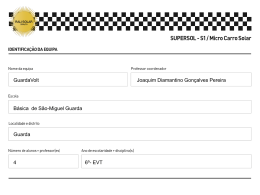
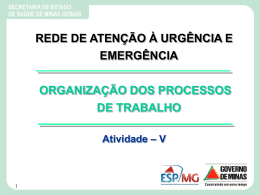
XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 A Classificação dos Postos Operativos (PO’s) pelo método UP’ Unidade de Produção (UEP’) com foco na identificação de oportunidades de ações em projetos de melhoria. Valerio Allora, Eng. (Tecnosul Consulting - Brasil) [email protected] Simone Espíndola de Oliveira (Tecnosul Consulting - Brasil) [email protected] Resumo Medir detalhadamente os custos de cada operação de trabalho no processo de um produto é importante para o processo de melhoria contínua da organização. Este conhecimento leva a questionamentos de valorização e identificação dos custos dos diferentes tipos de operação, que podem ser classificadas de diferentes maneiras. A identificação das operações que não agregam valor ao processo do produto acaba sendo um ponto bastante útil em relação a melhoria dos processos de fabricação. Estas operações quando identificadas com precisão podem gerar muitas oportunidades de melhoria. A utilização do método UP’- Unidade de Produção e/ou UEP’ – Unidade de Esforço de Produção facilita este processo de identificação e ajuda os usuários em relação a busca da melhoria contínua dos processos. Palavras chave: Esforço, Custo, Valor Agregado, Tipo, Operações 1. Introdução As despesas com operações de transporte interno, controle de qualidade, retrabalho, enfim, operações que a priori poderiam ser classificadas como operações que não agregam valor ao processo de fabricação do produto são importantes de serem identificadas. Dentro de um processo de melhoria contínua é importante identificar as oportunidades de melhoria para que as equipes que estão trabalhando nestas melhorias tenham uma visão das oportunidades através de medições específicas do detalhe do processo de fabricação. Uma parte destas operações do processo somente existem em função de uma falha no processo produtivo, seja no layout da fábrica, seja na operação, no processo, no projeto, etc., ou até uma falha da gestão industrial. Com a utilização da UP’, a identificação destes problemas é realizada de maneira bastante simples, pois o método está estruturado na medição dos processos tarefa por tarefa ou operação por operação dentro do processo produtivo. Logo, o método UP’ quando subsidiado por outras ferramentas da qualidade, como o diagrama de Pareto e o diagrama de causa-e-efeito de Ishikawa, potencializa as ações e os resultados dos trabalhos de mapeamento dos processo produtivos. O método UP’ é bastante difundido no Brasil e foi implantado em mais de 100 empresas, principalmente em indústrias na região Sul do Brasil. A conceituação, cálculo assim como exemplos de implantação podem ser encontrados nas publicações de Sakamoto (2001 e 2003) em edições anteriores do ENEGEP e em livros e artigos de Allora (1995, 1996 e 2001). O objetivo deste artigo é mostrar a utilização da UP’ na identificação de melhorias analisando as operações que agregam e não agregam valor ao processo de fabricação do produto bem como XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 os esforços provenientes de diversos tipos de operações diferentes que podem ser estratificados para análises gerenciais do processo do produto. 2. O Método UP’ A produção de uma fábrica corresponde ao conjunto de objetos fabricados, sejam acabados, semi-acabados ou em andamento. Como medir esta produção? Até agora, fora o caso da fabricação de um único produto, as quantidades e tipos de artigos fabricados só podem ser enumerados; trabalho demorado, com pouco significado em relação ao total da produção de uma empresa. Para ter uma idéia da produção, faz-se necessário recorrer a uma unidade de medida entre as já existentes: metro, quilograma, etc., que possa aplicar com menor mal ao gênero de artigos fabricados. Número de peças e metros na tecelagem e confecções, quilograma na fundição e mecânica, horas de trabalho em certos casos, etc., são todas unidades imperfeitas, que não podem representar o verdadeiro valor da produção. Em resumo, a produção geralmente não dispõe de uma unidade de medida própria para medi-la, quaisquer que sejam os produtos fabricados. A unificação da medida da produção completa esta dúvida fundando-se na noção de esforço de produção. Esta nova noção representa, para uma máquina funcionando, o esforço humano, o esforço da própria máquina, o esforço dos capitais, o esforço da energia aplicada e outros direta e indiretamente aplicados. Os esforços de produção, assim definidos, provenientes de todos os setores da fábrica e de todas as máquinas de cada setor, não obstante de suas origens mais diversas como torno, frezadora, retífica, montagem, etc., possuem a propriedade fundamental de serem adicionados. Pode-se então, conceder o esforço de produção total de uma fábrica como resultante da soma de todos os esforços de produção parciais desenvolvidos em cada posto operativo (operações de trabalho). Cada produto, por mais numeroso e diversificado que seja, poderá ser medido pela quantidade de esforço que foi necessário para fabricá-lo, uma vez que este produto foi concebido através da passagem por diversos locais de trabalho que por sua vez realizam tal esforço. Pode-se também tentar entender este esforço desenvolvido através do gráfico abaixo (Figura 1), ou seja, o esforço de produção é o trabalho realizado pela fábrica para transformar a matéria-prima em produto acabado. Este trabalho realizado pode ser chamado de esforço e ele será composto de esforços humanos, capital, energia, etc. Fábrica MatériaPrima Esforço Produtos Figura 1 - Representação gráfica do esforço Para medir o esforço de produção, consideramos um torno e uma frezadora trabalhando dentro de condições bem definidas. Estas duas máquinas desenvolvem, por hora, esforços de XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 produção, cujo valor absoluto fica abstrato. Mas um elemento pode ser definido, calculado e medido: a relação entre os dois esforços. O sistema mede, em um determinado momento, todos os esforços de produção em dinheiro e calcula as relações entre eles. Feito isto, o dinheiro é abandonado e o sistema opera sobre as relações, que assumem a denominação de UP' ou Unidades de Produção (também conhecido como UEP - Unidade de Esforço de Produção). Os esforços de produção de cada posto de trabalho são expressos e medidos em quantidades de UP/h e os inúmeros produtos pelo número de UP's que acumulam durante seus respectivos processos produtivos. O total dos esforços de produção em UP's, que é igual à soma de cada produto, mede a produção da fábrica. A valorização periódica das UP's em dinheiro, cálculo bem simples, representa seu valor monetário no momento, podendo assim quantificar em UP's e em dinheiro qualquer produto ou produção por mais diversificada que seja. 3. Análise das operações com as UP’s O método UP’ constitui-se, deste modo, numa ferramenta analítica dentro do plano industrial, pois conforme analisado mede as operações em detalhe no processo produtivo com o objetivo de conhecer o esforço aplicado a cada uma destas operações de trabalho sejam elas, máquinas, manuais e de outros diferentes tipos. Quando estas informações são analisadas fornece à equipe de engenharia, pesquisa e desenvolvimento, e demais funções ligadas às atividades industriais um instrumento ímpar para focalização, priorização e estratificação das ações e melhorias a serem realizadas. Conhecendo cada uma das operações de fabricação do processo produtivo pode-se abrir esta classificação em relação às operações que agregam e não agregam valor ao processo do produto, bem como de outras maneiras como por exemplo: operações máquinas, operações manuais, operações homem-máquina, operações de transporte, operações de aferição de qualidade, etc., mapeando assim todos os tipos de operações facilmente e da maneira que for mais conveniente para a análise e levantamento de lacunas para melhoria de processos de fabricação. Neste artigo será mostrado um exemplo de como podemos trabalhar com o método UP' na geração de informação confiável para a detecção de problemas e realização de ações de melhoria. Analisando o processo de fabricação (de 1,0 pç) de um produto fictício (Tabela 1) podemos verificar seu processo produtivo mapeado da seguinte forma: Postos Operativos por onde passa o produto Esforço em UP/h do PO Tempo em horas Esforço Absorvido em UP’s Preparação de MP 6,00 0,200 1,200 Transporte Carrinho Manual 3,00 0,030 0,090 10,00 0,500 5,000 3,00 0,020 0,060 27,00 1,000 27,000 Resfriamento 2,00 1,500 3,000 Transporte Carrinho Manual 3,00 0,040 0,120 Envase 7,00 0,300 2,100 Mistura de MP Transporte Carrinho Manual Tanque de Cozimento XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 Seladora à Vácuo 16,00 0,100 1,600 Inspeção de qualidade 4,00 0,500 2,000 Encaixotamento 3,00 0,001 0,003 Retrabalho do Encaixotamento 8,00 0,050 0,400 35,00 0,100 3,500 8,00 0,020 0,160 15,00 0,150 2,250 Congelamento Transporte Empilhadeira Transporte para Expedição Total do Esforço 48,483 Tabela 1 – Esforço de fabricação do produto fictício Classificando cada posto operativo, ou seja, cada operação de trabalho em agrega e não agrega valor ao processo do produto podemos identificar e classificar operações como transportes internos, inspeções de qualidade, retrabalhos, etc. como operações que não agregam valor na fabricação do produto. Na tabela abaixo (Tabela 2) verifica-se o produto analisado na tabela anterior (Tabela 1) com as devidas classificações de agrega ou não valor ao processo do produto e tipo de operação: Postos Operativos por onde passa o produto Agrega Valor ao processo ? Tipo de Operação Esforço em UP/h do PO Tempo em horas Esforço Absorvido em UP’s Preparação de MP Sim Manual 6,00 0,200 1,200 Transporte Carrinho Manual Não Manual 3,00 0,030 0,090 Mistura de MP Sim Máquina 10,00 0,500 5,000 Transporte Carrinho Manual Não Manual 3,00 0,020 0,060 Tanque de Cozimento Sim Máquina 27,00 1,000 27,000 Resfriamento Sim Máquina 2,00 1,500 3,000 Transporte Carrinho Manual Não Manual 3,00 0,040 0,120 Envase Sim Máquina 7,00 0,300 2,100 Seladora à Vácuo Sim Máquina 16,00 0,100 1,600 Inspeção de qualidade Não Qualidade 4,00 0,500 2,000 Encaixotamento Sim Manual 3,00 0,001 0,003 Retrabalho do Encaixotamento Não Retrabalho 8,00 0,050 0,400 Congelamento Sim Máquina 35,00 0,001 3,500 Transporte Empilhadeira Não Máquina 8,00 0,200 0,160 Transporte para Expedição Não Manual 15,00 0,150 2,250 Total do Esforço 48,483 XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 Tabela 2 – Classificação do esforço do processo do produto em agrega e não agrega valor Agrupando os postos operativos (operações) que agregam valor e os que não agregam valor ao processo do produto obtém-se a tabela abaixo (Tabela 3): Postos Operativos por onde passa o produto Agrega Valor ? Esforço em UP/h do PO Tempo em horas Esforço Absorvido em UP’s Transporte Carrinho Manual Não 3,00 0,030 0,090 Transporte Carrinho Manual Não 3,00 0,020 0,060 Transporte Carrinho Manual Não 3,00 0,040 0,120 Inspeção de qualidade Não 4,00 0,500 2,000 Retrabalho do Encaixotamento Não 8,00 0,050 0,400 Transporte Empilhadeira Não 8,00 0,200 0,160 Transporte para Expedição Não 15,00 0,150 2,250 Total (Não Agrega Valor) 5,080 Preparação de MP Sim 6,00 0,200 1,200 Mistura de MP Sim 10,00 0,500 5,000 Tanque de Cozimento Sim 27,00 1,000 27,000 Resfriamento Sim 2,00 1,500 3,000 Envase Sim 7,00 0,300 2,100 Seladora à Vácuo Sim 16,00 0,100 1,600 Encaixotamento Sim 3,00 0,001 0,003 Congelamento Sim 35,00 0,001 3,500 Total (Agrega Valor) Total do Esforço 43,403 48,483 Tabela 3 – Agrupamento das operações que agregam e não agregam valor ao processo do produto Verifica-se também de modo gráfico com seus devidos percentuais a quantidade de esforço do produto que agrega valor e a quantidade de esforço do produto que não agrega valor ao processo conforme gráfico abaixo (Figura 2): XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 10,48% Total (Não Agrega Valor) Total (Agrega Valor) 89,52% Figura 2 - Representação gráfica do total de agregação de valor no processo do produto Podemos também agrupar os esforços das operações dos produtos em tipos de Postos Operativos (operações) e com isto conhecer qual a parcela de contribuição de cada tipo de PO no esforço do produto conforme tabela abaixo (Tabela 4) : Tipo de Operações Total do esforço do tipo de operação % do Total do esforço do produto Máquina 42,360 87,371 Manual 3,723 7,679 Qualidade 2,000 4,125 Retrabalho 0,400 0,825 48,483 100,000 Total Tabela 4 – Agrupamento das operações em diferentes tipos de Postos Operativos Verifica-se também de modo gráfico como efetuado nas operações que agregam e não agregam valor ao processo do produto a quantidade de esforço do produto dos diferentes tipos de operações que foram escolhidos conforme gráfico abaixo (Figura 3): XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 4,13% 0,83% 7,68% Máquina Manual Qualidade Retrabalho 87,37% Figura 3 - Representação gráfica do total de esforço de cada tipo de PO das operações do produto 4. Conclusões Pode-se observar que 10,48% do esforço de produção deste produto correspondem às operações que não agregam valor ao processo do produto. Observa-se que conforme o gráfico da (figura 3) podemos verificar que o maior esforço do produto são em operações máquina 87,37%. Verifica-se também que 0,83% do esforço do produto são em operações de retrabalho. Logo, os primeiros esforços no sentido de realizar projetos de melhoria, devem focar a eliminação, quando possível, destas operações, por exemplo, melhorando o layout da fábrica para evitar o transporte excessivo. Surge então a necessidade da elaboração de projetos para a correção destas lacunas, onde a equipe de engenharia poderá fazer uma previsão de investimentos, e baseado na simulação de como ficará o novo processo e na economia que o mesmo irá proporcionar, verificar em quanto tempo o investimento se pagará e qual o impacto que a mudança causará nos custos dos produtos. Esta técnica combinada com o diagrama de Pareto multiplica o campo de visão do gestor e fornece elementos importantes para a realização de melhorias dentro da planta industrial. Algumas necessidades de melhorias são bastante visíveis e dispensam métodos para identificá-las. No entanto, é difícil identificar quanto custa o problema e o impacto na rentabilidade da empresa. Outras possibilidades de melhorias, no entanto, podem ser facilmente identificadas através da utilização do método UP’, o qual desdobra nos mínimos detalhes os elementos de custos. Em um ambiente de mudanças contínuas, pressão do mercado, concorrência acirrada, produzir com um custo mais competitivo, melhorar a qualidade e o valor percebido pelo cliente é condição “sine qua non” de sobrevivência, onde ferramentas especializadas de gestão industrial serão cada vez mais importantes para op processo de melhoria contínua do processo de fabricação. XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 Referências ALLORA, Franz, ALLORA, Valerio. (1995) Unidade de Medida da Produção. Editora Pioneira. São Paulo. ALLORA, Valerio, GANTZEL, Gerson. (1996) Revolução nos Custos. Editora Casa da Qualidade. Salvador ALLORA, Valerio, OLIVEIRA, Simone. (2001) O Método UP' - Unidade de Produção (UEP') e sua Aplicação no Benchmarking Interno dos Processos de Fabricação. VII Congreso Del Instituto Internacional de Costos - II Congreso de la Asociacion Española de Contabilidad Directiva. Julho, León, Espanha. ALLORA, Valerio. (1996) UP’ – Production Unit, a new method to measure cost and industrial controls. 1st International Conference on Industrial Engineering Aplications and Practice. Dezembro. Houston, USA. SAKAMOTO, Frederico Tadashi C., ALLORA, Valerio. ESPÍNDOLA, Simone. (2001) Melhoramento nas ferramentas de gestão: a implantação da UP na Seara Alimentos S.A. Anais do 21º Encontro Nacional de Engenharia de Produção – ENEGEP. Salvador. SAKAMOTO, Frederico Tadashi C. (2003) A gestão da produção e gestão de custo através da UP- Unidade de Produção: fase pós-implantação da UP na Seara Alimentos S.A. Anais do 23º Encontro Nacional de Engenharia de Produção – ENEGEP. Ouro Preto.
Baixar