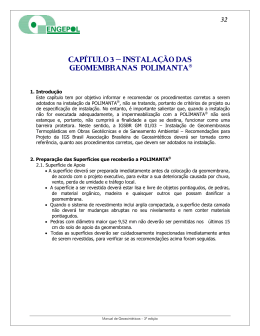
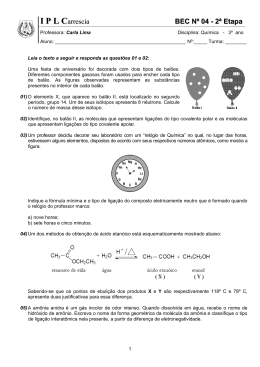
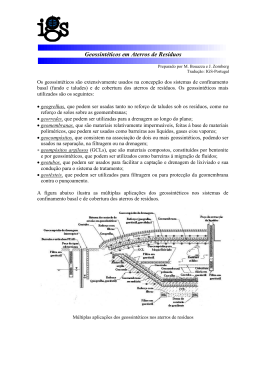
164 CAPÍTULO 15 – PROCESSO DE FABRICAÇÃO DE GEOMEMBRANA DE PE 1. Generalidades As geomembranas de PEAD (Polietileno de Alta Densidade) e de PE Linear (PELBD – Polietileno Linear de Baixa Densidade) podem ser fabricadas pelo processo de extrusão através de equipamento de matriz plana ou de matriz circular (balão). 2. Matriz Plana: Processo de Fabricação da Polimanta® - Geomembrana de PEAD da Engepol A POLIMANTA® de PEAD ou de PE Linear (PELBD) é fabricada pelo processo de extrusão através do equipamento abaixo esquematizado, o qual confere qualidade final diferenciada, resultando uma geomembrana de excelente qualidade. O polietileno granulado é introduzido através do funil, passando pela extrusora, onde é plastificado, homogeneizado e bombeado para a matriz plana. A matriz tem como função dar a forma final ao produto tendo uma saída por uma fenda horizontal e calibrada, que determina a espessura e largura da geomembrana. A seguir a geomembrana, ainda em estado plástico, entra nos rolos da calandra que tem a função de resfriar e dar um polimento à superfície da geomembrana. A geomembrana entra então no puxador, com dois roletes motorizados, que tem como função manter a geomembrana em movimento contínuo desde a saída da matriz até a entrada da bobinadeira. Manual de Geossintéticos – 3ª edição 165 A seguir passa pela máquina de corte, que corta a geomembrana, assim que a bobina que está se formando atingir a metragem prefixada. Pontos que diferenciam a Qualidade da POLIMANTA® 1. Há rastreamento para controle da espessura ponto a ponto, permitindo ajustes, quando necessário. Deste controle é emitido um gráfico, o qual é plotado e entregue ao cliente. 2. Bordas lisas da bobina, quando a geomembrana é texturizada. 3. Superfície lisa e polida, devido a calandragem do polietileno, ainda quente. 4. Bordas das bobinas protegidas com fita de proteção, mantendo a área limpa para a execução das soldas, contribuindo para a boa qualidade das mesmas. Esta fita não deixa resíduos, que possam prejudicar a qualidade da solda. 5. Não há áreas de tensionamento na geomembrana. 6. Não há formação de vinco ao longo do comprimento da bobina. Fita protetora nas bordas das bobinas da POLIMANTA® que contribuem para a boa qualidade das soldas Manual de Geossintéticos – 3ª edição 166 POLIMANTA® TEXTURIZADA: TEXTURA DE ALTO RELEVO (A.R.) Na fabricação da POLIMANTA® de PEAD ou PE Linear com textura A.R., esta é introduzida na calandra para gravar a textura quando ainda em estado de fusão, processo que não causa tensionamentos, o que lhe confere características de resistência e uniformidade de espessura superior a qualquer outro tipo de geomembrana. Neste processo de fabricação a textura é gravada na geomembrana durante um processo único de fabricação. POLIMANTA® de PEAD ou PE Linear As bordas lisas da bobina de POLIMANTA® facilitam a solda da geomembrana texturizada Manual de Geossintéticos – 3ª edição 167 3. Matriz Circular (Balão): Processo de Fabricação da Geotene® - Geomembrana de PEAD da Nortène O polietileno granulado (resina) é introduzido no funil, passa pela extrusora, onde é plastificado e homogeneizado, e é bombeado para a matriz circular. Neste processo de fabricação, a matriz possui uma fenda circular calibrada. A massa fundida, em estado plástico sai pela fenda circular formando um tubo, o qual é suspenso e movimentado pelo puxador primário, montado na parte mais alta da máquina. Na parte interna do tubo é insuflado ar sob pressão formando um balão, para evitar que as paredes internas do tubo possam grudar, inviabilizando o processo. A espessura da geomembrana é regulada pela abertura da fenda e pela velocidade do puxador superior. A geomembrana que sai do puxador superior é um tubo dobrado, sendo que a sua largura é igual a metade do perímetro do balão. Para a geomembrana ter a largura de 5,90 metros é necessário abrir o tubo, o que é feito por uma faca colocada após o puxador, a qual corta uma das paredes do tubo dobrado. Na descida do tubo cortado, há um dispositivo abridor de geomembrana, que permite conseguir a largura total do produto, porém ficam dois vincos nos lugares em que foi feita a dobra do balão no puxador. A seguir a geomembrana é direcionada para o puxador secundário, com dois roletes motorizados, os quais têm a função de manter a geomembrana em movimento contínuo, desde a saída do puxador primário até a entrada da bobinadeira. A bobina em produção passa então por um sistema de corte manual quando a geomembrana atinge a metragem prefixada. Manual de Geossintéticos – 3ª edição 168 O fator determinante da qualidade da geomembrana fabricada em matriz circular ou balão é o diâmetro da matriz, o qual está diretamente relacionado ao que se denomina “razão de insuflamento”. Razão de insuflamento (RI) é a relação entre o diâmetro da matriz e o diâmetro do balão. Quanto maior a RI, maiores serão as tensões residuais na geomembrana fabricada por este processo, as quais influenciarão na sua durabilidade. Mundialmente são usadas matriz balão com RI de 1,2, mas no mercado brasileiro é usual equipamento com RI de 1,6, o que prejudica a qualidade final do produto. 3.1. Alterações que o processo de fabricação por balão ocasiona na geomembrana Além do fator RI, há outros fatores que interferem na qualidade de uma geomembrana lisa ou com textura de alto relevo (A.R.) fabricada em matriz balão, tais como: • Dobra e vinco permanente ao longo do comprimento da bobina, formando duas linhas de pré-tensionamento, que em longo prazo podem ser a causa do início de danos ao produto, por ataque químico ou degradação por intemperismo. • Maior variação de espessura que o processo de fabricação em matriz plana, sendo esta variação de 10% no balão enquanto na plana é de 3 a 5%. • Maior enrugamento da geomembrana quando instalada devido ao forte tensionamento que ocorre durante o processo de fabricação, o que é prejudicial ao processo de concretagem quando há proteção mecânica do revestimento, como também possibilita a ocorrência de dobras da geomembrana na ocasião do enchimento do reservatório, da vala ou do alteamento da pilha de lixiviação, que serão pontos de fraqueza do produto frente a ataque químico ou degradação por intemperismo. • Pior acabamento superficial em relação a matriz plana, apresentando falta de brilho e riscos. • A matriz balão não possui dispositivo capaz de imprimir a textura de alto relevo durante o processo de fabricação da geomembrana, como na matriz plana. No balão o processo para gravar a textura de alto relevo é o seguinte: - a geomembrana é fabricada com superfície lisa e bobinada; - posteriormente numa segunda etapa, a geomembrana é desenrolada, aquecida e inserida em uma calandra para gravar a textura. Manual de Geossintéticos – 3ª edição 169 4. Geomembrana Texturizada fabricada em matriz Circular (Balão) Geomembrana de PEAD ou de PE Linear com textura ranhurada fabricada em matriz balão durante processo único de fabricação 5. Bobinas de Geomembrana na Fábrica Manual de Geossintéticos – 3ª edição
Baixar