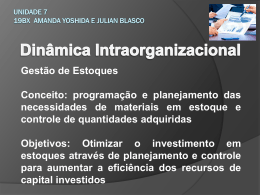
Unidade IV Unidade IV 7 O PCP E A ADMINISTRAÇÃO DOS ESTOQUES O PCP é o setor responsável por definir quanto e quando comprar, bem como fabricar ou montar de cada item para a produção dos produtos acabados definidos no plano de produção Como resultado da programação da produção, são geradas as ordens de compra para itens comprados, ordens de produção para itens fabricados e ordens de montagem para montagens intermediárias e final dos produtos definidos no plano de produção. A programação da produção é a atividade do PCP mais importante no nível operacional de curto prazo, fazendo que as atividades produtivas sejam iniciadas. O plano de produção de longo prazo providencia os recursos necessários e o plano de produção providencia a programação diária; e se os dois estiverem alinhados, não deverá haver dificuldades de capacidade produtiva na realização do plano de produção, cabendo, assim, a programação da produção programar o sequenciamento das ordens de produção emitidas. Produção empurrada (MRP) x Produção puxada (JIT) A programação da produção pode ser classificada em dois métodos: o método de produção empurrada e o método de produção puxada. Empurrar a produção é um sistema de gestão de produção e estoques, que por meio da elaboração de um programa de produção completo, desde a compra da matéria-prima até a produção dos produtos comerciais, para que todas as necessidades sejam atendidas, independentemente de existirem pedidos de vendas confirmados. Puxar a produção é um dispositivo de gestão de produção que significa não produzir até que o cliente peça a produção de um item em especial. Assim, o PCP usa informações do plano de produção para efetuar as ordens apenas para o último estágio do processo produtivo e também para se ter dimensão das quantidades de estoques. Conforme o cliente necessita de produtos, são enviadas ordens de compra aos fornecedores para que sejam produzidos e entregues. Essa filosofia é conhecida como Just-in-time, operacionalizada utilizando o sistema de programação com cartões kanban. 94 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES No sistema de empurrar a produção, as atividades da programação da produção, no sentido de atender a um programa-mestre de produção, podem ser divididas para o efeito de estudo em três grupos: a administração de estoques, o sequenciamento e a emissão e liberação de ordens. Cabe à administração de estoques as atividades de definir os tamanhos dos lotes de produção e de compras, além de estabelecer qual a forma de reposição dos estoques e quais itens terão estoques de segurança. Na atividade de sequenciamento, a administração de materiais deverá focar em gerar um programa de produção que utilize os recursos disponíveis, produzindo produtos de qualidade a custos baixos. A emissão e a liberação de ordens definem o programa de produção, processando a documentação para o início das operações e liberando-as quando os recursos estiverem disponíveis. A emissão das ordens poderá ser feita manualmente no momento em que está se desmembrando o plano de produção ou por sistemas de gestão, que, por meio de parâmetros definidos e incluídos no sistema, geram automaticamente as ordens de produção e compra conforme os parâmetros predefinidos. É usual nas empresas uma combinação dos dois sistemas que operam em paralelo e, de forma geral, há uma diferenciação estratégica em que produtos acabados programam-se de forma direta e para itens como matérias-primas, materiais indiretos e de apoio à produção usa-se o método indireto como o controle de estoques. Em empresas que usam sistemas informatizados, a utilização do método direto fica sujeita à velocidade e capacidade de processamento de sistema. Já no modelo de puxar a produção, a programação da produção (estoques, sequenciamento e emissão de ordens) é operacionalizada pelo uso do sistema kanban. 7.1 Administração de estoques Administrar estoques é preocupação antiga dos gestores envolvidos com produção, armazéns, almoxarifados, vendas, marketing e PCP e, como componente intermediário entre o fluxo de produção e o fluxo de vendas, os estoques devem ser vistos com componente da estratégia competitiva empresarial. (TUBINO, 2006). Figura 13 95 Unidade IV As empresas operam com diferentes tipos de estoques, que precisam ser administrados em um local ou distribuídos em vários locais dentro da empresa. Entre os principais tipos de estoques, temos: • Estoques de produtos acabados. • Estoques de matérias-primas e embalagens. • Estoques de componentes. • Estoques de produtos em processo. • Estoques de ferramentas. Conforme citado, podemos observar que existem vários tipos de estoques que devem ser administrados conforme a função que desempenham e os custos que representam e há vários motivos que podem justificar sua manutenção dentro dos ativos das empresas. Conforme Tubino (2006), os motivos para manutenção de estoques nas empresas são: 1. Possibilitar independência entre as fases da produção A colocação de estoques intermediários entre as etapas de produção da cadeia produtiva permite que essas etapas possam ser encaradas como independentes. Como exemplo: estoques de matérias-primas permitem que a produção fique protegida de fornecedores que não entregam no prazo solicitado. Estoques de produtos em processo procuram resolver problemas de sincronismo entre postos de trabalho ou de quebras de máquinas. Estoques de produtos acabados separam a produção das vendas, permitindo que o mercado seja abastecido mesmo que alguma interrupção ocorra na produção. 2. Permitir uma produção constante Nas empresas que atuam em mercados sazonais há uma grande variação temporal de produção e compras. Nesse sentido, existe a necessidade de estocar matérias-primas e produtos acabados para evitar oscilações bruscas nos planos de produção. Em épocas de procura baixa, deve-se buscar manter um ritmo de produção equilibrado gerando estoques, e quando a procura aumenta são vendidos os estoques acumulados sem oscilar o ritmo da produção; no caso de matérias-primas sazonais, procura-se estocá-las nos períodos de alta oferta para que a produção continue a trabalhar quando essa oferta cair. 96 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES 3. Permitir uso de lotes econômicos Alguns processos do sistema produtivo apenas permitem a produção ou a movimentação econômica de lotes maiores do que a necessidade de consumo imediato, ocasionando um excedente que necessita ser administrado. Por exemplo, o transporte de cargas a longa distância só é viável se o veículo transportador for carregado com um volume alto de materiais, logo, as empresas com fornecedores distantes tendem a comprar lotes maiores do que as suas necessidades imediatas. A existência das máquinas com tempos altos de set ups, ou com um lote fixo de produção, faz com que os lotes produzidos sejam grandes para absorver seus custos produtivos. 4. Reduzir os tempos de produção (lead time) A manutenção de estoques intermediários dentro dos sistemas produtivos permite que os prazos de entrega dos produtos possam ser reduzidos, pois ao em vez de esperarmos pela produção ou compra de um item, podemos retirá-lo do estoque e usá-lo imediatamente. 5. Conseguir vantagens de preço Algumas empresas incrementam seus níveis de estoques para se prevenir de possíveis aumentos de preços, normalmente dos materiais comprados, ou, ainda, compram em quantidades superiores às necessárias visando obter desconto no preço unitário. De outro modo, as empresas também aumentam os níveis de estoques dos produtos acabados quando sentem que seus preços no mercado irão subir. Em qualquer um dos casos, a decisão por especular com estoques deve ser tomada pela área financeira, que administra os recursos financeiros da empresa, e não pelo PCP. Os estoques não agregam qualquer valor aos produtos, assim, quanto menor for o nível de estoques com que um sistema produtivo conseguir operar, maior eficácia terá. Elemento básico ligado à manutenção de estoques trata-se do envolvimento dos recursos humanos no trabalho quando a produção está produzindo para estoque. Como não há uma integração entre quem faz e quem usa o produto, os problemas que podem aparecer no produto não serão considerados de imediato; e se forem, muito provavelmente será tarde para fazer correções. O melhor indicador de desempenho da eficiência do sistema produtivo é a análise do giro de estoques, ou seja, se compararmos dois sistemas produtivos equivalentes, aquele que tiver o maior giro de estoques é o mais eficiente. Giro de estoques é um indicador que mede quantas vezes o estoque se renova dentro do ciclo operacional das empresas (giro). 97 Unidade IV Giro de estoques = valor consumido do item no período valor do estoque médio do período Como exemplo, o sistema de produção da Toyota japonesa trabalha com estoques para quatro horas e se o sistema produtivo dentro desse período não for reabastecido, a fábrica para (TUBINO, 2006). Esse é o padrão de qualidade das montadoras de automóveis, comparando com os modelos tradicionais de produção, em que os estoques cobrem dois meses de demanda. A administração dos estoques tem uma função a desempenhar, pois deve elaborar e definir o planejamento e controle dos estoques. Para tanto, são necessários alguns requisitos anteriores, como estipular os tamanhos dos lotes de compra e produção, definir como será feita a reposição dos estoques por tipo de item e se haverá itens com estoques de segurança. Se a decisão for manter estoques de segurança, as empresas devem avaliar a real necessidade e definir quais itens serão estocados e qual a quantidade de cada um. 7.2 A classificação ABC de estoques Conhecida também como curva de Pareto em homenagem ao seu criador, o italiano Vilfredo Pareto, a classificação ABC de estoques é um método estatístico utilizado na gestão de estoques, principalmente em empresas que precisam administrar altos volumes de estoques e alto número de itens em estoque. A título de avaliação, a classificação ABC visa classificar os itens de acordo com sua maior ou menor relevância em comparação a determinado fator, separando os itens por classes de acordo com sua relativa importância. Definem-se assim as classes A, B e C. Classe A - importantes, caros, estratégicos, análise constante e acompanhamento diário. Classe B - relevantes, custos médios, análise frequente e acompanhamento constante. Classe C - muitos itens, de baixo custo, alto giro e consumo, análise semanal e maior nível de estoques. A classificação ABC mais utilizada é obtida pela demanda valorizada (quantidade de demanda vezes custo unitário do item), porém é possível ter outras classificações dos itens por outro parâmetro que se queira avaliar, como, por exemplo, por peso, volume ou número de movimentações em estoque, para solucionar problemas de transporte e armazenagem dos itens, ou, ainda, por volume financeiro investido em estoques, ou por número de reposições por período. Conforme Tubino (2006), o mais importante na administração dos estoques é que, ao colocar em ordem os itens segundo sua demanda valorizada, nota-se que uma pequena quantidade de itens, 98 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES chamada de classe A, representa uma grande parcela dos recursos investidos e, por outro lado, a grande maioria dos itens, chamada de classe C, tem pouca representatividade nesses recursos. Classificação ABC - importância dos materiais na composição Classe Importância A Fundamentais B Importantes C Básicos Entre as classes A e C situam-se itens com importância e quantidades médias, chamados de classe B. Com a confirmação em sua classificação ABC de que reduzido número de itens representam grande parte dos recursos investidos, as empresas precisam cuidar desses itens com acompanhamento, fazendo um controle rígido e frequente. Esse controle deve cobrir a determinação exata dos custos envolvidos no sistema de armazenagem e reposição, uma atualização constante dos dados, inventário periódicos para conciliação dos registros, bem como apuro nos modelos de determinação da demanda e dos estoques de segurança. Com relação aos itens da classe C (muitos itens de pouca relevância), não é necessário manter um controle muito rígido, visto que os custo, de controle não compensam as reduções de custos obtidas. Deve-se, então, controlar esses itens da maneira mais simples, empregando um sistema denominado ponto de pedido na reposição das compras, e manter mínimos estoques de segurança. Nos itens que fazem parte da classe B, devemos adotar valores intermediários entre os itens que estão nas classes A e C. Conforme comentamos, existem várias opções de elaboração da classificação ABC, e o método mais utilizado é o da demanda valorizada, empregando o seguinte método de cálculo: 1. Efetua-se o cálculo da demanda valorizada de cada item, e o valor da demanda é multiplicado pelo custo unitário do item. 2. Os itens considerados decrescentes de valor de demanda valorizada são expostos. 3. A demanda valorizada total dos itens é calculada. 4. As percentagens da demanda valorizada de cada item são calculadas e pode-se efetuar o cálculo das percentagens acumuladas. 5. As classes A, B e C são definidas, haja vista seus critérios de decisões. 99 Unidade IV Lembrete A administração de estoques precisa avaliar os itens dos estoques em função dos recursos que são investidos e da vantagem com relação aos concorrentes e dispõe de indicadores como análise ABC e giro de estoques para a gestão operacional. 7.3 Controle e gestão de estoques Conforme Martins (2001), na definição sobre quantidades de itens que devem ser repostos, é necessária uma avaliação dos custos do sistema de reposição e armazenagem, enquanto definir quando deve ser feita a reposição depende da definição de um modelo de gestão dos estoques. A definição do momento em que se deve pedir a reposição do item, e a consequente emissão da ordem de compra, pode ser feita no momento da elaboração do plano de produção ou ser realizada de forma automática com o uso de sistemas de informática. Assim, podemos separar os modelos de controle de estoques em dois grupos, os modelos diretos e os modelos indiretos. Os modelos indiretos especificam o momento da efetivação das ordens de compra e eles são os controles por ponto de pedido (PP) e os modelos de reposições periódicas. Os modelos diretos de emissão de ordens de comprar são os baseados na lógica MRP (Material Requirement Planning), conhecido como modelo de demanda dependente/demanda independente. Nos casos de utilização do modelo por ponto de pedido e por revisões periódicas não há essa divisão, sendo todos os itens considerados independentes dos demais. Demanda dependente e independente Itens de demandas consideradas independentes são aquelas cujas demandas não dependem de qualquer outra demanda, assim a necessidade de reposição compete apenas à previsão da demanda do item no mercado. Nesse grupo, estão incluídos os produtos acabados e as peças de reposição fornecidas pela empresa ao mercado. Como os modelos de controle de estoques por ponto de pedido e por revisões periódicas não levam em conta essa dependência, eles estão sujeitos a exercer um controle mais fraco sobre os níveis de estoques do sistema produtivo, portanto, estão mais expostos a erros e problemas de falta de produtos em estoques. 100 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES Figura 14 Vimos, na gestão de demanda, a importância do planejamento das vendas para a área de PCP e produção, porém, para a administração de estoques, essa informação também é muito importante. A princípio, se os volumes de vendas previstas forem cumpridos, bastaria produzir os volumes em igual quantidade para atendermos às necessidades dos clientes e não seria necessário ter estoques. Mas, a realidade dos mercados é que os volumes de vendas que são previstos mudam ao longo do período de planejamento e as empresas sabem disso. Os imprevistos fazem parte da gestão dos estoques e como a base da gestão é a demanda dos clientes, podemos ressaltar o caráter de alta variabilidade de prazos e volumes. Assim, cabe à administração dos estoques estabelecer estoques de segurança, que têm como função principal atender variações não previstas do lado da demanda e do lado da oferta. Conforme Tubino (2006), estoques de segurança são estoques dimensionados para absorver variações da demanda durante o tempo de ressuprimento, ou variações no próprio tempo de ressuprimento e que podem causar problemas de falta de produtos dentro do sistema produtivo. Os estoques de segurança reduzem os riscos de não atender aos pedidos de vendas. Importante informação para definir os estoques de segurança são as variações da demanda, e quanto maiores as variações, maiores serão os estoques de segurança. Criar estoques de segurança significa ter amortecedores para desvios ligados ao lead time interno ou externo. Esses erros fazem que as demandas e os tempos de ressuprimento sejam bem variáveis, incapacitando o trabalho do modelo de controle de estoques sem segurança. Na definição dos itens que devem ter estoques de segurança, precisamos avaliar dois fatores: os custos do fim do estoque e os custos de manter estoques de segurança. Quanto maiores forem os custos de falta atribuídos ao item, maiores serão os níveis de estoques de segurança que as empresas devem ter. Pode-se calcular o custo de manutenção dos estoques de segurança, para tanto, é atribuída uma tarifa de custos financeiros, haja vista o custo de falta não ser calculado com facilidade. 101 Unidade IV Dessa forma, as decisões de gerência se efetuam com uma margem de riscos que podem ocorrer. A especificação do risco que admitimos remete-se à quantidade de faltas que admitimos durante o planejamento como aceitável para esse item. Exemplo: Um item com frequência de reposição semanal (52 reposições) e que pode ter 4 faltas em todo o ano, é possível inferir que o nível de serviço tem um percentual de 92%, conforme modelo a seguir: Nível de Serviço = 1- 4/52 = 0,92 ou 92% Nível de Serviço NS = 1- número de faltas número de semanas Os estoques de segurança podem ser determinados tanto para os itens com demanda dependente quanto para os itens com demanda independente, e essa definição será tomada com base nas características do item, bem como no modelo de gestão de estoques que a empresa utiliza. 8 MRP – TÉCNICA DE CÁLCULO DE NECESSIDADES DE MATERIAIS MRP (Material Requirement Planning) ou planejamento das necessidades de materiais é um sistema de gestão de materiais que tem sua origem nos EUA. O MRP possibilita que as empresas calculem as quantidades de materiais que serão necessários produzir e comprar e quando devem estar disponíveis. Esse dispositivo funciona com algumas informações, como os pedidos de vendas em carteira e uma previsão dos pedidos que a empresa deve receber. Conforme as necessidades de vendas, o MRP checa todos os componentes que são necessários para finalizar esses pedidos e, assim, eles são providos em tempo. O sistema MRP usa como parâmetros os pedidos dos clientes, a previsão de vendas dos produtos e serviços, a estrutura do produto (árvore do produto), os lead times (tempos de compra e produção) e de forma consolidada, reúne os dados e faz os cálculos das necessidades líquidas (necessidade de menos estoques) dos produtos acabados que deverão ser produzidos e das matérias-primas e insumos que deverão ser comprados. Exemplo prático de MRP Conforme Slack (2010), podemos, para exemplificar esse fluxo, imaginar que você decidiu dar uma festa daqui a uma semana para 40 pessoas. 102 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES Assim como bebidas, vinho e refrigerante, você decidiu fornecer lanches e alguns salgadinhos, mas, antes de ir comprar os materiais, devemos calcular as necessidades de comprar e estimar o que será necessário em termos de bebidas e a quantidade de convidados. É bem provável que haja estoques em casa de comida e bebida e devemos considerar esses estoques quando fizermos a lista de compras. Se bandejas são preparadas com base numa receita, devem-se multiplicar as quantidades de cada ingrediente por 40 pessoas; novamente, talvez já tenha parte dos ingredientes em estoque. Calcula-se o quão necessário é cada item, e pode-se considerar a possibilidade de preparar e congelar uma parte dos alimentos na semana anterior, e o restante pode ser preparado no dia anterior ou então no próprio dia de tal evento. Então, será decidido o momento em que cada item será necessário para que tudo seja comprado no momento exato. O MRP é um sistema que permite fazer os cálculos de volumes e tempo em um nível maior de complexidade. Até os anos 60, as empresas executavam os cálculos manualmente para garantir que teriam disponíveis os materiais nos prazos necessários (SLACK, 2010). A difusão do uso de computadores nas empresas proporcionou a execução de cálculos em pormenores e mais demorados, com o auxílio de uma forma bem ágil da informática. MRP II Na década de 1970, o conceito do planejamento das necessidades de materiais e o sistema MRP se expandiu e foi integrado em outras partes das empresa. A versão ampliada do MRP é conhecida como Planejamento dos Recursos de Manufatura (Manufacturing Resource Planning), ou MRP II. O MRP II torna possível que as empresas possam medir quais impactos futuros da demanda vão incidir sobre a área de finanças e de engenharia, e também verificar as implicações sobre o planejamento de materiais. As empresas, conforme o segmento em que atuam, podem vender tipos diferentes dos produtos para clientes normais e para clientes esporádicos, e estes podem trocar suas necessidades e o MRP colabora no replanejamento. Hoje, com novas técnicas, o planejamento de necessidades de materiais continua com o objetivo do MRP II. MRP - requisitos operacionais Para que os cálculos de quantidade e tempo sejam efetuados, os sistemas de planejamento das necessidades de materiais (MRP) necessitam que as empresas ofereçam uma base de dados em computador. 103 Unidade IV De acordo com a base de dados em computadores, o sistema MRP é acionado e pode usar esses dados. Para entender como é o funcionamento de um sistema MRP, é necessário que se entendam esses registros e arquivos de computador. As informações que iniciam o planejamento das necessidades de materiais são os pedidos de clientes e a previsão de demanda. A primeira refere-se aos pedidos programados para certo prazo agora ou no futuro. A segunda refere-se às previsões de vendas dos produtos com as quantidades dos pedidos futuros. Os cálculos são efetuados pelo MRP com base na combinação desses dois componentes de demanda futura e as outras necessidades calculadas no processo MRP são dependentes dessas demandas. A demanda dependente é aquela que deriva de outra dentro da empresa. Em contrapartida, os sistemas de demanda independente são aqueles indicados para os casos em que a demanda se encontra fora do controle da empresa. 8.1 O MRP e a demanda independente A gestão da demanda estabelece a união entre os processos internos das empresas com seus clientes e, conforme o segmento de mercado em que atuam os processos internos, podem-se incluir as atividades de cadastramento de pedidos, previsão de vendas, previsão de entrega, serviço ao cliente e distribuição física. Analisemos, então, de que forma a gestão da demanda influencia as atividades de planejamento das necessidades de materiais. Carteira de pedidos Como função da área de vendas, administrar a carteira de pedidos (que pode ser feita em uma planilha em Excel em pequenas empresas ou arquivos de sistemas de computador nas grandes empresas), composta por pedidos firmes de clientes. MRP - exemplo de pedido Duas unidades do produto A para o final da sexta-feira Seg Compra de materiais para fabricação dos componentes (dois dias necessários) Ter Qua Início da fabricação de componentes (dois dias necessários) Qui Sex Quantidade de componentes e de montadores suficientes (um dia necessário) Fonte: (MUTO, 2005). 104 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES No fluxograma, vemos como é o deslocamento no tempo dos pedidos colocados no MRP. A partir da data do pedido de venda (sexta-feira) e com base nos parâmetros dos itens cadastrados no caso, o fator tempo ou lead time , o sistema desloca para trás as necessidades de produção e compra definindo quanto e quando devem ser produzidos ou comprados. A carteira de pedidos contém especificações sobre todos os pedidos dos clientes, e tais informações oferecem a base para o cálculo das necessidades de materiais do MRP, em que as informações do que cada cliente pediu são fundamentais, bem como em que quantidade e em que momento isso ocorreu. Lembrete O sistema MRP de gestão e planejamento não se originou no Japão e sim nos EUA, e é considerado o modelo de gestão ideal para o sistema de produção empurrada. A previsão de demanda Seja qual for a sofisticação do processo de previsão de uma empresa, geralmente é difícil utilizar dados históricos para prever o futuro do mercado e muitas empresas precisam fazer suas previsões. Para que os prazos dos clientes sejam atendidos, as montadoras de automóveis fazem previsões sobre os motores, modelos e cores que julgam possuir poder de venda no momento em que o cliente efetuar seu pedido. Caso isso se confirmar, um dos modelos da cor escolhida e com o motor adequado já estará em produção e ele será alocado a esse cliente. No momento em que o pedido é efetuado, o cliente pode escolher, com base ampla em termos de acessórios, acabamento interior, sistema de som, cor de vidros etc. Todas essas escolhas podem ser integradas à montagem principal, oferecendo a efetiva impressão de personalização. É preciso que a montadora saiba o possível mix de modelos e cores que irá produzir, bem como o possível mix de opções para comprá-los e mantê-los disponíveis em estoque. Níveis de estrutura de produtos Conforme podemos ver a seguir, para o MRP a estrutura do produto mostra níveis nas estruturas de produtos a partir do produto acabado embalado (nível 0), e desce em função do níveis dos componentes em uma escala numérica até o último nível (matérias-primas). O nível 0 tem o conceito de produto final. 105 Unidade IV O nível 1 contém os conjuntos que formam o produto final. E o nível 2 possui os itens que formam os conjuntos e assim subsequentemente. Conforme Correa (2004), há várias características do MRP que precisam ser mais bem detalhadas, como: • Quantidades múltiplas de alguns itens são necessárias; isso significa que o MRP deve conhecer a quantidade adequada de cada item para ser capaz de multiplicar pelas necessidades. • Um mesmo item pode ser utilizado em diferentes partes da estrutura de produto. Isso significa que o MRP deve levar em conta esse fato e, a cada estágio, somar as necessidades para determinar a quantidade que é realmente necessária. • A estrutura de produto para quando chega aos itens que não são fabricados pela empresa. As estruturas de produto desses itens não são relevantes para seu sistema MRP. 8.2 A “árvore” do produto A árvore do produto (estrutura do produto) está vinculada às suas especificações técnicas/projeto e vão definir como será sua estrutura. O tipo de estrutura e sua forma são determinados pelo número de componentes de cada nível. Quanto mais elevado o número de itens, maior será a estrutura. Figura 15 - Árvore de produto Produto Conjunto Conjunto Subconjunto Subconjunto Peça fabricada Peça fabricada Peça comprada Matéria-prima Matéria-prima Matéria-prima Peça comprada Determina-se a forma pela quantidade de itens realizados “in house”. Se grande parte dos itens é comprada pronta e na fábrica, ocorrem apenas operações de montagem, a estrutura final será horizontal e com poucos níveis. 106 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES Porém, se todos os itens são produzidos por meio de matérias-primas e montados no mesmo local, sua estrutura de produto será vertical. Listas de materiais de nível único e escalonadas Armazenam-se os detalhes dos relacionamentos entre itens e conjuntos, bem como as listas de materiais de nível único (em um nível por vez). E cada lista de materiais de nível único demonstra apenas componentes imediatos. Para Tubino (2006), grande parte dos sistemas MRP registra os relacionamentos entre os componentes de determinada montagem dessa forma, mas eles também podem apresentar os mesmos dados na forma de uma lista de materiais escalonada, de modo a mostrar vários níveis ao mesmo tempo. O termo escalonada refere-se ao escalão que o item ocupa na estrutura de níveis de montagem. Todo produto acabado possui uma lista de materiais e em muitos casos é difícil usá-la no planejamento de longo prazo. Um número menor de listas representantes de um produto tipo médio pode ser usado como opção. Exemplo: Podem-se ter várias opções de cores (duas, três ou quatro) em um modelo de geladeira. Ao executar o planejamento de todos os modelos de geladeiras produzidas, o PCP poderá usar uma lista-mestra (lista de materiais que apresenta as quantidades médias de cada grupo de produtos acabados). Se o número médio de cores for 2,8, claro, nenhuma geladeira será produzida, porém, o objetivo da lista-mestra é possibilitar uma visão a longo prazo, que permita ter uma noção aproximada de quantas cores poderão ser necessárias no futuro. 8.3 Acuracidade dos volumes de estoques no sistema Para o MRP, assim como na administração da lista de materiais, é mister que os estoques no sistema de informação e no físico sejam exatos e idênticos. Infelizmente, divergências entre informações que estão no sistema e a realidade do estoque físico são frequentes e, assim como os estoques podem apresentar divergências, os registros do sistema podem não refletir os volumes dos estoques reais. Para evitar problemas como esse, as empresas devem incluir controles rotativos de inventários. O controle rotativo ou inventário rotativo tem como função verificar se a localização e o nível físico de estoque de determinado item batem com a informação que está no sistema esse acaso surgir diferença e encontrando o registro do computador é atualizado para repetir a realidade. 107 Unidade IV Antes que o controle rotativo de inventário estivesse bem estabelecido nas empresas, o estoque era verificado anualmente, de modo a adequar-se aos procedimentos contábeis que prescrevem pelo menos uma contagem física anual dos produtos estocados para fins de valorização dos ativos das empresas (SLACK, 2010). De forma geral, no fim do ano, as empresas fazem as contagens físicas dos estoques nos locais de armazenagem e providenciam as correções no sistema de informática. As disposições da falta de acuracidade dos registros de estoques são: 1. Falta de material: que ocasionará a reprogramação da produção, e que resultará em não eficácia no atendimento aos pedidos de vendas dos clientes. 2. Excesso de estoques se a informação divergente apontar a necessidade de produção ou compras de itens que estão em estoque físico, mas não estão no sistema. 8.4 O cálculo do MRP Até aqui examinamos todas as informações necessárias para que a operação comece a planejar o processo. Embora sejam pré-requisitos necessários ao MRP, não são o “coração” do procedimento. O MRP é um processo sistemático para considerar essas informações de planejamento e calcular a quantidade e o momento das necessidades de recursos que irão satisfazer à demanda. O MRP toma o programa de produção para cada produto final e “explode” esse programa por meio da lista de materiais de nível único, verificando quantos conjuntos e subconjuntos são necessários. Antes de descer para o próximo nível da estrutura do produto, o MRP verifica quantos materiais necessários já estão disponíveis em estoque. Ele gera, então, as “ordens de trabalho” ou requisições para as necessidades líquidas dos itens que serão feitos na fábrica. Essas necessidades líquidas formam o programa que será explodido pela lista de materiais de nível único para o próximo nível abaixo na estrutura. Novamente, o estoque disponível desses itens é verificado; ordens de trabalho são geradas para as necessidades líquidas dos itens que serão feitos na fábrica, e são também geradas as ordens de compra para as necessidades líquidas dos itens que serão adquiridos de fornecedores. Esse processo continua até que se chegue ao nível mais baixo da estrutura do produto (SLACK, 2010). 108 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES Exemplo de cálculo de necessidades Nível 0 Necessidades de 10 jogos 00289 3 jogos 00289 em estoque Montar 7 jogos 00289 Nível 1 Necessidade de 7 montagens da base da caixa 10089 2 montagens da base da caixa 10089 em estoque Montar 5 bases da caixa 10089 Nível 2 Necessidades de 5 bases da caixa 20467, 5 bandejas internas 23988 e 5 etiquetas de TV 10062 1 base da caixa 20 bandejas internas e 10 etiquetas de TV em estoque Comprar 4 bases da caixa 20467 Vejamos um exemplo de cálculo MRP a partir de uma necessidade de produto acabado no nível 0 retirado de um curso da FIESP sobre PCP. Considerando as quantidades de que se precisa, uma necessidade de dez jogos completos não gera ordens de produção para a montagem de dez unidades. Inicialmente o estoque é checado, e como há três jogos completos em estoque, uma ordem de produção de sete jogos é emitida. Em seguida, o MRP examina a lista de materiais do jogo nesse primeiro nível e verifica, entre outros componentes, que é necessária uma montagem da base da caixa (10089) por jogo completo. O MRP verifica quantas montagens da base da caixa estão em estoque e, encontrando duas unidades, gera uma ordem de trabalho para a necessidade líquida de cinco. 109 Unidade IV Depois, a lista de materiais de nível único para a montagem da base da caixa é verificada. Ela mostra que uma base da caixa (20467), uma bandeja interna (23988) e uma etiqueta de TV (10062) são necessárias para cada montagem da base da caixa. Novamente, o estoque é verificado e, como há uma base da caixa em estoque, uma ordem de compra de quatro unidades é gerada. Havendo mais etiquetas de TV e bandejas internas em estoque do que o necessário, não há necessidade de gerar instrução de ressuprimento. Programação para trás Além de calcular a quantidade de materiais necessários, o MRP também considera quando cada um desses componentes é necessário, isto é, os momentos da produção/compra dos materiais. Ele faz isso por meio de um processo denominado programação para trás, que leva em conta o lead time de cada nível de montagem. Utilizando novamente o exemplo do jogo de tabuleiro, vamos assumir que 10 jogos completos são necessários para o dia de planejamento que denominaremos dia 35. Para determinar quando deveremos iniciar o trabalho em todos os componentes que fazem parte do jogo, precisamos saber quanto tempo é necessário para cada parte do processo. Esses tempos são chamados de lead times e estão armazenados nos arquivos MRP para cada item. São necessários dois dias para executar a montagem final, as submontagens deverão ser completadas e estar disponíveis na fábrica no início do dia 33. Dessa forma, o programa faz a programação para trás determinar as atividades que devem ser executadas e as ordens de compra que devem ser colocadas. As necessidades brutas de cada item, no nível l, podem ser derivadas diretamente do plano de liberação de ordens do jogo completo. Consequentemente, no dia 33, sete tampas, sete montagens da tampa da caixa, sete etiquetas de TV, entre outros, serão necessários. A programação para trás, utilizando a programação do lead time para cada item do nível l, gera os momentos da programação de ordens planejadas. De forma similar, os itens do nível 2 necessários para que se produza a montagem da base da caixa estão sujeitos ao mesmo procedimento. Note que a etiqueta de TV é tanto um item de nível l como de nível 2 e tem suas necessidades brutas geradas com base no plano de liberação de ordens, tanto do jogo completo como da montagem da base da caixa. Na realidade, alguns itens só podem ser adquiridos em tamanhos de lote mínimos. Em virtude do tempo e do custo envolvido na preparação de uma máquina, pode ser que se considere eficiente utilizar a máquina apenas se for para um tamanho de lote razoável. De forma similar, alguns itens são adquiridos em embalagens fechadas, em quantidades tais que permitam que se consiga um desconto, mesmo que dessa forma se esteja comprando mais do que o necessário. Outra 110 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES razão para que algumas empresas produzam ou comprem mais do que necessitam no momento é obter uma margem de segurança para o caso de variações não planejadas, tanto na demanda como no fornecimento. Todos esses tópicos que dizem respeito a tamanhos de lote e estoques de segurança. Plano de necessidades de recursos Os planos de necessidades de recursos são planos estáticos que envolvem a análise do futuro de longo prazo, de forma a prever as necessidades de grandes partes estruturais da unidade produtiva, como o número, a localização e o tamanho de novas unidades. Como eles constituem tentativas de viabilizar a produção a longo prazo pela obtenção dos recursos necessários, são algumas vezes chamados de “planos de capacidade infinita”, dado que assumem uma habilidade quase infinita de estabelecimento dados níveis de produção, caso a demanda garanta sua necessidade (SLACK, 2010). 8.5 MRP II Conforme Slack (2010), o MRP I é voltado para o planejamento e o controle da produção e estoques em empresas industriais, mas seus conceitos estão sendo difundidos a outras áreas das empresas. Essa nova visão foi denominada MRP II que Wigt definiu como: “um plano global para o planejamento e monitoramento de todos os recursos de uma empresa de manufatura: manufatura, marketing, finanças e engenharia. Tecnicamente, ele envolve a utilização do sistema MRP de ciclo fechado para gerar números financeiros”. Sem os sistemas integrados MRP II, bases de dados separadas são mantidas por diferentes funções da empresa. Por exemplo, uma estrutura de produto ou lista de materiais é mantida tanto na engenharia como na gestão de materiais. Quando surgem mudanças de engenharia no projeto dos produtos, ambas as bases de dados precisam ser atualizadas. É difícil manter as duas bases completamente idênticas, e as discrepâncias entre elas geram problemas que não são notados até que um funcionário receba o fornecimento de peças erradas para manufaturar o produto. De forma similar, as informações de custo das áreas de finanças e contabilidade, que são utilizadas para executar atividades de contabilidade gerencial, como análises de variância contra custos-padrão, precisam ser reconciliadas com as mudanças ocorridas em qualquer outra parte da empresa como mudanças nos processos de manutenção ou processamento de estoques. 111 Unidade IV Saiba mais Para conhecer melhor e verificar mais casos práticos de utilização do sistema MRP recomendamos a leitura do capítulo 9 do livro Administração da Produção, de Nigel Slack, publicado pela Editora Atlas, em 2010. 9 O SISTEMA KANBAN Kanban é uma palavra japonesa que significa cartão e tornou-se a palavra símbolo de um sistema de gestão da produção desenvolvido nos anos 60 na empresa japonesa Toyota Motors. Entre as premissas deste sistema de gestão, obtém-se a capacidade de facilitar as atividades de produção, programação, controle e acompanhamento da produção. Conforme Tubino (2006), o kanban foi pensado para ser utilizado em um contexto amplo da filosofia Just In Time, e busca movimentar e fornecer os itens necessários para a produção nos volumes necessários e no momento certo, derivando daí a expressão Just in time para definir esse tipo de sistema de produção. Esse sistema se caracteriza por utilizar o modelo de “puxar a produção” dos lotes no processo de produção de forma contrária aos modelos tradicionais de programação da produção, que “empurram” uma série de ordens para serem feitas durante o período. No tradicional sistema de empurrar a produção, é necessário elaborar o programa de produção e o programa de compras de matéria-prima, e enviá-los aos setores responsáveis por meio da emissão de ordens de produção e compra. No período seguinte de programação, são programadas novas ordens para atender a um novo plano de produção definido. No sistema kanban de puxar a produção, não se produz até que o cliente (interno ou externo) de seu processo solicite a produção de determinado item. Neste caso, a programação da produção usa as informações do plano de produção para gerar ordens apenas para a última etapa do processo produtivo, bem como para calcular as quantidades de kanbans dos estoques em processo e para os demais setores. À medida que o cliente de um processo precisa de itens, aciona o processo para que os kanbans dos itens consumidos sejam fabricados e repostos aos estoques. O kanban simplifica as operações de curto prazo desenvolvidas no PCP nos processos repetitivos em lotes, delegando-as aos operadores da produção, visto que, em sua forma de atuação, realiza as funções de administração de estoques, sequenciamento da produção e emissão de ordens de produção (SLACK, 2010). 112 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES Antes de discutirmos como é o funcionamento do sistema kanban, é preciso fazer uma descrição dos vários tipos de cartões kanban disponíveis. Os cartões kanban dividem-se em dois grupos: • Cartões de produção – liberam a produção para fabricar conforme dados do cartão. • Cartões de requisição – autorizam as movimentações de materiais internamente e entre a empresa e seus fornecedores. Os cartões kanban de requisições, por sua vez, dividem-se em cartões kanban de requisição interna e cartão kanban de fornecedor. Vejamos agora, com mais detalhes, o funcionamento do cartão kanban de produção: O sistema kanban opera por meio da sinalização para acionar o processo de produção, e a forma elaborada para a sinalização são os chamados cartões kanban, que são utilizados tanto nos materiais estocados quanto nos chamados painéis porta-kanban. 9.1 Cartão kanban de produção O cartão kanban de produção é usado com a finalidade de autorizar a fabricação de um ou mais lotes de produto e está restrito à área da produção que deve produzir os itens que estão no cartão. As funções da ordem de produção que costumam ser geradas por meio do PCP são assumidas pelo cartão kanban de produção, porém, haja vista as especificações do modelo JIT em que se insere o sistema kanban, o nível de informações dos cartões kanban é reduzido. Vejamos um exemplo de uma ordem de produção padrão em que é preciso que o PCP informe a prioridade dessa ordem de produção, bem como qual será o roteiro de produção que essa ordem deverá tomar dentro da fábrica para sua realização. No cartão kanban de produção, essas informações não são necessárias e as informações que esse tipo de cartão precisa para funcionar são: • especificação do processo e do centro de trabalho em que esse item é produzido; • descrição do item com o código e sua especificação; • local em que o lote deve ser armazenado após a produção; • capacidade do contenedor ou tamanho do lote que será fabricado; • tipo de contenedor para esse item; 113 Unidade IV • número de emissão desse cartão em relação ao número total de cartões de produção para esse item; • relação dos materiais necessários para a produção desse item e local em que deve buscá-los. 9.2 Cartão kanban de fornecedor O cartão kanban de fornecedor desempenha as funções de uma ordem de compra, autorizando os fornecedores externos a entregarem um lote de itens conforme o especificado no cartão diretamente ao usuário, desde que tenha sido usado o lote de itens correspondente ao cartão. O sistema kanban com os fornecedores estabelece uma relação de parceria estreita e que, baseada no modelo JIT, define um fluxo operacional simples e de fácil controle. No kanban os fornecedores estão previamente autorizados a repor os itens consumidos por seus clientes a partir da sinalização de um cartão kanban de fornecedor. Número e código do fornecedor Centro de trabalho para entrega Local de estocagem Nº de item Horários de entrega Nome do item Ciclo de entregas Capacidade do contenedor Tipo de emissão Tipo de contenedor Fonte: (TUBINO, 2006, p.200). Deste modo, o cartão kanban de fornecedor contém informações precisas em relação ao exato momento em que poderá acessar as instalações dos clientes. Conforme Tubino (2006), as informações de um cartão kanban de fornecedor são: • nome e código do fornecedor autorizado a fazer entrega; • descrição do item a ser entregue com código e especificação; • especificação da área de trabalho onde o lote do item deve ser entregue; • relação com horários de entregas dos lotes e número de vezes por período; 114 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES • capacidade do contenedor ou tamanho do lote que será entregue; • tipo de contenedor para esse item; • número do cartão em relação ao número total de cartões de fornecedor. No caso do sistema kanban com fornecedores, uma facilidade recomendável é a utilização do código de barras no cartão kanban, que pode facilitar as informações sobre as entregas com antecedência aos setores envolvidos. Painel porta-kanban Como forma de gerenciamento da produção e controle sobre os cartões em circulação na empresa, o sistema kanban utiliza-se de painéis ou quadros de sinalização. Estes painéis porta-kanban normalmente são colocados próximos aos locais de armazenagem, distribuídos na área produtiva e têm a função específica de indicar o fluxo de movimentação e consumo dos itens tomando como base a fixação dos cartões kanban nos painéis. Painel porta-kanban. Peça 1 Peça 2 Peça 3 Peça 4 Peça 5 Atenção Urgência Condições normais de operação Cada local de armazenagem com itens distribuídos na área da produção possui um painel específico. Quando se observa uma área de trabalho, nota-se que ela está vinculada a dois locais de armazenagem, sendo um deles o local de entrada, onde estão as matérias-primas e peças necessárias à execução das atividades produtivas com o painel porta-kanban de requisição, e o outro é o local de saída, onde estão os produtos acabados por essa área de trabalho com seu painel correspondente. O painel porta-kanban de requisição é usado com a finalidade de sinalizar as necessidades de reposição dos itens por parte dos fornecedores, internos ou externos, dessa estação de trabalho, enquanto o painel de produção aponta para a área de trabalho quais itens estão sendo consumidos por seus clientes e qual a prioridade deve ser dada às requisições para reposição. Conforme os clientes desse armazém vão retirando os contenedores com os lotes de itens, o cartão kanban que está junto ao lote no contenedor é afixado de baixo para cima na primeira linha vazia da 115 Unidade IV coluna correspondente desse item, e o operador da produção está autorizado a fabricar o lote de itens referentes ao cartão kanban. Um detalhe sobre o painel porta-kanban é o fato de que cada linha das colunas é pintada com uma cor específica de forma a facilitar sua visualização. Normalmente, utiliza-se o verde para condições normais de requisição ou produção, amarelo para sinalizar estado de “atenção” com esse item e vermelho para indicar uma situação crítica de urgência de requisição ou produção do item. Quanto mais perto da faixa vermelha, maior a prioridade para a produção/reposição do item. 9.3 Funcionamento do sistema kanban Após as informações sobre os princípios e estrutura básica de organização, podemos agora fazer uma descrição do funcionamento operacional do sistema kanban nas empresas. Na implantação do sistema kanban, em função da sua estrutura original, é necessário que as empresas observem algumas regras básicas que permitam conseguir o melhor resultado. Essas pré-condições são conhecidas como “regras” de funcionamento e são citadas a seguir: 1: o processo subsequente (cliente) deve retirar no processo precedente (fornecedor) os itens de sua necessidade apenas nas quantidades e no tempo necessário. Essa regra do kanban é a base do sistema de puxar a produção, diferenciando-o dos sistemas de empurrar a produção. Essa regra indica que os clientes estão autorizados a solicitar aos fornecedores os itens em quantidades necessárias e no momento em que ocorrer seu consumo. O resultado dessa regra é que qualquer requisição de itens sem um cartão kanban é proibida, bem como qualquer requisição de itens em quantidades diferentes da autorizada no cartão kanban. 2. O processo precedente (fornecedor) deve produzir seus itens apenas nas quantidades requisitadas pelo processo subsequente (cliente). O objetivo aqui é o de limitar os estoques em processo nas áreas de trabalho apenas para a quantidade solicitada pelo kanban, evitando uma produção maior do que a necessária. Sendo assim, os fornecedores produzirão só os itens requisitados pelos clientes, balanceando os ritmos de produção das diversas áreas de trabalho e assegurando uma reposição uniforme. Uma consequência direta dessa regra que temos é que uma produção em quantidade ou prazo diferente da solicitada pelo cartão kanban é proibida. 116 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES 3. Produtos com defeito não devem ser liberados. Princípio inerente ao sistema kanban, a importância da qualidade total na produção ocorre por meio da uniformização das operações, que permite estabelecer um fluxo contínuo de pequenos lotes de produção sem defeitos. 4. O número de kanbans no sistema deve ser minimizado. Como o kanban opera com base no sistema Just In Time observa-se o princípio da “melhoria contínua”, em que todos os envolvidos no processo produtivo precisam buscar opções de trabalho com o mínimo possível de estoques. 5. O sistema kanban precisa adaptar-se a flutuações na demanda. Essa regra diz respeito à capacidade de o sistema kanban absorver alterações de curto prazo na demanda sem a necessidade de intervenção do PCP, no sentido de alterar o número de kanbans no sistema. Enquanto no sistema tradicional empurrado de emissão de ordens não existe possibilidade de reagir às variações de curto prazo, no kanban essa adaptação ocorre naturalmente e é inserida na lógica de “puxar” a produção pela demanda do cliente. Sistema kanban com fornecedores Na operação do kanban com os fornecedores, precisamos entender seu funcionamento em um contexto amplo, ou seja, para que o sistema fornecedor faça as entregas frequentes em pequenos lotes na fábrica do cliente, mas que os fornecedores estejam sincronizados com seu processo produtivo ao ritmo de entregas, de forma que todos tenham a possibilidade de reduzir custos da cadeia produtiva. Para que isso aconteça, é necessária uma integração entre o PCP da empresa requisitante e o PCP da empresa requisitada em dois aspectos: • No nível de planejamento, o plano de produção do cliente deve servir de base para a elaboração do plano de produção do fornecedor, possibilitando uma melhor organização da sua estrutura produtiva e dimensionamento seus kanbans internos, preparando-se para atender à demanda futura. • A comunicação entre requisitante/requisitado acontece por meio dos cartões kanban, especificando o que os clientes precisam no momento. Essa comunicação pode ser feita de duas maneiras, ou seja, de forma tradicional por meio do cartão kanban de fornecedor, ou por meio do envio diário de uma tabela com as necessidades de itens a serem entregues naquele dia. O sistema de funcionamento dos cartões kanban de fornecimento é bem simples, conforme veremos a seguir. Quando o operador da área de trabalho precisa repor seu armazém de itens prontos, ele procura o seu armazém de matérias-primas, retirando os itens necessários para seu trabalho. 117 Unidade IV Nesse momento, ele retira o cartão kanban de fornecedor que estava com as matérias-primas colocando-o junto ao painel kanban de fornecedores desse armazém para sinalizar a necessidade de reposição das matérias-primas consumidas, e então deixa o contenedor vazio. Nesse caso, estamos considerando apenas um armazém de matérias-primas junto à área de trabalho, porém, há situações de uso do sistema kanban com fornecedores ou em função de gargalos na fábrica em que não é possível ao fornecedor entregar direto na área de trabalho, necessitando, assim, de dois armazéns de matérias-primas, um junto à área de trabalho e outro junto à entrada de materiais. Nesse caso, o movimento de cartões kanban entre os dois armazéns ocorre por meio do auxílio de um operador da fábrica ou do armazém. Regularmente, um transportador do fornecedor entra na empresa entregando as matérias-primas requisitadas na entrega precedente, seguindo assim para o armazém de matérias-primas (recepção ou área de trabalho). Nesse momento, o fornecedor deposita os contenedores cheios com seus respectivos cartões kanban de fornecedores, retirando os contenedores vazios. Esses cartões de fornecimento permitem ao transportador trazer o próximo lote de matérias-primas, concluindo o ciclo de comunicação dentro da ótica de puxar a produção. Funções executadas pelo sistema kanban O kanban define-se como um sistema de controle do fluxo de informações e produção de processo repetitivo em lotes, permitindo a produção puxada em um sistema Just in time (JIT), e para resumir, descrevemos a seguir as principais funções executadas pelo kanban, apontando suas vantagens em relação aos sistemas tradicionais de produção tanto no âmbito do PCP quanto para a produção. • As funções de administração dos estoques estão contidas dentro do próprio sistema de funcionamento do kanban, ou seja, a definição de quanto produzir, quando produzir e que segurança empregar são inerentes ao sistema. • O sequenciamento do programa de produção segue as regras de prioridades estabelecidas nos painéis porta-kanban, sem a interferência do PCP, refletindo mais rapidamente as variações na demanda do posto cliente. Desta forma, ao utilizar os recursos produtivos apenas para demandas reais, reduz os estoques especulativos e acelera os lead times produtivos. • A emissão das ordens pelo PCP se dá em um único momento, quando da confecção dos cartões kanban, sendo eles reaproveitados dentro do ciclo de reposição dos itens. Conjugados à produção focalizada, os cartões kanban possuem um conjunto mínimo de informações que são suficientes para a produção e movimentação dos itens no sistema e contribuem para a simplicidade operacional. 118 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES • Assim como para o sequenciamento, a liberação das ordens aos postos de trabalho se dá ao nível de chão de fábrica, sem interferência do pessoal do PCP. Os cartões kanban de produção e movimentação são ordens de produção e movimentação de itens, e essas ordens são administradas e liberadas pelos próprios operários sempre que forem afixadas nos painéis de porta-kanban dos supermercados. • O sistema kanban permite, de forma simples, o acompanhamento e controle visual e automático do programa de produção. O atendimento das regras de funcionamento do sistema kanban garante que não serão formados estoques superiores ou inferiores aos projetados para atender a um programa de produção. A gerência, recorrendo visualmente aos painéis porta-kanban, sabe de imediato quanto de trabalho é necessário para atender ao programa predeterminado. Além das vantagens obtidas nas atividades do PCP, o sistema kanban desempenha uma série de funções adicionais, não menos importantes, que fazem dele um sistema catalisador de incremento contínuo da produtividade e da qualidade. Destacam-se algumas características dessas funções: • por ser operacionalizado pelos próprios operários, o sistema kanban estimula a iniciativa e o sentido de sua propriedade. Os operários agem e sentem-se como donos do processo em que trabalham seguindo suas próprias decisões. • ao estabelecer uma cadeia clara entre o cliente e o fornecedor dos itens, facilita os trabalhos dos grupos de melhorias, como os Círculos de Controle da Qualidade, na identificação e eliminação de problemas; • permite a identificação imediata de problemas que inibam o incremento da produtividade, pela redução planejada do número de cartões kanban em circulação no sistema. Esses problemas serão os temas a serem tratados pelos grupos de melhoria. • ao estimular o uso de pequenos lotes, reduz a necessidade de equipamentos de movimentação e acusa imediatamente problemas de qualidade nos itens. • implementa efetivamente os conceitos de organização, simplicidade, padronização e limpeza nos estoques do sistema produtivo. • estimula o emprego do conceito de operador polivalente, pois fomenta nos operadores atividades de programação e controle da produção antes de responsabilidades do pessoal do PCP. • por meio dos cartões kanban, informações simples e precisas são fornecidas aos operadores para execução de suas atividades, facilitando o cumprimento dos padrões de trabalho. Observação A gestão de estoques atua de forma a amortecer as oscilações entre os fluxos de produção e de vendas, conciliando as diferenças. Sabemos que 119 Unidade IV os estoques são recursos financeiros imobilizados, mas são necessários em situações específicas. Nesses casos, são determinados estoques de seguranças que exercem a função de atender demandas ou consumos não previstos. Para suporte à gestão de estoques, desenvolveram-se no tempo métodos como MRP e Kanban, que permitem o melhor rendimento dos recursos produtivos e materiais. Exercícios 1. MRP, Kanban e JIT (Just In Time) são técnicas de gestão de materiais desenvolvidas nos EUA e Japão entre os anos 60 e 80 e que até hoje são utilizadas nas empresas, em especial nas industriais. As técnicas se dividem na forma de programação de produção entre produção puxada e produção empurrada. Aquela que representa esta última é: a) JIT. b) Kanban. c) MRP. d) Kaizen. e) TQC. Resposta do exercício de fixação de conteúdo O MRP é um sistema de gestão de produção e de materiais que toma como base de cálculo a demanda futura dos produtos calculada, com base nas previsões de vendas futuras e os pedidos de vendas colocados, portanto, a produção é empurrada para o estoque e aguarda-se a colocação dos pedidos por parte dos clientes. c) MRP. 120 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES REFERÊNCIAS Figuras e ilustrações Figura 1 SLACK, N. Administração da produção. São Paulo: Editora Atlas, 2010. Figura 2 SLACK, N. Administração da produção. São Paulo: Editora Atlas, 2010, pag.82. Figura 3 BOWERSOX, D; CLOSS, J. Logística empresarial: o processo de integração da cadeia de suprimentos. São Paulo: Atlas, 2001. Figura 4 CORREA, H.L. Administração da produção e Operações; Manufatura e Serviços. São Paulo. Editora Atlas, 2010. Figura 5 PIRES, S. Gestão da cadeia de suprimentos (Supply Chain Management). São Paulo: Editora Atlas, 2005. Figura 6 MUTO, J. PPCP AVANÇADO. Apostila CIESP/ Diadema, 2005. Figura 7 BOWERSOX, D; CLOSS, J. Logística empresarial: o processo de integração da cadeia de suprimentos. São Paulo: Atlas, 2001. Figura 8 MUTO, J. PPCP AVANÇADO. Apostila CIESP/ Diadema, 2005. Figura 9 MUTO, J. PPCP AVANÇADO. Apostila CIESP/ Diadema, 2005. 121 Unidade IV Figura 10 MUTO, J. PPCP AVANÇADO. Apostila CIESP/ Diadema, 2005. Figura 11 Disponível em: <http://www.emeasoft.com.br/fotos/fcoletorjpg>. Acesso em 30 de junho de 2011. Figura 12 Disponível em: <http://monografias.com/trabalhos/.shtml>. Acesso em 30 de junho de 2011. Figura 13 Disponível em: <http://www.logisticadescomplicada.com.br>. Acesso em 30 de junho de 2011. Figura 14 Disponível em: <http://www.rhproducao.wordpress.com>. Acesso em 03 de julho de 2011. Figura 15 MUTO, J. PPCP AVANÇADO. Apostila CIESP/ Diadema, 2005. Figura 16 MUTO, J. PPCP AVANÇADO. Apostila CIESP/ Diadema, 2005. Textuais CORONADO. O. Logística Integrada. São Paulo. Editora. Atlas, 2007. CORREA. H.L. Administração da produção e Operações; Manufatura e Serviços. São Paulo. Editora Atlas, 2004. DORNIER. P.: Logística e operações globais. São Paulo: Editora Atlas, 2000. MARTINS. P.G.: Administração de materiais e recursos patrimoniais. São Paulo: Editora Saraiva, 2001. MUTO, J. PPCP AVANÇADO. Apostila CIESP/ Diadema, 2005. PIRES. S. Gestão da cadeia de suprimentos (Supply Chain Management). São Paulo: Editora Atlas, 2005. 122 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES RUSSOMANO, V. H. Planejamento e controle da produção. São Paulo: Editora Pioneira, 2000. SLACK. N. Administração da produção. São Paulo: Editora Atlas, 2010. TUBINO. D. Manual de planejamento e controle da produção. São Paulo: Editora Atlas, 2006. 123 Unidade IV 124 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES 125 Unidade IV 126 ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES 127 Unidade IV 128
Download