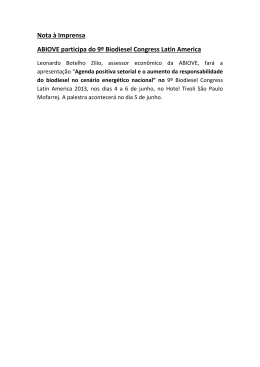
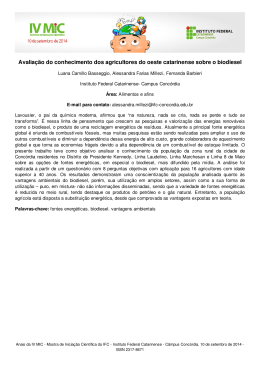
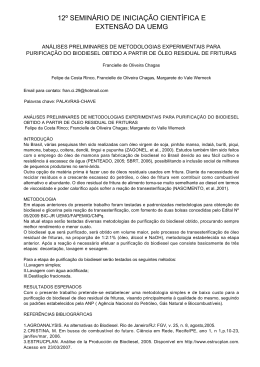
PRODUÇÃO DE BIODIESEL ETÍLICO A PARTIR DE ÓLEO RESIDUAL 1 2 3 Ladislane dos Santos Bastos, Josenildes Gomes Silva, Carine Tondo Alves, 4 Silvio Alexandre Beisl Vieira de Melo 1 Bolsista de iniciação Científica PIBIC / Fapesb / UFBA, discente do curso de Engenharia Química Mestranda, Laboratório de Energia e Gás, UFBA 3 Doutoranda, Programa de Engenharia Industrial, UFBA 4 Professor, Programa de Engenharia Industrial, UFBA 2 1,2,3,4 Laboratório de Energia e Gás (LEN), Escola Politécnica da Universidade Federal da Bahia. Rua Professor Aristides Novis, nº 2 - 3º Andar – Federação, Salvador - BA, Brasil, CEP: 40210-630. e-mail: [email protected] RESUMO - No presente trabalho, biodiesel foi produzido pela transesterificação com catálise alcalina de óleo residual obtido de estabelecimentos comerciais de Salvador e pela rota etanólica. A utilização de matérias-primas mais baratas, como óleos e gorduras residuais (OGR), é uma alternativa para redução dos custos de produção, além de resolver o problema do descarte destes resíduos. O uso de etanol como agente transesterificante acrescenta vantagens ao processo, já que este é obtido de biomassa e, além disto, o Brasil está entre os maiores produtores mundiais deste álcool. Foi realizado um planejamento experimental 22 com pontos axiais mantendo-se constante o tempo de reação (120 min), a intensidade da agitação (600 rpm) e a porcentagem de catalisador (1% KOH). Os resultados revelaram que as variáveis operacionais do ensaio que apresentou a máxima conversão de 91,52% foram: temperatura da reação de 50°C e porcentagem em massa de etanol em relação ao OGR de 44,1%. A caracterização físico-química do biodiesel produzido, a partir da determinação de três importantes propriedades (viscosidade, massa específica e índice de acidez), realizada no Laboratório de Energia e Gás (LEN-UFBA), indica que o bicombustível obtido atende às especificações da portaria 07 da ANP de 2008. Palavras-Chave: Biodiesel, Etanólise, OGR. INTRODUÇÃO O desenvolvimento de fontes de energia alternativas tem ganhado destaque devido a escassez das reservas petrolíferas e conseqüente aumento dos preços dos combustíveis fósseis, associados à crescente preocupação com as questões ambientais. Um número de produtos com óleos vegetais tem sido testado como combustível, porém o uso de ésteres (biodiesel) parece ser a solução mais promissora por ser muito compatível com os motores a diesel. O método mais utilizado atualmente para síntese de biodiesel é a transesterificação de óleos ou gorduras a partir de álcoois na presença de catalisadores básicos ou ácidos. Embora os catalisadores alcalinos sejam os mais utilizados, problemas operacionais são apresentados quando o óleo possui altos teores de ácidos graxos livres, pois estes levam a formação de sabões que além de consumirem o catalisador durante a formação, dificultam a separação dos produtos devido às emulsões que são geradas. A catálise alcalina também é sensível à presença de água, pois esta leva a formação de ácidos graxos livres pela hidrólise dos ésteres. Apesar das limitações, a utilização de catalisadores básicos garante bons rendimentos, em um tempo de reação menor e não é tão corrosiva quanto à catálise ácida. (Marchetti et al.,2007) O alto custo do biodiesel ainda o torna pouco competitivo comercialmente. Os preços dos óleos e gorduras, que representam a maior contribuição no custo total do biodiesel, são relativamente altos devido o aumento da demanda alimentícia ocasionada pelo crescimento da população mundial (Ma, Hanna 1999; Meng et al., 2008). A utilização de matérias-primas mais baratas, como óleos e gorduras residuais (OGR), é uma alternativa para redução dos custos de produção, além de resolver o problema do descarte destes resíduos. (Encinar et al., 2007) Normalmente são empregados álcoois de cadeia curta, como por exemplo, metanol e etanol, pois estes garantem melhores resultados. Metanol é o mais utilizado principalmente por ser mais barato, no entanto, é altamente tóxico e a substituição deste por etanol como agente transesterificante acrescenta vantagens ambientais ao processo de produção de VIII Congresso Brasileiro de Engenharia Química em Iniciação Científica 27 a 30 de julho de 2009 Uberlândia, Minas Gerais, Brasil biodiesel, já que o álcool etílico é obtido de biomassa e, além disto, o Brasil está entre os maiores produtores mundiais deste álcool. No entanto, a etanólise apresenta alguns inconvenientes. A separação e a purificação dos produtos são mais dificultosas quando se emprega a rota etílica com catálise alcalina devido a formação de emulsões estáveis. (Encinar et al., 2007) O objetivo deste trabalho é o estudo experimental da produção de biodiesel etílico através da transesterificação com catálise alcalina de óleo residual obtido de estabelecimentos de Salvador. Os experimentos de 9 a 11 representam uma triplicata do ponto central do planejamento, sendo realizados sob condições intermediárias em relação aos outros ensaios. A transesterificação foi conduzida em um reator tipo batelada com capacidade para 1 litro conectado a um agitador mecânico com um tacômetro para medida da intensidade de agitação (a) e a um sistema de automação para controle da temperatura (b), como ilustrado na Figura 1: MATERIAIS E MÉTODOS Materiais O óleo residual utilizado nos experimentos foi adquirido de hotéis, hospitais e restaurantes de Salvador e analisado para determinação de propriedades físico-químicas. O álcool etílico absoluto, o hidróxido de potássio e o ácido fosfórico foram adquiridos da VETEC. Procedimento Experimental Foi realizado um planejamento experimental 22 completo, mantendo constante o tempo de reação (120 min), a porcentagem de catalisador (1% KOH) e a intensidade de agitação (600 rpm), tendo como variáveis a temperatura da reação (T) e a porcentagem (PA) mássica de álcool em relação ao óleo e como variável resposta a conversão (C) do óleo residual em ésteres etílicos . A matriz do planejamento experimental encontra-se disposto na Tabela 1. Tabela 1 – experimental Matriz Variáveis Porcentagem mássica de etanol [%] (x1) Temperatura [oC] (x2) Experimentos 1 2 3 4 5* 6* 7* 8* 9 (PC)** 10 (PC)** 11 (PC)** * Pontos axiais **PC: Ponto central do planejamento (-1) Níveis (0) (+1) 20 30 40 40 50 x1 -1 -1 +1 +1 - 1,42 + 1,42 0 0 0 0 0 60 x2 -1 +1 -1 +1 0 0 - 1,42 + 1,42 0 0 0 Figura 1 – Unidade onde foram conduzidos os experimentos O óleo foi inserido no reator e mantido sob agitação constante de 600 rpm, enquanto o sistema atingia a temperatura desejada para reação. Em seguida, foi adicionada uma solução preparada pela dissolução do hidróxido de potássio no etanol na proporção correspondente do ensaio, considerando-se o tempo zero de reação neste instante. A reação foi mantida durante 120 min. Posteriormente, foram realizadas algumas etapas de lavagem: a primeira com ácido fosfórico 0,5% e as seguintes com água até que fosse alcançado pH=7. A fase final (biodiesel) foi seca e em seguida determinada a conversão do óleo. Análises As propriedades físico-químicas do óleo residual e do biodiesel foram determinadas seguindo as normas técnicas. A densidade foi medida com o densímetro digital ANTON PAAR, modelo DMA 35N. Para determinação da viscosidade empregou-se o viscosímetro SCHOTT. O índice de acidez foi medido com um titulador automático da SCHOTT. A conversão em éster etílico foi avaliada em um cromatógrafo a gás 3800 da VARIAN. VIII Congresso Brasileiro de Engenharia Química em Iniciação Científica 27 a 30 de julho de 2009 Uberlândia, Minas Gerais, Brasil Avaliando os resultados das conversões obtidos no planejamento experimental, obteve-se um gráfico de superfície de resposta conforme mostra a Figura 2. RESULTADOS E DISCUSSÃO Caracterização Físico-Química do OGR Os resultados das análises químicas e físicas do óleo residual utilizado neste trabalho encontram-se dispostos na Tabela 2: Tabela 2 - Propriedades físico-químicas do OGR Viscosidade Índice de acidez Densidade 40°C -3 (mgKOH/g) (kg.m ) 2 -1 (mm .s ) 2,81 55,0 926,6 Formação de Sabão e Emulsão Durante as etapas de lavagem do biodiesel produzido, foi observada a formação de sabão e de emulsões que dificultaram a separação do produto final. A ocorrência da saponificação está associada à utilização de catalisadores alcalinos na transesterificação, sendo resultado da reação destes com os ácidos graxos livres presentes no óleo utilizado como matéria-prima. Figura 2 – Superfície de resposta em função da conversão, para razão mássica etanol/OGR versus temperatura. A partir de uma regressão quadrática foi realizado um ajuste dos parâmetros do experimento, o qual forneceu o seguinte modelo empírico: 2 Análise da variável resposta (C) = 0,004 x (PA) - 0,001 x (PA) + 3,89 x (T) 0,04 x (T)2 + 0,04 x (PA) x (T) - 62,4 (1) Os ensaios experimentais foram conduzidos, variando-se a temperatura da reação (T) e a porcentagem de álcool (PA), com base no planejamento fatorial realizado. Os resultados obtidos encontram-se dispostos na Tabela 3: O gráfico do ajuste, com as conversões experimentais e as preditas pelo modelo proposto são apresentadas na Figura 3. Tabela 3 – Resultados experimentais Ensaio Porcentagem de álcool (PA) (% m/m) Temperatura (T) [°C] Conversão (C) [%] 1 2 3 4 5 6 7 8 9(PC) 10(PC) 11(PC) 20 20 40 40 15,9 44,1 30 30 30 30 30 40 60 40 60 50 50 35,9 64,1 50 50 50 54,43 66,34 59,47 88,00 40,00 91,52 54,60 64,68 70,68 66,28 75,23 Pela tabela de resultados pode-se observar que o ensaio 6, cujas variáveis são temperatura de 50°C e porcentagem mássica de álcool de 44,1%, apresentou a máxima conversão de 91,52%. A análise de superfície de resposta (MSR) possibilita a interação ente duas variáveis simultaneamente e a determinação da região máxima de conversão. (Duarte et al., 2008) Figura 3 – Ajuste de parâmetros Pela análise do gráfico de superfície de resposta (Figura 2) e do modelo empírico (Eq.1), observa-se que a melhor condição experimental para produção de biodiesel pelo método avaliado neste trabalho é: temperatura (T) de 51,1°C e porcentagem mássica de etanol (PA) de 42,8%, confirmando o resultado obtido pelo planejamento experimental. Com os resultados apresentados na Tabela 3 e com o auxílio do programa Statistic, construiuse o gráfico de Pareto, disposto na Figura 4. VIII Congresso Brasileiro de Engenharia Química em Iniciação Científica 27 a 30 de julho de 2009 Uberlândia, Minas Gerais, Brasil Tabela 4 – Propriedades físico-químicas do biodiesel etílico Especificação Parâmetros Biodiesel ANP Índice de acidez 0,48 < 0,50 (mgKOH/g) Viscosidade a 40°C 5,53 3,0 - 6,0 (mm2.s-1) Densidade a 20°C 887,1 850 - 900 -3 (kg.m ) CONCLUSÃO Figura 4 – Gráfico de Pareto. Com base no gráfico de Pareto, pode-se verificar que, para este experimento, a porcentagem mássica de álcool é o parâmetro de maior influência na variável resposta (conversão). Influência da Porcentagem Mássica de Etanol A relação entre as quantidades de álcool e óleo é uma variável muito importante, devido o caráter reversível da reação de transesterificação. A adição do agente transesterificante em proporção maior que a determinada pela estequiometria, permite que o equilíbrio da reação seja deslocado no sentido de formação dos produtos (biodiesel). Como esperado pela literatura, estatisticamente esta variável apresenta efeito significativo na conversão em ésteres etílicos. Ao variar a porcentagem de etanol de 15,9 para 44,1%, mantendo constante a temperatura de 50°C, observa-se um aumento na conversão de 51,52%. Influência da Temperatura de Reação Apesar da temperatura não ser considerada um fator significativo para este caso, observa-se que esta variável tem influência positiva nos resultados. De forma que, para uma porcentagem de álcool constante de 40%, ao aumentar a temperatura de 40 para 60°C, ocorre um aumento na conversão de 28,53%. Caracterização Físico-Química do Biodiesel Foram realizadas análises de especificação para a amostra do biocombustível, obtido no ensaio que apresentou maior conversão (ensaio 6). O quadro comparativo encontra-se disposto na Tabela 4. Verifica-se, a partir dos resultados apresentados na Tabela 4, que as propriedades do biodiesel produzido estão de acordo com a resolução 07/2008 da Agência Nacional de Petróleo (ANP). Biodiesel foi produzido pela transesterificação com catálise alcalina de óleo residual obtido de hotéis, hospitais e restaurantes de Salvador e pela rota etanólica. Com base em um planejamento fatorial 22 com pontos axiais, foi realizado um estudo das melhores condições da síntese de biodiesel por este método, mantendo constante a porcentagem de catalisador (1% de KOH), o tempo de reação (120 min) e a intensidade de agitação (600 rpm). A caracterização físico-química do biodiesel produzido indicou que o bicombustível obtido atende às especificações da portaria 07 da ANP de 2008. Os resultados revelaram que foi alcançada uma máxima conversão em éster etílico de 91,52% para o ensaio cujas condições operacionais foram: temperatura da reação de 50°C e porcentagem mássica de etanol em relação ao OGR de 44,1%. O modelo empírico quadrático representou melhor o planejamento experimental apresentado, possibilitando a otimização dos valores de conversão. Fixando a temperatura de 50°C e variando a porcentagem de álcool de 15,9 para 44,1%, observa-se um aumento de 51,52% na conversão, o que revela a significância do acréscimo deste parâmetro na variável resposta deste experimento. REFERÊNCIAS BIBLIOGRÁFICAS DUARTE, W. K.C.; SILVA, J. G.; TORRES, E. A.; KALID, R.A.,2008. Avaliação dos parâmetros para produção de biodiesel a partir de óleos e gorduras residuais. Anais do XVII Congresso Brasileiro de Engenharia Química, Recife - PE. ENCINAR, J.M.; GONZÁLEZ, J.F.; RODRÍGUEZREINARES, A., 2007. Ethanolysis of used frying oil. Biodiesel preparation and characterization. Fuel Processing Technology. 513 - 522. MA, Fangrui; HANNA, Milford A.,1999. Biodiesel production: a review. Bioresource Technology. 1 - 15. VIII Congresso Brasileiro de Engenharia Química em Iniciação Científica 27 a 30 de julho de 2009 Uberlândia, Minas Gerais, Brasil MARCHETTI, J.M; MIGUEL, V.U.; ERRAZU, A.F. 2007. Possible methods for biodiesel production. Renewable & Suastainable Energy Reviews. 1300 - 1311. MENG, Xiangmei; CHEN, Guanyi; WANG, Yonghong, 2008. Biodiesel production from waste cooking oil via alkali catalyst and its engine test. Fuel Processing Technology. 851 - 857. Resolução ANP nº 7 de 19/03/2008 – DOU 20/03/2008. Disponível em: http://www.anp.gov.br/petro/legis_qualidade. asp. AGRADECIMENTOS Os autores agradecem ao Laboratório de Energia e Gás, localizado na Escola Politécnica da Universidade Federal da Bahia, coordenado pelo professor Dr. Ednildo Andrade Torres. Ao Joaquim Santana e ao Fernando Carneiro pelo apoio. À Fapesb pela bolsa de iniciação científica concedida. VIII Congresso Brasileiro de Engenharia Química em Iniciação Científica 27 a 30 de julho de 2009 Uberlândia, Minas Gerais, Brasil
Baixar