layout Industrial O layout de instalações industriais é a definição da disposição de recursos de produção e sua interação em um espaço delimitado. Baseado na programação e volumes de produção, combinação de produtos (suas variações) e processos, Francis e White (1974) definem os seguintes objetivos principais para o estudo da otimização de layout de uma instalação: Melhorar o aproveitamento de espaço físico, a segurança e o conforto dos colaboradores; Minimizar o tempo total de produção; Reduzir o custo de manuseio de materiais; Diminuir a variação de tipos de equipamentos de manuseio de materiais; Minimizar os investimentos em equipamentos; Preservar a flexibilidade do arranjo dos equipamentos e operações; Otimizar o processo de manufatura e a estrutura organizacional. O layout pode ser classificado de acordo com os seguintes critérios: Fluxo do(s) produto(s) na instalação (ASKIN; STANDRIDGE, 1993); Quantidade e frequência da produção (GROOVER, 2000); Finalidade da instalação (HERAGU, 1997); Natureza da instalação (FRANCIS; WHITE, 1974). Para Tompkins (2003), os métodos para o desenvolvimento de layouts são classificados de acordo com seu ponto de partida: construção de novas instalações ou melhorias no layout já 3 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. existente, visando aumentar ou reorganizar o arranjo de equipamentos ou o fluxo do(s) produto(s). 2.2. Dimensionamento do Setor Produtivo Tomando como base a NR 12, a qual se refere a Máquinas e Equipamentos apresentamos as seguintes propostas para o novo layout: Nos locais onde se instalam máquinas e equipamentos os pisos devem ser vistoriados e limpos, sempre que apresentarem riscos provenientes de graxas, óleos e outras substâncias que os tornem escorregadios; Entre as partes móveis de máquinas e/ou equipamentos, propõe-se uma faixa livre que varie entre 0,70m a 1,30m; a distância mínima entre máquinas e equipamentos deve ser de 0,60m a 0,80m; Além da distância mínima de separação das máquinas, deve haver áreas reservadas para corredores e armazenamento de materiais, devidamente demarcadas com faixa branca de acordo com a NR-26 que rege a sinalização de segurança; Os corredores de circulação, no interior dos locais de trabalho, e as que conduzem às saídas devem ter, no mínimo, 1,20m de largura e ser devidamente demarcadas e mantidas permanentemente desobstruídas. 2.3. Serviços Auxiliares Com relação às Condições Sanitárias e de Conforto nos Locais de Trabalho, seguiremos como parâmetro as diretrizes propostas pela NR-24: As áreas destinadas aos sanitários deverão atender às dimensões mínimas essenciais: metragem de 1,00m2 (um metro quadrado), para cada sanitário, por 20 (vinte) operários em atividade; Os locais onde se encontrarem instalações sanitárias deverão ser submetidos a processo permanente de higienização, de sorte que sejam mantidos limpos e desprovidos de quaisquer odores, durante toda a jornada de trabalho; Os vasos sanitários deverão ser sifonados e possuir caixa de descarga automática externa de ferro fundido, material plástico ou fibrocimento; Os chuveiros poderão ser de metal ou de plástico e deverão ser comandados por registros de metal a meia altura na parede; Os lavatórios poderão ser formados por calhas revestidas com materiais impermeáveis e laváveis, possuindo torneiras de metal, tipo comum, espaçadas de 0,60m (sessenta centímetros), devendo haver disposição de 1 (uma) torneira para cada grupo de 20 (vinte) trabalhadores; O lavatório deverá ser provido de material para a limpeza, enxugo ou secagem das mãos, proibindo-se o uso de toalhas coletivas; Os banheiros, dotados de chuveiros, deverão: ser mantidos em estado de conservação, asseio e higiene, instalados em local adequado, ter portas de acesso que impeçam o devassamento, ou ser construídos de modo a manter o resguardo conveniente e ter piso e paredes revestidos de material resistente, liso, impermeável e lavável. Os gabinetes sanitários deverão ser instalados em compartimentos individuais, separados; ser ventilados para o exterior; ter paredes divisórias com altura mínima de 2,10m (dois metros e dez centímetros) e seu bordo inferior não poderá situar-se a mais de 0,15m (quinze centímetros) acima do pavimento; ser dotados de portas independentes, providas 4 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. de fecho que impeçam o devassamento; ser mantidos em estado de asseio e higiene; possuir recipientes com tampa, para guarda de papéis servidos, quando não ligados diretamente à rede ou quando sejam destinados às mulheres. 2.4. Dimensionamento do sistema de segurança contra incêndio Um dos aspectos mais importantes do planejamento de um layout é a segurança da vida humana e do patrimônio. Por isso o sistema de prevenção de incêndios é parte fundamental do arranjo físico de qualquer empresa, de modo que seja possível um combate rápido e eficiente ao incêndio. A proposta de sistema de proteção contra incêndio está descrita NR 23. Essa norma determina que todas as empresas deverão possuir: a) b) c) d) Proteção conta incêndios; Saídas suficientes para a rápida retirada do pessoal em serviço, em caso de incêndio; Equipamento suficiente para combater o fogo em seu início; Pessoas adestradas no uso correto desses equipamentos. O dimensionamento do sistema de proteção contra incêndio começa com a determinação correta dos extintores. Para tanto, faz-se necessário conhecer a natureza do fogo a ser extinto. A tabela 1 apresenta a classificação do fogo segundo a NR 23. Classe Características Classe A Fogo em materiais de fácil combustão com a propriedade de queimarem em sua superfície e profundidade, e que deixam resíduos, como: tecidos, madeira, papel, fibra, etc. Classe B Fogo em produtos inflamáveis que queimam somente em sua superfície, não deixando resíduos, como óleo, graxas, vernizes, tintas, gasolina, etc. Classe C Fogo que ocorre em equipamentos elétricos energizados como motores, transformadores, quadros de distribuição, fios, etc. Classe D Fogo em elementos pirofóricos como magnésio, zircônio, titânio. Fonte: Adaptado da NR 23 Tabela 1 – Classificação do fogo Após a identificação das classes do fogo, determina-se a área de cobertura da unidade extintora. A seguir têm-se a Tabela 2, onde é definido, conforme a NR 23, a área de cobertura para cada unidade extintora. Área de Cobertura p/ unidade de extintores Risco de Fogo Distância máxima a ser percorrida 500m2 Pequeno (Classe A) 20m 2 250m Médio (Classe B) 10m 150m2 Grande (Classe C) 10m Fonte: Adaptado da NR 23 Tabela 2 – Área de cobertura por unidade extintora (NR 23) Observa-se, que a área de domínio da unidade extintora decresce com o aumento do risco, por isso, é importante deixar próximas as áreas que possuem os mesmos riscos de incêndio, otimizando, desta forma, a quantidade de extintores necessários. É importante ressaltar que a 5 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. norma de prevenção de incêndio determina que independentemente da área ocupada deve existir pelo ou menos dois extintores para cada pavimento ou risco isolado. Além das Unidades Extintoras, um sistema de proteção contra incêndio deverá atender as seguintes características, conforme as NR’s 23 e 26: largura mínima das saídas 1,20m; as portas devem abrir para fora; corredores com largura mínima de 1,20m; sinalização das saídas; as saídas e vias de circulação não devem conter escadas nem degraus e devem ser bem iluminadas; portas de saída devem ser de batentes ou portas corrediças; os extintores devem ser colocados em locais de fácil visualização, de fácil acesso e onde haja menos probabilidade de o fogo bloquear o seu acesso; os locais destinados aos extintores devem ser assinalados por um círculo vermelho ou por uma seta larga, vermelha, com bordas amarelas; deverá ser pintada de vermelho uma área do piso de no mínimo 1,00m x 1,00m embaixo do extintor; altura máxima da parte superior do extintor é de 1,60m; os extintores não deverão ser localizados nas paredes das escadas. Algumas particularidades foram identificadas na empresa estudada: uso de compressores e de estufa. Segundo a NR 13 o uso de compressores exige cuidados mais específicos, visto que possuem potencial elevado de causar explosões, e com intuito de evitar esse tipo de acidente a norma estabelece as seguintes ações preventivas: Medição da espessura da chapa do vaso por Ultra-Som, para identificar corrosões da chapa e/ou perda de espessura; Teste hidrostático, no sentido de verificar a sua resistência mecânica; Revisão e calibragem periódicas das válvulas de segurança e do manômetro; Revisão e calibragem periódicas do manômetro; Manutenção e revisão dos pressostatos; Treinamento para as pessoas envolvidas na manutenção, revisão e calibragem; Conservação de documentação de construção do vaso e disponibilidade para consulta sempre que necessário; Acionamento diário dos drenos dos pulmões com a finalidade de eliminar o condensado existente dentro do vaso. Os equipamentos como a estufa apresentam potencial considerável para provocar incêndios. Tal fato se deve ao princípio de aquecimento o qual consiste na utilização de resistências elétricas de baixo valor e alta potência, o que pode causar incêndio a partir de um curtocircuito. Portanto, as estufas devem ser observadas periodicamente. 3. Aspectos Metodológicos Toda a pesquisa foi realizada na empresa em questão, caracterizando assim um estudo de caso. A fábrica está situada no Distrito Industrial do Velame. Em relação à natureza, este estudo pode ser caracterizado como uma pesquisa aplicada, pois segundo Silva e Menezes (2003), a pesquisa aplicada tem como objetivo gerar conhecimentos para aplicação prática dirigidos à solução de problemas específicos. Quanto à forma de abordagem, pode ser classificada como uma pesquisa quantitativa, pois tudo pode ser quantificável, o que significa traduzir em números opiniões e informações para classificá-las e analisá-las. Em relação aos objetivos, é classificada como uma pesquisa exploratória, segundo Gil (1991. Do ponto de vista dos procedimentos técnicos, se trata de uma pesquisa experimental na qual se determina um objeto de estudo, selecionam-se as variáveis que seriam capazes de influenciá-lo, definem-se as formas de controle e de observação dos efeitos que a variável produz no objeto (GIL, 1991). 6 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. Para a realização deste trabalho, os seguintes procedimentos técnicos foram tomados: inicialmente foi feita a revisão bibliográfica para servir de base no estudo; a escolha da empresa na qual o estudo iria ser realizado; visitas in loco com a finalidade de recolher os dados, através de medições diretas; análise do layout existente; e proposta de um novo arranjo físico. 4. Descrição da Empresa A empresa selecionada para o estudo é a Laboremus – Indústria e Comércio de Máquinas Agrícolas LTDA. Fundada na década de 20, na Rua Irineu Joffily em Campina Grande, pelo Sr. José Luiz de Souza, inicialmente tinha função de oficina mecânica para a manutenção de equipamentos de engenhos de cana-de-açúcar e serviços de serralharia. Em 1924, ainda como oficina mecânica, mudou-se para a Rua 13 de maio, considerada uma das maiores da cidade. Alguns anos depois, se mudou novamente, agora para a Rua João Pessoa. Na década de 30 tiveram início as atividades de fundição com a fabricação de desfibriladores de sisal. Nesta época, a Paraíba era um dos maiores produtores desta cultura. Obtiveram resultados satisfatórios até o declínio do mercado de produção do sisal. Assim, a forrageira de capim surgiu como opção para se manterem no mercado. Em meados da década de 50 a máquina de corte de palma é criada, pois ela era a única alternativa de ração para o gado durante o período de estiagem. Por solicitação de um clientea empresa conjuga a máquina de palma e capim, tornando-se o carro chefe e o diferencial competitivo da empresa. Neste momento há a chegada de fortes concorrentes no mercado como a Cremasco e Nogueira, vindos do Sul e Sudeste do país. A década de 70 foi marcada pela produção em dois tamanhos da máquina conjugada para palma e capim e a introdução do triturador de açúcar e ensiladeira de duas bocas. O organograma institucional está representado na Figura 1. Figura 1 Organograma institucional Atualmente, a empresa apresenta uma produção mensal de 250 a 350 máquinas, sendo diversificada e distribuída por 10 diferentes linhas de produtos. Em virtude de um aumento considerável da demanda a Laboremus possui um projeto de expansão do setor de produção que aumentará a produção mensal para cerca de 400 máquinas. Seus principais clientes são: B Motores – Campina Grande /PB; Casa do Agricultor – Campina Grande /PB; Trans Ocean Macaé /RJ; Mac Nelson - Feira de Santana /BA; Floresta Máquinas – Campina Grande /PB; Rancho Alegre – Natal /RN. A Laboremus atua tanto na fabricação de máquinas agrícolas quanto na assistência técnicas desses produtos, seja os por ela produzidos quanto de outras marcas. As linhas de produtos 7 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. são: forrageiras, forrageiras conjugadas, fatiadoras, pesagem, ensiladeira, fenação, trituradores de açúcar, avicultura, ambiental, construção civil. O sistema de produção da Laboremus admite a classificação de processo repetitivo em lote. A representação gráfica do processo produtivo está apresentada na Figura 2. Motor Correias Polia motor Polia rotor Rolamento Mancal Faca Eixo Disco Caixa Torno Torno Torno Prensa escêntrica Serra Plasma Guilhotina Plasma SLOT Furadeira Plaina Furadeira Torno Torno Prensa escêntrica Clandra Furadeira Plaina Furadeira Virad. manual Virad. Hid. Forja Solda Prensa hidráulica Processos de tranformação Estoque Espera Transporte Acabamento Solda Montagem Montagem rotor Limpeza Pintura Secagem Montagem Final Expedição Figura 2 – Fluxograma produtivo 5. Postos de Trabalho Os funcionários do setor produtivo possuem idade entre 22 e 55 anos, sendo todos eles do sexo masculino. Outro aspecto a ser ressaltado, diz respeito ao nível de escolaridade dos operários que varia desde analfabetos funcionais até o ensino médio completo. Já o pessoal de projeto possui curso superior. Embora o grau de escolaridade dos operários seja baixo, a experiência de vida com relação à função que exercem proporciona um bom desempenho do trabalho, sendo desta forma, considerados fundamentais para o sucesso do processo. Porém, como a empresa está passando 8 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. por um processo de reestruturação, aos novos operários são exigidos cursos de qualificação profissional de nível técnico e escolaridade de nível médio. Tal necessidade é proveniente, principalmente, da aquisição de uma nova máquina, a qual possui comando numérico computadorizado, e também da necessidade de padronização das máquinas produzidas e do controle de qualidade. Quanto às condições ambientais, faz-se necessário um estudo aprofundado nos quesitos de iluminação, conforto térmico e condições ergonômicas posturais. De maneira geral, observase, um ambiente típico de oficina que se expandiu de maneira desordenada. Existem muitos materiais que não fazem parte do processo produtivo distribuídos pela fábrica, pouca organização, além da não utilização de equipamentos de proteção por alguns funcionários e dificuldade ao acesso de equipamentos de proteção coletiva, como é o caso dos extintores de incêndio. As máquinas existentes no setor produtivo são muito antigas, e além disso, só são feitas manutenções corretivas nelas. As máquinas presentes na empresa e suas respectivas funções estão apresentadas na Tabela 3. Máquinas Descrição Torno Máquina-ferramenta que permite usinar peças. Girando-a enquanto uma ou diversas ferramentas de corte são pressionadas em um movimento regulável de avanço de encontro à superfície da peça. Prensa excêntrica Máquinas utilizadas para fazer pressão em materiais, permitindo a criação de formas complexas e o fabrico em linha de montagem. Serra Ferramenta utilizada para cortar madeira, plásticos, metais ou outros materiais e consiste numa folha de aço com uma série de recortes num dos seus rebordos. Guilhotina A guilhotina é um equipamento de alta eficiência, que permite um corte rápido de chapa metálicas. Prensa hidráulica Máquina utilizada para pressionar materiais, com objetivo de criar formas, utilizando para isso o principio da hidráulica. Viradeira São máquinas que dobram facilmente diversos tipos de materiais metálicos, Plaina Máquina-ferramenta utilizada para nivelar e determinar a espessura das peças e para a sua fabricação. Fresa Máquina-ferramenta, que pode executar a função de aplainar, ou seja, transferir de um gabarito (matriz) para outro material Calandra Máquina que tem a capacidade de dobrar tubos redondos, chato, quadrado e retangular. Forja Máquina utilizada para aquecer o metal, tornando-o maleável, com o intuito de se conseguir a forma desejada. Tabela 3 – Descrição das máquinas A empresa apresenta também outros problemas, como: grande ocorrência de cruzamentos, retornos e desvios no processo de fabricação, fluxo não linear, pouca iluminação, movimentação excessiva, falta de espaço, postos de trabalho mal projetados, dificuldade de acesso aos equipamentos de proteção coletiva. 9 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. O quadro funcional geral da empresa é composto por 30 funcionários, divididos pelos os seguintes setores: Setor Administrativo, Setor Financeiro, Setor de Vendas e Marketing, Setor de Produção; Setor responsável pela Assistência Técnica, e o Setor de Projetos. Conforme dito anteriormente, o processo produtivo está organizado na forma departamental, e a Tabela 4 apresenta todos os departamentos existentes na empresa e a descrição da função de cada posto de trabalho, bem como o número de funcionários e a quantidade de máquinas presente em cada departamento. Departamentos do setor produção Nº de funcionários Nº de máquinas Função Almoxarifado 1 - Local reservado ao armazenamento de peças componentes, matéria-prima e peças em processo. Estamparia 2 3 Processo de fabricação realizado a frio, no qual uma chapa é colocada sobre uma matriz e é submetida a uma força de um punção, de maneira a adquirir a forma geométrica da matriz. Tipo de máquina: Prensas. Usinagem 3 12 A peça é o resultado de uma remoção de material que pode ser feita pelos seguintes processos: serramento, aplainamento, torneamento, fresagem e furação. Soldagem 3 7 É o processo que visa a junção dos materiais de forma pontual. Acabamento 2 - Processo manual de finalização para a remoção de imperfeições pode ser feita através Pre-montagem 1 - Após a fabricação das peças, é feita uma montagem parcial sem acabamento. Pintura e secagem 1 - Após o produto pronto, este passa pelo processo de pintura em seguida é levado para a secagem. Montagem final 2 - É a organização geral das peças através da seleção, ordenamento, ajuste e junção de todas as partes que compõem a máquina. Ferramentaria 1 - Setor responsável por guardar e conservar as ferramentas utilizadas no processo. Prototipagem 2 - Setor responsável por fazer os protótipos das máquinas de novos projetos. Assistência técnica 1 - Processo de manutenção e reforma de máquinas usadas. Projeto 3 Planejamento e projeto de produtos e inovação. Tabela 4 – Descrição dos postos de trabalho Dentro da fábrica, observa-se que a movimentação é feita na maioria das vezes de forma manual. Desse modo, percebe-se que o manuseio muitas vezes ocorre de forma ergonomicamente incorreta, pois há peças que podem ser consideradas pesadas, tais como, o disco e o rotor. Outros aspectos que dificultam tal movimentação são de suas formas e dimensões. Em alguns casos, utiliza-se um equipamento conhecido como “patinha” para a movimentação de materiais muito pesados. Outra dificuldade referente ao manuseio e movimentação ocorre com as chapas de aço, pois estas possuem uma extensa área e espessura fina o que dificulta a pega. 10 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. 6. Resolução e Proposta O processo de fabricação da empresa em estudo é composto pelo conjunto de processos individuais das principais peças que compõem os produtos, que são: Faca, Disco, Eixo e a Caixa. Neste sentido, a proposta de layout fundamentou-se no fluxo produtivo dessas principais peças. Na figura 3 está apresentada a proposta de layout da empresa, juntamente com os fluxos. Figura 3 – Layout atual com os fluxos 11 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. Figura 4: Novo layout com o fluxo de pessoas e materiais Conforme a proposta apresentada na figura 4 haverá um melhor fluxo no processo de fabricação dessas peças. Ainda será possível uma redução da movimentação das peças em processamento, e conseqüentemente, haverá uma redução do tempo de fabricação do produto final. Pode-se afirmar também que com novo arranjo físico haverá um menor desgaste por parte dos funcionários devido a sua locomoção entre as diferentes fases. Pode-se destacar também que com a nova proposta haverá um melhor dimensionamento da área utilizada na produção e garantia de melhor qualidade das peças produzidas. Ressalta-se ainda, que será possível atingir uma maior produtividade no processo de fabricação devido ao dimensionamento correto dos postos de trabalho, os quis foram planejados levando-se em consideração as dimensões do material processado. Outro fator importante considerado neste projeto diz respeito ao cumprimento das exigências dispostas nas normas do Ministério do Trabalho e Emprego (NR’s: 08, 12, 23, 24 e 26). Conforme citado anteriormente o atendimento dessas normas é focado na segurança do trabalhador e na proteção dos bens materiais. Portanto, foram respeitadas as distâncias mínimas dos corredores ficando os principais corredores de movimentação de materiais com 3m e 2m e o de passagem de pessoas com 1,5 m. Já entre as máquinas a distância entre elas ficou em 80 cm. Como parte da proposta do layout também foi feito o dimensionamento do sistema de segurança contra incêndios, no qual foram determinados a quantidade e o tipo de extintores 12 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. para cada setor de produção, bem como a localização destes. A Tabela 5 apresenta o dimensionamento dos extintores que deverão compor o sistema de segurança da empresa em estudo e na figura 5 está representada a sua localização. Figura 5: Localização dos extintores no novo layout Classe Substância Qtde Capacidade B Gás carbônico 3 10 kg C Pó-químico 6 2 Kg Tabela 5 – Dimensionamento dos extintores Em virtude da constatação de que a função do almoxarifado (estoque de peças componentes e peças em processamento) não estava sendo utilizada de forma adequada optou-se por modificá-lo e reduzi-lo, visto que a maioria do que se tem estocado se trata de materiais obsoletos. Para as peças em processamento determinou-se um estoque intermediário de modo que facilitasse o fluxo dessas peças, tal medida pode ainda facilitar a implementação do Kanban e assim agilizar ainda mais a produção. A empresa em estudo passa por uma reestruturação total e nesse processo está incluído um projeto para implantação de um sistema de controle de qualidade e padronização, pensando nisso foi proposto no layout uma área destinada ao controle de qualidade. Além disso, pensou-se em área para a instalação de um setor de manutenção preventiva dos equipamentos, onde seriam arquivados os documentos referentes as manutenções das máquinas e para a guarda dos materiais necessários para a realização das manutenções. 13 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. Foi incluída nesta proposta a construção de dois banheiros e uma área para a localização de um bebedouro. O estoque de produto acabado também foi ampliado, pois em entrevista com o proprietário da empresa foi informado que a demanda tem crescido muito. 4. Recomendações Finais Como principal recomendação sugere-se que os proprietários da empresa implante o sistema de qualidade 5S tendo em vista que o setor produtivo está tumultuado devido a grande quantidade de objetos sem uso, os quais estão espalhados por toda a empresa. É importante fornecer Equipamentos de Proteção Individual (EPI’s) adequados aos seus funcionários. Segundo a NR 17 do Ministério do trabalho toda empresa é obrigada a fornecer aos empregados, gratuitamente, EPI adequado ao risco e em perfeito estado de conservação e funcionamento, sempre que as medidas de ordem geral não ofereçam completa proteção contra os riscos de acidentes e danos à saúde dos empregados. É sabido que é de responsabilidade do empregador adquirir EPI adequado ao risco de cada atividade, exigir seu uso, fornecer ao trabalhador somente o aprovado pelo órgão nacional competente em matéria de segurança e saúde no trabalho, orientar e treinar o trabalhador sobre o uso adequado, guarda e conservação, substituir imediatamente, quando danificado ou extraviado e responsabilizar-se pela higienização e manutenção periódica desses equipamentos. De acordo com o tipo de atividade presente na Laboremus, sugerimos os seguintes equipamentos: Protetor auditivo, óculos, máscara de solda, vestimentas, luvas. Outro ponto bastante significativo que levamos em consideração é a aquisição de um novo maquinário. A partir das observações realizadas in loco, observamos que certas máquinas estão ultrapassadas e obsoletas. Sugere-se então, a renovação das máquinas, tanto pelas inovações presentes que facilitam seu manuseio, bem como a redução dos custos envolvidos com manutenção e também. A iluminação pode melhorar a operação industrial e sua lucratividade. Em dependências industriais deve atender a rigorosas exigências, sempre respeitando os níveis de iluminação presentes nas normas, desde a linha de produção até o estoque. Há alguns pontos que devem ser levados em consideração no momento da realização do projeto de iluminação. Os pontos são os seguintes: produtividade, redução do consumo de energia, redução dos custos de descarte, redução de danos e de tempo perdido com acidentes, além da satisfação dos clientes e funcionários. Outro aspecto importante é a implantação de exaustores, pois o sistema de ventilação também apresenta algumas deficiências, de preferência eólicos, que podem ser utilizados nos mais diversos tipos de instalações e dispensam o uso de motor elétrico. É, portanto, econômico, seguro e silencioso. Para seu funcionamento, esses exaustores utilizam o deslocamento das massas de ar atmosférico e o efeito da convecção da massa de ar interna, proporcionando uma exaustão ininterrupta de gases, fumaça, renovando e circulando o ar ambiente. Com relação aos estoques (de matéria-prima, de produto acabado e de material em processamento), recomenda-se um estudo mais específico para a o desenvolvimento de estruturas que possam guardar estes matérias de forma organizada e com identificação dos mesmos. Além disso, deve-se observar as recomendações com relação ao manuseio e movimentação de cargas propostas pela ergonomia. Referências ASKIN, R. G.; STANDRIDGE, C. R. Modeling and analysis of manufacturing systems. New Jersey: John Wiley & Sons, 1993. 14 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. FRANCIS, R. L.; WHITE, J. A. Facility Layout and Location – An Analytical Approach. New Jersey: Prentice-Hall, 1974. GROOVER, M. P. Automation, Production Systems, and Computer Integrated Manufacturing. 2 ed. New Jersey: Prentice-Hall, 2000. HERAGU, S. S. Facilities Design. 2 ed. Boston: PWS Publishing Co., 1997. LEE, Q. Projeto de Instalações e Local de Trabalho. São Paulo: IMAM, 1998. NR-12. Normas Regulamentadoras. Disponível http://www.mte.gov.br/legislacao/normas_regulamentaDORAS/Default.asp. Acesso em: 25/03/2011. em: NR-13. Normas Regulamentadoras. Disponível http://www.mte.gov.br/legislacao/normas_regulamentaDORAS/Default.asp. Acesso em: 25/03/2011. em: NR-23. Normas Regulamentadoras. Disponível http://www.mte.gov.br/legislacao/normas_regulamentaDORAS/Default.asp. Acesso em: 25/03/2011. em: NR-24. Normas Regulamentadoras. Disponível http://www.mte.gov.br/legislacao/normas_regulamentaDORAS/Default.asp. Acesso em: 25/03/2011. em: NR-26. Normas Regulamentadoras. Disponível http://www.mte.gov.br/legislacao/normas_regulamentaDORAS/Default.asp. Acesso em: 25/03/2011. em: SILVA, E. L.; & MENEZES, E. M. Metodologia da Pesquisa e Elaboração de Dissertação – Laboratório de Ensino à Distância da UFSC, 3 ed. Florianópolis, 2001. TOMPKINS, J. A. et al. Facilities Planning. 3 ed. New Jersey: John Wiley & Sons, 2003. 15
Baixar