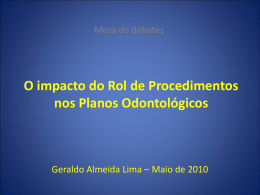
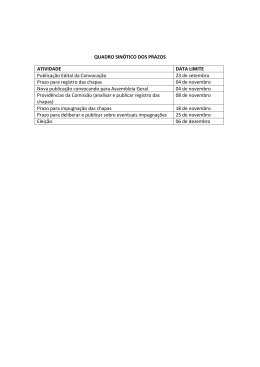
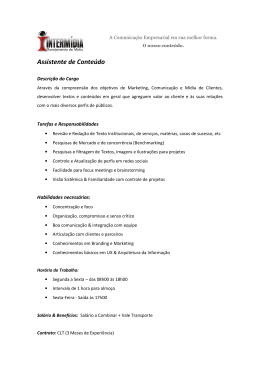
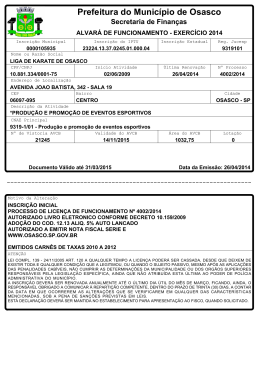
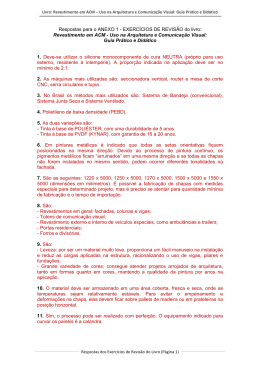
PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Revisão 0 1 2 3 4 Data 07/04/08 14/04/08 06/05/08 16/06/08 26/05/12 Descrição das alterações Emitido Geral Geral Revisão no item 3.5 Geral Elaborador A.J.R A.J.R A.J.R A.J.R M.C. Proced. N.º OP - 4002 Página 1 de 44 Aprovador F.F F.F F.F F.F F.F 1- OBJETIVO: Complementar as propostas consolidadas, a fim de que a fábrica execute projetos conforme maquinas CNC, serviços e padrões previstos na fase orçamentária. Isto de modo que a produtividade e os prazos sejam como planejados. 2- NORMAS APLICÁVEIS: FAM- OP – 4000 Procedimento de Detalhamento ABNT– NBR – 5884 – Perfil Soldado - Revisão agosto/2005 ABNT– NBR – 8800:2008 AISC– Steel Construction Manual – Fourteenth Edition – 14ª AWS– Manual de Soldagem D.1.1/2010. 3- DEFINIÇÕES: 3.1- Escolha e aprovação das ligações: Quando as ligações ainda não tiverem sido calculadas na época da contratação, deverão ser concebidas conforme o presente procedimento e lista de exceções da proposta consolidada. Quando as ligações já estiverem prontas, em desacordo com o presente procedimento, serão modificadas. Quando o projeto for do cliente, a Fam deverá optar, dependendo das características de cada conexão, pelo envio de ligações padrão a serem verificadas pelo cliente para adiantar os trabalhos, ou pelo envio de ligações já calculadas para aprovação. 3.2- Envio de esforços nas ligações, pelo cliente: Não utilizar notas gerais tipo: ``esforço na ligação igual a X% da resistência do perfil ´´, de modo a se evitar perda de produtividade e aumento de custo. Os esforços serão indicados como segue: 3.2.1- Ligações rotuladas de vigas- fornecer o maior esforço cortante por tipo de perfil, por área da obra. 3.2.2- Ligações rotuladas de barras axialmente solicitadas- fornecer os maiores esforços de tração e compressão por tipo de perfil, por área da obra. 3.2.3- Ligações engastadas- fornecer o esforço axial, momento fletor e cortante, que resultem nas maiores tensões de compressão e tração, sempre por tipo de perfil, por área da obra. Quando necessário, a Fam poderá solicitar memória de calculo de ligações já executadas pelo cliente. PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 2 de 44 3.3- Concepção das estruturas: A concepção planejada pela Fam esta descrita nos itens a seguir. Proporciona uma produção CNC rápida, precisa, de maior qualidade e menor preço, garantindo os preços e prazos planejados. Evita deformações excessivas nas peças, reentrâncias críticas para pintura, serviços manuais sujeitos a imprevistos, e perdas de aproveitamento nos transportes. Na montagem, propicia parafusar as vigas principais mesmo engastadas sem que as colunas sejam tiradas de prumo devido a folga de 10 mm de cada lado dos elementos principais, unidos por talas ou cantoneiras. Esta mesma folga de 10 mm entre as vigas secundárias e principais, unidas por cantoneiras, facilita o giro e montagem das peças, sem necessidade de se soltar e reposicionar as vigas principais. As ligações parafusadas facilitam futuras manutenções ou ampliações nas estruturas. Ver no item 3.3.32 adiante como é feita a organização para envio de peças avulsas até o canteiro de obras. Ver as figuras em anexo, parte integrante deste procedimento. 3.3.1- Ligações rotuladas: -Viga com coluna: deverão ser calculadas com cantoneiras parafusadas quando não existir contra vento na ligação, e com ``single plate´´, quando existir contra vento. Usar cantoneira de apoio para montagem quando necessário. O P.T. (ponto de trabalho) dos contra-ventos verticais deverá ser deslocado de modo que estes sejam parafusados em chapas soldadas nas colunas. -Viga com viga: deverão ser calculadas com cantoneiras parafusadas em ambas as extremidades de modo a se obter economia de peso, e manter a quantidade prevista de vigas avulsas. Para ligações rotuladas ver figuras 1, 2, 3, 4, 5 e 6. 3.3.2- Secção mínima das vigas de piso: As vigas de piso deverão ter no mínimo 200 mm de secção, de modo a serem ligadas com cantoneiras e dois parafusos na mesma linha. Usar por ex. W 250 x 17,9 kg/m. Quando, por motivo excepcional, existir perfil menor de 200 mm, que não possa ser substituído, este deverá ter sua ligação com cantoneira desigual parafusada de modo que possibilite a montagem de outra peça no mesmo alinhamento, e permita que as vigas maiores recebam estas menores através de furos na alma, sem necessidade de chapas montadas e soldadas (que encarecem a fabricação e aumentam o peso para o cliente). As cantoneiras desiguais serão agrupadas em barras de chapas dobradas. Ver figuras 6 e 7. 3.3.3- Ligação engastada viga x flange de coluna, tipo `` suporte parafusado ´´ e ``end plate´´: Utilizar as figuras 8B e 9 com ligação tipo suporte parafusado- quando os esforços permitirem, para vigas até 70 kg/m sem contra ventos verticais ou com contra ventos verticais em cantoneira. Devido a tolerância dimensional na altura dos perfis laminados e soldados, a ligação deverá ser prevista considerando a altura da secção de cada viga, somada a 3 (três) milímetros. Esta folga deverá ser considerada aumentando-se a distancia, somente para o flange inferior. PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 3 de 44 possível a utilização de ligação por talas conforme figuras 10, 11 e 12 dos itens a seguir. Aumentar a espessura da placa e diâmetro dos parafusos quando necessário, evitando o uso de mísulas e nervuras. 3.3.4- Ligação engastada viga x flange de coluna, tipo `` tala ´´: Utilizar para vigas acima de 70 kg/m, ou na impossibilidade de se utilizar as ligações tipo suporte, figuras 8B e 9. A construção da ligação soldada na coluna deverá ser o mais curta possível, e efetuada com “toco” de perfil laminado ou soldado, que devera ser agrupado sem a inclusão de outro tipo de peça. As talas terão recorte para passagem da chapa de contra vento. Observar sempre a distância de 20 mm entre o flange do perfil e o início da tala. Usar as distâncias mínimas entre os furos. Ver figura 10 e nota 1- do item a seguir. 3.3.5- Ligação engastada viga x alma de coluna, tipo ``tala´´: Utilizar para vigas de todos os pesos, com ou sem contra ventos em cantoneira, perfil laminado ou soldado. A construção da ligação soldada na coluna deverá ser o mais curta possível, e efetuada com chapa caso esta permaneça dentro da secção do perfil, ou se forem necessários reforços de chapa. A ligação deverá ser projetada com “toco” de perfil laminado ou soldado, que devera ser agrupado sem a inclusão de outro tipo de peça, caso não haja reforço de chapa e a ligação extrapole as dimensões da secção do perfil. Nota 1- Devido a tolerância dimensional na altura dos perfis laminados, a ligação em chapa deverá ser prevista para estes, considerando a altura total da secção de cada viga, somada a 3mm. Esta folga deverá ser considerada aumentando-se a distancia, somente para o flange inferior. Ver figuras 11 e 12. 3.3.6- Ligação com esforços superiores a capacidade do perfil inicialmente calculado, ou com diminuição substancial da área liquida decorrente de furações: Quando for necessária alteração de secção ou espessura em flanges ou alma de perfil, para suportar os esforços de uma dada ligação, o perfil inteiro deverá ser alterado. Idem para casos de diminuição substancial da área liquida em função de furações a serem necessárias para longarinas, terças, etc.. Quando o projeto já estiver pronto, o perfil deverá ser substituído pelo menor possível, que atenda aos requisitos acima. 3.3.7- Mísulas: PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 4 de 44 Consideradas somente em tesouras de alma cheia, em pórticos de galpões industriais com ponte rolante. Demais perfis deverão ser previstos com a secção total necessária para seu maior momento fletor, sem o uso de mísula. 3.3.8- Contra ventos horizontais: Formados por barras simples ou duplas, unidas através de parafusos em presilhas e chapas de ligação, de modo a viabilizar a pintura, transporte e velocidade de fabricação. As chapas de ligação deverão ser parafusadas nas vigas, sempre que possível. Ver figuras 13 e 14. Para alternativa em ferro redondo a ser usado em tesouras, pequenas vigas, etc., ver figura 15. 3.3.9- Contra ventos verticais: Formados por barras com a concepção idem item anterior, parafusadas em chapas soldadas às colunas. Quando necessário, os pontos de trabalho serão deslocados de modo a se manter as ligações nas colunas. Ver figuras 2, 4, 5, 9, 10 e 12. 3.3.10- Ligação para viga contínua passando através de outra viga: Conforme figura 16 (parafusada) e 17 (alternativa soldada). 3.3.11- Terças, longarinas, respectivos suportes, correntes rígidas, flexíveis e diagonais: a- terças e longarinas- previstas como peças avulsas, com cortes retos nas extremidades. b- suportes para terças- previstos como peças avulsas, parafusadas conforme figuras 18, 19, 20 e 21 para secções de 127, 150, 200 e 300mm respectivamente. Prever as peças agrupadas em barras de cantoneira dobrada. Estes suportes não se aplicam para telhados com grandes inclinações, utilização de telhas de barro ou canalete. c- suportes parafusados por cima de longarinas- conjuntos soldados conforme figura 22 para longarinas de 127, 150, 200 e 300mm respectivamente. d- suportes parafusados por baixo de longarinas- conjuntos soldados conforme figura 23 (tip). e- correntes rígidas- conforme figura 24 com solda por eletro-rebite. Cantoneira da extremidade padronizada com 51 x 5mm, parafusos de ½´´. f- corrente flexível e diagonal- ver figura 25. Montagem no campo, prevista içando-se módulos pré-montados, formados por varias terças ou longarinas com respectivos suportes, correntes e diagonais. A conexão dos módulos nas tesouras ou colunas, será entre os suportes das terças ou longarinas e as tesouras ou colunas. 3.3.12- Conexão das vigas, guarda-corpos e escadas: As vigas deverão ser projetadas para receber guarda-corpos e escadas através de furos nas almas, sem necessidade de chapas soldadas. PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 5 de 44 Os guarda-corpos e escadas é que deverão possuir as ligações necessárias soldadas aos seus montantes. As escadas 45 graus terão seus montantes com as uniões soldadas, os degraus e montantes dos guardacorpos parafusados para efeito de transporte. As escadas tipo marinheiro serão soldadas, e terão suas proteções parafusadas para efeito de transporte. 3.3.13- Rodapés: Soldados aos guarda-corpos, grades de piso ou chapas xadrez, não soldar às vigas. 3.3.14- Emendas de colunas, vigas e demais elementos acima de 12 metros: Através de talas parafusadas em ambos os lados. 3.3.15- Ligações típicas para tesouras: Deverão ser utilizadas ligações tipo tala. Seja na cumeeira, para emendas dos perfis, e na conexão com as colunas. Ver figura 26 incluindo suporte de terça sobre tala. Neste caso em específico, será usada chapa da metade da espessura da tala na segunda linha de terças, abaixo do suporte destas, de modo a se ajustar os níveis para apoio das telhas. 3.3.16- Apoio de equipamentos ou alargamento de vigas em geral: Os perfis deverão ser previstos com flanges na largura suficiente, ou com chapas de apoio conforme figuras 27A e 27B, de modo a não se criar remendos com soldas de penetração total, ou furos sobre soldas. 3.3.17- Treliças: Quando possível serão evitadas usando-se perfis soldados esbeltos, com alma de espessura mínima = 5 mm. Quando necessárias, as treliças deverão ser parafusadas. Seus elementos serão formados por peças avulsas. 3.3.18- Tesouras em alma cheia à serem utilizadas em galpões industriais com porte rolante: Poderão ser de perfis soldados com secção variável, caso seja possível se evitar a utilização de mísulas. 3.3.19- Tesouras treliçadas: Deverão ser dimensionadas com cantoneiras avulsas para cordas, montantes e diagonais. Ligações através de chapas aparafusadas. 3.3.20- Colunas em alma cheia para edifícios industriais de grande e pequeno porte: a- grande porte- prever perfil soldado tipo ``I´´ ou ``H´´ para o corpo da coluna. Para apoio da viga de rolamento e coluneta do telhado, prever perfil soldado no sentido horizontal que deverá ser agrupado em barras para efeito de fabricação. Este perfil soldado horizontal receberá furação para fixação da coluneta do telhado e viga de rolamento. Tanto o perfil soldado do corpo da coluna, como o do apoio da viga de rolamento poderão ter espessuras diferentes para cada flange, porém, estas deverão possuir a mesma largura em cada perfil. A espessura de cada flange e alma poderá ser alterada a cada 12 metros. PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 6 de 44 A coluneta do telhado receberá placa de base para ligação com a coluna , e ligação tipo ``tala´´ a fim de receber a tesoura a ser parafusada no campo. Ver figura 28. b- pequeno porte- neste caso, para pontes rolantes até 5 toneladas, prever coluna de mesma secção desde a base até o apoio da tesoura conforme figura 29. Evitar soldas de penetração total substituindo-as por penetração parcial sempre que possível. 3.3.21- Colunas treliçadas para edifícios industriais: Conforme concepção das figuras 30 e 31, parafusadas. Ligações a serem calculadas por atrito (ex: colunas dos edifícios industriais da fábrica da Fam em Jarinú - SP). 3.3.22- Vigas de Rolamento: a- para pontes rolantes maiores que 5 toneladas- a serem concebidas conforme figuras 32 e 33, indicando seus apoios e viga de contenção lateral. Soldas previstas como filete para perfil e nervuras salvo menção específica. Fixação dos trilhos através de furos nos flanges. b- para pontes rolantes até 5 toneladas- vigas compostas por perfis soldados assimétricos quando viável, sem contenção lateral, com fixação dos trilhos sem furos nos flanges, através de grampos. Ver figura 34. 3.3.23- Placas de base e barras de cisalhamento para Prédios Comerciais e Industriais de Andares Multiplos: As placas de base serão dimensionadas conforme figuras 35, 36A e 36B, salvo situações especiais. As barras de cisalhamento serão previstas em perfis “W” ou tocos de perfis soldados a serem agrupados em barras 3.3.24- Chumbadores: Previstos em aço ASTM-A-36 conforme figura 37, com arruela quadrada e porca na extremidade ligada ao concreto. 3.3.25- Ferro redondo para apoio de tubulação em pipe racks: Conforme figura 38, mostrando detalhe em ferro redondo de 19mm soldado a ferro chato, formando conjunto à ser parafusado em vigas de pipe-racks. A solda será intermitente. 3.3.26- Conectores: Esta prevista quando necessária, alteração de escopo de modo que a instalação de conectores seja executada sempre após a montagem das peças no canteiro de obras. 3.3.27- Chapa xadrez: Projetar nas maiores dimensões possíveis até módulo de 3m por 1,18m de largura. Cada peça receberá um furo diâmetro 18 mm para transporte e manuseio, situado no centro da lateral menor da figura, a 25 mm da borda. Quando a peça possuir mais que 2 m. adotar 2 furos, na lateral maior, eqüidistantes. A fixação das chapas de piso esta prevista na obra, através de solda intermitente por cima das placas. O desenho do alto relevo das chapas deverá ser o mesmo para cada estrutura e respectiva(s) escada(s). PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 7 de 44 3.3.28- Construções especiais habitualmente não previstas: Salvo menção contrária na proposta consolidada, não é previsto o fornecimento do seguinte tipo de peças ou serviços: a- perfis estruturais tubulares (exceto guarda-corpos), b- perfis tipo caixão soldado ou dobrado, c- perfis “U” soldados entre as abas e alma, d- perfis soldados assimétricos exceto para vigas de rolamento e tesouras de galpões aporticados com ponte rolante, e- perfis soldados ou laminados tipo ``T´´. f- vedações com massas, silicones ou solda corrida, g- fornecimento de arabescos, peças decorativas, pinos, travas, serviços de mandrilhamento, frezagem, plaina, tratamento térmico. Pinos, conectores, suportes e furações para fire-proofing e instalações diversas. 3.3.29- Mix de peças soldadas: Não é prevista a concepção de peças soldadas de fábrica, agrupando-se elementos distintos como por ex: - Vigas incluindo pedaços de coluna formando um único conjunto soldado. - Pequenas vigas e colunas soldadas formando um único conjunto ou pórtico soldado, com largura ou altura superior a 1,5 m. - Viga soldada com passarela formando uma única peça. - Plataformas ou passarelas soldadas formando uma única peça, com medidas superiores a 1,5 m de largura, ou 3 m de comprimento. - Mão-francesa soldada com coluna formando uma única peça. - Trilho soldado em viga de rolamento. Estas e outras situações análogas, deverão ser previstas em elementos distintos a serem parafusados no canteiro de obras. 3.3.30- Perfis soldados / Açominas, tipos e substituições: Utilizar sempre perfis so ldados com as mesmas larguras de flanges. Quando vantajoso, alterar a espessura de uma das flanges, porém em toda sua extensão. Substituir perfis soldados abaixo de 70 kg/m por perfis laminados Açominas. Substituir perfis Açominas por perfis soldados, quando acima de 350 x 150 mm de secção e 70 kg/m, podendo utilizar chapas ASTM-A-36. Não estão previstas soldas de penetração total para os perfis soldados, exceto menção específica na proposta consolidada. 3.3.31- Conceito estrutural: As estruturas são sempre previstas engastadas em um sentido. Articuladas e contra ventadas no outro, salvo menção contrária na proposta consolidada. 3.3.32- Organização para envio de peças avulsas até o canteiro de obras: No projeto todas as peças avulsas recebem siglas especiais inclusas nas figuras e lista de materiais, como segue: PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 8 de 44 - LV- ligações de vigas (chapas, cantoneiras) - LC- ligações de colunas, colunetas, pendurais (talas, cantoneiras, suportes de longarina, etc) - LT- ligações de tesouras (talas, suportes de terças) - CV- ligações de travamentos (talas, cantoneiras, suportes) - ES – ligações de escadas e guarda-corpos (eventual peça avulsa) - OT- com as ligações de todos os outros elementos como grampos de grades, pequenos tirantes, ganchos de telhas, e outros. - PA – com os conjuntos de parafusos das peças. Na fabrica, no setor de preparação, as peças são furadas, cortadas e marcadas em baixo relevo com equipamentos CNC de ultima geração (exceto para OT). Logo em seguida as peças são acondicionadas em caixas de madeira separadas por obra, prioridade de montagem, identificadas com as mesmas siglas do projeto, seguidas do numero da caixa, exemplo: 826 (obra) – 1 (prioridade) – LV (sigla do projeto para ligação de vigas) – 1 (primeira caixa deste tipo de material). No setor de jateamento e pintura, a caixa com respectiva lista indicando seu conteúdo, é esvaziada e a quantidade de peças contadas para a execução dos serviços. Após o jato e pintura, as peças são contadas novamente durante o novo preenchimento da caixa. Deste modo, estas seguem para o setor de expedição que confere novamente a quantidade de peças e fecha as caixas. As caixas nunca poderão ser transportadas de um setor para outro sem a quantidade completa. Em caso de problema o PCP deverá ser avisado imediatamente. 3.4- Diâmetros de furos para parafusos: Utilizar para parafusos, diâmetros de furos com 14, 18, 21, 24, 27, 34, 40 e 46 mm. 3.5- Cantoneiras: Dimensão mínima = 38 x 38 x 3 mm Dimensão máxima = 203 x 203 x 19 mm Gabaritos de furação conforme AISC. Abas g g1 g2 203 (8”) 114 76 76 152 (6”) 90 57 64 127 (5¨) 76 51 44 102 (4”) 64 76 (3¨) 44 64 (2 1/2") 35 51 (2") 28 44 38 (1 3/4") (1 1/2") 25 22 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 9 de 44 3.6Furos oblongos: Quando realmente indispensáveis na ligação, adotá-los em placas, e não nos perfis. 3.7- Recortes para perfis “I, H e U”: Respeitar sempre a medida mínima de 20 mm entre o corte e a face interna do flange, ex: 3.8- Espessuras mínimas, máximas e chapas dobradas: - espessuras mínimas para terças e longarinas em chapa dobrada = 2,25 mm. - espessura mínima para chapas = 5 mm. - espessuras mínimas para alma e mesa de perfis soldados, 6 mm e 8 mm respectivamente. Podendo-se utilizar a alma com 5mm considerando leve ondulação. - espessura máxima considerada para chapas dobradas = 12 mm. Nota: as peças em chapa dobrada deverão ser obtidas dobrando-se barras para posterior furação e corte, e não, dobrando-se chapas após furação e corte. PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 10 de 44 3.9- Nervuras e ``single plates´´- desconto de medidas: 3.9.1- Para Perfis Soldados- descontar 4 mm entre flanges, (2 de cada lado), e 2 mm na alma, afim de se possibilitar a montagem de fábrica das mesmas. Este desconto deverá ser feito na traçagem eletrônica. Ver Figura Abaixo. PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 11 de 44 3.9.2- Para Perfis Laminados- utilizar desconto igual a zero entre flanges. Já na alma manter os 2 mm. Ver Figura Abaixo. 3.10– Nervuras e ``single plates´´- utilização, chanfros, escalopes e recortes: Nervuras- não utilizar as nervuras de modo indiscriminado, pois muitas vezes se aumenta desnecessariamente o peso e a quantidade de soldas atrasando os trabalhos. Utilizar quando considerada em memória de cálculo. Single plates- serão utilizadas quando não for possível a utilização de cantoneiras duplas para uma dada ligação. Utilizá-las no tamanho necessário, evitando-se usar a altura total da secção do perfil quando não for necessário. Chanfros- de 15 mm por 25 mm serão utilizados a fim de se possibilitar a passagem de filetes de solda, e se evitar o esmerilhamento destes. Escalopes- ou recortes arredondados nas chapas para passagem de soldas, serão utilizados somente para perfis soldados. Adotar raio de 35 mm para espessura de chapas até 22 mm e 40 mm para espessura de chapas maiores ou iguais a 25 mm. PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 12 de 44 Recortes- para perfis laminados, não utilizar escalopes, adotar recorte reto conforme indicado na tabela abaixo: Tipo Perfil Recorte (x) Tipo Perfil Recorte (x) Tipo Perfil Recorte (x) HP 200 x 53,0 (H) 10x10 W 250 x 32,7 10x10 W 410 x 38,8 12x12 HP 250 x 62,0 (H) 12x12 W 250 x 38,5 10x10 W 410 x 46,1 12x12 HP 250 x 85,0 (H) 12x12 W 250 x 44,8 10x10 W 410 x 53,0 12x12 HP 310 x 125,0 (H) 16x16 W 250 x 73,0 12x12 W 410 x 60,0 12x12 HP 310 x 79,0 (H) 16x16 W 250 x 80,0 (H) 12x12 W 410 x 67,0 12x12 HP 310 x 93,0 (H) 16x16 W 250 x 89,0 (H) 12x12 W 410 x 75,0 12x12 W 150 x 13,0 10x10 W 310 x 107,0 (H) 16x16 W 410 x 85,0 12x12 W 150 x 18,0 10x10 W 310 x 110,0 (H) 16x16 W 460 x 106,0 12x12 W 150 x 22,5 (H) 10x10 W 310 x 117,0 (H) 16x16 W 460 x 52,0 12x12 W 150 x 24,0 12x12 W 310 x 21,0 10x10 W 460 x 60,0 12x12 W 150 x 29,8 (H) 10x10 W 310 x 23,8 10x10 W 460 x 68,0 12x12 W 150 x 37,1 (H) 10x10 W 310 x 28,3 10x10 W 460 x 74,0 12x12 W 200 x 15,0 10x10 W 310 x 32,7 10x10 W 460 x 82,0 12x12 W 200 x 19,3 10x10 W 310 x 38,7 10x10 W 460 x 89,0 12x12 W 200 x 22,5 10x10 W 310 x 44,5 10x10 W 460 x 97,0 12x12 W 200 x 26,6 10x10 W 310 x 52,0 10x10 W 530 x 101,0 16x16 W 200 x 31,3 10x10 W 310 x 97,0 (H) 16x16 W 530 x 109,0 16x16 W 200 x 35,9 (H) 10x10 W 360 x 101,0 17x17 W 530 x 66,0 12x12 W 200 x 41,7 (H) 12x12 W 360 x 110,0 (H) 16x16 W 530 x 72,0 12x12 W 200 x 46,1 (H) 10x10 W 360 x 122,0 (H) 16x16 W 530 x 74,0 12x12 W 200 x 52,0 (H) 12x12 W 360 x 32,9 12x12 W 530 x 82,0 12x12 W 200 x 59,0 (H) 12x12 W 360 x 39,0 12x12 W 530 x 85,0 12x12 W 200 x 71,0 (H) 10x10 W 360 x 44,0 12x12 W 530 x 92,0 12x12 W 200 x 86,0 (H) 12x12 W 360 x 51,0 12x12 W 610 x 101,0 16x16 W 250 x 101,0 (H) 12x12 W 360 x 57,8 12x12 W 610 x 113,0 16x16 W 250 x 115,0 (H) 12x12 W 360 x 64,0 16x16 W 610 x 125,0 16x16 W 250 x 17,9 10x10 W 360 x 72,0 16x16 W 610 x 140,0 16x16 W 250 x 22,3 10x10 W 360 x 79,0 16x16 W 610 x 155,0 16x16 W 250 x 25,3 10x10 W 360 x 91,0 (H) 16x16 W 610 x 174,0 16x16 W 250 x 28,4 10x10 3.11- Recortes, aumento ou diminuição de medidas de chapas para possibilitar passagem de filetes de solda, e evitar o esmerilhamento desnecessário destes: 3.11.1- End Plate- trata se de ligação a ser evitada. Quando estiver considerada na proposta consolidada, aumentar 15 mm de cada lado das chapas em relação às dimensões do perfil conectado. Ver figura 39. 3.11.2- Nervura de End Plate- evitar quando possível. Caso necessário, aplicar desconto de 15 mm conforme figura 39. PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 13 de 44 3.11.3- Mísula- trata se de ligação a ser evitada. Quando estiver considerada na proposta consolidada, projetá-la na largura do perfil e efetuar recorte de 15 x 25 mm na chegada da mísula com o flange do perfil. Ver figura 40, corte N-N. 3.11.4- Prever recortes de 15 x 25 mm em: enrijecedores de placas de base, enrijecedores em geral, ``single plates´´, flange de tocos de ligação com flange de colunas da mesma largura, e para todas as placas onde seja necessário recorte para passagem de solda, de modo a se evitar esmerilhamento desnecessário. Ver figura 40. Quando as chapas excederem os limites da peça, não será possível a aplicação dos recortes acima. Neste caso, aumentar as mesmas em no mínimo 15 mm. Nervuras no inicio ou final das peças serão substituídas por chapas de topo quando possível. Caso contrário, deixar 10 mm de folga para caber o cordão de solda, evitando se a solda de penetração na nervura, quando não for necessária. 3.11.5- Chapa de contra vento ligada com chapa de base ou topo de colunas- descontar 15mm conforma figura 41. Quando a chapa do contra vento exceder os limites da chapa de base, aumentar a mesma em no mínimo 15 mm. 3.11.6- Projetar os cantos de todas as chapas com raio mínimo de 3 mm- de modo a se evitar cantos vivos, desperdício com esmerilhamento desnecessário e perda de performance na pintura. 3.12– Soldas e Chanfros: 3.12.1- As soldas das ligações principais deverão ser calculadas de modo a atenderem os esforços com garantia e sem desperdícios. 3.12.2- A ligação de perfil com “end plate”, chapa de base, e flange de coluna a 90 graus, devera possuir os chanfros e soldas como segue: a- ligação de perfil com flange até 15mm de espessura- será projetada sem chanfro, com filete até 11mm. A dimensão dos filetes nas flanges será como segue: Para espessuras de 6 mm, filetes de 5 mm. Para espessuras de 8 mm, filetes de 6 mm. Para espessuras de 9 mm, filetes de 8 mm. Para espessuras de 13 mm, filetes de 9 mm. Para espessuras de 15 mm, filetes de 11 mm. b- para flanges maiores que 15 até 20 mm de espessura- quando não for possível a utilização de filete devido aos esforços atuantes, utilizar chanfro em ``V´´, com nariz de 2 mm prevendo penetração parcial, mais filete se necessário. c- para flanges maiores que 20 mm de espessura até 32 mm- quando não for possível a utilização de filete de solda devido aos esforços atuantes, utilizar chanfro duplo para solda em “K”, com nariz de 2 mm prevendo penetração parcial, mais filete se necessário. PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 14 de 44 d- para flanges maiores que 32 mm de espessura- quando não for possível a utilização de filete de solda devido aos esforços atuantes, utilizar chanfro duplo para solda em “K”, com nariz de 2 mm prevendo penetração total. 3.12.4- Os filetes de solda a serem aplicados sobre as soldas de penetração parcial ligando os perfis às “end plates”, placas de base, ou flanges de colunas, serão dimensionados como segue: Espessura menor da ligação Até 6,35 mm Até 12,5 mm Até 19 mm Acima de 19 mm Espessura mínima da perna do filete 3 mm 5 mm 6 mm 8 mm 3.12.5- O “nariz” da solda de penetração parcial ou total deverá ser de 2 mm. 3.12.6- Encurtamento de perfis para soldas de penetração: - em caso de penetração total, encurtar 2 mm em cada junta, e indicar nos desenhos. - em caso de penetração parcial, não efetuar desconto. 3.12.7- As ligações soldadas de todas as peças, com exceção das especiais sujeitas a fadiga, deverão ser calculadas como segue: a- juntas em ângulo- deverão ser dimensionadas com filetes. Quando estes não forem suficientes, dimensionar a junta em ângulo para penetração parcial, e, conforme o caso, para penetração parcial + filete, conforme esforços atuantes. Evitar dimensionar soldas de penetração total para juntas em ângulo onde a espessura chanfrada seja igual ou menor que 32 mm , e o ângulo da junta 90 graus. Sempre que possível, substituir as soldas de penetração total até esta espessura, por penetração parcial + filete. b- juntas de topo- serão consideradas com penetração total para emendas de perfis laminados e chapas de mesma espessura. Ver figura 42. Para juntas de topo com espessuras diferentes prever solda de penetração parcial + filete, sempre que possível. Não é aceita a alteração de espessura de flange de um dado perfil, salvo menção especifica na proposta consolidada. Neste caso, utilizar sempre que possível ligação de topo com penetração parcial e filete conforme figura 43. c- Ligação de aba de perfil com “gusset”- será preferencialmente através de solda de filete, quando esta puder ser sobreposta a aba do perfil. Ver figuras 30 e 31. Quando não for possível efetuar a ligação conforme acima descrito, o perfil deverá ser substituído por outro com o menor peso possível, cuja “aba” possibilite a execução da ligação sem o uso de “gusset”. PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 15 de 44 d- Mísula- trata se de ligação a ser evitada ou modificada. Quando estiver considerada na proposta consolidada, indicar solda de filete na união com o flange do perfil e com a “end plate”. Procurar utilizar aproximadamente 60 graus e efetuar chanfro de 30 graus na união com a “end plate”. Ver figura 43. 3.12.8- Indicar nos desenhos, em todos os símbolos das soldas de penetração: - PP- para penetração parcial - PT- para penetração total - US- para penetração total com 100% de ensaio de ultra-som. Para simbologias, consultar procedimento OP- 4000. 4- Lista de divergências: Nenhum serviço ou fornecimento em desacordo ao presente procedimento, poderá ser aceito ou executado sem que esteja em conformidade com a lista de divergências da proposta consolidada, devidamente assinada, de modo a se garantir a conformidade entre o planejado e o real a ser executado. PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 16 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 17 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 18 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 19 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 20 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 21 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 22 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 23 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 24 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 25 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 26 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 27 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 28 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 29 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 30 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 31 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 32 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 33 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 34 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 35 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 36 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 37 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 38 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 39 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 40 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 41 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 42 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 43 de 44 PROCEDIMENTO DE ADEQUAÇÃO DO PROJETO PARA FABRICAÇÃO Proced. N.º OP - 4002 Página 44 de 44
Baixar