ELEMENTOS DE
TRANSMISSÃO
FLEXÍVEIS
FLÁVIO DE MARCO FILHO
DEPARTAMENTO DE ENGENHARIA MECÂNICA
POLI/UFRJ - 2009
SUMÁRIO
INTRODUÇÃO, 4
1. CORREIAS, 6
1. INTRODUÇÃO, 6
2. CARACTERÍSTICAS, APLICAÇÕES E MATERIAIS DE FABRICAÇÃO, 8
3. PRINCÍPIO DE FUNCIONAMENTO, 11
4. RELAÇÕES PRINCIPAIS, NOMENCLATURA, DEFINIÇÕES E SIMBOLOGIAS, 12
5. ANÁLISE E DETERMINAÇÃO DAS CARGAS, 13
6. ESPECIFICAÇÃO DE CORREIAS TRAPEZOIDAIS, 18
7. ESTIMATIVA DE VIDA DA CORREIA, 25
8. RECOMENDAÇÕES E ORIENTAÇÕES DE PROJETO, 27
9. POLIAS, 29
EXEMPLO, 40
EXERCÍCIOS PROPOSTOS, 45
BIBLIOGRAFIA, NORMAS E CATÁLOGOS, 46
ANEXOS, 48
2. CORRENTES, 57
1. INTRODUÇÃO, 57
2. MATERIAIS DE FABRICAÇÃO E TIPOS DE CORRENTE, 59
3. NOMENCLATURA E COMPONENTES DAS CORRENTES DE ROLOS, 62
4. AÇÃO POLIGONAL OU CORDAL, 66
5. DIMENSIONAMENTO E ESPECIFICAÇÃO, 68
6. ESTIMATIVA DE VIDA, 72
7. EFICIÊNCIA DAS CORRENTES, 73
8. LUBRIFICAÇÃO DE CORRENTES, 74
9. .LIMITES DE UTILIZAÇÃO E RECOMENDAÇÕES DE PROJETO, 80
10. ENGRENAGENS DE CORRENTES, 83
EXEMPLO, 89
EXERCÍCIOS PROPOSTOS, 91
BIBLIOGRAFIA, NORMAS E CATÁLOGOS, 92
3. CABOS DE AÇO, 94
1.
INTRODUÇÃO, 94
2.
CARACTERÍSTICAS, APLICAÇÕES E PROCESSO DE FABRICAÇÃO, 95
3.
COMPOSIÇÃO BÁSICA E MATERIAIS, 99
4.
MEDIDAS, ESPECIFICAÇÃO E PRINCIPAIS SIMBOLOGIAS, 105
5.
CLASSIFICAÇÃO DE CABOS E NOMENCLATURA, 107
6.
ANÁLISE DE CARGAS, 108
7.
FLEXIBILIDADE E RESISTÊNCIA Á ABRASÃO, 112
8.
DIMENSIONAMENTO, 113
9.
MANUTENÇÃO E LUBRIFICAÇÃO, 119
10. ACESSÓRIOS DE CABOS DE AÇO, 121
11. COMENTÁRIOS FINAIS, 126
EXEMPLO, 129
BIBLIOGRAFIA E NORMAS PRINCIPAIS, 132
APÊNDICES, 134
ELEMENTOS DE
TRANSMISSÃO
FLEXÍVEIS
INTRODUÇÃO
A elaboração de um livro didático é sempre um processo árduo, longo e muitas vezes
cansativo. Um livro didático sobre assuntos tecnológicos é uma tarefa um pouco mais difícil.
Os avanços tecnológicos são tão velozes; a evolução dos materiais caminha tão rápida que
provavelmente muito cedo este material estará obsoleto. Mas não é razão para não fazê-lo. É
sim mais um motivo para uma permanente atualização.
Para preparar um curso sobre os elementos de transmissão flexíveis mais utilizados em
projetos de engenharia, foi necessária uma longa e aprofundada pesquisa. O motivo foi a
ausência de uma literatura específica, única, abrangente e atualizada. Durante esse processo
foram feitas duas constatações:
•
O conhecimento e o material sobre o assunto estão disponíveis, porém bastante dispersos
e espalhados nos livros, catálogos de fabricantes, artigos científicos, sites e etc.,
•
Ensaios mecânicos com resultados muito dispersos, impossibilitando, assim, um
dimensionamento mais preciso e implicando na utilização de altos coeficientes de
segurança, principalmente em cabos de aço.
Assim, o objetivo desta apostila foi tentar reunir em um único texto, parte deste
conhecimento espalhado e disponibilizá-lo para os estudantes de Engenharia.
O público alvo deste livro são estudantes de Engenharia Mecânica. Pode ser utilizado
também por engenheiros e profissionais da área, que possuam os principais requisitos, que são
obviamente a Matemática e a Física, além de Mecânica dos Sólidos e Ciência dos Materiais.
Este material didático é apenas um dos componentes do curso de Elementos de
Máquinas II. Para o completo aproveitamento, deve ser acompanhado de aulas expositivas,
dos exercícios de treinamento e de avaliações periódicas. Todos eles são importantes e
complementares.
Este material didático está disponível para todos os alunos do Departamento de
Engenharia
Mecânica
da
UFRJ.
O
www.mecanica.ufrj.br, no blog do autor.
download
pode
ser
feito
no
endereço
1 - CORREIAS
1.1. INTRODUÇÃO
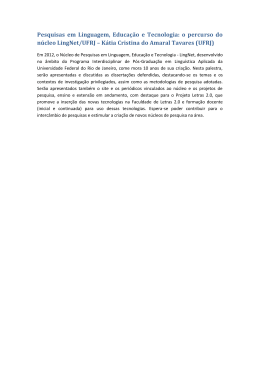
As correias, juntamente com as polias são um dos meios mais antigos de transmissão
de movimento. É um elemento flexível, normalmente utilizado para transmissão de potência
entre dois eixos paralelos distantes. Elas são fabricadas em várias formas e com diversos
materiais. Os tipos mais comuns estão apresentados na figura 1.1.
a) correia plana
b) correia trapezoidal ou em “V”
c) correias sincronizadas ou dentadas
d) correia dupla
e) correia hex
f) correia ranhuradas
Figura 1.1 – Tipos de correias.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
7
São largamente utilizadas nas indústrias de máquinas operatrizes e automotiva; são
encontradas em diversos equipamentos, desde pequenos aparelhos eletrônicos até
equipamentos industriais de grande porte.
O grande sucesso na utilização das correias é devido, principalmente, às seguintes
razões: a boa economia proporcionada por esta transmissão, sua grande versatilidade e a
segurança.
Razões econômicas
•
padronização,
•
facilidade de montagem e manutenção (a disposição é simples e o acoplamento e o
desacoplamento são de fácil execução),
•
ausência de lubrificantes e
•
durabilidade, quando adequadamente projetadas e instaladas.
Razões de segurança
•
reduzem significativamente choques e vibrações devido à sua flexibilidade e ao
material que proporciona uma melhor absorção de choques e amortecimento, evitando
a sua propagação,
•
limitam sobrecargas pela ação do deslizamento (podem funcionar como “fusível
mecânico”).
•
funcionamento silencioso,
Razões de versatilidade
•
permitem grandes variações de velocidade (i recomendado ≤ 6)
•
possibilitam rotações no mesmo sentido (correia aberta) ou em sentidos opostos
(correia fechada) – Figura 1.6.
•
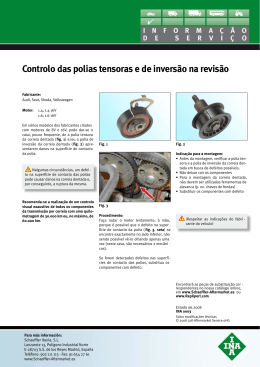
facilidade de variação de velocidade:
- contínuo (figura 1.2.a)
- descontínuo (polias escalonadas - figura 1.2.b)
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
8
(b)
(a)
(c)
Figura 1.2 – Transmissões variáveis contínuas - com correia em “V” (a) e (b) e
escalonada (cone de polias) com correia plana (c).
1.2.
CARACTERÍSTICAS,
APLICAÇÕES
e
MATERIAIS
DE
FABRICAÇÃO
1.2.1. Características
As principais características das transmissões por correias são:
•
é uma transmissão essencialmente por atrito e este é resultante de uma compressão
inicial entre a correia e a polia, através de uma carga inicial quando estacionária.
•
é adequada para grandes distâncias entre eixos.
1.2.2. Aplicações
As aplicações são as mais diversas. Alguns exemplos são apresentados abaixo.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
9
Variadores escalonados de velocidade
Transmissões por correia com relação de multiplicação variável em degraus.
Diâmetros das polias devem ser feitos de tal maneira que o comprimento necessário da correia
seja suficiente para todos os degraus (Figura 1.2 (b))
Figura 1.4 – Exemplo de aplicação de correias
(Cortesia da Wabeco Lathe).
Figura 1.5 – Transmissão por correia com variação contínua (CVT) na relação de multiplicação
através do deslocamento da correia sobre a polia em movimento.
Variadores contínuos
São normalmente utilizados para relação de transmissão (i) entre 0,8 e 1,2, com
graduação através do deslocamento axial dos discos cônicos, onde os diâmetros úteis (dm) das
polias acionadora e acionada variam opostamente, de tal forma que se conserva a tensão sem
a variação da distância entre os eixos (Figura 1.5).
1.2.3. Composição Básica e Materiais de Fabricação
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
10
As correias mais antigas eram fabricadas em couro. Atualmente este material está em
desuso e se utilizado o é apenas para correias planas.
A composição das correias modernas é de material compósito. É uma mistura de
polímeros (borracha) com fibras vegetais (algodão ou cânhamo) ou materiais metálicos
(arames ou cabos de aço).
A composição mínima das correias trapezoidais e planas está mostrada na figura 1.6
(a) e (b).
Figura 1.6 – Composição mínima das correias trapezoidais e planas.
Os elementos de tração por sua vez podem ser compostos de cordas de nylon ou fibra
sintética, ou arames de aço ou mesmo cabos de aço, conforme mostra a figura 1.7. Este
elemento é diretamente responsável pela capacidade de transmissão das correias. Porém,
quanto maior a resistência destes elementos menor é a flexibilidade da correia.
Figura 1.7 – Seção das correias.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
11
A capacidade de carga de uma correia depende dos elementos internos de tração (fios
de nylon ou arames ou cabos de aço, etc.), das condições de trabalho e da velocidade.
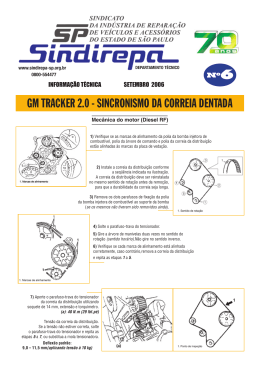
1.3. PRINCÍPIO DE FUNCIONAMENTO
Como foi exposto anteriormente é uma transmissão por atrito que é resultante de uma
compressão inicial entre a correia e a polia, através de uma carga inicial (Fi) ou pré-carga na
correia quando estacionária (figura 1.8.a.), ficando ambos os lados da correia submetidos ao
mesmo esforço.
Quando a transmissão está em funcionamento, observa-se que os lados da correia não
estão mais submetidos à mesma tensão; isso ocorre uma vez que a polia motora tensiona mais
a correria em um lado (ramo tenso) do que do outro (ramo frouxo), conforme pode se
observar na figura 1.8.b.
Essa diferença de tensões entre os lados tenso e frouxo da correia é causadora de uma
deformação na correia denominada creep.
Parada - com
carga inicial -Fi
motora
movida
Transmissão
Lado
froux
o
n
motora
n
Lado
tens
o
movida
Figura 1.8 – Transmissão por correias
Na polia motora, a correia entra tensa devido ao esforço de girar a polia movida, e sai
frouxa; assim, à medida que a correia passa em torno da polia, a tensão gradualmente diminui
de F1 para F2 e a correia sofre uma contração também gradual.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
12
Em conseqüência disso, a correia deixa a polia motora mais contraída, uma vez que
perde um pouco do seu alongamento ao mover-se em torno da polia. Na polia movida, o
fenômeno se repete, mas inversamente.
Outro fenômeno que pode acontecer em transmissões por correias é o deslizamento,
sendo este conseqüência de uma tensão inicial insuficiente ou de uma sobrecarga excessiva no
eixo resistente, o que causa uma compressão insuficiente da correia sobre a polia, não
desenvolvendo o atrito necessário entre elas.
Ambos os efeitos diminuem o rendimento da transmissão. O creep é inevitável, pois é
conseqüência da elasticidade do material da correia, porém a perda decorrente é pequena e
não afeta de modo sensível a transmissão. O deslize, quando excessivo, além de diminuir
apreciavelmente o rendimento da transmissão, gerar calor capaz de danificar a superfície da
correia. O deslizamento é evitado com a aplicação de uma tensão inicial adequada.
1.4. RELAÇÕES PRINCIPAIS, NOMENCLATURA, DEFINIÇÕES E
SIMBOLOGIAS
A figura 1.9 mostra transmissões por correia aberta e fechada. As principais relações,
definições, simbologias e nomenclaturas adotadas neste trabalho são mostradas a seguir.
l
2
1
d
D
1
2
motora
movida
c
Correia aberta
Correia fechada
Figura 1.9 – Transmissão com correia aberta e fechada
⎛D−d ⎞
⎟
⎝ 2.c ⎠
−1
θ1,2 = ângulo de abraçamento ⇒ θ 1,2 = π ± 2. sen ⎜
c = distância entre centros ⇒
onde:
DEM/UFRJ - Elementos de Máquinas II
[
k + k 2 − 32 ⋅ ( D − d ) 2
c=
16
]
.5
k = 4 ⋅ L − 2 ⋅ π ⋅ (D + d )
Prof. Flávio de Marco
13
L = comprimento da correia ⇒
D = diâmetro maior
L = 2⋅c +
π
2
(D + d ) + ( D − d )
2
[1]
4.c
⎫
D+d
⎪
(correias em “V”)
⎬ Dmédio =
2
⎪
⎭
d = diâmetro menor
l = 4 ⋅ c − (D − d ) +
2
1
(Dθ L + dθ S )
2
n1,2 = rotações das polias motora (1) e movida (2)
Definição:
Relação de transmissão → rotação da motora = i = n1
rotação da movida
n2
⎧se n 2 > n1 ⇒ multiplicação i < 1 Ex. i = 0,25 = 1/4 ou mult 4 : 1 ou 1 : 4
⎨
Ex. i = 3 = 1/4 ou redução 3 : 1 ou 1 : 3
⎩se n 2 < n1 ⇒ redução i > 1
n1 d 2
=
=i
n2 d 1
[2]
1.5. ANÁLISE DAS CARGAS E DETERMINAÇÃO DAS CARGAS
As correias estão submetidas basicamente a dois tipos de tensões: tensão devido ao
tracionamento e tensão devido à flexão da correia em torno da polia. A figura 1.10 mostra a
configuração da força normal (N) resultante do tracionamento inicial, que origina a força de
atrito (μ.N) necessária à transmissão, tanto para correias planas (figura 1.10a) como para
trapezoidais (figura 1.10b).
F
F
N
dN
(a)
dN
(b)
Figura 1.10 – Força de atrito entre a correia e a polia (a) plana e (b) trapezoidal.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
14
Algumas análises e definições, baseadas na figura 1.11, serão agora feitas.
Fi = carga inicial ou pré-carga
F1 = força no ramo tenso
F2 = força no ramo frouxo
R = resultante na correia - carga útil, carga transmitida ⇒ R = F1 − F2
1.5.1 – Carga Inicial - Fi
Se T = 0 (parado) ⇒ R = 0 ⇒ Fi = F1 - F2
Se T > 0 (transmissão) ⇒ ⎧⎨
F1 = Fi + ΔF
⎩ F2 = Fi − ΔF
R
⎧
⎪ F1 = Fi + 2
⎪
Se R↑(limite) ⇒ ⎨
⎪F = F − R
i
⎪⎩ 2
2
F1 - F2 = R = 2.ΔF ⇒ ΔF =
R
T
Fr =
2
2
F1 + F2 = R = 2.Fi
F + F2
⎧ F2 min = 0 ( não há compressão)
como F2 > 0 ⇒ Fi = 1
⎨
2
⎩ F1 ma´ x = R = 2 Fi ⇒ Fi máx = R / 2
Assim, o único modo de transmitir potência é aumentar a força inicial (Fi)
d
2
Fc
F+ F
dN
dN
d
2
d
F
R
F2
n
F1
Figura 1.11 – Cargas atuantes em correias planas.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
15
1.5.2 - Análise da Relação Entre as Cargas nos Ramos da Correia (F1 e F2)
dθ
dθ
+ F ⋅ sen − dN = 0
2
2
dθ
dθ
∑ FH = 0 ⇒ (F + dF) ⋅ cos 2 − F ⋅ cos 2 − μ ⋅ dN = 0
∑F
v
= 0 ⇒ (F + dF) ⋅ sen
porém, cos
dθ
dθ
= 1; sen = dθ
2
2
Fsen
dθ
dθ
dθ
+ dFsen + Fsen − dN ⇒ Fdθ = dN
2
2
2
[3]
F + dF − F − μdN ⇒ dF = μdN
[4]
substituindo (4) em (3), vem:
dF = μ.F.dθ ⇒ dF/F=μdθ
integrando:
∫
F2
F1
F1
= e μθ ⇒ correias planas
F2
θ
F
dF
= μ ∫ dθ ⇒ ln 1 = μθ ⇒
0
F
F2
[5]
A equação [4] é denominada equação fundamental das correias. Essa equação
representa, considerando os demais parâmetros constantes, a relação máxima entre as forças
F1 e F2 que a correia pode operar sem deslizamento. Para correias trapezoidais a equação [4]
torna-se:
μθ
F1
= e sen (ϕ / 2 ) ⇒ correias em “V”
F2
[6]
1.5.3 - Análise da Força Centrífuga - Fc
Fc =
mv2 f .b.t.r.d.v 2 f .b.t.v 2 dθ
=
=
r
gr
g
⇒ aplicando na eq.(3), tem - se :
F1 − Fc
= e μθ
F2 − Fc
⇒ aplicando na eq.(4), tem - se :
F1 − Fc
= e senϕ / 2
F2 − Fc
μθ
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
16
A figura 1.12 mostra a relação entre
F1
xθ para correias planas.
F2
Figura 1.12 – Relação entre as cargas na correia e o ângulo de abraçamento.
1.5.4 - Carga Devido à Flexão da Correia
As cargas provenientes da flexão da correia em torno da polia, apesar de apresentarem
baixos valores, são cíclicas, podendo causar a ruptura da correia por fadiga. Quanto menor a
polia, maior a carga.
A figura 1.13 apresenta a distribuição de tensões ao longo da correia em uma volta.
B
A
D
C
F1
máx
F2
F1
F2
ÚTIL
Centrífuga
Inicial
D
ciclo
A
B
C
Figura 1.13 – Distribuição de tensões ao longo da correia.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
17
σc ⇒ tensão devido à força centrífuga - Fc
σ1 ⇒ tensão devido à força F1 (ramo tenso)
σu ⇒ tensão útil
σ2 ⇒ tensão devido à força F2 (ramo frouxo)
σF1 ⇒ tensão de flexão na polia 1
αG ⇒ ângulo de deslizamento
σF2 ⇒ tensão de flexão na polia 2
A influência do diâmetro da polia menor sobre a vida da correia é alta. A tabela 1
apresenta o resultado de um estudo sobre este efeito. Pode-se observar que um decréscimo de
cerca de 20 % no diâmetro recomendado da polia menor implica na redução da vida da
correia na ordem de 70 %.
Tabela 1 – Influência do diâmetro da polia menor sobre a vida da correia.
Perfil C
Diâmetro da polia menor - d
(drecomendado = 254 mm)
mm
in
305
280
254
230
203
178
12
11
10
9
8
7
VIDA DA CORREIA (%)
260
165
100
59
30
15
Tensão nas correias:
•
Sub-tracionamento provoca deslizamento e geração de calor devido ao atrito entre
a correia e a polia.
•
Super-tracionamento diminui a vida das correias e mancais.
1.5.5. Determinação das Cargas
As cargas atuantes nesta transmissão são determinadas a partir da potência ou torque
transmitidos e na equação fundamental das correias.
1. Potência:
T[N.m]
P.K1
P = T ⋅ n ⇒ (F1 - F2 ) =
r[m]
r.n
n[rpm]
DEM/UFRJ - Elementos de Máquinas II
⎫
⎪
⎬
⎪
⎭
⎧ P[kW]⇒ K1 = 9550
⎪
⎨ P[HP]⇒ K1 = 7120
⎪ P[CV] ⇒ K = 7026
1
⎩
Prof. Flávio de Marco
18
2. Equações [5] ou [6]
F1
= eK2
F2
onde: K2 = μ.θ
K2 =
μ ⋅θ
⎛ϕ ⎞
- para correias planas
- para correias em “V”
sen⎜ ⎟
⎝2⎠
1.6. ESPECIFICAÇÃO DE CORREIAS TRAPEZOIDAIS
1.6.1. Padronização
As correias industriais trapezoidais são fabricadas basicamente com dois conjuntos de
perfis: o perfil Hi-Power (A, B, C, D e E) e o perfil PW (3V, 5V e 8 V), conforme mostra a
figura 1.13. As diferenças entre os perfis são dimensionais e estas dimensões são apresentadas
na tabela 2.
Figura 1.13 – Padronização de correias trapezoidais.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
19
Tabela 2 – Dimensões principais das correias trapezoidais.
HI-POWER
Seção
b [mm]
t [mm]
A
B
C
D
E
3V
5V
8V
13
8
76
127
710
17
11
127
188
1000
22
14
188
330
1600
32
19
330
432
2000
38
23
432
710
2500
9.5
8
68
304
_
16
13.5
180
406
_
25.4
22
320
570
_
b
A
t
PW
3V
Faixa recomendada de
diâmetros para a polia
menor [mm]
dmín
dmáx
dlimite
t
ϕ = ângulo da correia “V”(34º a 42º)
1.6.2. Seleção de Correias Trapezoidais
O procedimento para a seleção da correia mais adequada segue a seguinte seqüência
ou passos:
1º) Determinação da potência de projeto
2º) Escolha da seção mais adequada
3º) Cálculo da potência transmitida por 1 correia
4º) Determinação do número de correias
5º) Determinação do comprimento e especificação da correia
1º) Potência de Projeto - PHP
Normalmente, em uma transmissão, é conhecida a potência da máquina condutora (P).
Esta deve ser multiplicada por um fator de serviço que levará em consideração certas
condições de funcionamento, tais como o arranque, o tempo de funcionamento, a carga
(intermitente ou contínua), o tipo de choque e etc.. Quando a potência da máquina conduzida
for conhecida esta pode ser utilizada como potência de projeto (PHP).
PHP = P ⋅ FS
onde: P = potência do motor.
FS = fator de serviço.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
20
Tabela 3 - Fator de Serviço – FS.
TIPO DE
TRABALHO
FATOR
DE
SERVIÇO
LEVE
Utilização: uso intermitente, menos de 6 h/dia
Sem sobrecarga.
1.0
NORMAL
1.2
MÉDIO
1.4
PESADO
1.6
EXTRA-PESADO
CONDIÇÃO DE
TRABALHO
Utilização: 6 a 16 h/dia
Sobrecarga momentânea, < 150 % da carga
nominal.
Utilização: 16 a 24 h por dia.
Sobrecarga momentânea, < 200 % da carga
nominal.
Utilização: 16 a 24 h/dia
Sobrecarga momentânea, < 250 % da carga
nominal.
1.8 – 2.0
Utilização: 24 h/dia, 7dias/semana.
Sobrecarga freqüente, < 250 % da carga nominal.
O ANEXO 1 apresenta uma tabela com fatores de serviço que devem ser utilizados
quando se tem conhecimento exato das máquinas motora e movidas. Caso a transmissão não
se encontre entre as listadas, a tabela 3 e 4 abaixo podem ser utilizadas.
Tabela 4 - Fator Adicional a ser aplicado ao Fator de Serviço.
CONDIÇÕES DE FUNCIONAMENTO
ADICIONAR
AO FATOR DE
SERVIÇO - FS
Ambiente poeirento
Ambiente úmido
Ramo frouxo
Polias tensoras
Ramo tenso
internamente
externamente
internamente
externamente
Polia motora maior do que a conduzida
0.1
0.1
0.1
0.1
0.1
0.2
0.2
2º) Escolha do perfil (seção) da correia
A determinação da seção mais adequada à transmissão é feita utilizando-se os gráficos
mostrados nas figuras 1.14 (a) e (b). Deve-se decidir previamente o tipo de correia a ser
utilizado (Hi-Power ou PW). Em seguida deve-se encontrar a interseção entre a rotação da
polia menor (ou eixo mais rápido) e a potência de projeto (PHP), calculada no 1º passo. A
região onde estiver a interseção mostrará o perfil de correia mais indicado.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
21
Figura 1.14 (a) - Gráficos para determinação da seção das correias 3V, 5V e 8V.
PHP x rpm do eixo mais rápido (polia menor).
Figura 1.14 (b) - Gráficos para determinação da seção das correias A, B, C, D e E.
PHP x rpm do eixo mais rápido (polia menor).
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
22
3º) Potências por Correias (Pcorr)
A próxima etapa consiste na determinação da potência que uma correia com o perfil
determinado no passo anterior, pode transmitir naquela velocidade.
Esta potência é determinada pelo fabricante, através de ensaio realizado com polias de
canais iguais (arco de contato igual a 180º), comprimentos médios e fator de operação igual a
1.0. Ela é normalmente fornecida em forma de tabelas, coeficientes a serem aplicados em
fórmulas ou gráficos e varia de acordo com o fabricante, em função dos materiais
componentes da correia.
O segundo método consiste em determinar-se a potência que 1 correia pode transmitir,
porém através de equações, tabelas e gráficos fornecidos nos catálogos dos fabricantes. A
seguir será apresentado o processo de seleção baseado no catálogo da Goodyear.
Determina-se a potência que 1 correia pode transmitir através da equação [7], abaixo.
Pcorr = (HPbásico + HPadicional ) × FL
[7]
onde: HPbásico t a capacidade de transmissão da correia caso as polias possuam o mesmo
diâmetro.
HPadicional t fator de correção aplicado devido a diferença entre os diâmetros das
polias; depende da relação de transmissão (i).
Assim, HPbásico = f(perfil, d, rpm) e HPadicional = f(perfil, d, rpm, i). Ambos os valores
são obtidos na mesma tabela, que se encontra no ANEXO 3.
Na equação [7], FL é um fator de correção para o comprimento da correia e seu perfil.
Seu valor é obtido da seguinte forma:
•
Determina-se o comprimento ideal da correia através da equação [1];
•
Especifica-se seu comprimento real utilizando a tabela do ANEXO 1;
O valor de FL é então obtido na tabela 5, abaixo.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
23
Tabela 5 - Fator de correção para o comprimento - FL
Designação
do
tamanho
26
31
35
38
42
46
51
55
60
68
75
80
81
85
90
96
97
105
112
120
128
144
158
173
180
195
210
240
270
300
330
360
390
420
480
540
600
660
A
0.78
0.82
0.85
0.87
0.89
0.91
0.93
0.95
0.97
1.00
1.02
1.04
1.045
1.05
1.07
1.08
1.09
1.10
1.12
1.13
1.15
Fator de correção - FL
B
C
D
0.80
0,82
0.84
0.86
0.88
0.89
0.91
0.94
0.96
0.97
0.98
0.99
1.00
1.01
1.02
1.03
1.05
1.06
1.08
1.10
1.12
1.14
1.15
1.17
1.18
1.22
1.24
1.27
0.80
0.81
0.83
0.85
0.87
0.88
0.89
0.90
0.91
0.92
0.93
0.94
0.95
0.96
0.98
1.00
1.02
1.04
1.05
1.06
1.07
1.10
1.13
1.15
1.17
1.18
1.20
1.21
0.86
0.89
0.91
0.93
0.94
0.95
0.96
0.98
1.00
1.02
1.04
1.06
1.07
1.09
1.10
1.13
1.15
1.17
1.18
E
0.92
0.93
0.95
0.97
0.99
1.01
1.03
1.04
1.06
1.07
1.09
1.11
1.13
1.15
4º) No de Correias (N)
Assim, o no de correias (N) mais adequado à transmissão é determinado através da
relação entre a potência a ser transmitida (PHP) e a capacidade de transmissão da correia
escolhida (Pcorr). Esta relação é expressa pela equação [8]
N=
PHP
(Pcorr ⋅ Ca )
DEM/UFRJ - Elementos de Máquinas II
[8]
Prof. Flávio de Marco
24
onde: Ca t fator de correção para o arco de contato = f(dimensões (D, d e c), tipo de polias
(V-V ou V-plana) – tabela 6.
Tabela 6 - Fator de correção para o arco de contato - Ca
(D − d )
c
Ângulo
de contato [o]
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.1
1.2
1.3
1.4
1.5
180
174
169
163
157
151
145
139
133
127
120
113
106
99
91
83
Fator de correção - Ca
V-V
V-plana
1.00
0.99
0.97
0.96
0.94
0.93
0.91
0.89
0.87
0.85
0.82
0.80
0.77
0.73
0.70
0.65
0.75
0.76
0.78
0.79
0.80
0.81
0.83
0.84
0.85
0.86
0.82
0.80
0.77
0.73
0.70
0.65
5º) Comprimento da Correia (L)
Para finalizar a especificação da correia basta determinar seu comprimento. É
necessário conhecer previamente a distância entre os centros (c). Caso esta seja desconhecida
a seguinte relação pode ser utilizada:
i<3⇒ c=
(D + d )
+d
2
i≥3⇒ c=D
Calcula-se o comprimento através da equação [1], reproduzida abaixo, e então
procura-se na tabela de comprimentos standard de correias (ANEXO 2), o comprimento real
mais próximo do calculado.
Lcalculado = 2 ⋅ c +
π
2
(D + d ) + ( D − d )
2
4.c
Lcalculado→ ANEXO 2 → Lreal
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
25
Algumas vezes pode ser necessário recalcular a distância entre centros (creal) em
função do comprimento real da correia (Lreal → creal). Substituindo o valor de Lreal na equação
[1], vem:
c real
K + K 2 − 32 ⋅ (D − d )
=
16
2
onde: K = 4 ⋅ Lreal − 2 ⋅ π ⋅ ( D + d )
O procedimento descrito acima (passos 1 a 5) está incluído no software Correias.exe,
utilizado neste curso, desenvolvido no LEPAC/DEM/UFRJ e apresentado no trabalho
“Sistemas Especialistas - Especificação de Correias Trapezoidais” [09] e está disponível para
os alunos para download.
1.7. ESTIMATIVA DE VIDA DA CORREIA
Após a especificação, uma estimativa da vida desta correia pode ser feita. O enfoque
importante é a análise da ordem de grandeza desta vida. Se ela não atender os critérios projeto
existem parâmetros que podem ser alterados a fim de se obter uma alternativa possível.
Os fatores que influenciam a vida de uma correia são: as cargas de tração e de flexão,
o número de picos de carga e os efeitos centrífugos. Baseado nestes conhecimentos, algumas
observações podem ser feitas: quanto menor o diâmetro da polia e o comprimento e quanto
maior a velocidade, mais severa é a transmissão e menor é a vida da correia. Estes fatores
normalmente estão embutidos na capacidade de transmissão das correias, porém uma
estimativa mais acurada é necessária.
Observando os pontos críticos C e D, no gráfico de distribuição de carga por ciclo na
Carga
correia, na figura 1.13, aqui repetida, pode-se determinar a intensidade dos picos de carga.
F1
F2
T2
F2
T1
F1
FÚtil
FCentrífuga
FInicial
A
DEM/UFRJ - Elementos de Máquinas II
B
C
D A
Prof. Flávio de Marco
ciclo
26
No ponto D: T1 = FC+ F1 + FFlex1
No ponto C: T2 = FC + F2 + FFlex2
⇒ forças de tração nos ramos tenso e frouxo, respectivamente.
onde: F1 e F2
FFlex1 e FFlex2
⇒ cargas devido à flexão em torno da polia.
FC
⇒ carga gerada pelos efeitos centrífugos.
Spotts, M.F. [06] propõe que o cálculo das cargas devido à flexão e efeitos centrífugos
seja executado da seguinte forma:
⎫
⎪
⎪
2
⎪
⎪
⎛ V ⎞
FC = K C ⋅ ⎜
⎟
⎬
⎝ 1000 ⎠
⎪
x
x⎪
⎛Q⎞
⎛Q⎞
M 1 = ⎜⎜ ⎟⎟
e M 2 = ⎜⎜ ⎟⎟ ⎪
⎝ F1 ⎠
⎝ F2 ⎠ ⎪⎭
FFlex1 =
Kb
d
e
FFlex1 =
Kb
d
[09]
M1 e M2 correspondem ao número de picos de carga F1 e F2 que a correia é capaz de
suportar. Os valores de Kb, Kc, Q e x estão listados na tabela 7, abaixo.
Tabela 7 – Valores de Kb, Kc, Q e x.
SEÇÃO
Kb
Kc
Q*
x*
A
B
C
D
24.87
96610.8
674
11.089
65.11
166184.4
1193
10.924
180.85
295515.4
2038
11.173
642.01
2378262.5
4208
11.105
* Para o cálculo de M1 e M2 utilizando os valores de Q e x da tabela 7, as cargas F1 e F2 deverão estar em [lbf].
Assim, a vida da correia é determinada utilizando-se o método de Minner [02], que
prediz que o número de ciclos que a correia pode suportar é:
M ⋅M2
1
1
1
=
+
⇒N= 1
ciclos de aplicação de carga.
M1 + M 2
N M1 M 2
A vida da correia pode ser estimada ainda em:
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
27
Nh =
N ⋅L
(12 ⋅ V ⋅ 60) [horas]
Nm =
Nh
, em meses de 20 dias úteis com 8 horas de trabalho.
160
ou
1.8. RECOMENDAÇÕES E ORIENTAÇÕES DE PROJETO
1. Para garantir tensão suficiente e/ou aumentar o arco de contato, pode-se recorrer a
dispositivos de estiramento (figura 1.16.a) ou polias tensoras, estiradores, fixas ou
oscilantes (figura 1.16.b).
(a)
Figura 1.16 – Dispositivos de estiramento de correias.
(b)
2. O ângulo de abraçamento deve ser maior que 120o na polia menor.
3. No caso de ruptura de uma correia em uma transmissão múltipla, deve ser feita a
substituição de todas as correias, para evitar que as correias já estiradas, trabalhem
conjuntamente com novas.
4. Sempre que possível, o ramo frouxo da carreira deve estar para cima, para aumentar o
arco de contato.
5. A tabela 8 mostra os resultados do estudo da influência do número de correias na vida das
correias de transmissão. Observa-se que o acréscimo de uma correia na transmissão
aumenta a vida do conjunto cerca de 40 %, enquanto que a diminuição de uma correia
diminui a vida na ordem de 35 %.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
28
Tabela 8 – Influência do número de correias sobre a vida da correia.
Número de
correias
VIDA DA CORREIA (%)
(Nrecomendado = 10)
12
11
10
9
8
7
6
200
145
100
65
41
23
13
6. A força centrífuga afeta a vida das correias. Isto limita a velocidade de trabalho da correia.
Até 10 m/s a força resultante é aceitável, porém acima de 20 m/s é considerado crítico.
7. A influência da temperatura na vida de correias é sentida a partir de 70º C conforme
mostra a figura 1.17, abaixo. Uma temperatura de trabalho de 80º C reduz a vida da
correia em cerca de 50 %.
Vida da correia [%]
200
150
100
50
0
50
60
70
80
o
90
100
110
120
Temperatura [ C]
Figura 1.17 – Influência da temperatura na vida das correias.
8. Variação do comprimento da correia e do coeficiente de atrito:
-
alongamento permanente devido ao desgaste – deve-se utilizar estiradores.
-
alongamento devido a temperatura e umidade – deve-se utilizar uma proteção.
-
alongamento relativo entre a correia e a polia, devido à variação de tensão (creep).
-
o escorregamento devido ao creep não deve ultrapassar 2% da velocidade da correia.
9. A transmissão por correias terá maiores dimensões e menor capacidade de carga quando
comparada a transmissões por correntes e engrenagens.
10. Os rendimentos das correias são na ordem de:
-
correia plana → 95 a 98 %
-
correia em“V”→ 70 a 96 %
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
29
11. As polias utilizadas para correias planas devem ser abauladas para se manterem centradas;
a norma ABNT PB 30 padroniza estas polias.
12. Na utilização de sistemas mistos (polias lisas e ranhuradas) a polia maior deve ser lisa
com acabamento superficial não muito bom, p/ aumentar o atrito.
13. Seguir sempre as recomendações do fabricante.
1.9. POLIAS
As polias são os elementos de máquinas rígidos que, juntamente com as correias
completam este tipo de transmissão. Não necessitam de um dimensionamento especial, sendo
sua geometria e dimensões bastante conhecidas e bem descritas nas normas. Serão abordados
aqui apenas os tipos principais para correias em V, planas e escalonadas, os materiais de
fabricação mais comuns e algumas recomendações de utilização e montagem.
1.9.1. Materiais de Fabricação e Geometria
As polias são normalmente fabricadas com materiais ferrosos como ferro fundido ou
aço, podendo ser, para grandes diâmetros, de estrutura soldada, que são normalmente
utilizadas para diâmetros a partir de 500 mm. Materiais poliméricos, como plásticos, com alto
coeficiente de atrito e baixa densidade, também podem ser utilizados. São fabricadas por
processo de fundição ou de usinagem.
Para pequenos diâmetros (até 300 mm) as polias podem ser sólidas ou com furos
(figura 1.20.a e 1.22.a) para redução de peso e para facilitar o acoplamento em M.Opt.
(torno), durante a sua fabricação. Polias com grandes diâmetros devem utilizar hastes ou
braços e devem ser projetadas seguindo as recomendações da tabela 9.
Tabela 9 – Recomendações para projeto de polias.
Largura - B
[mm]
no de fileiras
de hastes
no de hastes
≤ 300
300 < B ≤ 500
> 500 até 1600
1
2
2
3 ou 4
4
6
As hastes são normalmente de seção elíptica, variável ao longo do comprimento e com
razão de raios 0.4 ou 0.5 (figura 1.18).
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
30
1.9.2. Polias Para Correias Planas
A tabela 10, abaixo, fornece as dimensões recomendadas para o projeto de polias
planas. As dimensões d1 e L podem ser utilizadas também em polias para correias
S
trapezoidais.
e
m
S
h
d
1
B
L
B
Figura 1.18 - Polias para
correias planas.
Figura 1.19 – Dimensões recomendadas para
polias planas.
As polias devem ser projetadas com um abaulamento em sua superfície, a fim de
manter a correia centrada durante o funcionamento. Pode-se utilizar também uma proteção
lateral para prevenir a fuga da correia. Ambos os casos estão apresentados na figura 1.19 e as
dimensões recomendadas se encontram na tabela 10.
Tabela 10 – Recomendações para a geometria da polia.
DIMENSÕES DAS POLIAS
(Planas ou Trapezoidais)
Dimensão
[mm]
Largura da polia
Diâmetro externo do
cubo
Comprimento do cubo
Altura da coroa
Altura do
abaulamento
Largura da proteção
lateral
Altura da proteção
lateral
DEM/UFRJ - Elementos de Máquinas II
Simbologia
Valor recomendado
Observações
B
1.1(b) + 10
b = largura da correia
d1
1.7d ≤ d1 ≤ 2d
d = diâmetro do eixo
L
1.5d ≤ L ≤ 2d
e também deve ser ≤ B
S
1.0
1.5
2.0
2.5
030 < B < 060
060 < B < 100
100 < B < 150
150 < B < 225
h
0.01B ≤ h ≤ 0.05B
h ≤ 4 mm
B = largura da polia
e
e ≤ 4 mm
-
m
e ≤ m ≤ 2e
-
Prof. Flávio de Marco
31
Figura 1.20 – Exemplos de polias planas.
1.9.3. Polias Para Correias em V
As polias para correias em V são especificadas nas normas NBR 8319 [18] e PB-479
[15]. Estas normas padronizam as formas e dimensões principais das polias entre eixos
paralelos e horizontais. A tabela 11 apresenta as dimensões dos perfis dos canais bem como
sua posição na polia.
Tabela 11 – Dimensões dos perfis dos canais.
DIMENSÃO PADRÃO DOS CANAIS
SEÇÃO
A
B
C
D
dp
ϕ
[mm]
[mm]
ls
3
5
≥ 75
125
34 ±0.5
5
> 125
38 ±0.5
13.3
5
8
≥ 125
200
34 ±0.5
16.6 +−00.2
8
> 200
38 ±0.5
16.9 +−00.2
8
12
≥ 200
300
36 ±0.5
22.7 +−00.3
+ 0 .3
−0
13+−00.2
> 300
38 ±0.5
22.9
14
20
≥ 355
500
36 ±0.5
32.3+−00.4
38 ±0.5
+0.4
−0
> 500
E
32.6
38.2 +−00.4
38.6
DEM/UFRJ - Elementos de Máquinas II
e
f
b
profundidade
11
15 ± 0.3
10 +−12
3.3
12
14
19 ± 0.4
12.5 +−12
4.2
15
19
25.5 ± 0.5
17 +−12
5.7
20
27
37 ± 0.6
24 +−13
8.1
28
32
44.5 ± 0.7
29 +−14
9.6
33
(h + b)
+0.2
−0
12
20
lp
+ 0 .4
−0
Prof. Flávio de Marco
32
A figura 1.21 apresenta o perfil de uma polia com a correia alojada na canaleta e a
respectiva simbologia adotada.
f
e
ls
h
b
lp
dp
Figura 1.21 – Padronização de polias.
f – distância entre a linha de centro do primeiro canal e a face mais próxima da polia.
e – distância entre as linhas de centros de dois canais consecutivos.
h – profundidade do canal abaixo da linha do diâmetro primitivo.
b – profundidade do canal acima da linha do diâmetro primitivo.
lp – largura do canal na linha do diâmetro primitivo.
dp – diâmetro primitivo da polia.
ϕ - ângulo do canal.
ls – largura superior do canal.
(a)
(b)
(c)
Figura 1.22 – Polias para correia em V.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
33
1.9.4. Polias Tensoras ou Estiradores
São polias utilizadas para tracionar a correia. Devem ser empregadas quando a
distância entre centros é muito pequena ou a correia utilizada é muito comprida. Estas polias
são rolam normalmente livres sobre rolamentos ou esferas, isto é, são “loucas”. O
tensionamento da correia é produzido através de peso, controlado pela extensão do braço de
alavanca. Existem dois tipos: a polia tensora interna e a externa, apresentadas na figura 1.23.
Polia tensora interna
Polia tensora externa
Figura 1.23 – Polias tensoras.
Algumas recomendações para a utilização de polias tensoras.
Polia tensora interna:
- O diâmetro deve ser maior ou igual ao da menor polia do acionamento.
- Sempre que possível, posicionar a polia no centro do acionamento, para não diminuir
muito o arco de contato entre a polia motora e a correia.
- Utilize sempre a polia tensora adequada à correia. (correia V com polia em V; correia
sincronizadora com polia sincronizadora e etc.)
- Alinhar corretamente a polia para não comprometer sua vida útil.
Polia tensora externa:
- O diâmetro deve ser pelo menos 50 % maior do que o da menor polia do acionamento.
- Devem ser sempre lisas, pois atuarão nas costas da correia.
- Sempre que possível, posicionar a polia próxima à polia motora, para aumentar o arco de
contato.
- Alinhar corretamente a polia para não comprometer sua vida útil.
1.9.5. Polias Escalonadas ou Cone de Polias
Cones de polias escalonadas são utilizados como mecanismo variador de velocidade
em M.Opt, conforme o esquema apresentado na figura 1.24. Estas polias são projetadas com
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
34
vários diâmetros diferentes, que são acoplados através de correia, plana ou em V, em qualquer
posição, obtendo-se assim, diversas rotações de saída. São projetados normalmente com 2, 3
ou 4 escalonamentos. O número de escalonamentos é limitado apenas pelo espaço disponível.
Para que a tensão se mantenha a mesma em todas as posições da correia, duas
condições devem ser satisfeitas:
(1) o afastamento entre eixos (distância entre centros) deve ser: .c > 10.(D – d). e
(2) como a correia é a mesma em todas as posições, então a soma dos diâmetros
correspondentes deve ser a mesma.
.(D1 + d3) = (D2 + d2) = (D3 + d1) = .....
D4
D3
D2
D1
Rotação de saída
n4
n3
n2
n1
c
IV
I
II
III
Rotação de entrada
(ne ou ncm )
d1
d2
d3
d4
Figura 1.24 – Variador de velocidades escalonado tipo cone de polias com 4 rotações de saída.
Observando a figura 1.24 e utilizando a equação [2], os diâmetros das polias podem
ser calculados; basta apenas conhecer a rotação de entrada e as rotações de saída.
Normalmente são conhecidos o diâmetro maior ou o menor do cone de polias, através das
características construtivas da máquina ou da correia selecionada. Assim sendo, as seguintes
relações podem ser obtidas:
-
Correia na posição I:
d1
n1
d
= 1 ⇒ n1 = n cm ⋅
D4
n cm D 4
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
35
-
Correia na posição II:
d2
n2
d
= 2 ⇒ n 2 = n cm ⋅
D
n cm D3
3
-
Correia na posição III:
d3
n3
d
= 3 ⇒ n3 = n cm ⋅
D
n cm D 2
2
-
Correia na posição IV:
d4
n4
d
= 4 ⇒ n 4 = n cm ⋅
D1
n cm D1
Na faixa de variação de rotação entre as relações de transmissão 1:3 e 3:1 em
escalonamento geométrico, a diferença entre os diâmetros vizinhos é muito pequena. Deve-se
utilizar, então, escalonamento aritmético (figura 1.25). Sempre que possível os cones devem
ser fabricados iguais, devido ao menor custo.
56
40
80
20
20
28
28
36
26
32
Série Aritmétrica
Série Geométrica
= 4 mm
= 1.41
(a)
(b)
Figura 1.25 – Escalonamento em série aritmética (a) e geométrica (b).
1.9.6. Cone de polias com engrenagens de dobramento ou mecanismo redutor
As engrenagens de dobramento compõem um mecanismo que é utilizado para duplicar
o número de rotações de saída da M.Opt, seja para redução, mais usado, ou para
multiplicação. A figura 1.26 mostra um cone de polias e o mecanismo de dobramento ou
redutor. No eixo de saída (árvore de trabalho - V) são obtidas 6 rotações; as 3 menores (n1 a
n3) com as engrenagens de dobramento acopladas e, sem elas, as 3 maiores (n4 a n6). Este
mecanismo é composto de dois pares de engrenagens (c-d e e-f). Na posição mostrada na
figura 1.26, a rotação do motor é triplicada pelo cone. Acoplando-se a engrenagem 4 ao eixo
III (pontilhada), desacopla-se o redutor, obtendo-se mais 3 rotações de saída.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
36
2
3
IV
D1
D2
D3
III
V
nsaída
1
c
II
4
III
I
dcm
II
Contra-marcha
ncm
d3
d2
d1
dm; nm
I
Figura 1.26 – Variador de velocidades escalonado tipo cone de polias com engrenagens de dobramento ou
mecanismo redutor.
Assim, de acordo com a figura 1.26, as rotações obtidas são:
⎧
⎪
⎪
⎪
⎪
⎪
com redutor: ⎨
⎪
⎪
⎪
⎪
⎪
⎩
n1 = n m ⋅
d m d 3 z1 z 3
⋅
⋅ ⋅
d cm D1 z 2 z 4
n2 = nm ⋅
d m d 2 z1 z 3
⋅
⋅ ⋅
d cm D 2 z 2 z 4
n3 = n m ⋅
d m d 1 z1 z 3
⋅
⋅ ⋅
d cm D3 z 2 z 4
124
3
Re dutor
⎧
⎪
⎪
⎪
⎪
⎪
sem redutor: ⎨
⎪
⎪
⎪
⎪
⎪
⎩
n4 = nm ⋅
dm d3
⋅
d cm D1
n5 = n m ⋅
dm d2
⋅
d cm D 2
n6 = n m ⋅
d m d1
⋅
d cm D3
A relação de transmissão do redutor é determinada da seguinte forma:
i red =
z1 z 3 n1 → rotação com redutor ⎫⎪
n1
1
= 3 ⇒
⋅
=
⎬⇒
3
z 2 z 4 n 4 → rotação sem redutor ⎪⎭
n1 ⋅ ϕ
ϕ
fórmula geral: i red =
1
ϕ
m
2
onde m = número de rotações de saída da M.Opt.
As equações acima juntamente com as características do projeto (geométricas,
funcionais e etc.) são suficientes para a determinação dos diâmetros escalonados do cone de
polias, bem como o número de dentes das engrenagens de dobramento.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
37
Abaixo, as figuras 1.27 e 1.28 apresentam algumas sugestões de projeto de cone de
polias e mecanismo redutor.
(c)
Figura 1.27 – Cone de polias com 3 e 4 escalonamentos (a e c) e com 3 escalonamentos, com engrenagens de
dobramento (b).
Figura 1.28 – Esquema de acoplamento das engrenagens de dobramento.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
38
Figura 1.29 – Diversos tipos de Polias.
Figura 1.30 – Projeto de polias para correias trapezoidais.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
39
Figura 1.31 – Polias para correias trapezoidais.
Figura 1.32 – Polias de paredes finas – estampadas.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
40
EXEMPLOS
1. Para o acionamento mostrado abaixo, pede-se:
a) Especifique a correia em “V” mais adequada.
b) A distância real entre centros
c) O diâmetro do eixo da contra-marcha para que a deflexão não ultrapasse 0.3 mm.
d) A carga inicial na correia.
Dados: - relação de transmissão: i = 4 (1:4)
- coeficiente de atrito correia/polia: μ = 0.3
- uso intermitente, ambiente úmido e poeirento, ausência de sobrecarga.
Multiplicador
3
2
250
dcm
M. Opt.
ncm
Contra-marcha
nsaída
4
Acoplamento
1
Motor elétrico - CA
gaiola de esquilo e
partida normal.
nm
dm
1800 rpm - 10 HP
SOLUÇÃO:
a) Especificação da correia:
1º Passo: Potência de Projeto:
PHP = P ⋅ FS
PHP
Tabela 4
64
4
744
8
= 10 ⋅ ( 1{
.0 + 0{
.1 + 0{
.1 ) ⇒
Tabela 3
amb.úmido
.PHP = 12 HP.
poeira
2º Passo: Escolha da seção mais adequada:
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
41
⎧ P = 12
Figura 1.14(b) ⎨ HP
⇒ SEÇÃO B
⎩rpm = 1800
3º Passo: Capacidade de transmissão de 1 correia de seção B, nas condições especificadas:
PB = (HPbásico + HPadicional ) × FL
HPbásico → ANEXO 3.2
→ n = 1800 rpm
→ .HPbásico = 4.40 HP.
→ dmín = 5” = 127 mm
HPadicional → ANEXO 3.2 (mesma linha) i = 4
→ .HPadicional = 0.63.
Fator de correção para o comprimento – FL:
- i = 4 (recomendação: i > 3) ⇒ c = D = 508 mm
-
Lcalculado = 2 ⋅ c +
π
2
(D + d ) + ( D − d )
4.c
2
= (2 ⋅ 508) +
⎡ (508 − 127 )2 ⎤
⋅ (508 + 127 ) + ⎢
⎥
2
⎣ 4 ⋅ 508 ⎦
π
- Lcalculado = 2085 mm ⇒ ANEXO 2 → Lreal = 2105 mm = B-81 → tabela 5 → FL = 0.98
Assim: PB = (4.40 + 0.63) x 0.98 => .PB = 4.93 HP.
4º Passo: Determinação do número de correias de seção B:
NB =
PHP
12
=
(PB ⋅ Ca ) (4.93 × 0.88) = 2.76 ⇒ .3 correias B-81.
Fator de correção para o arco de contato – Ca;
(D − d ) = (508 − 127 ) = 0.75 ⇒ tabela 6 → .Ca
c
508
DEM/UFRJ - Elementos de Máquinas II
v-v
= 0.88.
Prof. Flávio de Marco
42
b) distância efetiva entre centros:
⎧c1 = 518.8
⎪
⇒ .creal = 518.8 mm.
⎨
⎪c = 34.6
⎩ 2
K + K 2 − 32 ⋅ (D − d )
16
2
c real =
K = 4 ⋅ Lreal − 2 ⋅ π ⋅ ( D + d ) = (4 ⋅ 2105) − 2 ⋅ π ⋅ (508 + 127) ⇒ K = 4432,2
c) diâmetro mínimo do eixo: dcm = ( ? ) → ymáx = 0.3 mm
y máx
⎡⎛ 64 ⎞ ⎛ F ⋅ l 3
F ⋅ l3
=−
⇒ d = ⎢⎜
⎟ ⋅ ⎜⎜
48 ⋅ E ⋅ I
48
π
⋅
⎠ ⎝ E aço ⋅ y máx
⎢⎣⎝
⎞⎤
⎟⎥
⎟
⎠⎥⎦
1
4
F2
d
D
1
2
F
motora
F1
R
movida
c
.F = (F1 + F2 + 2.F1.F2.cos(γ))½.
- cálculo de F:
γ = 2.β = θ2 – 180º ⇒ γ = 43.09º = 0.752 rd
θ 1,2
R = F1 − F2 =
⎧θ 1 = 136.8 o = 2.389rd
⎛D−d ⎞
⎪
= π ± 2. sen ⎜
⎟⇒ ⎨
2
.
c
⎠
⎝
⎪θ = 223.1o = 3.894rd
⎩ 2
−1
P⋅K
10 × 7.120
=
⇒ F1 − F2 = 623 N ( (1)
r ⋅ n ⎛ 508 ⎞
⎜
⎟ ⋅ 450
⎝ 2 ⎠
F1
F1
= 7.4
= e K2 ⇒
F2
F2
k1 =
(2)
μ ⋅ θ1
0.3 × 2.389
⇒ k1 = 2
=
⎛ 42 ⎞
⎛φ ⎞
sin ⎜ ⎟
⎝2⎠
sin ⎜ ⎟
⎝ 2 ⎠
Substituindo (1) em (2), tem-se que: F1 = 720 N e F2 = 97.3 N
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
43
Assim, F = (7202 + 97.32 + 2.(720).(97.3).cos(43.09º))½ ⇒ .F = 794 N.
Eaço = 207000 MPa, vem:
⎡⎛ 64 ⎞ ⎛ 794 ⋅ 250 3 ⎞⎤
⎟⎟⎥
d = ⎢⎜
⎟ ⋅ ⎜⎜
⎣⎝ 48 ⋅ π ⎠ ⎝ 207000 ⋅ 0.3 ⎠⎦
1
4
⇒ .dmín = 17 mm.
d) Carga inicial - Fi:
Fi =
F1 + F2 720 + 97.3
=
⇒ .Fi = 408.5 N.
2
2
2. Uma polia de aço de diâmetro 2032 mm (80 polegadas) com 6 braços de seção elíptica com
os eixos maior e menor na proporção 3:1 é usada para transmitir 260 kW (350 HP) do eixo
de uma turbina hidráulica que gira a 200 rpm. Se a tensão admissível é 21 MPa (3000 psi),
encontre as dimensões de cada eixo da elipse perto do cubo.
SOLUÇÃO:
F1
b
A
a
A
Seção A-A
O torque agindo na polia é dado por:
T=
P
(9550) ⋅ 260 = 12.415 N.m
⇒T =
n
200
A força F, correspondente ao torque é:
F=
T
12415
⇒F=
= 12.220 N
r
1,016
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
44
Em qualquer instante, apenas a metade do total de braços ajudam a resistir à força F.
Para uma polia de 6 braços, 3 dividiriam a força a qualquer instante. Considerando que todos
os 3 braços dividem F igualmente então, a força, F1, no fim de cada braço é:
F1 =
12220
= 4073,33 N
3
Cada braço é tratado como uma viga engastada suportando uma carga concentrada de
F1 na distancia r como mostrada na figura. Assim, o momento próximo ao cubo é,
M = F1 x r = 4073,33 x 1,016 = 4138,5 N.m
A tensão de flexão da barra é:
σ=
M ⋅c
I
onde: M = momento de tensão máxima
σ = tensão de flexão atuante na barra
I/c = módulo da seção da barra
Para uma seção elíptica, o valor do módulo (I/c) é dado por:
I π ⋅ a ⋅ h3 2 π ⋅ a ⋅ b 2
=
× =
≅ 0,0982 ab2
64
32
c
b
onde: a = eixo menor da elipse
b = eixo maior da elipse
como no problema a razão b:a é 3:1, tem-se que b = 3a ⇒ b2 = 9a2
I
= 0.0982 ⋅ a ⋅ 9a 2 = 0.883 ⋅ a 3
c
⇒
M
σ
= 0,883 ⋅ a 3
como M = 4138,5 [N.m] = 4138500 [N.mm] e σ = 21 [MPa], tem-se:
a=3
4138500
M
=3
⇒ a = 66.67 mm
σ ⋅ 0,883
21 ⋅ 0,883
b = 3.a = 3 x 66,66 ⇒ b = 200 mm
Concluindo, eixo maior: .b = 200 mm.
eixo menor: .a = 67 mm.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
45
EXERCÍCIOS PROPOSTOS
1. Para o acondicionamento com as características abaixo, pede-se:
-
motor diesel 600 rpm
-
bomba centrífuga 900 rpm e18HP
-
ambiente úmido, 24 horas/dia; μ = 0,3; η = 0,85; ℓm = 50 mm
a) especificar a correia em “V” mais adequada,
b) calcular a distância efetivamente entre os centros,
c) determinar a carga atuante no eixo,
d) calcular o diâmetro do eixo para uma deformação máxima (ymáx) de 0,5 mm.
2. Um motor elétrico com anéis coletores transmite a potência de 14 HP a 1420 rpm para a
árvore de trabalho de uma M.Opt. As características da transmissão são:
-
relação de transmissão: 0.2,
-
utilização contínua, ambiente úmido e choque moderado,
-
coeficiente de atrito entre a correia e a polia: 0.5,
-
ângulo de inclinação: 40º
Especifique a correia adequada à transmissão e determine a carga inicial a ser aplicada
e a distância efetiva entre eixos.
3. Determine o número de correias tipo 3V, de comprimento 2600 mm, necessário para
transmitir uma potência de 70 HP através de polias iguais, com 150 mm diâmetro e rotação
de 2000 rpm.. A vida máxima da correia deve ser 15000 h.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
46
BIBLIOGRAFIA
LIVROS, MANUAIS E ARTIGOS
[01] V.M. Faires, “Elementos Orgânicos de Máquinas”, vol. I e II, 2a edição, LTC Editora
S.A., Rio de Janeiro, RJ, 1971.
[02] Shigley J.E. and Mitchell, L.D., “Mechanical Engineering Design” , McGraw Hill Inc.,
6th edition, NY, USA, 2001.
[03] Pires de Albuquerque, O.L.A., “Elementos de Máquinas”, Editora Guanabara Dois S.A.,
1ª edição, Rio de Janeiro, 1980.
[04] Green, Robert E., “Machinery's Handbook”, 24th ed., Industrial Press, Inc., New York,
NY,1992.
[05] Reshetov, D.N.., “Machine Design”, 1st edition., Mir Publisher, Moscow,1978.
[06] Spotts, M.F., “Design of Machine Elements”, 6th edition., Prentice Hall Inc.,1985.
[07] Vallance, A. and Doughttie, V.L., “Design of Machine Memberss”, 3rd edition., McGraw
Hill Book Company Inc., Tokyo, Japan,1951.
[08] Green, Robert E., “Machinery's Handbook”, 24th ed., Industrial Press, Inc., New York,
NY,1992.
[09] Sandim, C.L., de Marco, F.F., SCIESZKO, J.L. - “Sistemas Especialistas - Especificação
de Correias Trapezoidais”, Anais do COBEM-CIDIM/95, Belo Horizonte, MG, 1995.
CATÁLOGOS
[10] Goodyear – Cálculos e Recomendações para Correias MULTI-V 3-T.
[11] Goodyaer – Correias de Transmissão de Potência – Guia de Instalação, Manutenção e
Solução de Problemas.
[12] Manual Orion/Gates para Projetar Transmissões Industriais de Correias em “V”.
[13] Manual Orion/Gates de Transmissões por Correias em “V” - 1983.
NORMAS PRINCIPAIS
[14] ABNT P-PB 133/71 – Comprimentos de Correias em V – 1971.
[15] ABNT PB 479/78 – Correias em V Industrial Clássicas – 1978.
[16] ABNT PB 321/79 – Correias em V para Veículos Automotores – 1979.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
47
[17] ABNT NBR 6389/80 – Polias de Transmissão – 1980.
[18] ABNT NBR 8319 – Polias Acaneladas para Transmissão com Correias V – Seção A, B,
C, D, E – Formas e Dimensões –1983.
[19] SAE J637 FEB89 – Automotive V-Belt Drives – 1989.
[20] SAE J636 MAY92 – Surface Vehicle Standard V-Belts and Pulleys – 1992.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
48
ANEXO 01 – FATORES DE SERVIÇO
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
49
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
50
ANEXO 2 – COMPRIMENTOS STANDARD DAS CORREIAS
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
51
ANEXO 3.1 – Classificação de HP por Correia
Rotação
do eixo
mais
rápido
Perfil
A
HP ADICIONAL POR CORREIA COM
POTÊNCIA POR CORREIA [HPBÁSICO]
Diâmetro nominal da polia menor [mm]
Rotação
RELAÇÃO Á VELOCIDADES (i)
do eixo
1.00 1.02 1.05 1.08 1.11 1.15 1.21 1.28 1.40 1.65
mais
a
a
a
a
a
a
a
a
a
e
rápido
66
71
75
81
86
91
97
102
107
112
117
122 127
575
690
725
870
950
0.46
0.56
0.55
0.63
0.67
0.55
0.63
0.65
0.75
0.80
0.63
0.73
0.76
0.87
0.93
0.72
0.83
0.86
0.99
1.07
0.80
0.93
0.96
1.12
1.20
0.88
1.02
1.07
1.24
1.33
0.97
1.12
1.17
1.36
1.45
1.05
1.22
1.27
1.47
1.58
1.13
1.32
1.37
1.59
1.71
1.21
1.41
1.47
1.71
1.84
1.29
1.51
1.57
1.82
1.96
1.37
1.60
1.67
1.94
2.09
1.45
1.70
1.77
2.06
2.21
575
690
725
870
950
0.00
0.00
0.00
0.00
0.00
0.01
0.01
0.01
0.01
0.01
0.02
0.02
0.02
0.03
0.03
0.03
0.03
0.03
0.04
0.04
0.03
0.04
0.04
0.05
0.06
0.04
0.05
0.05
0.06
0.07
0.05
0.06
0.06
0.08
0.08
0.06
0.07
0.08
0.09
0.10
0.07
0.08
0.09
0.10
0.11
0.08
0.09
0.10
0.12
0.13
1160
1425
1750
2850
3450
0.77
0.88
1.01
1.31
1.40
0.93
1.07
1.23
1.64
1.78
1.08
1.26
1.46
1.97
2.15
1.24
1.45
1.68
2.29
2.51
1.40
1.63
1.90
2.50
2.86
1.55
1.82
2.11
2.91
3.20
1.70
2.00
2.20
3.21
3.52
1.86
2.18
2.54
3.50
3.84
2.01
2.36
2.75
3.78
1.14
2.16
2.53
2.96
4.06
4.43
2.30
2.71
3.16
4.33
4.71
2.45
2.38
3.38
4.59
4.97
2.60
3.05
3.52
4.84
5.22
1160
1425
1750
2850
3450
0.00
0.00
0.00
0.00
0.00
0.02
0.02
0.03
0.04
0.05
0.03
0.04
0.05
0.08
0.10
0.05
0.06
0.08
0.13
0.15
0.07
0.08
0.10
0.17
0.20
0.09
0.11
0.13
0.21
0.25
0.10
0.13
0.16
0.25
0.31
0.12
0.15
0.18
0.30
0.36
0.14
0.17
0.21
0.34
0.41
0.16
0.19
0.23
0.38
0.46
200
400
600
800
1000
0.20
0.35
0.43
0.59
0.69
0.23
1.07
1.23
1.64
1.78
0.27
1.26
1.46
1.97
2.15
0.30
1.45
1.68
2.29
2.51
0.33
1.63
1.90
2.50
2.86
0.36
1.82
2.11
2.91
3.20
0.40
2.00
2.20
3.21
3.52
0.43
2.18
2.54
3.50
3.84
0.46
2.36
2.75
3.78
1.14
0.49
2.53
2.96
4.06
4.43
0.52
2.71
3.16
4.33
4.71
0.55
2.38
3.38
4.59
4.97
0.59
3.05
3.52
4.84
5.22
200
400
600
800
1000
0.00
0.00
0.00
0.00
0.00
0.02
0.02
0.03
0.04
0.05
0.03
0.04
0.05
0.08
0.10
0.05
0.06
0.08
0.13
0.15
0.07
0.08
0.10
0.17
0.20
0.09
0.11
0.13
0.21
0.25
0.10
0.13
0.16
0.25
0.31
0.12
0.15
0.18
0.30
0.36
0.14
0.17
0.21
0.34
0.41
0.16
0.19
0.23
0.38
0.46
1200
1400
1600
1800
2000
0.78
0.87
0.95
1.02
1.09
0.95
1.06
1.16
1.64
1.34
1.11
1.25
1.37
1.97
1.69
1.27
1.43
1.58
2.29
1.84
1.43
1.61
1.78
2.50
2.08
1.59
1.79
1.96
2.91
2.32
1.75
1.97
2.18
3.21
2.56
1.91
2.15
2.38
3.50
2.79
2.06
2.32
2.57
3.78
3.02
2.21
2.50
2.77
4.06
3.25
2.37
2.67
2.96
4.33
3.47
2.52
2.84
3.14
4.59
3.69
2.67
3.01
3.33
3.63
3.91
1200
1400
1600
1800
2000
0.00
0.00
0.00
0.00
0.00
0.02
0.02
0.02
0.03
0.03
0.04
0.04
0.05
0.05
0.06
0.05
0.06
0.07
0.08
0.09
0.07
0.08
0.10
0.11
0.12
0.09
0.10
0.12
0.13
0.15
0.11
0.12
0.14
0.16
0.18
0.12
0.15
0.17
0.19
0.21
0.14
0.17
0.19
0.21
0.24
0.16
0.19
0.21
0.24
0.27
2200
2400
2600
2800
3000
1.15
1.21
1.25
1.30
1.34
1.42
1.50
1.57
1.63
1.68
1.69
1.79
1.87
1.95
2.02
1.96
1.07
2.17
2.27
2.35
2.22
2.35
2.47
2.58
2.68
2.48
2.62
2.76
2.88
2.99
2.73
2.89
3.04
3.18
3.30
2.98
3.16
3.32
3.47
3.60
3.23
3.42
3.59
3.75
3.89
3.47
3.67
3.86
4.02
4.17
3.71
3.92
4.12
4.29
4.44
3.94
4.16
4.37
4.55
4.71
4.17
4.40
4.61
4.80
4.96
2200
2400
2600
2800
3000
0.00
0.00
0.00
0.00
0.00
0.03
0.04
0.04
0.04
0.04
0.07
0.07
0.08
0.08
0.09
0.10
0.11
0.12
0.12
0.13
0.13
0.14
0.15
0.17
0.18
0.16
0.18
0.19
0.21
0.22
0.20
0.21
0.23
0.25
0.27
0.23
0.25
0.27
0.29
0.31
0.26
0.29
0.31
0.33
0.36
0.29
0.32
0.35
0.37
0.40
3200
3400
3600
3800
4000
1.37 1.73
1.40 1.77
1.42 1.81
1.43 1.83
1.44 11.86
2.08
2.14
2.19
2.23
2.26
2.43
2.50
2.55
2.60
2.61
2.76
2.84
2.91
2.97
3.01
3.09
3.16
3.25
3.32
3.33
3.41
3.50
3.58
3.65
3.70
3.71
3.82
3.90
3.97
4.02
4.01
4.12
4.20
4.27
4.32
4.30
4.41
4.49
4.56
4.60
4.57
4.68
4.77
4.83
4.87
4.84
4.95
5.03
5.09
5.11
5.09
5.20
5.28
5.32
5.34
3200
3400
3600
3800
4000
0.00
00.00
0.00
0.00
0.00
0.05
0.05
0.05
0.06
0.06
0.09
0.10
0.11
0.11
0.12
0.14
0.15
0.16
0.17
0.18
0.19
0.20
0.21
0.23
0.24
0.24
0.25
0.27
0.28
0.30
0.29
0.30
0.32
0.34
0.36
0.33
0.35
0.37
0.40
0.42
0.38
0.40
0.43
0.45
0.48
0.43
0.45
0.48
0.51
0.53
4200
4400
4600
4800
5000
1.44
1.44
1.43
1.42
1.39
1.87
1.88
1.87
1.86
1.85
2.28
2.29
2.30
2.29
2.28
2.67
2.69
2.70
2.69
2.68
3.04
3.07
3.07
3.07
3.05
3.40
3.42
3.43
3.42
3.40
3.74
3.76
3.76
3.74
3.71
4.05
4.07
4.06
4.04
3.99
4.35
4.36
4.34
4.30
4.24
4.63
4.62
4.59
4.54
4.46
4.88
4.86
4.82
4.74
4.64
5.11 5.32
5.08 5.26
5.01 5.18
4.91
4200
4400
4600
4800
5000
0.00
0.00
0.00
0.00
0.00
0.06
0.07
0.07
0.07
0.07
0.12
0.13
0.14
0.14
0.15
0.19
0.20
0.21
0.21
0.22
0.25
0.26
0.27
0.29
0.30
0.31
0.33
0.34
0.36
0.37
0.37
0.39
0.41
0.43
0.45
0.44
0.46
0.48
0.50
0.52
0.50
0.52
0.55
0.57
0.59
0.56
0.59
0.61
0.64
0.67
5200
5400
5600
5800
6000
1.36
1.33
1.29
1.24
1.18
1.82
1.79
1.75
1.70
1.64
2.25
2.22
3.17
2.12
2.06
2.65
2.62
2.57
2.50
2.43
3.02
2.98
2.92
2.64
2.76
3.36
3.30
3.23
3.14
3.04
3.66
3.59
3.50
3.39
3.26
3.93 4.16 4.35
3.84 4.05
3.73
3.60
5200
5400
5600
5800
6000
0.00
0.00
0.00
0.00
0.00
0.08
0.08
0.08
0.09
0.09
0.15
0.16
0.17
0.17
0.18
0.23
0.24
0.25
0.26
0.27
0.31
0.32
0.33
0.34
0.36
0.39
0.40
0.42
-.43
0.45
0.46
0.48
0.50
0.52
0.53
0.54
0.56
0.58
0.60
0.62
0.62
0.64
0.67
0.69
0.71
0.69
0.72
0.75
0.78
0.80
6200
6400
6600
6800
7000
1.11
1.04
0.96
0.87
0.78
1.57
1.49
1.40
1.31
1.20
1.98
1.89
1.79
1.68
1.56
2.34
2.24
2.12
1.99
1.85
2.65 2.91
2.53 2.77
2.40
2.24
6200
6400
6600
6800
7000
0.00
0.00
0.00
0.00
0.00
0.09
0.10
0.10
0.10
0.10
0.18
0.19
0.20
0.20
0.21
0.28
0.29
0.29
0.30
0.31
0.37
0.38
0.39
0.40
0.42
0.46
0.48
0.49
0.51
0.52
0.55
0.57
0.59
0.61
0.62
0.64
0.67
0.69
0.71
0.73
0.74
0.76
0.78
0.81
0.83
0.83
0.85
0.88
0.91
0.94
7200
7400
7600
7800
0.67
0.56
0.44
0.31
1.08 1.42
0.96 1.28
0.82 1.12
0.67
7200
7400
7600
7800
0.00
0.00
0.00
0.00
0.11
0.11
0.11
0.12
0.21
0.22
0.23
0.23
0.32
0.33
0.34
0.35
0.43
0.44
0.45
0.46
0.53
0.55
0.56
0.58
0.64
0.66
0.68
0.69
0.75
0.77
0.79
0.81
0.86
0.88
0.90
0.93
0.96
0.99
1.02
1.04
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco
1.01 1.04 1.07 1.10 1.14 1.20 1.27 1.39 1.64 acima
52
ANEXO 3.2 – Classificação de HP por Correia
Perfil
POTÊNCIA POR CORREIA [HPBÁSICO]
B
HP ADICIONAL POR CORREIA COM
RELAÇÃO Á VELOCIDADES (i)
Rotação
do eixo
mais
rápido
117
122
127
132
137
142
147
152
158
163
168
173
178
183
188 193
198
203
Rotação
do eixo
mais
rápido
575
690
725
870
950
1.62
1.87
1.94
2.23
2.38
1.77
2.04
2.12
2.44
2.60
1.91
2.21
2.29
2.64
2.82
2.05
2.37
2.47
2.84
3.04
2.19
2.54
2.64
3.04
3.26
2.33
2.70
2.81
3.24
3.47
2.47
2.86
2.98
3.44
3.69
2.61
3.03
3.15
3.64
3.90
2.75
3.19
3.32
3.84
4.11
2.89
3.35
3.49
4.03
4.32
3.02
3.51
3.65
4.23
4.53
3.16
3.67
3.82
4.42
4.74
3.30
3.83
3.99
4.61
4.84
3.43
3.99
4.15
4.81
5.15
3.57
4.15
4.32
5.00
5.35
3.70
4.30
4.48
5.18
5.55
3.84
4.46
4.04
5.37
5.70
3.97
4.61
4.80
5.56
5.96
575
690
725
870
950
0.00
0.00
0.00
0.00
0.00
0.02
0.03
0.03
0.03
0.04
0.04
0.05
0.06
0.07
0.07
0.07
0.08
0.08
0.10
0.11
0.09
0.11
0.11
0.14
0.15
0.11
0.13
0.14
0.17
0.19
0.13
0.16
0.17
0.20
0.22
0.16
0.19
0.20
0.24
0.26
0.18
0.22
0.23
0.27
0.30
0.20
0.24
0.25
0.30
0.33
1160
1425
1750
2850
3450
2.75
3.17
3.61
4.47
4.50
3.01
3.48
3.97
4.94
4.97
3.27
3.78
4.32
5.40
5.43
3.53
4.08
4.67
5.84
5.86
3.78
4.38
5.02
6.26
6.27
4.04
4.68
5.36
6.67
6.65
4.29
4.97
5.69
7.07
7.00
4.54
5.26
6.02
7.44
7.33
4.79
5.55
6.35
7.81
7.63
5.03
5.83
6.67
8.15
7.90
5.27
6.12
6.99
8.48
8.14
5.52
6.39
7.30
8.79
8.35
5.76
6.67
7.61
9.09
5.99
6.94
7.91
9.36
6.23
7.21
8.21
9.61
6.46
7.48
8.50
9.85
6.70
7.74
8.79
10.1
6.93
8.00
9.07
10.3
1160
1425
1750
2850
3450
0.00
0.00
0.00
0.00
0.00
0.05
0.06
0.07
0.11
0.13
0.03
0.11
0.14
0.22
0.27
0.14
0.17
0.20
0.33
0.40
0.18
0.22
0.27
0.44
0.54
0.23
0.28
0.34
0.56
0.67
0.27
0.33
0.41
0.67
0.81
0.32
0.39
0.48
0.78
0.94
0.36
0.44
0.55
0.89
1.08
0.41
0.50
0.61
1.00
1.21
200
400
600
800
1000
0.69
1.22
1.68
2.19
2.47
0.75
1.32
1.83
2.29
2.70
0.80
1.42
1.98
2.48
2.93
0.86
1.53
2.12
2.66
3.16
0.91
1.63
2.27
2.85
3.39
0.97
1.73
2.41
3.04
3.61
1.02
1.83
2.66
3.22
3.84
1.07
1.93
2.70
3.41
4.06
1.13
2.03
2.85
3.59
4.28
1.18
2.13
2.99
3.77
4.50
1.24
2.23
3.13
3.96
4.71
1.29
2.33
3.27
4.14
4.93
1.34
2.43
3.41
4.32
5.14
1.40
2.53
3.56
4.49
5.36
1.45
2.63
3.70
4.67
5.57
1.50
2.73
3.83
4.85
5.78
1.56
2.83
3.97
5.03
5.99
1.61
2.92
4.11
5.20
6.20
200
400
600
800
1000
0.00
0.00
0.00
0.00
0.00
0.01
0.02
0.02
0.03
0.04
0.02
0.03
0.05
0.06
0.08
0.02
0.05
0.07
0.09
0.12
0.03
0.06
0.09
0.12
0.16
0.04
0.08
0.12
0.16
0.19
0.05
0.09
0.14
0.19
0.23
0.05
0.11
0.16
0.22
0.27
0.06
0.12
0.19
0.25
0.31
0.07
0.14
0.21
0.28
0.35
1200
1400
1600
1800
2000
2.82
3.13
3.41
3.67
3.89
3.09
3.44
3.75
4.03
4.28
3.35
3.74
4.08
4.40
4.67
3.61
4.03
4.41
4.75
5.05
3.88
4.33
4.74
5.10
5.43
4.14
4.62
5.06
5.45
5.79
4.40
4.91
5.36
5.79
6.16
4.65
5.20
5.69
6.13
6.51
4.91
5.48
6.00
6.46
6.86
5.16
5.76
6.31
6.79
7.20
5.41
6.04
6.61
7.11
7.54
5.66
6.32
6.91
7.43
7.87
5.90
6.59
7.20
7.74
8.19
6.15
6.86
7.49
8.04
8.51
6.39
7.12
7.78
8.34
8.81
6.63
7.39
8.06
8.64
9.11
6.86
7.65
8.34
8.93
9.41
7.10
7.91
8.61
9.21
9.69
1200
1400
1600
1800
2000
0.00
0.00
0.00
0.00
0.00
0.05
0.05
0.06
0.07
0.08
0.09
0.11
0.12
0.14
0.16
0.14
0.16
0.19
0.21
0.23
0.19
0.22
0.25
0.28
0.31
0.23
0.27
0.31
0.35
0.39
0.28
0.33
0.37
0.42
0.47
0.33
0.38
0.44
0.49
0.55
0.37
0.44
0.50
0.56
0.62
0.42
0.49
0.56
0.63
0.70
2200
2400
2600
2800
3000
4.08
4.24
4.36
4.46
4.51
4.50
4.68
4.82
4.92
4.99
4.91
5.10
5.26
5.37
5.44
5.31
5.52
5.69
5.81
5.89
5.70
5.93
6.11
6.24
6.31
6.08
6.33
6.52
6.65
6.72
6.47
6.72
6.91
7.04
7.11
6.84
7.10
7.29
7.42
7.48
7.20
7.47
7.66
7.79
7.83
7.55
7.82
8.02
8.14
8.17
7.89
8.17
8.36
8.47
8.48
8.23
8.51
8.69
8.78
8.77
8.56
8.83
9.10
9.08
9.04
8.87
9.14
9.31
9.36
9.30
9.18
9.45
9.60
9.62
9.53
9.40
9.74
9.87
9.87
9.73
9.77
10.0
10.1
10.1
9.92
10.1
10.3
10.4
10.3
2200
2400
2600
2800
3000
0.00
0.00
0.00
0.00
0.00
0.09
0.09
0.10
0.11
0.12
0.17
0.19
0.20
0.22
0.23
0.26
0.28
0.30
0.33
0.35
0.34
0.37
0.40
0.44
0.47
0.43
0.47
0.51
0.55
0.58
0.51
0.56
0.61
0.65
0.70
0.60
0.65
0.71
0.76
0.82
0.69
0.75
0.81
0.87
0.94
0.77
0.84
0.91
0.98
1.05
3200
3400
3600
3800
4000
4.53
4.51
4.45
4.34
4.20
5.01
4.99
4.92
4.81
4.65
5.47
5.44
5.37
5.24
5.06
5.91
5.88
5.79
5.64
5.44
6.33
6.29
6.18
6.01
5.78
6.73
6.67
6.55
6.35
6.08
7.11
7.03
6.88
6.65
6.34
7.46 7.80 8.11 8.39 8.65 8.89 9.11 9.29
7.36 7.67 7.95 8.20 8.43
7.18 7.46 7.70
6.92
3200
3400
3600
3800
4000
0.00
0.00
0.00
0.00
0.00
0.12
0.13
0.14
0.15
0.16
0.25
0.26
0.28
0.30
0.31
0.37
0.40
0.42
0.44
0.47
0.50
0.53
0.56
0.59
0.62
0.62
0.66
0.70
0.74
0.78
0.75
0.79
0.84
0.89
0.93
0.87
0.93
0.98
1.04
1.09
1.00
1.06
1.12
1.18
1.25
1.12
1.19
1.26
1.33
1.40
4200
4400
4600
4800
5000
4.01
3.77
3.48
3.15
2.76
4.43 4.82 5.17 5.47
4.17 4.52 4.83
3.85 4.16
3.47
4200
4400
4600
4800
5000
0.00
0.00
0.00
0.00
0.00
0.16
0.17
0.18
0.19
0.19
0.33
0.34
0.36
0.37
0.39
0.49
0.52
0.54
0.58
0.59
0.65
0.69
0.72
0.75
0.78
0.82
0.86
0.90
0.94
0.97
0.98
1.03
1.07
1.12
1.17
1.15
1.20
1.25
1.31
1.36
1.31
1.37
1.43
1.50
1.56
1.47
1.54
1.61
1.68
1.75
Diâmetro nominal da polia menor [mm]
DEM/UFRJ – EEK 444-Elementos de Máquinas II
Prof. Flávio de Marco
53
1.00 1.02 1.05 1.08 1.11 1.15 1.21 1.28 1.40 1.65
a
a
a
a
a
a
a
a
a
e
1.01 1.04 1.07 1.10 1.14 1.20 1.27 1.39 1.64 acima
ANEXO 3.3 – Classificação de HP por Correia
Perfil
POTÊNCIA POR CORREIA [HPBÁSICO]
Rotação
do eixo
Diâmetro nominal da polia menor [mm]
mais
rápido 178 191 203 216 229 241 254 267 279 292 305 318 330
C
HP ADICIONAL POR CORREIA COM
Rotação
RELAÇÃO Á VELOCIDADE (i)
do eixo
1.00 1.02 1.05 1.08 1.11 1.15 1.21 1.28 1.40 1.65
mais
a
a
a
a
a
a
a
a
a
e
rápido 1.01 1.04 1.07 1.10 1.14 1.20 1.27 1.39 1.64 acima
435
485
575
585
690
3.44
3.74
4.27
4.32
4.90
3.93
4.29
4.90
4.97
5.63
4.42
4.83
5.53
5.60
6.36
4.91
5.36
6.15
6.23
7.09
5.39
5.90
6.76
6.85
7.80
5.87
6.42
7.37
7.47
8.51
6.35
6.95
7.97
8.08
9.21
6.83
7.46
8.57
8.69
9.90
7.30
7.98
9.16
9.29
10.6
7.76 8.23
8.49 9.00
9.75 10.3
9.89 10.5
11.26 11.9
8.69
9.50
10.9
11.1
12.6
9.14
10.0
11.5
11.6
13.2
435
485
575
585
690
0.00
0.00
0.00
0.00
0.00
0.05
0.05
0.06
0.06
0.07
0.09
0.10
0.12
0.13
0.15
0.14
0.16
0.19
0.19
0.22
0.19
0.21
0.25
0.25
0.30
0.24
0.26
0.31
0.32
0.37
0.28
0.32
0.37
0.38
0.45
0.33
0.37
0.44
0.44
0.52
0.38
0.42
0.50
0.51
0.60
0.42
0.47
0.56
0.57
0.67
725
870
950
1160
1425
5.08
5.79
6.16
7.02
7.91
5.85
6.68
7.11
8.13
9.18
6.61
7.57
8.06
9.22
10.4
7.36
8.43
8.99
10.3
11.6
8.10
9.29
9.90
11.3
12.8
8.84
10.1
10.8
12.4
13.9
9.57
11.0
11.7
13.4
15.0
10.3
11.8
12.6
14.3
16.1
11.0
12.6
13.4
15.3
17.1
11.7
13.4
14.3
16.2
18.1
12.4
14.2
15.1
17.1
19.0
13.1
15.0
15.8
18.0
19.9
13.8
15.7
16.7
16.8
20.7
725
870
950
1160
1425
0.00
0.00
0.00
0.00
0.00
0.08
0.09
0.10
0.13
0.15
0.16
0.19
0.21
0.25
0.31
0.24
0.28
0.31
0.38
0.46
0.31
0.38
0.41
0.50
0.62
0.39
0.47
0.51
0.63
0.77
0.47
0.57
0.62
0.75
0.93
0.55
0.66
0.72
0.88
1.08
0.63
0.75
0.82
1.01
1.24
0.71
0.85
0.93
1.13
1.39
1750
100
200
300
400
8.68
1.03
1.83
2.55
3.22
10.1
1.16
2.06
2.91
3.68
11.5
1.29
2.33
3.26
4.13
12.8
1.42
2.57
3.62
4.59
14.0
1.55
2.81
3.96
5.04
15.2
1.68
3.05
4.31
5.48
16.3
1.81
3.29
4.66
5.93
17.3
1.93
3.53
5.00
6.37
18.3
2.06
3.77
5.34
6.80
19.2
2.19
4.01
5.68
7.24
20.0
2.31
4.24
6.01
7.67
20.7
2.44
4.48
6.35
8.10
21.4
2.56
4.71
6.68
8.53
1750
100
200
300
400
0.00
0.00
0.00
0.00
0.00
0.19
0.01
0.02
0.03
0.04
0.38
0.02
0.04
0.06
0.09
0.57
0.03
0.07
0.10
0.13
0.76
0.04
0.09
0.13
0.17
0.95
0.05
0.11
0.16
0.22
1.14
0.06
0.13
0.19
0.26
1.33
0.08
0.15
0.23
0.30
1.52
0.09
0.17
0.26
0.35
1.71
0.10
0.19
0.29
0.39
500
600
700
800
900
3.83
4.41
4.95
5.46
5.93
4.39
5.06
5.70
6.29
6.85
4.95
5.71
6.43
7.11
7.75
5.50
6.36
7.17
7.93
8.65
6.04
6.99
7.89
8.73
9.52
6.58
7.62
8.60
9.53
10.4
7.12
8.25
9.31
10.3
11.2
7.65
6.87
10.0
11.1
12.1
8.18
9.48
10.7
11.8
12.9
8.71
10.1
11.4
12.6
13.7
9.23
10.7
12.1
13.3
14.5
9.74
11.3
12.8
14.1
15.3
10.3
11.9
13.4
14.8
16.1
500
600
700
800
900
0.00
0.00
0.00
0.00
0.00
0.05
0.07
0.08
0.09
0.10
0.11
0.13
0.15
0.17
0.19
0.16
0.20
0.25
0.26
0.29
0.22
0.26
0.30
0.35
0.39
0.27
0.33
0.38
0.43
0.49
0.32
0.39
0.45
0.52
0.58
0.38
0.46
0.53
0.61
0.68
0.43
0.52
0.61
0.69
0.78
0.49
0.58
0.68
0.78
0.88
1000
1100
1200
1300
1400
6.37
6.79
7.17
7.52
7.83
7.37
7.86
8.31
8.72
9.10
8.35
8.91
9.42
9.90
10.3
9.32
9.94
10.5
11.0
11.5
10.3
11.0
11.6
12.2
12.7
11.2
12.0
12.6
13.3
13.8
12.1
12.9
13.7
14.3
14.9
13.0
13.9
14.6
15.3
16.0
13.9
14.8
15.6
16.3
17.0
14.8
15.7
16.5
17.3
17.9
15.6
16.6
17.5
18.2
18.8
16.4
17.4
18.4
19.1
19.7
17.2
18.3
19.2
19.9
20.6
1000
1100
1200
1300
1400
0.00
0.00
0.00
0.00
0.00
0.11
0.12
0.13
0.14
0.15
0.22
0.24
0.26
0.28
0.30
0.33
0.36
0.39
0.42
0.46
0.43
0.48
0.52
0.56
0.61
0.54
0.60
0.65
0.70
0.76
0.65
0.71
0.78
0.84
0.91
0.76
0.83
0.91
0.99
1.06
0.87
0.95
1.04
1.13
1.21
0.97
1.07
1.17
1.27
1.36
1500
1600
1700
1800
1900
8.12
8.37
8.58
8.76
8.91
9.43
9.73
9.99
10.2
10.4
10.7
11.1
11.3
11.6
11.8
12.0
12.3
12.6
12.9
13.1
13.1
13.5
13.9
14.1
14.3
14.3
14.7
15.0
15.3
15.5
15.4
15.8
16.2
16.4
16.6
16.5
16.9
17.2
17.4
17.5
17.5
17.9
18.2
18.4
18.4
18.4
18.8
19.1
19.2
19.2
19.3
19.7
19.9
20.0
19.9
20.2
20.5
20.7
20.7
20.5
21.0
21.3
21.4
21.3
1500
1600
1700
1800
1900
0.00
0.00
0.00
0.00
0.00
0.16
0.17
0.18
0.20
0.21
0.32
0.35
0.37
0.39
0.41
0.49
0.52
0.55
0.59
0.62
0.65
0.69
0.74
0.78
0.82
0.81
0.87
0.92
0.98
1.03
0.97
1.04
1.10
1.17
1.23
1.14
1.21
1.29
1.37
1.44
1.30
1.30
1.47
1.56
1.65
1.46
1.46
1.66
1.75
1.85
2000
2100
2200
2300
2400
9.01
9.08
9.11
9.10
9.04
10.5
10.6
10.6
10.6
10.5
11.9
12.0
12.0
12.0
11.9
13.2
13.3
13.3
13.2
13.1
14.4
14.5
14.5
14.3
14.1
15.6
15.6
15.5
15.3
15.0
16.6 17.5 18.4 19.1 19.7
16.6 17.4 18.2
16.4 17.2
16.2
2000
2100
2200
2300
2400
0.00
0.00
0.00
0.00
0.00
0.22
0.23
0.24
0.25
0.26
0.43
0.45
0.48
0.50
0.52
0.65
0.68
0.72
0.75
0.78
0.87
0.91
0.95
1.00
1.04
1.08
1.14
1.19
1.25
1.30
1.30
1.35
1.43
1.49
1.56
1.52
1.59
1.67
1.74
1.82
1.73
1.82
1.91
1.99
2.08
1.95
2.05
2.14
2.24
2.34
2500
2600
2700
2800
2900
8.94
8.80
3.61
8.38
8.09
10.4
10.2
10.0
9.71
9.37
11.7 12.9
11.5 12.6
11.2 12.2
10.9
10.4
2500
2600
2700
2800
2900
0.00
0.00
0.00
0.00
0.00
0.27
0.28
0.29
0.30
0.31
0.54
0.56
0.58
0.61
0.63
0.81
0.85
0.88
0.91
0.94
1.08
1.13
1.17
1.21
1.26
1.35
1.41
1.46
1.52
1.57
1.62
1.69
1.76
1.82
1.88
1.90
1.97
2.05
2.12
2.20
2.17
2.25
2.34
2.43
2.51
2.44
2.53
2.63
2.73
2.83
3000
3100
3200
3300
7.76 8.96
7.37 8.49
6.93
6.44
3000
3100
3200
3300
0.00
0.00
0.00
0.00
0.33
0.34
0.35
0.36
0.65
0.67
0.69
0.71
0.98
1.01
1.04
1.07
1.30
1.34
1.39
1.43
1.63
1.68
1.73
1.79
1.95
2.01
2.08
2.14
2.28
2.35
2.43
2.50
2.60
2.69
2.77
2.86
2.92
3.02
3.12
3.22
13.9 14.7
13.5
DEM/UFRJ – EEK 444-Elementos de Máquinas II
Prof. Flávio de Marco
54
ANEXO 3.4 – Classificação de HP por Correia
Rotação
do eixo
mais
rápido
Perfil
POTÊNCIA POR CORREIA [HPBÁSICO]
Diâmetro nominal da polia menor [mm]
12.00 12.50 13.00 13.50 14.00 14.50 15.00 15.50 16.00 16.50 17.00 17.50 18.00 18.50 19.00 19.50 20.00 20.50 21.00 21.50 22.00 22.50 23.00 23.50 24.00
30.25
32.83
37.03
37.47
41.54
31.11
33.76
38.05
38.49
42.61
31.97
34.68
39.05
39.50
43.67
32.83
35.59
40.04
40.50
44.71
1.00 1.02 1.05 1.08 1.11 1.15 1.21 1.28 1.40 1.65
a
a
a
a
a
a
a
a
a
e
1.01 1.04 1.07 1.10 1.14 1.20 1.27 1.39 1.64 acima
11.61
12.59
14.24
14.41
16.13
12.60
13.68
15.43
15.58
17.56
13.58
14.75
16.72
16.93
18.97
14.56
15.82
17.94
18.17
20.37
15.53
16.88
19.16
19.40
21.75
16.50
17.94
20.36
20.61
23.12
17.46
16.99
21.55
21.82
24.47
18.41
20.03
22.73
23.01
25.81
19.36
21.05
23.90
24.20
27.12
20.30
22.08
25.06
25.37
28.42
21.24
23.10
26.20
26.53
29.71
22.17
24.11
27.34
27.68
30.97
23.09
25.11
28.46
28.82
32.22
24.01
26.10
29.58
29.94
37.45
24.92
27.08
30.68
31.05
34.66
25.82
28.06
31.77
32.15
35.86
26.72
29.03
32.85
33.74
37.03
27.61
29.99
33.91
34.37
38.19
33.67
36.49
41.02
41.48
45.72
435
485
575
585
690
0.00
0.00
0.00
0.00
0.00
0.17
0.19
0.22
0.22
0.27
0.33
0.37
0.44
0.45
0.53
0.50
0.56
0.66
0.68
0.80
0.67
0.75
0.88
0.90
0.06
0.84
0.93
1.11
1.12
1.33
1.00
1.12
1.33
1.35
1.59
1.17
1.30
1.56
1.57
1.86
1.34
49
1.77
1.80
2.12
1.50
1.68
1.99
2.02
2.39
725
870
950
1160
1425
16.65
18.57
19.45
21.12
21.75
18.13
20.25
21.21
23.04
23.70
19.60
21.89
22.94
24.90
25.58
21.05
23.51
24.63
26.71
27.33
22.46
25.10
26.29
28.46
28.99
23.89
26.57
27.92
30.15
30.55
25.28
28.20
29.51
31.78
32.00
26.65
29.71
31.06
33.35
33.34
28.01
31.18
32.57
34.85
34.58
29.35
32.63
34.05
36.29
35.67
30.66
34.04
35.48
37.67
31.96
35.43
36.88
38.97
33.24
36.78
38.24
40.20
34.49
38.10
39.55
41.36
35.73
39.38
40.83
42.45
36.95
40.63
42.06
43.47
38.14
41.85
43.24
44.49
39.31 40.46 41.59 42.70 43.78 44.84 45.87 46.89
43.03 44.18 45.29 46.36 47.40 48.39 49.35 50.27
44.39 45.48 46.53 47.53 48.49 49.39 50.25 51.06
45.26
725
870
950
1160
1425
0.00
0.00
0.00
0.00
0.00
0.28
0.33
0.37
0.45
0.55
0.56
0.67
0.71
0.89
1.09
0.84
1.00
1.10
1.04
1.65
1.11
1.34
1.45
1.78
2.19
1.39
1.67
1.83
2.23
2.74
1.67
2.01
2.19
2.67
3.28
1.95
2.34
2.56
3.12
3.83
2.23
2.68
2.92
3.57
4.38
2.51
3.01
3.28
4.01
4.93
50
100
150
200
250
1.96
3.53
4.95
6.28
7.52
2.10
3.80
5.34
6.78
8.13
2.24
4.07
5.73
7.28
8.74
2.38
4.33
6.11
7.78
9.35
2.52 2.66 2.80 2.94 3.08 3.22 3.36 3.50 3.64 3.77 3.91 4.05 4.18 4.32 4.46 4.59 4.73 4.86 5.00 5.13 5.27
4.60 4.86 5.12 5.39 5.05 5.91 6.17 6.43 6.69 6.95 7.21 7.46 7.72 7.97 8.23 8.48 8.79 8.99 9.24 9.50 9.75
6.49 6.88 7.26 7.64 8.01 8.39 8.76 9.14 9.51 9.89 10.26 10.63 10.99 11.36 11.73 12.09 12.46 12.82 13.19 13.55 13.91
8.27 8.76 9.26 9.75 10.24 10.72 11.21 11.69 12.17 12.65 13.13 13.61 14.08 14.56 15.03 15.50 15.97 16.44 16.91 17.37 17.83
9.96 10.56 11.16 11.75 12.35 12.94 13.53 14.12 14.70 15.29 15.87 16.44 17.02 17.60 18.17 18.74 19.31 19.87 20.43 21.00 21.56
50
100
150
200
250
0.00
0.00
0.00
0.00
0.00
0.02
0.04
0.06
0.08
0.10
0.04
0.08
0.12
0.15
0.19
0.06
0.12
0.17
0.23
0.29
0.08
0.15
0.23
0.31
0.38
0.10
0.19
0.29
0.38
0.48
0.12
0.23
0.35
0.46
0.58
0.13
0.27
0.40
0.54
0.67
0.15
0.31
0.46
0.62
0.77
0.17
0.35
0.52
0.69
0.86
300
350
400
450
500
8.70
9.82
10.89
11.91
12.88
9.42
10.65
11.81
12.93
13.99
10.14
11.40
12.73
13.94
15.09
10.85
12.28
13.01
14.95
16.19
11.56
13.09
14.55
15.95
17.28
12.26
13.89
15.45
16.94
18.36
12.97
14.70
16.35
17.93
19.43
13.67
15.49
17.24
18.91
20.49
14.36
16.29
18.12
19.88
21.55
15.05
17.07
19.00
20.85
22.60
15.74
17.86
19.88
21.81
23.64
16.43
18.64
20.75
22.76
24.67
17.12
19.42
21.61
23.71
25.69
17.80
20.19
22.47
24.65
26.71
18.47
20.96
23.33
25.58
27.71
19.15
21.72
24.18
26.51
28.71
19.82
22.49
25.02
27.43
29.70
20.49
23.24
25.86
28.34
30.68
21.15
24.00
26.69
29.25
31.05
21.82
24.74
27.52
30.15
32.01
22.48
25.49
28.35
31.04
33.57
21.13
26.23
29.16
31.93
34.51
23.79
26.97
29.57
32.80
35.45
24.44
27.70
30.78
33.68
36.78
25.09
28.43
31.50
34.94
37.29
300
350
400
450
500
0.00
0.00
0.00
0.00
0.00
0.12
0.13
0.15
0.17
0.19
0.21
0.21
0.31
0.35
0.38
0.35
0.40
0.46
0.52
0.58
0.46
0.54
0.61
0.69
0.77
0.58
0.67
0.77
0.86
0.96
0.69
0.81
0.97
1.04
1.15
0.81
0.94
1.08
1.21
1.35
0.92
1.08
1.21
1.38
1.54
1.04
1.21
1.38
1.56
1.73
550
600
650
700
750
13.80
14.67
15.56
16.28
17.01
15.00
15.97
16.87
17.72
18.53
16.19
17.23
18.22
19.15
20.03
17.37
18.50
19.56
20.57
21.51
18.55
19.75
20.89
21.96
22.97
19.71
20.99
22.20
23.34
24.41
20.85
22.22
23.50
24.71
25.83
22.00
23.44
24.79
26.05
27.23
23.14
24.64
26.05
27.38
28.61
24 26
25.83
27.31
28.69
29.97
25.37
27.01
28.55
29.98
31.31
26.46
28.18
29.77
31.26
32.63
27.57
29.33
30.98
32.52
33.93
28.65
30.47
32.18
33.75
35.20
29.72
31.60
33.36
34.97
36.45
30.78
32.72
34.52
36.17
37.68
31.83
33.82
35.67
37.35
38.88
32.87
34.91
36.80
38.52
40.06
33.00
35.99
37.91
39.66
41.22
34.92
37.05
39.01
40.78
42.35
35.92
38.10
40.09
41.88
43.46
36.92
39.13
41.15
42.96
44.54
37.90
40.15
42.20
44.02
45.60
38.87
41.16
43.22
45.05
46.63
39.84
42.15
44.23
46.07
47.64
550
600
650
700
750
0.00
0.00
0.00
0.00
0.00
0.21
0.23
0.25
0.27
0.29
0.42
0.46
0.50
0.54
0.58
0.64
0.69
0.75
0.81
0.87
0.85
0.92
1.00
1.08
1.15
1.06
1.15
1.25
1.35
1.44
1.27
1.38
1.50
1.61
1.73
1.48
1.61
1.75
1.88
2.02
1.69
1.85
2.00
2.15
2.31
1.90
2.07
2.25
2.42
2.59
800
850
900
950
1000
17.70
18.33
18.92
19.45
19.93
19.23
19.93
20.63
21.21
21.74
20.85
21.61
22.30
22.94
23.55
22.39
23.20
23.95
24.63
25.25
23.91
24.78
25.57
26.29
26.94
25.41
26.32
27.16
27.92
28.59
26.88
27.84
28.72
29.51
30.20
28.33
29.33
30.24
31.06
31.77
29.75
30.80
31.74
32.57
33.30
31.16
32.23
33.20
34.05
34.78
32.53
33.64
34.62
35.48
36.22
33.88
35.01
36.01
36.88
37.61
35.21
36.36
37.37
38.24
38.96
36.51
37.67
38.69
39.55
40.26
37.78
38.96
39.97
40.83
41.51
39.03
40.21
41.22
42.06
42.71
40.24
41.43
42.43
43.24
43.86
41.43
42.61
43.60
44.39
44.96
42.59
43.77
44.73
45.48
46.00
43.73
44.89
45.82
46.52
47.00
44.83
45.97
46.88
47.53
47.93
45.90
47.02
47.89
48.49
48.82
46.95
48.03
48.85
49.39
49.64
47.96
49.01
49.78
50.25
50.41
48.91
49.95
50.66
51.06
51.12
800
850
900
950
1000
0.00
0.00
0.00
0.00
0.00
0.31
0.33
0.35
0.37
0.38
0.61
0.65
0.69
0.73
0.77
0.92
0.98
1.04
1.10
1.15
1.23
1.31
1.38
1.46
1.54
1.54
1.63
1.73
1.83
1.92
1.84
1.96
2.07
2.19
2.30
2.15
2.29
2.42
2.56
2.69
2.46
2.61
2.77
2.92
3.08
2.77
2.94
3.11
3.28
3.46
1050
1100
1150
1200
1250
20.36
20.74
21.06
21.32
21.52
22.21
22.53
22.97
23.26
23.46
24.02
24.46
24.84
25.14
25.37
25.79
26.25
26.64
26.95
27.18
27.50
27.99
28.39
28.71
28.93
29.18
29.68
30.08
30.39
30.61
30.81
31.31
31.71
32.01
32.21
32.38
32.89
33.28
33.57
33.73
33.91
34.41
34.79
35.05
35.18
35.39
35.88
36.24
36.46
36.54
36.82
37.29
37.62
37.80
37.83
38.20
38.64
38.93
39.06
39.02
39.53
39.93
40.17
40.24
40.14
40.80
41.16
41.35
41.35
41.16
42.01
42.33
42.45
42.38
42.10
43.17
43.43
43.48
43.32
44.27 45.31 46.29 47.21 48.07 48.86 49.59
44.46 45.44 46.33 47.16
44.44 45.31
44.18
1050
1100
1150
1200
1250
0.00
0.00
0.00
0.00
0.00
0.40
0.42
0.44
0.46
0.48
0.81
0.84
0.88
0.92
0.96
1.21
1.27
1.33
1.39
1.44
1.61
1.69
1.77
1.84
1.92
2.02
2.11
2.21
2.31
2.40
2.42
2.54
2.65
2.77
2.88
2.83
2.96
3.09
3.23
3.36
3.23
3.38
3.54
3.69
3.84
3.63
3.80
3.98
4.15
4.32
1300
1350
1400
1450
1500
21.67
21.75
21.76
21.71
21.60
23.63
23.71
23.72
23.66
23.53
25.52
25.60
25.60
25.51
25.35
27.33
27.40
27.37
27.26
27.05
29.07
29.11
29.05
28.90
28.64
30.72
30.73
30.64
30.43
30.11
32.29
32.26
32.12
31.85
31.46
33.78
33.70
33.49
33.15
32.61
35.17
35.04
34.76
34.33
36.48 37.70 38.82 39.85
36.27 37.41 38.44
35.91 36.96
35.40
1300
1350
1400
1450
1500
0.00
0.00
0.00
0.00
0.00
0.50
0.52
0.54
0.56
0.58
1.00
1.04
1.07
1.11
1.15
1.50
1.56
1.62
1.67
1.73
2.00
2.07
2.15
2.23
2.30
2.50
2.59
2.69
2.79
2.88
3.00
3.11
3.23
3.34
3.46
3.50
3.63
3.77
3.90
4.04
4.00
4.15
4.31
4.46
4.61
4.49
4.67
4.84
5.01
5.19
1550
1600
1650
1700
1750
21.42
21.16
20.84
20.44
19.96
23.32
23.03
22.66
22.20
21.66
25.10
24.76
24.33
23.81
23.20
26.75
26.36
25.86
25.26
24.56
28.28 29.68 30.94
27.81 29.13
27.23
26.54
1550
1600
1650
1700
1750
0.00
0.00
0.00
0.00
0.00
0.60
0.62
0.63
0.65
0.67
1.19
1.23
1.27
1.30
1.34
1.79
1.85
1.91
1.96
2.02
2.38
2.46
2.54
2.61
2.69
2.98
3.08
3.17
3.27
3.36
3.57
3.69
3.80
3.92
4.03
4.17
4.30
4.44
4.57
4.71
4.77
4.92
5.08
5.23
5.38
5.36
5.53
5.71
5.88
6.05
1800
1850
1900
1950
19.41 21.04 22.49
18.78 20.33
18.07
17.28
1800
1850
1900
1950
0.00
0.00
0.00
0.00
0.69
0.71
0.73
0.75
1.38
1.42
1.46
1.50
2.08
2.14
2.19
2.25
2.77
2.84
2.92
3.00
3.46
3.56
3.65
3.75
4.15
4.26
4.38
4.49
4.84
4.98
5.11
5.25
5.54
5.69
5.84
6.00
6.22
6.40
6.57
6.74
Prof. Flávio de Marco
29.38
31.89
36.01
38.43
40.44
HP ADICIONAL POR CORREIA COM
RELAÇÃO Á VELOCIDADE (i)
435
485
575
585
690
DEM/UFRJ – EEK 444-Elementos de Máquinas II
28.50
30.95
34.96
35.38
39.32
Rotação
do eixo
mais
rápido
D
55
ANEXO 3.5 – Classificação de HP por Correia
Rotação
do eixo
mais
rápido
Perfil
HP ADICIONAL POR CORREIA COM
POTÊNCIA POR CORREIA [HPBÁSICO]
Diâmetro nominal da polia menor [mm]
450 460 475 500 520 525 560 575 600 625 630 650 675 700
25.8
27.7
30.8
31.1
34.0
27.7
29.8
33.1
33.4
36.5
28.2
30.3
33.7
34.0
37.1
31.5
33.9
37.6
38.0
41.4
32.9
35.4
39.3
39.6
43.1
35.2 37.5
37.9 40.3
41.9 44.6
42.3 45.0
45.9 48.6
38.0
40.8
45.1
45.5
49.1
39.8
42.7
47.1
47.5
51.1
E
42.0
45.0
49.6
50.0
53.6
Rotação
RELAÇÃO Á VELOCIDADE (i)
do eixo
mais 1.00 1.02 1.05 1.09 1.13 1.19 1.25 1.35 1.52 2.00
a
a
a
a
a
a
a
a
e
rápido a
1.01 1.04 1.08 1.12 1.18 1.24 1.34 1.51 1.99 acima
435
485
575
585
700
20.9
22.4
24.8
25.1
27.4
21.8
23.5
26.0
26.3
28.7
23.3
25.1
27.8
28.1
30.7
44.1
47.3
52.0
52.4
55.9
435
485
575
585
700
0.00
0.00
0.00
0.00
0.00
0.41
0.46
0.55
0.56
0.67
0.83
0.92
1.10
1.12
1.33
1.24
1.38
1.63
1.66
1.99
1.66
1.85
2.19
2.23
2.67
2.07
2.31
2.74
2.78
3.33
2.48
2.77
3.28
3.34
4.00
2.90
3.23
3.83
3.90
4.66
3.31
3.69
4.38
4.45
5.33
3.73
4.16
4.93
5.01
6.00
725
870
950
1160
27.8
29.2
29.3
27.1
29.2
30.7
30.8
28.4
31.2 34.5 37.0 37.7 41.9 43.6 46.4 49.1 49.6 51.6 54.0 56.3
32.8 36.1 38.7 39.3 43.5 45.1 47.7 50.0 50.5 52.2
32.9 36.2 38.7 39.2 43.1 44.6 46.9
30.2
725
870
950
1160
1450
0.00
0.00
0.00
0.00
0.00
0.69
0.83
0.90
1.10
1.38
1.38
1.66
1.81
2.21
2.76
2.06
2.47
2.70
3.30
4.12
2.76
3.31
3.62
4.42
5.52
3.45
4.14
4.52
5.52
6.90
4.14
4.97
5.42
6.62
8.28
4.83
5.80
6.33
7.73
9.66
5.52
6.62
7.23
8.83
11.0
6.21
7.45
8.14
9.94
12.4
50
100
150
200
250
3.82
6.73
9.33
11.7
13.9
3.96
7.01
9.73
12.2
14.6
4.19
7.43
10.3
13.0
15.5
4.56
8.12
11.3
14.3
17.1
4.85
8.67
12.1
15.3
18.3
4.92
8.81
12.3
15.6
18.6
5.44
9.77
13.7
17.3
20.8
5.65
10.2
14.3
18.1
21.7
6.02
10.9
15.3
19.4
23.2
6.38 6.45 6.74 7.10 7.46
11.5 11.7 12.2 12.9 13.5
16.2 16.4 17.2 18.2 19.1
20.6 20.9 21.9 23.1 24.3
24.7 25.0 26.2 27.7 29.2
50
100
150
200
250
0.00
0.00
0.00
0.00
0.00
0.05
0.10
0.14
0.19
0.24
0.10
0.19
0.29
0.38
0.48
0.14
0.28
0.43
0.57
0.71
0.19
0.38
0.57
0.76
0.95
0.24
0.48
0.71
0.95
1.19
0.29
0.57
0.86
1.14
1.43
0.33
0.67
1.00
1.33
1.67
0.38
0.76
1.14
1.52
1.90
0.43
0.86
1.29
1.71
2.14
300
350
400
450
500
16.0
17.9
19.7
21.3
22.8
16.7
18.7
20.6
22.4
23.9
17.8
20.0
22.0
23.9
25.6
19.6
22.1
24.3
26.4
28.3
21.1
23.7
26.1
28.4
30.4
21.5
24.1
26.6
28.9
30.9
24.0
26.9
29.7
32.3
34.6
25.0
28.1
31.0
33.7
36.1
26.8
30.1
33.2
36.1
38.6
28.5
32.1
35.4
38.4
41.1
28.9
32.5
35.8
38.9
41.6
30.3
34.0
37.5
40.7
43.5
32.0
36.0
39.6
42.9
45.9
33.7
37.9
41.7
45.1
48.2
300
350
400
450
500
0.00
0.00
0.00
0.00
0.00
0.29
0.33
0.38
0.43
0.48
0.57
0.67
0.76
0.86
0.95
0.85
0.99
1.14
1.28
1.42
1.14
1.33
1.52
1.71
1.90
1.43
1.67
1.90
2.14
2.38
1.71
2.00
2.28
2.57
2.85
2.00
2.33
2.66
3.00
3.33
2.28
2.67
3.05
3.43
3.81
2.57
3.00
3.43
3.86
4.28
550
600
650
700
750
24.2
25.4
26.5
27.4
28.1
25.4
26.7
27.8
28.7
29.5
27.1
28.5
29.7
30.7
31.6
30.0
31.5
32.9
34.0
34.9
32.3
33.9
35.3
36.5
37.5
32.8
34.5
35.9
37.1
38.1
36.7
38.5
40.1
41.4
42.4
38.3
40.2
41.8
43.1
44.1
40.9
42.9
44.6
45.9
46.9
43.5
45.5
47.3
48.6
49.5
44.0
46.1
47.8
49.1
50.0
46.0
48.1
49.8
51.1
52.0
48.4
50.6
52.3
53.6
54.4
50.8
53.0
54.7
55.9
56.5
550
600
650
700
750
0.00
0.00
0.00
0.00
0.00
0.52
0.57
0.62
0.67
0.71
1.05
1.14
1.24
1.33
1.43
1.56
1.70
1.85
1.99
2.13
2.09
2.28
2.48
2.67
2.86
2.62
2.86
3.09
3.33
3.57
3.14
3.43
3.71
4.00
4.28
3.66
4.00
4.33
4.66
5.00
4.19
4.57
4.95
5.33
5.71
4.71
5.14
5.57
6.00
6.43
800
850
900
950
1000
28.7
29.1
29.3
29.3
29.1
30.1
30.5
30.8
30.8
30.6
32.2
32.7
32.9
32.9
32.6
35.6
36.0
36.2
36.2
35.9
38.2
38.6
38.8
38.7
38.2
38.8
39.2
39.4
39.2
38.8
43.0
43.4
43.4
43.1
42.4
44.8
45.1
45.0
44.6
47.5 50.0 50.5 52.4 54.6 56.6
47.7 50.1 50.6 52.3
47.5 49.8 50.2
46.9
800
850
900
950
1000
0.00
0.00
0.00
0.00
0.00
0.76
0.81
0.86
0.90
0.95
1.52
1.62
1.72
1.81
1.91
2.27
2.41
2.56
2.70
2.84
3.05
3.24
3.43
3.62
3.81
3.81
4.05
4.28
4.52
4.76
4.57
4.85
5.14
5.42
5.71
5.33
5.66
6.00
6.33
6.66
6.09
6.47
6.85
7.23
7.61
6.85
7.28
7.71
8.14
8.57
1050
1100
1150
1200
1250
28.7
28.1
27.3
26.2
24.9
30.1
29.5
28.6
27.5
32.2 35.2 37.5 38.0
31.4 34.3 36.4
30.4
29.2
1050
1100
1150
1200
1250
0.00
0.00
0.00
0.00
0.00
1.00
1.05
1.09
1.14
1.19
2.00
2.10
2.19
2.29
2.38
2.98
3.12
3.27
3.41
3.55
4.00
4.19
4.38
4.57
4.76
5.00
5.24
5.47
5.71
5.95
6.00
6.28
6.57
6.85
7.14
6.99
7.33
7.66
7.99
8.33
8.00
8.38
8.76
9.14
9.52
9.00
9.42
9.85
10.3
10.7
- Velocidade da correia acima de 30 m/s – poderá ser necessária polia especial.
DEM/UFRJ – EEK 444-Elementos de Máquinas II
Prof. Flávio de Marco
56
ANEXO 4
O primeiro é mais conservativo e só é utilizado para correias Hi-Power (A, B, C,
D e E).
Determina-se a potência que 1 correia pode transmitir através da eq. [6], abaixo.
Os valores de a, c e e, para correias de seção A, B, C, D e E, são encontrados na tabela
12.
Pcorr
⎛
c e ⋅ v2 ⎞
⎜⎜ a − −
⎟⋅v
d 10 6 ⎟⎠
⎝
=
10 3
[6]
⎧d [in]
⎪
onde: ⎪⎨v.⎡ ft ⎤ = π ⋅ d ⋅ n
⎢
⎥
12
⎪ ⎣ min ⎦
⎪⎩a, c, e → tabela.12
Tabela 12 – Valores de a, c e e para o cálculo da potência transmitida por 1 correia.
(seção A, B, C, D e E)
PERFIL
A
B
C
D
E
COEFICIENTES
a
c
1.589
2.702
2.822
7.725
5.882
26.971
12.628
96.991
26.220
285.32
DEM/UFRJ – EEK 444-Elementos de Máquinas II
dmin
e
0.0146
0.0251
0.0397
0.0815
0.1250
Prof. Flávio de Marco
dmáx
[mm]
[mm]
76
137
230
330
534
127
188
330
432
710
57
2 - CORRENTES
2.1. INTRODUÇÃO
As correntes são elementos de máquinas flexíveis utilizadas para a transmissão
de potência ou transporte/movimentação de carga. Neste capítulo serão abordadas
apenas as correntes de transmissão, devido a sua grande utilização. Serão apresentados
os tipos mais comuns, suas principais aplicações, a padronização e a terminologia
utilizada, o processo de seleção e recomendações de projeto.
A seleção o tipo de transmissão mais adequado depende dos requerimentos
específicos. As correntes, apesar de possuírem características comuns a outros tipos de
transmissão (correias e engrenagens), têm também características únicas, devendo o
projetista analisá-las e considerá-las como uma interessante opção e decidir sobre sua
utilização.
Figura 2.1 – Corrente de rolos dupla.
Elas são largamente utilizadas na indústria mecânica, onde as aplicações
abrangem diversas áreas, como M.Opt., automobilística (automóveis, motocicletas e
bicicletas), naval, aeronáutica e etc. São também utilizadas na indústria nuclear, de
mineração e máquinas transportadoras.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
58
A CORRENTE DE ROLOS OU ROLETES
Desenhos de Leonardo da Vinci datados do século 16 mostram o que aparenta
ser a primeira corrente de aço para transmissão. Porém, os créditos desta invenção são
dados a Hans Renold que apresentou a patente da corrente de rolos (ou roletes) em
1880. Até então, as correntes utilizavam apenas pinos e placas. A figura 2.1 mostra uma
moderna corrente de rolos dupla e a figura 2.2 apresenta o projeto original de Hans
Renold para a patente britânica.
Figura 2.2 - Projeto original de Hans Renold para a patente britânica -1880.
Desde então as correntes de rolos vêm sendo largamente empregadas na
indústria mecânica. Por este motivo o engenheiro projetista deve utilizar um criterioso
processo de seleção desde os primeiros passos do projeto. A seleção da corrente mais
adequada a certa aplicação implica em maior eficiência e menor custo. Assim o
projetista deve considerar alguns parâmetros e critérios orientadores para a correta
seleção de correntes. Os principais são:
•
potência transmitida,
•
relação de transmissão (i) ou as velocidades dos eixos motor e movido,
•
características da máquina movida e da motora,
•
espaço disponível (distância entre os eixos),
•
vida e confiabilidade requerida,
•
condições de operação (presença de poeira ou sujeiras, temperatura e etc.),
•
custo.
As características principais desse tipo de transmissão são:
•
adequada para grandes distâncias entre eixos (tornando impraticável a
utilização de engrenagens),
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
59
•
transmissão de maior potência (quando comparada com correias),
•
permite a variação do comprimento, com a remoção ou adição de elos,
•
menor carga nos mancais, já que não necessita de uma carga inicial,
•
não há perigo de deslizamento,
•
bons rendimentos e eficiência (98 a 99 %, em condições ideais)
•
longa vida,
•
permite grandes reduções (i < 7),
•
são mais tolerantes em relação ao desalinhamento de centros,
•
transmissão sincronizada,
•
condições severas de operação (correias são inadequadas sob umidade, alta
temperatura ou ambiente agressivo)
•
são articuladas apenas em um plano,
•
sofrem desgaste devido a fadiga e a tensão superficial
•
ruídos, choques e vibrações
•
necessidade de lubrificações
•
necessidade de proteção contra poeira e sujeiras
•
menor velocidade
2.2. MATERIAIS DE FABRICAÇÃO E TIPOS DE CORRENTE
Os materiais de fabricação das correntes devem atender aos requerimentos de
carga elevada, alta resistência, alta suscetibilidade ao tratamento térmico, alta
resistência aos esforços de fadiga, baixa temperatura de transição dúctil-frágil, baixa
sensitividade ao impacto, excelentes possibilidades de usinagem, conformação, corte e
solda. As correntes são normalmente fabricadas em aços especiais, (aço cromo-níquel),
tratados termicamente (têmpera e revenido), com superfícies de apoio (pinos e buchas),
endurecidos, para aumentar a resistência à fadiga, ao desgaste e à corrosão. Aços inox
também são utilizados, bem como ferro e ferro fundido.
2.2.1. TIPOS DE CORRENTE
1) Galle
São correntes sem roletes, compostas apenas por placas laterais e pinos maciços
(figura 2.3). Aumentando-se o número de placas laterais pode-se obter maiores
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
60
capacidades de carga. Normalmente são utilizadas para elevar ou abaixar pequenas
cargas, tais como: máquinas de elevação até 20 T e com pequena altura, portões e
transmissão de pequenas potências em baixas rotações. A relação de transmissão
máxima recomendada é de 1:10 e a velocidade máxima recomendada de 0,5 m/s, devido
b1
L
b2
ao grande desgaste das placas laterais.
passo
(b)
(a)
Figura 2.3 – (a) Corrente tipo GALLE com dupla placa lateral e (b) simples.
2) Zobel ou Lamelar (Leaf Chain)
Este tipo de corrente é empregado em transmissão de potência em médias
velocidades (até 3,5 m/s) e relação de transmissão máxima recomendada de 1:10. São
mais resistentes ao desgaste do que as correntes do tipo Galle, pois possuem maior
superfície de contato. Possuem as buchas fixas às placas internas e os pinos fixos às
placas externas. Os pinos podem ser ocos, resultando em uma corrente com menor peso.
Figura 2.4 – Corrente tipo ZOBEL.
3) Fleyer
São semelhantes às correntes Galle e não possuem roletes (figura 2.5). Não são
utilizadas em transmissão de movimento. São empregadas para elevação de carga,
tracionamento, máquinas siderúrgicas de pequeno porte e etc..
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
61
t
d
b
passo
Figura 2.5 – Corrente tipo FLEYER.
4) Correntes Silenciosas: (Dentes Invertidos)
Este tipo de corrente tem as placas laterais fabricadas em forma de dentes
invertidos que se acoplam com os dentes da engrenagem. O perfil dos dentes da
corrente e do pinhão é normalmente reto. Devido a esta geometria o acoplamento é feito
com um perfil equivalente aos dentes de engrenagem (maior distância entre centros)
proporcionado um engrenamento gradual, com melhor distribuição da carga ao longo do
“dente”, diminuindo, assim, o impacto, o desgaste, o efeito cordal e o ruído em altas
velocidades (7 a 16 m/s). Algumas correntes silenciosas são fabricadas com placas com
perfil envolvental, o que permite a transmissão de maior potência e velocidade. Com
lubrificação adequada correntes silenciosas operam com eficiência entre 95 % e 99%.
(a)
(b)
(d)
(c)
Figure 2.6 - Correntes silenciosas - (a) com juntas de deslizamento – (b) com juntas de rolamento – (c) e
(d) exemplos de correntes silenciosas.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
62
5) Corrente de rolos (Roller Chain) – Renold (Hans), 1880.
As correntes de rolos são as mais utilizadas, tanto para transmissão de potência
como para esteira transportadora. São fabricadas com diversos elos sendo cada um deles
composto de placas, roletes, grampos ou anéis e pinos (figura 2.7). A corrente se acopla
à engrenagens motora (pinhão) e movida (coroa) que transmitem o movimento. Os
dentes das engrenagens se acoplam com os roletes rotativos, onde o desgaste é reduzido,
pois acontecem contatos do tipo deslizante e rolante.
Estas correntes estão disponíveis em diversas formas padronizadas e materiais,
tais como aço, aço inox, plásticos (para autolubrificação). Permitem velocidade de até
11 m/s, porém a faixa recomendada é de 3 a 5 m/s.
(b)
(a)
Figura 2.7 – (a) Correntes de rolos dupla e (b) corrente de rolos simples.
2.3. NOMENCLATURA E COMPONENTES DE CORRENTES
DE ROLOS
A figura 2.8, abaixo, apresenta a vista lateral e a seção de uma corrente de rolos,
sua geometria e a respectiva nomenclatura, bem como algumas definições.
Figura 2.8 – Nomenclatura e componentes das correntes de rolos.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
63
p
→ passo [mm]
l
→ largura [mm]
d
→ diâmetro do rolete [mm]
Lm → distância entre as correntes em correntes múltiplas [mm]
A corrente de rolo é composta de por partes simétricas com elos internos e
externos montados alternadamente. Um elo é composto de quatro partes: duas placas
laterais e dois pinos. Nas correntes do tipo contra-pino, estes são prensados em uma
placa e atravessam a outra com pouca folga para serem contra-pinados. No tipo rebitado
os pinos são prensados e rebitados em ambas as placas. O elo interno é constituído de 6
partes: 2 rolos com giro livre sobre duas buchas, que são prensadas em ambos os lados
sobre as duas placas.
(a)
(b)
(c)
Figura 2.9 – Componentes das correntes de rolos.
A tabela 2.1 abaixo apresenta os componentes das correntes de rolos, suas
funções e os esforços aos quais estão submetidos. A figura 2.10 mostra a montagem das
correntes de rolos.
Tabela 2.1 – Funções e esforços dos Componentes das correntes de rolos.
COMPONENTES DAS
CORRENTES DE
ROLOS
Pinos
FUNÇÃO
ESFORÇO
Suportar esforços da transmissão
Tração, cisalhamento, flexão e
fadiga
Buchas
Envolver o pino protegendo-o contra o
impacto do engrenamento
Fadiga e desgaste
Roletes
Amortecer o impacto do engrenamento
Impacto, fadiga e desgaste
Placas laterais - externa
- interna
Fixar os pinos e buchas em suas
posições e suportar a carga do conjunto
Tração, fadiga e choque.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
64
Figura 2.10 – Montagem dos componentes das correntes de rolos.
A nomenclatura utilizada na transmissão por correntes de rolos, bem como
algumas simbologias e definições é mostrada na figura 2.11, abaixo.
passo
2
r
d
Figura 2.11 – Nomenclatura das transmissões por correntes.
γ
→ ângulo de articulação
γ =
2 ⋅ π 360
=
z
z
[1]
zp,c → número de dentes do pinhão e da coroa
n1,2 → rotação do pinhão e da coroa
dp,c → diâmetro primitivo do pinhão e da coroa
c
→ distância entre centros
F → carga na corrente
P → potência transmitida
i
→ relação de transmissão
θ
→ ângulo de contato (abraçamento) da corrente e pinhão.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
65
i=
sen
γ
2
v=
=
n1 d c
=
n2 d p
( p / 2) ⇒ d = p ⇒
(d / 2)
sen(γ / 2)
(π ⋅ d ) ⋅ n ⇒ v = (z ⋅ p ) ⋅ n
60
60
d=
p
⎛ 180 ⎞
sen⎜
⎟
⎝ z ⎠
[2]
[m/s]
[3]
Simples
Dupla
Tripla
Quádrupla
Figura 2.12 – Configuração das correntes de rolos.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
66
Figura 2.12.a – Correntes simples, dupla, tripla e óctupla.
2.4. AÇÃO POLIGONAL OU CORDAL
O apoio da corrente sobre o pinhão/coroa é sob forma de polígono. Devido a
esse efeito aparecem oscilações na velocidade e força da corrente, provocando atrito e
choque e, consequentemente, menor eficiência da transmissão.
passo
Variação cordal
r - rc
rc
r
r
Figura 2.13 – Efeito poligonal ou cordal.
Variação de velocidade devido ao efeito cordal:
⎡ ⎛ 180 ⎞ ⎤⎛ ⎛ 180 ⎞ ⎞
Δv
⎛ v −v ⎞
= 100 ⋅ ⎜ máx mín ⎟ = 100 ⎢sec⎜
⎟ − 1⎥⎜⎜ cos⎜
⎟ ⎟⎟ [%]
v
v
⎝
⎠
⎣ ⎝ z ⎠ ⎦⎝ ⎝ z ⎠ ⎠
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
[4]
67
p
Vmáx
V
Vmin
=
Vmáx
Vmáx
d0 . cos
d0
2
s
=0
I
=
2
II
tempo
Variação do deslocamento -
s
v
Vmáx
tempo
Vmín
Variação da velocidade -
v
a = dv
dt
tempo
I
II
I
II
Aceleração - a
I
Figura 2.14 – Variação do deslocamento, velocidade e aceleração na corrente.
A figura 2.14, acima, mostra os gráficos de deslocamento, velocidade e
aceleração, devido ao efeito poligonal sobre a movimentação da corrente com rotação
constante no pinhão, representado por um hexágono, em relação ao ângulo de rotação ϕ.
VCH
V=
.r
2 2
2
V=
.r
1 1
VCH
r2
1
r1
1
2
c
Figura 2.15 – Análise das velocidades.
onde: VCH → velocidade com que a corrente entra na roda dentada.
Pinhão:
VCHp = V.cos β = ω1.r1.cosβ
VCHp máx (β ≠ 0) = ω1.r1
VCHp min (β = γ1/2) = ω1.r1.cos γ2/2 = ω.1r1.cos [180o/zp]
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
68
Coroa:
VCHc = V.cos ϕ = ω2.r2.cosϕ
VCHc máx (ϕ ≠ 0) = ω2.r2
VCHc min (ϕ = γ2/2)= ω2.r2.cos[180o/zc]
ω2= VCHc /r2.cosϕ
r1cosβ
ω
r cos ϕ
⇒i= 1 = 2
r2 cosϕ
ω 2 r1 cos β
v
Variação de velocidade - v - [%]
ω 2 = ω1
VCHc = VCHp , então:
se ω1 = cte e ω2 ≠ cte
25
20
15
10
5
0
0
10
20
30
40
Número de dentes - z
50
Figura 2.16 – Gráfico de No de Dentes do Pinhão x Variação da Velocidade (%)
(zp x Δv/v)
2.5. DIMENSIONAMENTO E ESPECIFICAÇÃO
2.5.1 ANÁLISES DE TENSÕES
As tensões a que uma corrente esta submetida durante sua utilização são:
- tração na placa lateral (Figura 2.17.a)
- flexão e cisalhamento do pino (Figura 2.17.b)
Locais de ruptura
l
F
F
x
T
2
n
i=1
y
T
2
ei
2
(b)
(a)
Figura 2.17 – (a) Locais de ruptura da placa lateral da corrente e (b) tensão atuante no pino.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
69
- desgaste do rolete, pino e dentes, devido ao atrito entre as partes
- carga devido ao efeito poligonal
- força centrífugas e inerciais
2.5.2 ESPECIFICAÇÃO DE CORRENTES
Para a especificação da corrente de rolos mais adequada, o projetista deve
determinar:
o número ANSI, que informa o tamanho da corrente,
o número de correntes (simples, dupla, tripla, quádrupla e etc.),
o número de elos (comprimento).
A tabela 2.2 fornece as dimensões padronizadas das correntes de rolos.
Tabela 2.2 – Padronização das dimensões das correntes de rolos.
Número da
corrente
AISI
25
35
41
40
50
60
80
100
120
140
160
180
200
240
Passo
[mm]
Largura
[mm]
6.35
9.52
12.70
12.70
15.88
19.05
25.40
31.75
38.10
44.45
50.80
57.15
63.50
76.70
3.18
4.76
6.35
7.94
9.52
12.70
15.88
19.05
25.40
25.40
31.75
35.71
38.10
47.63
Resistência
mínima à
tração [N]
3470
7830
6670
13920
21700
31300
55600
86700
124500
169000
222000
280000
347000
498000
Peso
médio
[N/m]
1.31
3.06
3.65
6.13
10.1
14.6
25.0
37.7
56.5
72.2
96.5
132.2
160
239
Diâmetro
do rolete
[mm]
3.30
5.08
7.77
7.92
10.16
11.91
15.87
19.05
22.22
25.40
28.57
35.71
39.67
47.62
Distância entre
correntes
múltiplas [mm]
6.40
10.13
14.38
18.11
22.78
29.29
35.76
45.44
48.87
58.55
65.84
71.55
87.83
Inicialmente deve ser determinada a potência transmitida por correntes simples
(passo médio e largo) baseado em pinhão de 17 dentes. A tabela 2.3 fornece a potência
nominal por correntes de rolos em função da rotação do pinhão e da serie da corrente.
P[kW] = f(np, série da corrente)
Os valores nela contidos são obtidos experimentalmente e são normalmente
fornecidos pelos fabricantes. Os ensaios são executados baseados nas seguintes
condições:
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
70
15000 horas ⇒ L10
Corrente simples
Fator de serviço unitário
Comprimento de 100 passos
Lubrificação adequada
Alongação máxima de 3 %
Eixos horizontais
Pinhão e coroa com 17 dentes
Rotação do
pinhão
[rpm]
Tabela 2.3 – Capacidade de transmissão de carga das correntes de rolos de acordo com o número da
corrente ANSI [HP].
25
35
40
41
50
60
80
100
120
140
160
180
200
240
50
100
150
200
300
400
500
600
700
800
900
1000
1200
1400
1600
1800
2000
2500
3000
0.05
0.09
0.13
0.16
0.23
0.30
0.37
0.44
0.50
0.56
0.62
0.68
0.81
0.93
1.05
1.16
1.27
1.56
1.84
0.16
0.29
0.41
0.54
0.78
1.01
1.24
1.46
1.68
1.89
2.10
2.31
2.73
3.13
3.53
3.93
4.32
5.28
5.64
0.37
0.69
0.99
1.29
1.85
2.40
2.93
3.45
3.97
4.48
4.98
5.48
6.45
7.41
8.36
8.96
7.72
5.51
4.17
0.20
0.38
0.55
0.71
1.02
1.32
1.61
1.90
2.18
2.46
2.74
3.01
3.29
2.61
2.14
1.79
1.52
1.10
0.83
0.72
1.34
1.92
2.50
3.61
4.67
5.71
6.72
7.73
8.71
9.69
10.7
12.6
14.4
12.8
10.7
9.23
6.58
4.98
1.24
2.31
3.32
4.30
6.20
8.03
9.81
11.6
13.3
15.0
16.7
18.3
21.6
18.1
14.8
12.4
10.6
7.57
5.76
2.88
5.38
7.75
10.0
14.5
18.7
22.9
27.0
31.0
35.0
39.9
37.7
28.7
22.7
18.6
15.6
13.3
9.56
7.25
5.52
10.3
14.8
19.2
27.7
35.9
43.9
51.7
59.4
63.0
52.8
45.0
34.3
27.2
22.3
18.7
15.9
0.40
9.33
17.4
25.1
32.5
46.8
60.6
74.1
87.3
89.0
72.8
61.0
52.1
39.6
31.5
25.8
21.6
14.4
26.9
38.8
50.3
72.4
93.8
115
127
101
82.4
69.1
59.0
44.9
35.6
20.9
39.1
56.3
72.9
105
136
166
141
112
91.7
76.8
65.6
49.9
28.9
54.0
77.7
101
145
188
204
155
123
101
84.4
72.1
38.4
71.6
103
134
193
249
222
169
61.8
115
166
215
310
359
Tipo B
Tipo A
Observação:
Tipo C
Tipo C’
Tipo A → Lubrificação manual ou gotejamento.
Tipo B → Lubrificação de disco ou banho.
Tipo C → Lubrificação de óleo corrente.
Tipo C’→ Lubrificação idêntica a do tipo C, porém de mais difícil acesso; recomendase procurar o fabricante.
As condições de operação, como o tipo de máquina movida e motora, a
temperatura de trabalho, vibrações e choques, as condições ambientais e a severidade da
transmissão influenciam a capacidade de carga das correntes. O fator que corrige estes
problemas e denominado Fator de Serviço (KS) e seu valor se encontra na tabela 2.4.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
71
Tabela 2.4 – Fator de serviço – Ks.
Máquina
Movida
Motor de combustão
interna com acionamento
hidráulico
Motor elétrico
ou turbina
Motor de combustão
interna com
acionamento mecânico
suave
1.0
1.0
1.2
moderado
1.2
1.3
1.4
pesado
1.4
1.5
1.7
Máquina
Motora (*)
*(severidade do acionamento - choque)
1º) Potência do projeto – Pproj
Pproj = K S ⋅ P
[5]
KS → fator de serviço – Tabela 2.4 → Ks = f(máquina motora, tipo de choque)
2º) Capacidade de transmissão de corrente simples (possíveis)
Pcorr = k1 × k 2 × Psimples
[6]
onde: Psimples → capacidade de carga de uma corrente simples de uma série específica.
k1 → fator de correção para o número de dentes do pinhão - k1 = f(zp) – Tabela 2.5.
k2 → fator de correção para o número de correntes – Tabela 2.6.
Tabela 2.5 - Fator de correção para o número de dentes do pinhão - k1.
Número de
dentes do pinhão
(zp)
Fator de correção
do número de
dentes (k1)
Número de
dentes do pinhão
(zp)
Fator de correção
do número de
dentes (k1)
11
12
13
14
15
16
17
18
19
20
21
0.53
0.62
0.70
0.78
0.85
0.92
1.00
1.05
1.11
1.18
1.26
22
23
24
25
30
35
40
45
50
55
60
1.29
1.35
1.41
1.46
1.73
1.95
2.15
2.37
2.51
2.66
2.80
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
72
Tabela 2.6 - Fator de correção para o número de correntes – k2.
Número de correntes
Fator de correção - k2
1 - simples
2 - dupla
3 - tripla
4 - quádrupla
5 - quíntupla
6 - sextupla
8 - óctupla
1.0
1.7
2.5
3.3
3.9
4.6
6.0
3º) Escolha da corrente (no de séries e no de correntes) mais adequada
Devem ser calculadas as potências de projeto (Pproj) e as potências transmitidas
(Pcorr) pelas quatro configurações (simples, dupla, tripla e quádrupla). A corrente mais
adequada será aquela que possua a capacidade de carga mais próxima e maior do que a
potência de projeto.
Pc ≥ Pproj
4º) Determinação de número de elos (L/p)
Para a especificação completa da corrente resta determinar o número de elos
adequado. Este é calculado através da equação [07] abaixo.
L 2 ⋅ c z1 + z 2 ( z 2 − z1 ) ⋅ p
=
+
+
p
p
2
4 ⋅π 2 ⋅ c
2
[7]
onde: z1 e z2 → número de dentes do pinhão e da coroa,
L/p
→ número de elos da corrente,
c
→ distância entre centros.
2.6. ESTIMATIVA DA VIDA
Após a especificação, uma estimativa da vida desta corrente pode ser feita. O
ponto essencial é a análise da ordem de grandeza desta vida. Caso ela não atenda aos
critérios de projeto, existem parâmetros que podem ser alterados para a obtenção de
uma alternativa mais adequada.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
73
Os fatores que influenciam a vida de uma corrente são: a carga de tração, o
efeito cordal, o desgaste devido ao atrito e os efeitos centrífugos. Baseado nestes
conhecimentos, algumas observações podem ser feitas: quanto menor o número de
dentes do pinhão e quanto maior a velocidade da corrente, mais severa é a transmissão
e, consequentemente menor é a sua vida.
A vida da corrente é determinada estatisticamente e estimada em 15.000 h,
correspondendo a uma confiabilidade de 90 % (R = 0.9). O cálculo da vida e da
confiabilidade é feito de acordo com a equação [8], abaixo.
10
onde: C → Capacidade de carga
⎛C ⎞ 3
L10 = ⎜ ⎟
⎝P⎠
P → Carga aplicada
[8]
A equação [09] determina a confiabilidade da corrente para uma vida diferente
de L10.
1.17
⎧⎪⎡
⎤ ⎫⎪
L
R = exp⎨⎢
⎥ ⎬
⎪⎩⎣ 6.97 ⋅ L10 ⎦ ⎪⎭
onde: L → vida requerida correspondente à
R → confiabilidade
[9]
2.7. EFICIÊNCIA DAS CORRENTES
A eficiência da transmissão (η) é alta, na ordem de 97 a 99%. Dobrovolsky [01]
propõe que o cálculo da eficiência das correntes seja feito da seguinte forma:
η=
P
P +δ
δ = 4.902 ⋅ P ⋅ μ ⋅
[10]
Drol
D pin
[11]
onde: P → potência transmitida [kW]
δ → perdas por atrito das articulações [kW]
Drol → diâmetro do rolete [mm]
Dpin → diâmetro do pinhão [mm]
η → eficiência da corrente
⎧μ wet = 0.005
μ → coeficiente de atrito ⎨
⎩μ dry = 0.150
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
74
A eficiência da corrente acoplada à eficiência dos mancais, resultará na
eficiência da transmissão.
2.8. LUBRIFICAÇÃO DE CORRENTES
Lubrificação e armaduras de proteção contra sujeiras e poeiras (figura 2.18) são
essenciais para prevenir o desgaste e prolongar a vida da corrente.
Sua performance é bastante melhorada através de lubrificação adequada nas
articulações e nos dentes das engrenagens. A lubrificação reduz o atrito entre as partes e
conseqüentemente o desgaste e ainda atua como refrigerante, retirando o calor gerado
pelo atrito aumentando, assim, a eficiência da transmissão. Óleos pesados ou graxas não
são recomendados, pois são muito viscosos e não conseguem penetrar as folgas das
peças de uma corrente. Entretanto, óleos com viscosidade muito baixa são incapazes de
manter uma camada de lubrificante adequada capaz de resistir às pressões de contato
atuantes na transmissão.
O método adequado de lubrificação depende de vários fatores: número de dentes
da engrenagem menor, potência transmitida, velocidade, temperatura, etc.. Existem 5
métodos básicos para a lubrificação: Manual, Gotejamento, Banho de óleo, Disco
rotativo e Lubrificação forçada ou spray sob pressão.
Cada um se diferencia pela efetividade, instalação e custos de manutenção.
Figura 2.18 – Exemplo de caixas de proteção para correntes [11].
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
75
Figura 2.19 –Locais onde a lubrificação de correntes deve ser efetuada.
1. Lubrificação Manual
Este método não necessita de equipamentos especiais para sua implementação.
O óleo pode ser aplicado periodicamente com pincel, aerosol (spray) ou almotolia (lata
de óleo), diretamente nos pontos de lubrificação da corrente. A freqüência deve ser tal
que mantenha a corrente sempre lubrificada, o que implica na utilização de um
lubrificante de baixa viscosidade para que penetre nas juntas. Porém se a viscosidade for
baixa demais o lubrificante poderá ejetado para fora da corrente em velocidades muito
altas.
Figura 2.20 – Lubrificação manual.
2. Gotejamento
Este método requer um sistema composto de um reservatório e dutos que
garantam que uma regular e controlada quantidade de óleo pingue sobre a corrente. A
recomendação é um fluxo de 5 a 20 gotas por minuto
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
76
Reservatório
de óleo
Figura 2.21 – Lubrificação por gotejamento.
3. Banho de óleo
Este tipo de lubrificação é normalmente utilizado quando a corrente é protegida
por uma armadura, na qual normalmente está contido na parte inferior um reservatório
de óleo, apenas o suficiente para cobrir a corrente (aproximadamente 10 mm de
profundidade). A cada rotação a corrente passa através deste óleo, sendo lubrificada e
também refrigerada.
Figura 2.22 – Lubrificação por banho de óleo [11].
4. Disco Rotativo
A lubrificação da corrente é feita através da circulação do óleo através de um
disco rotativo adicional, imerso aproximadamente 20 mm no óleo. A velocidade deve
ser superior a 200 m/mm.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
77
Figura 2.23 – Lubrificação por disco rotativo [11].
5. Lubrificação forçada ou spray sob pressão.
O óleo armazenado em uma caixa de proteção vedada (armadura) é injetado
continuamente sobre os pontos de lubrificação da corrente depois de impulsionado por
um sistema de bombeamento em circuito fechado, conforme mostra a figura 2.24 e 2.25.
Figura 2.24 – Esquema de lubrificação forçada ou spray
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
78
O spray deve ser direcionado, sempre que possível, para a parte interna da
corrente, perto do engrenamento para diminuir o impacto entre o rolete e o dente. Os
efeitos centrífugos sobre o óleo quando ele é forçado em vota da engrenagem ajudam a
penetração através dos elementos da corrente e também melhoram a taxa de
refrigeração.
Figura 2.25 – Projeto de lubrificação forçada ou spray [11].
Os métodos de lubrificação variam em efetividade o que afeta a performance da
corrente em termos de eficiência ( potência e velocidade) A tabela 2.7 contém valores
recomendados de viscosidade para os óleos de acordo com a velocidade da corrente e
com a temperatura (tabela 2.8).
Tabela 2.7 – Viscosidade recomendada para os óleos utilizados para a lubrificação de correntes [oE50].
Pressão na
junta da
corrente
[MPa]
Sistema de lubrificação manual ou
Banho de óleo
gotejamento
Velocidade da corrente [m/s]
<1
1-5
>5
<5
>5
< 10
3
4–5
5–7
3
4–5
10 - 20
4-5
5–7
7–9
4–5
5–7
20 - 30
5-7
7-9
10 - 11
5-7
7-9
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
79
Tabela 2.8 – Viscosidade recomendada para os óleos utilizados para a lubrificação de correntes de
acordo com a temperatura [oC].
Tabela 2.9 – Viscosidades recomendadas para os óleos de acordo com a temperatura.
Grau SAE
recomendado
Faixa de Temperatura
[ C]
[oF]
-50 a 50
-20 a 80
10 a 110
20 a 130
30 a 140
40 a 150
o
SAE 5
SAE 10
SAE 20
SAE 30
SAE 40
SAE 50
Figura 2.26 – Corrente de rolos lubrificada.
Para transmissões de altas cargas em altas velocidades normalmente é requerido
certo volume de lubrificante. O óleo precisa evitar (ou diminuir) o contato entre as
superfícies (lubrificação), dissipar o calor gerado (refrigeração) e levar impurezas e
poeiras acumuladas (limpeza). Tudo isto requer certa quantidade de lubrificante. A
tabela 2.10 fornece o fluxo de óleo mínimo necessário para uma lubrificação estável, em
função da potência transmitida.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
80
Tabela 2.10 – Fluxo de óleo recomendado x Potência transmitida
Potência transmitida
[HP]
50
100
150
200
250
300
400
500
600
700
800
900
1000
1500
2000
[CV]
50,7
101,4
152,1
202,8
253,6
304,3
405,7
507,1
608,5
710
811,4
912,8
1014,2
1521,3
2028,4
[kW]
36,8
73,6
110
147
184
221
294
368
442
515
589
662
736
1014
1472
Fluxo de
óleo
[gal/min]
0.25
0.50
0.75
1.00
1.25
1.50
2.00
2.25
3.00
3.25
3.75
4.25
4.75
7.00
10.00
2.9. LIMITES DE UTILIZAÇÃO E RECOMENDAÇÕES DE
PROJETO
1) A relação de transmissão, sempre que possível, não deve ultrapassar 7 (i ≤ 7). Para
relações maiores é recomendado o dobramento.
2) O no de dentes do pinhão deve, sempre que possível, ser maior do que (zp ≥ 17),
para minimizar o efeito poligonal. A soma do no de dentes de ambas as engrenagens
não deve ser menor do que 50. O no de dentes máximo não deve ultrapassar 120.
3) O no de elos da corrente não deve ser múltiplo do no de dentes pinhão nem da coroa,
para evitar que um determinado dente e um rolete específico se encontrem com
freqüência, prevenindo, assim, o desgaste.
4) Caso a distância entre centros (c) não seja conhecida a recomendação indicada é:
.30 p ≤ c ≤ 50 p.
Não deve ser nunca maior que 80 p, para evitar uma flecha excessiva devido ao peso
da corrente e conseqüente perda de eficiência. Outra recomendação para a distância
mínima entre centros é dada pela equação 12.
c min =
(d
p
+ dc )
[12]
2
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
81
5) A vida de uma corrente é determinada estatisticamente e estimada em 15000 h,
correspondente a confiabilidade de 90% (R(t) = 0.9).
6) As principais falhas nas correntes são:
- alongamento da corrente, proveniente do aumento do passo causado pelo desgaste
das articulações. Para que o alongamento não ultrapasse 3 % (Δℓ/ℓmáx = 3%) devese utilizar velocidades até 6 m/s.
- falha das articulações (rolete, pino e dentes) são minimizadas através de
lubrificação.
- falhas de fabricação e montagem → são minimizadas através de controle de
qualidade.
Figura 2.27 – Exemplo de defeito em um rolete de corente.
7) A limpeza da corrente deve ser feita em dois estágios:
- limpeza com querosene para a retirada de óleo e sujeiras e
- imersão em óleo para restaurar a lubrificação interna.
8) Podem ser utilizados estiradores, tensores para compensar o alongamento e/ou a
diminuição do espaço, mas nunca no ramo tenso da corrente.
9) As folgas recomendas para as correntes são:
- transmissão horizontal: 2%
- transmissão vertical: 1%
10) A utilização de corrente simples com passo grande ou múltipla com passo pequeno
depende de considerações econômicas e do espaço disponível. As transmissões mais
econômicas normalmente utilizam correntes simples com os menores passos
possíveis, porém se o espaço limitar o tamanho da transmissão, a utilização de
correntes múltiplas permitirá um maior número de dentes do pinhão, reduzindo,
assim, o efeito cordal.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
82
De uma forma geral pode-se utilizar a seguinte relação para a escolha do passo:
- passo pequeno ⇒ pequenas cargas em altas velocidades.
- passos grandes ⇒ cargas maiores em baixas velocidades.
11) A disposição da corrente de transmissão e suas engrenagens não devem ser
negligenciadas. O lado frouxo, sempre que possível, deve estar para baixo. A figura
2.28 mostra algumas configurações classificadas como recomendada, aceitável ou
não recomendada.
Recomendado
Aceitável
Não recomendado
Figura 2.28 – Configurações de transmissão.
12) Armaduras e proteção são frequentemente utilizados e fortemente recomendados. Os
principais motivos são:
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
83
•
lubrificação:
- reservatório para armazenamento de óleo;
- armazenar o excesso de óleo contaminado proveniente da lubrificação
permitindo sua troca.
•
segurança:
- proteger pessoal e equipamento contra eventuais rupturas das correntes.
As armaduras e proteções são geralmente fabricadas com chapas ou telas de aço;
possuem portas de acesso para manutenção e inspeção.
2.10. ENGRENAGENS DE CORRENTES
As engrenagens utilizadas nas transmissões por correntes são fabricadas em aço
com tratamento térmico específico. O procedimento para seu dimensionamento deve ser
o mesmo das engrenagens cilíndricas de dentes retos, utilizando critérios de tensão e
desgaste quando necessário. A figura 2.29 mostra algumas destas engrenagens.
Figura 2.29 – Exemplos de engrenagens para correntes.
A figura 2.30 mostra o perfil das engrenagens das correntes e as simbologias das
dimensões necessárias para seu projeto. A tabela 2.8 apresenta o valor destas
dimensões.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
84
Figura 2.30 – Perfil dos dentes de engrenagens das correntes.
As engrenagens das correntes são fabricadas com precisão e dimensionadas
pelos mesmos processos utilizados para as engrenagens cilíndricas de dentes retos. A
engrenagem motora transmite torque e movimento para a corrente que, por sua vez,
transmite para a engrenagem movida.
Tabela 2.8 – Dimensões das engrenagens das correntes (figura 2.29)
DADOS DA CORRENTE
h
Série
passo
Rc
Q
c
drolete
LARGURA DA
CORRENTE - T
simples
Dupla
e
tripla
M2
M3
M4
M5
M6
Quád. e
acima
40
12.7
7.92
6.4
13.5
7.0
14.4
7.2
7.0
6.5
21.4
35.8
49.7
64.1
78.5
50
15.875
10.16
7.9
16.9
8.8
18.1
8.7
8.4
7.9
26.5
44.6
62.2
80.3
98.4
60
19.05
11.91
9.5
20.3
10.6
22.8
11.7
11.3
10.6
34.1
56.9
79.0
101.8
124.6
80
25.4
15.88
12.7
27.0
14.1
29.3
14.6
14.1
13.3
43.4
72.7
101.2
130.5
159.8
100
31.75
19.05
15.9
33.8
17.6
35.8
17.6
17.0
16.1
52.8
88.6
123.5
159.3
195.1
120
38.1
22.23
19.1
40.5
21.1
45.4
23.5
22.7
21.5
68.1
113.5
157.7
203.1
248.5
140
44.45
25.40
22.2
47.3
24.7
48.9
23.5
22.7
21.5
71.6
120.5
168.2
217.1
266.0
160
50.8
28.58
25.4
54.0
28.2
58.5
29.4
28.4
27.0
86.9
145.4
202.5
261.0
319.5
200
63.5
39.68
31.8
67.5
35.2
71.6
35.3
34.1
32.5
105.7
177.3
247.3
318.9
390.5
240
76.2
47.63
38.1
81.0
42.3
87.8
44.1
42.7
40.7
130.5
218.3
304.1
391.9
479.7
A figura 2.31 mostra as diversas configurações e tipos de cubos de engrenagens
de correntes de rolos.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
85
TIPO A
L
B A
B A
TIPO B
L
D B A
B A
TIPO C
L
B A
D
D
L
B A
D
L1
L
L
B A
L
D B A
D
D
B A
B A
D
L1
TIPO D
L
L
B A
L1
L1
TIPO E
L
D
B A
D
TIPO F
Figura 2.31 – Tipos de cubos de engrenagens de correntes.
A – furo piloto.
B – furo máximo recomendado.
D – diâmetro do cubo.
Tipo A – Ambos os lados planos.
Tipo B – Cubo em um lado.
Tipo C – Cubo em ambos os lados.
Tipo D – Cubo removível em um lado.
Tipo E – Cubo removível em ambos os lados.
Tipo F – Cubo vazado.
A figura 2.31 mostra uma engrenagem de corrente de rolos e suas respectivas
dimensões principais. As fórmulas utilizadas para os cálculos, em função do passo da
corrente e do número de dentes, são mostradas abaixo.
•
•
Diâmetro primitivo: D p =
Diâmetro externo:
DEM/UFRJ – Elementos de Máquinas II
p
⎛ 180 o
sen⎜⎜
⎝ z
⎞
⎟⎟
⎠
⎡
⎛ 180 o
D Ext = p ⋅ ⎢0.6 + cot ⎜⎜
⎝ z
⎣
⎞⎤
⎟⎟⎥
⎠⎦
Prof. Flávio de Marco
86
•
D B = D p − Drol
Diâmetro da base:
⎧ DB
⎪
DC = ⎨
⎛ 90 o
⎜⎜
D
⋅
cos
⎪ p
⎝ z
⎩
● Diâmetro caliper:
•
→ z = par
⎞
⎟⎟ − Drol
⎠
⎛ ⎛ 180 o
Diâmetro máximo do cubo: D H = p ⋅ ⎜⎜ cot ⎜⎜
⎝ ⎝ z
→ z = ímpar
⎞ ⎞
⎟⎟ − 1⎟ − 0.76
⎟
⎠ ⎠
onde: p – passo da corrente.
z – número de dentes.
Drol = diâmetro do rolete
A medição de verificação das engrenagens (diâmetro caliper - DC) é feita sobre
dois roletes encaixados em dois intervalos diametralmente opostos, caso o número de
dentes seja par (figura 2.32 (b)); no caso de número de dentes ímpar a medição deve ser
feita sobre dois roletes colocados nos intervalos mais próximo possíveis da posição
diametralmente oposta (figura 2.32 (a)).
Diâme
Diâmetro caliper - D C
tro cali
per - D
C
l
D ro
z = par
z = ímpar
Diâmetro máx. do cubo
Diâmetro da base - D B
Diâmetro primitivo - D p
Diâmetro externo - DE
(a)
(b)
Figura 2.32 - dimensões principais das engrenagens de corrente de rolos.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
87
A tabela 2.9, abaixo, apresenta as dimensões já determinadas para as correntes
de rolos normalizadas ANSI.
Tabela 2.9 – Dimensões normalizadas das engrenagens para as correntes de rolos ANSI.
A figura 2.33 abaixo apresenta um projeto de um redutor de correntes.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
88
Figura 2.33 – Projeto de um redutor de correntes [11]
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
89
EXEMPLO
1. Especifique a corrente adequada para o acionamento abaixo.
700
n coroa = 200 rpm
Motor de combustão
interna com acionamento
hidráulico e choque
pesado
P = 3.73 kW e 300 rpm
n pinhão = 300 rpm
z pinhão = 20
SOLUÇÃO:
1º) Potência de Projeto: 3.73 kW = (3.73/0,746) = 5 HP
Pproj = K S ⋅ P = 1{
.4 × 5 ⇒ Pproj = 7.0 HP
Tabela 2.4
2o) Correntes possíveis:
.Pcorr = k1 x k2 x Psimples.
zp = 20 => Tabela 2.5 ⇒ k1 = 1.18
Série
rpm
300
40
50
60
1.85
3.61
6.2
- Tabela 2.3
- Simples
⇒ k2 = 1.0
s60 ⇒ P60 = 1.18 x 1.0 x 6.20 ⇒ P60 = 7.32 HP
- Dupla
⇒ k2 = 1.7
s50 ⇒ P50 = 1.18 x 1.7 x 3.61 ⇒ P50 = 7.24 HP
- Tripla
⇒ k2 = 2.5
s40 ⇒ P40 = 1.18 x 2.5 x 1.85 ⇒ P40 = 5.46 HP
- Quádrupla ⇒ k2 = 3.3
s40 ⇒ P40 = 1.18 x 3.3 x 1.85 ⇒ .P40 = 7.20 HP.
(acima e mais próxima)
3º) Corrente quádrupla série 40: Tabela 2.2 → p = 12.7 mm
ℓ = 7.94 mm
d = 7.92 mm
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
90
L = 14.38 mm
Fut = 13920 N
m = 6.13 kg
4º) Determinação do no de elos: da equação [07], vem: [c/p = (700/12.7) = 55.12]
L 2 ⋅ c z1 + z 2 ( z 2 − z1 ) ⋅ p 2 ⋅ 700 (20 + 30 ) (30 − 20 )2 ⋅ 12.7
=
+
+
=
+
+
⇒
p
p
2
4 ⋅π 2 ⋅ c
12.7
2
4 ⋅ π 2 ⋅ 700
2
⎧L
⎪ p = 135
L
L
⎪
⇒ = 135,4 → ⎨
(não são múltiplos de zp nem de zc) ⇒ = 136 elos
p
p
⎪ L = 136
⎪⎩ p
5º) Verificação da distância entre centros: (30.p ≤ c ≤ 50.p)
30 ≤ 55.12 ≤ 50 ⇒ não recomendado! (Porém o limite superior é 80.p ⇒ aceitável.)
6º) Cálculo dos diâmetros do pinhão e da coroa:
Dp =
Dc =
7º) v =
p
⎛ 180 ⎞
⎟
sen⎜
⎜ z ⎟
⎝ p ⎠
p
⎛ 180 ⎞
⎟⎟
sen⎜⎜
z
⎝ c ⎠
π ⋅d ⋅n
60
=
=
=
12.7
⇒ Dp = 81.2 mm
⎛ 180 ⎞
sen⎜
⎟
⎝ 20 ⎠
12.7
⇒ Dc = 121.5 mm
⎛ 180 ⎞
sen⎜
⎟
⎝ 30 ⎠
p⋅z⋅n
⇒ v1 = 1.27 m/s
60
⎡ ⎛ 180 ⎞ ⎤ ⎡ ⎛ 180 ⎞⎤
Δv
⎟⎥ ⇒ Δv = 1.23 %
⎟ − 1⎥ ⋅ ⎢cos⎜
= 100 ⋅ ⎢sec⎜
v
v
⎢⎣ ⎜⎝ z p ⎟⎠ ⎥⎦ ⎢⎣ ⎜⎝ z p ⎟⎠⎥⎦
Δv = 0.02 m/s
Resposta: - Corrente quádrupla série 40 – 136 elos.
- Dp = 81.2 mm.
- Dc = 121.5 mm.
- Δv = 0.025 m/s.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
91
EXERCÍCIOS PROPOSTOS
1) Um pinhão de 23 dentes, girando a 400 rpm, acoplado a um motor de combustão
interna com acionamento hidráulico, transmite, através de correntes padronizadas, a
potência de 16.4 kW, com choque moderado e relação de transmissão 2:1.
Pede-se:
a) especifique a corrente mais adequada à transmissão
b) os diâmetros do pinhão e coroa
c) a variação da velocidade devido ao efeito poligonal
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
92
BIBLIOGRAFIA
LIVROS E ARTIGOS
[01] Dobrovolsky, V., and others, “Machine Elements – A textbook” – 1st edition, Mir
Publishers, Moscow, 1965.
[02] Reshetov, D.N., “Machine Design”, 1st edition, Mir Publishers, Moscow, 1978.
[03] Deutschman, A D., Michels W.J., and Wilson C.E., “Machine Design - Theory and
Practice”, pp 660 - 675 Collier-Macmillan (London) 1975
[04] Shigley J.E. and Mischke C.R.- “Mechanical Engineering Design” - 5th Edition,
McGraw-Hill Book Co. (Singapore) 1989
[05] Stephenson J. and Callander, R. A., “Engineering Design” - John Wiley & Sons
Ltd., Australia, 1974
[06] Juvinall R.C., “Fundamentals of Machine Component Design” - John Wiley &
Sons Ltd., Singapore, 1983
[07] Moxon, C.J., “Transmission Chains - a New Dimension” - New Horizons in Power
Transmission 1984/85 Publisher High Technology Communications.
[08] Spotts, M.F., “Design of Machine Elements”, 6th edition, Prentice Hall Inc.,1985.
[09] Green, Robert E., “Machinery's Handbook”, 24th ed., Industrial Press, Inc., New
York, NY, 1992.
[10] Sandin, C.L., de Marco, F.F. “Sistemas Especialistas - Especificação de Correntes
de Rolos”, Anais do COBEM/97, Ilha Solteira, PR, 1997.
[11] Reshetov, D.N., “Atlas de Construção de Máquinas”, Hemus Editora ltda., São
Paulo, 1979.
[12] Shigley J.E. and Mischke C.R.- “Standard Handbook Of Machine Design” – 2nd
Edition, McGraw-Hill Book Co. – USA - 1996.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
93
NORMAS
Obs.: As normas britânicas (BS 228) e americanas (AS B.29.1) não são intercambiáveis. Sendo assim a
ISO combinou ambas as normalizações em uma recomendação, a ISO R606, que lista ambos os
tipos de correntes. Para unidades SI a norma alemã DIN 8187/1 normaliza as correntes.
[01] BS 228: 1984 Short Pitch Transmission Precision Roller Chains and Chain Wheels
ISO 606: 1982
[02] BS 4687: 1984 Extended Pitch Precision Roller Chains and Chain Wheels ISO
1275: 1984
[03] BS 6592: 1985 Drive Sprocket Assemblies for Chain Conveyors for Mining ISO
5613: 1984
[04] BS 2947 1985 Steel Roller Chains, Attachments and Chain Wheels for Agricultural
and Similar Machinery ISO 487: 1984
[05] BS 2969 1980 High Tensile Steel Chains for Chain Conveyors and Coal Ploughs
ISO 610: 1979
[06] BS 5801: 1979 Flat Top Chains and Associated Chain Wheels for Conveyors ISO
4348: 1978
[07] ABNT NBR 6391 (EB 385) – Correntes de rolos de aço Tipo S 32 ate S 88, com
suas respectivas rodas dentadas – 1973.
[08] ABNT NBR 6390 (EB 384) – Correntes de transmissão, de precisão, de rolos e
com passo curto e rodas dentadas correspondentes - Dimensões – 1995.
[09] ABNT-PB 479/78 – Correntes de Rolos Industriais Clássicas – 1983.
CATÁLOGOS
[01] DAIDO Industrial e Comercial Ltda.
[02] KAISHIN Indústria e Comércio Ltda.
[03] CATENA Indústria e Comércio ltda.
DEM/UFRJ – Elementos de Máquinas II
Prof. Flávio de Marco
94
3. CABOS DE AÇO
3.1. INTRODUÇÃO
Os cabos de aço são elementos mecânicos utilizados para transmissões entre grandes
distâncias. São também empregados para fins estruturais. É um tipo de transmissão bastante
econômica levando em consideração a relação entre grandes distâncias e altas potências.
O cabo de aço é composto, basicamente, por um conjunto de arames de aço, reunidos
em um feixe helicoidal, constituindo uma corda de metal resistente aos esforços de tração e
com a característica de possuir uma flexibilidade bastante acentuada.
Inicialmente, os cabos de aço eram utilizados para transmissão de energia elétrica em
grandes distâncias. Atualmente, o domínio de novas tecnologias e novas formas de
transmissão e distribuição, os tornou praticamente obsoletos para este fim. Porém, para
transmissões mecânicas e também para fins estruturais, os cabos de aço são ainda bastantes
utilizados.
Figura 1 - A primeira máquina de fabricação de cabos de aço patenteada.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
95
No Brasil o cabo de aço foi fabricado pela primeira vez em 1953 pela Companhia
Industrial e Mercantil de Artefatos de Ferro – CIMAF, que já atuava na produção de
parafusos. O objetivo era abastecer a demanda da construção civil, indústria mecânica,
siderúrgica, mineração, bem como a automotiva e transporte.
Os primeiros cabos de aço fabricados utilizaram arames da Companhia Belgo-Mineira
e foram destinados a tratores e uso geral. A evolução dos cabos de aço no Brasil através dos
anos é apresentada na figura 3, abaixo.
Figura 2 – Evolução da fabricação do cabo de aço no Brasil.
(Revista CNews no 13 - 2003 - Cimaf )
Atualmente máquinas modernas, como a apresentada na figura 4, possibilitam a
fabricação de cabos com alta tecnologia no Brasil.
Figura 3 – Fabricação dos primeiros
cabos de aço – década de 50.
Figura 4 – Máquina planetária gigante.
3.2. CARACTERÍSTICAS, APLICAÇÕES E PROCESSO DE
FABRICAÇÃO
3.2.1. CARACTERÍSTICAS E APLICAÇÕES
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
96
Sua característica principal é a alta resistência combinada com grande flexibilidade.
Algumas de suas aplicações mais importantes são: elevadores de carga e de passageiros,
teleféricos, gruas e guindastes, ponte pênsil e rolante e etc..
São utilizados também na indústria automobilística (acionamento de freios de mão e
algumas caixas de velocidades), na indústria aeronáutica (acionamento de flap de aviões) e
mesmo com linha de pesca esportiva.
Devido às características especiais de resistência (não homogeneidade dos materiais
componentes do cabo, da seção dos arames, do atrito entre os elementos componentes do
cabo, etc.) dos cabos, alguns valores empíricos, aliados a altos coeficientes de segurança, são
utilizados para seu dimensionamento.
Figura 5 – Exemplo de utilização de cabos de aço. (cortesia de Cabos de Aço SIVA)
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
97
Tabela 1 - Tipos de cabos de aço. (cortesia de Cabos de Aço SIVA)
6x7+AF
6x19+AF
6X19+AF
6X19+AF
6x25+AF
Seale
Warrington
Filler
1+6
1+6+12
1+9+9
1+6+(6+6)
1+6+6+12
6X37+AF
1+6/12/18
6X37+AACI
6X41+AACI
6X41+AACI
Warrington
Warrington
Filler
Seale
1+6+(6+6)/18 1+8+8+8+16 1+8+(8+8)+16
3.2.2. PROCESSO DE FABRICAÇÃO
A matéria-prima é o fio-máquina, que é um produto de laminação a quente, de aço
sem ligas, de alto teor carbono que é recebido em bobinas.
Antes de entrar no processo de trefilação, o fio-máquina passa por uma decapagem
(sucessivos banhos químicos para limpá-lo e prepará-lo para a trefilação). A trefilação é um
processo a frio, no qual o fio-máquina é forçado a atravessar uma matriz (trefila) onde é
esticado, obtendo um arame de diâmetro menor. A tolerância de saída dos arames trefilados é
bastante rígida.
A trefilação “grossa” produz um arame de diâmetros médio, seguida da trefilação
“fina” para obtenção do arame com o diâmetro final. Por causa do próprio processo de
deformação plástica, o arame adquire a resistência à tração exigida pelo cabo de aço a ser
produzido. Entre as duas etapas da trefilação se faz o patentamento, um processo chave para a
qualidade final do cabo de aço.
O patenteamento é um tratamento térmico efetuado sobre os arames com diâmetro
intermediário (antes da trefilação fina). Sua característica diferencial é uma fase isotérmica,
efetuada por imersão num banho de chumbo fundido. Os arames a serem patenteados são
esquentados acima do ponto crítico (915 ºC) para depois serem resfriados até
aproximadamente 550 ºC e permanecer nessa temperatura alguns segundos antes do seu
resfriamento final. Esse tratamento condiciona a estrutura molecular do aço, levando-a a um
estado de órbita extremamente fina e uniforme, quase invisível ao metalógrafo. Assim, o aço
está preparado para a última trefilação, que permite atingir as características definitivas.
A galvanização é feita por imersão em zinco fundido, geralmente em linha contínua
com o patenteamento. Em certos produtos, a zincagem é feita após a última trefilação
(especialmente em pernas galvanizadas).
Os arames que não são galvanizados são levados a um banho de fosfato prévio à
trefilação. O controle da qualidade do arame é fundamental para garantir a qualidade do cabo
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
98
de aço. É realizada a amostragem de cada bobina fabricada, para realizar testes laboratoriais
de:
- diâmetro e ovalização,
- estado superficial,
- resistência à tração,
- ductilidade,
- espessura e centralização da camada de zinco nos arames galvanizados e
- aderência da camada de zinco nos arames galvanizados.
Testes metalográficos são realizados para monitorar o andamento dos processos e
arrecadar dados para o desenvolvimento e melhoramento do produto.
Depois de ter sido obtido o arame, ele é levado ao setor de produção de cabos, cujo
esquema é exibido no quadro:
Arames
⇒
Máquinas de
Encordoado
⇒
Máquinas de
Cabo Fechado
⇒
CABO DE AÇO
As máquinas de encordoamento fazem a torção helicoidal dos arames para formar as
pernas. Durante esse processo, todos os arames são lubrificados com o lubrificante adequado
para cada caso. Estas máquinas são basicamente de dois tipos:
- tubulares, mais tradicional e divulgado.
- de dupla torção, mais moderno e de alta produtividade.
As máquinas para produção de cabos fechado fazem a torção helicoidal das pernas, ou
seja, utilizam um conceito semelhante ao das de encordoamento; porém, geralmente são
maiores.
Um aspecto fundamental no processo de produção de cabos é o pré-formado, cujo
ajuste perfeito é extremamente importante durante a fabricação. Realiza-se um controle visual
e dimensional no produto acabado, bem como um teste de resistência, segundo a norma
aplicável no caso. É verificada automaticamente a quantidade, controlando, através de uma
balança digital, os dados do contador de metros.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
99
Também são realizados numerosos testes de ruptura total e de envelhecimento
artificial por fadiga, que fornecem dados para o desenvolvimento e aprimoramento de
produtos, apesar de não serem exigidos pelas normas em vigor.
3.3. COMPOSIÇÃO BÁSICA E MATERIAIS
Os arames são as unidades básicas para a construção do cabo de aço. A montagem dos
cabos a partir dos arames é feita da seguinte forma:
•
Torcedura dos arames ao redor de um elemento central, de modo específico, em uma
ou mais camadas, formando a denominada perna.
•
As pernas são, então, torcidas ao redor de outro elemento central, que recebe a
denominação de alma, constituindo, assim, o cabo de aço, conforme mostra a figura 6
(a).
Conhecendo essa nomenclatura, o modo mais simples e comum de se representar um
cabo de aço é através de sua seção transversal, apresentada na figura 6 (b).
6 x 19 - SEALE
Figura 6 (a) – Elementos componentes dos cabos
de aço.
Figura 6 (b) – Seção transversal de um
cabo de aço 6 x 19 – Seale.
Os componentes principais dos cabos de aço são: arames, pernas ou toros e a alma.
3.3.1. ARAMES
Os arames utilizados em cabos de aço são fios de aço estirados a frio, de alta
resistência mecânica, fabricados com técnicas específicas para obtenção das seguintes
propriedades:
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
100
•
resistência à tração
•
ductibilidade
•
resistência ao desgaste
•
pequena variação dimensional devido à variação de temperatura
•
resistência à corrosão
Possuem a seguinte composição básica:
%C
0,3 a 0,8
% Si
máx 0,3
% Mn
0,4 a 0,8
P+S
máx 0.04
Outros materiais também utilizados são o aço inox, o bronze fosforoso, o cobre, o
latão e o alumínio.
O acabamento superficial dos arames está relacionado com a resistência à corrosão do
cabo. Os cabos de aço podem ser lubrificados, zincados ou galvanizados.
•
galvanizados t apropriado para cabos estáticos ou relativamente estáticos,
submetidos à ação de um meio agressivo, como umidade, ácidos, etc.
•
lubrificados t recomendado para a maioria das outras aplicações, pois combina as
propriedades da lubrificação, que são: proteção contra corrosão e diminuição do
atrito entre os arames. Existem diferentes tipos de lubrificação, adequadas para
diferentes utilizações do cabo de aço.
3.3.2. PERNAS ou TOROS
3.3.2.1. Torceduras
As pernas são compostas de arames torcidos em torno de um núcleo. A torcedura pode
ser das seguintes formas:
•
TORCEDURA REGULAR, DIAGONAL ou CRUZADA (à direita, figura 7-A e à
esquerda, figura 7-B) - os fios de arame e as pernas são torcidos em sentidos
opostos; não tendem a torcer; são mais fáceis de manusear e são mais flexíveis,
porém menos resistentes à tração e ao desgaste.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
101
•
TORCEDURA PLANA, LANG ou PARALELA (à direita, figura 7-C e à
esquerda, fig. 7-D) - os arames e as pernas são torcidas no mesmo sentido; porém
menos flexíveis e mais difíceis de manusear.
•
TORCEDURA ALTERNADA (Regular e Lang).
Figura 7 – Aparência dos diversos tipos de torcedura de Cabos de Aço.
3.3.2.2. Tipos de pernas
A - Perna SEALE:
Caracteriza-se por possuir uma configuração em que, na última camada, são dispostos
arames de grande diâmetro, possibilitando assim grande resistência à abrasão. A composição
mais comum é 9 + 9 + 1 = 19 (figura 8.A).
B – Perna FILLER
Caracteriza-se por ter fios mais finos entre duas camadas de arames, ocupando o
espaço existente entre elas. Esse tipo de perna é utilizado quando são necessários cabos com
uma seção metálica maior e boa resistência ao esmagamento. A composição mais comum é:
12 + 6 / 6 + 1 = 25 (figura 8.B).
C - Perna WARRINGTON:
Caracteriza-se por ter a camada exterior formada por arames de diâmetros diferentes,
alternando a sua colocação. O cabo é torcido com pernas de fios de vários diâmetros. Os fios
da camada adjacentes não se interceptam e cada fio se aloja no sulco formado por dois fios
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
102
internos. Isto reduz as pressões específicas entre dois fios e aumenta a flexibilidade e a vida
desses cabos. O tipo de perna mais usado é: 6 / 6 + 6 + 1 = 19 (figura 8.C).
D - Perna WARRINGTON SEALE:
Existem composições que são formadas pela aglutinação de duas das acima citadas. A
composição Warrington-Seale possui as principais características de cada composição,
proporcionando ao cabo alta resistência à abrasão conjugado com alta resistência à fadiga de
flexão (figura 8.D).
A – Perna SEALE
B – Perna FILLER
C – Perna
WARRINGTON
D - Perna
WARRINGTON-SEALE
Figura 8 - Tipos mais comuns de pernas de cabos de aço.
3.3.3. NÚCLEO OU ALMA
O núcleo dos cabos de aço serve de suporte para os arames e pernas. Podem ser
fabricado com diferentes materiais e por isso recebem as seguintes denominações:
•
ALMA DE FIBRA – AF: o núcleo é composto por fibras vegetais naturais, tais como
sisal, rami, cânhamo ou juta, embebidos em óleo para redução do desgaste produzido
pelo atrito entre os fios e para proteção contra corrosão e desgaste (figura 9A).
•
ALMA DE FIBRAS ARTIFICIAIS – AFA: o núcleo é composto de fibras artificiais,
geralmente de polipropileno, que não se deterioram em contato com a água ou
substâncias corrosivas e agressivas. Porém são de preço mais elevado, sendo
utilizados apenas em cabos de aço especiais.
•
ALMA DE AÇO, que pode ser de dois tipos:
- ALMA DE AÇO – AA, formada por uma perna do próprio cabo de aço,
(figura 9C)
- ALMA DE AÇO DE CABO INDEPENDENTE – AACI, formada por um
cabo de aço independente, sendo esta a mais utilizada, pois combina as
características de flexibilidade e resistência à tração, (fig. 9B).
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
103
ALMA ou NÚCLEO
Arame
Perna
Cabo de Aço
6x7
A – Alma de fibra - AF
B – Alma de aço formada por
cabo independente – AACI
C – Alma de aço formada
por uma perna do cabo - AA
Figura 9 – Tipos de almas de cabos de aço.
3.3.4. OUTROS TIPOS DE CABOS DE AÇO
3.3.4.1. Cabos de aço pré-formado
Nesses cabos, cada fio individual e cada perna, antes de serem torcidos, são préformados para corresponderem à sua disposição no cabo. Disto resultam fios descarregados
não estão sujeitos a tensões internas. Estes cabos não tendem a se distorcer se as amarras em
torno das suas extremidades forem desapertadas. Isso facilita as emendas nos cabos. Cabos
pré-formados têm as seguintes vantagens sobre o cabo de aço usual:
•
distribuição uniforme da carga sobre os fios individuais, o que reduz as tensões
internas;
•
maior flexibilidade;
•
menor desgaste dos cabos ao passar sobre a polia ou se enrolar sobre um tambor
porque os fios e pernas não se projetam do contorno do cabo e os fios, mais
externos, se desgastam uniformemente; os fios quebrados permanecem nas suas
posições iniciais e não saem do cabo aumentando a vida;
•
maior segurança operacional.
3.3.4.2. Cabos de aço com pernas lisas
São utilizados onde estejam sujeitos à abrasão e desgaste intensivo. São, usualmente,
feitos de cinco pernas lisas e um núcleo de fio liso; as pernas são torcidas sobre um núcleo de
cânhamo. Têm maior área de contato com a polia ou tambor do que os cabos de pernas
circulares. Por isso, suportam pressões mais uniformes e se desgastam menos. A garganta da
polia em roldana deve ser projetada de tal modo que o cabo entre em contato com 1 3 de sua
circunferência.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
104
3.3.4.3. Cabos de aço fechados
O cabo fechado é fabricado com uma camada externa de fios de forma especial (não
esférica) e um cabo interno redondos, de torção simples em espiral. São utilizados em
transportadores aéreos e guindastes. Têm a vantagem de possuir a superfície lisa, fios
fortemente enrolados e de apresentar boa resistência ao desgaste. Porém apresentam uma
flexibilidade insuficiente.
3.3.4.4. Cabos de aço Não Rotativos
O cabo de aço submetido à ação de uma carga gira sobre o seu eixo. Isso acontece
devido ao enrolamento em hélice dos arames e das pernas. O sentido do giro é inverso ao
enrolamento do cabo, fazendo com que o cabo sempre procure se desenrolar.
Quando a altura do levantamento é considerável (dependendo do diâmetro do cabo e
outros fatores), esse problema começa a adquirir importância e nos sistemas com duas ou
mais linhas, é quase certo o enroscamento dos cabos. Isso gera uma condição altamente
prejudicial e perigosa para o cabo e para a segurança em geral.
Na maioria dos casos a solução consiste no uso de cabos de aço não rotativos. Estes
cabos devem ser empregados para o levantamento de cargas não guiadas (ou seja, que podem
rotar livremente), com alturas de levantamento consideráveis.
O projeto desse tipo de cabo baseia-se em reunir elementos cujos momentos de torção
sejam equilibrados entre si, produzindo uma resultante praticamente nula. Esses cabos têm
numerosas pernas dispostas em duas ou mais camadas. O mais popular é o 18 x 7 + 1 x 7,
geralmente denominado "19 x 7". Nesse desenho são dispostas duas camadas de 6 e 12
pernas, respectivamente, sobre uma alma de uma perna, sendo todas as pernas praticamente
iguais, de 7 fios cada uma.
O resultado é um cabo de propriedade altamente não rotativa, com excelente
resistência à tração, porém com níveis médios de flexibilidade e resistência ao esmagamento.
Existem outras construções possíveis, todas elas baseadas no mesmo princípio. A construção
34 x 7 é mais flexível e mais eficiente como anti-giratório, porém a estabilidade é levemente
menor.
Recomenda-se não utilizar cabos não-rotativos quando a carga for guiada (quando a
rotação não for possível). O cabo não rotativo deve ser mantido sempre condicionado em
bobinas e não em rolos. Estes cabos podem facilmente produzir nós, esmagamento e sofrerem
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
105
desbalanceamento. Devem ser consideradas as mesmas recomendações dadas para os cabos
comuns.
(A) - direção de rotação das
camadas do cabo não-rotacional.
(B) – Camadas alternadamente sobrepostas.
Figura 10 - Construções não rotativas mais usuais.
Por causa do desenho particular, os cabos anti-giratórios apresentam muitas diferenças
em relação aos cabos de 6 pernas. O comportamento quanto ao desgaste e a ruptura desses
cabos são diferentes dos apresentados pelos cabos convencionais. Esse fato acarreta a
necessidade de utilizar critérios específicos de manuseio, uso e inspeção.
Para a configuração 19 x 7, o diâmetro mínimo de enrolamento deveria ser entre 30 e
40 vezes o diâmetro do cabo, no entanto de fato, muitos equipamentos são fabricados com
relações menores. Nas instalações com diâmetros menores, é preferível utilizar um cabo de
construção 34 x 7 ou verificar a possibilidade de utilizar um cabo convencional. Os cabos
não-rotativos sempre devem estar sob tensão.
Não deve ser induzida rotação alguma sobre a carga. Essa rotação poderia produzir um
desbalanceamento dos momentos de torção das pernas de hélices contrapostas, produzindo
deformações no cabo. A livre rotação do cabo produzirá uma redução da resistência,
desequilíbrio da carga e possível desbalanceamento do torque do cabo.
3.4. MEDIDAS, ESPECIFICAÇÃO E PRINCIPAIS SIMBOLOGIAS
3.4.1. DIÂMETRO NOMINAL/REAL
O diâmetro nominal de um cabo de aço, que é aquele que se encontra nas tabelas
normalizadas com a correspondente tolerância, é medido pela circunferência que o
circunscreve. Assim sendo, o diâmetro dos cabos de aço deve ser medido conforme é
monstrado na figura 11.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
106
Figura 11 - Medição correta do diâmetro do cabo de aço.
3.4.2. ESPECIFICAÇÃO DE CABOS DE AÇO E PRINCIPAIS SIMBOLOGIAS
E ABREVIATURAS
Os cabos de aço são especificados da seguinte forma:
Dcabo x no de Pernas x no de Arames por perna + tipo de cabo ou alma
Exemplo: Cabo de aço 22 x 6 x 7 – AF t diâmetro = 22 mm;
t número de pernas = 6;
t fios/perna = 7;
t com alma de fibra.
As principais simbologias utilizadas na especificação de cabos de aço são apresentadas
na tabela 2, abaixo.
Tabela 2 – Principais abreviaturas utilizadas em cabos de aço.
ABREVIATURA
DESCRIÇÃO
S
W
F
WS
AF
AA
AACI
Seale
Warrington
Filler
Warrington-Seale
Alma de fibra
Alma de Aço
Alma de aço cabo independente
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
107
3.5. CLASSIFICAÇÃO DE CABOS E NOMENCLATURA
Os cabos de aço são classificados, quanto à resistência em 6 categorias, conforme
apresentado na tabela 3.
Tabela 3 – Categorias dos cabos de aço.
TIPO
SIGLA
Ferro (IRON)
Aço de tração (TRACTION IRON)
Mild Plow Steel
Plow Steel
Improved Plow Steel
Extra Improved Steel
MPS
PS
IPS
EIPS
RESISTÊNCIA
À
TRAÇÃO [MPa]
600
1200-1400
1400-1600
1600-1800
1800-2000
2000-2300
A seguir são mostradas a nomenclatura usual, algumas relações úteis para a seleção
dos cabos e valores do módulo de elasticidade dos cabos (Ec) e de algumas constantes
utilizadas nas fórmulas (Tabela 4 – F e K).
Dc t diâmetro do cabo [mm] (medido de acordo com a figura 7)
Da t diâmetro do arame [mm]
Ds – diâmetro da polia [mm]
Am – área metálica [mm2]
F e K – fatores de multiplicação em função do cabo
Ec – módulo de elasticidade do cabo [GPa] (Ec < Eaço)
w – peso por unidade de comprimento [kg/m]
Ft – carga atuante no cabo – tração [kgf] ou [N]
Fu – carga efetiva mínima de ruptura [kgf] ou [N]
Da ≅ K .Dc
(1)
Am = F .Dc2
(2)
( )
(3)
w = F ⋅ D c2 ⋅ 10 −2
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
108
Tabela 4 – Valores do módulo de elasticidade dos cabos e das constantes F e K.
Cabo
6x7
6 x 19
6 x 37
F
0.38
0.395
0.4
Ec [GPa]
K
0,111
0,067
0,048
AF
AA
90-100
85-95
75-85
105-115
100-110
95-105
3.6. ANÁLISE DE CARGAS
As situações mais comuns de carregamento em cabos de aço podem ser resumidas em:
•
tração simples;
•
tração dinâmica;
•
tensão de flexão devido ao dobramento em torno da polia;
•
verificação de fadiga em cabos de aço
•
alongamento.
3.6.1. Cabos submetidos à tração simples estática
Analisando-se a figura 12 abaixo, observa-se que a carga de tração total atuante no
cabo de aço pode ser determinada pela seguinte expressão:
w.L
L
Ft e = P + Pcabo ⇒ Ft e = P + w. l
(4)
P
Figura 12 – Cabo de aço
tracionado.
Como exemplo de cabos submetidos apenas a esforços de tração, pode-se citar cabos
tracionados por cargas penduradas, estais (figura 13), etc.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
109
Figura 13 - Cabo tracionado em torre estaiada
(a)
(b)
Figura 14 – (a) elevador de carga e (b) elevador de passageiros.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
110
3.6.2. Cabos submetidos à tração dinâmica – carga devido à aceleração:
∑ F = m.a
Ds
m
647
4
8
F
647
4∑ 48
4 ⎡ w. l + P ⎤
F − w. l − P = ⎢
.a
1te42
4 43
4 ⎣ g ⎥⎦
F
Ftração
td
L
F
⎡ w. l + P ⎤
Ftd = ⎢
l +3
P
⎥.a + w
1. 2
⎣ g ⎦
Ft e
w.L
(5)
P
Obs.: Se
v = c te ⇒ a = 0 ⇒ Ftd = Fte
g = 9.81 m/s2
Figura 15 – Tração dinâmica.
3.6.3. Tensão de flexão devido ao dobramento em torno da polia
A deformação do cabo é dada por:
εx = −
Onde
y
⎛ D s + Dc ⎞
⎟
2
⎝
⎠
ρ =⎜
y máx =
(6)
ρ
Da
2
t raio de curvatura;
t deformação máxima.
Assim, substituindo os valores acima em [6], tem-se:
ε máx =
Da
(Ds + Dc )
(7)
A tensão máxima é dada por:
σ máx = E ⋅ ε máx
(8)
Substituindo a equação [7] em [8], tem-se:
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
111
σ máx =
E c ⋅ Da
(Ds + Dc )
Como o diâmetro do cabo é bem menor do que o da polia, então Dc = 0.
σ máx =
onde:
E c ⋅ Da
Ds
(9)
Da t diâmetro do arame
Ds t diâmetro da polia
A carga de flexão do cabo em torno da polia é dada por: Fb = σ máx ⋅ Am
3.6.4. Fadiga em cabos de aço
Pressão de apoio: p =
2 ⋅ Ft
2F
4 2 Ft
F
⇒ p=
= 2 t
= 2
Dc .Ds
A π DS Dc π DS .Dc
4
(10)
Diâmetro do
Cabo
Diâmetro da Polia
p
p
F
F
Figura 16 – Flexão do cabo de aço em torno da polia.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
112
k
0.008
0.006
0.004
0.002
6 x 37
0.0015
6 x 24
0.0010
0
6 x 19
6 x 12
N
0
200.000
400.000
600.000
800.000
1.000.000
Figura 17 - Diagrama k x N para diversos tipos de cabos de aço.
3.6.5. Alongamento
Todos os cabos de aço sofrem alongamento quando tracionados. Seu tamanho depende
da elasticidade do aço empregado e da interação entre os arames e pernas no cabo. O
alongamento pode ser dividido em dois tipos:
•
alongamento elástico: é transitório, desaparece ao cessar a ação da carga que o
produzia e pode ser calculado conhecendo o módulo de elasticidade do cabo.
•
alongamento de assentamento (posta em serviço): é permanente e também pode
ser calculado.
Dependendo do tipo de cabo e da sua construção, o alongamento inicial é de 2% a 4%
do comprimento total. Esse alongamento continua até atingir valores entre 5% e 8%, quando o
cabo deve ser substituído. Normalmente o alongamento de entrada em serviço é atingido após
3 ou 4 meses.
Em instalações fixas (como estais, tirante para concreto protendido, etc. deve-se
procurar utilizar cabos de elevado módulo de elasticidade aparente, para se obter o menor
alongamento possível, quando for exercida uma carga .
3.7. FLEXIBILIDADE E RESISTÊNCIA Á ABRASÃO
A flexibilidade de um cabo de aço é inversamente proporcional ao diâmetro dos
arames externos do mesmo, enquanto que a resistência à abrasão é diretamente proporcional a
este diâmetro. Em conseqüência, devem-se fazer as seguintes opções:
•
uma composição com arames externos mais finos quando prevalecer o esforço de
fadiga de dobramento;
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
113
•
uma composição de arames externos mais grossos quando as condições de trabalho
exigirem grande desistência à abrasão.
A tabela 5, abaixo, mostra que a classificação 6 x 19 possui maior resistência à
abrasão e a classificação 6 x 37 possui maior resistência à fadiga. Essa resistência à fadiga é
obtida devido ao maior número de arames em cada perna, distribuindo melhor a tensão de
flexão.
Tabela 5 – Resistência dos fios de cabos de aço.
RESISTÊNCIA DOS ARAMES DOS CABOS DE AÇO
Construção
6x7
6 x 19
6 x 19 - Seale
6 x 25 - Filler
6 x 36 - Warrington - Seale
6 x 37
6 x 41 - Warrington - Seale
Flexibilidade
mín.
Resistência à
abrasão
máx.
máx.
mín.
Quando o diâmetro do cabo aumenta, é possível utilizar um maior número de arames
para adquirir uma melhor resistência à fadiga e esses arames terão ainda a grossura suficiente
para fornecer uma resistência à abrasão adequada. Pela tabela 5 acima, o cabo 6 x 41 é o mais
flexível, graças ao menor diâmetro dos seus arames externos, porém é o menos resistente à
abrasão. O oposto ocorre com o cabo 6 x 7.
Apesar de existirem exceções para aplicações especiais, os cabos convencionais são
basicamente desenhados para apresentarem a máxima eficiência em cada diâmetro do cabo.
3.8. DIMENSIONAMENTO
3.8.1. COEFICIENTE DE SEGURANÇA
Os coeficientes de segurança utilizados para cabos de aço baseiam-se em segurança de
operação (ruptura), durabilidade e confiabilidade. Estes coeficientes são normalizados e, em
alguns casos, como elevadores de passageiros, são legalizados. A tabela 6 fornece alguns
valores didáticos para os coeficientes de segurança de cabos de aço.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
114
Tabela 6 – Coeficientes de Segurança para Cabos de Aço.
TIPO
DE
EQUIPAMENTO
Coeficiente de Segurança – CS
Cabos e cordoalhas estáticas (tração)
Cabos e tração no sentido horizontal
Tirantes e estais
Guinchos, escavadeiras, pés
Pontes rolantes
Talhas elétricas
Guindastes e Gruas
Laços (slings)
Elevadores manuais
Elevadores mecânicos
v[m/s]
Morsing
Catálogo
CIMAF
Recomendado
3a 4
4,5 a 5,5
4,5 a 5,5
6a8
6a8
5a8
-
3,2
4,5
5
7
7
6
5
5
3a 4
4a5
3,5
5
6a8
7
6a8
5a6
6
3,5
5
4
5
7
7
7
6
5,5
Carga Passa
0,25
1,5
4,00
6,00
7,50
7
a
9
12
Carga
Pass.
Carga
6,7
7,6
8,2
9,2
8
10
a
12
10,6
11,9
10
11,3
a
10,5
11,8
10
10,6
11,9
Pass.
Carga
Passag.
6,7
7,6
8,2
9,2
10
11,3
10,5
11,8
Observe que os valores dos CS são bastante elevados. As principais razões para isto
são: a própria utilização de cabos de aço que normalmente envolve riscos para pessoas ou
cargas e a grande dispersão dos valores de carga de ruptura obtidos nos ensaios de tração. Os
motivos para esta dispersão são: (1) a diferente acomodação dos arames e pernas quando
tracionados; (2) tensões de contato devido ao atrito interno entre os arames e entre as pernas,
o que provoca grandes e diferentes alongamentos entre os cabos e (3) a não homogeneidade
dos materiais componentes do cabo.
3.8.2. EQUAÇÕES BÁSICAS DE PROJETO
a) Tração simples
Fu
= CS
Ft e
(10)
b) Tração dinâmica
Fu
= CS
Ft d
DEM/UFRJ - Elementos de Máquinas II
(11)
Prof. Flávio de Marco Filho
115
c) Flexão
Fu − Fb
= CS
Ft
ou
Fu = CS .Ft + Fb
(12)
d) Fadiga
K
67
8
⎧
2 Ft
⎪ p < 0,0015.Su ⇒ N > 10 6 ciclos ⇒ vida infinita
p=
⇒⎨
D c .D s
⎪⎩ p > 0,0015.Su ⇒ N < 10 6 ciclos ⇒ vida finita
(13)
e) Alongamento
ΔL =
F .l
Ec . Am
(14)
3.9. MANUTENÇÃO E LUBRIFICAÇÃO
3.9.1. FATORES QUE INFLUENCIAM A VIDA ÚTIL DO CABO DE AÇO
Para avaliar e melhorar a vida de um cabo de aço, seu desempenho e suas condições de
segurança, é necessário levar em consideração, além de fatores dimensionais e geométricos,
fatores relativos ao meio ambiente, bem como respeitar um programa de manutenção
previamente determinado. Para isso é necessário o conhecimento dos valores e condições das
seguintes variáveis:
Variáveis relacionadas com o projeto do equipamento:
•
relação entre o diâmetro da polia/tambor e o diâmetro do cabo (D/d)
•
localização do ponto morto do tambor em relação ao sentido de torção do cabo.
•
ângulos de desvio entre as polias e entre o tambor e a polia.
•
desenho das canaletas das polias e do tambor e respectiva concordância com o
diâmetro do cabo.
Os cabos e as polias devem estar corretamente ajustados. Utilizar sempre o tamanho
adequado de canaleta na polia do cabo de aço (figura 18.a) a fim de evitar esmagamento
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
116
lateral (pinçamento – figura 18.b), que ocorre quando esta é pequena em relação ao diâmetro
do cabo, ou achatamento (figura 18.c), no caso de canaletas grandes.
(a)
Cabo e polia ajustados
corretamente.
(b)
Cabo maior do que a polia.
(pinçamento)
(c)
Cabo menor do que a polia.
(achatamento)
Figura 18 – Ajuste do cabo de aço à polia.
Variáveis relacionadas com o meio ambiente e a operação:
•
condições do meio ambiente.
•
condições desfavoráveis, próprias da operação.
Variáveis relacionadas com o estado de manutenção:
•
estado das polias e tambores.
•
vibrações anormais.
Os procedimentos para preservar e aumentar a vida do cabo de aço podem ser
divididos em três categorias:
•
especificidade na seleção do tipo de cabo;
•
adoção de fatores de segurança altos;
•
freqüência e rigorosidade nas inspeções.
3.9.2. INSPEÇÃO E RETIRADA DE SERVIÇO
Nos cabos de aço os fios externos, sujeitos a desgastes mais intensos, rompem-se antes
dos fios internos. Como resultado, os cabos de aço tornam-se esfiapados muito antes da
ruptura e devem ser imediatamente trocados.
Como todo elemento mecânico, a resistência inicial do cabo vai diminuindo em com o
tempo, decorrência dos processos de desgaste e fadiga. Portanto, é necessário examiná-lo
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
117
periodicamente, observando cuidadosamente as modificações externas para avaliar o seu
estado interior e a capacidade de carga remanescente.
Existem diversas normas que determinam os tipos e a freqüência de inspeção, bem
como os critérios para a retirada do serviço. Algumas destas normas para inspeção são: NBR
13543, IRAM 3923, ISO 4903, DIN 15020, ANSI A.17.2 e ANSI B.30.
A tabela 7 abaixo apresenta algumas recomendações para os níveis de inspeções que
devem ser executadas em cabos de aço.
Tabela 7 – Tipos de Inspeção para Cabos de Aço.
TIPO DE
INSPEÇÃO
RESPONSÁVEL
OBSERVAR
PRINCIPALMENTE
REGISTRO
ESCRITO
Freqüente
Operador
Anomalias Localizadas
Não
Periódica
Inspetor qualificado
Anomalias Localizadas e
deterioração geral
Sim
Especializada
Empresa especializada com
equipamentos específicos
Ensaios não destrutivos
Sim
Os critérios para retirada de serviço dos cabos de aço são:
1. Por anomalias localizadas:
•
esmagamento,
•
diminuição grande do diâmetro (máximo admissível ⇒ 6 a 8 %),
- se o diâmetro original estiver diminuído de 7% ou mais. (compare com uma
parte não utilizada do cabo - no tambor, por exemplo; meça com paquímetro).
Normalmente logo após a instalação o diâmetro do cabo diminui. Este diâmetro
diminuído pode ser utilizado como o original para os cálculos.
•
quebras de arames concentrada em uma pequena região ou perna,
•
deformações,
•
colapso da alma,
•
evidências de queimadura ou solda ou de dano causado por excesso de temperatura
ou mesmo se houver qualquer contato com linhas de alta voltagem.
2. Por quantidade de arames quebrados (ASME):
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
118
Tabela 8 – Critérios para Retirada de Serviço Recomendados para Cabos de Aço.
MÁXIMO ADMISSÍVEL
TIPOS DE CABOS
6 pernas
antigiratórios
estáticos
6 arames quebrados numa longitude de 6 diâmetros.
2 arames quebrados em uma longitude de 6 diâmetros ou 4
arames quebrados em uma longitude de 30 diâmetros
3 arames quebrados em uma longitude de 6 diâmetros ou 2
arames quebrados nas proximidades do terminal
Os critérios apresentados na tabela 8 são apenas ilustrativos e orientadores. A
implementação de um plano de inspeção deve ter todos os critérios de uma norma específica
cuidadosamente estudada.
Figura 19 – Falhas típicas em cabos de aço.
Figura 20 – Danos na extremidade ou conexão
de cabos de aço.
Caso haja mais de um arame rompido em uma conexão de extremidade do cabo,
conforme mostram as figuras 19 e 20, este deve ser retirado de serviço.
3. se 1/3 do diâmetro original de um arame externo individual estiver desgastado.
4. se o diâmetro original do cabo não-rotacional diminuir 3% ou mais. Diminuição do
diâmetro normalmente indica falha no núcleo.
5. se houver qualquer dano que distorça a estrutura do cabo tais como: ondulações,
ruptura de um fio ou extrusão do arame, enroscamento ou estreitamento nas voltas
(loops), esmagamento, “engaiolamento”, flexão excessiva e etc.
6. se houver severa corrosão ou pitting.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
119
3.9.3. LUBRIFICAÇÃO
Os cabos de aço são lubrificados internamente durante a sua fabricação. As razões
principais para a lubrificação são diminuir o atrito interno entre os arames e pernas e prevenir
a corrosão e assim, evitar alguns dos problemas normalmente encontrados que são: a abrasão,
a corrosão, o desgaste por atrito, o cross-nicking e conseqüentemente, a fadiga.
O lubrificante original de fábrica começa a ser dissipado logo após o cabo ser
colocado em operação, pelo uso e também por exposição ao tempo. O núcleo precisa estar
constantemente lubrificado para prevenir o desgaste por atrito. Uma lubrificação adequada
protege o cabo contra essas ações. A reposição do lubrificante perdido chama-se relubrificação. Para isso deve-se utilizar um lubrificante apropriado.
Lubrificação protege o cabo de aço contra umidade e ferrugem. Mesmo se a parte
externa do cabo aparentar boas condições, o interior pode estar enferrujado. Esta é a razão
pela qual se deve utilizar um lubrificante de alta penetração (baixa viscosidade), que chegue
até o núcleo, realimentando-o e preenchendo os espaços. O núcleo de fibra natural atua como
um reservatório, mantendo cada perna e arames lubrificados durante a operação. Deve
também aderir aos arames formando um filme com resistência adequada para prevenir o atrito
proveniente do contato entre eles. São os arames internos do cabo que determinam sua vida.
3.9.3.1. Métodos de aplicação
O lubrificante pode ser aplicado de diversas formas: pincel, pulverizador, vertendo ou
gotejando óleo até dispositivos de aplicação forçada, ou ainda banho de lubrificante.
1. Pincel ou Recipiente
É o método menos eficaz em termos de desperdício de lubrificante, porém o mais fácil
e barato. O lubrificante deve ser aplicado no ponto em que o cabo entra em contato com a
polia e o deslocamento deve ser lento para uma melhor distribuição, conforme mostra a figura
21.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
120
Figura 21 – Limpeza com mecha absorvente (esfregão) e lubrificação por gotejamento.
2. Por imersão
Este método é utilizado em cabos horizontais ou com pequena inclinação. O cabo é
imerso através de roldanas em um recipiente com lubrificante, conforme mostra a figura 22,
que pode ser aquecido por resistências elétricas ou forno, dependendo da viscosidade
desejada.
Figura 22 – Lubrificação por imersão.
3. Lubrificador Conta-Gotas
Este processo é adequado para locais de difícil acesso, onde não seja possível um
controle, ou quando não é desejável uma parada da máquina. O processo utiliza um
dispositivo lubrificante gotejador com controle remoto de fluxo através de uma válvula
solenóide e também com controle de temperatura. A figura 23 mostra um esquema do
dispositivo.
O lubrificante deve gotejar no ponto extremo da roldana para aproveitar a deformação
ocorrente para facilitar a penetração do lubrificante.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
121
Figura 23 – Lubrificador Conta-Gotas.
4. Lubrificador Mecânico
É um dispositivo também utilizado somente em cabos horizontais. É econômico, pois
o lubrificador funciona somente durante o deslocamento do cabo. A figura 24 apresenta um
esquema deste dispositivo.
Figura 24 – Lubrificador Mecânico.
Em todos os processos o cabo de aço deve estar limpo e seco antes da lubrificação.
Utilize uma escova de aço ou ar comprimido com um solvente recomendado para remover
resíduos de lubrificantes antigos.
3.10. ACESSÓRIOS DE CABOS DE AÇO
3.10.1. TRACIONADORES, TAMBORES, FIXADORES E ETC..
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
122
Os acessórios de cabos de aço são normalmente utilizados para a fixação,
levantamento de cargas, enrolamento e dispositivos tracionadores. Alem disso, são também
utilizados para aumentar a sua vida útil. A figura 25 apresenta alguns dispositivos de
tracionamento e fixação de cabos de aço.
Figura 25 – Acessórios de fixação e tracionamento.
Figura 26 – Dispositivos de fixação e proteção.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
123
A figura 26 apresenta cabos de aço com grampos de fixação e equipados com
dispositivos de proteção contra a compressão, flexão e corrosão. Observa-se na figura, nas
extremidades dos cabos, uma cobertura de plástico (thimble) cujo propósito é formar uma
superfície que resista ao desgaste melhor do que simplesmente os arames. Um anel de
compressão ou manga (sleeve) prende o cabo. Também são utilizados grampos mecânicos,
especialmente em cabos de grande diâmetro.
Figura 27 – Dispositivos de fixação de cabos de aço.
Figura 28 – Tambor de enrolamento.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
124
A figura 27 apresenta diversos dispositivos de fixação. A figura 28 mostra o tambor
para enrolamento de cabos de aço.
Tambores para cabo de aço são normalmente fabricados em ferro fundido; muito
raramente em aço fundido ou soldado. O diâmetro do tambor depende do diâmetro do cabo.
Tambores acionados por motor devem ser sempre providos de ranhuras helicoidais, para
permitir que o cabo se enrole uniformemente e fique menos sujeito a desgaste.
A fixação do cabo no tambor pode ser feita por meio de parafusos, por meio de cunha
ou por meio de placas. A fixação com ajuda de placas é o método mais difundido, seguro e
conveniente. Uma placa de aço é provida, na parte interna, de duas ranhuras para o cabo e,
entre elas, de um furo para um parafuso ou prisioneiro. A crista da ranhura para os parafusos
de fixação é transferida meia circunferência. O cabo é preso por duas placas.
Tambores de atrito são aqueles cujo movimento é transmitido ao cabo pelo atrito entre
este e o tambor. Tem a vantagem de elevar cargas a grandes alturas. Estes tambores são
providos de ranhuras helicoidais para o cabo, que se enrola em seu redor em uma ou mais
espirais. No acionamento a dois tambores o cabo, usualmente, se assenta em ranhuras
anulares, sendo o cabo enrolado várias vezes em torno de dois tambores paralelos girando no
mesmo sentido, e impulsionado por um só motor.
Em um tambor simples, de atrito, o cabo desloca-se ao longo do eixo do tambor. O
número de ranhuras e, portanto, a largura do tambor deve corresponder ao deslocamento axial
do cabo. Tambores simples são empregados para acionamento de carros em guindastes
rotativos com raio variável, em pontes de transferência de carga, guindastes de cabos e etc..
Tabela 9 – Relação entre o diâmetro da polia ou tambor e o diâmetro do cabo.
Tipo de
Construção
do Cabo
Diâmetro da polia ou tambor
( x Diâmetro do cabo - D)
Recomendado
Mínimo
6x7
72
42
6 x 19
45
30
6 x 19 S
51
34
6 x 21 F
45
30
6 x 25 F
39
26
6 x 36 F
34
26
6 x 37
27
18
6 x 41 F ou WS
31
21
6 x 43 F
27
18
8 x 19 S
39
26
8 x 25 F
31
21
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
125
Para evitar problemas de fadiga devido à flexão do cabo em torno da polia, deve-se
utilizar para estes valores normalizados. A tabela 9 apresenta as proporções mínimas e as
recomendadas entre o diâmetro de alguns cabos de aço e o diâmetro da polia ou do tambor.
3.10.2. DISTORCEDORES
A aplicação de distorcedores em cabos de aço é um assunto polêmico, pois muitas
pessoas não sabem aplicá-los corretamente. Obviamente existem restrições para a sua
aplicação, logo, em certos momentos é vantajoso aplica-lo e em outros pode até causar
acidentes desastrosos.
Quando o cabo se encontra sob tensão, são gerados momentos internos, assim, tanto as
pernas externas como as da alma do cabo sofrem este efeito. Em cabos não-rotativos esses
momentos gerados são compensados uns com os outros por causa da construção do cabo.
Desta maneira este tipo de cabo pode trabalhar com uma ponta fixa e a outra livre, ou seja, ele
pode trabalhar com um distorcedor.
Já nos casos onde o cabo é do tipo rotativo, estes momentos internos gerados não irão
se compensar e como conseqüência o cabo tem a tendência de girar em torno do seu próprio
eixo. Ao girar, as pernas externas, por serem mais longas, irão se afastar da alma do cabo e
assim toda a carga que estava antes sobre o cabo, como um todo, ficará apenas sobre a alma.
Com isso o cabo perde consideravelmente a sua carga de ruptura mínima e, como
conseqüência, o fator de segurança cai vertiginosamente. Baseado na explicação acima,
concluí-se que nunca se deve aplicar um distorcedor em um cabo que não tenha
características não-rotativas suficientes, pois assim uma das pontas estaria livre permitindo
ao cabo girar.
Figura 29 – Distorcedores.
Para saber identificar qual cabo tem características não rotativas suficientes para
receber um distorcedor em certo tipo de aplicação, o usuário deve sempre consultar o
fabricante do equipamento ou do respectivo cabo, ou recorrer às normas.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
126
3.10.3. DETECTORES DE DANO EM CABOS DE AÇO
Estes instrumentos indicam a ocorrência de defeitos internos nos cabos de aço. São
capazes de detectar defeitos como arames rompidos e corrosão localizada. O princípio de
funcionamento é baseado em imã permanente. Durante a passagem do cabo pelo detector o
defeito é assinalado por um sinal sonoro (beep) e/ou sinal luminoso (LED).
Figura 30 – Detectores de defeitos em cabos de aço.
3.11. COMENTÁRIOS FINAIS
Os cabos de aço são extensamente utilizados nas Engenharias Mecânica, Elétrica e
Civil. Pode-se encontrá-los em diversos equipamentos bastante comuns, tais como: elevadores
(de carga e passageiros), máquinas elevadoras e de transporte de carga (guindastes, gruas e
etc.), automóveis, aeroplanos, navios e plataformas, pontes e estruturas, e em mais um grande
número de aplicações.
Estes elementos mecânicos continuam em desenvolvimento e as pesquisas atuais
envolvem a busca de novos materiais, através da adição de materiais poliméricos, novas
configurações e geometria e novos e mais econômicos processos de fabricação. Estes estudos
visam aumentar a resistência mecânica e a resistência aos fatores danosos do meio em que o
cabo estiver trabalhando, como por exemplo, cabos submersos para a indústria de extração de
petróleo em águas profundas, e também a diminuição dos custos.
No campo de pesquisas alguns estudos estão sendo desenvolvidos, procurando
determinar a distribuição e intensidade das tensões de contato entre os arames e pernas de
cabos de aço. A figura 31 mostra um modelo computacional elaborado simulando esta
situação.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
127
Figura 31 - Tensão de contato em um modelo de cabo de aço.
No campo tecnológico, grandes desenvolvimentos na área de fabricação e produção
estão sendo obtidos. Cabos de aço com material polimérico especial para preenchimento dos
espaços internos, já estão disponíveis no mercado.
O revestimento plástico é aplicado fundido (para obter maior penetração) sobre a alma
do cabo. Forma-se, desta maneira, um revestimento, sobre o qual as pernas externas se
acomodam. Esta técnica confere ao cabo estabilidade estrutural, proteção contra atrito entre as
pernas externas e internas, vedação contra a penetração de sujeira e perda de lubrificante
(lifetime lubricated) , aumentando assim a resistência à corrosão. A figura 32 mostra diversas
configurações destes cabos.
1-Duroplast
2-Stratoplast
3-Paraplast
4-Shovelplast
5-Superplast
6-Powerplast
7-Parafit
8-Starfit
9-Turboplast
10-Ultrafit
Figura 32 – Diversas configurações de Cabos de aço com preenchimento.
Cabo de elevação de carga, não rotativo, com todas as pernas compactadas, com
excelente comportamento antigiratório. Intensamente lubrificado em todas as fases de
fabricação. Possui vedação plástica entre a alma e as pernas externas, providenciando alta
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
128
estabilidade estrutural e proteção da alma contra ambiente corrosivo, conservando de maneira
eficiente o lubrificante no interior do cabo (lifetime lubricated). A carga de ruptura mínima
efetiva é excepcionalmente alta.
Um exemplo de aplicação de um cabo de aço Powerplast (figura 32-6): cabo de
elevação em guindastes de navio, guindastes de plataforma offshore, guinchos sistema Pullin/Pull-out em plataforma offshore de produção, talhas elétricas, poços de mineração (KoepeHoist-Rope + Balance Rope), bote de resgate (acima de 20 mmØ) e similar.
Outra modificação importante que vem sendo empregada é na geometria dos arames.
Eles são trefilados com um perfil não circular de modo que ao se ajustarem formam pernas e
posteriormente cabos com uma melhor configuração. Isto pode ser observado em quase todos
os cabos da figura 32.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
129
EXERCÍCIOS
1. Um elevador pesando 0,5 T deve elevar uma carga de 1,5 T de uma profundidade de 850
m. A velocidade de 1,5 m/s é atingida em 0,5 s. Pede-se:
a) calcular o diâmetro do cabo de aço 6 x 19 PS-AF a ser utilizado;
b) calcular o coeficiente de segurança real;
c) verificar a possibilidade de falha na fadiga;
d) determinar o alongamento do cabo quando a carga é colocada no interior do elevador,
no fundo da mina.
SOLUÇÃO:
a) Cabo de aço _ ? _ x 6 x 19 – AF- PS
- determinação das cargas atuantes:
- tração dinâmica e flexão em torno da polia → Fu = CS .Ft + Fb
-Tabela 6 – elevador de carga → v = 1.5 m/s →
(equação 12)
CS = 8,2
(a)
⎡ w.l + P ⎤
Ftd = ⎢
⎥ ⋅ a + w.l + P
⎣ g ⎦
w.l = F .Dc2 .10 −2.l = 0,395.10 −2.850.Dc2 = 3.3575 ⋅ Dc2 kgf
P = Pelev + Pc arg a = 0.5 + 1.5 = 2T = 2000kgf
a=
dv 1.5
=
= 3m / s 2 ;
dt 0.5
g = 9,81m / s 2
⎡ (3.3575 ⋅ Dc2 + 2000) ⎤
⎡ w.l + P ⎤
2
=
Ftd = ⎢
⋅
a
+
w
.
l
+
P
⎢
⎥ ⋅ 3,0 + 3,3575 ⋅ Dc + 2000
⎥
9.81
⎣ g ⎦
⎣
⎦
Ftd = 4.384Dc2 + 2611,62
DEM/UFRJ - Elementos de Máquinas II
(b)
Prof. Flávio de Marco Filho
130
Fb = σ . Am
Eqação (1)
⎧
6
4
74
8
⎪
E c .Da 9000 ⋅ 0.067 Dc
=
= 13.4kgf / mm 2
⎪σ =
DS
45.Dc
⎨
⎪ Am = F ⋅ D 2 = 0.395 D 2
c
⎪
1
424
3c
equação
(
2)
⎩
Fb = σ . Am = 13.4 x 0,395 Dc2 ⇒ Fb = 5,293 Dc2
(c)
- determinação da carga total [Fu = f(D)]:
Substituindo (a), (b) e (c) na equação (12), tem-se:
Fu = 8,2 ⋅ ( 4.384 ⋅ Dc2 + 2611,62) + 5.293 ⋅ Dc2 ⇒ Fu = 41,242 ⋅ Dc2 + 21415,3
(d)
Dc [substituir na eq.(d)]
Fu real
Fu necessária
AVALIAÇÃO
Apêndice 2 - Tabela 2
26
37.900
49.294,9
Cargas de Ruptura de
32
58.600
63.647,1
Cabo de Aço
35
70.500
71.936,8
6 x 19 – AF - PS
38
83.500
80.968,8
Fu real < Fu necess → ñ
“
→ñ
“
→ñ
Fu real > Fu nes → ok!!
(Apêndice 2 - Tabela 2)
eq. (d)
b) Cálculo de CS real:
w.l = 5,625 x850 = 4.781.25kgf
CS real =
(Fu − Fb )
Ft
=
⇒
Ft = 8855kgf ;
83500 − 7643,1
⇒
8855
Fb = 76431kgf
CS real = 8,57
c) Verificação de falha por fadiga:
2 ⋅ Ft
p
p
2 × 8855
=
=
⇒
= 181,7 kgf/mm2
2
K Dc ⋅ Ds ⋅ K
K
38 × 45
{ × 0,0015
Tabela 9
Su1 =
Fu
83500
=
Am (0,395 ⋅ 38 2 )
Su2 = Tabela 3 (180 – 200 kgf/mm2)
DEM/UFRJ - Elementos de Máquinas II
⇒ S u1 = 146,4 kgf/mm2
⇒ S u2 = 180 kgf/mm2
Prof. Flávio de Marco Filho
131
p
< Su1 = 181,7 >146,4 ⇒ vida finita (falha por fadiga)
K
p
< Su2 = 181,7 >180
K
⇒ vida finita (falha por fadiga)
⎧0,0015 x S u1 = 0,2196 ⇒ falha por fadiga
p = 0,2726 ⎨
6
⎩0,0015 x S u2 = 0,2700 ⇒ vida ≅ 10 ciclos
d) Cálculo do alongamento:
Δl =
Respostas:
F .l
1500 x 850 x 10 3
=
⇒ 248 ,37 mm = 0 ,25 m
Am.Ec 0 ,395 x 38 2 x 9000
a) Cabo de aço 38 x 6 x 19 – AF- PS
b) CSreal = 8,57
c) Vida finita (falha por fadiga)
d) Δl = 0,25 m
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
132
BIBLIOGRAFIA
LIVROS, MANUAIS E ARTIGOS
[01] V.M. Faires, “Elementos Orgânicos de Máquinas”, vol. I e II, 2a edição, LTC Editora
S.A., Rio de Janeiro, RJ, 1971.
[02] Shigley J.E. and Mitchell, L.D., “Mechanical Engineering Design” , McGraw Hill Inc.,
6th edition, NY, USA, 2001.
[03] Pires de Albuquerque, O.L.A., “Elementos de Máquinas”, Editora Guanabara Dois S.A.,
1ª edição, Rio de Janeiro, 1980.
[04] Done, A.B., “Steel Wire Handbook” Vol. 1 a 4, Wire Association Int., USA, 1987.
[05] Ritzmann, Raul, “Cabos de Aço – Manual Prático”, 13ª edição, São Paulo, 2000.
[06] Shapiro, Howard I., P.E. “Cranes and Derricks” – Mc Graw-Hill Book Company, New
York, 1980.
[07] Green, Robert E., “Machinery's Handbook”, 24th ed., Industrial Press, Inc., New York,
NY,1992.
[08] Ling, Frederick F., “Theory of Wire Rope” – Mechanical Engineering Series, 2nd edition,
Springer Verlag New York Inc., NY, USA, 1997.
[09] Newberry, W. G., “Handbook for Riggers”, Revised edition, Canada, 1967.
[10] Revista CNews números 12 e 13 – CIMAF – 2003.
[11] Catálogo da MORSING – Cabos de Aço.
[12] Catálogo C-11 da CIMAF – Empresa Belgo-Mineira.
NORMAS PRINCIPAIS
[13] - NBR 6327 - Cabos de aço para uso geral – ABNT – 2004.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
133
[14] - NBR 6890 - Cabos de aço galvanizados para uso naval – ABNT – 19xx.
[15] - NBR ISO4309 - Guindastes - Cabo de aço - Critérios de inspeção e descarte.
[16] - NBR8330 - Roldana para cabo de aço com bucha – Dimensões.
[17] - NBR11375 - Tambor para cabo de aço.
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
134
APÊNDICE 1 – Cabos de aço mais comuns.
1x7
3x7
4x7
19 x 7
17 x 7
7 x 19
7 x 37
18 x 7
7x7x7
6x7
6 x 12
6 x 19
6 x 24
6 x 30
6 x 37
6 x 19 - S
6 x 19 - W
6 x 21 - F
6 x 25 - F
6 x 29 - F
6 x 37 - SeS
6 x 26 - WS
6 x 31 - WS
6 x 36 - WS
8 x 25 - F
8 x 19 - S
8 x 19 - W
6 x 19 AACI
6 x 37 AACI
6 x 25 - F AACI
6 x 29 - F AACI
6 x 41 - F AACI
6 x 19 - S AACI
6 x 37 - SeS
6 x 19 - W AACI
6 x 26 - WS AACI
6 x 31 - WS AACI
6 x 36 - WS AACI
7 x 7 x 19 - S
8 x 19 - W AACI
8 x 25 - F AACI
8 x 19 - S AACI
6 x 3 x 19
6x3x7
6 x 3 x 19 - S
DEM/UFRJ - Elementos de Máquinas II
1 x 19
1 x 37
Prof. Flávio de Marco Filho
7x7
135
APÊNDICE 2 – Carga de Ruptura dos Cabos de Aço. [11]
1. Cabo de Aço polido de classificação 6 x 7 - AF
6 x 7 – AF (1 + 6)
Diâmetro Diâmetro
[mm]
[in]
Peso
aproximado
[kg/m]
Carga de Ruptura mínima efetiva – Fu
[kgf]
Plow Steel
Improved Plow Steel
160-180 kgf/mm2
180-200 kgf/mm2
2
5/64
0,013
208
236
2,4
3/32
0,019
300
340
3,2
1/8
0,034
520
600
4,8
3/16
0,078
1180
1350
6,4
1/4
0,140
2090
2390
8
5/16
0,220
3230
3720
9,5
3/8
0,310
4630
5320
11,5
7/16
0,430
6260
7190
13
1/2
0,560
8130
9340
14,5
9/16
0,710
10200
11800
16
5/8
0,880
12600
14400
19
3/4
1,250
18000
20600
22
7/8
1,710
24200
27800
26
1
2,230
31300
36000
29
1 1/8
2,830
39300
45200
32
1 1/4
3,480
48100
55300
35
1 3/8
4,230
57700
66300
38
1 1/2
5,030
68000
78200
Obs.: Cabo de aço 6 x 7 – AA ⇒ FuAA = 1,075 x FuAF
PesoAA = 1,1 x PesoAF
DEM/UFRJ - Elementos de Máquinas II
Prof. Flávio de Marco Filho
136
2. Cabo de Aço polido de classificação 6 x 19 – AF
6 x 19 (1 + 6/12)
6 x 19 W (1 + 6 + (6 + 6))
6 x 19 S (1 + 9 + 9)
6 x 21 F (1 + 5 + 5 + 10)
6 x 25 F (1 + 6 + 6 +12)
6 x 26 WS (1 + 5 + (5 + 5) + 10
Diâmetro
[mm]
Diâmetro
[in]
3,2
4,8
6,4
8
9,5
11,5
13
14,5
16
19
22
26
29
32
35
38
42
45
48
52
54
58
60
1/8
3/16
1/4
5/16
3/8
7/16
1/2
9/16
5/8
3/4
7/8
1
1 1/8
1 1/4
1 3/8
1 1/2
1 5/8
1 3/4
1 7/8
2
2 1/8
2¼
2 3/8
DEM/UFRJ - Elementos de Máquinas II
Peso
aproximado
[kg/m]
0,039
0,088
0,156
0,244
0,351
0,476
0,625
0,188
0,982
1,413
1,919
2,500
3,169
3,913
4,732
5,625
6,607
7,664
8,795
10,000
11,295
12,664
14,107
Carga de Ruptura mínima efetiva – Fu
[kgf]
Mild Plow Steel
140-160 kgf/mm2
11400
16300
22000
Plow Steel
160-180 kgf/mm2
620
1400
2480
3860
5530
7500
9710
12200
15100
21600
29200
37900
47700
58600
70500
83500
97100
112000
128000
145000
162000
181000
195000
Prof. Flávio de Marco Filho
Improved Plow Steel
180-200 kgf/mm2
660
1480
2630
4090
5860
7950
10290
12990
16000
22900
30950
40170
50600
62110
74900
88500
137
3. Cabo de Aço polido de classificação 6 x 19 – AACI
6 x 19 (1 + 6 + 12)
6 x 19 W (1 + 6 + (6 + 6))
6 x 19 S (1 + 9 + 9)
6 x 21 F (1 + 5 + 5 +10)
6 x 25 F (1 + 6 + 6 +12)
6 x 26 WS (1 + 5 + (5 + 5) + 10
Diâmetro Diâmetro
[mm]
[in]
3,2
4,8
6,4
8
9,5
11,5
13
14,5
16
19
22
26
29
32
35
38
42
45
48
52
54
58
60
64
1/8
3/16
1/4
5/16
3/8
7/16
1/2
9/16
5/8
3/4
7/8
1
1 1/8
1 1/4
1 3/8
1 1/2
1 5/8
1 3/4
1 7/8
2
2 1/8
2 1/4
2 3/8
2 1/2
DEM/UFRJ - Elementos de Máquinas II
Peso
aproximado
[kg/m]
0,043
0,096
0,171
0,267
0,382
0,528
0,684
0,878
1,071
1,548
2,113
2,753
3,482
4,300
5,208
6,190
7,251
8,428
9,653
11,005
12,425
13,928
15,515
17,193
Carga de Ruptura mínima efetiva – Fu
[kgf]
Improved Plow Steel
180-200 kgf/mm2
Extra Improved Plow Steel
200-230 kgf/mm2
660
1500
2660
4150
5940
8060
10410
13110
16230
23220
31390
40740
51280
62990
75790
89760
104400
120400
137600
155870
174150
194570
217000
238000
Prof. Flávio de Marco Filho
770
1730
3080
4780
6845
9250
12065
15240
18685
26670
36105
46900
58965
72485
87090
103420
119750
138800
157850
179625
200485
224070
249000
274000
138
4. Cabo de Aço polido de classificação 6 x 37 – AF
6x31 WS (1+6+(6+6)+12)
6x36 WS (1+7+(7+7)+14)
6x41 F (1+8+8+8+16)
6x41 WS (1+8+(8+ 8)+16)
6x37 W (1+6+(6+6)/18)
6x46 F (1+9+9+9+18)
6x47 WS (1+6/8+(8+8)+16)
6x49 FS (1+8+8+16+16)
Diâmetro
[mm]
4,8
6,4
8
9,5
11,5
13
14,5
16
19
22
26
29
32
35
38
42
45
48
52
54
58
60
64
Diâmetro
[in]
3/16
1/4
5/16
3/8
7/16
1/2
9/16
5/8
3/4
7/8
1
1 1/8
1 1/4
1 3/8
1 1/2
1 5/8
1 3/4
1 7/8
2
2 1/8
2 1/4
2 3/8
2 1/2
DEM/UFRJ - Elementos de Máquinas II
Peso
aproximado
[kg/m]
0,088
0,156
0,244
0,351
0,476
0,625
0,188
0,982
1,413
1,919
2,500
3,169
3,913
4,732
5,625
6,607
7,664
8,795
10,000
11,295
12,664
14,107
15,633
Carga de Ruptura mínima efetiva – Fu
[kgf]
Improved Plow Steel
180-200 kgf/mm2
1400
2480
3860
5530
7500
9710
12200
15100
21600
29200
37900
47700
58600
70500
83500
97100
112000
128000
145000
162000
181000
195000
216000
Prof. Flávio de Marco Filho
139
5. Cabo de Aço polido de classificação 6 x 37 – AACI
6x31 WS (1+6+(6+6)+12)
6x36 WS (1+7+(7+7)+14)
6x41 F (1+8+8+8+16)
6x41 WS (1+8+(8+8)+16)
6x37 W (1+6+(6+6)/18)
6x46 F (1+9+9+9+18)
6x47 WS (1+6/8+(8+8)+16)
6x49 FS (1+8+8+16+16)
Diâmetro
[mm]
Diâmetro
[in]
4,8
6,4
8
9,5
11,5
13
14,5
16
19
22
26
29
32
35
38
42
45
48
52
54
58
60
64
67
71
74
77
80
83
87
90
96
103
3/16
1/4
5/16
3/8
7/16
1/2
9/16
5/8
3/4
7/8
1
1 1/8
1 1/4
1 3/8
1 1/2
1 5/8
1 3/4
1 7/8
2
2 1/8
2 1/4
2 3/8
2 1/2
2 5/8
2 3/4
2 7/8
3
3 1/8
3 1/4
3 3/8
3 1/2
3 3/4
4
DEM/UFRJ - Elementos de Máquinas II
Peso
aproximado
[kg/m]
0,096
0,171
0,267
0,382
0,528
0,684
0,878
1,071
1,548
2,113
2,753
3,482
4,300
5,208
6,190
7,251
8,428
9,653
11,005
12,425
13,928
15,500
17,300
19,000
20,800
22,800
24,700
26,800
29,000
31,300
33,800
38,700
44,000
Carga de Ruptura mínima efetiva – Fu [kgf]
Improved Plow Steel
Extra Improved Plow Steel
180-200 kgf/mm2
200-230 kgf/mm2
1500
1730
2660
3080
4150
4780
5940
6845
8060
9250
10410
12065
13110
15240
16230
18685
23220
26670
31390
36105
40740
46900
51280
58965
62990
72485
75790
87090
89760
103420
104400
119750
120400
138800
137600
157850
155870
179625
174150
200485
194570
224070
217000
249000
238000
274000
261000
299000
285000
333000
309000
361000
336000
389000
362000
417000
389000
447000
416000
487000
445000
519000
505000
585000
569000
665000
Prof. Flávio de Marco Filho
140
DADOS DO AUTOR
Flávio de Marco Filho – Engenheiro Mecânico, D.Sc. COPPE/UFRJ- 2002; Professor
do Departamento de Engenharia Mecânica do Setor de Projeto de Máquinas e Coordenador do
Curso de Engenharia Mecânica - POLI/UFRJ.
Baixar