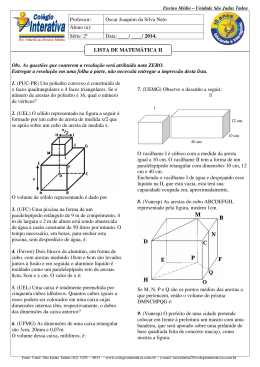
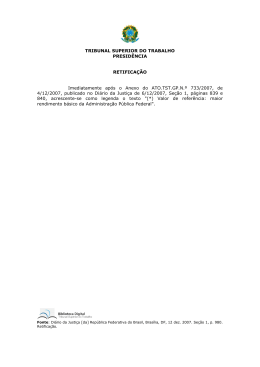
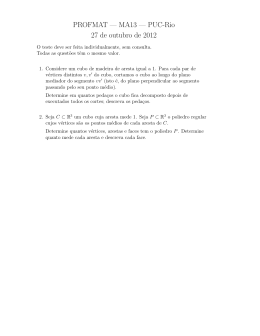
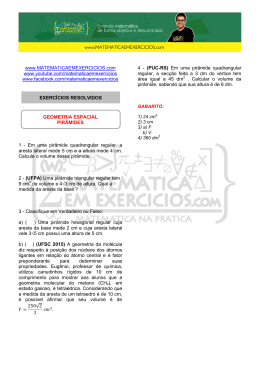
8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM PREPARAÇÃO DE ARESTAS DE FERRAMENTAS DE CERÂMICA MISTA POR RETIFICAÇÃO E SUA APLICAÇÃO NO TORNEAMENTO DE AÇO ENDURECIDO Carlos Eiji Hirata Ventura, [email protected] Berend Denkena, [email protected] 1 Departamento de Engenharia Mecânica, Universidade Federal de São Carlos, Rodovia Washington Luís, km 235, CEP: 13565-905 – São Carlos / SP – Brasil 2 Institut für Fertigungstechnik und Werkzeugmaschinen, Leibniz Universität Hannover, An der Universität 2, 30823 Garbsen – Alemanha Resumo: O torneamento de aços endurecidos tem sido cada vez mais realizado devido às vantagens oferecidas em relação ao processo de retificação. Para a usinagem desses materiais, o uso de ferramentas de cerâmica mista tem se mostrado apropriado em função da elevada resistência ao desgaste e estabilidade química, além do menor custo quando comparadas a ferramentas de CBN. Entretanto, em função da elevada fragilidade das cerâmicas mistas, sua aplicação exige uma preparação de aresta adequada a fim de se elevar sua vida. Em relação aos processos tradicionais para preparação de arestas, como o jateamento ou o escovamento, o processo de retificação possui diversas vantagens e suas particularidades serão apresentadas neste artigo. Em razão de suas limitações cinemáticas, porém, os arredondamentos da aresta não podem ser produzidos continuamente e uma discretização por meio de diversos chanfros se faz necessária. Com isso, será investigado neste trabalho o desempenho de ferramentas de cerâmica mista preparadas com arredondamentos de aresta discretos no torneamento de um aço endurecido. Neste contexto, não só a vida da ferramenta será analisada, mas também a rugosidade da peça e os esforços de corte. Assim, o trabalho tem como objetivo demonstrar o potencial do método desenvolvido para preparação de arestas por retificação. Os principais resultados mostraram que a ferramenta com aresta discretizada com três chanfros possui melhor desempenho que aquela com apenas um chanfro (utilizada como referência), levando a maior vida da ferramenta e menor rugosidade da peça. Palavras-chave: preparação de arestas, retificação, torneamento de aço endurecido 1. INTRODUÇÃO A cerâmica à base de óxido de alumínio é largamente utilizada como material de ferramenta. Com o objetivo de se melhorar suas propriedades, ela pode ser reforçada por partículas de óxido de zircônio, carboneto e nitreto de titânio (Kumar et al., 2003). Devido à sua alta dureza e resistência ao desgaste, a cerâmica à base de óxido de alumínio é um dos materiais de ferramenta mais apropriados para a usinagem de aços endurecidos. Entretanto, sua elevada fragilidade geralmente leva a resultados inconsistentes e à falha catastrófica da ferramenta (Aslan et al., 2007). De acordo com Kumar et al. (2003), o desgaste de ferramentas cerâmicas durante a usinagem de aços endurecidos é causado a partir de altas tensões na região de corte e se caracteriza principalmente pela formação de sulcos irregulares, deformados plasticamente, nas superfícies de saída e de folga. Grzesik (2009) também observou a formação dos sulcos, mas afirma que estes ocorrem parcialmente devido à abrasão e parcialmente devido à adesão do material da peça na ferramenta. Já Aslan et al. (2007) defendem que a ocorrência do desgaste de flanco está associada primariamente a lascamentos irregulares na aresta, devido à fragilidade do material da ferramenta, mas citam, ao mesmo tempo, que estes lascamentos devem ter ocorrido devido a choques e vibrações durante o processo. Adicionalmente, Aslantas et al. (2012) apontam que não só o desgaste de flanco deve ser considerado. Devido à reduzida seção do cavaco, à elevada dureza da peça, à geometria negativa da ferramenta e à elevada força passiva na usinagem de aços endurecidos, o desgaste de cratera é inevitável. Com o objetivo de se reduzir o desgaste de ferramentas cerâmicas e aumentar sua vida, um importante fator na usinagem de aços endurecidos corresponde à preparação de aresta, que visa à sua estabilização por meio da redução dos lascamentos provenientes do processo de fabricação do inserto e pela melhora do fluxo de cavaco (Byrne et al., 2003; Karpuschewski et al., 2013). Entretanto, a aplicação de ferramentas com arestas chanfradas ou arredondadas aumenta a deformação do cavaco, o que causa elevação da temperatura, dos esforços e da rugosidade da peça. Dessa maneira, a busca de certo equilíbrio, de modo que a geometria de aresta colabore com a redução do desgaste, mas não prejudique a integridade superficial da peça, é fundamental. Para a investigação do desempenho de diferentes microgeometrias, torna-se relevante sua precisa caracterização. Além de chanfros (Figura 1a), definidos por determinada largura (b) e ângulo (), e arredondamentos (Figura 1b), definidos por um raio de aresta (r), devem ser considerados ainda os arredondamentos ‘assimétricos’ (Figura 1c), já 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM que desvios de um raio exato podem influenciar o processo de corte significativamente (Denkena et al., 2007). Este último tipo de microgeometria é caracterizado por distâncias medidas entre a intersecção das tangentes das superfícies de folga e de saída e os pontos de descolamento dessas tangentes do perfil da microgeometria. Tais distâncias definem S e S, respectivamente. Neste caso, ainda pode ser determinado um fator de forma = S / S, o qual define a tendência da aresta para a superfície de saída ( > 1) ou para a superfície de folga ( < 1). Figura 1. Caracterização da geometria de aresta: (a) chanfro, (b) arredondamento simétrico e (c) assimétrico. Diferentes processos podem ser aplicados na fabricação de microgeometrias, dependendo da produtividade, precisão e geometria final. Entre esses processos estão o jateamento abrasivo, o escovamento e a retificação. Em comparação com os outros processos, a retificação apresenta algumas vantagens, as quais encorajam sua aplicação na indústria de fabricação de insertos de corte, entre elas: a aresta pode ser preparada em todo o perímetro do inserto em uma única fixação; a aresta pode ser preparada na mesma máquina onde as superfícies de folga foram retificadas, reduzindo o tempo total da cadeia produtiva; é possível a alteração dos parâmetros de retificação para otimização da qualidade da aresta sem que haja mudanças no tamanho e forma da microgeometria (Denkena et al., 2012). Tendo em vista as vantagens citadas e a importância da preparação de arestas em insertos de cerâmica, o presente trabalho apresentará as particularidades do processo de preparação de arestas por retificação e investigará o desempenho de ferramentas de cerâmica mista com arestas preparadas por este processo no torneamento de um aço endurecido. O objetivo principal consiste em se demonstrar o potencial do método desenvolvido para preparação de arestas por retificação em ferramentas de cerâmica mista. 1.1. Preparação de arestas por retificação Para a análise da cinemática da retificadora utilizada, três eixos devem ser considerados (Figura 2a): o eixo X, que permite o movimento de avanço do rebolo; o eixo B, que inclina o inserto e permite a retificação de chanfros; o eixo C, que rotaciona o inserto para que todo seu perímetro possa ser retificado, inclusive os raios de ponta. A combinação de diferentes movimentos possibilita a produção de uma microgeometria uniforme ao longo da periferia do inserto. Entretanto, um arredondamento de aresta contínuo na região do raio de ponta não pode ser realizado, pois para isso seria necessária a oscilação do eixo B durante a rotação do eixo C, movimento não permitido pela máquina. Uma alternativa a essa limitação consiste na discretização do raio de aresta por meio de chanfros (Figura 2b). Isso pode ser feito fixando-se o eixo B em diferentes posições e, para cada uma delas, rotacionando o eixo C continuamente. O modelo matemático utilizado para descrever o perfil da microgeometria, assim como para calcular os valores das larguras e ângulos dos chanfros é descrito por Denkena et al. (2013). A prevenção de cantos vivos na discretização da curva deve ser feita por meio da escolha adequada do número de chanfros e dos parâmetros que caracterizam o perfil. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Figura 2. Representação da (a) cinemática da máquina e da (b) discretização de um arredondamento de aresta. 2. MATERIAIS E MÉTODOS Arestas de insertos de cerâmica mista (Al2O3 + TiC + ZrO2), com geometria SNGN120408, foram preparadas por retificação plana de mergulho em uma retificadora com cinco eixos, modelo Wendt WAC 715 Centro, com velocidade de rotação máxima de 1625 min-1 e potência máxima de 3 kW. Foram utilizados rebolos de diamante, com tamanho de grão D15, ligante vitrificado e concentração C120. A fim de se evitar desvios de forma da ferramenta abrasiva, o rebolo era dressado antes da preparação de cada inserto por um rolo de dressagem de óxido de alumínio (Al2O3), com velocidade de vfad = 3 µm/s durante 5 s. Os parâmetros de retificação foram mantidos constantes, sendo a velocidade de corte vc = 25 m/s, a velocidade de avanço axial vfa = 4 mm/min e a velocidade de rotação do inserto vR = 2.778 º/min. As microgeometrias produzidas e aplicadas no torneamento do aço 16MnCrS5 (dureza de 60 2 HRC) possuem os seguintes valores nominais: fator de forma = 2, S = 50 µm e S = 100 µm e foram discretizadas por um, três e cinco chanfros, de acordo com a Figura 3. Os testes foram realizados a seco em um torno CNC Gildemeister MD10S, o qual possui velocidade de rotação máxima de 10.000 min-1 e potência máxima igual a 50 kW. Os parâmetros de corte foram mantidos constantes: velocidade de corte vc = 100 m/min, avanço f = 0,1 mm, profundidade de corte ap = 0,1 mm. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Figura 3. Microgeometrias preparadas para testes de torneamento. Com o objetivo de se comparar apenas o desempenho das microgeometrias fabricadas, desconsiderando a influência do desgaste, os valores de força e de rugosidade gerados por cada microgeometria foram medidos após um tempo de corte igual a 2 min. Cada teste foi reproduzido uma vez, sempre com ferramentas novas. Os valores médios e os respectivos desvios foram utilizados para avaliação. As forças foram adquiridas por um dinamômetro piezoelétrico triaxial Kistler 9129AA, conectado a um condicionador de sinais Kistler 5015. Este último foi ligado a um computador com o software LabView®, responsável pelo tratamento dos dados. O sinal foi adquirido a uma taxa de 2.500 Hz, passando por um filtro passa-baixa, com frequência de corte de 1.000 Hz. A rugosidade média Ra foi utilizada para a caracterização da superfície torneada. Este parâmetro foi medido por um rugosímetro portátil Hommeltester T500, com um cut off de 0,8 mm. A peça foi medida em três posições radiais, distantes entre si de 120º. Para a comparação da vida das ferramentas preparadas com diferentes microgeometrias, foi adotado como critério de fim de ensaio um caminho de corte de 1.000 mm. A cada 200 mm o processo era interrompido para medição do desgaste de flanco. Caso este alcançasse 0,3 mm, uma trinca fosse verificada ou a ferramenta quebrasse, o ensaio era parado. 3. RESULTADOS E DISCUSSÃO Diferentes microgeometrias influenciam principalmente o escoamento e a deformação do cavaco durante o corte. Assim, levam a alterações das forças de usinagem, da vida da ferramenta e da qualidade superficial da peça. O aumento do número de chanfros na discretização da microgeometria melhora o arredondamento, reduzindo os cantos vivos na aresta, mas dificultando a remoção do material devido à menor afiação da ferramenta. Esse último fator aliado ao aumento do comprimento de contato ferramenta-peça e, consequentemente, do atrito na região de corte, eleva os esforços, conforme mostrado na Figura 4a. Deve-se ressaltar aqui a predominância da força passiva, devido à baixa profundidade de corte utilizada, que faz com que o corte ocorra na região do raio de ponta do inserto e grande parte da força seja direcionada perpendicularmente ao plano de trabalho, situação comum no torneamento de aços endurecidos. Com isso, observa-se também sua maior sensibilidade à variação da microgeometria. Esperava-se que a maior deformação do cavaco causada pelas ferramentas com microgeometrias discretizadas com maior número de chanfros prejudicasse a qualidade superficial, aumentando os valores de rugosidade média, porém o oposto foi observado na Figura 4b. O maior valor médio de rugosidade, assim como o maior desvio padrão, ambos gerados pela ferramenta preparada com um único chanfro, podem ter ocorrido em função da maior rugosidade na aresta entre a superfície do chanfro e a superfície de folga. Sendo a cerâmica mista um material frágil, a ocorrência de microlascamentos (Figura 4c) durante a retificação do inserto é bastante frequente e não só prejudica a rugosidade da peça, mas também reduz a resistência da ferramenta ao desgaste. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Figura 4. (a) Forças de usinagem e (b) valores de rugosidade gerados por ferramentas com arredondamentos de aresta discretizados com diferente número de chanfros, assim como (c) microlascamentos após preparação do inserto com único chanfro. Entre as microgeometrias com três e cinco chanfros, nenhuma diferença é notada tanto em relação aos esforços de corte, como em relação à rugosidade. Isso mostra que uma melhor aproximação da curva do arredondamento da aresta por meio de maior número de chanfros já não prejudica o processo devido à elevação dos esforços ou contribui para a redução da rugosidade. Em termos de desgaste da ferramenta, entretanto, nota-se na Figura 5 que, após um tempo de corte de aproximadamente 10,5 min, houve formação de trincas e consequente falha da ferramenta cuja aresta foi discretizada por cinco chanfros, enquanto um desgaste de flanco regular e lascamentos menores podem ser observados na ferramenta com aresta discretizada por três chanfros, sendo o corte interrompido, neste último caso, após a ferramenta ter percorrido um caminho de 1.000 mm (aproximadamente 17,5 min), conforme critério de fim de ensaio definido previamente. Figura 5. Curvas de desgaste de ferramentas com arredondamentos de aresta discretizados com diferente número de chanfros. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Em ambas as situações (três e cinco chanfros) verificou-se também a formação de entalhes nos limites da região de corte e reduzido desgaste de cratera na superfície de saída. Os desgastes de flanco e de cratera podem ter ocorrido devido ao efeito abrasivo de partículas duras desprendidas da ferramenta, enquanto os entalhes, nos dois lados do desgaste de flanco, podem ser atribuídos ao efeito também abrasivo do escoamento do cavaco serrilhado, recorrente no torneamento de aços endurecidos. A partir da Figura 6, verifica-se que a discretização da aresta com cinco chanfros aumenta o contato ferramentapeça e favorece a compressão do material em frente à aresta, reduzindo a ação de corte e aumentando a pressão local. Esse fenômeno pode ter contribuído para a falha prematura da ferramenta com aresta preparada com cinco chanfros. Figura 6. Condições de contato entre peça e ferramentas com arredondamentos de aresta discretizados com diferente número de chanfros. Após aproximadamente 7 min, também foi observada falha da ferramenta preparada com único chanfro. Além dos microlascamentos resultantes do processo de retificação, a aresta é fragilizada devido à sua geometria, a qual faz com que a maior parte dos esforços seja direcionada de forma aproximadamente paralela à superfície de folga (Figura 6), causando um momento sobre a extremidade da ferramenta. 4. CONCLUSÕES A partir dos resultados obtidos, pode-se concluir que o arredondamento de aresta discretizado com três chanfros se mostrou mais adequado em termos de rugosidade e vida da ferramenta, quando comparado ao arredondamento de aresta discretizado com cinco chanfros e à ferramenta de referência, preparada com chanfro único. Esta última, embora tenha gerado menores esforços, gerou maior valor de rugosidade na peça, devido aos lascamentos na aresta após a retificação do inserto, e apresentou falha prematura, devido à menor capacidade de suportar a carga aplicada, tendo em vista a direção dos esforços atuantes sobre a aresta. Já o arredondamento discretizado com cinco chanfros apresentou valores de força e rugosidade semelhantes ao discretizado por três chanfros, mas o aumento do contato ferramenta-peça e a compressão do material em frente à aresta levaram à fratura da ferramenta antes desta atingir o critério de fim de ensaio. Assim, demonstra-se o potencial do método desenvolvido para preparação de arestas por retificação, tendo o arredondamento discretizado com três chanfros apresentado desempenho superior em relação à vida da ferramenta e rugosidade da peça no torneamento de um aço endurecido com ferramenta de cerâmica mista. 5. AGRADECIMENTOS Os autores agradecem o suporte financeiro fornecido pela Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES) durante o período de realização deste trabalho. 6. REFERÊNCIAS Aslan, E., Camuscu, N., Birgören, B., 2007, “Design optimization of cutting parameters when turning hardened AISI 4140 steel (63 HRC) with Al2O3 + TiCN mixed ceramic tool”, Materials & Design, Vol. 28, pp. 1618-1622. Aslantas, K., Ucun, I., Çicek, A., 2012, “Tool life and wear mechanism of coated and uncoated Al2O3/TiCN mixed ceramic tools in turning hardened alloy steel”, Wear, Vol. 274-275, pp. 442-451. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Byrne, G., Dornfeld, D., Denkena, B., 2003, “Advancing cutting technology”, Annals of the CIRP, Vol. 52, pp. 483507. Denkena, B., Köhler, J., Ventura, C.E.H., 2012, „Optimierte Herstellung von Schneidkanten-Mikrogeometrien“, VDI-Z Special Werkzeug, Vol. 1, pp. 34–37. Denkena, B., Köhler, J., Ventura, C.E.H., 2013, “Customized cutting edge preparation by means of grinding“, Precision Engineering, Vol. 37, pp. 590-598. Denkena, B., Kramer, N., Siegel, F., Kästner, J., 2007, „Leistungsoptimierung an der Schneidkante“, VDI-Z Special Werkzeug, pp. 24–26. Grzesik, W., 2009, “Wear development on wiper Al2O3-TiC mixed ceramic tools in hard machining of high strength steel”, Wear, Vol. 266, pp. 1021-1028. Karpuschewski, B., Schmidt, K., Prilukova, J., Beno, J., Manková, I., Hieu, N.T., 2013, “Influence of tool edge preparation of ceramic tool inserts when hard turning”, Journal of Materials Processing Technology, Vol. 213, pp. 1978-1988. Kumar, A.S., Durai, A.R., Sornakumar, T., 2003, “Machinability of hardened steel using alumina based ceramic cutting tools”, International Journal of Refractory Metals & Hard Materials, Vol. 21, pp. 109-117. 7. DIREITOS AUTORAIS Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho. CUTTING EDGE PREPARATION OF MIXED CERAMIC INSERTS BY MEANS OF GRINDING AND ITS APPLICATION IN HARD TURNING Carlos Eiji Hirata Ventura, [email protected] Berend Denkena, [email protected] 1 Departamento de Engenharia Mecânica, Universidade Federal de São Carlos, Rodovia Washington Luís, km 235, CEP: 13565-905 – São Carlos / SP – Brasil 2 Institut für Fertigungstechnik und Werkzeugmaschinen, Leibniz Universität Hannover, An der Universität 2, 30823 Garbsen – Alemanha Abstract: Hard turning has been increasingly applied due to its advantages in comparison to grinding process. For the machining of hardened materials, the use of mixed ceramics cutting tools has proven to be suitable due to their high wear resistance and chemical stability, as well as the lower cost when compared to CBN tools. However, due to the high brittleness of mixed ceramics, their application requires an adequate edge preparation in order to increase tool life. Compared to traditional edge preparation processes, such as abrasive blasting or brushing, grinding process has several advantages and its features will be presented in this article. Because of its kinematic limitations, however, a continuous edge rounding cannot be produced and the discretization of the rounding by several chamfers is necessary. Thereby, the performance of mixed ceramic cutting tools, prepared with discretized rounded edges, in hard turning will be investigated in this paper. In this context, not only the tool life will be analyzed, but also the workpiece surface roughness and the cutting forces. Thus, the paper has the goal to demonstrate the potential of the developed method for preparing cutting edge by grinding. Main results showed that the tool discretized by three chamfers has better performance than that with only one single chamfer (used as reference), leading to an increased tool life and lower surface roughness. Keywords: cutting edge preparation, grinding, hard turning RESPONSIBILITY NOTICE The authors are the only responsible for the printed material included in this paper.
Baixar