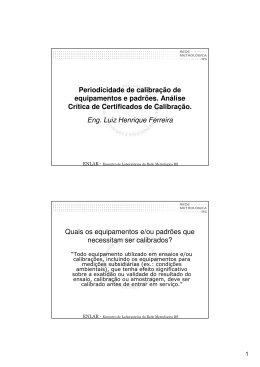
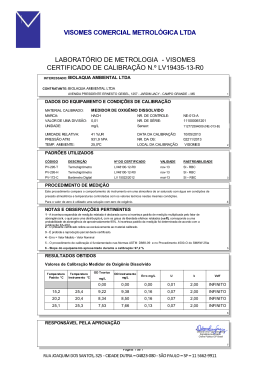
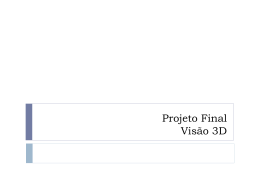
Calibração de parâmetros elétricos de SOLDAGEM SMPS-32 x Alicate amperimétrico Tecnologia Data: 21/03/2005 Versão: 0.0 Responsável: Cézar Pedrazani 1 INTRODUÇÃO O monitoramento contínuo dos parâmetros elétricos de soldagem possibilita a difusão da idéia da qualidade no dia a dia do operador, a linguagem fica padronizada. O constante treinamento dos operadores, a manutenção e uso dos procedimentos são os itens de maior importância. A confiança nos instrumentos, ou seja, sua comparação periódica com padrões reconhecidos e rastreados, é de suma importância para o bom funcionamento do sistema da qualidade. Esta comparação deve ser na forma de calibração. Elementos de uma calibração: Padrão: É o instrumento calibrado com rastreabilidade comprovada que representa o valor verdadeiro convencional. UST: É o instrumento que está sendo calibrado (deve ser identificado univocamente) Procedimentos: Definem todas as tarefas envolvidas na calibração e devem ser executados por pessoal capacitado. Responsável Técnico: Quem assume a responsabilidade pelo serviço, define e confere os procedimentos e dados. Certificado de calibração: Documento oficial que registra as evidências da calibração de uma UST, normalmente com validade de um ano. As tolerâncias aceitáveis para o erro e a incerteza do instrumento a ser calibrado (UST), fatores medidos na calibração, são definidas de acordo com as tolerâncias especificadas no processo de soldagem para cada situação. Tipicamente a tolerância do instrumento deve ser menor que um terço da tolerância do processo de soldagem. Existem duas maneiras de se conduzir a calibração de instrumentos para medida de parâmetros elétricos de soldagem: Em malha aberta e em malha fechada. Aqui se referindo à malha de instrumentação. Existem ainda dois momentos em que se pode efetuar a calibração, no aspecto do local de realização dos ensaios: Em laboratório e em chão de fábrica. 1.1 A malha de medida dos parâmetros elétricos + A malha de instrumentação é composta pelo sensor + indicador e é diferente para cada um dos parâmetros de interesse ou seja: corrente e tensão. 1 1.1.1 Corrente 3 SENSOR - 2 Indicador O parâmetro corrente está diretamente relacionado à velocidade do arame, ou seja, a quantidade de material depositado na poça de solda. O sensor é inserido em série e baixa impedância é necessária. Toda a energia passa por este elemento que tem a tendência natural de aquecer com o uso. 1.1.2 Tensão Este parâmetro, em produto com a corrente, gera a potência, ou seja, energia inserida durante o processo de transferência. O sensor é inserido em paralelo. Alta impedância é necessária, por isto, a energia que circula pelo sensor é mínima e dificilmente aquece durante o uso. Este fato faz também com que as dimensões físicas necessárias do sensor sejam reduzidas o que permite normalmente a inclusão do sensor dentro do próprio indicador. A malha é considerada fechada quando as três conexões (1,2 e 3) do sistema de instrumentação estão presentes. A malha é considerada aberta quando qualquer uma das conexões for desfeita, neste caso, para fins de calibração, para que o sistema de instrumentação seja considerado calibrado é necessário a calibração de todos os elementos da malha individualmente, ou seja, o certificado do indicador e o certificado do sensor (DOIS CERTIFICADOS). Página 1 de 1 Tecnologia 1.2 Calibração de parâmetros elétricos de SOLDAGEM SMPS-32 x Alicate amperimétrico Data: 21/03/2005 Versão: 0.0 Responsável: Cézar Pedrazani CALIBRAÇÃO EM LABORATÓRIO É o processo definido como oficial para qualquer instrumento, principalmente porque as grandezas de influência como temperatura e umidade do ar são mantidas sob controle. É como devem ser calibrados os padrões que serão utilizados em chão de fábrica. Os equipamentos antigos por serem muito frágeis requerem também condições ambientais de operação muito restritas. Aspectos que hoje em dia não são relevantes para os de fabricação com tecnologias mais modernas (ELETRÔNICOS). Fontes padrão para calibração em malha fechada são muito raras e caras. O uso de fontes de corrente baixa (até 30A típico) para a calibração do sensor só é válido quando o material de fabricação do sensor for de característica reconhecida cientificamente. (manganina por exemplo é excelente, latão ou cobre por outro lado é inadequado) 1.3 CALIBRAÇÃO EM CHÃO DE FÁBRICA: Tem como vantagem a facilidade (não necessidade de remoção dos elementos da malha de instrumentação da UST). Serve também para garantir o perfeito funcionamento em operação de todo o sistema envolvido no processo da soldagem. Para instrumentos eletrônicos e eletromecânicos fabricados nos tempos atuais as grandezas de influência como temperatura e umidade relativa do ar não afetam de forma significativa ou quando o fazem é de forma irrelevante e conhecida. Uma atenção especial deve ser dada porém aos sensores de corrente pois estes sim como primeiros elementos na cadeia de medida podem induzir a erros significativos devido a fatores construtivos em alguns casos (“shunts” de baixa qualidade). Existem basicamente 3 tipos de calibração dos parâmetros elétricos de soldagem em chão de fábrica (EM MALHA FECHADA): 1- Calibração em processo: é quando as medidas são feitas durante o processo de soldagem, ou seja é necessário o auxilio de um operador treinado em soldagem. Os pontos de calibração são obtidos pela variação da regulagem da máquina. Este processo é de grande incerteza na medição, tipicamente o “stickout” da ordem de 10A. 2- Calibração por simulação: é quando se simula o processo, elétrico, de soldagem conectando-se uma carga à fonte de solda. Os pontos são obtidos pela variação da carga e/ou da regulagem de tensão da fonte de solda. Recomenda-se este processo para a grandeza corrente, pois se a qualidade da carga e das conexões é boa a incerteza é pequena, medida estável. 3- Calibração por fonte externa: é quando não se utiliza a fonte de soldagem para gerar o sinal elétrico de excitação do instrumento e sim uma fonte externa, este processo é característico para a grandeza tensão. ATENÇÃO: Neste caso deve-se garantir que não seja acionado o gatilho da tocha da máquina pois isto causará um conflito entre a fonte externa e a fonte de solda, podendo danificar a fonte externa. Página 2 de 2 Tecnologia Calibração de parâmetros elétricos de SOLDAGEM SMPS-32 x Alicate amperimétrico Data: 21/03/2005 Versão: 0.0 Responsável: Cézar Pedrazani 2 COMPARAÇÃO SMPS-32 X ALICATE AMPERIMÉTRICO: Para uma calibração é importante que: 1- O padrão possua resolução e exatidão maior que a UST. 2- O sinal em calibração seja o mais estável possível, ou que possua um intervalo significativo de tempo durante as medições. (Para soldagem o típico é de 10 segundos). 3- As leituras das medições do padrão e da UST sejam simultâneas. Alicates amperimétricos não podem ser usados como padrão, principalmente para fontes de solda em corrente contínua, porque: - normalmente não possuem resolução maior que a UST - Possuem exatidão típica da ordem de 2%. Certamente porque não é fácil garantir repetibilidade da condição ideal de acoplamento ao condutor onde circula a corrente. - Durante o processo de soldagem devido ao “stickout” o sinal varia e a velocidade de resposta do padrão e da UST não são a mesma, além de ser impossível visualizar com qualidade os dois instrumentos (UST e padrão) simultaneamente. O erro total para este tipo de medição é da ordem de 6% do fundo de escala, ou seja erros da ordem de 30A são comuns. SMPS-32 sim é solução como padrão para calibração em chão de fábrica porquê: - Os padrões utilizados possuem resolução maior que qualquer UST em utilização nos processos de soldagem. - A exatidão dos padrões é da ordem de 0,01%, já considerando as grandezas de influência (temperatura e umidade). - Durante a calibração quer em processo ou por simulação da soldagem o equipamento identifica a condição de medição estável, baixa incerteza tipo A, automaticamente em tempos condizentes com o processo. A leitura do padrão é automática, o operador da calibração se preocupa somente com a leitura da UST. 3 SOLDA PULSADA: A forma construtiva tradicional de fontes de solda é o que chamamos hoje de fontes convencional, ou seja os sinais elétricos gerados pela fonte são constantes (contínuos), nesta condição a medida de instrumentos conectados a esta fonte apresentam o mesmo resultado quando fazem a medida do valor médio ou do valor real (RMS). Hoje em dia é crescente a utilização de fontes de soldagem que operam em regime pulsado. São na verdade fontes convencionais que possuem um dispositivo acoplado que controla os fatores apresentados na figura abaixo: Corrente (A) Topo Base Tempo (s) Para solda pulsada deve-se explicar que os parâmetros são: corrente de base, corrente de topo, periodo de trabalho e frequencia de repetição dos pulsos. Página 3 de 3 Tecnologia Calibração de parâmetros elétricos de SOLDAGEM SMPS-32 x Alicate amperimétrico Data: 21/03/2005 Versão: 0.0 Responsável: Cézar Pedrazani Argumentar que para calibração deve-se utilizar o modo convencional, pois os padrões são calibrados nesta condição e uma vez que o instrumento indique certo para este modo certamente o fará no modo pulsado. 4 REQUISITOS DE UM BOM CERTIFICADO DE CALIBRAÇÃO: Identificar bem a UST, descrever o padrão( e comprovar sua rastreabilidade a padrões nacionais) e citar o procedimento de calibração. Apresentar tabela com dados (no mínimo 4 pontos) e explicitar valores medidos e incertezas da medição. Vide exemplo abaixo. Página 4 de 4 Tecnologia Metrologia no Lugar Certo Este certificado de calibração é válido somente para este instrumento. Reproduções deste documento só tem validade se forem integrais. Certificado de Calibração nº _ _ _ _ ____ Identificação do Cliente Nome: Endereço: ____ ____ Características da unidade sob teste: ____ ____ ____ ____ Tipo: Marca: Modelo: Número(s) de série: Número(s) de controle: Grandezas calibradas: do recebimento: Datas; Tensão e Corrente DC ____ Procedimento(s) utilizado(s): PC - IDGCF - 2.2 da calibração: ____ Padrões utilizados: Multímetro Digital Hewlett Packart 34401A - Número de Série US 36066704 Certificado nº _ _ _ _ Validade _ _ _ _ - Rastreável ao INMETRO Condições ambientais: Temperatura ( ºC ): Umidade ( % ): Shunt de Corrente H&B 800/150 - Núm. Série 0256 Certificado nº _ _ _ _ Validade _ _ _ _ - Rastreável ao INMETRO _ _ _ _ +/- 2 ºC _ _ _ _ +/- 5% Resultados: Tensão Contínua Faixa: VVC 100 V UST INCERTEZA (V) (V) +/-IM (V) ---------------- ---------------- ---------------- Corrente Contínua Faixa: VVC 500 A UST INCERTEZA (A) (A) +/-IM (A) ---------------- ---------------- ---------------- Convenções: V V C: Valor verdadeiro convencional. É obtido da média aritmética das medidas do padrão. (VIM 1.20) UST: Unidade sob Teste. É a média aritmética das leituras do instrumento que está sendo calibrado. Incerteza: A incerteza declarada é a incerteza expandida de medição obtida da incerteza padrão de medição multiplicada pelo fator de abrangência k=2, que para uma distribuição normal corresponde a uma probabiliadade de abrangência de aproximadamente 95%. A incerteza padrão de medição foi determinada de acordo com a publicação EA-4/02. Referências: ABNT NBR ISO/IEC 17025 (Requisitos gerais para a competência de laboratórios de ensaios de calibração) 2005 VIM - Portaria INMETRO / 029 de 10 de março de 1995 ( Vocabulário de Termos Fundamentais e Gerais em Metrologia). Data: _ _ _ _ _________________________ Graciane Herbstrith Farias Gerente __________________________ Eng. Fábio Ricardo Auler Responsável Técnico RS 121283 ____________________________________________________________________________________________________________________Página 1 de 1 Av: Da Azenha ,1678 Lj.7; Porto Alegre RS CEP 90160-007 Fone: (51)3023 4398 e-mail: [email protected]
Baixar