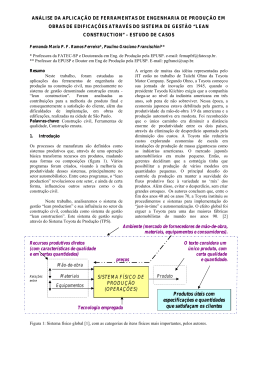
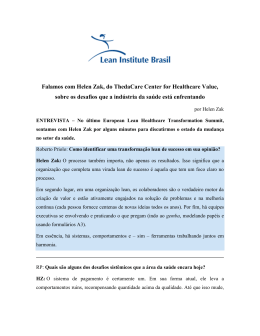
Curso de Pós-Graduação MBA – Gestão Eficaz de Obras e Projetos Otimização de Projetos Profº.: Msc. Lincoln Nascimento Ribeiro Coordenação: Profº. Esp. Carlos Eduardo Artioli Russo Conhecendo o Professor: • Doutorando em Engenharia Aeronáutica e Mecânica pelo ITA – Instituto Tecnológico de Aeronáutica – São José dos Campos – SP – Área de Pesquisa: Propulsão e Energia • Mestre em Engenharia Mecânica pela UNITAU – Universidade de Taubaté – SP – Área de Pesquisa: Energia e Gestão Ambiental na Indústria • Graduado em Engenharia Mecânica pela UBC – Universidade Braz Cubas – Mogi das Cruzes – SP • Graduado em Tecnologia Mecânica – Processos de Produção pela FATEC-SP – Faculdade de Tecnologia de São Paulo – SP • É professor da Universidade Cruzeiro do Sul desde 2004, ministrando aula nos cursos de Graduação em Engenharia e cursos de Pós-Graduação. Experiência atuando em empresas do ramo automobilístico no desenvolvimento de novos produtos e processos. Atuou também na Companhia do Metrô de São Paulo Conhecendo os Alunos: Nome? Onde nasceu? O que faz da vida? Formação? Experiência? Objetivo? Time? Justificativa Kaizen – Processo de Melhoria Contínua é um dos temas escolhido devido a atual necessidade das empresas de reduzirem seus custos de fabricação para se manterem competitivas no mercado e o Kaizen é ferramenta fundamental para alcançar esses resultados. Justificativa Empresa Modelo Antigo: CUSTO + LUCRO = PREÇO Novo Modelo PREÇO é definido pelo “mercado” ou seja, pela concorrência. Logo: LUCRO = PREÇO – CUSTO Ou seja, a empresa precisa reduzir os custos para alcançar o lucro planejado. Conceito Kaizen significa: Kai = modificar e zen = para melhor, ou seja, modificar para melhor ou melhoria contínua aplicada na vida social e na vida no trabalho. Histórico - Sistemas de Produção Produção Artesanal (antes de 1910) Produção em Massa Produção Enxuta ou Sistema Toyota de Produção Produção Artesanal O operário é altamente qualificado e realiza todos so ajuste e monta uma peça de cada vez. Nesse caso ele necessita conhecer todos os conceitos de usinagem e ajustes. Um produto nunca sai igual ao outro Produção Artesanal O 1º automóvel comercial foi feito em Paris pela fábrica de máquinasferramentas da Penhard e Levassor (P & L). O motor foi fornecido pela Daimler da Alemanha e este automóvel foi adquirido em 1895 por um parlamentar inglês Sr. Evelyn Eliis; Produção em Massa Idealizada por Ford em 1910 com a linha de produção do Ford “T”, trata-se de uma linha de montagem contínua em que todas as peças chegam até a linha e o veículo vai se movimentando por essa linha e cada operador executa apenas uma operação repetitivamente. Grande quantidade de operadores Grande capacidade de produção Baixo custo Produção em Massa O primeiro carro que passou do tipo de produção artesanal para o de produção em massa foi o modelo T da Ford em 1908 e alcançou dois importantes objetivos: 1) Qualquer um era capaz de dirigir ou consertar. 2) Era um carro projetado para a manufatura. Estes dois fatores mudaram a história da indústria automobilística Produção em Massa Exemplos de empresas que ainda utilizam produção em Massa Montadoras de veículos brasileiras Empresas que possuem células especializadas (células de tornos, de furadeiras, de fresadoras, etc) Desvantagens Muita movimentação Desmotivação dos operadores que executam sempre a mesma operação Produção Enxuta Manufatura Enxuta É a manufatura que tem como princípio fazer mais, usando cada vez menos, convertendo-se desperdício em valor. Produção Enxuta Em 1950, um jovem engenheiro japonês Eiiji Toyoda fez uma visita de três meses aos Estados Unidos com o intuito de observar as instalações da Ford em Rouge-Detroit e verificar a possibilidade de implantar o sistema de produção em massa na fábrica da Toyota no Japão. Produção Enxuta Para se ter uma idéia , em 1950, a Toyota após 13 anos de trabalho havia produzido 2.685 automóveis em comparação com os 7.000 produzidos por dia pela Ford.. Produção Enxuta Eiiji após ter estudado cuidadosamente cada palmo da fábrica da Ford, que era o maior e o mais eficiente complexo fabril do mundo, escreveu para a sua empresa e disse que copiar ou melhorar o sistema da Ford era impossível, havia a necessidade de se criar um novo sistema de produção . Produção Enxuta De volta ao Japão Eiiji e seu gênio da produção Sr. Taiichi Ohno chegaram a conclusão de que o sistema de produção em massa jamais funcionaria no Japão , a partir daí iniciaram a criação do sistema de produção enxuta ou mais conhecido como Sistema Toyota de Produção. Produção Enxuta Células multifuncionais Cada operador sabe executar várias funções Set-up rápido Estoques reduzidos Operadores com autoridade para parar a linha quando houver problemas (Jidoka) Sistema Toyota de Produção (Taiichi Ono) Ferramentas Kaizen Redução de estoques em processo Just-in-time 5s Redução de set-up Estudos de lay-out TPM – Manutenção Produtiva Total Jidoka Brainstorming Ferramentas da qualidade TÉCNICAS RESULTADOS Sistema Toyota de Produção Reduzir os custos Housekeeping (5S) Eliminar os desperdícios TQC (Controle de Qualidade Total) Aumentar a produtividade CCQ ( Círculos de Controle de Qualidade) Reduzir o tempo de troca das ferramentas Células de Manufatura Aumentar a flexibilidade Sistema de Sugestões Nivelar a produção Troca rápida de ferramentas Reduzir o transporte TPM (Manutenção Total Produtiva) Puxar a produção Kanban Reduzir o lead-time Orientação para o consumidor Relação cooperativa entre a empresa/funcionário Fig. 3.1 - Kaizen segundo Masaaki Imai Reduzir o estoque Tipos de Kaizen • Kaizen de Projeto: -Situação: Futura concepção do produto; -Foco: Desenvolver novos conceitos para novos produtos. • Kaizen de Planejamento: -Situação: Preventivo/situação futura; -Foco: Desenvolver um sistema de produção. • Kaizen de Produção: -Situação: Corretivo/situação existente; -Foco: Eliminar desperdícios e dar maior conforto ao operador. Lead-Time Observa-se nas indústrias que o tempo de processo desde a entrada da matéria-prima até a saída como produto acabado é muito longo. Este tempo é chamado de lead-time (Fig. 3.3) e pode-se afirmar que: •1% deste tempo é gasto na transformação da matéria-prima, ou seja, agregam valor ao produto; •99% deste tempo é gasto em atividades que não agregam valor ao produto, ou seja, é perda ou desperdício. Lead-Time Atividades que Não Agregam Valor •Empilhadeiras movimentando materiais para todo o lado, danificando e perdendo peças; •Operadores e máquinas aguardando a chegada das peças; •Máquinas e operadores parados aguardando ferramentas; •Sistema complexo de controle da produção; •Documentação em excesso; •Falta de informação para o chão de fábrica; •Informações incompletas e confusas; •Pelo menos metade da supervisão olhando/contando, o movimento das peças; •Inspetores de qualidade separando peças boas das ruins; •Pedidos de clientes atrasados constantemente, apesar dos esforços de todos na empresa; •Grandes pilhas de material em processo, ocupando espaço na fábrica; •Tempo de processamento longo (meses), as peças ficam dormindo dentro da fábrica; •Constantes rodinhas de operadores. Como reduzir o Lead-Time 1) Tecnologia Como reduzir o Lead-Time 2) Kaizen Lead-Time Ideal O ideal é que o lead-time seja: •50% atividades que agregam valor; •50% atividades que não agregam valor. Operação Padrão Cycle-time (tempo de ciclo) é a somatória de tempo onde são incluídos todos os tempos processados, não incluindo os tempos de espera. É o tempo de percurso da peça dentro de uma célula, não incluindo os tempos de espera. No tempo de operação, estão incluídos os tempos do homem e da máquina: Cycle-time = tempo de operação + tempo de transporte + tempo de inspeção Operação Padrão Cycle-time da máquina é o tempo total automático necessário para completar um ciclo da operação. Acrescentar também o tempo, o tempo de carga e descarga da máquina. Cycle-time do homem é o tempo total manual necessário para completar um ciclo da operação. Estão incluídas todas as operações manuais, como andar, inspecionar, carregar e descarregar as máquinas, medir as peças, outros. Sistema One-Piece-Flow O Sistema one-piece-flow (uma peça por vez) tem como objetivo otimizar o suprimento de peças para satisfazer a demanda do cliente. Este sistema facilita o controle e a visualização das peças no processo, evita que se crie estoques intermediários desnecessários que são prejudiciais ao fluxo de produção. Sistema de “Puxar” a produção Sistema de puxar a produção: neste sistema, o estágio posterior solicita as peças necessárias ao estágio anterior, isto significa que só é produzido realmente o que é necessário, evitando-se estoques desnecessários. As 7 perdas ou Desperdícios 1) Excesso de produção (superprodução) Por muito tempo imaginou-se que superprodução era sinônimo de eficiência. Hoje observa-se que este tipo de ação leva ao excesso de estoque e só serve para encobrir deficiências e gerar custos – grande erro é produzir a mais para que quando o cliente solicitar, já esteja pronto. 2) Tempo de espera/atraso Operário ao lado da máquina aguardando: •sinal do processo automatizado; •envio da peça do processo anterior; •chegada da peça-bruta; •conserto de sua máquina. As 7 perdas ou Desperdícios 3) Transporte de material É aquele causado pelo transporte desnecessário e em excesso dentro da fábrica. Por exemplo, um processo em que a peça é usinada em máquinas colocadas longe umas das outras, na qual a peça percorre grandes distâncias. 4) Processamento das peças Processos ineficazes, dispositivos com excesso de ajustes, máquinas inadequadas, seqüência do processo incorreta, outros. As 7 perdas ou Desperdícios 5) Estoque disponível desnecessário Antigamente o estoque era necessário porque era utilizado para amenizar os problemas de produção como: falta de manutenção, set up longo, supervisão ineficaz, outros. Excesso de estoque só provoca o aumento do custo. Existem estudos realizados pelo MIT (Massachusetts Institute of Tecnology) segundo Womack, Jones & Roos (1992) que mostram que manter estoques custa entre 25% e 30% do seu valor. As 7 perdas ou Desperdícios 6) Movimentação desnecessária do operador Todos os movimentos desnecessários do operador devem ser reduzidos ou eliminados. 7) Produtos defeituosos (refugo e retrabalho) Somente confirmam que os processos de manufatura não estão sob controle. Estes processos devem ser revistos e refeitos se necessário. PROGRAMA 5S OU HOUSEKEEPING DE ACORDO COM OSADA (1992), O PROGRAMA 5S É UMA FILOSOFIA DE TRABALHO DESENVOLVIDA NO JAPÃO, QUE TEM COMO PRINCIPAL OBJETIVO MELHORAR A RELAÇÃO ENTRE O SER HUMANO E O MEIO AMBIENTE. RECEBE ESTE NOME PORQUE É REPRESENTADA POR 5 PALAVRAS JAPONESAS INICIADAS PELA LETRA S: SEIRI – SEPARAR E DESCARTAR SEITON – ORDENAR E ORGANIZAR SEISO – LIMPAR E INSPECIONAR SEIKETSU – PADRONIZAR SHITSUKE – AUTO-DISCIPLINA JUST IN TIME DE ACORDO COM MOREIRA (1996) É UMA NOVA MANEIRA DE PENSAR A RESPEITO DOS PROCESSOS DE FABRICAÇÃO DE PRODUTOS, PARTINDO-SE DO PRINCÍPIO DE QUE TODOS OS ESFORÇOS DE PRODUÇÃO DEVEM ESTAR LIGADOS A REAL NECESSIDADE DE PRODUÇÃO, OU SEJA: DEVE-SE PRODUZIR O QUE É NECESSÁRIO, QUANDO FOR SOLICITADO, NA QUANTIDADE EXATA, OTIMIZANDO-SE TODOS OS RECURSOS, COMO MATERIAL, MÃO-DE-OBRA, ENERGIA, EQUIPAMENTOS, ESPAÇO, OUTROS, E COM A QUALIDADE EXIGIDA. CARACTERÍSTICAS JUST IN TIME PRODUÇÃO AJUSTADA PARA O TAKT-TIME*; FLUXO DE PRODUÇÃO DE 1 PEÇA (ONE-PIECE-FLOW); IMPLANTAR O SISTEMA DE PUXAR A PRODUÇÃO (PULL-SISTEM); PRODUZIR OS PRODUTOS NECESSÁRIOS, QUANDO NECESSÁRIO E NAS QUANTIDADES NECESSÁRIAS; OPERAÇÃO PADRÃO DEFINIDA; LAYOUT CELULAR EM U, SENTIDO ANTI-HORÁRIO; OPERÁRIOS MULTIFUNCIONAIS (FLEXÍVEIS); PRODUZIR COM O MÍNIMO TEMPO DE ESPERA; ESTOQUE PADRÃO (MÍNIMO POSSÍVEL) NO PROCESSO; DEFINIR CLARAMENTE A SEQÜÊNCIA DE TRABALHO; REDUZIR A MOVIMENTAÇÃO (PEÇAS E OPERÁRIOS); GERAR ESPAÇO NA FÁBRICA; REDUZIR CUSTOS DE FABRICAÇÃO; REDUZIR ESTOQUE EM PROCESSO, PRODUTOS ACABADOS E MATÉRIA-PRIMA; ORGANIZAR O LOCAL DE TRABALHO. TAKT TIME TAKT--TIME: TAKT TIME: É O TEMPO NECESSÁRIO PARA SE PRODUZIR UMA PEÇA QUE ATENDA A NECESSIDADE DE DEMANDA DO CLIENTE. Jidoka Segundo Womack, Jones & Roos (1992) é o segundo pilar de sustentação do sistema Toyota de Produção. É composto de 3 partes: 1) Autonomação – dispositivos adaptados nas máquinas automáticas que podem detectar irregularidades no processo produtivo. Somente 1 peça deve ser produzida com defeito. 2) Transferir, tanto quanto possível, o trabalho do homem ao trabalho da máquina. 3) Parada da linha de produção quando for encontrada alguma peça defeituosa no processo. Kanban É um sistema de comunicação que permite o controle do processo produtivo pelos próprios operadores. É baseado no uso de 2 cartões: um de movimentação e outro de ordem de produção. Tem uma função estratégica de limitar o estoque em processo, definindo a quantidade máxima de produto entre as estações de trabalho em função da necessidade. Kanban é uma técnica para programar e controlar a produção e uma ferramenta para administrar o JIT. Segundo o seu idealizador o Sr. Taiichi Ohno, o Kanban nasceu da necessidade de desenvolver um sistema de fabricação de automóveis de diferentes tipos em pequenas quantidades e na mesma linha de montagem Tipos de Kanban Tipos de Kanban 1) Kanban de Movimentação Quando um container de peças é selecionado no cliente (montagem) para uso, o cartão de movimentação é retirado do container e levado ao supermercado do centro de produção do fornecedor (usinagem), como uma autorização para apanhar outro container de peças. 2) Kanban de Produção Quando um container de peças é retirado do supermercado do cliente (usinagem), o cartão de produção é retirado e afixado num painel Kanban, esta é a autorização para se produzir um container de peças que irá substituir ao que foi retirado. Tipos de Cartões Kanban Controle Visual O método do controle visual é muito utilizado no sistema Toyota de Produção e está diretamente ligado aos dois pilares de sustentação do sistema. Alguns exemplos de controle visual: • Determinar os locais onde as peças serão estocadas (supermercado), e colocar o painel Kanban, pois desta forma as anormalidades serão facilmente descobertas, fica mais simples o controle do estoque, movimentação, outros; • Colocar lâmpada sinalizadora (Andon); • Colocar placas luminosas acima da linha de montagem identificando cada estação de trabalho; • Colocar painéis com informações sobre tempo de set up, manutenibilidade, confiabilidade, gráficos de qualidade, refugo e retrabalho, outros. Set-up É o tempo decorrido entre a troca do produto tipo A até a primeira peça com qualidade do produto tipo B Objetivos da Redução do Set-up • Aumentar a produtividade das máquinas; • Diminuir as atividades que não agregam valor; • Fazer mais trocas de ferramentas; • Menores lotes de fabricação; • Menor esforço do operador/preparador; • Maior flexibilidade; • Diminuir o tempo entre matéria-prima e produto acabado; • Diminuir o estoque Redução do Set-up 1) Atividade externa – é aquela feita com a máquina em funcionamento; 2) Atividade interna – é aquela feita com a máquina parada. OBS.: No início não sabemos o que é atividade interna e externa. Etapas da Redução do Set-up Estudo de Caso Melhoria na Produção em uma Empresa Metalúrgica de Autopeças O Estudo de Caso foi realizado na Linha de Montagem de Radiadores de Cobre-Latão da Behr Brasil Ltda A Empresa A Behr Gmbr & Co. foi fundada pelo engenheiro Julius Behr em 1905, na cidade de Stuttgart Alemanha. O Grupo possui 5 fábricas na Alemanha e filiais na Espanha, França, Itália, Estados Unidos, Índia, Brasil e Japão. Em 2000 a Behr mundial teve um faturamento de US$ 4 bilhões e gerou 15 mil empregos. A Empresa O grupo possui 25 fábricas e 10 centros de desenvolvimento espalhados por todo o mundo, incluindo uma unidade no Brasil, localizada em ArujáSP. Hoje a unidade do Brasil é responsável por 7% do faturamento total do grupo gerando mais de 800 empregos diretos e indiretos. Radiador de CuZn Tubo de Entrada de Água Caixa Superior Coletes Dir./ Esq. Bloco Caixa Inferior Tubo de Saída de Água Conteúdo Estado Inicial Ações Tomadas Observações da Segurança do trabalho Resumo dos Ganhos Plano de Ação OBJETIVO PROPOSTO: Redução de 30% tempo de processo Redução de Estoque em processo ANTES: FLUXO DE PROCESSO ANTES: Fluxo de Montagem 14min. 12min. 14 min. 2 peças 3 operadores caixa colete 2,86pç/h/operador ANTES: ESTOQUES INTERMEDIÁRIOS DEPOIS: CÉLULA DE PRODUÇÃO Célula de Soldagem Caixa / Coletes Lambreta Kit montagem Carrinho Caixas Blocos Coletes Mont.Cxs DEPOIS: CÉLULA DE PRODUÇÃO 20min.. 20 min. 1 peça 1 operador caixa colete 3,0pç/h/operador DEPOIS: CÉLULA DE PRODUÇÃO ANTES: Movimentação de 3.800m/dia (Busca Caixas/Coletes) Depois: Movimentação de 1.500m/dia (Busca Caixas/Coletes KIT) QUALIDADE: Área demarcada para produtos conforme e não conforme Exaustão: Em estudo sistema de exaustão para eliminação da névoa expelida pelo processo. Plataforma: Solicitado a confecção de uma plataforma em aço, para evitar possibilidade de acidentes EPI´S: Reavaliar os EPI´S utilizados no processo Produtos Químicos: Redefinido local para armazenagem dos produtos de uso no tratamento da água para banho de radiadores utilizados no processo PRODUTIVIDADE: ESTADO ANTERIOR 2,86 peças/hora/operador PRODUTIVIDADE: ESTADO ATUAL (Pós Workshop) Média ~+5% 3,00 peças/hora/operador ANTES Diversidade = +50% DEPOIS 4 produtos/vezes 6 produtos/vezes 80pç/turno 110pç/turno Capacidade = +37% Resumo dos Ganhos Criação de senso de equipe; Capacidade aumentada em 37% Produção extra de 30 radiadores/turno; Distância percorrida reduzida de 3,8 mil para 1,5 mil metros; Flexibilidade produtiva (diversidade); Eliminação de estoque em processo; Aplicação Conceito de Kit. Plano de Ação Rebarbagem das caixas na estamparia Cantagalo Imediato Redimensionar carrinho do Kit Hélio 09/06 Aplicar conceito duas caixas p/ componentes e consumíveis Marco Aurélio 19/05 Redimensionar mesa de montagem de caixas Hélio 15/06 Ministrar palestra sobre produtos químicos Marco Antônio 09/05 Confeccionar plataforma de acesso no banho Manoel / Pascoalino 26/05 Reavaliar utilização de EPI´S Marco Antônio 09/06 Acompanhar estabilidade dos resultados Emerson/Manoel 15/06 Buscar recursos para dispositivo p/ Aftermarket Emerson 25/05 Montar células pilotos (3 células) 30/06 Hélio/Manoel E na Construção Civil? LD ( Lean Development ) LD ( Lean Development ) Focado na identificação de gargalos no processo de desenvolvimento de software Metáfora (boa) de fábrica Empresta idéias de Qualidade Total, (Deming, anos 50) Lean Production (Japão, anos 50) Teoria de Sistemas Dinâmicos (MIT, anos 60) Lean Construction (adaptabilidade na construção civil, anos 90) LD – Lean Design LD – Lean Design LD – Lean Design LD – Lean Design LD – Lean Design Lean Construction Lean Construction Lean Construction Lean Construction Lean Construction Lean Construction Lean Construction Lean Construction Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction - Princípios Lean Construction Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Construção Modular Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Lean Construction - Estudo de Casos Conclusão Como foi possível verificar, o Kaizen é uma ferramenta indispensável para a empresa que quer se manter competitiva no mercado. É o caminho para a racionalização dos custos e processos de produção e ainda, promove maior integração e comprometimento dos colaboradores com os resultados da corporação. “Se você aprender apenas uma palavra em japonês, que seja KAIZEN” Masaaki Imai Principal Bibliografia Consultada A Máquina que Mudou o Mundo – Autor: James P. Womack Notas de aula: Profº. Jary Wallauer e Daniel Oliveira Cruz Trabalho de Conclusão de Curso: Kaizen – Processo de Melhoria Contínua – Estudo de Caso – Lincoln Nascimento Ribeiro
Download