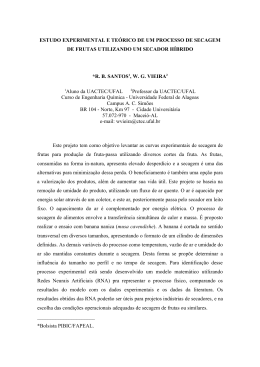
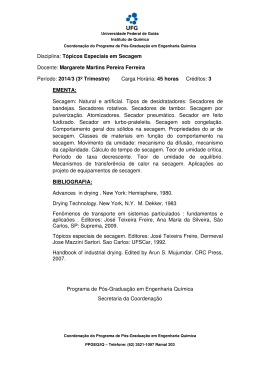
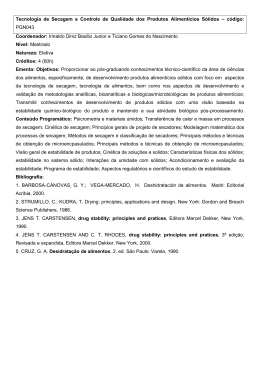
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.12, n.1, p.29-36, 2010 ISSN 1517-8595 29 INFLUÊNCIA DO TAMANHO DA GOTA E DO TEOR DE ÁGUA FINAL NO TEMPO DE SECAGEM EM SECADOR ATOMIZADOR Tatumi Kajiyama 1, Kil Jin Park2 RESUMO Este trabalho foi realizado com o objetivo de simular e avaliar o desempenho de um secador atomizador utilizando software Matlab. A avaliação foi feita em função do tempo de secagem do alimento líquido para atingir um determinado grau de secagem. Foram conduzidas simulações da influência do tamanho da gota (de 50 a 200µ m) e do teor de água final da partícula sólida seca (de 0,05 a 0,3kgágua kgsólido-1 ). Concluiu-se que o tempo de secagem do alimento líquido no secador atomizador aumenta com o aumento do tamanho inicial da gota e redução do teor de água final da partícula sólida seca. Palavras-chave: taxa de secagem, alimento. secagem por atomização . INFLUENCE OF DROP SIZE AND FINAL MOISTURE CONTENT ON SPRAY DRYING TIME ABSTRACT The objective of the present research is to simulate and evaluate the performance of the spray dryer. An assessment was made in function of the drying time needed to reach certain drying levels. The simulations had the purpose of ascertaining the influence of the size of the drop (from 50 to 200 µ m) and the dried solid particle final moisture content (from 0,05 to 0,3 kgwater -1 .kgsolid ). We have concluded that the drying time required for liquid food in a spray dryer increases as the initial size of the food drop increases, and as the final moisture of the dried solid particle decreases. Keywords: drying rate, food, spray dryer. Protocolo 103.001-10 de 25/05/2010 1 Professor – Departamento de Tecnologia – Universidade Estadual de Feira de Santana. Br 116, km 03 Campus Universitário CEP:44031460 Feira de Santana – BA, Brasil. E-mail: [email protected]. 2 Professor - Faculdade de Engenharia Agrícola – Universidade Estadual de Campinas. Caixa Postal 6011. CEP: 13084-971. Campinas-SP, Brasil. E-mail: [email protected]. 30 Influência do tamanho da gota e da umidade final no tempo de secagem em secador atomizador INTRODUÇÃO A secagem é uma das mais antigas operações empregadas na preservação de alimentos. Através da secagem é removida a água do alimento que faz decrescer a sua atividade de água, permitindo assim minimizar a deterioração causada pelas reações microbiológicas e enzimáticas. Esta redução da atividade de água previne também as modificações físico-químicas do produto, permitindo o seu armazenamento por período prolongado em temperaturas ambientais. A secagem por atomização é a transformação de um produto no estado fluido para o estado sólido em forma de pó. Este processo é muito utilizado nas indústrias alimentícias e farmacêuticas devido ao curto tempo de processo. O desenvolvimento de novos produtos utilizando agentes encapsulantes, com boa capacidade de emulsificação e baixa viscosidade da solução aquosa, tem impulsionado o estudo da secagem por atomização. Atualmente os estudos de microencapsulação na área de alimentos, que se iniciaram com óleos essenciais para prevenir a oxidação e a perda de substâncias voláteis e controlar a liberação do aroma, se estenderam à incorporação de aditivos naturais e ingredientes (corantes, temperos, acidulantes, vitaminas e minerais) que alteram a textura, melhoraram a qualidade nutricional, aumentam a vida de prateleira ou controlam as propriedades dos alimentos processados. Esta técnica de microencapsulação protege esses ingredientes contra perdas nutricionais e preserva ou mascara cor e sabores (inibindo a reação com outros materiais), além de incorporar aos alimentos mecanismos de controle de liberação de certos componentes (Ré, 2000). A microencapsulação pode ser definida como um processo no qual uma membrana envolve pequenas partículas de sólido, líquido ou gás com o objetivo de proteger o material de condições adversas do meio, tais como luz, umidade, oxigênio e interações com outros compostos, estabilizando o produto, aumentando a vida útil e promovendo a liberação controlada do encapsulado em condições pré – estabelecidas (Shahidi & Han, 1993). A secagem por atomização é um dos métodos mais empregados para a microencapsulação, devido à grande disponibilidade de equipamentos, baixo custo do processo, possibilidade de emprego de uma ampla variedade de agentes encapsulantes, boa retenção dos compostos voláteis e estabilidade Kajiyama & Park do produto final (Reineccius, 1988; Desai & Park, 2005). O processo de secagem por atomização é realizado através da dispersão de gotículas do material dentro de uma câmara, na qual o material fluido entra em contato com o ar aquecido, na forma de nuvem ou spray. A secagem de 1 m3 de líquido origina aproximadamente 2x1012 partículas uniformes de diâmetro 100 µ m, equivalente a uma área superficial de 60.000 m2 (Masters, 1979). De acordo com o tamanho, as cápsulas podem ser classificadas em nano (< 0,2 µm), micro (0,2 a 500 µm), ou macropartículas (> 500 µm) (Ré, 1998). O material a ser desidratado no spray dryer pode estar na forma de solução, suspensão ou pasta, resultando, após o processo, em partículas isoladas, grânulos ou aglomerados. Estas formas do produto obtido dependem das propriedades físicas e químicas do material, do projeto e operação do secador. A qualidade dos produtos obtidos por atomização depende das características do atomizador e da transferência de calor e massa entre o ar aquecido e as gotículas da câmara de secagem (Furuta et al., 1994). O incremento na área superficial do material a ser atomizado é em função do aumento da velocidade de secagem, sendo que o diâmetro das partículas e o teor de água final dos produtos desidratados em spray dryer são afetados pelas condições de secagem. A atomização é resultante da aplicação de energia, de forma a agir sobre o líquido, até o ponto que ocorre o seu rompimento e desintegração criando um spray de gotículas. Existem diferentes técnicas de atomização concebidas a partir de diferentes formas de energia aplicadas sobre o líquido, sendo comum em todos os atomizadores o uso de energia para romper o líquido. A classificação dos atomizadores está relacionada à energia centrífuga, devido à pressão e cinética. Existem também os atomizadores ultrassônicos e vibratórios. Duffie & Marshall, 1953, relatam o pioneirismo de Lorde Rayleigh por em 1878 postular matematicamente o fenômeno de ruptura de líquidos em bicos, causada, principalmente, pela instabilidade provocada pelas forças de tensão superficial dos jatos de líquido descarregados no ar. A predição do tamanho da gota resultante da ruptura do jato pode ser expressa em função do diâmetro do bico pulverizador. Esses autores apresentam as variações na concentração de alimentação, variações na temperatura de alimentação, variações na temperatura do ar, variações nos métodos e condições de atomização, diferenças nas propriedades físicas e químicas do material Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.12, n.1, p.29-36, 2010 Influência do tamanho da gota e da umidade final no tempo de secagem em secador atomizador de alimentação como sendo variáveis que afetam as propriedades do pó obtido. As principais vantagens da secagem por atomização são: as propriedades e a qualidade do produto que são mais eficientemente controladas; os alimentos sensíveis à temperatura, como produtos biológicos e farmacêuticos podem ser secos à pressão atmosférica e baixas temperaturas; grandes produções em operação contínua, com equipamento relativamente simples; produção de partículas relativamente uniformes e esféricas com aproximadamente a mesma proporção de compostos voláteis do produto inicial e a eficiência é comparável a outros tipos de secadores diretos e baixo custo de processo (Filková & Mujumdar, 1995). Conforme Park et al. (2007), o objetivo da análise da secagem é sempre fazer à predição de tempo de secagem. A predição do tempo de secagem é o dado fundamental para o dimensionamento e a otimização de uma planta industrial de secagem. As taxas de secagem devem ser relacionadas para um determinado produto e para uma determinada operação (processo e equipamento). A evolução das transferências simultâneas de calor e de massa no decorrer da operação de secagem faz com que esta seja dividida esquematicamente em três períodos, onde são analisadas as curvas de evolução do teor de água do produto, de sua temperatura e da velocidade de secagem, também chamada de cinética de secagem, ao longo do tempo, para um experimento utilizando ar de propriedades constantes. O primeiro período representa o início da secagem. Nesse período ocorre uma elevação gradual da temperatura do produto e da pressão de vapor de água. Essas elevações têm prosseguimento até o ponto em que a transferência de calor seja equivalente à transferência de massa (água). O segundo período se caracteriza pela taxa constante de secagem. A água evaporada é a água livre. A transferência de massa e de calor é equivalente e, portanto, a velocidade de secagem é constante. Enquanto houver quantidade de água na superfície do produto suficiente para acompanhar a evaporação, a taxa de secagem será constante. No terceiro período, a taxa de secagem é decrescente. A quantidade de água presente na superfície do produto é menor, reduzindo-se, portanto, a transferência de massa. A transferência de calor não é compensada pela transferência de massa; o fator limitante nessa fase é a redução da migração da água do interior para a superfície do produto. A temperatura do produto aumenta, Kajiyama & Park 31 atingindo a temperatura do ar de secagem. Quando o produto atinge o ponto de equilíbrio higroscópico em relação ao ar de secagem, o processo é encerrado. No caso de secagem por spray, observam-se os dois últimos períodos durante o processo, isto é, o período de taxa constante e decrescente. Singh & Heldmann (1998) e Pereda et al. (2005), afirmam que a maior parte da secagem acontece no período de taxa constante e a transferência de matéria ocorre na superfície das gotas. Uma vez alcançado o teor de água crítico, a estrutura da partícula passa a ser a causa da redução de taxa de secagem, considerando-se como parâmetro limitante a difusão da molécula de água no interior da partícula semi-seca. O diâmetro da partícula semi-sólida no ponto crítico varia proporcionalmente ao tamanho inicial da gota do alimento devido ao conteúdo de sólidos. Portanto, o estudo da influência do tamanho de gotas e do teor de água final no tempo de secagem por spray é muito importante para se entender o processo de secagem por spray. MATERIAL E MÉTODOS Matéria-prima A matéria prima utilizada para a simulação foi o produto lácteo concentrado cujos parâmetros estão relacionados abaixo, Singh & Heldmann (1998): 1. Tamanho do semi-sólido no período crítico, d c = 45 µm; 2. Densidade do líquido, ρ l = 1000 kg.m-3; 3. Densidade da partícula seca, ρ s = 1300 kg.m-3; 4. Teor de água no líquido, base úmida, X 0BU = 0,7 kgágua . kgproduto-1; 5. Teor de água do semi-sólido no período crítico, base úmida, X cBU = 0,45kgágua -1 .kgproduto ; 6. Teor de água final da partícula sólida, base úmida, X fBU = 0,05kgágua . kgproduto-1. O diâmetro da partícula semi-sólida no ponto crítico varia proporcionalmente ao tamanho inicial da gota do alimento devido ao conteúdo de sólidos, no entanto a densidade da partícula sólida seca e do teor de água crítico do semi-sólido no ponto crítico não alteram Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.12, n.1, p.29-36, 2010 32 Influência do tamanho da gota e da umidade final no tempo de secagem em secador atomizador significativamente com a variação do tamanho da gota inicial. Integrando a Equação 2, para a condição inicial (t = 0; d = d0) e condição final (t = tc; d = 0), e isolando o tempo tem-se: Ar de secagem tc = As condições do ar ambiente considerado foi 60 % de umidade relativa e temperatura média de 30 ºC, observada em Feira de Santana, BA. Este ar foi aquecido até 120 ºC antes de ser utilizado na secagem do alimento. Após a secagem, o ar atingiu a umidade relativa de 70%. A condutividade térmica do ar à 120 ºC é de 0,0320 W. m-1.ºC-1. Calor latente de evaporação da água A secagem do alimento no secador atomizador ocorre à pressão atmosférica e temperatura de bulbo úmido a 40 ºC no período de taxa constante. Nestas condições, o calor latente de evaporação de água é de 2406,9 kJ. Kg-1. Durante a secagem no período de taxa decrescente, a temperatura do alimento estará a 47 ºC e calor latente nestas condições será de 2390,1 kJ.kg-1. (Smith, et al., 2000). Equipamentos A câmara mais utilizada na secagem por atomização de alimentos é do tipo cônico a disco e de fluxo concorrente e neste trabalho foi considerado a mesma, conforme pode ser visto em Brennan et al. (1998). Kajiyama & Park ρ l λc d 02 8 K g (Ta − Tw ) (3) O limite da integral para a condição de contorno é igual a zero, pois neste período a gota é considerada como um líquido puro. Portanto, na condição de ponto de transição de taxa constante para o decrescente o líquido puro não contém sólidos. A velocidade de evaporação em gotas contendo sólidos é menor que a velocidade em gotas de líquido puro. A presença de sólidos provoca um decréscimo na pressão de vapor do líquido. A formação de estrutura sólida altera o processo de secagem, assim a taxa neste período decrescente é expressa como: dX − 12 K g (∆T ) = dt ρ s λd c2 (4) Integrando a Equação 4, para a condição inicial (t = 0; X = X cBS ) e condição final (t = td; X = X BS f ), e isolando o tempo tem-se: td = ρ s d c2 λd ( X cBS − X BS f ) 12 K g ∆Tm (5) Métodos Portanto a equação para estimar o tempo total de secagem, a soma das Equações 3 e 5, será: A transferência de massa e calor em condições de escoamento turbulento ao redor da gota líquida permite que a taxa de secagem seja expresso como (Ranz & Marshall, 1952; Heldman & Shingh, 1991): t= dX hA(Ta − Tw ) 2πdK g (Ta − Tw ) = = dt λ λ (1) Para a gota esférica movendo no ar a uma baixa velocidade ( h = 2K g d ) a Equação (1) pode ser expressa como: dt = − λρ l d (d ) 4k g (Tain − Tbu ) (2) ρ l λc d 02 8 K g (Ta − Tw ) + ρ s d c2 λd (X cBS − X BS f ) (6) 12 K g ∆Tm Sendo X o teor de agua, h coeficiente de transmissão de calor, A área superficial da gota, λ calor latente de evaporação, d diâmetro da gota, ρl a densidade do líquido (kg.m-3), λc o calor latente de vaporização da água no período de taxa constante (J. kgágua-1), λd o calor latente de vaporização da água no período de taxa decrescente (J.kgágua-1), d 0 o diâmetro inicial da gota (m), K g a condutividade térmica do ar (W.m-1.K-1), Ta a temperatura do ar quente (ºC), Tw a temperatura de bulbo úmido do ar Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.12, n.1, p.29-36, 2010 Influência do tamanho da gota e da umidade final no tempo de secagem em secador atomizador (ºC), ρ s a densidade do produto sólido (kg.m-3), tc(s) final do sólido, base seca (kgágua. kgsólido seco-1) e ∆Tm a média da diferença de temperatura entre o ar e o produto ao longo do secador (ºC). A simulação de tempo de secagem foi feita através da programação na linguagem Matlab (2001). 33 RESULTADOS E DISCUSSÃO d c o diâmetro da gota no tempo de transição das taxas (m), X cBS o teor de água do semisólido no período de transição das taxas, base seca (kgágua . kgproduto-1), X BS o teor de água f Kajiyama & Park Influências do tamanho inicial da gota do alimento líquido Nos gráficos das Figuras 1, 2 e 3 encontram-se respectivamente, os resultados das simulações dos tempos de secagem em função de tamanho das gotas (d0) da alimentação líquida no período de taxa constante (tc), no período de taxa decrescente (td) e tempo total (t) de secagem. 5 4,5 4 3,5 3 2,5 2 1,5 1 0,5 0 0 50 100 150 200 250 do(µm) Figura 1. Tempo de secagem do alimento no período de taxa constante (tc) em função do tamanho inicial da gota (d0). interior da matriz sólida devido ao aumento da resistência de transferência de massa. td (s) Na Figura 1 se observa o tempo de secagem do alimento no período de taxa constante (tc) aumentar com o aumento do tamanho inicial da gota (d0). O principal mecanismo de secagem neste período é a evaporação livre da água na interface entre a superfície da água livre da gota do alimento e o ar que envolve a mesma. Esta superfície efetiva da gota por unidade de volume da gota esférica diminui muito com o aumento do diâmetro da mesma. Essa diminuição da superfície por unidade de volume da gota acarreta a diminuição de contato efetivo entre o ar e a superfície da água livre do alimento, resultando na diminuição da transferência de massa e calor entre o sistema alimento-ar que causa o aumento no tempo de secagem neste período. Na Figura 2 se observa o tempo de secagem do alimento no período de taxa decrescente (td) aumentar com o aumento do tamanho inicial da gota (d0). O aumento do tamanho da gota traz mais sólidos na mesma. Esse aumento da fase sólida provoca uma redução no movimento da teor de água no 1 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 0 50 100 150 200 250 do(µm) Figura 2. Tempo de secagem do alimento no período de taxa decrescente (td) em função do tamanho inicial da gota (d0). A partícula sofre aquecimento e a eliminação do vapor é devido à formação de poros ou fissuras (Barbosa-Cánovas & VejaMercado, 2000). O principal mecanismo de retirada das moléculas de água neste período de taxa decrescente é a difusão molecular através Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.12, n.1, p.29-36, 2010 34 Influência do tamanho da gota e da umidade final no tempo de secagem em secador atomizador 6 5 t(s) 4 3 2 1 0 0 50 100 150 200 250 do (µm) Figura 3. Tempo total de secagem (t) em função do tamanho inicial da gota (d0). Influência do teor de água final na saída do secador atomizador ( X BU f ) As Figuras 4, 5 e 6 mostram respectivamente os dados das simulações das influências do teor de água final da partícula sólida formada na saída do secador atomizador ( X BU ) sobre o tempo de secagem do alimento f no período de taxa constante (tc), no período de taxa decrescente (td) e no tempo total (t). 1,8 1,6 1,4 1,2 t c (s) dos poros das partículas semi-sólidas. E com o aumento da resistência da transferência de massa, o tempo de secagem aumenta. Aliado a este fenômeno, uma gota maior terá quantidade maior de água, contribuindo também para aumentar o tempo de secagem. Na Figura 3, observa-se que o tempo total de secagem (t) aumenta com o aumento do tamanho inicial da gota (d0). O tempo total de secagem é a soma do tempo de secagem no período de taxa constante e do tempo de secagem no período de taxa decrescente, portanto o tempo total aumenta com o aumento do tamanho inicial da gota. O aumento do tempo de secagem e a necessidade da gota permanecer mais tempo no interior da câmara de secagem, pelo aumento do tamanho inicial da gota líquida acarretará um aumento do tamanho do equipamento. Esse fato é importante para os alimentos termosensíveis, pois a degradação é maior para uma exposição maior, que exigem menores tamanhos de gotas para evitar maiores degradações térmicas durante o processo. Kajiyama & Park 1 0,8 0,6 0,4 0,2 0 0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 kg água X BU f kg sólido Figura 4. Tempo de secagem no período de taxa constante (tc) em função do teor de água final ( X BU f ). Na Figura 4, observa-se que o tempo de secagem no período de taxa constante (tc) não varia com alteração do teor de água final da partícula sólida na saída do secador ( X BU ). f Esse fato era esperado, pois a quantidade de água retirada dos alimentos no período de taxa constante não se altera em função do teor de água final, uma vez que o teor de água da transição entre as taxas constante e decrescente é sempre maior que o teor de água final. Observa-se na Figura 5 que o tempo de secagem da partícula semi-sólida, desde o ponto de transição até o final do processo de secagem (td), aumenta com a diminuição do teor de água final na partícula sólida seca na saída do secador. Para um teor de água final menor do produto seco, a retirada da quantidade de moléculas de água do seio da matriz sólida por difusão molecular através dos poros dos sólidos é maior. Uma retirada maior de moléculas de água por difusão molecular requer maior tempo para a secagem do mesmo nas mesmas condições de secagem. Além disso, quanto menos água tiver no sólido, mais difícil a retirada de moléculas de água. Isto faz com que o fluxo de moléculas de água por difusão molecular diminua cada vez mais e a taxa de transferência de massa de água do sólido para o ar diminua com a diminuição do teor de água do sólido seco. Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.12, n.1, p.29-36, 2010 Influência do tamanho da gota e da umidade final no tempo de secagem em secador atomizador Todos esses fatores fazem com que o tempo de secagem no período de taxa decrescente aumente com a diminuição de teor de água final do produto seco na saída do secador atomizador. 35 exposição ao ar quente, com a temperatura do sólido aumentando com a diminuição da água, a degradação será maior para se conseguir do teores de água finais mais baixas na saída do secador. CONCLUSÕES 0,35 0,3 • O tempo de secagem, tanto no período de taxa constante, como no período de taxa decrescente, aumenta com o aumento do tamanho inicial da gota líquida na alimentação do secador. 0,25 td (s) Kajiyama & Park 0,2 0,15 0,1 0,05 0 0 0,05 0,1 X BU f 0,15 (kg água 0,2 0,25 . kg sólido −1 0,3 0,35 ) Figura 5. Tempo de secagem no período de taxa decrescente (td) em função do teor de água final ( X BU f ). 2,02 • A diminuição do teor de água final da partícula sólida seca na saída do secador atomizador aumenta o tempo de secagem devido ao aumento de tempo do período de taxa decrescente. O tempo do período da taxa constante não se altera com a diminuição do teor de água final do produto. REFERÊNCIAS BIBLIOGRÁFICAS 2 1,98 t(s) 1,96 1,94 1,92 1,9 1,88 1,86 1,84 0 0,05 0,1 X BU f 0,15 0,2 (kg . kg sólido água 0,25 −1 0,3 0,35 ) Figura 6. Tempo total de secagem em função do teor de água final ( X BU f ). Analisando-se a Figura 6 constat-se que o tempo total de secagem do alimento (t) aumenta com a diminuição do teor de agua da partícula sólida seca do alimento ( X BU f ). Embora o tempo de secagem no período de taxa constante permaneça inalterado com a variação do teor de água final do produto seco, o aumento do tempo de secagem no período de taxa decrescente com a diminuição do teor de água final contribuiu para que o tempo total de secagem aumente com a diminuição do teor de água final. A secagem do alimento líquido para obtenção de partículas mais secas com teor de água final menor exigirá equipamentos maiores devido ao aumento do tempo de residência. Em caso de alimentos termolábeis, devido à maior Barbosa-Cánovas, G. V.; Veja-Mercado, H. Desidratación de alimentos. Zaragoza: Acribia, 2000. Brennan, J. G.; Butters, J. G.; Cowell, N. D.; Lilley, A. E. V. Las operaciones de la ingeniería de los alimentos, 3ª. Edição. Zaragoza: Acribia, 1998. Desai, K. G. H.; Park, K. J. Recent Developments in Microencapsulation of Food Ingredients. Drying Technology. New York. v.23, n.7, p.1361-1394, 2005. Duffie, J. A; Marshall Jr., W. R. Factors influencing the properties of spray dried materials. Chemical Engineering Progress. New York. v.49, n.8, p.417-423, 1953. Filková, I.; Mujumdar, A. S. Industrial spray drying systems. In: Handbook of Industrial Drying. New York: Marcel Dekker,1995. 742 p. Furuta, T.; Hayashi, H.; Ohashi, T. Some criteria of spray dryer design for food liquid. Drying Technology. New York. v.12, n.1-2, p.151-177, 1994. Heldmann, D. R.; Singh, R. P. Food dehydration: food process engineering. 2rd ed. Wesport: AVI Publishing, 1981. Masters, K. Spray drying handbook, 3rd ed. New York: John Wiley & Sons Inc. 1979. 687p. Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.12, n.1, p.29-36, 2010 36 Influência do tamanho da gota e da umidade final no tempo de secagem em secador atomizador Matlab®.The Mathworks. Matlab version 6.1: The Language of Technical Computing. 2001. Park, K. J.; Antonio, G. C.; Oliveira, R. A. De; Park, K. J. B. Conceitos de processo e equipamentos de secagem. 121p. 2007. Disponível em <Erro! A referência de hiperlink não é válida.>. Acesso em: 09 de out. 2007. Pereda, J. A.O.; Rodríguez, M. I. C.; Alvarez, L. F.; Sanz, M. L. G.; Minguillón, G. D. G. F.; Perales, L. H.; Cortecero, M. D. S. Tecnologia de alimentos: componentes dos alimentos e processos. Porto Alegre: Artmed, 2005. v.1. Ranz, W. E.; Marshall Jr., W. R. Evaporation from drops. Chem. Eng. Prog., v. 48, p. 141-180, 1952. Ré, M. I. Microencapsulation by spray drying. Drying Tecnology, New York. v.16, n.3, p.1195-1236, 1998. Kajiyama & Park Ré, M. I. Cápsulas inteligentes. Ciência Hoje, v.27, n.162, p.24-29, 2000. Reineccius, G. A. Spray-drying of food flavors. In: RISCH, S. J.; REINECCIUS, G. A. Flavor encapsulation. ACS Symposium Series, 370. Washington, DC: American Chemical Society, p. 55-66, 1988. Shahidi, F.; Han, X. Q. Encapsulation of food ingredients. Critical Reviews in Food Science and Nutrition. v.33, n. 6, p.501547, 1993. Singh, R. P.; Heldmann, D. R. Introducción a la ingeniería de los alimentos. Zaragoza: Acribia, 1998. Smith, J. M.; Van Ness, H. C.; Abbott, M. M. Introdução a termodinâmica da engenharia química. 5ª edição. Rio de Janeiro: Livros Técnicos e Científicos, 2000. Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.12, n.1, p.29-36, 2010
Baixar