ANÁLISE DOS MÉTODOS DE LANÇAMENTO DE DUTOS RÍGIDOS PARA DIFERENTES PROFUNDIDADES Daniel Max Bucconi Pereira de Souza PROJETO FINAL SUBMETIDO À BANCA APROVADA PELO COLEGIADO DO DEPARTAMENTO DE ENGENHARIA NAVAL E OCEÂNICA – ESCOLA POLITÉCNICA DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO DIPLOMA DE ENGENHEIRO NAVAL. Aprovado por: Prof. Segen Farid Estefen , Ph.D. Prof. Ilson Paranhos Pasqualino, D.Sc. Dr. Francisco Quaranta Neto, D.Sc Eng. Luciano Donizetti Franco, M.Sc. RIO DE JANEIRO, RJ – BRASIL DEZEMBRO DE 2006 A toda minha família. ii AGRADECIMENTOS A Deus, por tudo. À memória de meu avô, Emilio Bucconi, que mesmo não estando presente entre nós, continua sendo uma grande inspiração em vencer desafios que a vida proporciona. À minha avó, Giuseppina Bucconi, pelo pleno amor e carinho, sendo atualmente minha maior inspiração de luta e nunca deixarei de poupar esforços no objetivo de fazê-la feliz e se orgulhar de minha pessoa. A minha mãe, Olívia, pelo apoio e dedicação. Ao meu pai, Antonio, que mesmo distante sempre me incentivou nos estudos e nas minhas opções e profissionais. Ao orientador Prof. Segen F. Estefen, pela experiência compartilhada e o apoio que foram fundamentais para realização deste trabalho. Ao co-orientador Dr. Ilson Paranhos Pasqualino, pela atenção, pelo apoio e dedicação na coorientação. A minha namorada Beatriz, por todo amor, companheirismo, incentivo e carinho. Ao Dr. Francisco Quaranta Neto, pela extrema paciência e vontade de ajudar no que for preciso. Ao meu amigo de graduação, Eng. Tiago Pace Estefen, pelo apoio e amizade nos momentos fáceis e difíceis por qual passamos no dia-dia. Aos meus amigos da INTEC DO BRASIL LTDA., pelo incentivo, pelo conhecimento compartilhado, por fornecerem ferramentas para o desenvolvimento do trabalho. Em particular para o Eng. Luciano Donizetti Franco, pelo auxilio da utilização do programa OFFPIPE, pelas sugestões e acompanhamento no trabalho, pelo conhecimento e pela amizade, a Eng. Vivianne Cardoso Pessoa Guedes, pela amizade, pelos ensinamentos na parte de dimensionamento e lançamento de dutos, pelo conhecimento compartilhado e por todo incentivo dado durante todo esse tempo de amizade, a Eng. Janaina Loureiro, por toda força e amizade a Eng. Adriana Machado da Silva pela ajuda dada na parte de dimensionamento de dutos, Eng. Silvio Martins, pela amizade e incentivo dado e Eng. Carlos Bonfimsilva por ter permitido que eu pudesse disponibilizar o tempo necessário para o trabalho. A Eng. Ingrid Valeriano, da Subsea 7, pela amizade e dicas para o trabalho. iii Resumo do Projeto Final apresentado ao Departamento de Engenharia Naval e Oceânica – Escola Politécnica / UFRJ como parte dos requisitos necessários para a obtenção do Diploma de Engenheiro Naval. ANÁLISE DOS MÉTODOS DE LANÇAMENTO DE DUTOS RÍGIDOS PARA DIFERENTES PROFUNDIDADES Daniel Max Bucconi Pereira de Souza Dezembro 2006 Orientadores: Segen Farid Estefen Ilson Paranhos Pasqualino Programa: Engenharia Naval e Oceânica Pesquisas relacionadas à análise de dutos submarinos em águas profundas têm sido desenvolvidas para métodos de lançamentos. A maior dificuldade é controlar a configuração do duto da superfície até ao fundo do mar, mantendo a integridade estrutural. Os dutos submarinos podem ser instalados por vários métodos. A diferença consiste na maneira pela qual o duto é transferido da terra para o local de instalação e como o duto é posicionado no fundo do mar. Neste trabalho será feita uma análise de lançamento para os métodos de superfície mais utilizados, envolvendo os dutos para águas que vão de rasas e profundas. O duto dimensionado deverá resistir aos esforços oriundos da atuação de pressão interna e externa, combinação da pressão externa com flexão, além de ser dimensionado em função da pressão de propagação do colapso. A análise de lançamento utiliza o programa comercial de elementos finitos OFFPIPE, especifico para modelagem e análise estrutural de problemas não lineares encontrados na instalação e operação de dutos submarinos. iv Abstract of the Final Project presented to the Department of Naval and Ocean Engineering – Escola Politécnica / UFRJ as a partial fulfillment of the requirements for the Naval Architecture Diploma. ANALISYS OF INSTALLATION METHODS OF STEEL PIPES FOR DIFFERENT DEPTHS Daniel Max Bucconi Pereira de Souza December 2006 Advisors: Segen Farid Estefen Ilson Paranhos Pasqualino Department: Naval and Ocean Engineering Steel submarine pipe analyses in deepwaters have been developed for pipelay methods. The biggest difficulty is to control the configuration of the pipe from the surface to the bottom, keeping the structural integrity. Submarine pipes can be installed using different methods. The difference consists of the way which the pipe is transferred from the land to the installation location and the positioning on the sea bottom. In this report analyses are performed for the surface pipelay methods for different water depths. The designed pipe should resist internal and external pressure, combined external pressure with bending, beside be dimensioned in function of collapse propagation pressure. The pipelay analyses used the finite element commercial program OFFPIPE, which is specifically for modeling the structural behaviour for nonlinear problems found in submarine pipe installation and operation. v 1 INTRODUÇÃO .....................................................................................................................2 TU UT TU 2 UT REVISÃO BIBLIOGRÁFICA .............................................................................................4 TU UT TU UT 2.1 ANÁLISE DE LANÇAMENTO ...............................................................................................4 2.1.1 Método S-Lay...........................................................................................................4 2.1.2 Método J-Lay ...........................................................................................................5 2.1.3 Método Reel-Lay .....................................................................................................7 2.2 DIMENSIONAMENTO DOS DUTOS .......................................................................................8 TU UT TU UT TU UT TU TU UT TU TU UT TU TU UT 3 UT UT UT TU UT DIMENSIONAMENTO DO DUTO SUBMARINO ..........................................................9 TU UT TU UT 3.1 DADOS DE PROJETOS ........................................................................................................9 3.2 METODOLOGIA DE DIMENSIONAMENTO .........................................................................10 3.3 CASOS DE CARREGAMENTO ............................................................................................11 3.4 CRITÉRIOS DE ACEITAÇÃO..............................................................................................12 3.4.1 Pressão Interna .....................................................................................................13 3.4.2 Pressão de Colapso ...............................................................................................14 3.4.3 Esforços Combinados de Pressão externa com Flexão ........................................14 3.4.4 Pressão de Propagação de Colapso......................................................................15 3.5 RESULTADOS DO DIMENSIONAMENTO.............................................................................16 TU UT TU TU UT TU TU UT TU TU UT TU UT UT UT UT TU UT TU TU UT TU TU UT TU UT TU TU TU UT 4 UT UT UT UT TU UT LANÇAMENTO ..................................................................................................................19 TU UT TU UT 4.1 DADOS PARA A ANÁLISE DE LANÇAMENTO .....................................................................19 4.1.1 Dados do Duto .......................................................................................................20 4.1.2 Dados oceanográficos ...........................................................................................21 4.1.3 Dados dos recursos navais ....................................................................................22 4.1.3.1 Método S-Lay – BGL-1 ..............................................................................23 4.1.3.2 Método Reel-lay – Skandi Navica ................................................................25 4.1.3.3 Saibos FDS ......................................................................................................27 4.2 SIMULAÇÃO ....................................................................................................................29 4.2.1 Considerações .......................................................................................................29 4.2.2 Critérios de Comparação ......................................................................................34 4.3 ANÁLISE DOS DADOS E RESULTADOS OBTIDOS ..............................................................34 TU UT TU UT TU UT TU TU UT TU UT TU TU UT UT UT TU UT TU TU TU UT TU UT TU TU UT TU TU UT TU UT 5 UT UT UT UT TU TU UT UT TU UT CONCLUSÕES E SUGESTÕES .......................................................................................46 TU UT TU UT 5.1 5.2 6 TU UT TU UT UT TU TU UT TU CONCLUSÕES ..................................................................................................................46 SUGESTÕES PARA TRABALHOS FUTUROS ........................................................................48 TU UT UT REFERÊNCIA BIBLIOGRÁFICA ...................................................................................49 TU UT 1 1 I NTRODUÇÃO T As últimas décadas marcaram, no Brasil, uma busca desenfreada pela autosuficiência na produção de óleo e gás. Tal busca tem tido sucesso, principalmente, na extração de produtos brutos em águas cada vez mais profundas, que impõem problemas de transporte do fluido do poço até a unidade de processamento na superfície do mar. Esse transporte se dá através de dutos submarinos horizontais chamados “flowlines”, apoiados sobre o leito marinho, que são conectados as unidades flutuantes ou fixas por dutos verticais ou em catenária, chamados “risers”. O transporte por longas distâncias, quando não é feito por navios de exportação, é feito por dutos também apoiados sobre o fundo, porém chamados de pipelines. Tanto os flowlines quanto os pipelines são dutos sob carregamento estático que estão sujeitos somente à pressão hidrostática, enquanto os risers são dutos que estão sujeitos a carregamentos dinâmicos de ondas e correntes submarinas, geralmente montados na forma de catenária simples com a extremidade inferior apoiada no fundo e a superior tracionada na unidade flutuante [1]. X X Em virtude disso, a instalação de dutos rígidos submarinos, como estruturas responsáveis pelo escoamento de hidrocarbonetos entre o poço (origem do produto bruto) e o continente, bem como a interligação entre plataformas produtoras teve uma grande demanda. Dutos submarinos de aço podem ser fabricados sem costura, por extrusão, ou com costura utilizando-se chapas calandradas na forma cilíndrica, configurando uma flexão plástica na direção circunferencial. A forma de armazenamento e lançamento de dutos mais empregada no passado consiste em empilhar os dutos em trechos prontos para conexão ou soldagem em navios ou plataformas de transporte e lançamento no caso dos métodos S (S-Lay) e J (J-Lay). Por razões relativas à diminuição de tempo e custo da operação de instalação, a indústria tem preferido enrolar os dutos em carretéis em terra e transportá-los com navios especiais para um lançamento rápido pelo método carretel (Reel Lay). A etapa de instalação dos dutos requer operações cuidadosas e os dutos devem ser projetados prevendo-se os esforços que ocorrem nestas condições, como por exemplo, quando a pressão externa equivalente à pressão da lâmina d’água é combinada com os esforços de flexão longitudinal e de tração axial. 2 O trabalho tem como objetivo analisar os três métodos de lançamento de dutos rígidos submarinos mais empregados no mercado atualmente, utilizando embarcações específicas para os métodos Reel-lay, J-lay e S-lay para diferentes profundidades, utilizando um programa comercial de elementos finitos OFFPIPE, especifico para a modelagem e análise estrutural de problemas não lineares encontrados na instalação e operação de dutos submarinos. No segundo capítulo, é apresentada uma revisão bibliográfica com o intuito de apresentar os métodos de lançamento a serem analisados e fazer uma introdução de como o duto será dimensionado. No terceiro capítulo, é realizado o dimensionamento do duto rígido submarino. No quarto capítulo é realizada a simulação de lançamento para os três métodos citados acima e feita a análise. No quinto capítulo são apresentadas as conclusões obtidas. No sexto capitulo são citadas as referências utilizadas para o dimensionamento e lançamento de duto rígido submarino. 3 2 2.1 REVISÃO BIBLIOGRÁFICA Análise de lançamento Visto que o enfoque principal dado a este trabalho é analisar os métodos de lançamento, S-Lay, J-Lay e Reel-Lay, para diferentes profundidades, se faz necessário revisar os tipos de instalação. A análise de lançamento de um duto visa assegurar a integridade do duto durante sua instalação, a partir de uma embarcação específica equipada para esta finalidade. Dentre os diversos métodos de instalação de dutos pela superfície, os mais empregados atualmente são o método S-Lay, o método J-Lay e o método Reel-Lay, que serão explicados abaixo. 2.1.1 Método S-Lay O método S-Lay prevê que a construção da linha seja feita sobre a embarcação de lançamento em uma posição quase horizontal, criando duas regiões de flexão acentuada: uma na rampa conhecida por “overbend” e outra junto ao fundo, denominada “sagbend”. A Figura 2.1 mostra uma operação de lançamento na qual se vê a embarcação e X X a linha sendo instalada. Os segmentos do duto são soldados sobre uma rampa de montagem, contendo estações de soldagem. Um ou mais tensionadores, que controlam a tração na linha e, conseqüentemente, os momentos concomitantes são posicionados no convés. Uma rampa treliçada chamada “stinger”, usada para suavizar ou minimizar a forte variação angular que o duto sofre ao deixar a embarcação é construída externamente a embarcação e atende a critérios de projeto específicos. A mesma Figura mostra ainda a trajetória típica em S do duto até chegar ao leito marinho. Ressalta-se que há roletes ao longo de toda a rampa de montagem para a movimentação do duto, mas que estes só passam a formar uma curva no trecho após os tensionadores, ou seja, há um alinhamento perfeito dos segmentos ao serem soldados. Como nesse método os equipamentos estão dispostos em linha, a construção em série é permitida, aumentando assim a produtividade do método[7]. X X 4 Figura 2.1: Detalhe esquemático do método de lançamento S-Lay [7] X X Os principais equipamentos desse tipo de embarcação são[8]: X X • Equipamentos de transporte e manuseio de dutos; • Estação de alinhamento e soldagem dos passes de raiz; • Estações de soldagem dos passes de enchimento; • Máquinas de tração; • Estação de inspeção radiográfica; • Estação de revestimento; • Rampa de lançamento; 2.1.2 Método J-Lay O método J-Lay é uma variação do método S-Lay, com a rampa de lançamento construída em posição quase vertical, sendo transformada numa torre de lançamento. Neste caso a região de overbend não existe e a configuração se aproxima ao desenho da letra J. A ausência da região de overbend foi o grande motivo pelo qual este método foi desenvolvido primordialmente para águas profundas[7]. A Figura 2.2 ilustra um lançamento utilizando o método J-Lay. X X X X 5 Figura 2.2: Detalhe esquemático do método de lançamento J-Lay [7] X X Com a utilização da torre de lançamento, as operações de construção já não podem ser mais desenvolvidas totalmente em série, tendendo assim a uma redução na produtividade deste método. Para obter uma maior produtividade e reduzir o tempo de instalação dos dutos rígidos, várias formas de otimizações vêm sendo desenvolvidas, tais como o sistema de soldagem automático e préfabricação de tramos, para utilização de juntas de maior comprimento na torre de lançamento, as juntas pré-fabricadas e conectadas, no momento da instalação através de conectores mecânicos, são do trecho horizontal, o trecho suspenso é feito soldado, pois os conectores mecânicos ainda não estão qualificados para a utilização em risers rígidos em catenárias, apesar de já terem sido usados em aplicações sujeitas à fadiga[8]. X X Um processo típico de lançamento J-Lay compreende [8]: X X • Pré-fabricação de tramos, tipicamente entre 12 e 48m; • Sistema de elevação para verticalização do tramo pré-fabricado; • Sistema de transferência do tramo para a torre de lançamento; • Estação de trabalho, visando alinhamento, soldagem, inspeção por ultrasom e revestimento. Este método de instalação apresenta algumas vantagens como: • Não necessita de ferramentas especiais submarinas, tais como tratores, para montagem de linha; 6 • Não necessita de instalações fabris em regiões costeiras e grandes canteiros, perpendiculares à praia para a construção das linhas. 2.1.3 Método Reel-Lay No método Reel-Lay a linha é fabricada em terra e estocada em rolos de grande diâmetro no convés da embarcação para transporte e instalação. Neste caso, a grande limitação diz respeito ao diâmetro máximo do duto, que pode ser estocado desta forma. Este método tem sido utilizado para diâmetros de até 16 polegadas[7]. Devido às deformações impostas ao duto, durante ao processo de X X enrolamento e desenrolamento, normalmente a espessura de parede necessita ser maior do que a requerida para os demais métodos. Outra limitação deste método é a restrição quanto à utilização de alguns revestimentos devido à curvatura imposta. O uso de revestimento de concreto e de algum tipo de isolamento térmico de alta rigidez são impraticáveis para este método, além de ser sensível as condições climáticas, pois o duto tem que ser todo desenrolado e lançado por inteiro, sendo assim a operação não pode ser interrompida por eventuais condições climáticas. A única vantagem deste método, em relação aos outros, é a grande velocidade de instalação. A Figura 2.3 mostra um lançamento utilizando o método Reel-Lay. X X Figura 2.3: Detalhe esquemático do método de lançamento Reel-Lay [7] X X 7 Equipamentos típicos de lançamento Reel-Lay [8]: X X • Tambor de armazenamento; • Equipamento de retificação; • Máquinas de tração; • Estação para montagem de ânodo de sacrifício; • Estação para corte, biselamento, alinhamento, soldagem, inspeção, e revestimento de eventuais juntas de campo; 2.2 • Equipamento de suporte da linha; • Rampa de lançamento Dimensionamento dos dutos O dimensionamento para esses diâmetros foi realizado de acordo com a DNV OSF101[2], onde as espessuras mínimas dimensionadas deverão ser suficientes X X para que os dutos resistam aos esforços de pressão interna, flambagem local devido ao colapso do duto, combinação da pressão externa com flexão na tubulação e propagação de colapso. A seleção das espessuras segue o padrão API[6]. X X 8 3 DIMENSIONAMENTO DO DUTO SUBMARINO 3.1 Dados de Projetos Os dados de projeto necessários para o dimensionamento são apresentados na Tabela 3.1. As informações contêm dados do oleoduto e dados operacionais. X X Tabela 3.1: Dados de projeto Parâmetros Valor Unid. Ref. Notas [5] - [5] - [1] - [6] API 5L X60 [6] API 5L X60 Dados de projeto Especificação do duto API 5L X-60 Sem costura - Diâmetro externo 12,75 / 323,90 e 8,625/219,1 in / mm Sobre-espessura de corrosão 3.0 mm Tensão de escoamento 414 MPa Tensão de Ruptura 517 MPa Densidade do aço 7850 kg/m3 - Valor típico Pa - Valor típico - Valor típico Módulo de elasticidade do aço P P X X X X Coeficiente de Poisson 0.3 - Vida útil 25 anos Ovalização inicial 1.5 % Tolerância de fabricação da espessura -8 a +18 % X X X X X P P 11 2.1 10 X [5] mínimo [2] - [5] - [5] - [5] At UEP X X X X X X Fluido e Dados operacionais Peso específico do óleo 8.78 KN/m3 Pressão de projeto 10889 KPa Temperatura de projeto 60 ºC Profundidade da água 100 a 1800 m Densidade da água 1025 Kg/m³ P P X X X X [5] X X [5] - - Valor típico X X 9 3.2 Metodologia de Dimensionamento As espessuras mínimas de parede do duto requeridas foram determinadas para uma rota cuja lâmina d’água variando de 100 a 1800m, buscando manter a mesma espessura para distâncias de no máximo 6000km. Essas distâncias foram retiradas de uma rota preliminar para exportação de óleo e é apresentada na Tabela 3.2 a. O tipo de duto utilizado é o sem costura. X X Tabela 3.2: Rota preliminar WD (m) Length (m) Total Length (m) 100 - 200 200-300 300-400 400-500 500-600 600-700 700-800 800-900 900-950 950-1100 1100 - 1150 1150-1200 1200-1300 1300-1400 1400-1500 1500-1600 1600-1700 1700-1800 11545 6126 3556 2319 1603 686 699 1366 855 2522 824 699 804 581 2252 2332 2055 3818 11545 17671 21227 23546 25149 25835 26534 27900 28755 31277 32101 32800 33604 34185 36437 38769 40824 44642 A metodologia adotada para o dimensionamento da espessura de parede de aço API 5L X-60, sem costura, está de acordo com a norma DNV OS-F101[2], a qual X X prevê o dimensionamento quanto à pressão interna, pressão de colapso, pressão de propagação e controle de deformação, considerando o critério de propagação de colapso como dimensionante. O dimensionamento quanto à pressão interna foi desenvolvido para as condições de teste hidrostático e operação, considerando como pressão incidente local o somatório da pressão máxima de transiente e a pressão de óleo na base do riser, relativa ao peso da coluna de óleo. 10 É durante a instalação que o duto está mais sujeito à propagação do colapso, uma vez que nesta fase o duto encontra-se sujeito às máximas tensões de flexão, além da pressão externa. Segundo a DNV OS-F101[2], para a fase de operação da X X linha, é suficiente que a pressão de colapso seja 1,3 vezes maior do que a pressão externa. É comum, durante o projeto, adotar-se uma redução de espessura do duto para se levar em conta o eventual desgaste do material devido à corrosão. A espessura nominal foi selecionada entre as espessuras padronizadas pela Norma API SPEC 5L[6], sendo igual ou superior à espessura mínima calculada. X X Não foi considerado o requerimento suplementar ‘U’ na fabricação dos tubos, por ter sido adotado um tubo sem os padrões DNV, e considerando ainda que o limite ao escoamento do material é inferior a 450MPa. Na instalação foi considerado um nível de classe de segurança baixa, por ser considerada uma atividade temporária, e na operação classe normal, por apresentar atividades humanas nas proximidades de acordo com a DNV OSF101[2]. X 3.3 X Casos de Carregamento Os casos de carregamento considerados para esta análise foram: • Instalação: avaliação do oleoduto vazio considerando a pressão de colapso, a pressão de propagação e a deformação durante o lançamento; • Teste hidrostático: avaliação do oleoduto com água considerando a pressão interna de teste hidrostático; • Operação: avaliação do oleoduto preenchido com óleo no final da vida útil considerando a pressão interna; • Desmobilização: avaliação do oleoduto vazio, no final da vida útil, considerando a pressão de colapso, a pressão de propagação e a deformação no sagbend durante a recuperação do duto. 11 3.4 Critérios de Aceitação Fatores de classe de segurança e de projeto U Os fatores de projeto da DNV[2] foram determinados como a seguir: X • X A classe de localização para o duto submarino foi assumida como sendo “1”, desde que nenhuma atividade humana freqüente seja realizada antecipadamente ao longo da rota; • O fator de classe de segurança foi selecionado como “baixo” para as fases de instalação e teste hidrostático, onde falhas implicam em baixo risco de ferimentos humanos e menores conseqüências ambientais e econômicas. “Normal” para as condições de operação onde falhas implicam em risco de ferimentos humanos e significante poluição ambiental ou conseqüências econômicas ou políticas muito altas, desde que todo o duto submarino esteja na classe de localização 1; • O fator de capacidade de resistência do material (γm) foi selecionado B B como 1,15, que é aplicado para as categorias de estados limites (tipo de falha) de SLS (estado limite durabilidade), USL (estado limite máximo) e ALS (estado limite acidental). • O fator de resistência da classe de segurança (γSE) foi selecionado como B B sendo 1,046 para condição de teste de pressão e 1,138 para condição de operação considerando a analise de pressão interna. Para outras análises, foi considerado 1,04 para as condições de instalação e desmobilização. • O fator de resistência do material (αU) foi considerado como 0,96, desde B B que o material não seja submetido ao requerimento suplementar U. • O fator de fabricação máximo (αfab) foi selecionado como 1,00 para dutos B B sem costura. • O fator de resistência a deformação (γε) foi selecionado como 2,1 para as B B condições de instalação e desmobilização. 12 3.4.1 Pressão Interna Para o critério de pressão interna foram analisadas as condições de operação e pressão de teste, onde as espessura mínima de parede de duto satisfaz a seguinte equação da Norma DNV OS-F101[2], seção 5 – D400: X X Pb (t ) γ SC .γ m Pli − Pe ≤ (1) Sendo: Pe : pressão externa, considerando a profundidade mínima; Pb : pressão de ruptura; t : espessura da parede do oleoduto; B B γ m : fator de resistência do material; γ sc : fator de resistência da classe de segurança. Pli : pressão interna local incidente; Onde a pressão interna local incidente é dada por: Pli = γ inc .Pd + ρ cont .g.h = Pinc + ρ cont .g.h (2) Sendo: ρcont: densidade do conteúdo (óleo); B B g: gravidade (9.81m/s2); P P P d : pressão de projeto, o valor é apresentado na Tabela 3.1; X X γ inc : razão entre pressão interna local e a pressão de projeto, adotado como 1,10 de acordo com [2]. X X h: diferença de altura entre o ponto e o ponto de referencia (coluna d’água real) Para a condição de operação, a espessura de parede de duto foi assumida como sendo no fim de sua vida útil, reduzindo a sobre-espessura de corrosão permitida da espessura nominal, isto é, duto corroído uniformemente e aplicado à pressão de operação de projeto. 13 3.4.2 Pressão de Colapso O dimensionamento à pressão de colapso está em conformidade com os requisitos da Norma DNV OS-F101[2], que estabelece que a pressão externa em X X qualquer ponto ao longo do oleoduto não deverá exceder à: Pe ≤ Pc (t ) 1.1.γ m .γ SC (3) Sendo: Pe : pressão externa, considerando a profundidade máxima; Pc : pressão de colapso, dado pela seguinte expressão: (Pc − Pel ).(Pc 2 − Pp 2 ) = Pc .Pel .Pp . f o . D t (4) Sendo: Pel: pressão de colapso elástica; B B Pp: pressão de colapso plástica; B B fo: ovalização do duto, que foi determinada pela contribuição da máxima B B ovalização devido a tolerância de fabricação e a ovalização resultante do processo de enrolamento. 3.4.3 Esforços Combinados de Pressão externa com Flexão A curva de interação pressão-deformação para o critério de carregamentos combinados, considerando a condição de deformação controlada proposta pela Norma DNV OS-F101[2], para relações D / t ≤ 45 e pi < pe , é dada por: X ⎛ ⎞ ⎜ ⎟ ε ⎜ d ⎟ ⎜ ε c (t ) ⎟ ⎜ ⎟ ⎝ γε ⎠ X 0 ,8 + Pe ≤1 Pc (t ) γ sc .γ m (5) Sendo: ε d : deformação de projeto; ε c : deformação de colapso; γ ε : fator de resistência para deformação; Pe : pressão externa, considerando a profundidade máxima. 14 Para efeito de dimensionamento da tubulação, a deformação de projeto foi calculada de acordo com a DNV OS-F101[2], seção 5 – Eq. 512. X X 3.4.4 Pressão de Propagação de Colapso O critério de pressão de propagação de colapso está em conformidade com os requisitos da Norma DNV OS-F101[2], seção 5 – D500, que estabelece que a X X pressão de propagação deverá atender ao seguinte critério: Pe ≤ Ppr (t ) (6) γ m .γ SC Sendo: Pp r : pressão de propagação de colapso; Pe : pressão externa, considerando a profundidade máxima. A pressão de propagação de colapso foi definida como: ⎛ t ⎞ Ppr = 35. f y .α fab .⎜ ⎟ ⎝D⎠ 2.5 (7) sendo: Ppr: pressão de propagação de colapso; B B f y: tensão de escoamento usada no projeto; B B αfab: fator máximo de fabricação; B B t: espessura mínima de parede do duto; D: diâmetro externo do duto. 15 3.5 Resultados do dimensionamento As Tabela 3.3 e Tabela 3.4 apresentam os resultados do dimensionamento feito X X X X numa planilha desenvolvida no programa Mathcad, conforme metodologia e critérios de aceitação de acordo com a variação de profundidade. Tabela 3.3: Espessuras resultantes do dimensionamento para o duto de 219,10mm LDA (m) Espessuras – API – mm (inch) 1600-1800 15,900 (0,625) 1400-1600 15,900 (0,625) 950-1400 14,300 (0,562) 500-950 12,700 (0,500) 300-500 11,100 (0,438) 200-300 9,500 (0,375) 100-200 8,200 (0,322) 16 Tabela 3.4: Espessuras resultantes do dimensionamento para o duto de 323,90mm LDA (m) Espessuras – API – mm (inch) 1600-1800 22,200 (0,875) 1400-1600 20,600 (0,812) 950-1400 19,100 (0,750) 500-950 17,500 (0,688) 300-500 15,900 (0,625) 200-300 12,700 (0,500) 100-200 12,700 (0,500) As Tabela 3.5 e Tabela 3.6 apresentam as espessuras de dimensionamento X X X X adotadas para a análise de lançamento. Tabela 3.5: Espessuras adotadas para o duto de 219,10mm (8,625 in) LDA (m) Espessuras – API – mm (inch) 1400-1800 15,900 (0,625) 950-1400 14,300 (0,562) 500-950 12,700 (0,500) 100-500 11,100 (0,438) 17 Tabela 3.6: Espessuras adotadas para o duto de 323,90mm (12,75 in) LDA (m) Espessuras – API – mm (inch) 1400-1800 22,200 (0,875) 950-1400 19,100 (0,750) 500-950 17,500 (0,688) 100-500 15,900 (0,625) 18 4 LANÇAMENTO 4.1 Dados para a análise de lançamento O cenário escolhido foi a Bacia de Campos, Campo de Roncador – RJ. A rota de lançamento possui profundidades que variam de 100 a 1800m e é apresentada na Figura 4.1 e na Tabela 3.2. Abaixo seguem os dados necessários para a análise X X X X de lançamento. As profundidades adotadas buscam abranger águas rasas, intermediárias e profundas. Figura 4.1: Rota de lançamento 19 4.1.1 Dados do Duto A Tabela 4.1 apresenta os dados dos dutos dimensionados requeridos para a X X análise de lançamento. Tabela 4.1: Dados do duto submarino Parâmetros Valor Unid Ref. Notas [5] - [5] - mm - 1800m de LDA mm - 1400m de LDA mm - 950m de LDA mm - 500m de LDA mm - 100m de LDA Dados do duto Especificação do duto API 5L X-60 Sem costura - Diâmetro externo 12.75 / 323.90 e 8.625/219.10 in / mm Espessura de parede dos dutos de 323.90 mm e 219.10mm 22.220 / 15.900 19.100 / 14.300 17.500 / 12.700 15.900 / 11.100 15.900 / 11.100 X X X [2] - [6] API 5L X60 Kg/m3 - Valor típico 2.1 1011 Pa - Valor típico 0.3 - - Valor típico Sobre-espessura de corrosão 3.0 mm Tensão de escoamento 414 MPa Densidade do aço 7850 Módulo de elasticidade do aço P Coeficiente de Poisson X X X P P X P X 20 4.1.2 Dados oceanográficos A ocorrência de alturas significativas de onda versus período estão apresentados na Tabela 4.2 [3] e os dados de corrente na Tabela 4.3 [3], as X X X X X X X X unidades para ondas são em metros, períodos em segundos e velocidade de corrente em metros por segundo. Tabela 4.2: Dados de ocorrência de ondas na Bacia de Campos Table 4.3- Pipeline Data 21 Tabela 4.3: Valores Extremos de Correnteza na Bacia de Campos 4.1.3 Dados dos recursos navais Os recursos navais utilizados para o projeto de lançamento foram a Balsa BGL-1, a qual se destina à instalação de dutos rígidos pelo método S-Lay, o navio Skandi Navic, a qual se destina à instalação de dutos rígidos pelo método reel-lay e o navio Saibos FDS, a qual se destina à instalação de dutos rígidos pelo método J-lay. Nas análises foram consideradas as limitações das embarcações. 22 4.1.3.1 Método S-Lay – BGL-1 A Balsa BGL-1 é uma embarcação projetada para o lançamento de duto rígido pelo método S-lay. A balsa possui duas máquinas de tração com capacidade de 900kN, uma rampa de lançamento e a possibilidade de acoplamento de stinger. Para este projeto foi adotada uma configuração de rampa com raio de curvatura de 150m e stinger acoplado. A configuração da rampa de lançamento da BGL-1 e do stinger estão apresentadas nas Figura 4.2, X X apresenta uma foto da BGL-1. Figura 4.2: Figura esquemática da balsa 23 A Tabela 4.4 apresenta os dados da embarcação, requeridos para a análise X X de lançamento. Tabela 4.4: Dados da BGL-1 Coordenadas X (m) Z (m) Dados da embarcação Valor Raio de curvatura da rampa 150m - - Centro de movimento - 61 -3.6 Último ponto de contato do tracionador - 48.9 1.404 Altura do convés principal 3.6m - - Figura 4.3: Visão aérea da balsa 24 4.1.3.2 Método Reel-lay – Skandi Navica A Skandi Navica é uma embarcação de lançamento de águas profundas, projetada para lançar dutos rígidos e flexíveis pelo método Reel-lay. O sistema de lançamento consiste em: um tambor principal com capacidade acima de 16” de OD para dutos rígidos, possui uma rampa com angulações que variam de 24º a 90º, retificador com capacidade para dutos rígidos de 323mm de diâmetro e 32mm de espessura e um tensionador de 150 t (1472 kN). A Tabela 4.5 apresenta os dados da embarcação, requeridos para a analise X X de lançamento. A Figura 4.4 e Figura 4.5 apresentam fotos da Skandi Navica. X X X X Tabela 4.5: Dados da Skandi Navica Coordenadas X (m) Z (m) Dados da embarcação Valor (m) Diâmetro do carretel da embarcação 15 - - Centro de movimento - 52 -3 Ponto Pivot - 2 3,2 Tracionador - 13,53 - Ângulo de Rampa 24° a 90º - - 5.0 - - Altura do deck principal . 25 Figura 4.4: Skandi Navica Figura 4.5: Vista da rampa da Skandi Navica 26 4.1.3.3 Saibos FDS O Saibos FDS é uma embarcação de lançamento de águas ultra-profundas, projetada para lançar dutos rígidos e flexíveis pelo método J-Lay. O sistema de lançamento é equipado com 3 tensionadores capazes de sustentação de 400 metric tons (3924 kN), sendo capaz de lançar dutos rígidos de diâmetros de 4-in a 22-in acima de 3000 metros de lamina d’água. Possui uma rampa que pode variar a angulação de 45 a 96 graus. A Tabela 4.6 apresenta os dados da embarcação, requeridos para a análise X X de lançamento. Tabela 4.6: Dados do Saibos FDS Dados da embarcação Valor Centro de movimento - Ponto de Pivotamento Tracionador Coordenadas X (m) Y (m) 84.0 -1.5 - -3.7 5.0 - -6.64 - Ângulo de rampa 45° a 96° - - Altura do convés principal 5.0m - - A Figura 4.6 e a Figura 4.7 apresentam fotos da embarcação Saibos FDS. X X X X 27 Figura 4.6: Saibos FDS Figura 4.7: Vista da rampa da Saibos FDS 28 4.2 Simulação 4.2.1 Considerações Foram realizadas análises estruturais estáticas e dinâmicas com intuito de avaliar o nível de tensões na parede do duto durante o seu lançamento e os três métodos de instalação pela superfície, considerando os critérios de aceitação do item 4.2.2. Todas as análises foram desenvolvidas com o auxílio X X do programa comercial de elementos finitos OFFPIPE[4], desenvolvido por X X Robert C. Malahy Jr., o qual é usado especificamente para a modelagem e análise estrutural de problemas encontrados na instalação e operação de dutos offshore. Na análise de lançamento o OFFPIPE calcula tensões e deformações nas regiões de overbend, sagbend e outras regiões do duto, determina o ângulo do duto, fazendo uma consideração de catenária durante o lançamento, além de determinar a curvatura da popa da embarcação e os tipos de stinger, calcula as posições do ponto onde o duto toca no leito marinho (touchdown point), dentre outros cálculos. O ponto de origem das coordenadas está localizado na junção do convés principal e o espelho de popa da balsa, conforme ilustrado na Figura 4.8[4]. O X X X eixo Z está saindo do plano. O mesmo sistema de coordenadas representado na Figura 4.8 é adotado para as coordenadas da rampa e dos roletes. X X 29 Figura 4.8: Posição original do sistema global de coordenadas O centro de movimento da embarcação e a convenção de sinais para os seis movimentos da embarcação são mostrados na Figura 4.9. As convenções de X X sinais para as direções de ondas e correntes são ilustradas na Figura 4.10. X X Figura 4.9: Centro de movimento e convenção de sinais para os seis graus de liberdade da embarcação. bombordo 0º 180º popa proa X Z boreste 135º 90º Figura 4.10: Direção de RAO 30 A convenção de sinal, usada pelo OFFPIPE, para definir a direção de escoamento para corrente é a mesma usada para direção de ondas. A direção do escoamento é o angulo entre o vetor horizontal de velocidade da corrente e o eixo global X. A direção de escoamento é positiva quando a rotação do vetor de velocidade de corrente em torno do eixo vertical Y é no sentido horário quando observado de cima. A convenção de sinal usada para direção de escoamento é mostrada na Figura 4.11. X X Figura 4.11: Convenção de sinais para corrente e ondas 31 Para determinar as cargas durante a operação de lançamento, as análises foram desenvolvidas considerando ondas irregulares, representadas pelo espectro de onda de JONSWAP[3] ajustado para a Bacia de Campos. A X X densidade espectral é dada por: ⎡ (f − f ) ⎤ −4 5 ⎤ exp ⎢⎢ − 2 p 2 ⎥⎥ ⎡ ⎛ ⎞ f ⎛ ⎞ 5 f (2*σ * f p )⎦ p S ( f ) = * Hs 2 * Tp * ⎜⎜ ⎟⎟ * (1 − 0.287 * ln γ ) * exp ⎢− 1.25 * ⎜ ⎟ ⎥ * γ ⎣ ⎜ ⎟ 16 ⎢ ⎝ f ⎠ ⎝ f p ⎠ ⎥⎦ ⎣ Onde: f - freqüência (Hz) fp – freqüência de pico (Hz) B B γ - parâmetro de ajuste de pico ou fator de aumento de pico σ - parâmetro de ajuste de banda O parâmetro γ para os dados de onda na Bacia de Campos é ajustado pela expressão abaixo: γ = 6.4 *Tp −0.491 → Tp = Período de pico B B A onda de projeto selecionada foi retirada da Tabela 4.7, onde a direção de X X incidência considerada para onda foi de 180 graus, o principal motivo para a escolha da incidência de ondas a 180°, foi a limitação das direções de RAO disponível para os 3 métodos, sendo o RAO de 180° o disponível para as três embarcações. O critério de seleção foi definido em função da capacidade das embarcações, no caso a embarcação que BGL-1 que faz instalação pelo método S-Lay está limitada a ondas de 1,5m. Além disso, buscou-se verificar a probabilidade acumulada de ocorrência de onda com essa altura significativa, onde se constatou que a onda com esta altura significativa de 1,5m possui probabilidade acumulada de ocorrência de aproximadamente 85%, o que significa que há 85% de probabilidade de ocorrerem ondas menores que 1,5m o que foi considerado como sendo bastante razoável. Sendo assim a onda adotada foi a de 1,5m de altura significativa, com período médio associado 7,7 s. 32 As correntes adotadas foram as com valores extremos anuais, com incidência de 180°, a angulação de incidência de corrente foi escolhida como sendo igual a de ondas, visando amplificar o carregamento. Os valores das correntes foram retiradas da Tabela 4.3. X X Tabela 4.7: Tabela de probabilidade acumulada de ondas e períodos 33 4.2.2 Critérios de Comparação O critério de comparação leva em consideração o critério simplificado da Norma DNV OS-F101[2], seção 12 K. O critério simplificado estabelece que X X para região de sagbend a tensão equivalente na parede do duto deve ser limitada em 87% da tensão de escoamento do material, para carregamento estático e dinâmico. Para região de overbend o critério simplificado estabelece que as deformações equivalentes no duto, para aço API X60, devem permanecer abaixo de 0,23% e 0,29%, para carregamento estático e dinâmico, respectivamente. 4.3 Análise dos Dados e Resultados Obtidos Com base nas informações dos itens acima, e com auxilio do programa OFFPIPE, os dutos de diâmetro de 323,90mm e 219,10mm foram analisados para os métodos, S-Lay, Reel-Lay e J-Lay considerando as profundidades de 100, 500, 950, 1400 e 1800 metros e as limitações de cada embarcação, buscando se avaliar uma faixa de lâmina d’água de rasas até profundas. Os resultados obtidos para cada tipo de duto, lançamento e lâmina d’água são apresentados da Tabela 4.8 à Tabela 4.12. Cada tabela apresenta os X X X X resultados das análises estáticas e dinâmicas para cada profundidade considerada. Além das tabelas foram plotados gráficos referentes as regiões da rampa, sagbend e TDP com %σ/σy por lâmina d’água para as análises B B dinâmica, e são apresentados das Figura 4.12 a Figura 4.17. X X X X 34 Tabela 4.8: Resultados da análise para 100m de profundidade. 35 Tabela 4.9: Resultados da análise para 500m de profundidade. 36 Tabela 4.10: Resultados da análise para 950m de profundidade. 37 Tabela 4.11: Resultados da análise para 1400m de profundidade. 38 Tabela 4.12: Resultados da análise para 1800m de profundidade. 39 Região do Sagbend - Duto de 323,90mm 110,00 100,00 S-lay σ/σy (%) 90,00 80,00 Reel 70,00 J-Lay 60,00 Limite 50,00 40,00 30,00 20,00 10,00 0,00 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 LDA (m) Figura 4.12: Porcentagem da tensão de escoamento na região do sagbend para os 3 métodos variando com a profundidade – análise dinâmica Rampa- Duto de 323,90mm σ/ σy (%) 110,00 100,00 90,00 S-lay Reel 80,00 70,00 60,00 50,00 40,00 30,00 J-Lay Limite 20,00 10,00 0,00 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 LDA (m) Figura 4.13: Porcentagem da tensão de escoamento na região da rampa para os 3 métodos variando com a profundidade– análise dinâmica 40 Região do TDP- Duto de 323,90mm 110,00 100,00 S-lay σ/σy (%) 90,00 80,00 Reel 70,00 J-Lay 60,00 Limite 50,00 40,00 30,00 20,00 10,00 0,00 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 LDA (m) Figura 4.14: Porcentagem da tensão de escoamento na região do TDP para os 3 métodos variando com a profundidade– análise dinâmica Região do Sagbend - Duto de 219,10mm 110,00 100,00 S-lay σ/σy (%) 90,00 80,00 Reel 70,00 J-Lay 60,00 Limite 50,00 40,00 30,00 20,00 10,00 0,00 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 LDA (m) Figura 4.15: Porcentagem da tensão de escoamento na região do sagbend para os 3 métodos variando com a profundidade – análise dinâmica 41 Rampa- Duto de 219,10mm σ / σy (%) 110,00 100,00 90,00 S-lay 80,00 70,00 Reel 60,00 Limite J-Lay 50,00 40,00 30,00 20,00 10,00 0,00 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 LDA (m) Figura 4.16: Porcentagem da tensão de escoamento na região da rampa para os 3 métodos variando com a profundidade– análise dinâmica Região do TDP- Duto de 291,10mm 110,00 100,00 S-lay σ/σy (%) 90,00 80,00 Reel 70,00 J-Lay 60,00 Limite 50,00 40,00 30,00 20,00 10,00 0,00 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 LDA (m) Figura 4.17: Porcentagem da tensão de escoamento na região do TDP para os 3 métodos variando com a profundidade– análise dinâmica 42 A partir dos resultados apresentados nas tabelas 4.8 a 4.12, os seguintes pontos devem ser enfatizados: 1. Profundidade de 100m: • Tanto nas análises estáticas quanto dinâmicas a tensão equivalente na parede do duto se mantém abaixo de 87% da tensão de escoamento; • A região do TDP é a que apresenta a menor porcentagem de tensão equivalente na parede / tensão de escoamento em todos os métodos. Para o método S-Lay a região de transição da embarcação para rampa (região de overbend) apresentou a maior tensão. Para os demais métodos por não existir essa região, a maior tensão ocorreu na região de sagbend. Neste B B caso foi observado que o maior valor de tensão ocorreu para o método J-Lay; • O método S-lay é o que requer uma maior força de tração no tracionador, seguido pelo método Reel-lay. 2. Profundidade de 500m: • Apenas para os métodos Reel-Lay e J-Lay, tanto nas análises estáticas quanto dinâmicas, a tensão equivalente na parede do duto se mantém abaixo de 87% da tensão de escoamento; • Para o método S-lay nesta profundidade e para o duto de diâmetro nominal de 323,90mm o duto não conseguiu manter a integridade estrutural, obtendo a tensão equivalente na parede do duto maior que a tensão de escoamento na região de overbend, como podemos ver na análise dinâmica esse valor é quase ultrapassado para o duto de diâmetro nominal 219,10mm, chegando a 84,59%; 43 • O método S-lay é o que requer uma maior força de tração no tracionador, seguido pelo método Reel-lay; • Para os métodos Reel-Lay e J-Lay a região do sagbend foi a que apresentou a maior tensão e força axial máxima no duto, porém muito abaixo do requerido; • Para os métodos S-Lay e Reel-lay o duto de diâmetro nominal 219,10mm apresentou melhores resultados em termos de força axial e % de tensão no duto/tensão de escoamento; • Para ambos os métodos, a região do TDP foi a que apresentou melhores resultados em termos de força axial e % de tensão no duto/tensão de escoamento, para ambos os diâmetros. 3. Profundidades de 950 a 1400m: • O método S-lay não foi analisado, pois não manteve a integridade do duto; • Tanto nas análises estáticas quanto dinâmicas a tensão equivalente na parede do duto se mantém abaixo de 87% da tensão de escoamento para os métodos Reel-Lay e J-Lay; • Para ambos os métodos analisados a região do sagbend foi a que apresentou a maior % de tensão no duto/tensão de escoamento e força axial no duto, porém muito abaixo do requerido; • Para ambos os métodos analisados a região do TDP foi a que apresentou melhores resultados em termos de força axial e % de tensão no duto/tensão de escoamento, para ambos os diâmetros. 44 • O método Reel-Lay exigiu maior força no tracionador da embarcação e apresentou maiores valores de força axial e % de tensão no duto/tensão de escoamento, para ambos os diâmetros. 4. Profundidade de 1800m: • O método S-lay não foi analisado, pois já não manteve a integridade do duto; • Tanto nas análises estáticas quanto dinâmicas a tensão equivalente na parede do duto se mantém abaixo de 87% da tensão de escoamento para os métodos Reel-Lay e J-Lay; • Para o método J-Lay a região do sagbend foi a que apresentou o maior valor de % de tensão no duto/tensão de escoamento e força axial no duto, para o método Reel-Lay a região do sagbend apresentou maior valor de força axial no duto, porém o último rolete da embarcação foi o que apresentou o maior valor de % de tensão no duto/tensão de escoamento; • Para ambos os métodos analisados, a região do TDP foi a que apresentou melhores resultados em termos de força axial e % de tensão no duto/tensão de escoamento, para ambos os diâmetros. • O método Reel-Lay exigiu maior força no tracionador da embarcação, e para o duto de 323,90mm, tração necessária para instalação foi maior que a capacidade instalada, mas a embarcação seria capaz de fazer um upgrade na sua máquina de tração, conseguindo assim alcançar a força de tração necessária e esse detalhe foi considerado nas análises, além disso, apresentou maiores valores de força axial e % de tensão no duto/tensão de escoamento, para ambos os diâmetros. 45 5 5.1 CONCLUSÕES E SUGESTÕES Conclusões Com base nos resultado apresentados, relacionando os diâmetros analisados, o duto com o diâmetro nominal de 219,10mm apresentou melhores resultados em termos de tensões do que duto com diâmetro de 323,90mm, para todos os métodos. Isso se deve ao fato do duto ser mais leve, possuindo assim um peso suspenso menor e exigindo assim menor força no tracionador da embarcação. Isto se traduz em forças axiais menores para manter a integridade do duto suspenso e forças axiais menores na região de overbend, sagbend e touch down point, resultando em menores tensões equivalentes na parede do duto nessas regiões. Todos os métodos se aplicam a águas rasas, intermediárias e profundas e dependem bastante da configuração de rampa e da capacidade da máquina de tração da embarcação. Comparando os três métodos em relação à região de sagbend o método J-Lay apresentou maior de tensão equivalente na parede do duto, provavelmente pelo baixo ângulo de rampa que é necessário para águas rasas. 46 O método S-lay foi o que apresentou piores resultados comparados com os demais métodos. Esse método, como esperado, apresentou maiores tensões na rampa (stinger) e exigiu maior força na máquina de tração. Uma das impossibilidades de prover a análise para profundidades maiores que 500m foi devido a configuração da rampa e da capacidade da maquina de tração da embarcação utilizada para as análises. O método S-lay com a configuração da embarcação utilizada mostrou-se restrito a águas rasas, este método exigiu grande capacidade da máquina de tração e configuração de rampa que evite tensões maiores que as admissíveis na região de overbend. Cabe ressaltar que esse método não está restrito a águas rasas, na referência [9] pode ser visto com mais detalhes um estudo deste método X X aplicado em águas profundas. É um método bastante utilizado para dutos com grandes diâmetros e revestimento de concreto, possuindo uma boa velocidade de lançamento. Em se tratando de águas mais profundas, como pode ser constatado nos dados analisados, o método J-Lay foi o que apresentou melhores resultados comparados com os demais métodos. É um método que requer menor força na máquina de tração e apresenta menores forças axiais nas regiões de sagbend e touch down point, além de apresentar menores tensões equivalentes na parede do duto nessas regiões, resultando assim em menores tensões atuantes no duto. A região que pode ser considerada como mais crítica para esse método é a de sagbend, que é uma região mais sensível ao colapso, pois é submetida a tensões devido à combinação de flexão com pressão externa. 47 O método Reel-Lay mostrou-se um método de instalação aplicado em águas mais profundas. Não apresentou melhores resultados que o método J-Lay, mas é um método bastante utilizado por ser o que possui maior velocidade de instalação, reduzindo o período de construção e as paradas devido às condições ambientais desfavoráveis. A região do sagbend apresentou maior porcentagem tensão equivalente na parede do duto. Aspectos referentes às tensões residuais devido ao processo de dobramento e suas conseqüências na vida à fadiga devem ser cuidadosamente consideradas no caso de risers rígidos instalados por este método. 5.2 Sugestões para trabalhos futuros Recomenda-se, para trabalhos futuros utilizar para o método S-lay uma embarcação com maior capacidade de tração e uma configuração de rampa diferente, já que estes foram os motivos pelo qual o duto não pode manter a integridade estrutural para maiores profundidades, ou então a variação dos parâmetros citados acima, até que a instalação para águas mais profundas possa ser garantida. Também nessa linha, recomenda-se a implementação do estudo do fator custo na avaliação dos métodos. 48 6 REFERÊNCIA BIBLIOGRÁFICA [1]. XAVIER CASTELLO, ”EFEITOS DO PROCESSO DE INSTALAÇÃO NA RESISTÊNCIA ESTRUTURAL DE DUTOS SANDUÍCHE”, TESE M. SC, COPPE/UFRJ, FEVEREIRO/2005. [2]. DNV OS F101, SUBMARINE PIPELINE SYSTEMS, JANUARY 2000. [3]. DADOS METAOCEÂNICOS DA BACIA DE CAMPOS, ESPECIFICAÇÃO TÉCNICA. [4]. OFFPIPE USER´S GUIDE – VERSION 2.06, MALAHY JR., R.C., 1996 [5]. DADOS DE PROJETO DEFINIDOS COM OS ORIENTADORES DO PROJETO FINAL DO CURSO DE ENGENHARIA NAVAL E OCEÂNICA [6]. API 5L, SPECIFICATION FOR LINE PIPE, 42 ED., WASHIGTON, AMERICAN PETROLEUM INSTITUTE, JULY 2000. [7]. LUPINACCI, A. L. M, ”CONTRIBUIÇÃO AO ESTUDO DE FLAMBAGEM EM DUTOS RÍGIDOS SUBMARINOS CONDUZINDO FLUIDOS AQUECIDOS”, TESE M.SC, COPPE/UFRJ, MARÇO/2003. [8]. APOSTILA DE TECNOLOGIA DOS SISTEMAS OCEÂNICOS VERSÃO 02/2005 – PROFESSORA MARTA CECILIA TAPIA REYES – EP/UFRJ [9]. ED VERMEULEN, “ULTRADEEPS NO THREAT TO S-LAY”- APRIL 2000, PUBLICAÇÃO, WWW.OILONLINE.COM 49
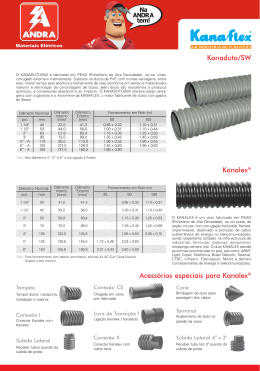
Baixar