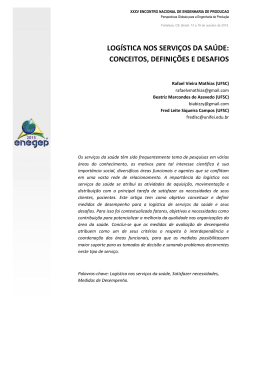
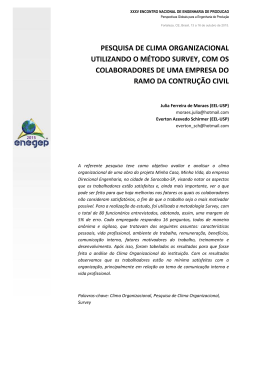
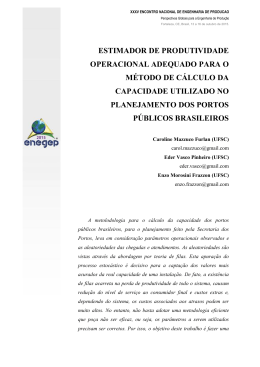
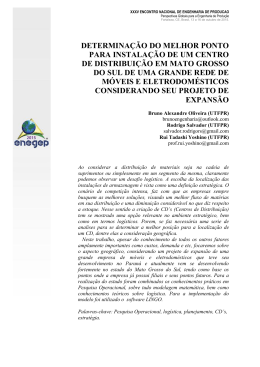
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. ANÁLISE DO TEMPO DE TRAILER QUE ANTECEDE AS SESSÕES DE CINEMA: UMA APLICAÇÃO EM CONTROLE ESTATÍSTICO DA QUALIDADE. Marcos Paulo Macieira Avelar (IFES) [email protected] Breno Braganca Vasconcelos (IFES) [email protected] Paulo Roberto Avancini (IFES) [email protected] Esse trabalho apresenta uma aplicação de uma das sete ferramentas da qualidade, a carta de controle, em um cinema da cidade de Vila Velha, Espírito Santo. O mesmo tem como objetivo verificar se o tempo total de exibição dos trailers que antecedem os filmes estão sob controle estatístico e se esses atendem o padrão de qualidade que os usuários do mesmo julgam como ideal. Com isso, buscar-se analisar a capabilidade do processo de uma empresa prestadora de serviço do ramo de entretenimento. Palavras-chave: Controle Estatístico da Qualidade, Gestão da Qualidade, Controle Estatístico de Processos, Cinema, Entretenimento, CEQ, CEP. XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. 1. Introdução As Cartas de Controle são ferramentas utilizadas no monitoramento de processos, podendo ser de bens ou serviços. Elas são alimentadas com dados que são obtidos através de medições de variáveis que influenciam a qualidade do que se quer verificar, como, por exemplo, espessura, número de defeitos, densidade, e tempo. As medições são realizadas em intervalos de tempo preestabelecidos e registradas em um documento, onde o resultarão em gráficos temporais. O resultado gráfico de uma Carta de Controle apresenta no eixo vertical a variável a ser estudada e no eixo horizontal a frequência em que a medição é realizada, sendo marcados pontos em suas intercessões que serão ligados em um gráfico de linha. O gráfico também apresenta os limites inferior e superior, determinados através de cálculos adequados ao tipo da coleta de dados ou a uma especificação técnica, além de uma linha horizontal que representa a média dos pontos (CAMPOS, 2004). Segundo Campos (2004), os pontos marcados no gráfico serão analisados conforme os limites inferior e superior. Para que o processo esteja sob controle estatístico todos os pontos devem estar dentro dos limites. Caso algum ponto ultrapasse os limites conclui-se que o processo está fora de controle estatístico e, portanto, é necessário analise que determine a existência de causas especiais de variabilidade anômalas ao processo estudado. Vários outros diagnósticos podem ser obtidos através das Cartas de Controle, sendo assim uma ferramenta muito útil aos gestores de empresas. Essa ferramenta é simples e eficaz, e por essa razão muito utilizada na prática. Conforme Montgomery (1996), existem cinco fatos para sua aceitação: técnica comprovada na melhoria de produtividade; eficaz na identificação prévia de problemas; poupa gastos com ajustes irrelevantes; apresenta dados confiáveis; fornece informações sobre a capacidade dos processos. Entendida a aplicabilidade das Cartas de Controle, objetiva-se com essa pesquisa aplicar essa ferramenta e identificar o padrão de qualidade que os usuários de uma empresa de cinema da cidade de Vila Velha no Espirito Santo julgam como ideal em relação ao tempo total de exibição de trailers que antecedem as sessões de cinema. Além disso pretende-se também a partir disso 2 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. analisar se os filmes em exibição estão atendendo esse padrão de qualidade e também abrir a possibilidade para novas pesquisas nessa área. 2. Referencial teórico 2.1. Cinema e entretenimento O cinema é uma forma de entretenimento. Este nos proporciona uma fuga do mundo cotidiano e nos tira o peso dos sofrimentos desse dia-a-dia, num momento que acontece desde as civilizações mais antigas. O entretenimento, todas as vezes, garantirá que irá satisfazer um desejo ou um sonho, ou tirará dos momentos de ócio seus pesos e dores. Em todos os serviços ou produtos, o entretenimento se tornou uma parte quase inerente aos mesmo, podendo determinar se será um sucesso ou não o mesmo. Este fator, o entretenimento, virou um elemento de extrema importância para se ter consumidores e gerar novas oportunidades de empreendimentos (TRIGO, 2003). Para Bendassoli et al. (2009), pode-se constatar, através das literaturas, que o cinema se encaixa em uma indústria criativa, onde essa possui quatro pilares principais. Primeiro, o elemento central da mesma é a criatividade. Depois, os objetos culturais são a tradução da cultura nessa indústria. Terceiro, a mesma transforma elementos de cultura em valor econômico, advindo da propriedade intelectual. Por último, é notável nessa a congruência entre negócios, artes e tecnologia. Segundo Ortiz Ramos e Bueno, (2001) a produção cinematográfica é um caso exemplar de solidez da economia da cultura e do entretenimento. A expansão do cinema teve início na década de 20, nos Estados Unidos, logo após a grande crise de 29. Ao final dessa mesma década a indústria do cinema já se tornava a 14ª em volume de produção e a 11ª em patrimônio, nos Estados Unidos. 2.2. Controle estatístico da qualidade e cartas de controle Para Taguchi (1990), um produto ou serviço para ter qualidade, precisa atender perfeitamente às caracterizações e especificações, alcançando os números desejados com menos variabilidade possível. O controle estatístico do processo (CEP) é uma metodologia de estatística aplicada à produção das industrias, seja ela de produto ou serviço, que dá a oportunidade de reduzir de 3 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. maneira sistêmica a variabilidade do processo, fazendo com que a confiabilidade, a produtividade e a qualidade do que se está produzindo seja melhorada (RIBEIRO e TEN CATEN, 2012). Segundo Slack et al. (2002), diz que o controle estatístico do processo (ou da qualidade), verifica através de amostra, se as operações está sobe controle. Essa verificação, e consequentemente análise, é feita e monitorada através de cartas de controle. A mesma se dá através de coletas de dados ao longo de um período, checando se o processo está funcionando, ou seja, tendo um desempenho dentro de controle ou não. As cartas de controle, segundo Werkema (2006), têm por finalidade o auxílio, como uma ferramenta, da coleta de dados resultantes de uma amostra, mudando a forma de análise de detecção final de itens defeituosos por uma metodologia que acompanha todo o processo, evitando o refugo e o retrabalho, visando sempre a qualidade através de estudos e prevenção das inconformidades. Existem vários modelos de cartas de controle, e essas podem ser combinadas de diversas maneiras para atender os requisitos das empresas. Os dois grupos gerais das cartas de controle são as Cartas para Variáveis e as Cartas para Atributos. Essa diz a respeito das características mensuráveis de forma quantitativa. Já aquela, controla características que se comparam a um certo padrão, por isso assumem apenas valores discretos (SAMOHYL, 2009). Para Montogomery (2004), no grupo das cartas de controle por variáveis estão as cartas de médias e amplitudes, medianas e amplitudes, médias e desvio padrão e medidas individuais e amplitudes móveis. Esses estão organizadas em duplas para uma complementação, onde se fosse utilizada apenas uma a análise dos dados não seria de muita precisão. A carta de controle da média procura acompanhar a centralidade. Para verificar o valor que divide os demais valores em dois grupos, utiliza-se a carta da mediana. As cartas mais utilizadas no Controle Estatístico de Processos são as cartas de desvio-padrão, que verifica a dispersão dos dados em relação à média, e a carta da amplitude, que busca monitorar o quão distante estão os resultados do processo (RAMOS, 2000) O outro grande grupo, das cartas de controle por atributos, contempla as cartas de proporção de não conforme, número de não conforme, número de não conformidades e média de não conformidade, segundo Costa et al. (2004). Ainda segundo Costa et al. (2004), essas cartas são 4 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. utilizadas em situações específicas onde, por exemplo, os defeitos são pequenos, a ponto de não inutilizar o produto. 3. Metodologia Após uma revisão teórica sobre o assunto, foi realizado um estudo de caso em uma empresa de cinema que atua na região da Grande Vitória no Espírito Santo. Essa empresa opera em um influente Shopping, e portanto, pode ser considerada como uma empresa tipo âncora. Para verificar a relevância da pesquisa, elaborou-se uma enquete online no site Typeform e divulgado através do Facebook (ANEXO A). Depois de dois dias de divulgação e alcançando o total de 260 respostas, encerrou-se o questionário pois entendeu-se como satisfatório os dados recebidos. A escolha dessa empresa deu-se ao fato de ser uma referência na prestação desse tipo de serviço à população da Grande Vitória, além de ser localizado em um famoso shopping da região a qual é muito frequentado. Participando da dinâmica de trabalho em um domingo, dia onde o movimento é grande, os pesquisadores puderam medir e analisar, de forma quantitativa, o tempo de trailer que antecede todos os filmes em exibição. Paralelamente foi realizada uma pesquisa com uma quantidade de clientes, previamente determinado através de cálculo estatístico, onde, através de um questionário semiestruturado (ANEXO B), possibilitou a coleta de dados em relação ao tempo ideal de trailer. Primeiramente realizou-se uma entrevista com a gerente onde objetivou-se explicar a motivação da pesquisa, os objetivos e como tudo isso traria benefícios à empresa, pois permitiria conhecer um pouco mais sobre o perfil de seus clientes. Nessa entrevista os pesquisadores também questionaram pontos importantes que os auxiliariam, como frequência de público, dias de maior movimento, média de frequentadores e se existia algum padrão que determinasse um tempo mínimo ou máximo de trailers. Através de uma tabela elaborada a partir das informações disponíveis no site da empresa, foram listados os filmes em exibição e também o horário de início de cada sessão. Utilizando um cronômetro um pesquisador mediu o tempo de exibição de trailers em todas as opções de filmes em exibição. 5 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. A entrevista com o público deu-se através de abordagem após a saída do cliente da bilheteria onde se obteve dados a respeito do tempo mínimo e máximo de trailers que o mesmo considerasse ideal, qual filme ele iria assistir e qual a frequência, em média, que ele ia a cinemas durante um mês. Esses dados foram anotados pelos pesquisadores em uma tabela semiestruturada (ANEXO B). De posse de todos os dados recolhidos no dia da pesquisa, foi possível fazer a análise dos mesmos. Primeiramente foi realizada a digitalização dos dados em uma planilha eletrônica e através daí possibilitou-se o diagnóstico das informações focando no objetivo da pesquisa que é a aplicação da ferramenta Carta de Controle para identificar o tempo dos trailers que são exibidos ao público e também determinar o que os clientes julgam como ideal, portanto, verificar se o que está acontecendo atende o padrão de qualidade dos consumidores desse tipo de serviço. Existem vários tipos de Carta de Controle disponíveis e várias metodologias que se aplicam em diferentes situações. Segundo Costa et al (2004) em casos onde o tamanho de lote é individual, ou seja, igual a um, utiliza-se a Carta de Controle pelas Medidas Individuais, e como não é possível definir a variabilidade através da amplitude e desvio padrão, utiliza-se a Carta Amplitude Móvel, casos aplicáveis à proposta do artigo. As tabelas de apoio ao cálculo se encontram no ANEXO C. 4. Resultados e discussões 4.1. Questionário online Os pesquisadores, a princípio, se questionaram a respeito da relevância da pesquisa, ou seja, se os clientes realmente se incomodavam com o total de tempo de trailer que antecediam as sessões de cinema. Por isso formulou-se uma enquete online, onde a divulgação foi feita pelo Facebook, com a intenção de descobrir tal porcentagem. Essa enquete ficou ativa por dois dias onde 260 pessoas de diversas partes do Brasil a responderam. Nesse questionário foi feita a seguinte pergunta “Você dá importância para o tempo total de exibição de trailers que antecedem as sessões de cinema?”, com a seguinte observação “Te 6 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. incomoda se o tempo total dos trailers for longo ou isso é irrelevante para você?”. A Tabela 1 apresenta os resultados. Tabela 1 – Resultado da Enquete Online Não, eu não me importo com o tempo total de exibição de 156 respostas 60% 104 respostas 40% trailers. Sim, eu me importo com o tempo total de exibição de trailers. Fonte: Própria autoria Do total de 260 respostas, podemos ver que 156, que representa 60%, disseram não se importar com o tempo total de exibição dos trailers que antecedem as sessões de cinema, ao contrário de 104 respostas, que representam 40%. Conforme Falconi (2004), qualquer empresa que deseja sobreviver no mercado competitivo atual deve se atentar para os padrões de qualidade estabelecidos pelo cliente, portanto entendeu-se que 40% dos clientes, mesmo não sendo a maioria, representam uma fatia expressiva do seu total, ou seja, deve-se desenvolver na empresa um padrão nos serviços amplo o bastante que atinja também esse grupo de forma que eles possam perceber a qualidade e se satisfazerem plenamente. Portanto a aplicação das Cartas de Controle nesse tipo de atividade é válida, pois ela retornaria o que está sendo oferecido ao público e o que o ele juga como ideal. 4.2. Reunião com a gerência Os pesquisadores procuraram a Gerência do Cinema uma semana antes da coleta dos dados para entender como funcionava a rotina do local. Lá eles contaram com o apoio e compreensão da gerente, bem como acesso aos locais de coleta de dados. Na reunião foi esclarecida a relevância da pesquisa, bem como o resultado que ela apresentaria a empresa, dessa forma auxiliando-a na tomada decisões estratégicas. Também foi possível estabelecer os dias de maior movimento, compreendendo assim o sábado e o domingo com média de público de 1600 pessoas, e o fluxo do processo de serviço da empresa que está representado abaixo. 7 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Fluxograma 1 - Mapa do Processo Fonte: Própria autoria A partir desses dados obtidos na entrevista, foi montada uma planilha com os filmes em exibição, e também o horário de início de cada um, de forma que fosse possível a cronometragem do tempo de trailer de todos eles no decorrer do dia, conforme apresentando na Tabela 2. Tabela 2 - Relação entre filmes e horário de início das sessões Legenda do Filme Início da Sessão Legenda do Filme Início da Sessão A 13:40 G 16:10 B 17:10 H 13:05 C 21:20 I 18:30 D 14:15 J 15:15 E 15:00 K 21:00 F 21:30 Fonte: Própria autoria 4.3. Cronometragem O objetivo de cronometrar o tempo de cada sessão é estabelecer os Limites Superiores e Inferiores de Controle, dessa forma representando a situação real. Nessa análise também será 8 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. possível visualizar se, de acordo com a metodologia, o sistema se encontra sob controle estatístico da qualidade. A Tabela 3 apresenta os tempos cronometrados dos trailers antecedentes a todos os filmes em exibição, sendo que o filme “H” não apresenta valor devido no dia da cronometragem ele ter tido apenas uma sessão à qual não houve público, dessa forma impossibilitando a medição. Para efeito de cálculos, será considerado o tamanho de amostra como 10, já que o filme citado não foi possível a realização da medição. Tabela 3 - Cronometragem dos filmes em exibição Legenda do Filme Tempo (segundos) Legenda do Filme Tempo (segundos) A 240 F 805 B 447 G 330 C 711 I 292 D 833 J 597 E 636 K 320 Fonte: Própria autoria Conforme a metodologia, para uma medição unitária, ou seja, que o tamanho da amostra tem valor unitário, a carta a ser usada é a Carta de Controle por Medida Individual e Amplitude Móvel descrita nas fórmulas abaixo (os valores tabelados encontram-se no ANEXO D). Portanto, para a presente situação, escolheu-se a utilização dessa carta, pois o tempo total de trailer para cada filme não varia, ou seja, é único para cada filme. Gráfico da Medida Individual Gráfico da Amplitude Móvel 9 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Onde: LSC: Limite Superior Calculado E2 = Constante tabelada LM: Limite Médio rm = Média da Amplitude Móvel LIC: Limite Inferior Calculado D3 = Constante tabelada x = Média dos valores individuais D4 = Constante tabelada Constantes na tabela de apoio (ANEXO C). Portanto: Medida Individual Amplitude Móvel Com esses dados foi possível a geração da Carta de Controle por Medida Individual, como apresentado no Gráfico 1. Gráfico 1 - Gráfico das Medidas Individuais 10 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Fonte: Própria autoria Através do gráfico das Medidas Individuais podemos identificar que o processo se encontra fora de controle estatístico. Os filmes A, D, F e I encontram-se fora dos Limites Superiores e Inferiores de Controle. Além disso a dispersão de dados se apresentam distantes do Limite Médio, o que também é uma indicação de descontrole. O gráfico ideal seria aquele que apresentasse os pontos próximos ao LM e também entre os LSC e LSI. O Gráfico 2 apresenta a Carta de Controle por Amplitude Móvel, também gerada a partir dos dados coletados com a cronometragem. Gráfico 2 - Gráfico da Amplitude Móvel 11 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Fonte: Própria autoria Através desse gráfico podemos concluir que o processo também se encontra fora de controle estatístico, já que os filmes G e I se encontram fora dos LSC e LIC. Já a dispersão dos pontos em relação ao LM, diferente do primeiro gráfico, apresenta uma proporção satisfatória. 4.4. Entrevista aos clientes O objetivo de entrevistar os clientes do cinema foi identificar qual o tempo de trailer eles julgam ideal para anteceder as sessões de cinema. Para isso eles foram entrevistados após a compra do ingresso mediante um questionário semiestruturado (ANEXO B) onde foram convidados a responder 4 perguntas. Primeiramente foi necessário saber a quantidade de pessoas que deveriam ser entrevistada. Para estatística, isso representa determinar o tamanho da amostra de uma população, ou seja, para o caso estudado amostra é o número de entrevistados e a população o número médio de clientes por final de semana. Foi necessário calcular o tamanho da amostra para uma população finita. Com isso, a fórmula utilizada para esse cálculo está representada abaixo. 12 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Onde: n: tamanho da amostra calculada p: probabilidade de sucesso N: tamanho da população q: probabilidade de fracasso Z: grau de confiança normalizado e: erro amostral Para efeito de cálculo, quando não se tem p e q, são atribuídos o valor de 0,5 para as duas variáveis (SAMOHYL, 2009). Conforme informado pela gerente, o público médio de um final de semana é de 1600 pessoas, N = 1600. A literatura mostra que um erro amostral de mais ou menos 5% é uma boa margem a ser utilizada, assim como um grau de confiança de 90%, com isso, no caso do estudo foi utilizado, respectivamente, Z = 1,645 e e = 5%. Portanto tem-se: Com um arredondamento superior, obtêm-se: Para facilitar a pesquisa, cada entrevistador ficou responsável por entrevistar 120 pessoas, num total de 240 pessoas, onde seu resultado segue abaixo. Gráfico 3 - Tempo Mínimo e Máximo ideais segundo os Clientes 13 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Fonte: Própria autoria No Gráfico 3 podemos ver a proporção de respostas para cada sugestão de tempo ideal. Os Gráficos 4 e 5 apresentam o Pareto onde nele é possível de visualizar quais são os tempos relevantes a serem considerados. Gráfico 4 - Pareto - Tempo Máximo Fonte: Própria autoria 14 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Para 88,33% dos entrevistados, o tempo máximo ideal de exibição de trailers varia entre 5 a 15 minutos, sendo assim, por média ponderada, o Limite Superior Especificado fica sendo 567 segundos. Gráfico 5 - Pareto - Tempo Mínimo Fonte: Própria autoria Para a 87,08% dos entrevistados o tempo mínimo ideal de exibição de trailers está entre 5 e 10 minutos, portanto, também tirando a média ponderada desses valores, concluiu-se que o Limite Inferior Especificado é de 431 segundos. Reutilizando os dados da Tabela 3 podemos montar um novo gráfico porém agora utilizando os LSE e LIE determinados através da entrevista com os clientes. O Gráfico 6 apresenta uma nova Carta de Controle por Medida Individual. Gráfico 6 - Carta de Controle com Limites Especificados pelos Clientes 15 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Fonte: Própria autoria Esse gráfico nos mostra como a maioria dos pontos estão fora dos limites que os clientes do cinema julgam como ideais para o tempo total de exibição de trailers. Gráfico 7 - Frequência Média de idas ao cinema por mês Fonte: Própria autoria A pesquisa também se preocupou em traçar o perfil do cliente em relação a frequência que ele vai a algum cinema da região, conforme apresentado no Gráfico 7. Podemos ver que a maioria 16 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. costuma ir 1 vez ao mês (25,83%), porém o intervalo mais representativo está entre 1 vez e 4 vezes ao mês com o total de 84,58%. 5. Conclusão As utilidades dos diversos tipos de Carta de Controle são muito importantes para qualquer empresa de bens ou serviços, pois com essa ferramenta é possível a visualização do processo e também se ele está dentro dos limites de controle, seja ele o limite calculado ou o especificado pelo cliente. Dessa forma convém aos gestores das empresas dominarem essa metodologia para que seus resultados os ajudem a tomada de decisão estratégica quanto a situação presente e futura de suas organizações. A pesquisa apresentou a utilização de Carta de Controle em uma empresa do ramo de cinema localizada na cidade de Vila Velha, na região da Grande Vitória no Espirito Santo. No que se refere ao tempo total de trailers que são exibidos antes das sessões de cinema, foi verificado se esse tempo está sob controle estatístico da qualidade e da mesma forma se atende aquilo que os seus clientes esperam como ideal. Como pôde-se observar nos Gráficos 1 e 2 a empresa apresentou pontos fora do limite de controle além de uma grande dispersão em relação à média, isso indica que os tempos de trailer que atualmente são exibidos aos clientes estão fora de controle. Em níveis estratégicos a empresa deve se atentar para esse fato já que para se manter competitiva no mercado o cliente deve estar plenamente satisfeito para que volte sempre a utilizar seus serviços. O Gráfico 6 apresenta uma situação mais delicada pois mostra como os limites de controle especificados pelo cliente são menores, e, dessa forma, mais pontos ficaram fora deles. Esse fato deve alertar a Gerência da empresa para melhorar a distribuição dos trailers de uma maneira mais otimizada e padronizada, para que assim atenda o que o cliente espera. Como fator limitador dessa pesquisa encontrou-se dificuldade no acesso a mais empresas do ramo cinematográfico da região. A princípio pretendia-se a aplicação da metodologia em pelo menos um cinema de cada cidade da Grande Vitória, porém apenas a empresa de Vila Velha se mostrou receptiva ao trabalho. 17 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Por fim como proposta de trabalhos futuros sugere-se a tentativa de abranger a pesquisa aplicando metodologia semelhante a mais empresas de cinema, de forma que possa representar de forma mais fiel o perfil dos clientes de uma região metropolitana. As Cartas de Controle também podem ser empregadas para medir o nível de satisfação em outras áreas, como forma de identificar, por exemplo, a qualidade no atendimento dos funcionários, ou até mesmo o conforto do ambiente percebido pelo cliente. 6. Referências BENDASSOLLI, P. F. et al . Indústrias criativas: definição, limites e possibilidades. São Paulo, v. 49, n. 1, mar. 2009. Disponível em <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0034- 75902009000100003&lng=pt&nrm=iso>. acessos em 16 nov. 2014. CAMPOS, V. F. TQC - Controle da Qualidade Total (No estilo japonês). 8 ed. Minas Gerais: EDG, 2004. COSTA, A. F. B; et al. Controle Estatístico de Qualidade. São Paulo: Atlas, 2004. MONTGOMERY, D.C. Introduction to Statistical Quality Control. 3 ed. New York: John Wiley & Sons, Inc, 1996. NEUBAUER, D. V. Manual on Presentation of Data and Control Chart Analysis. 8 ed. West Conshohocken, PA: ASTM International, 2002. ORTIZ RAMOS, J. M.; BUENO, M. L. Cultura audiovisual e arte contemporânea. São Paulo Perspec., São Paulo , v. 15, n. 3, jul. 2001 . Disponível em <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0102- 88392001000300003&lng=pt&nrm=iso>. acessos em 16 nov. 2014. RAMOS, A. W. CEP para processos contínuos e em bateladas. São Paulo: Edgard Blucher, 2000. RIBEIRO, José Luis Duarte e TEN CATEN, Carla Schwengber. Série monográfica Qualidade Controle Estatístico do Processo: Cartas de Controle para Variáveis, Cartas de Controle para Atributos, Função de Perda Quadrática, Análise de Sistemas de Medição. 3 ed. Rio Grande do Sul. Escola de Engenharia. 2012. SAMOHYL, R W. Controle Estatístico de Qualidade. Rio de Janeiro: Campus. 2009. SLACK, N.; CHAMBERS, S.; HARLAND, C.; HARRISON, A. & JOHNSTON, R. Administração da Produção. São Paulo: Editora Atlas, 2002. TAGUCHI, G.; ELSAYED, E.A.; HSIANG, T. Taguchi - Engenharia da Qualidade em Sistemas de Produção. São Paulo: Mc Graw Hill, 1990. TRIGO, Luiz G. G. . Entretenimento - uma crítica aberta. 1. ed. São Paulo: Senac. v. 1. p 212, 2003 18 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. WERKEMA, C. Ferramentas estatísticas básicas para o gerenciamento de processos. Belo Horizonte. 2006. 19 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. 7. Anexo A Imagem 1 - Enquete Online 20 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Fonte – Própria autoria 21 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. 8. Anexo B Tabela 4 - Entrevista semiestrutura aos clientes Fonte: Própria autoria 22 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. 23 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. 9. Anexo C Tabela 5 - Apoio aos cálculos Fonte: Adaptado de Manual on Presentation of Data and Control Chart Analysis (2002) 24
Baixar