Os Bastidores da Cor
Manual de consulta
I.
II.
III.
IV.
V.
VI.
VII.
VIII.
IX.
Introdução ................................................................................................................
Conceitos básicos ....................................................................................................
1. Colorantes .........................................................................................................
2. Aditivos ..............................................................................................................
3. Concentrados ....................................................................................................
Processo de fabricação dos concentrados ..............................................................
1. Concentrados Granulados .................................................................................
2. Concentrados em pó ou dry-blend ....................................................................
3. Concentrados universais ...................................................................................
Utilização prática dos concentrados .........................................................................
1. Dosagem ...........................................................................................................
2. Granulometria ....................................................................................................
3. Condições de Processamento ...........................................................................
Propriedades fundamentais dos concentrados ........................................................
1. Tonalidade .........................................................................................................
1.1. Metameria ..................................................................................................
1.2. Diferença de cor - E ................................................................................
2. Homogeneização ...............................................................................................
3. Concentração .....................................................................................................
4. Dispersão ...........................................................................................................
5. Poder Tintorial ....................................................................................................
6. Poder de Cobertura ...........................................................................................
7. Resistência Térmica ..........................................................................................
8. Solidez à luz e intempéries ................................................................................
9. Solidez à migração ............................................................................................
10. Toxicidade .........................................................................................................
11. Granulometria ....................................................................................................
Informações indispensáveis para o desenvolvimento ..............................................
1. Padrão de cor ....................................................................................................
2. Polímero de aplicação .......................................................................................
3. Características do produto final .........................................................................
4. Fonte de luz onde a cor será avaliada ...............................................................
5. Equipamentos e condições de processo ...........................................................
6. Contato com alimentos ou fármacos .................................................................
Concentrados e compostos de aditivos para plásticos ............................................
1. Concentrados estabilizantes de luz ultravioleta (anti-UV) .................................
2. Concentrados antioxidantes ..............................................................................
3. Concentrados deslizantes (slip) .........................................................................
4. Concentrados antibloqueio (antiblocking) ..........................................................
5. Concentrados antiestáticos ................................................................................
6. Concentrados antifibrilantes para ráfia PEAD – PP ...........................................
7. Concentrados de agentes expansores ..............................................................
8. Compostos de purga ..........................................................................................
9. Concentrados e compostos retardantes de chama ...........................................
10. Concentrados e compostos eletricamente condutivos ......................................
11. Concentrados aromatizados ..............................................................................
12. Concentrados clarificantes .................................................................................
13. Concentrados metalizados ................................................................................
14. Concentrados foto, bio e fotobiodegradáveis ....................................................
Problemas típicos e suas soluções ..........................................................................
Glossário ..................................................................................................................
p. 02
p. 03
p. 03
p. 04
p. 04
p. 06
p. 06
p. 07
p. 07
p. 08
p. 08
p. 08
p. 08
p. 09
p. 09
p. 11
p. 11
p. 12
p. 12
p. 13
p. 13
p. 13
p. 14
p. 14
p. 14
p. 15
p. 15
p. 17
p. 17
p. 17
p. 18
p. 18
p. 18
p. 19
p. 20
p. 20
p. 20
p. 20
p. 21
p. 21
p. 21
p. 21
p. 21
p. 22
p. 22
p. 22
p. 22
p. 22
p. 23
p. 24
p. 28
Os Bastidores da Cor
Introdução
A cor, como é amplamente reconhecida, traz grande contribuição para o sucesso de um produto.
Este reconhecimento traz consigo a intensificação de estudos sobre a cor e conseqüentemente a
especialização nos métodos de coloração.
No setor de plásticos especificamente, em vista da complexidade crescente do mercado, a escolha
e desenvolvimento das cores ideais envolvem aspectos mais complexos que os tradicionalmente
considerados, como estética e efeitos psicológicos.
A obtenção da cor envolve a coordenação de diversos elementos, tais como utilização da peça,
níveis de tolerância, resina utilizada, temperatura de processamento, atoxicidade e outros.
Para que o sucesso do desenvolvimento, tanto de cores como de outros produtos, seja conduzido
econômica e eficientemente, é necessário que haja grande entrosamento entre o cliente e o
fornecedor de matéria-prima.
É no sentido de aprimorar cada vez mais a comunicação com o mercado (nossos clientes), que a
Cromex editou este manual para consulta rápida, abordando alguns conceitos sobre concentrados
de cor e aditivos.
Não se pretende com ele esgotar os temas abordados, mas sim fornecer uma orientação rápida às
questões mais freqüentes encontradas durante anos de atuação no mercado.
A Cromex coloca ainda toda sua equipe técnica à disposição para quaisquer esclarecimentos
adicionais, buscando aperfeiçoar cada vez mais seu relacionamento com o setor.
OBSERVAÇÕES QUANTO À LEITURA
Este trabalho dirige-se a todos os profissionais direta ou indiretamente ligados ao mercado dos
termoplásticos, técnicos ou não.
Tivemos a preocupação, ao elaborá-lo, de utilizar uma linguagem simples, sem prejudicar contudo
a qualidade da informação apresentada.
Para facilitar a leitura, dividimos o conteúdo em tópicos, sendo que, no desenvolvimento dos
assuntos, colocamos em evidência os conceitos básicos.
Preparamos ainda um pequeno glossário, onde expomos conceitos que não são abordados no
decorrer do trabalho.
Voltar
Os Bastidores da Cor
Conceitos Básicos
Existem diversas técnicas de coloração de resinas termoplásticas. Dentre elas, os concentrados ou
masterbatches se destacam, pois oferecem muitas vantagens aos transformadores que os utilizam.
Apesar da simplicidade de utilização, os concentrados envolvem composições complexas de
colorantes e/ou aditivos, obedecendo a rígidos critérios em sua seção e incorporação.
Para iniciar a discussão sobre masterbatches, devemos abordar três conceitos básicos:
1. COLORANTES
São substâncias química que, uma vez incorporadas, conferem cor a um substrato.
Os colorantes podem ser classificados em duas categorias: os corantes e os pigmentos. Estes
últimos, por sua vez, possuem duas classes: os pigmentos orgânicos e os inorgânicos, conforme
abaixo:
CORANTES:
São colorantes orgânicos solúveis no meio de aplicação. Possuem baixo índice de refração,
elevado poder tintorial, variável solidez à luz e à temperatura, e alto brilho.
PIGMENTOS:
São colorantes insolúveis no meio de aplicação. Possuem alto índice de refração e suas
propriedades dependem tanto da estrutura química, como também dos fatores físico-químicos,
como cristalização, dispersão de partículas sólidas ou cristais, etc..
CARACTERÍSTICAS DOS PIGMENTOS
ORGÂNICOS:
- bom poder tintorial
- alto brilho
- boa transparência
- variável solidez à luz e ao calor
Voltar
Os Bastidores da Cor
INORGÂNICOS:
- boa opacidade/cobertura
- pouco brilho
- boa solidez à luz
- variável solidez ao calor
IMPORTANTE:
Na formulação de um concentrado de cor, a seleção dos colorantes é feita levando-se em conta
todas as propriedades acima, obtendo-se composições específicas para as aplicações desejadas.
Pode-se desenvolver uma cor com até 5 colorantes diferentes, desde que todos tenham
compatibilidade com a resina a colorir, e obedeçam às restrições de processo e utilização final do
produto (descritas no capítulo UTILIZAÇÃO PRÁTICA DOS CONCENTRADOS).
2. ADITIVOS
São produtos químicos que conferem propriedades específicas aos plásticos.
Exemplos: deslizantes, antibloqueio, retardantes de chama, fotobiodegradáveis, anti-UV. etc. (ver
descrição completa no capítulo CONCENTRADOS E COMPOSTOS DE ADITIVOS
PARA PLÁSTICOS).
Tal qual acontece com os colorantes, a seleção dos aditivos para a elaboração de concentrados ou
compostos é feita com base em restrições de processo e utilização final do produto.
3. CONCENTRADOS
São produtos da incorporação de altas quantidades de colorantes e/ou aditivos em veículo
compatível com o polímero de aplicação, destinados a colorir e/ou aditivar as resinas
termoplásticas em geral.
Dependendo do processo de fabricação e do veículo utilizado, os concentrados podem ter as
seguintes apresentações:
DESCRIÇÃO E CARACTERÍSTICAS
CONCENTRADOS GRANULADOS: Resultam da incorporação dos colorantes e/ou aditivos em
resina termoplástica (veículo) processável em equipamentos de extrusão.
- Aplicáveis de 2 a 5 PCR em peso.
- Fácil dosagem e manuseio.
- Excelente dispersão de colorantes.
- Não contaminante.
- Uniformidade de cor.
Voltar
Os Bastidores da Cor
- Elevado poder de tingimento, o que significa alto rendimento.
- Permite trocas de cores rápidas e econômicas.
- Proporciona estoques reduzidos de matéria-prima.
- Baixo custo por kg de material tingido.
- Não interfere nas propriedades do produto final.
CONCENTRADOS EM PÓ OU DRY-BLENDS: obtidos via dispersão dos colorantes e/ou aditivos
em veículo não polimérico, na forma de pó. Têm a propriedade de envolver e aderir uniformemente
ao polímero de aplicação. Podem ser obtidos também por micronização dos concentrados
granulados.
- Aplicação normalmente inferior a 2 PCR em peso.
- Indicado para aplicação em resina na forma de pó.
- Permite a agregação de alto teor de colorantes.
- Boa homogeneização com a resina de aplicação.
- Tende a causar contaminação.
- Menor dispersão de colorantes com relação aos concentrados granulados.
CONCENTRADOS UNIVERSAIS: São uma dispersão de colorantes e/ou aditivos em veículo
aglomerante, gerando um produto de granulometria irregular.
- Aplicáveis de 1 a 5 PCR em peso.
- Não contaminante.
- Compatível com várias resinas, embora a cor natural delas interfira na cor do produto final.
- Possuem baixa viscosidade de fundido, o que pode levar a boa homogeneização com alguns
polímeros e regular com outros.
- O veículo aglomerante pode interferir nas propriedades do produto final.
Voltar
Os Bastidores da Cor
Processo de Fabricação dos Concentrados
A produção dos concentrados de cor ou masterbatches, aparentemente simples, envolve
processos e equipamentos específicos, sendo necessário grande rigor no acompanhamento da
produção para atender todas as especificações desejadas.
1. CONCENTRADOS GRANULADOS
Evidentemente, a fabricação de alguns concentrados especiais foge ao fluxograma genérico
apresentado, havendo acréscimo de etapas, como pré-dispersão de colorantes e/ou aditivos, préestufagem de componentes da mistura. etc.
Voltar
Os Bastidores da Cor
2. CONCENTRADOS EM PÓ OU DRY-BLENDS
3. CONCENTRADOS UNIVERSAIS
Voltar
Os Bastidores da Cor
Utilização Prática dos Concentrados
A principal característica dos concentrados é sua simplicidade de uso.
Existem diversos aspectos que merecem especial atenção, os quais descreveremos a seguir.
1. DOSAGEM
É a porcentagem adequada de concentrado que será aplicada à resina, para obter o efeito
desejado.
A dosagem recomendada pelo fabricante deve ser rigorosamente obedecida, caso contrário podem
ocorrer problemas de tonalidade, cobertura ou homogeneização.
A mistura com a resina virgem pode ser feita por simples tamboreamento , ou através de
dosadores automáticos.
No primeiro caso, recomenda-se a pesagem do material em balanças simples e posterior
tamboreamento da mistura, de forma a garantir a distribuição homogênea dos grânulos do
concentrado na resina de aplicação. Isto pode ser feito em tambores rotativos, betoneiras ou
mesmo manualmente.
IMPORTANTE
Normalmente, os concentrados são dosados em PCR (partes por cem partes de resina), o que
torna o procedimento de pesagem mais simples que a dosagem porcentual (%).
Para que se esclareça a diferença entre PCR e %, mostramos abaixo um exemplo numérico:
PCR
%
2 PCR = 2 partes de concentrado + 100 partes de resina = 102 partes (1,96%)
2% = 2 partes de concentrado + 98 partes de resina = 100 partes (2,00%)
2. GRANULOMETRIA
Refere-se à uniformidade, regularidade e ao tamanho dos grãos de concentrado.
Quando se utilizam dosadores automáticos volumétricos, torna-se imprescindível que a
granulometria do concentrado seja uniforme e constante em todos os lotes. Neste caso,
recomenda-se aos usuários especificar a granulometria mais adequada para sua utilização.
3. CONDIÇÕES DE PROCESSAMENTO
Os concentrados de cor e aditivos são projetados para determinadas condições de processamento.
Portanto, recomenda-se:
-
Não ultrapassar o limite de resistência térmica do concentrado;
Evitar tempos de residência muito longos nos equipamentos de processo;
Ajustar a máquina para obter boa plastificação e homogeneização da mistura;
Usar telas adequadas nos processos de extrusão.
Voltar
Os Bastidores da Cor
Propriedades Fundamentais dos Concentrados
1. TONALIDADE
A cor é resultado da interação entre o iluminante (fonte de luz), o objeto iluminado e o observador,
não se tratando portanto de um fenômeno simples.
A cor é hoje objeto de grandes atenções, em função de sua influência direta na aparência e no
custo de um produto acabado. Sua consistência e manutenção tornam-se necessárias, pois o
consumidor ou usuário do produto acabado certamente irá relacionar estes parâmetros à qualidade
do produto consumido.
AVALIAÇÃO DA TONALIDADE
Tratando-se de concentrados de cor, a avaliação e controle da tonalidade são feitos tanto
visualmente como através de medição instrumental rigorosa.
AVALIAÇÃO VISUAL
Consiste na comparação visual de duas amostras obtidas sob idênticas condições de processo e
sob a mesma luz incidente, utilizando o concentrado "lote" em uma delas e o concentrado "padrão"
em outra. Normalmente a avaliação visual está sujeita a variáveis subjetivas não padronizadas,
que podem interferir no julgamento da cor.
AVALIAÇÃO INSTRUMENTAL:
A) Colorímetros tristímulos: Operam com três filtros sobre o espectro de luz visível. O resultado de
sua medição é um valor numérico que pode ser comparado ao do padrão, porém não permite
identificar a cor medida. Os colorímetros tristímulos, por não medirem a curva de reflectância
espectral, não são capazes de detectar subtons e mascaram erros de metameria (ver item 1.1).
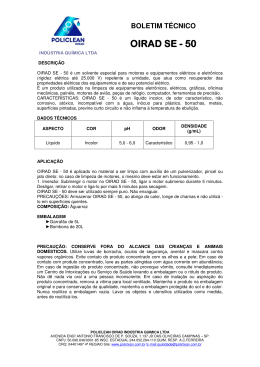
B) Espectrofotômetros computadorizados: A comparação da cor consiste em submeter amostras
"padrão" e "lote" a uma fonte de luz gradativamente variável na faixa de 400 a 700 nanômetros
(faixa de comprimento de onda visível), sendo que, para cada comprimento de onda incidente, uma
determinada porcentagem de luz é refletida pelo objeto (reflectância). Dessa forma cada cor
avaliada terá sua curva característica e exclusiva de comprimento de onda vs. reflectância.
0 desenho a seguir mostra exemplos destas curvas. Correspondência entre as cores e as faixas de
comprimento de onda:
Voltar
Os Bastidores da Cor
Notas:
- O branco, que reflete todos os comprimentos de onda, tem uma curva teórica reta, na faixa dos
100% de reflectância;
- O preto, ao contrário, por absorver todos os cumprimentos de onda, tem uma curva teórica reta
em torno do 0%;
- As curvas das outras cores, por sua vez, apresentam picos na faixa de comprimento de onda
correspondente à tonalidade predominante.
A partir deste princípio, a diferença entre duas cores (padrão e lote, por exemplo) pode ser
registrada numericamente, além da visualização imediata dos desvios através dos gráficos.
Com estes instrumentos, o transformador e o fornecedor de concentrados de cor podem
estabelecer limites de tolerância para os lotes fabricados, de acordo com o padrão aprovado.
Voltar
Os Bastidores da Cor
1.1 METAMERIA
A metameria ocorre quando:
- duas ou mais cores parecem semelhantes a um observador, sob uma determinada fonte
de luz, e
- as mesmas cores parecem diferentes entre si, quando observadas sob fontes de luz
diferentes da primeira.
Isto ocorre quando as amostras submetidas à observação são formuladas de modo diferente.
Além da avaliação visual, a metameria pode também ser detectada através da medição
instrumental da cor e visualização da curva espectrofotométrica.
Quando duas amostras têm a mesma curva de reflectância, para todos os observadores e para
todas as fontes de luz, pode-se dizer que não há metameria.
Em muitos casos contudo, evitar a metameria requer que os mesmos pigmentos e corantes sejam
usados, além da mesma resina-base e o mesmo grau de dispersão.
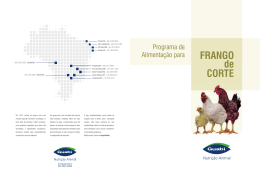
1.2 DIFERENÇA DE COR - E
A diferença entre uma cor padrão e a cor de uma amostra desenvolvida a partir dela é
normalmente avaliada por um parâmetro denominado, na espectrofotometria computadorizada, de
Delta E ( E).
Para melhor esclarecer esse conceito, falaremos de seu sistema de medição.
Existem vários modos de descrever cores. Um deles, o L, a, b, baseado nas teorias de visão de
cor, afirma que o sinal enviado do olho para o cérebro carrega informações em tons avermelhados
ou esverdeados, amarelados ou azulados e em luminosidade (brilho), conforme mostramos a
seguir:
O E é o resultado de cálculos efetuados a partir das diferenças verificadas por leitura
colorimétrica, em cada um dos três eixos, quando se comparam duas cores. Ou seja, se
determinamos o valor "zero" para a cor padrão, as diferenças encontradas nos eixos L, a e b são
avaliadas em relação à cor derivada, obtendo-se assim a diferença total com relação ao padrão.
Voltar
Os Bastidores da Cor
Hoje esse tipo de controle é muito difundido, sendo bastante usado para registro numérico das
amostras obtidas, não substituindo porém as comparações visuais e espectrofotométricas.
2. HOMOGENEIZAÇÃO
A homogeneização é o grau de facilidade de distribuição do concentrando sobre a resina de
aplicação, durante o processo de transformação.
Ela depende basicamente de dois fatores: o grau de carregamento do concentrado (teor de
colorantes e/ou aditivos) e do comportamento de fluxo entre o concentrado e o polímero de
aplicação.
GRAU DE CARREGAMENTO:
Deve ser tal que permita uma aplicação do concentrado entre 2 e 5 PCR (ou mais em alguns
casos). Aplicações menores que 1 PCR (concentrados com alto grau de carregamento) implicam
numa distribuição espacial deficiente de grânulos de concentrado na resina, dificultando o trabalho
da rosca em homogeneizar a mistura.
COMPORTAMENTO DO FLUXO:
Para um bom desempenho de um concentrado em termos de homogeneização, sua viscosidade
deve ser necessariamente inferior à da resina, ou seja, o concentrado deve ser sempre mais fluido.
Dessa forma, durante a plastificação da mistura nos filetes da rosca, o concentrado é o primeiro a
sentir o efeito da temperatura e cisalhamento (atrito), e a plastificar-se, homogeneizando-se
rapidamente no polímero de aplicação. Se o masterbatch for mais viscoso, corre-se o risco da peça
conter áreas de maior concentração de colorantes que outras, podendo até causar manchas.
3. CONCENTRAÇÃO
É o grau de carregamento de colorantes e/ou aditivos nos concentrados. A concentração é
determinada pelas matérias-primas envolvidas na formulação (colorantes/aditivos/resinas) e pelo
processo de fabricação do concentrado.
Normalmente busca-se o maior teor possível de colorantes/aditivos na resina, de forma a fabricar o
concentrado com um nível de dispersão adequado para ser aplicado na faixa de 2 a 5 PCR.
Quanto aos pigmentos, há aqueles que permitem alto nível de incorporação com boa dispersão,
como os inorgânicos que atingem níveis de até 80%, enquanto alguns concentrados de pigmentos
orgânicos e/ou corantes atingem níveis máximos de apenas 30%.
A concentração de colorantes e/ou aditivos no masterbatch depende de fatores como:
- Características do padrão desejado (espessura, cobertura, resina-base, cor, etc.)
- Capacidade de homogeneização do equipamento de transformação: quando o equipamento
apresenta deficiência na homogeneização, torna-se necessário diluir o concentrado, de maneira
que possa ser aplicado numa dosagem maior, facilitando sua homogeneização na resina.
VERIFICAÇÃO DA CONCENTRAÇÃO DE COLORANTES/ADITIVOS
Esta verificação é importante uma vez que a concentração de colorantes/aditivos no masterbatch
interfere diretamente no percentual de aplicação e em seu custo, itens aos quais o usuário deve
permanecer alerta.
A verificação pode ser feita pela medida do peso específico do concentrado, ou outros processos
analíticos, embora a verificação ideal faça-se na prática aplicando o concentrado diretamente ao
polímero.
Voltar
Os Bastidores da Cor
PESO ESPECÍFICO OU DENSIDADE:
Este método consiste na comparação das densidades do concentrado padrão e dos lotes
posteriores. Se o lote apresentar peso específico diferente daquele do padrão, pode-se suspeitar
que as concentrações são diferentes. Contudo, o peso específico não indica diretamente o poder
tintorial do concentrado, uma vez que essa propriedade não resulta exclusivamente da quantidade,
mas também da qualidade dos colorantes envolvidos, de sua dispersão e granulometria.
TEOR DE CINZAS: Este teste é utilizado para detectar a concentração de pigmentos que não se
decompõem na temperatura do ensaio, ou seja, alguns pigmentos inorgânicos.
Sua maior aplicação se dá em concentrados brancos, onde o teor residual se relaciona com a
porcentagem de dióxido de titânio (TiO,). A existência de cargas (carbonato de cálcio, talco, etc.) e
outros pigmentos brancos esconde o real teor de TiO2 o que pode alterar algumas características
do concentrado, tais como poder tintorial e cobertura, além de prejudicar seu desempenho em
aplicações críticas como a extrusão de filmes finos. Além desses fatores, as cargas num
masterbatch interferem diretamente no seu custo.
Ensaio para verificação do teor de cinzas:
1º - Calcinação (queima) do material a 600º C por 1 hora
2º - Obtenção das cinzas – composição mais freqüente: TiO2 + CaCO3
3º - Reação com ácido clorídico (HCI), que elimina o CaCO3, restando, se houver, o TiO2
4º - Pesagem das cinzas – chega se ao teor de TiO2 no concentrado
4. DISPERSÃO
É o grau de desaglomeração das partículas de um colorante na resina incorporada.
A dispersão depende das características do colorante, eficiência do processo de fabricação e
formulação adequada do produto.
Um concentrado bem disperso é aquele em que todas as partículas de colorantes estão
suficientemente desaglomeradas de seu estado original, conferindo ao produto final total
uniformidade, sem a presença de pintas ou pontos aglomerados.
5. PODER TINTORIAL
E a propriedade de um colorante conferir mais ou menos cor a um substrato. Esta é uma
característica própria de cada tipo de pigmento/corante.
Em se tratando de concentrados, seu poder tintorial depende diretamente dos tipos de colorantes
utilizados na formulação e do grau de dispersão dos mesmos. Geralmente os corantes possuem
poder tintorial maior que os pigmentos orgânicos que, por sua vez são mais intensos que os
pigmentos inorgânicos.
6. PODER DE COBERTURA
É a capacidade de um colorante não deixar transmitir a luz através de um determinado meio onde
é aplicado.
Isto significa que, quanto maior for a quantidade de luz que atravessa uma peça, menor é o poder
de cobertura dos colorantes que a tingiram.
Voltar
Os Bastidores da Cor
A cobertura está diretamente associada com o espalhamento de luz, e é função do comprimento
de onda, sendo controlada pelo tamanho e forma das partículas de pigmento e pela diferença de
índice de refração entre o pigmento e o meio.
Normalmente, os pigmentos inorgânicos possuem elevado poder de cobertura (são opacos devido
ao alto índice de refração), enquanto os corantes são praticamente transparentes.
7. RESISTÊNCIA TÉRMICA
A resistência térmica é determinada pela temperatura mais alta a que um concentrado pode ser
exposto por cinco minutos, no canhão de uma injetora, sem mudança significativa da cor
Esta alteração de cor pode ocorrer por decomposição térmica do pigmento ou por dissolução com
posterior processo de recristalização do mesmo.
A solidez ao calor do concentrado nem sempre pode ser determinada pela solidez do pigmento
menos resistente, uma vez que a mistura de colorantes, ou grande diferença de concentração
entre eles, pode causar efeitos antagônicos, isto é, um deles pode diminuir as propriedades dos
outros. Por essa razão, todo concentrado desenvolvido deve ter sua própria resistência térmica
medida.
DETERMINAÇÃO DA RESISTÊNCIA TÉRMICA:
Uma técnica simples consiste em submeter a mistura de polímero com o concentrado ao cilindro
de uma injetora, por um intervalo de tempo predeterminado (5 minutos), fixando uma temperatura,
com posterior injeção. Repete-se o teste com sucessivos aumentos de temperatura, até que
ocorram alterações com relação à cor original, obtida nas injeções com temperaturas inferiores.
8. SOLIDEZ A LUZ E INTEMPÉRIES
A coloração de plásticos para emprego em ambientes sujeitos à luz/intempéries exige o uso de
concentrados com colorantes/aditivos de alta estabilidade a esses fatores, sob o risco de
acontecerem variações sensíveis de tonalidade.
Testar a solidez à luz de plásticos coloridos é um processo longo, que pode levar até dois anos ou
mais. Por essa razão, equipamentos de envelhecimento acelerado podem ser utilizados (Xenotest,
Fade-O-Meteir, Weather-O-Meter), visando antecipar a avaliação. Ressaltamos que os resultados
destes testes são considerados como aproximados, e devem ser sempre apresentados de forma
comparativa.
Para a escolha dos pigmentos a serem utilizados, a norma DIN 53388 especifica numa escala de
solidez à luz para colorantes, variando de 1 a 8 onde 1 =muito pobre e 8=excepcional. Entretanto,
para casos mais críticos, além da seleção de colorantes com alta solidez à luz (7/8), é necessário
também levar em consideração a degradação da resina a ser tingida.
9. SOLIDEZ A MIGRAÇÃO
Existem basicamente dois tipos de fenômenos envolvendo migração de colorantes:
EFLORESCÊNCIA
É a migração do colorante para a superfície do plástico, caracterizando-se como uma "poeira"
sobre o material, após dias ou semanas de sua incorporação.
Voltar
Os Bastidores da Cor
Este fenômeno ocorre devido à solubilidade do colorante no plástico, a qual aumenta com o
aumento de temperatura de processo do mesmo.
Quando o material é resfriado, a parte do colorante que foi dissolvida cristaliza-se
preferencialmente na superfície, caracterizando a eflorescência.
SANGRAMENTO
É a migração do colorante para fora do plástico, em direção a um material adjacente ou mesmo
para os produtos embalados (alimentos, cosméticos, etc.), em função de haver solubilidade dos
colorantes nos mesmos.
No desenvolvimento de concentrados de cor, principalmente para embalagens, a seleção de
colorantes com boa solidez à migração é feita segundo a norma DIN 53775, com escala variando
de 1 (pobre) a 5 (muito boa).
10. TOXICIDADE
O aspecto da atoxicidade é especialmente importante quando se trata da coloração de
embalagens e demais produtos que tenham contato com alimentos ou produtos fármacos, além de
brinquedos e outros produtos destinados ao público infantil.
Outro aspecto muito importante é a grande preocupação com a disposição dos produtos que, de
alguma forma, contêm em suas estruturas, materiais a base de metais pesados. Estes produtos,
após a utilização devida, seguem para aterros sanitários, onde, em contato com o solo , podem, ao
longo dos anos, causar algum prejuízo ao Meio Ambiente.
Para atender as diversas necessidades e aplicações, devemos sempre considerar, dentre as três
possibilidades no tratamento da atoxicidade, qual é mais adequada para cliente, levando-se
sempre em consideração o fator custo.
EXIGÊNCIAS:
1. Não atóxico:
São casos em que não existe restrição alguma quanto a utilização de metais pesados nos produtos
e em suas aplicações.
2. Portaria Mercosul:
São casos onde se tem um controle rígido quanto a legislação, na aplicação de componentes a
base de metais pesados. Para isso, deve-se atender a portaria em vigência estabelecida para todo
o Mercosul e publicada pela Secretaria de Vigilância Sanitária, onde são descritos os limites
máximos de utilização destes materiais em suas devidas aplicações.
3. Atóxico
São casos onde a exigência é a completa isenção na utilização destes pigmentos.
Ressaltamos que podemos obter uma mesma cor final, resultante de formulações dos três critérios
de exigência descritos. No entanto, devido as limitações de utilização dos pigmentos impostas
pelas exigências, ocorre uma variação nos preços do produto final. Por isso, torna-se muito
importante a definição da real necessidade do cliente, quanto à aplicação final do produto.
11. GRANULOMETRIA
Como já vimos, a granulometria refere se à uniformidade, regularidade e ao tamanho dos grãos.
Voltar
Os Bastidores da Cor
Sua uniformidade e regularidade são características desejáveis, pois influenciam diretamente na
homogeneização e são indispensáveis para uma dosagem constante.
Basicamente, a granulometria de concentrados deve ser a mais próxima possível (em termos de
dimensão) da granulometria do polímero de aplicação. Os grânulos muito grandes são indesejáveis
para uma boa homogeneização, enquanto que os muito pequenos não são aconselháveis, devido
à possibilidade de sedimentação no funil do equipamento.
Normalmente, os concentrados granulados apresentam-se na forma cilíndrica, de lentilhas ou
cubos, em função dos diversos processos de granulação possíveis.
Voltar
Os Bastidores da Cor
Informações para o desenvolvimento de concentrados de cor e aditivos
Para o desenvolvimento de um concentrado de cor ou aditivos, são necessárias algumas
informações básicas. Estas irão orientar a determinação dos componentes que farão parte da
formulação. Dessa forma, haverá perfeita adequação entre os concentrados desenvolvidos e as
propriedades desejadas.
1. PADRÃO DE COR
É como se denomina a cor que será considerada como referência para o desenvolvimento do
concentrado, e que deverá ser reproduzida no produto final, após a aplicação desse concentrado
na proporção indicada.
No desenvolvimento de um concentrado é sempre necessária a apresentação de um padrão de
cor, uma vez que uma determinada cor só é definida, desenvolvida e avaliada quando comparada
a uma outra, ou seja, dizer que se deseja simplesmente azul escuro não define a cor desejada.
São de grande influência, contudo, as características físicas do que será considerado padrão de
cor. Em primeiro lugar é preciso que o padrão de cor seja algo palpável, concreto e s6lido.
Desenvolver uma cor cuja referência é, por exemplo, a gema de um ovo ou a cor do sol no poente,
torna-se bastante subjetivo, não se caracterizando como um padrão de cor.
Por outro lado, padrões de cor fornecidos em materiais que não sejam o polímero de aplicação,
como por exemplo um pedaço de tecido ou papel, um objeto metálico ou uma peça cerâmica,
apresentam características de textura, brilho e composição pigmentária distintos, dificultando sua
avaliação e reprodução fiel. O ideal seria um padrão em plástico já na resina de aplicação.
É importante lembrar também que padrões de cor de produtos que passam por mais de uma etapa
de transformação, como por exemplo copos descartáveis (extrusão da chapa e termoformagem),
fitilhos (extrusão do filme e estiramento), etc., devem ser obtidos de preferência a partir do produto
semi-acabado.
2. POLÍMERO DE APLICAÇÃO
É a resina, ou composto básico, na qual o concentrado em questão será misturado, na proporção
indicada (freqüentemente de 2 a 5 PCR). É baseado nessa informação que se definirá a resina na
qual serão incorporados de forma concentrada os colorantes e aditivos, isto é, qual a resina veículo
do concentrado.
O veículo deverá ter necessariamente natureza química idêntica ou semelhante à do polímero de
aplicação, de modo a obter compatibilidade. Caso contrário pode haver problema de delaminação
(escamação).
O índice de fluidez do polímero de aplicação, ou ainda seu código, são desejáveis para projetar um
concentrado que apresente condições reológicas (de fluxo) favoráveis para sua perfeita
homogeneização no polímero. Essa condição será alcançada quando se obtiver um concentrado
que no processo de transformação, se plastifique momentos antes da resina de aplicação e que,
estando ambos fundidos, suas viscosidades sejam parecidas.
Um outro aspecto a se considerar no polímero de aplicação é a sua cor. Além da cor natural variar
de polímero para polímero (ex.: o ABS é amarelado, o PSAI é esbranquiçado), existem situações
em que se quer colorir materiais compostos carregados com retardantes de chama, com cargas
minerais, etc. Nesse último caso, torna-se necessário o envio de uma amostra desse composto
Voltar
Os Bastidores da Cor
para o desenvolvimento da cor de interesse. Isso em virtude da influência da cor do meio de
aplicação na cor final do produto. Desta forma, um concentrado desenvolvido para PSAI jamais
reproduzirá a mesma cor se aplicado em ABS.
Por fim, o conhecimento do polímero de aplicação já fornece informações preliminares para a
seleção dos colorantes/aditivos que comporão o concentrado, em função da temperatura de
processamento e da compatibilidade com o polímero.
3. CARACTERÍSTICAS DO PRODUTO FINAL
Refere-se à forma física do produto acabado (tipo de produto/peça), relacionando a ao processo de
transformação empregado (extrusão de filmes, injeção, sopro, etc.) e às dimensões do produto.
Essa informação é importante para definir propriedades fundamentais, como poder de cobertura,
dispersão e concentração, levando à escolha dos colorantes/aditivos adequados para a
formulação.
Para exemplificar, podemos imaginar um concentrado amarelo que, aplicado na mesma proporção
numa mesma resina, produza um filme translúcido e uma tampa injetada completamente opaca
("fechada").
Além disso o produto final pode ser resultado de outras operações de processamento como por
exemplo estiramento no caso de ráfia e multifilamentos. Nessa circunstância, torna-se necessário
conhecer as características do produto semi-acabado, ou ao menos as transformações sofridas até
o produto final.
4. FONTE DE LUZ ONDE A COR SERÁ AVALIADA
A cor de um objeto é formada a partir da reflexão de alguns determinados comprimentos de onda,
dentre todos aqueles que são emitidos pela fonte luminosa a que está exposto.
A faixa de luz visível ao ser humano apresenta comprimento de onda variando entre 400 e 700 nm
(do violeta ao vermelho), sendo que a luz branca é composta por todos eles.
Um objeto exposto à luz solar, e que reflita apenas os comprimentos de onda próximos aos 500 nm
(verde), parecerá verde nesta luz. Porém, se este mesmo objeto for exposto a uma luz vermelha,
tenderá a parecer preto pois a única radiação incidente é a do vermelho, que ele não refletirá.
Portanto, a cor é essencialmente resultado da interação entre o objeto, fonte de luz e o observador.
Para que se desenvolva um concentrado de cor, é necessário saber qual a iluminação incidente no
local onde a cor/peça será observada. Através dessa informação utilizam-se os colorantes que,
nessa fonte de luz, reproduzirão a mesma cor do padrão fornecido, evitando ou minimizando a
metameria.
No que se refere à avaliação da cor, as fontes de luz mais utilizadas são: luz branca (solar),
incandescente e fluorescente.
5. EQUIPAMENTOS E CONDIÇÕES DE PROCESSO
A variável equipamento é de grande importância na determinação de condições favoráveis para
uma homogeneização satisfatória do concentrado na resina.
Voltar
Os Bastidores da Cor
A princípio, os recursos de que o equipamento dispõe fornecem indícios do comportamento do
masterbatch em relação à mistura com a resina, permitindo adequá-lo, se for o caso, através da
alteração das condições de processo. Máquinas com poucos recursos, tais como injetoras de
pistão, exigem um produto mais específico, com uma forma física mais favorável para mistura e
distribuição da cor. Equipamentos novos sugerem boas perspectivas de desempenho satisfatório,
enquanto que seu desgaste tende a desfavorecer essa situação.
Outro aspecto a se considerar é o de que cada processo de transformação apresenta
características técnicas diferentes, exigindo do concentrado também propriedades específicas.
Assim, por exemplo, a extrusão de multifilamentos para a produção de carpetes determina que o
concentrado apresente excelente dispersão dos colorantes, além de altíssima fluidez, a fim de
superar a já elevada fluidez da resina de aplicação nesse processo; o sopro de frascos em
máquinas com cabeçotes não universais apresentam a possibilidade de acúmulo de material em
determinadas regiões, degradando os colorantes, se os mesmos não tiverem estabilidade térmica
suficiente.
Em termos especificamente de condições de processo, é primordial o conhecimento da
temperatura máxima de processamento e, principalmente em caso de processos intermitentes
(injeção), é muito importante saber o tempo de permanência da mistura sob essa temperatura.
Este último está diretamente ligado à taxa de produção (tempo de ciclo). Essas informações
selecionam as matérias-primas quanto à sua resistência térmica, e permitiram desenvolver um
concentrado que possua suficiente estabilidade térmica para não sofrer alteração de cor
(degradação) se o limite de temperatura for respeitado.
6. CONTATO COM ALIMENTOS OU FÁRMACOS
Quando solicita o desenvolvimento de um masterbatch, o cliente deve informar ao fabricante qual a
utilização final da peça, e ainda se deseja que o concentrado seja atóxico ou que esteja de acordo
com a resolução vigente do país, orientando a determinação dos pigmentos/corantes utilizados na
formulação.
Essa decisão deve envolver critérios ponderados por parte do usuário, pois o sub ou
superdimensionamento do master, com relação à toxicidade, interfere diretamente em seu custo.
Voltar
Os Bastidores da Cor
Concentrados e Compostos de Aditivos para Plásticos
Os aditivos têm como função conferir propriedades específicas aos plásticos, no sentido de
melhorar seu desempenho.
A Cromex, após anos de pesquisa, desenvolveu e vem constantemente aprimorando sua completa
linha de concentrados e compostos de aditivos para termoplásticos de uso geral e de engenharia.
Descrevemos a seguir uma série de concentrados e compostos de grande interesse para a
indústria de transformação.
1. CONCENTRADOS ESTABILIZANTES DE LUZ ULTRAVIOLETA (ANTI-UV)
Se a luz solar que recebemos diariamente fosse constituída somente por ondas visíveis,
certamente não causaria nenhum problema à matéria plástica. Entretanto, junto com o espectro de
luz, percebemos também uma faixa de onda chamada de ultravioleta, e que é responsável pela
ruptura das cadeias moleculares, e conseqüentemente degradação e perda das propriedades
mecânicas, térmicas, etc., do plástico. A presença de chuva, sol e outros ambientes agressivos
aceleram esse processo.
Existem certos aditivos que, quando adicionados ao plástico, durante seu processamento
(extrusão, injeção, etc.), em proporções balanceadas na forma de concentrados, darão ao plástico
uma proteção, como se fosse uma barreira, contra os efeitos nocivos da luz solar. Eles são
chamados protetores contra a luz ultravioleta e mantêm a característica do polímero durante sua
vida útil.
2. CONCENTRADOS ANTIOXIDANTES
As resinas plásticas em geral, quando sujeitas a elevadas temperaturas, e principalmente na
presença de oxigênio, sofrem degradação chamada "termoxidativa", levando à perda de suas
características originais. O atrito e o calor gerado em uma rosca de extrusora, por exemplo, fazem
com que ocorra ruptura das cadeias poliméricas e absorção de oxigênio do ambiente. Esse
problema acontece comumente em poliolefinas, daí a necessidade de estabilização. Os
concentrados de aditivos antioxidantes podem ser classificados em:
a) estabilizantes de processamento: protegem o polímero durante sua transformação;
b) estabilizantes de vida protegem o polímero após seu processamento, quando o produto
acabado será submetido a altas temperaturas, ou como auxiliar na estabilização contra luz
ultravioleta;
c) combinação dos dois tipos acima.
3. CONCENTRADOS DESLIZANTES (SLIP)
Agentes deslizantes podem ser definidos como sendo substâncias químicas, basicamente amidas
de ácidos graxos que, quando misturados ao plástico, formam uma película invisível sobre a
superfície, diminuindo o coeficiente de atrito e conseqüentemente facilitando o deslizamento.
Algumas resinas já apresentam esse aditivo em sua composição, entretanto, seu tipo e
concentração limitam seu uso. Os concentrados desses aditivos podem ser aplicados em teores e
com tipos de aditivos diferentes, dando a flexibilidade ao transformador de escolher qual é a
condição de uso ideal, a fim de resolver seu problema.
Os concentrados deslizantes encontram sua maior aplicação em filmes de PEBD, para facilitar o
empacotamento da embalagem e aumentar a produtividade.
Voltar
Os Bastidores da Cor
4. CONCENTRADOS ANTIBLOQUEIO (ANTIBLOCKING)
A extrusão de filmes tubulares em PEBD leva a um problema muito comum chamado "blocagem".
Os rolos bobinadores comprimem de tal forma os filmes ainda quentes, que suas superfícies
aderem umas às outras dificultando a separação. Os concentrados antibloqueio, constituído na
maioria das vezes de substâncias inorgânicas, atuam na superfície entre os filmes, diminuindo a
área de contato, facilitando a separação entre as duas películas. A concentração e o tipo desses
aditivos a serem usados variam em função da resina e das condições de processo (pressão dos
rolos, temperatura, velocidade de extrusão, etc.).
5. CONCENTRADOS ANTIESTÁTICOS
Os plásticos são conhecidos como materiais eletricamente isolantes, não conduzindo corrente
elétrica e nem mesmo dissipando cargas estáticas. No processo de transformação essas cargas
são freqüentemente geradas devido ao atrito decorrente do processo e, como conseqüência, elas
ficam retidas nas superfície da peça, não tendo como se dissipar. O produto final passa então a
atrair com facilidade poeira e partículas dispersas na atmosfera, prejudicando sensivelmente sua
aparência.
Os concentrados Antiestáticos atuam de duas maneiras:
a) formando uma película do agente aditivo, em toda a superfície da peça, que transfere toda a
carga estática para a umidade do ar. Assim, quanto maior for a umidade relativa do ambiente,
melhor será sua atuação;
b) como lubrificante, reduzindo o atrito durante o processamento.
6. CONCENTRADOS ANTIFIBRILANTES PARA RÁFIA PEAD - PP
Os concentrados antifibrilantes são dispersões de substâncias inorgânicas, em um veículo
apropriado para cada tipo de resina de aplicação. Estas partículas inorgânicas (ex.: carbonato de
cálcio), desde que apresentem tamanho, forma e constituição química conveniente, são capazes
de impedir a fibrilação do tecido de ráfia durante sua confecção, melhorando assim sua qualidade
e produtividade.
7. CONCENTRADOS DE AGENTES EXPANSORES
Os agentes expansores são aplicáveis aos plásticos com o objetivo de satisfazer as seguintes
necessidades:
a) reduzir a densidade do produto (menor peso para igual volume de material);
b) modificar a textura da peça ou seu acabamento superficial;
c) modificar propriedades mecânicas, térmicas ou acústicas do produto.
Basicamente os agentes expansores podem ser classificados como físicos (ex.: gases injetáveis
em uma determinada fase do processo de transformação) ou químicos. Estes últimos, comumente
fornecidos na forma de masterbatch, constituem-se de substâncias químicas que se decompõem
por reação química e térmica, liberando gases que ficam retidos na peça, dando o efeito de
expandido.
A escolha do concentrado expansor a ser utilizado, depende da natureza do plástico, do processo
de transformação, da espessura da peça e da necessidade a ser satisfeita.
8. COMPOSTOS DE PURGA
São produtos usados para promover I limpeza de máquinas (injetoras, extrusoras, sopradoras,
etc.), como o máximo de economia de tempo e material. São úteis para agilizar a troca de material
ou de cores, versatilizando os sistemas produtivos.
Voltar
Os Bastidores da Cor
9. CONCENTRADOS E COMPOSTOS RETARDANTES DE CHAMA
Os aditivos retardantes de chama são incorporados aos plásticos com o intuito de interferir na ação
das chamas sobre os produtos finais, interrompendo ou retardando o processo de combustão. Tais
aditivos são usados principalmente em aplicações onde se requer maior resistência do plástico
frente às chamas, ou seja, menor tendência a sofrer combustão quando o produto entra em
contato com uma fonte de ignição (ex.: faíscas, fogo), produzindo portanto produtos muito mais
seguros.
10. CONCENTRADOS E COMPOSTOS ELETRICAMENTE CONDUTIVOS
Os materiais plásticos são eletricamente isolantes e vulneráveis à passagem de radiações
eletromagnéticas e de rádio-freqüência. Devido a essas características, eles facilmente
armazenam cargas estáticas superficiais, geradas por manuseio ou atrito, que podem ser fortes o
suficiente para danificar equipamentos e dispositivos eletrônicos, ocasionar choques elétricos
desagradáveis em pessoas, gerar faíscas perigosas em ambientes inflamáveis, etc.
Além disso, tornam-se transparentes às interferências externas de radiações eletromagnéticas
(IRE) ou de radiofreqüência (IRF), que podem causar prejuízo ao desempenho de equipamentos
sensíveis de emissão ou recepção.
Assim, há aplicações especiais, onde se exige um determinado nível de condutividade elétrica do
material plástico. Com a utilização dos concentrados e compostos condutivos, tal nível pode ser
elevado a ponto de tomar o material um verdadeiro escudo contra essas interferências (IRE e IRF),
ou simplesmente o suficiente para dissipar cargas estáticas superficiais.
11. CONCENTRADOS AROMATIZADOS
São aditivos destinados a promover característica de aroma agradável, ou personalizante aos
artefatos de plástico (embalagens, brinquedos, calçados, utilidades domésticas, produtos de
higiene, etc.), sem interferir em seus processos normais de transformação.
São concentrados altamente vantajosos como recurso de marketing, promovendo a diferenciação,
dando personalidade aos produtos frente ao consumidor.
12. CONCENTRADOS CLARIFICANTES
São aditivos que possuem a capacidade de aumentar a transparência e translucidez de
determinados materiais plásticos que são intrinsecamente opacos. O caso mais típico é a resina de
polipropileno em embalagens feitas por processo de moldagem por termoformagem, injeção de
sopro (chapas extrudadas, copos injetados, frascos soprados, etc.).
13. CONCENTRADOS METALIZADOS
Trata-se de um sistema especial de pigmentação base de pó de metal de estrutura laminada. Tal
sistema permite um efeito perolado ou metálico, podendo este se apresentar numa grande
variedade de tonalidades, quando usado em conjunto com os pigmentos convencionais. É um
produto útil na substituição de técnicas de pinturas metálicas, diminuindo custos e tempo de
produção.
Ao mesmo tempo torna-se poderosa ferramenta de marketing, como no caso de embalagens de
cosméticos, filmes, frascos, entre outros.
Voltar
Os Bastidores da Cor
14. CONCENTRADOS FOTO, BIO E FOTOBIODEGRADÁVEIS
A obtenção de polímeros biodegradáveis, para a utilização em embalagens descartáveis e filmes
em geral, temi se tornado cada vez mais necessária nas últimas décadas. Basta imaginar a
quantidade de rejeitos plásticos gerados diariamente no mundo, e que estes materiais são
extremamente inertes na natureza, não podendo ser absorvidos pelos microorganismos em curto
prazo.
Os concentrados fotobiodegradáveis são produtos que, quando aplicados em níveis adequados
aos plásticos (especialmente PEBD) promoverão o efeito de degradação, tanto pela ação da luz
como pela reação dos elementos existentes no solo, com a posterior digestão pelos
microorganismos. O processo completo de biodegradação dura em média 6 anos, garantindo
dessa forma a absorção do produto pelo ecossistema.
Voltar
Os Bastidores da Cor
Problemas Típicos e suas Soluções
Aqui fizemos uma coletânea dos problemas de maior importância ou freqüência, que ocorrem no
cotidiano da transformação de plásticos.
Juntamente, listamos as prováveis causas e soluções, com o objetivo de contribuir com o usuário,
servindo como uma primeira fonte de consulta.
método de
transformação
- todos
descrição
do problema
prováveis
causas
- diferença de
tonalidade em
relação
ao
padrão.
- falta ou excesso de
concentrado.
soluções
- temperatura
ultrapassando o
limite de resistência
térmica do
concentrado.
- aplicar o concentrado nas
mesmas condições que o
padrão original.
- verificar a resistência da
máquina e corrigir a
temperatura.
- presença ou excesso
de material
recuperado.
- retirar o material
recuperado e verificar o
comportamento da cor.
- evitar misturar
concentrados diferentes
para conseguir outra cor
(principalmente em
processos de injeção).
- refazer os testes com o
concentrado, considerando
padrão (quando houver).
- todos
falta
cobertura
variação
cobertura.
de
ou
na
variação
pesagem.
na
- variação do dosador.
- velocidade de fluxo
do concentrado pelo
funil do equipamento,
diferente em relação à
resina.
método de
transformação
- extrusão de filmes
tubulares e planos
descrição do
problema
- linhas
faixas
superfície
filme.
evitar
adição
do
concentrado por medidas
volumétricas.
ou
na
do
prováveis
causas
falta
contrapressão
extrusora.
- fluidez da resina
maior que a do
concentrado.
- irregularidades na
matriz.
- taxas de produção
elevadas.
Voltar
- conferir se há constância
na rotação do dosador.
- verificar se ocorre
variação na granulometria
do concentrado, e se seus
tamanhos de grânulo são
muito diferentes que os da
resina.
soluções
de
na
- forçar contrapressão,
usando telas mais finas e
diminuindo a temperatura
da zona de dosificação.
- substituir a resina por
outra de fluidez menor, ou
o concentrado por outro de
fluidez maior, apropriando
as condições de processo.
- fazer meia diluição, em
extrusora de granulação,
do concentrado em uma
resina de fluidez maior e
aplicá-lo ao dobro da
Os Bastidores da Cor
concentração normal.
- verificar a limpeza da
matriz.
- extrusão
- entupimento
freqüente de
telas, com
elevação da
amperagem.
- excesso de
concentrado no
produto.
- telas muito finas ou
em excesso.
- verificar a dispersão do
concentrado pela
observação do produto
(presença de pontos na
superfície).
- deficiência na
dispersão do
concentrado.
- presença de material
recuperado
contaminado.
método de
transformação
descrição
do problema
- extrusão de filme
tubular e plano
- presença de
microfuros,
seguidos
de
rompimento do
balão (tubular).
prováveis
causas
excesso
concentrado.
- usar telas com malhas
mais grossa, desde que
não diminua os recursos de
homogeneização e nem
ocorra rompimento do
balão.
- pode ser pesquisado um
concentrado, cujas
características de
pigmentação e poder
tintorial permitam que seja
aplicado em menores
níveis, evitando seu
excesso.
soluções
de
- estufar a matéria-prima
suspeita.
- umidade em alguma
das matérias-primas
(ou ambiental).
- alterar o perfil de
temperatura, elevando-a na
zona de compressão.
- velocidade linear
elevada para uma
pequena espessura do
filme.
- caso a espessura seja
muito mais fina, procurar
trabalhar em velocidades
menores, ou então elevar a
temperatura.
- temperatura
insuficiente de
processo.
- sujeira na matriz.
- deficiência na
dispersão, ou excesso
de cargas no
concentrado.
- extrusão de filme
tubular, plano e de
chapa
aparição
intermitente de
pequenas
borras
ou
material
queimado no
filme ou chapa.
- presença de pontos
de
acúmulo
de
material,
que
se
queima na matriz ou
na rosca/excesso de
temperatura.
- tacha de produção
elevada com poucos
recursos de
homogeneização.
- fluidez da resina
incompatível com a do
Voltar
- verificar as condições da
matriz (limpeza, polimento
interno).
- conferir a temperatura de
trabalho e verificar se ela
não excedeu os limites de
resistência térmica do
concentrado.
- verificar se a fluidez da
resina é superior à do
concentrado. Caso
afirmativo, pode-se substituir
uma das matérias-primas
Os Bastidores da Cor
concentrado.
- deficiência na
qualidade do material
recuperado.
(ajustando-se as condições
de processo), ou então
preparar uma pré-diluição do
concentrado (em extrusão
de granulação) com resina
de fluidez maior e aplicá-lo
em maiores concentrações
sobre a resina normal.
- usar tela mais fina para
forçar contrapressão nos
casos onde o problema é
exclusivamente falta de
homogeneização.
- verificar fluidez e dispersão
do material recuperado.
método de
transformação
- moldagem por
sopro
descrição
do problema
faixas
frasco.
no
prováveis
causas
soluções
- acúmulo de material
queimado
no
cabeçote.
- limpar ou aprimorar o
cabeçote (o qual evite pontos
de acúmulo).
- falta de resistência
térmica do
concentrado.
- verificar a ocorrência de
cargas sensíveis à
temperatura no concentrado.
- concentrado
aderindo com
facilidade sobre a
superfície interna do
cabeçote.
- diminuir a temperatura do
cabeçote, para forçar a
contrapressão (e
homogeneização),e atenuar a
tendência à queima de
material.
- baixa contrapressão
no sistema extrusoracabeçote.
- moldagem por
sopro
- diminuição de
resistência ao
impacto.
- tendência a
rachaduras.
- falta de plastificação
ou homogeneização.
- excesso de
pigmentos.
- excesso de material
recuperado.
- procurar manter a superfície
interna do cabeçote,
preferencialmente polida.
- elevar a temperatura de
extrusão
na
zona
de
compressão, abaixando-a na
zona de dosificação, para
forçar a interação pigmento
polímero, e também ao
cisalhamento, a fim de que
haja melhor mistura.
- se a concentração do
recuperado for alta, e se ele
for proveniente do mesmo
produto, diminuir então o teor
do concentrado.
verificar a qualidade do
recuperado e, se possível,
reduzir seus níveis.
- injeção
as
peças
saem
manchadas,
caracterizadas
por linhas de
fluxo
ou
ausência
de
concentrado
em
certos
pontos.
falta
de
homogeneização do
concentrado
sobre
resina.
- ciclo excessivamente
rápido.
- material degradando.
Voltar
- verificar a fluidez
concentrado e resina.
- elevar a contrapressão no
parafuso.
- se possível usar bico
valvulado e parafuso
do
Os Bastidores da Cor
contendo zona de mistura.
- diminuir a velocidade de
injeção.
- pré-diluir ou utilizar um
concentrado mais diluído, o
qual possa ser aplicado em
maiores concentrações.
- verificar as condições da
superfície e projeto de molde.
- conferir a temperatura de
processo e verificar a
resistência térmica do
concentrado.
método de
transformação
- injeção
descrição
do problema
- delaminação.
prováveis
causas
incompatibilidade
entre o concentrado e
resina.
- interferência no grau
de mistura, somada
com as altas tensões
superficiais geradas no
processo.
- extrusão de
recobrimento,
tubos e perfis
- fio ou tubo
disforme,
apresentando
rugosidade
e
pontos
na
superfície.
- fluidez da resina é
superior
à
do
concentrado,
ou
a
fluidez do concentrado
é muito baixa.
- excesso de material
recuperado.
- excesso de
concentrado.
- dispersão
comprometida dos
pigmentos.
irregularidades ou
sujeira na matriz.
Voltar
soluções
- verificar a natureza do
veiculo do concentrado.
- elevar a contrapressão e
temperatura de processo.
- diminuir a velocidade de
injeção.
- verificar a fluidez do
concentrado e resina.
- verificar a qualidade do
material recuperado
(dispersão).
- limpar a matriz e
processar com resina
natural, até certificar-se de
que a extrusão segue em
processo normal. Em
seguida adicionar o
concentrado.
- verificar a dispersão do
concentrado.
Os Bastidores da Cor
Glossário
ABS – Polímero termoplástico composto por acrilonitrila butadieno-estireno.
CISALHAMENTO – É o atrito que o material plástico sofre durante o processamento, devido ao
movimento relativo entre a rosca e o cilindro de extrusão ou injeção.
COBERTURA – É a capacidade que uma cor tem de deixar ou não passar a luz através de um
determinado
meio
onde
ela
é
aplicada.
Está diretamente associada à transparência, isto é, o objeto é transparente (sem cobertura) ou
opaco (máxima cobertura).
COMPATIBILIDADE - É o grau de afinidade química e física entre dois materiais (por exemplo,
entre o concentrado de cor e a resina de aplicação).
ESPECTROFOTOMETRIA COMPUTADORIZADA – É um sistema que permite definir uma cor em
uma expressão numérica, de forma que todos possam entender qual é a cor que está sendo
demonstrada.
FUSÃO - É a temperatura acima da qual começa a haver mobilidade entre as cadeias da fase
cristalina
de
um
material.
E a passagem do estado sólido para o estado líquido.
ÍNDICE DE REFRAÇÃO - É a relação que permite avaliar a capacidade que um material tem de
desviar o feixe de luz incidente, isto é, a relação numérica da velocidade de luz que atravessa um
vácuo e a velocidade de luz que atravessa uma substância.
METAMERIA - Quando se tem um par de cores que, expostas sob uma mesma fonte de luz,
parecem idênticas, mas quando se troca a fonte de luz estas mesmas cores se apresentam
diferentes.
MIGRAÇÃO - É a característica que a matéria corante pode apresentar de se transferir de uma
matéria para outra do mesmo ou de diferente tipo, quando de seu contato prolongado.
MULTIFILAMENTOS – São filamentos moldados por extrusão e orientados unidirecionalmente por
estiramento. Caracterizam-se por possuir diâmetro inferior a 0,12 mm e são utilizados
principalmente para confecção de tapetes e carpetes.
NANÔMETRO – É a unidade de medida usada para descrever o comprimento de luz (onda).
A unidade utilizada é nm. É equivalente a 10 metros ou 10 angstrons.
PIGMENTOS INORGÂNICOS – São constituídos basicamente de óxidos, óxidos mistos, sulfetos
de cádmio, carbonatos, cromatos, sais complexos, etc.. Possuem maior tamanho médio de
partículas, maior opacidade e menor poder tintorial.
PIGMENTOS ORGÂNICOS – São obtidos através de compostos químicos complexos, à base de
carbono, e são caracterizados por tamanhos de partículas muito pequenos (< 0,1 um). Possuem
maior transparência, maior poder tintorial e são geralmente atóxicos.
PLASTIFICAÇÃO - É a capacidade que um material apresenta de ser deformado devido a um
esforço mecânico, sem entretanto perder sua liga, ou se romper.
POLÍMERO DE APLICAÇÃO - Resina na qual se adiciona o concentrado ou masterbatch.
Voltar
Os Bastidores da Cor
POLIOLEFINAS - Nome genérico dado a polímeros obtidos a partir de hidrocarbonetos
(substâncias orgânicas à base de carbono e hidrogênio). As principais poliolefinas são: polietileno
de baixa densidade, polietileno de alta densidade e polipropileno.
PSAI (POLIESTIRENO DE ALTO IMPACTO) - Polímero termoplástico sintetizado a partir do
estireno, modificado com borracha de polibutadieno para aumentar a resistência ao impacto.
RESINAS TERMOPLÁSTICAS – São polímeros capazes de ser repetidamente amolecidos pelo
aumento de temperatura, endurecidos pela diminuição da temperatura. Assim, essas resinas
podem ser conformadas em um processo de injeção ou extrusão. Ex.: PEBD, PP, PS.
SOLIDEZ À LUZ - É a capacidade que uma cor de determinada peça ou objeto tem de se manter
quando exposta sob uma fonte de luz durante um período predeterminado.
VEÍCULO AGLOMERANTE - As ceras que compõem os concentrados universais, quando se
fundem, apresentam a capacidade de se aglomerar em conjunto com os pigmentos. Após o
resfriamento, observam-se fisicamente pequenos flocos, onde os pigmentos ficam bem dispersos
nestas ceras.
VEÍCULO NÃO POLIMÉRICO – Quando se preparam concentrados universais, ou dry-blends,
usam-se outros tipos de base, como por exemplo, ceras e lubrificantes, as quais, apesar de ser
compatíveis com a resina de aplicação, não são poliméricas, ou seja, apresentam baixo peso
molecular.
VISCOSIDADE DO FUNDIDO - Viscosidade é a medida da capacidade que as cadeias
moleculares de um polímero fundido apresentam de escoar umas sobre as outras, durante o
processo de extrusão, injeção, etc., sendo inversamente proporcional à fluidez. Quanto menor for a
viscosidade do polímero fundido, mais fácil será seu processamento. Em geral, resinas de injeção
apresentam baixa viscosidade do fundido e o inverso acontece para resinas de extrusão.
Voltar
Baixar