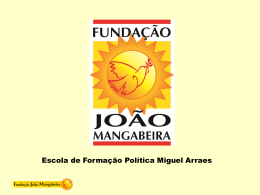
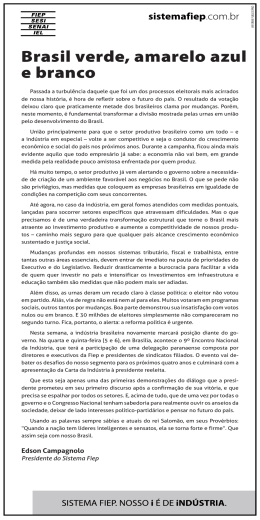
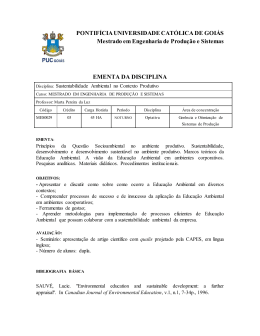
ALTERAÇÃO DO PROCESSO PRODUTIVO DE UMA INDÚSTRIA ARTESANAL PARA UMA PRODUÇÃO DEDICADA Edson Augusto Lopes RESUMO Atualmente com a globalização as indústrias vem investindo em máquinas e equipamentos modernos visando a competitividade de seu processo produtivo em relação a concorrência. Porém muitas indústrias ainda mantém um sistema de produção artesanal ocorrendo ociosidade de máquinas e uma fabricação com características de projeto. Estas empresas necessitam desta estruturação para se manter no mercado evitando fusões e ou aquisições por outras com características produtivas dedicadas e ou mecanizadas. Diante deste cenário, o presente estudo tem o objetivo de apresentar uma metodologia de melhoria do processo produtivo, da qual utiliza-se de técnicas simples e rápidas para análise do sistema de produção, alteração do arranjo físico e do produto de acordo com as características necessárias para a competitividade produtiva. Utilizando-se de um laboratório de marcenaria de uma instituição educacional, o projeto apresenta as características de uma produção artesanal e paralelamente as alterações necessárias para uma produção dedicada e ou mecanizada. Como resultado são apresentados os pontos de melhorias necessários para a alteração através do método utilizado pelo projeto. Palavras-chave: Artesanal. Metodologia. Sistema produtivo. Marcenaria. Produção. 2 INTRODUÇÃO Antigamente a fabricação de um mobiliário era feito por alguns marceneiros (pois possuiam as técnicas necessárias que eram passadas de geração a geração) e seus auxiliares. Com o passar dos anos, o advento das máquinas, métodos, técnicas de fabricação, tecnologia computadorizada, desenvolvimento de novos materiais, máquinas e equipamentos, entre outros, promoveram uma melhoria e um salto do modelo produtivo artesanal, representado por baixa quantidade de produção (em torno de 0 a 10.000 unidades/mês), para um processo dedicado (de 30.000 a 150.000 unidades/mês). (CONTADOR, 2004, pg. 416). Porém, ainda é comum encontrarmos indústrias cuja produção mensal é classificada como artesanal, em outras palavras uma micro ou pequena empresa. Estas indústrais além de concorrerem entre si no atendimento e exigência de seus consumidores quanto a qualidade no atendimento, preço, condições de pagamento, rapidez na entrega, entre outros também concorrem nestes mesmos requisitos com indústrias que possuem um processo dedicado (médias e grandes indústrias). Para contornar esta situação, as micro e pequenas indústrias (produção artesanal) estão procurando a modernização de seu processo fabril, através da aquisição de máquinas e equipamentos modernos e automatizados. Porém, somente adquirir equipamentos modernos para o aumento da capacidade produtiva, qualidade e redução de custo não é garantia ao fabricante a obtenção destes fatores competitivos. Neste contexto, alterar o processo produtivo torna-se fundamental para atingir estes requisitos. Desta forma, o presente artigo tem por objetivo, apresentar uma metodologia que permite avaliar e alterar o processo produtivo de uma indústria artesanal para uma produção dedicada. Ressalta-se que este estudo está direcionado a empresas que possuem estrutura física para uma produção dedicada ou acima, mas que ainda produz de forma artesanal. Para indústrias, cujo maquiário, equipamento, obras civis, entre outras são características artesanais, não se aplica o presente estudo pois as mesmas estão limitadas na sua estrutura e não no modelo de fabricação. 3 1. PROCESSO PRODUTIVO Na análise do processo produtivo além da identificação das necessidades de entrada, tranformação e saída há variáveis de estudo sobre o tipo de tarefa realizado, o fluxo do processo de fabricação, a variedade e o volume de produtos processados. Diante destas variáveis, Slack (2009, pg. 92-93) apresenta os tipos de processo produtivo com base na operação volume-variedade (ilustração 3). Estes processos são classificados em projeto, jobbing, lotes, massa e contínuos. • Processos de projeto: suas características compreendem baixo volume e alta variedade. As indústrias denominadas “artesanais” possuem estas característica. • Processos de jobbing: embora o desenvolvimento do produto tem característica de projeto, há uma diferenciação em termos de volume pois apresentam um volume maior em relação ao processo anterior. • Processos em lotes: similar ao processo de jobbing, a diferença deste processo está no fato de haver menor variedades de produtos e uma certa repetição no processo produtivo. • Processo em massa: produção em alto volume e variedade relativamente estreita. • Processo contínuo: produção por longos períodos e produzidos em um fluxo ininterrupto. Seus volumes são muito altos e uma variedade extremamente baixa. 4 Alta Baixo Diversas/ complexas Intermitente Baixa Alto Variedade Volume Processos de Projeto Processos de Jobbing Tarefas de processo Fluxo de processo Processos de Lotes Processos em Massa Repetidas/ divididas Processos Contínuos Contínuo Ilustração 1 - Tipos de processos produtivos Fonte: Slack, 2009. Uma forma de conhecer melhor o processo produtivo é utilizando um desenho do fluxograma do processo (ilustração 4). Através deste desenho, é possível identificar tempo do processo, movimentação, distância percorrida, procedimento realizado e setores ou pessoas envolvidas. Nº. 01 02 03 04 05 06 Descrição da atividade Relatório chega Esperar por processamento Checar o relatório de despesa Carimbar e datar o relatório Enviar dinheiro para o setor Esperar por processamento Símbolos Ilustração 2 – fluxograma de processo Fonte: Slack, 2009, pg. 105. Adaptado pelo autor. Tempo 10 minutos 02 minutos 05 minutos 01 minuto 15 minutos 20 minutos Distância 02 metros 15 metros 5 Após conhecer o tipo de processo produtivo e utilizando-se da ilustração 3, é possível realizar o ajuste no arranjo físico da fábrica. 1.1 ALTERAÇÃO DO ARRANJO FÍSICO FABRIL Alterar o arranjo físico de acordo com o processo produtivo necessário para atender os requisitos específicos é importante à empresa, pois segundo Piazzarollo; Oliveira; Luz; Simeão (2008), “Mesmo no Brasil, em se tratando de indústrias moveleiras, sempre vem a idéia de fabricas grandes, bem estruturadas, com profissionais altamente capacitados. Mas na realidade nem sempre é o que acontece. Muitas indústrias têm revelado em seu arranjo físico a verdadeira realidade. São empresas que cresceram aos poucos, sempre fazendo “puxados” para se adequarem as variações de demanda acabam por ter graves problemas no fluxo de informações e materiais durante a produção. Da mesma forma que um processo produtivo possui diferenças em termos de volume e variedade, o mesmo se aplica ao arranjo físico Conforme Slack (2009, pg. 184), “os tipos de processo representam abordagens gerais para a organização das atividades e processos de produção. Arranjo físico é um conceito mais restrito porém relacionado, já que, de muitas formas, é a manifestação física de um tipo de processo.” A ilustração 5 apresenta uma relação entre os tipos de arranjos físicos e os processos produtivos. 6 Alta Baixo Baixa Alto Variedade Volume Processos de Projeto Arranjo Físico posicional Processos de Jobbing Arranjo Físico por processo Processos de Lotes Processos Arranjo em Físico Massa celular Processos ArranjoContínuos Físico por produto Ilustração 3 – Relação entre o tipo de processo e o tipo de arranjo físico. Fonte: Slack, 2009, pg. 184, adaptado pelo autor. De acordo com a ilustração 5, sua classificação em relação ao processo produtivo são: • Layout posicional: é utilizado quando os materiais transformados são ou muito grandes, ou muito delicados, ou objetariam ser movidos • Layout por processo: neste tipo de arranjo físico todos os recursos similares de operação são mantidos juntos. Conforme Moreira (2006, pg. 260), os materiais movem-se de um centro a outro de acordo com a necessidade. • Layout celular: neste tipo de layout os recursos necessários para uma classe particular de produtos são agrupados de alguma forma. Nesse arranjo físico as máquinas são dedicadas a um grupo exclusivo de peças. 7 • Layout por produto: neste os recursos de transformação estão configurados na seqüência específica para melhor conveniência do produto ou do tipo de produto. Este tipo de arranjo físico é também conhecido como layout em linha. Também é necessário associar o processo produtivo e o arranjo físico com o tipo de produto que será fabricado. De acordo com Moreira (2004, pg. 233), “Na própria conceituação dos tipos de sistemas de produção é quase necessário definir algumas características dos produtos a que se destinam, configurando-se assim uma ligação muito forte entre produto e processo. A adaptação produto/processo dá-se de forma dinâmica: mudanças no produto acabam por exigir mudançãs no processo, sob pena de se perder cada vez mais a eficiência produtiva.” Desta forma, o produto deve estar adaptado ao tipo de processo e arranjo físico utilizado. 1.2 MELHORIA DO PRODUTO Conforme Contador (2004, pg. 416), “o desenho do produto deverá ser desenvolvido para uma manufatura eficiente... o desenho para a manufatura deverá ter sempre presentes as quantidades que serão fabricadas de cada componente. “ A tabela 1, apresenta uma matriz de relação entre o tipo de processo produtivo e produto. 8 PROCESSO Tabela 1 – Matriz produto/processo ESTRUTURA DO PRODUTO Alguns Vários Baixo Volume poucos Alto volume produtos, volume, médio, sob produtos e alta volumes sob em maior padronização encomenda médios encomenda volume Projeto Construção de navios Jobbing Gráfica comercial Lotes Fábrica de confecção Massa Fábrica de automóveis Contínuos Refinaria de açúcar Fonte: Moreira, 2006, pg.234, adaptado pelo autor. A empresa ao desenvolver o seu produto ou ao melhorar o seu processo deve estar atenta a este tipo de relação, pois de acordo com Moreira (2006, pg. 234), “Mudando-se o produto mas não o processo, vai-se para a direita da diagonal. Os custos tendem então a aumentar, pois o processo não está adequado ao produto, e isso força a uma mudança na tecnologia do processo, para baixo, de volta à diagonal. Por sua vez, mudanças no processo, para baixo, podem forçar mudanças no produto para aproveitar e tornar rentável a nova tecnologia” Além da relação produto – processo, é necessário um estudo de redução da complexidade do produto para uma melhor utilização. Conforme Slack (2009, pg. 127), há três formas mais comuns para a redução da complexidade: a) Padronização: os produtos de saída possuem características semelhantes como dimensões, cores, formatos entre outros, limitando as características do produto a ser comercializado; b) Comunalidade: usar elementos comuns nos produtos como furações, ferragens entre outros, permitindo um estoque menor de peças e componentes; 9 c) Modularização: consiste em projetar subcomponentes padronizados de um produto que podem ser agrupados de formas diferentes. 2. AMBIENTE PRODUTIVO A aplicação prática deste projeto visa um ambiente produtivo com característica “artesanal”, porém com máquinas e equipamentos condizentes a uma produção dedicada ou acima desta. Para isto utilizou-se o laboratório de marcenaria existente na instituição Senai – Serviço Nacional de Aprendizagem Industrial localizada na cidade de Arapongas/PR. Este laboratório possui as características de um ambiente produtivo moveleiro necessárias para este estudo. CONCLUSÃO Através do estudo verifica-se a possibilidade de realizar melhorias no processo produtivo alterando um sistema de produção artesanal cujas características de produto e arranjo físico refere-se a um sistema por projetos para um processo produtivo dedicado ou mecanizado ou em outras palavras uma estruturação para um sistema por lotes. Convém ressaltar que esta melhoria somente poderá ocorre se a empresa possuir máquinas e equipamentos que permitam um aumento de fabricação. Caso contrário haverá a necessidade de inicialmente investir. A aplicação da metodologia no laboratório do Senai de Arapongas apresentou resultados satisfatórios, apresentando as alterações necessárias sendo estas a serem realizadas pela instituição a médio e longo prazo. 10 REFERÊNCIAS ARAÚJO, Luis César G. de. Organização, sistemas e métodos: e as modernas ferramentas de gestão organizacional. São Paulo: Atlas, 2001. CONTADOR, José Celso et. al. Gestão de operações: a engenharia de produção a serviço da modernização da empresa. 2. ed. São Paulo: Edgard Blücher, 2004. JUNIOR Vasco de Almeida Martins. É mesmo novidade?. Revista ForMóbile. Ano XIX. Ed. 190. Fevereiro 2007. MOREIRA, Daniel A. Administração Paulo:Thomson Learning, 2006. da produção e operações. São SIMOV (Sindicato da Indústria do Mobiliário e Marcenaria do Estado do Paraná). Dados do Setor. Disponível em http://www.fiepr.org.br/sindicatos/simov/. Acesso em: 09/07/2010. SLACK, Nigel et. al. Atlas, 2009. Administração da produção. Ed. Compacta. São Paulo: SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. produção. 3. ed. São Paulo: Atlas, 2009. Administração da
Baixar