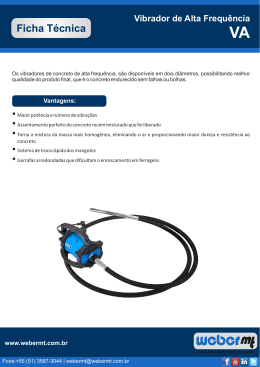
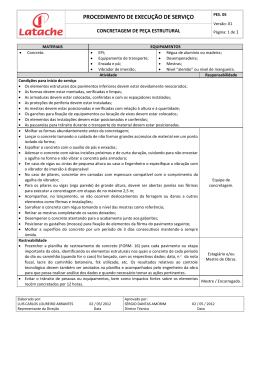
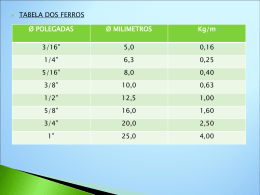
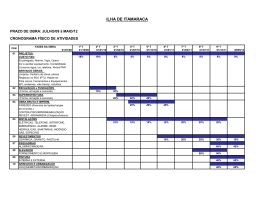
Boletim Técnico da Escola Politécnica da USP Departamento de Engenharia de Construção Civil ISSN 0103-9830 BT/PCC/321 FABRICAÇÃO DE VIGAS PRÉ-MOLDADAS PROTENDIDAS COM ADERÊNCIA POSTERIOR EM CANTEIROS DE OBRAS-DE-ARTE ESPECIAIS William Moura Santos Jonas Silvestre Medeiros São Paulo – 2002 Escola Politécnica da Universidade de São Paulo Departamento de Engenharia de Construção Civil Boletim Técnico – Série BT/PCC Diretor: Prof. Dr. Vahan Agopyan Vice-Diretor: Prof. Dr. Ivan Gilberto Sandoval Falleiros Chefe do Departamento: Prof. Dr. Francisco Romeu Landi Suplente do Chefe do Departamento: Prof. Dr. Alex Kenya Abiko Conselho Editorial Prof. Dr. Alex Abiko Prof. Dr. Silvio Melhado Prof. Dr. João da Rocha Lima Jr. Prof. Dr. Orestes Marraccini Gonçalves Prof. Dr. Paulo Helene Prof. Dr. Cheng Liang Yee Coordenador Técnico Prof. Dr. Alex Abiko O Boletim Técnico é uma publicação da Escola Politécnica da USP/ Departamento de Engenharia de Construção Civil, fruto de pesquisas realizadas por docentes e pesquisadores desta Universidade. Este texto faz parte da dissertação de mestrado de título “Vigas Pré-Moldadas de Concreto Protendido com Aderência Posterior: Uma Análise da Produção e Montagem em Obras-de-Arte Especiais”, que se encontra à disposição com os autores ou na biblioteca da Engenharia Civil. FICHA CATALOGRÁFICA Santos, William Moura Fabricação de vigas pré-moldadas protendidas com aderência posterior em canteiros de obras-de-arte especiais / W.M. Santos, J.S. Medeiros. – São Paulo : EPUSP, 2002. 20 p. – (Boletim Técnico da Escola Politécnica da USP, Departamento de Engenharia de Construção Civil, BT/PCC/321) 1. Vigas 2. Construção pesada 3. Pontes I. Medeiros, Jonas Silvestre II. Universidade de São Paulo. Escola Politécnica. Departamento de Engenharia de Construção Civil III. Título IV. Série ISSN 0103-9830 CDU 624.072.2 69.03 624.21/.8 FABRICAÇÃO DE VIGAS PRÉ-MOLDADAS PROTENDIDAS COM ADERÊNCIA POSTERIOR EM CANTEIROS DE OBRAS-DE-ARTE ESPECIAIS William Moura Santos Jonas Silvestre Medeiros . RESUMO Este trabalho trata da fabricação, em canteiro de obra, de vigas pré-moldadas protendidas com aderência posterior – VPMPs, como uma das etapas do processo de produção, que compreende o projeto, o pátio de vigas, a fabricação, o transporte e a montagem em Obras-de-Arte Especiais, como pontes, viadutos e vias elevadas. A partir da revisão da literatura técnica disponível e da análise dos métodos construtivos utilizados em seis canteiros de obras, são apresentadas diretrizes e recomendações visando à melhoria do processo de produção de VPMPs, com conseqüente redução dos custos de manutenção e aumento da vida útil das estruturas de concreto que as empregam. Dentre os vários aspectos observados, ressalta-se a importância da realização da injeção da calda de cimento nas bainhas conforme proconizam as normas técnicas vigentes. Palavras-chave: 1. Vigas pré- moldadas; 2. Pontes; 3. Protensão com aderência posterior; 4. Injeção de calda de cimento; 5. Arremates de extremidades; 6. Construção pesada. ABSTRACT This work deals with the fabrication on jobsite of bonded post-tensioned precast girders for bridges, viaducts and elevated roadways as a part of its production process which begins with the project and goes through the fabrication (formwork, reinforcing steel, tendons, placing, compaction and curing of the concrete, cement grouting of the sheaths and ends concreting) until its erection on the job. Based on a research method that involved literature review and the analysis of the production process for site- manufactured bonded post-tensioned precast girders, on six jobsites, guidelines and recommendations are presented aiming at improving the production process in order to get a better quality for the girders being produced, with benefits to the concrete structure in terms of lifetime and maintenance costs. It is pointed out the need of better controls when executing the cement grouting of the sheaths. Key-words: 1. Precast girders; 2. Bridges; 3. Bonded post-tensioning; 4. Cement grouting; 5. Ends concreting of girders; 6. Heavy construction. 1 1 INTRODUÇÃO É inegável que, no atual cenário de globalização da economia, em que é acirrada a competição, as empresas que pretenderem continuar no mercado deverão definir uma adequada estratégia concorrencial, em função dos diversos fatores competitivos que lhes afetam, e implantar e implementar melhorias nos seus sistemas e processos de produção, adequando-os a essa nova realidade, em que produzir com produtividade e qualidade, sem desperdícios, é passaporte indispensável para o atingimento da necessária competitividade e, conseqüentemente, da almejada sobrevivência, com desejável margem de rentabilidade. No seu processo de desenvolvimento, o Brasil necessita promover a ampliação dos seus sistemas de transportes duplicando vias existentes e / ou implantando novas, seja sob a responsabilidade do próprio poder público, municipal, estadual ou federal, seja sob a forma de concessões à iniciativa privada. Assim, haverá a necessidade de novas pontes, viadutos e vias elevadas para o que são justificadas as preocupações no sentido de que tais obras sejam adequadamente concebidas, tenham projetos e especificações bem desenvolvidos, incorporando novas tecnologias construtivas, e que sejam construídas, a custos compatíveis, com segurança e qualidade, com melhoria da produtividade e redução dos desperdícios, visando à durabilidade do empreendimento, ampliando a sua vida útil e reduzindo os custos futuros com manutenção e reparos. O objetivo do presente trabalho é contribuir para a melhoria do processo de produção de vigas pré- moldadas protendidas com aderência posterior, fabricadas em canteiro de obra - VPMPs, no subsetor de Construção Pesada, para uso em Obras-de-Arte Especiais. Nesse sentido, foram conduzidas pesquisas de campo em seis obras, a fim de subsidiar a emissão de diretrizes e recomendações visando à produção de VPMPs com a qualidade desejada, confrontando as observações feitas nas obras dos estudos de casos e os requisitos constantes da bibliografia analisada. Paralelamente, foram realizadas consultas a especialistas no tema, com o objetivo de obter esclarecimentos sobre o detalhamento e especificações dos projetos, além de consultas a empresas especializadas em serviços de protensão, transporte e montagem de vigas pré-moldadas. As etapas do processo de produção consideradas na pesquisa compreenderam: a) a etapa do projeto; b) o pátio de vigas; c) a etapa de fabricação; d) a etapa de transporte; e) a etapa de montagem. Neste trabalho, destaca-se a etapa de fabricação. 2 2 FABRICAÇÃO DE VPMPS A fabricação de VPMPs compreende basicamente as fases relativas aos serviços de montagem de armaduras (passiva e ativa), montagem de fôrmas, concretagem (dosagem, mistura, transporte, lançamento, adensamento e cura), desforma, protensão dos cabos, injeção de bainhas e arremates de extremidades. Os serviços mencionados devem ser executados com controle de qualidade, segundo procedimentos previamente definidos e de acordo com as normas técnicas vigentes, respeitando-se as definições contidas no projeto e suas especificações. A seguir, são destacados aspectos considerados importantes para a melhoria da qualidade na fabricação de VPMPs, considerando alguns relativos: às fôrmas, abordando o tipo de fôrma, seu dimensionamento e a montagem das mesmas; às armaduras passiva e ativa, incluindo a protensão dos cabos; à concretagem, relativamente ao lançamento, ao adensamento e à cura; e à injeção de bainhas e arremates de extremidades. 2.1 FÔRMAS O tipo de fôrma a ser utilizado é de fundamental importância para a fabricação de uma VPMP com a qualidade desejada. Feita a escolha, segundo critérios estéticos, considerando a aparência ou a uniformidade com obras existentes, ou critérios econômicos, considerando o aproveitamento de fôrmas utilizadas em uma outra obra, por exemplo, ou o número de reutilizações, as fôrmas devem ser corretamente projetadas e dimensionadas, conforme se esclarecerá a seguir. Ao tratar dos tipos de fôrmas a serem escolhidos para a fabricação de vigas, Mathivat; Fenoux (1983) defendem que a escolha das mesmas deve estar vinculada ao tipo de vibração 1 a ser feita sugerindo que, para um pequeno número de vigas (inferior a 40, por exemplo), sejam utilizadas fôrmas de madeira, devendo a vibração ser feita por meio de vibradores de imersão (vibração interna), alertando ser indispensável a abertura de um grande número de “janelas” no talão, a fim de facilitar sua concretagem. Em caso contrário, os autores sugerem a utilização de fôrmas metálicas, que permitem a vibração pelo fundo e pelas laterais da fôrma (vibração externa), ressaltando que o metal vibra melhor que a madeira e que é possível reduzir a espessura da alma da viga devido à não utilização de vibradores de imersão. Esclarecem, ainda, que, neste caso, a vibração se dá com o uso de vibradores dispostos nas laterais e que o fundo da fôrma se apóia sobre apoios elásticos (borracha). A Figura 2.1 mostra esquematicamente as duas situações. 1 Os tipos de vibração possíveis de se utilizar são apresentados no item referente a concretagem. 3 ϕ ϕ ϕ Figura 2.1 – Sugestão para escolha do tipo de fôrma: a) fôrmas de madeira, se a vibração for interna; b) fôrmas metálicas, com fundo sobre apoios elásticos, se a vibração for externa. (Mathivat; Fenoux, 1983) Relativamente ao dimensionamento das fôrmas, a NBR 7187 estabelece a obrigatoriedade de que tanto as fôrmas quanto os escoramentos sejam dimensionados e executados de maneira a apresentar rigidez suficiente para, sem deslocamentos ou deformações apreciáveis, resistir às cargas e ações de qualquer natureza a que estejam expostos durante a execução dos trabalhos, especialmente aquelas decorrentes do lançamento e adensame nto do concreto. Nesse sentido, Fajersztajn (1987) chama a atenção para o fato de que o concreto fresco lançado nas fôrmas, por se comportar, temporariamente, como um fluido, exerce um empuxo hidrostático sobre as faces da viga e que esse empuxo lateral atuará em toda a fôrma, caso a altura total da viga seja preenchida antes do início da pega do concreto, ou seja, caso a viga seja concretada em camada única. Por outro lado, Fajersztajn registra que, se a velocidade de concretagem for mais baixa, o concreto endurecido do fundo da viga contribuirá para reduzir o empuxo que atuará nas laterais da fôrma, pois o empuxo efetivamente atuante, que é uma pressão hidrostática modificada, é função da densidade, da velocidade de lançamento do concreto, da sua temperatura, do uso de aditivos retardadores e das vibrações decorrentes do método de adensamento utilizado. Fajersztajn apresenta em seu trabalho um exemplo comentado de dimensionamento de fôrmas para o caso específico de um pilar, fazendo uso de expressão proposta pelo Comitê 347 do ACI, para cálculo do empuxo lateral. Os inconvenientes causados pelas deformações de fôrmas e escoramentos maldimensionados vão desde a má aparência da peça a prejuízos com os constantes reparos que se fazem necessários nos painéis, ao comprometimento de sua reutilização, à perda de produtividade na execução dos serviços, ao aumento dos desperdícios com um maior consumo de concreto e a custos adicionais com retrabalhos, ainda no pátio ou quando das operações de montagem, em função de tolerâncias dimensionais não respeitadas. Assim, considera-se imprópria uma decisão que privilegie apenas o menor custo, seja para aquisição ou para locação. Referindo-se à desmoldagem de elementos pré- moldados, a NBR 9062 recomenda que as fôrmas devem apresentar as condições para facilitar essa operação, sem danificá- los, como previsão de ângulos de saída, livre remoção das laterais e cantos chanfrados ou arredondados. Já a NBR 7187, referindo-se à qualidade das fôrmas, recomenda que, salvo indicações em contrário, todos os cantos externos aparentes dos elementos a 4 serem concretados devem ser dotados de chanfros em forma de triângulo isósceles, com os lados iguais medindo 2 cm, de modo a eliminar as arestas vivas. Estas recomendações de ordem prática são tecnicamente reforçadas por Gerwick (1993), que, ao tratar de aspectos ligados à durabilidade das peças de concreto armado e concreto protendido, recomenda a opção por arestas chanfradas ou arredondadas em estacas prémoldadas e vigas, pois as arestas vivas ficam mais expostas: à penetração de fluidos e de gases; a acréscimo local de tensões térmicas e estruturais devidas à forte descontinuidade; e a variações térmicas, lembrando ainda que as arestas vivas são também as mais sujeitas a danos devidos a abrasão e a impactos. 2.2 ARMADURAS As armaduras passivas e ativa são geralmente montadas sobre o próprio berço de concretagem, conforme se pode notar na Figura 2.2. A Figura 2.3 mostra área coberta para a preparação prévia de cabos e bainhas. Embora a preparação prévia de cabos e bainhas, em área protegida, seja a mais recomendável, é comum que o corte de cordoalhas (fornecidas em bobinas) e emendas de bainhas (fabricadas com 6 m) seja feito no próprio local, concomitantemente à execução dos serviços de montagem da armadura passiva. Figura 2.2 – Serviços de montagem de armaduras (passiva e ativa) sobre berço de concretagem. Figura 2.3 – Área coberta para preparação prévia de cabos e bainhas. 5 A NBR 7187, ao referir-se particularmente à exatidão e à solidez da montagem das armaduras de protensão, alerta que qualquer irregularidade no seu traçado pode criar empuxos em vazio capazes de provocar desordens no concreto ou sua fissuração. Laranjeiras 2 explica que a curvatura dos cabos de protensão faz com que a armadura tensionada exerça uma pressão radial sobre o concreto – empuxo, e que, quando o concreto, pela sua espessura ou resistência não oferece condições de equilibrar esse empuxo, diz-se que a protensão está exercendo um “empuxo no vazio”, exigindo medidas, como disposição de armadura, para evitar rupturas ou danos (fissuração exagerada). Quanto à ocorrência de empuxo em vazio em VPMPs, Laranjeiras esclarece que o mesmo pode ser devido a incorreções de projeto, sobretudo quanto à geometria ou mesmo à ordem de protensão dos cabos, além de outras causas (informação pessoal). Assim, ao ser constatada a ocorrência de alguma não-conformidade, deve-se comunicála imediatamente ao projetista para a verificação e orientação pertinentes. Em relação às bainhas, a NBR 7197 3 recomenda que elas sejam metálicas, enquanto que a NBR 10789 estabelece que os materiais utilizados para a sua confecção e para a sua vedação não podem causar ataque químico ou de origem eletrolítica às armaduras, recomendando não ser conveniente o uso de materiais galvanizados, em face da possibilidade de fragilização do aço de protensão. A respeito do tipo de material, a AASHTO (1996)4 , ao contrário da NBR 10789 5 , recomenda o uso de bainhas galvanizadas. Ao tratar de dutos para permitir a realização da pós-tensão, Gerwick (1993) 6 afirma que a maioria é constituída de bainhas metálicas, por motivos práticos, econômicos e de compatibilidade eletroquímica, e que as semi-rígidas são as mais indicadas. Esse autor acrescenta, ainda, que, para proteção contra a corrosão e para redução do atrito durante a operação de protensão, a galvanização tem sido larga e satisfatoriamente utilizada nos Estados Unidos, apesar de alguns receios existentes quanto à liberação de hidrogênio livre pela reação do cimento com o zinco, esclarecendo que a fragilização do aço de protensão pelo hidrogênio não foi detectada em testes de laboratório e que os casos registrados em campo são extremamente dispersos e não convincentes. Outrossim, informa que a possibilidade da evolução do hidrogênio pode ser minimizada pela passivação do zinco com um tratamento a cromato após o processo de galvanização. Por sua vez, Nagi; Whiting (1993) 7 , referindo-se à corrosão em peças pós-tracionadas com aderência posterior, afirmam que pode ocorrer uma corrosão galvânica devida à presença de dois metais distintos, pois na hipótese de ser usada bainha galvanizada e 2 LARANJEIRAS, A. C. R. Empuxo no vazio. Salvador, 2002, via e-mail enviado por [email protected] para [email protected]. 3 Subitem 10.1.9, p.51. 4 Subitem 10.8.1, p.505. 5 Subitem 5.2.6, p.5. 6 Subitem 1.5, p.42-43. 7 Página 20. 6 havendo uma injeção inadequada, o aço poderá tocar a bainha 8 , o que, na presença de ar e de umidade, poderá formar uma pilha galvânica. Assim, Nagi; Whiting, citando Manning, D. (1988), enfatiza que a formação dessa pilha galvânica poderá gerar hidrogênio atômico que, ao penetrar no aço, pode causar a sua fragilização. O uso de bainhas galvanizadas é, pois, um assunto polêmico, cuja importância justifica a realização de pesquisas visando à correta especificação de materiais para sua fabricação. A enfiação de cordoalhas para a fabricação de VPMPs é feita previamente à concretagem (pré-enfiação), na maioria dos casos, como preferência dos construtores, não só com o propósito de redução de custos 9 e de ganho de tempo no ciclo de produção quanto pelo receio de entupimento de bainhas por ocasião da concretagem. A NBR 10789 10 recomenda o critério da pós-enfiação (enfiação após a concretagem) na hipótese dos cabos de protensão permanecerem no interior das bainhas por período muito prolongado até a operação de protensão. Nos Estados Unidos, em procedimento que se considera apropriado, o FDOT (1991) 11 , ao tratar da pós-tensão, estabelece a obrigatoriedade da pós-enfiação, recomendando que, uma vez concluída a concretagem, todas as bainhas sejam inspecionadas e liberadas de eventuais obstruções. O uso da pós-enfiação possibilita que, em ambiente protegido, as bainhas e cabos possam ser previamente preparados, com adequado ordenamento das cordoalhas. Além disso, as bainhas com diâmetros maiores e paredes mais espessas promovem ganhos de qualidade adicionais seja quanto à execução, por serem menos deformáveis, ou quanto à obtenção de uma maior aderência ao concreto e maior envolvimento dos cabos de protensão. A NBR 10789, que trata da execução da protensão em concreto protendido com aderência posterior, estabelece que os dados necessários para a operação de protensão são: a) desenho de locação das peças e desenhos de cablagem12 ; b) ensaios do aço utilizado com determinação do módulo de elasticidade; c) tabelas de controle de fabricação dos cabos, relacionando-os com os ensaios dos aços utilizados para a sua confecção; d) plano de protensão; 8 Em cabos curvos, haverá sempre algum contato do aço de protensão com a bainha, haja vista a tendência à sua retificação quando os mesmos são tensionados. 9 De acordo com a NBR 10789, as bainhas, no caso de pós-enfiação, devem ter diâmetros maiores do que no caso das chamadas bainhas de enfiação normal (pré-enfiação) e espessura mínima de parede de 4 mm. No caso de pré-enfiação, a espessura pode ser de 3 mm para diâmetros de até 90 mm. 10 Subitem 5.2.2, p.4. 11 Subitem 450-8.2.4, p.411. 12 Do Francês “câblage”. Segundo a NBR 10789, significa “conjunto de cabos”. 7 e) características dos equipamentos e dados para a sua instalação e manipulação. Quanto ao plano de protensão, que, segundo a NBR 10789, deve ser fornecido pelo projetista, os seguintes dados devem ser indicados: a) designação do aço, conforme as NBRs 7482 e 7483; b) módulo de deformação do aço; c) valor da acomodação do sistema de ancoragem; d) coeficiente de atrito cabo – bainha; e) coeficiente de perdas devidas a ondulações parasitas; f) resistência mínima do concreto, necessária para o início das operações de protensão; g) fases de protensão, relacionadas à força total; h) seqüência de protensão dos cabos a serem protendidos em cada fase; i) comprimento teórico de cada cabo, adotado no cálculo dos alongamentos; j) força de protensão a ser aplicada em cada cabo e seu respectivo alongamento teórico. A operação de protensão, segundo a NBR 7187, pode ser realizada a partir de uma ou de ambas as extremidades do elemento, ficando implícita a necessidade do tensionamento simultâneo quando se tratar de cabos com ancoragens ativas em ambas as extremidades. Em vista disso, Laranjeiras13 esclarece que os cabos nessas condições devem ser tracionados simultaneamente por ambas as extremidades, pois tal procedimento permite melhor controle e garantia da força aplicada, o que não ocorre quando se usa um macaco tracionando uma extremidade, e, em seguida, a outra (informação pessoal). A NBR 7197 permite que uma fração da protensão, independentemente do plano de protensão, possa ser aplicada nas primeiras idades do concreto, com o objetivo de evitar fissuras de retração. Assim, na fabricação de VPMPs, é usual a aplicação de uma parte da protensão total prevista, cha mada de protensão inicial, geralmente estabelecida como um percentual da força máxima de protensão de cada cabo, a ser aplicada em todos os cabos, ou estabelecida em termos de um determinado número de cabos a ser protendido com a força máxima prevista de cada um, o que, provocando descolamento da viga do berço de concretagem, permite a sua ripagem para a área de estocagem e conseqüente liberação do berço de concretagem para continuidade do ciclo de produção. 13 LARANJEIRAS, A. C. R. Tensionamento de cabos por ambas as extremidades. Salvador, 2001, via e-mail enviado por [email protected] para [email protected]. 8 Relativamente aos valores de alongamentos de cabos protendidos previstos em projeto, no programa de protensão, a NBR 7197 estabelece que os mesmos devem ser controlados e que, na falta de indicação específica, discrepâncias que se afastem de ± 10 % devem ser comunicadas ao responsável pela obra, para interpretação e posterior liberação ou adoção eventual de medidas corretivas. Entende-se que a liberação automática para os casos de discrepâncias de até 10 % não seja recomendável, em face da natureza do serviço, e que, o projetista, em todos os casos, deve ser informado sobre os resultados obtidos em campo, para cada cabo, para um melhor controle dos serviços de protensão. Uma vez aprovados os resultados dos alongamentos obtidos, os excessos dos cabos são cortados, o que deve ocorrer, segundo as NBRs 10788 e 10789, com o uso de esmeril rotativo ou outro meio, sendo vedado o uso de maçarico para tal fim. Após o corte do aço de protensão, a NBR 10788 recomenda que seja efetuada a vedação de todas as aberturas das peças componentes da ancoragem, do seu contato com a estrutura e com o aço de protensão e, no caso de cordoalhas, as extremidades das mesmas, de forma a não haver vazamento de calda durante a operação de injeção, o que pode ser feito com o uso de massa epóxida, possibilitando a injeção ser realizada imediatamente após a protensão do cabo, ou já com o preenchimento do nicho de ancoragem com concreto ou argamassa, antes da operação de injeção. 2.3 CONCRETAGEM 2.3.1 Dosagem A dosagem do concreto, visando à obtenção de um concreto com a qualidade e características especificadas, deve levar em conta o adequado proporcionamento dos materiais que o constituem: cimento, agregado miúdo, agregado graúdo, água e, eventualmente, aditivos, o que requer a participação de técnicos com larga experiência nesse campo. Helene; Terzia n (1992), analisando expressão proposta por Collepardi, para o cálculo da resistência à compressão, baseada em modelo apresentado por Powers, concluem que, para se alterar a resistência à compressão, é necessário atuar sobre o grau de hidratação, por meio de mudanças do tipo de cimento (composição química ou características físicas), alterações nas condições de cura (idade, umidade e temperatura) e emprego de aditivos aceleradores ou retardadores ou atuar sobre a relação água / cimento, por meio de mudança do tipo de cimento (finura ou composição química), mudança dos agregados (textura, dimensão, granulometria e absorção d’água) e emprego de aditivos redutores de água ou superplastificantes. Entretanto, Helene; Terzian enfatizam que se trata de uma equação teórica, cuja aplicação tem finalidade mais didática, no sentido de contribuir para o entendimento da estrutura interna do concreto, do que para a obtenção de parâmetros práticos de aplicação direta. Em relação ao uso de aditivos, a NBR 7197 estabelece que os mesmos podem ser utilizados com o objetivo de melhorar a trabalhabilidade, reduzir a relação água / cimento ou obter um concreto com maior compacidade e impermeabilidade. Entretanto, alerta que tais aditivos quando empregados em concreto, argamassa ou pasta em contato com a armadura de protensão, inclusive a calda de injeção, não devem conter ingredientes que possam provocar corrosão do aço. Nesse sentido, são 9 rigorosamente proibidos aditivos que contenham cloreto de cálcio ou qualquer outro halogeneto. 2.3.2 Lançamento e adensamento Na hipótese do uso de cabeças pré-moldadas, sugere-se que a concretagem dessas peças se dê com as mesmas na posição horizontal, visando à obtenção de um concreto de melhor qualidade em termos de adensamento e de resistência, com conseqüente melhoria nas condições de envolvimento e proteção das ancoragens. Ao tratar do lançamento de concreto em peças densamente armadas, o ACI 309.3R-92 recomenda que, para uma operação ser bem-sucedida, a mistura seja fluida, mas coesiva, sem excessiva exsudação e sem segregação, com abatimento de 190 mm ou mais, ressaltando que esse patamar só pode ser conseguido com o uso apropriado de aditivos, já que a simples adição de água resultará em concreto de baixa qualidade. Andriolo; Sgarboza (1993), referindo-se à concretagem de peças esbeltas e, principalmente, peças pré- moldadas, informam que, nessas circunstâncias, é comum utilizar-se concreto de alta trabalhabilidade, consistente e com agregado de diâmetro máximo menor do que 38 mm. Para o caso de concreto bombeado, muito freqüente na fabricação de VPMPs, o CEB-FIP Model Code (1990) recomenda o uso de concreto com consistência plástica, com abatimento máximo de 150 mm, alertando que um concreto de consistência muito fluida pode causar excessiva exsudação, além de provocar entupimentos na linha de bombeamento. O lançamento do concreto, segundo o ACI 309R-96, deve merecer especial atenção quando da elaboração do projeto estrutural do elemento a ser concretado e quando do detalhamento das fôrmas e das armaduras, a fim de que a mistura seja depositada tão próxima quanto possível de sua posição final de tal forma que sejam minimizadas a segregação, a formação de ninhos de concretagem e outras imperfeições, tanto internas quanto de superfície. Além da observação quanto ao lançamento do concreto o mais próximo possível de sua posição final, a NBR 6118 ressalta que devem ser evitadas inscrustações de argamassa nas paredes das fôrmas e nas armaduras, devendo ser adotadas medidas para manter a homogeneidade do concreto, destacando que, para peças altas e estreitas, o concreto deverá ser lançado por janelas abertas na parte lateral, ou por meio de funis ou trombas. Reforçando essa orientação da NBR 6118, a NBR 7187 recomenda que, sendo a armação densa e a altura da peça a concretar significativa, é necessário prever meios para conduzir o concreto até o fundo da fôrma, a fim de evitar a sua segregação. Além disso, recomenda que o lançamento seja feito de forma particularmente cuidadosa em torno das armaduras, bainhas e dispositivos de ancoragem, e junto dos ângulos das fôrmas, de modo a evitar a formação de vazios. Sobre o lançamento do concreto, Mehta; Monteiro (1994), em consonância com recomendações normativas internacionais, informam que, geralmente, o mesmo é feito em camadas horizontais de espessura uniforme, devendo cada uma delas ser inteiramente adensada antes da próxima ser lançada, alertando que a velocidade de lançamento seja tal que a última camada adensada esteja ainda plástica quando a seguinte for lançada. O FDOT (1991) chega a definir número mínimo de camadas para a concretagem de vigas pré- fabricadas, em função da altura, inclusive para vigas do padrão AASHTO. Entretanto, a NBR 6118 faz referência a espessura de camada apenas para a opção de adensamento manual, limitando-a a 20 cm, ou definindo-a como um valor aproximadamente igual a ¾ do comprimento da agulha, para o caso da utilização 10 de vibradores de imersão, não se referindo a outros métodos de adensamento. Por outro lado, Azevedo (1981) chama a atenção para o fato de que a espessura da camada de adensamento deve ser adequadamente estabelecida, haja vista que camadas muito finas facilitam a segregação, enquanto que, camadas muito espessas exigem vibrações muito enérgicas. Apesar das recomendações em contrário, não é raro presenciar-se em algumas obras a concretagem de VPMPs em camada única, exercendo uma maior pressão lateral sobre as fôrmas, normalmente não dimensionadas para tal situação, as quais, uma vez deformadas, geram problemas dimensionais nas peças. Além disso, com a concretagem de vigas em camada única, corre-se o risco de obtenção de um concreto segregado e excessivamente poroso, com resistência e durabilidade comprometidas, como conseqüência de um adensamento deficiente. O correto adensamento é importante para a obtenção de um concreto resistente, compacto e impermeável. Segundo Giamusso (1992), os vazios devidos ao ar não eliminado têm o mesmo efeito que os vazios devidos ao excesso de água no concreto; além de prejudicar o aspecto e a durabilidade da estrutura, podem afetar seriamente a sua resistência. Nesse sentido, Giamusso afirma que os concretos quando bemadensados apresentam, geralmente, entre 1 % e 2 % de ar, mas que um adensamento mal-executado pode deixar teores maiores. Na Tabela 2.1, com base nos teores de vazios de um concreto bem-adensado, relacionam-se teores de vazios com a queda de resistência do concreto. Tabela 2.1 – Efeito dos vazios sobre a resistência do concreto. Giamusso (1992) Teor de vazios 1% 2% 3% 4% 5% 10 % Redução de resistência 8% 17 % 24 % 31 % 37 % 60 % Nas VPMPs, o adensamento é geralmente feito por meio de vibração interna, utilizandose vibradores de imersão, ou vibração externa, utilizando-se vibradores de fôrma, ou com o uso simultâneo dos dois tipos. A NBR 9062 estabelece que, na hipótese de não se poder atender à exigência de a espessura da camada ser igual a aproximadamente ¾ do comprimento da agulha do vibrador de imersão, devem ser empregados vibradores externos ou outros métodos de adensamento e que, no caso do uso de vibradores de fôrma, os mesmos devem ser dispostos em quantidades e distâncias tais entre si que possam garantir o adensamento uniforme do concreto, mesmo nos pontos mais afastados. Quanto à vibração interna, o ACI 309R-96 recomenda que, quando do detalhamento das armaduras, devem ser previstos afastamentos das barras de modo a possibilitar o acesso dos vibradores. Amaral Filho (1973) faz questão de frisar que de nada adianta fazer-se um concreto com dosagem bem-projetada e lançamento bem- feito se não houver uma adequada condição de adensamento. Esse mesmo autor destaca que: “O problema da escolha do vibrador mais adequado está no relacioname nto de suas características com as do concreto em que ele irá trabalhar. Não existe ainda definida uma correlação categórica, mas há a presunção de que para concretos magros, com agregados de tamanhos grandes, é mais importante aumentar-se a amplitude que a freqüência do vibrador, enquanto que, para 11 concretos mais plásticos, conseguem-se melhores resultados com freqüências mais altas.” O ACI 309R-96, além de considerações semelhantes às de Amaral Filho (1973), quanto à amplitude e à freqüência dos vibradores relacionadas à trabalhabilidade do concreto, acrescenta que a eficiência dos vibradores externos é, em grande parte, função da aceleração que a fôrma imprime no concreto, esclarecendo que acelerações na faixa de 1 a 2 g são geralmente recomendadas para misturas plásticas e que, na faixa de 3 a 5 g, para misturas rijas. Entretanto, estabelece que as amplitudes devem ser superiores a 0,025 mm e a 0,050 mm, respectivamente. Adicionalmente, o ACI 309R-96 ressalta que a vibração com baixa freqüência e alta amplitude tem um impacto maior e é mais severa com as fôrmas do que com alta freqüência e baixa amplitude, e que, vibrações com alta freqüência e alta amplitude exigem fôrmas extremamente robustas, informando que as fronteiras adotadas entre as altas e baixas freqüências e entre as altas e baixas amplitudes, correspondem, respectivamente, a 6000 vpm e a 0,13 mm. Quanto à vibração interna, a NBR 10789 recomenda que o diâmetro dos vibradores seja compatível com os espaçamentos entre bainhas e entre bainhas e a fôrma, chamando a atenção para que a introdução dos vibradores não danifique as bainhas, os respiros e tubos de injeção ou vedação. 14 Além dos cuidados necessários quando do adensamento com o uso de vibradores de imersão, visando à não formação de ninhos e à não segregação da mistura, a NBR 6118 ressalta que os vibradores não devem atuar sobre as armaduras sob pena de se formarem vazios ao seu redor, com prejuízo da aderência. A vibração externa, segundo Gerwick (1993), pode ser usada de forma eficiente em peças estreitas, particularmente em elementos pré- moldados com o uso de fôrmas metálicas, pois ajuda no lançamento e leva a excelentes resultados nas faces do elemento vibrado, reduzindo a ocorrência de bolhas de ar, cuja eliminação total é praticamente impossível, sobretudo em misturas rijas. Entretanto, o autor alerta para o fato de que, quando os vibradores externos são colocados em posições opostas, os efeitos vibratórios podem ser anulados, recomendando, assim, que tal locação seja evitada. Outrossim, sugere que, por ser a consolidação obtida com vibradores externos usualmente limitada a uma profundidade da ordem de 150 mm a 200 mm, a vibração em peças espessas seja realizada combinando-se as vibrações interna e externa. Também, o ACI 309R-96 ao comentar que, sob certas condições, a combinação de dois ou mais métodos de adensamento pode conduzir a melhores resultados, ressalta que, no caso da fabricação de pré- moldados, a combinação de vibrações externa e interna é geralmente vantajosa. Ademais, informa que a distância adequada entre os vibradores externos situa-se na faixa de 1,5 m a 2,5 m e que o uso adicional de vibração interna deve ocorrer em peças com espessura maior do que 300 mm. O ACI 309R-96 e Gerwick (1993) ressaltam ainda que, em função dos vibradores externos submeterem as fôrmas a fortes vibrações, inclusive sujeitando as suas conexões à fadiga, as mesmas devem ser especialmente dimensionadas quando for previsto o seu uso. 14 Para comprimentos usuais de VPMPs, com cabos com apenas uma curvatura, as injeções são feitas pelas extremidades das vigas, dispensando, pois, o uso de respiros e tubos de injeção ou de vedação intermediários. (Pfeil, 1988). Os comprimentos usuais estão na faixa de 25 m a 50 m, conforme Mathivat; Fenoux (1983). 12 Por sua vez, Rebut (1965), considerando as dificuldades operacionais qua nto ao uso de vibradores internos e externos, estes dispostos lateralmente nas fôrmas, e as incertezas quanto à obtenção de um concreto bem-adensado, defende o uso de uma forma de vibração externa, definida por ele como “vibração vertical”, com a qual é possível conseguir-se uma melhoria na qualidade do adensamento. Segundo Rebut, neste método, as fôrmas, que podem ser metálicas, com chapas reforçadas, ou de madeira, não são apoiadas de forma contínua sobre o solo, mas sobre travessas, que, por sua vez, se apóiam sobre rodelas de borracha. Dessa forma, o conjunto, e, portanto, o concreto, ao vibrar, pode adquirir movimentos verticais do tipo sinusoidal, sob a ação de vibradores potentes presos à fôrma de fundo da viga. O autor esclarece que esse método é uma extensão a obras importantes da vibração por meio de mesas vibratórias e requer que as fôrmas sejam especialmente dimensionadas para tal fim. Mathivat; Fenoux (1983) consideram que, ao se definir as características geométricas da seção de uma viga, a espessura mínima da alma seja estabelecida levando em consideração o tipo de vibração, sugerindo valores entre 18 cm e 25 cm, para o caso de vibração externa, e entre 25 cm e 30 cm, para o caso de vibração interna, conforme mostrado na Figura 2.4. Figura 2.4 – Características geométricas 15 de vigas pré -moldadas protendidas em duplo “T”16 . (Mathivat; Fenoux, 1983) 15 A sugestão da largura da mesa de compressão (≥ 0,6 h) feita pelos autores refere-se à necessária estabilidade lateral por ocasião dos serviços de montagem, sendo o valor de h aproximadamente igual a 1/16 do vão. 16 Dependendo das dimensões da mesa de compressão e do talão, o PCI e a AASHTO, para a mesma seção genérica apresentada, referem-se a “I-Beam” ou a “Bulb-T”. Nas mesmas condições, Gerwick (1993) refere -se a “I-Girder” ou a “Bulb Tee”. Na literatura nacional é comum a referência apenas a “Viga I” (Pfeil, 1988). 13 Após o adensamento do concreto, se for constatada a ocorrência de retração plástica, todos os vazios e fissuras podem ser eliminados com a revibração do concreto, desde que o problema seja notado antes do início da pega do cimento (Giamusso, 1992). A revibração, segundo Azevedo (1981), pode ser definida como a repetição da vibração do concreto por um período de tempo de aproximadamente 15 segundos após algumas horas do término da operação de adensamento, com o objetivo de aumentar a compacidade, a impermeabilidade, a durabilidade e a resistência do concreto e diminuir as deformações devidas à retração ou sob carregamentos de curta e longa duração. Nesse sentido, o autor enfatiza que os concretos plásticos facilitam o processo de revibração e que os aditivos retardadores de pega são auxiliares indispensáveis. Além disso, Azevedo ressalta que a revibração conduz à obtenção de concretos com qualidade superior com o mesmo consumo de cimento ou concretos de qualidade equivalente com menor consumo de cimento, informando que, em testes de laboratório, foram registrados incrementos de resistência da ordem de 21 % a 24 %, aos 7 e 28 dias, e que os melhores resultados foram conseguidos em concretos fabricados com relação água / cimento de 0,40 e revibrados após 1 a 4 horas do seu lançamento, os quais apresentaram ganhos de resistência de 100 % a 200 %. Falcão Bauer; Takashima; Levy (1997), em trabalho desenvolvido sobre a utilização de concretos fluidos de alto desempenho na fabricação de elementos pré-moldados, concluem que as vantagens, em termos de qualidade e de produtividade, podem ser identificadas como a racionalização do tempo de execução, eliminação do adensamento mecânico do concreto e melhoria tanto no acabamento superficial dos elementos (bolhas de ar, juntas) quanto na durabilidade das peças. 2.3.3 Cura A cura é a operação final na produção do concreto, cujo objetivo, segundo Giamusso (1992), é evitar a retração hidráulica que ocorre nas primeiras idades, quando ainda não foi desenvolvida resistência suficiente para evitar a formação de fissuras. Andriolo; Sgarboza (1993), enfatizando ser a cura uma das etapas mais importantes para o desenvolvimento da resistência e para a durabilidade do concreto, recomendam a cura úmida, por ser o processo mais indicado para aplicação, pela facilidade de aplicação e pela sua grande eficiência, além de favorecer a dissipação superficial da temperatura que se desenvolve na massa do concreto devida à hidratação do cimento. Em geral, segundo o CEB-FIP Model (1990), a cura úmida resulta em um concreto com menos poros do que quando se usa um método de cura que apenas proteja contra a secagem. Além disso, em concretagens sob temperaturas altas, recomenda a cura úmida como sendo a mais conveniente, ressaltando que a mesma deve se dar, sem interrupção, por um período mínimo de 7 dias. Enquanto não adquirir endurecimento satisfatório, a NBR 6118 estabelece que o concreto deverá ser adequadamente protegido contra agentes prejudiciais, tais como mudanças bruscas de temperatura, secagem prematura, chuva forte, água torrencial e agentes químicos, bem como contra choques e vibrações de intensidade tal que possa causar fissuração na massa do concreto ou prejudicar a sua aderência às armaduras. 14 Referindo-se à proteção contra a secagem prematura, que deve ocorrer pelo menos durante os 7 primeiros dias após o lançamento do concreto 17 , aumentando esse mínimo quando a natureza do cimento o exigir, a NBR 6118 recomenda a realização de cura, mantendo-se a superfície umedecida ou protegendo-a com uma película impermeável18 . Esclarece, ainda, que o endurecimento do concreto pode ser antecipado por meio de tratamento térmico adequado e devidamente controlado, desde que sejam adotadas medidas de proteção contra a secagem. O PCI – MNL 133-97, ao recomendar procedimentos para o cálculo da deformação por retração, apresenta, para o caso de cura úmida, valores do coeficiente de retração a serem utilizados como fatores de correção, tomando como referência um valor unitário correspondente a uma cura pelo período de 7 dias, conforme mostra a Tabela 2.2. Tabela 2.2 – Fator de correção para o cálculo de deformação por retração considerando o período inicial de cura. (PCI – MNL 133-97) Duração da cura úmida (dias) Fator de correção 1 1,20 3 1,10 7 1,00 14 0,93 28 0,86 60 0,79 90 0,75 Ao analisar-se a Tabela 2.2, constata-se a importância da duração da cura úmida para a redução das deformações por retração. 2.4 INJEÇÃO DE BAINHAS E ARREMATES DE EXTREMIDADES A injeção dos cabos de protensão, com calda de cimento, também chamada de calda de injeção, deve ser realizada o mais rapidamente possível após a protensão dos cabos e tem como objetivos, segundo a NBR 10788: a) assegurar a aderência mecânica entre o concreto e as armaduras de protensão, em toda a sua extensão; e 17 A NBR 6118, ao não levar em consideração algumas observações que dão conta da possível redução desse prazo mínimo para 3 dias, quando for utilizado cimento Portland de alta resistência inicial, alinha-se à maioria dos pesquisadores que defende o prazo mínimo de 7 dias. 18 Também conhecida como membrana impermeável, membrana de cura ou cura química. 15 b) garantir proteção contra a corrosão dos aços, evitando a infiltração de agentes corrosivos e constituindo um meio passivo, sem elementos agressivos. A NBR 7681 define calda de injeção como o material resultante da mistura conveniente de cimento, água e, eventualmente, aditivos, que se destina ao preenchimento de bainhas ou dutos de armaduras de protensão de peças de concreto protendido, estabelecendo que o cimento a ser utilizado deve ser o Portland comum ou outro tipo, desde que o teor de cloro proveniente de cloretos seja no máximo igual a 0,10 % e o teor de enxofre proveniente de sulfetos seja no máximo igual a 0,20 %. Além disso, condiciona que a água a ser utilizada deve ser isenta de teores prejudiciais de substâncias estranhas e que, o uso de aditivos, que não podem conter componentes que por si ou em reação com os materiais da calda sejam capazes de atacar o aço, fica subordinado à realização de ensaios que comprovem melhoria das qualidades da calda. Para que a calda de injeção cumpra efetivamente os seus objetivos, além da correta seleção dos materiais componentes, do uso de equipamentos apropriados e de uma cuidadosa operação de injeção, a NBR 10788 recomenda que sejam feitos estudos prévios da calda, que incluem o estabelecimento de um adequado programa de injeção, a realização de ensaios de laboratório e de campo e, quando for o caso, de ensaios de injeção em cabos-teste, em escala real. Os ensaios recomendados compreendem a determinação do índice de fluidez, vida útil, índices de exsudação e expansão (quando for utilizado aditivo expansor) e resistência à compressão, a serem realizados conforme métodos normatizados. De acordo com a NBR 10788, para cada cabo, ou família de cabos injetados simultaneamente, devem ser efetuados, no mínimo, os seguintes registros durante a operação de injeção: a) data e horas de início e término da injeção; b) composição dos materiais e da calda; c) temperatura ambiente, dos materiais e da calda; d) pressões manométricas da bomba durante a injeção; e) volume injetado, a ser comparado com o volume teórico de vazio do cabo; f) índices de fluidez na entrada e na saída da bainha; g) características dos equipamentos utilizados; h) registro de qualquer anomalia. Após a injeção, com a calda já endurecida, são cortadas as mangueiras utilizadas na operação e feitos os acabamentos finais nas extremidades das VPMPs. 19 A NBR 10788 19 Dependendo do plano de protensão, a injeção poderá ser realizada primeiramente em determinado número de cabos, ficando, pois, os arremates de extremidades para serem feitos após injetados os últimos cabos. 16 condiciona que, após a injeção, as peças não devem ser submetidas a esforços ou vibrações que possam vir a prejudicar a integridade da calda, esclarecendo que, quando essa integridade não for comprovada por meio de ensaios, a calda deve apresentar uma resistência mínima de 10 MPa. Os arremates de extremidades de VPMPs podem se limitar ao preenchimento dos nichos de ancoragem ou a uma pequena complementação das extremidades das vigas, dependendo das dimensões e da quantidade das placas de ancoragem. De uma maneira ou de outra, convém lembrar que, sendo a região dos apoios uma zona sujeita a umidade freqüente, os concretos ou argamassas utilizados devem ser especialmente dosados e lançados, de forma a se constituírem em tampões impermeáveis e, conseqüentemente, em efetiva proteção às ancoragens dos cabos protendidos. Nagi; Whiting (1993) consideram que, sob condições semelhantes, a influência do concreto na corrosão de peças pós-tracionadas com cabos injetados é menor do que no caso de peças prétracionadas, pois, no caso da pós-tração, os cabos protendidos ficam protegidos dentro das bainhas e isolado do concreto ao redor. Assim, a presença de íons de cloro, por exemplo, e a redução da alcalinidade do concreto terão um efeito menor do que em peças pós-tensionadas com cabos injetados. Entretanto, enfatizando que a região da ancoragem é uma das ma is susceptíveis à corrosão em peças pós-tracionadas, recomendam o uso de um concreto de boa qualidade e ótimo cobrimento como requisitos para uma adequada proteção das bainhas. Citando sugestões de Schupack, M. (1988), Nagi; Whiting registram que a estanqueidade nos cabos pode ser conseguida com o uso de bainhas plásticas e que, em ambientes agressivos, o cobrimento do concreto recomendado nas extremidades dos cabos seja no mínimo de 50 mm. Além disso, Nagi; Whiting, citando Etienne, C. F. et al. (1981), chamam a atenção para o fato de que, entre a argamassa de preenchimento dos nichos e o concreto ao redor, não devem ocorrer fissuras de retração, que, uma vez existindo, permitem o acesso de umidade capaz de deflagrar um processo corrosivo nas armaduras de protensão. 3 DIRETRIZES E RECOMENDAÇÕES EM RELAÇÃO À FABRICAÇÃO DE VPMS A seguir são apresentadas diretrizes e recomendações, fruto das reflexões realizadas, a partir da literatura consultada, dos dados coletados e da vivência do autor em obras similares, as quais retratam a etapa de fabricação considerada neste trabalho. 3.1 CABEÇAS PRÉ-MOLDADAS Quando, na fabricação de VPMPs, forem utilizadas cabeças pré-moldadas, a sua concretagem deve-se dar na posição horizontal, de forma a se obter um concreto de melhor qua lidade e adequado envolvimento dos dispositivos de ancoragem. 3.2 • FÔRMAS A fim de se evitar perda de nata durante a concretagem das VPMPs, é importante que sejam usados materiais de vedação adequados (borrachas, espumas, etc.), 17 horizontalmente, nos encontros das fôrmas com as laterais do berço de concretagem, e, verticalmente, entre painéis. • As fôrmas devem ser projetadas de modo a suportar satisfatoriamente, sem apresentar deformações apreciáveis, o empuxo provocado pelo concreto fresco e os esforços decorrentes do processo de adensamento. Esses aspectos técnicos devem balizar a escolha por fôrmas de madeira ou fôrmas metálicas, em detrimento de aspectos puramente econômicos. • A fim de não facilitar a deflagração de processos de corrosão em VPMPs, ao ser utilizado um sistema de fôrmas com tirantes passantes, os orifícios resultantes no concreto devem ser preenchidos com argamassa fluida, dosada com aditivo expansor. 3.3 • LANÇAMENTO DO CONCRETO A fim de se evitar a segregação da mistura, é importante que o lançamento do concreto seja realizado em camadas, definidas por meio de um prévio e adequado plano de concretagem, que deve definir pontos de lançamento, em função do comprimento da peça, o que, também, ajuda a evitar a ocorrência de outros defeitos e retrabalhos, que ocorrem com o lançamento em camada única, além de possibilitar a revibração da camada subjacente. O concreto deve ser depositado o mais próximo possível de cada camada em processo de lançamento, utilizando-se dispositivos adequados para tal fim ou mesmo aberturas nas laterais das fôrmas. 3.4 • ADENSAMENTO DO CONCR ETO O adensamento do concreto deve associar o uso de vibradores externos, com vibradores de imersão com pequeno diâmetro de garrafa, o qual deve ser função das distâncias livres entre barras e cabos das armaduras ativa e passiva. É importante aliar a orientação dos fabricantes de fôrmas metálicas e de vibradores com os procedimentos constantes da literatura técnica sobre o assunto, de forma a se realizar um adequado adensamento, sem comprometer a aderênc ia das armaduras e sem causar segregação do concreto ou deixar vazios em sua massa. • Em face dos efeitos benéficos de uma revibração no concreto recém- lançado, quanto à obtenção de maiores compacidade e resistência, recomenda-se que seja 18 avaliada a possibilidade da adoção desse procedimento que resultará na produção de um concreto com maior durabilidade. 3.5 • CURA DO CONCRETO A fim de se ter maior garantia de qualidade quanto a maiores resistência e durabilidade, bem como menores deformações por retração, a cura de VPMPs deve ser preferencialmente úmida, por prazo nunca inferior a sete dias. 3.6 • BAINHAS As manipulação de bainhas galvanizadas, quando especificadas, deve ocorrer de forma extremamente cuidadosa, de modo a não arranhá- las nem amassá- las, a fim de que seja minimizada a possibilidade de deflagração de um processo de corrosão galvânica. 3.7 • PLANO DE PROTENSÃO A realização da protensão final, ou em uma fase precedendo a montagem de VPMPs, além da observância às recomendações contidas em projeto, deve ser objeto de preocupação quanto a eventuais paralisações e / ou interrupções motivadas por falta de verba, demandas contratuais, desapropriações e remoção de interferências, além de continuidade administrativa no órgão contratante, em face da possibilidade de ocorrênc ia de contraflechas excessivas. • A protensão final, ou a protensão em uma fase que preceda a montagem, observados os valores recomendados de fck e de Ec, somente deverá ser dada com a viga bi-apoiada, no berço de estocagem, ou mesmo no berço de concretagem, em condição que permita livre rotação das extremidades, a fim de se evitar a possibilidade de esmagamento do concreto contra um apoio rígido, quando do efeito de “arqueamento” da viga. Além disso, a protensão somente deve ocorrer quando houver uma programação definitiva para a montagem da viga, respeitado um prazo máximo, entre as datas da protensão e da montagem, definido pelo projetista. 19 3.8 • CALDA DE CIMENTO PARA INJEÇÃO Considerando-se a dupla importância da injeção com calda de cimento quanto a assegurar a aderência entre as armaduras de protensão e o concreto e garantir a proteção contra a corrosão, é imprescindível que sejam realizados os ensaios e controles previstos nas NBRs 7681 e 10788, a fim de se obter a necessária qualidade da injeção. 3.9 • DEFEITOS DE SUPERFÍCIE Os espaçadores utilizados para garantia do cobrimento, quando feitos com argamassa de cimento e areia, devem ter uma forma tal que o contato com a superfície externa acabada fique resumido a um ponto (forma semi-esférica) ou a uma linha (forma cilíndrica ou semicilíndrica) a fim de não gerar pontos fracos ou manchas na superfície. 4 CONSIDERAÇÕES FINAIS Quando da elaboração do planejamento executivo de obras em que sejam utilizadas VPMPs, é importante que o ciclo de produção seja estabelecido com muito critério de modo que a qualidade das vigas não seja prejudicada por um tempo de ciclo excessivamente curto, o que pode resultar em defeitos, aparentes ou não. Os defeitos aparentes, como problemas dimensionais e bolhas de ar e / ou água, geram prejuízos com retrabalhos, e os não-aparentes, ou ocultos, como alta porosidade do concreto e deficiências nas aderências das armaduras, das bainhas e dos dispositivos de ancoragem, decorrentes de mau adensamento, assim como aqueles resultantes de uma cura malfeita, poderão vir a comprometer a resistência e a durabilidade das peças. Nesse sentido, quando houver urgência na fabricação, devem ser analisados a conveniência da construção de uma maior quantidade de berços de concretagem, bem como o uso de um maior número de fôrmas, em unidades completas ou painéis adicionais, além da adoção de outras medidas de gestão da produção julgadas pertinentes. 20 BIBLIOGRAFIA AMARAL FILHO, E. M. do. Produção do concreto estrutural. In: COLÓQUIO SOBRE CONTROLE DA QUALIDADE DO CONCRETO ESTRUTURAL. São Paulo, 1973. Anais. São Paulo: Ibracon, 1973. 26p. (73pro001). AMERICAN ASSOCIATION OF STATE HIGHWAY AND TRANSPORTATION OFFICIALS. Standard specifications for highway bridges. 16.ed. Washington, 1996. AMERICAN CONCRETE INSTITUTE. Guide for consolidation of concrete. Farmington Hills, 1997. (ACI 309R-96) AMERICAN CONCRETE INSTITUTE. Guide to consolidation of concrete in congested areas. Farmington Hills, 1993. (ACI 309.3R-92) AMERICAN CONCRETE INSTITUTE. Manual of concrete inspection. 9.ed. Farmington Hills, 2000. (SP-2(99)) ANDRIOLO, F. R.; SGARBOZA, B. C. Inspeção e controle de qualidade do concreto. São Paulo: Newswork, 1993. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Projeto de estruturas de concreto – PR NBR 6118:2001. Rio de Janeiro, 2001. 1 CD-ROM. ____. Execução da protensão em concreto protendido com aderência posterior– NBR 10789. Rio de Janeiro, 1989. ____. Execução da injeção em concreto protendido com aderência posterior – NBR 10788. Rio de Janeiro, 1989. ____. Projeto de estruturas de concreto protendido – NBR 7197. Rio de Janeiro, 1989. ____. Projeto e execução de pontes de concreto armado e protendido – NBR 7187. Rio de Janeiro, 1987. ____. Projeto e execução de estruturas de concreto pré -moldado – NBR 9062. Rio de Janeiro, 1985. ____. Projeto e execução de obras de concreto armado – NBR 6118. Rio de Janeiro, 1978. AZEVEDO, F. C. L. de. Adensamento e acabamento superficial In: COLÓQUIO SOBRE CONCRETO MASSA, São Paulo, 1981. Anais. São Paulo: Ibracon, 1981. 55p. (81pro001) COMITÉ EURO-INTERNATIONAL DU BÉTON. CEB-FIP Model Code 1990: Appendix D – concrete technology. London: Thomas Telford, 1993. CUNHA, A. J. P.; LIMA, N. A.; SOUZA, V. C. M. Acidentes estruturais na construção civil, São Paulo: Pini, 1996. v.1. ____. ________. São Paulo: Pini, 1998. v.2. 21 FAJERSZTAJN, H. Fôrmas para concreto armado : aplicação para o caso do edifício. São Paulo, 1987. 247p. Tese (Doutorado) – Escola Politécnica, Universidade de São Paulo. FLORIDA DEPARTMENT OF TRANSPORTATION. Standard specifications for road and bridge construction. Tallahassee, 1991. GERWICK Jr., B. C. Construction of prestressed concrete structures. New York: John Wiley & Sons, 1993. GIAMUSSO, S. E. Manual do Concreto. São Paulo: Pini, 1992. HELENE, P.; TERZIAN, P. Manual de dosagem e controle do concreto. São Paulo: Pini; Brasília: SENAI, 1992. INSTITUTO MILITAR DE ENGENHARIA. Seção de Engenharia de Construção. Concreto Protendido : noções básicas e orientação para projeto (notas de aulas). Rio de Janeiro: 1973. 2v. (mimeografado) MATHIVAT, J.; FENOUX, G. Y. Procédés généraux de construction. Paris: Eyrolles, 1983. v.2. MEHTA, P. K.; MONTEIRO, P. J. M. Concreto: estrutura, propriedades e materiais. São Paulo: Pini, 1994. NAGI, M.; WHITING, D. Corrosion of prestressed reinforcing steel in concrete bridges: state-of-the-art. In: PHILIP D. CADY INTERNATIONAL SYMPOSIUM – Concrete bridges in aggressive environments, SP 151, Minneapolis, 1993. Proceedings.. Detroit: ACI, 1994. p.17-41. PFEIL, W. Concreto protendido. 2.ed. Rio de Janeiro: Livros Técnicos e Científicos, 1988. v.1. REBUT, P. Guía práctica de la vibración de hormigones. Barcelona: Editores Técnicos Asociados, 1965. SCHUPACK, M. Durability study of 35- year-old post-tensioned bridge. Concrete International, v.16, n.2, p.54-8. Feb. 1994. TARTUCE, R. Dosagem experimental do concreto. São Paulo: Pini / Ibracon, 1989. BOLETINS TÉCNICOS PUBLICADOS BT/PCC/299 Um Sistema Para Planejamento Operacional de Obras de Rodovias. ANDRÉS ANTONIO LARROSA INSFRÁN, JOSÉ FRANCISCO PONTES ASSUMPÇÃO. 22p. BT/PCC/300 Retração e desenvolvimento de propriedades mecânicas de argamassas mistas de revestimento. PEDRO KOPSCHITZ XAVIER BASTOS, MARIA ALBA CINCOTTO, 12p. BT/PCC/301 Metodologia de Diagnóstico, Recuperação e Prevenção de Manifestações Patológicas em Revestimentos Cerâmicos de Fachada. EDMILSON FREITAS CAMPANTE, FERNANDO HENRIQUE SABBATINI. 12p. BT/PCC/302 Estudo Experimental Comparativo Entre Resfriamento Evaporativo e Radiativo em Ambiente Cobertos Com Telhas de Fibrocimento em Região de Clima Quente e Úmido. JOSÉ ROBERTO DE SOUZA CAVALCANTI, RACINE TADEU ARAÚJO PRADO. 31p. BT/PCC/303 Qualidade do Projeto de Empreendimentos Habitacionais de Interesse Social: Proposta Utilizando o Conceito de Desempenho. MAURÍCIO KENJI HINO, SILVIO BURRATINO MELHADO. 20p. BT/PCC/304 Recomendações Práticas Para Implementação da Preparação e Coordenação da Execução de Obras. ANA LUCIA ROCHA DE SOUZA, FERNANDO HENRIQUE SABBATINI, ERIC HENRY, SILVIO MELHADO. 12p. BT/PCC/305 Metodologia de Posicionamento dos Elementos do Canteiro de Obras Utilizando a Teoria de Sistema Nebuloso. ANDRÉ WAKAMATSU, LIANG-YEE CHENG. 26p. BT/PCC/306 Estruturas Organizacionais de Empresas Construtoras de Edifícios. ADRIANO GAMEIRO VIVANCOS, FRANCISCO FERREIRA CARDOSO. 14p. BT/PCC/307 Fluxo de Informação no Processo de Projeto em Alvenaria Estrutural. EDUARDO AUGUSTO M. OHASHI, LUIZ SÉRGIO FRANCO. 22p. BT/PCC/308 Arbitragem de Valor: Conceitos Para Empreendimentos de Base Imobiliária. FERNANDO BONTORIM AMATO, ELIANE MONETTI. 12p. BT/PCC/309 Projeto Singapura da Prefeitura Municipal de São Paulo: O Conjunto Habitacional Zaki Narchi. PRISCILA MARIA SANTIAGO PEREIRA, ALEX KENYA ABIKO. 22p. Propriedades e Especificações de Argamassas Industrializadas de Múltiplo Uso. SILVIA M. S. SELMO. 27p. BT/PCC/310 BT/PCC/311 BT/PCC/312 BT/PCC/313 BT/PCC/314 BT/PCC/315 BT/PCC/316 BT/PCC/317 BT/PCC/318 BT/PCC/319 BT/PCC/320 BT/PCC/321 Subcontratação: Uma Opção Estratégica para a Produção. AMANDA GEIZA D. BARROS AGUIAR, ELIANE MONETTI. 12p. Recomendações para Projeto e Execução de Alvenaria Estrutural Protendida. GUILHERME ARIS PARSEKIAN, LUIZ SÉRGIO FRANCO. 20p. Evolução do Uso do Solo Residencial no Centro Expandido do Município de São Paulo. EUNICE BARBOSA, WITOLD ZMITROWICZ. 12p. Aplicação de Autômatos Celulares na Propagação de Ondas. RICARDO ALVES DE JESUS, ALEXANDRE KAWANO. 16p. Construções Temporárias para o Canteiro de Obras. ALLAN BIRBOJM, UBIRACI ESPINELLI LEMES DE SOUZA. 20p. Produtividade da Mão-de-Obra no Assentamento de Revestimento Cerâmico Interno de Parede. CARLUS FABRICIO LIBRAIS, UBIRACI ESPINELLI LEMES DE SOUZA. 23p. Análises Subjetivas do Espaço Urbano: Teoria dos Sistemas Nebulosos Aplicada a Sistemas de Informação Geográfica. CLAUDIA SADECK BURLAMAQUI, CHENG LIANG YEE. 19p. Evolução Histórica da Utilização do Concreto como Material de Construção. SALOMON MONY LEVY, PAULO ROBERTO DO LAGO HELENE. 12p. Implantação de Sistemas de Leitura Automática de Medidores de Insumos Prediais. NORBERTO ROZAS, RACINE TADEU ARAÚJO PRADO. 19p. Condução de Calor em Regime Periódico em Paredes de Edifícios. ALEXANDRE TONUS, RACINE TADEU ARAÚJO PRADO. 17p. Fabricação de Vigas Pré-Moldadas Protendidas com Aderência Posterior em Canteiros de Obras-de-Arte Especiais. WILLIAM MOURA SANTOS, JONAS SILVESTRE MEDEIROS. 21p.
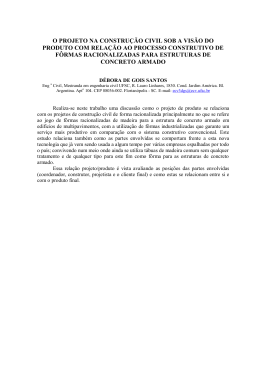
Baixar