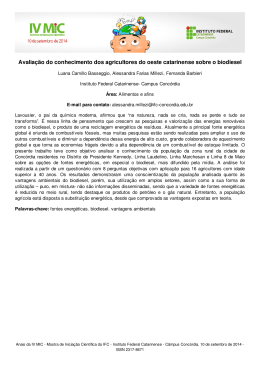
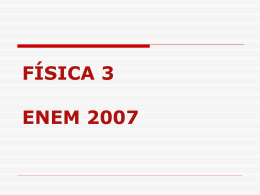
ESTUDO DO PROCESSO DE PRODUÇÃO PARA O BIODIESEL DE GIRASSOL 1 Juliana Cordeiro Nunes, 2 Amanda Santana Peiter, 3 Sandra Helena Vieira de Carvalho, 3 João Inácio Soletti 1 Bolsista de iniciação Científica PIBIC/FAPEAL/UFAL, discente do curso de Engenharia Química Bolsista de iniciação Científica PIBIC/CNPQ/UFAL, discente do curso de Engenharia Química 3 Professor da Unidade Acadêmica Centro de Tecnologia da UF/AL 2 1,2,3 Universidade Federal de Alagoas. Campus A. C. Simões. Av. Lourival Melo Mota, s/n, Tabuleiro dos Martins Maceió-AL – CEP: 57072-970 e-mail: [email protected] RESUMO – O girassol é uma oleaginosa vantajosa para obtenção do biodiesel devido ao seu curto período de produção e para plantio no nordeste brasileiro no período chuvoso. O biodiesel é geralmente obtido através da reação de óleos vegetais ou gordura animal com um álcool de cadeia curta e na presença de um catalisador, pelo processo de transesterificação. Este trabalho estuda o efeito das variáveis operacionais no processo de produção do biodiesel de girassol por transesterificação etílica, tendo sido consideradas 5 variáveis quantitativas (temperatura, razão molar óleo-álcool da reação, quantidade de catalisador, velocidade de agitação e tempo), canalizadas em dois níveis extremos, sendo também utilizados valores intermediários, resultando em 19 experimentos. Os reagentes utilizados nas reações foram: óleo de girassol refinado, hidróxido de sódio P.A. e etanol anidro. O parâmetro de avaliação foi a conversão do óleo de girassol em biodiesel, o qual foi determinado por cromatografia gasosa. Todas as conversões encontradas estão acima de 55%. As melhores conversões foram obtidas quando se usou uma pequena quantidade de catalisador, uma maior quantidade de álcool e alta velocidade de agitação. Palavras-Chave: biodiesel, transesterificação, girassol. INTRODUÇÃO As crescentes preocupações econômicas e com o meio ambiente, além das previsões que as reservas de energia não renováveis cheguem ao fim têm incentivado à busca de novas fontes de energia. No Brasil, grande parte da energia gerada é proveniente da queima de combustíveis derivados do refino do petróleo. O óleo diesel é o derivado de petróleo mais consumido no Brasil (MME, 2005). A combustão do diesel produz um grande número de poluentes, tais como óxidos de enxofre, monóxidos e dióxidos de carbono, material particulado, hidrocarbonetos aromáticos etc. (Petrobio, 2005). Há muito tempo o Brasil tem buscado alternativas energéticas que se apresentem economicamente competitivas, ambientalmente aceitáveis e que estejam disponíveis em grande quantidade para a substituição da matriz energética proveniente do petróleo (Srivastava e Prasad, 2000). Nessa corrente de substituição dos combustíveis de origem fóssil, por combustíveis de origem vegetal, está a implantação no país de unidades industriais produtoras de biodiesel. O biodiesel produzido possui características físico-químicas semelhantes às do diesel convencional, embora sejam compostos de classes distintas, com a vantagem de serem menos poluentes, biodegradáveis e renováveis. No Brasil, têm sido utilizadas misturas do biodiesel com o diesel convencional, conhecidas como mistura BX, onde X refere-se à quantidade de biodiesel (%v/v) adicionada no óleo diesel. Por exemplo, na mistura B2, encontram-se 2%v/v de biodiesel (Suarez e Meneghetti, 2007). A diversidade de matérias-primas existentes para produção de biodiesel no Brasil é muito grande. Contudo, deve-se ter a responsabilidade de analisar adequadamente os parâmetros, que variam muito, dependendo da escolha feita, tais como: os custos totais envolvidos em sua produção; as emissões no ciclo de vida; as possibilidades de geração de emprego; as disponibilidades de área e mão-de-obra adequadas, entre muitos outros fatores que devem ser analisados quando da escolha de qual oleaginosa utilizar e qual o melhor processo, dentre os disponíveis seriam mais adequado. Dentre as oleaginosas, o girassol figura entre uma das mais vantajosas para a produção de biodiesel devido ao seu ciclo curto de produção e por poder ser aproveitado para plantio em regiões do nordeste brasileiro no período chuvoso. VIII Congresso Brasileiro de Engenharia Química em Iniciação Científica 27 a 30 de julho de 2009 Uberlândia, Minas Gerais, Brasil Uma das maneiras, e das mais utilizadas, para a obtenção do biodiesel é o processo de transesterificação. Este processo consiste no deslocamento de um tri-álcool por mono-álcool de cadeia curta, transformando os triglicerídeos em uma mistura de mono-ésteres de ácidos graxos, largamente conhecido como biodiesel, mostrado na Figura 1. (óleo de girassol) (Etanol anidro) (Ésteres etílicos) atender as especificações regulamentadas pela Agência Nacional do Petróleo, gás natural e Biocombustíveis (ANP) através da resolução 42 (Faccio, 2005). Segundo Quintela et al. (2007), na etanólise do óleo de soja, o tempo de reação e a velocidade de agitação não proporcionaram efeitos relevantes sobre a produção dos ésteres. Este trabalho tem como objetivo estudar algumas variáveis de processo que influenciam a etanólise do óleo de girassol, utilizando um catalisador básico hidróxido de sódio. O parâmetro de avaliação utilizado foi a conversão do óleo de girassol em biodiesel. (Glicerol) METODOLOGIA Figura 1 - Reação Global de Tansesterificação para Obtenção de Biodiesel. Os catalisadores químicos básicos tais como o hidróxido de sódio (NaOH) e o hidróxido de potássio (KOH) são os mais utilizados na transesterificação de óleos e gorduras devido à sua maior rapidez, simplicidade e eficiência (Soldi et al., 2006). Entretanto, a principal limitação é a exigência de reagentes com um elevado grau de pureza, devido ao fato de que a presença de água ou de ácidos graxos livres em condições alcalinas promove a produção de sabão (reação de saponificação), dificultando a formação dos produtos (Zhang et al., 2003). Os monoálcoois geralmente utilizados nas reações de produção de biodiesel são: álcool metílico e etílico. O metanol é o álcool comumente utilizado nas reações de transesterificação (Ma e Hanna, 1999; Fukuda et al., 2001). Entretanto, no caso do Brasil, o álcool mais viável é o etanol, obtido da cana-de-açúcar, o qual se tornou o maior produtor mundial, com uma tecnologia de produção bem estabelecida, grande capacidade industrial, com plantas instaladas em todo o país e devido ao fato de que o etanol é obtido de um recurso renovável (Faccio, 2004). Em virtude do caráter reversível da reação, se faz necessário à utilização de um dos reagentes em excesso à reação (álcool), para favorecer a formação do produto desejado, em especial o biodiesel (Fukuda et al., 2001). Entretanto, mesmo com o álcool em excesso vários intermediários são gerados, paralelamente à formação dos ésteres de etila, bem como o óleo, álcool e o catalisador que não foi reagido. Para a remoção dessas impurezas é necessário efetuar a purificação do biodiesel que consiste basicamente de três etapas: decantação, lavagem e secagem. No processo de lavagem são retiradas impurezas presentes no meio como: catalisador; excesso do álcool utilizado na reação; glicerina livre residual; sais de ácidos graxos; e tri-, di- e monoglicerídeos, de forma a Produção do Biodiesel As reações de transesterificação para a produção do biodiesel de girassol, via catálise homogênea, foi realizada em unidade piloto. Os reagentes utilizados foram: óleo de girassol refinado, hidróxido de sódio P.A. e etanol anidro. Para a execução do estudo das variáveis, foi desenvolvido um planejamento fatorial fracio5-1 nado 2 , segundo Neto et al. (2003). Neste planejamento foram consideradas 5 variáveis quantitativas (temperatura, razão molar óleo-álcool da reação, quantidade de catalisador, velocidade de agitação, tempo), canalizada em dois níveis extremos, tendo sido utilizados os valores intermediários para se comprovar a veracidade dos re5-1 sultados. Tal abordagem resulta 2 +3 = 19 experimentos. O intervalo das variáveis foi escolhido através de estudos preliminares, sendo utilizados como valores extremos: intervalo de temperatura de 30 e 70°C; razão molar óleo-álcool da reação de 1:4 e 1:10; quantidade de catalisador de 0,5% e 1,5%; intervalo de tempo de 0,5 h e 2 h; e, velocidade de agitação de 150 rpm e 350 rpm. A Tabela 1 apresenta a matriz de experimentos para o planejamento fatorial, onde o nível -1 representa o limite inferior, enquanto que o nível +1 representa o limite superior de cada variável. Nesta tabela, X1 representa a temperatura; X2, razão molar óleo-álcool da reação; X3, a quantidade de catalisador; X4, o tempo e X5, a velocidade de agitação. Tabela 1: Variáveis Selecionadas para o Estudo da Produção do Biodiesel de Girassol o X1 ( C) - 1=30 0=50 +1=70 X2 -1=1:4 0=1:7 +1=1:10 X3(%) -1=0,5 0=1 +1=1,5 X4(h) -1=0,5 0=1,25 +1=2 X5(rpm) -1=150 0=250 +1=350 A matriz com os dezenove experimentos realizados é mostrada na Tabela 2. Tabela 2: Matriz de planejamento fatorial fra5-1 cionado 2 Ensaios 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 X1 -1 1 -1 1 -1 1 -1 1 -1 1 -1 1 -1 1 -1 1 0 0 0 X2 -1 -1 1 1 -1 -1 1 1 -1 -1 1 1 -1 -1 1 1 0 0 0 X3 -1 -1 -1 -1 1 1 1 1 -1 -1 -1 -1 1 1 1 1 0 0 0 X4 -1 -1 -1 -1 -1 -1 -1 -1 1 1 1 1 1 1 1 1 0 0 0 X5 1 -1 -1 1 -1 1 1 -1 -1 1 1 -1 1 -1 -1 1 0 0 0 A Figura 2 apresenta uma foto da unidade experimental, composta pelo reator, agitador e banho termostático. A temperatura do reator é mantida através de um banho termostatizado (Modelo TE-184) e medida com um multímetro digital (Modelo ET-14000). camisa de circulação de água aquecida e agitação mecânica. Figura 3: Reator Encamisado e com Agitação Mecânica O cálculo da quantidade de etanol e hidróxido de sódio depende das condições operacionais dos ensaios apresentados na Tabela 2. Como exemplo, é apresentado o cálculo realizado para o ensaio 01: • Massa de álcool Considere n = n° de mols e m = massa (gramas). nóleo = móleo / MMóleo = 800 / 758,52 = 1,0547 mols óleo onde 758,52 é a massa molar do óleo de girassol. netanol = (1,0547mols de óleo x 4mols de etanol) / 1 mol de óleo = 4,2188 mols de etanol metanol = netanol x MMetanol = 4,2188 x 46,07 = 194,36g de etanol onde 46,07 é a massa molar do etanol. • Massa de catalisador m = 0,5% x móleo = 0,5% x 800 = 4g de NaOH. Figura 2 - Unidade Piloto de Produção de Biodiesel Para a produção do biodiesel de girassol foram utilizados, em todos os experimentos, 800g do óleo de girassol refinado. O óleo foi colocado no reator, com banho termostatizado a temperatura e velocidade de agitação conforme apresentados na Tabela 2. Após atingir a temperatura desejada foi adicionado ao reator a mistura álcool e catalisador, estabelecendo esse momento como o início da reação. A Figura 3 apresenta o reator de vidro, em operação, com capacidade de 2L, provido de Portanto, neste caso foi utilizado 800g de óleo de girassol, 194,36g de álcool etílico anidro e 4g de NaOH. Os cálculos dos demais ensaios foram realizados de forma análoga. Após a etapa da reação a amostra é transferida para um funil de decantação para separação das fases biodiesel, glicerina e sabão. Purificação Os objetivos da purificação são diminuir o pH que, inicialmente, está entre 10 a 11 para o pH de 5 a 7, especificado pela ANP (Agência Nacional do Petróleo); retirar a glicerina formada, induzindo a separação de fases; e, por fim, retirar as impurezas do óleo. Uma alíquota do produto de cada reação realizada era purificada de acordo com o seguinte procedimento: 1. Pesagem de 70g de biodiesel de girassol; 2. Adição de 1/4 dessa massa (17,5g) de ácido sulfúrico diluído 1:1000 (pH = 2); 3. Centrifugação e descarte da parte inferior da separação; 4. Determinação do pH do biodiesel (líquido sobrenadante). Acima de pH=7, era realizada a adição de água destilada (pH = 5) equivalente a 1/4 da massa do biodiesel (1ª lavagem). Caso o pH continuasse maior que 7 era feita nova lavagem com água destilada e assim sucessivamente até atingir o pH na faixa de 5 a 7. O ácido sulfúrico diluído foi apenas utilizado na 1ª lavagem. As lavagens seguintes foram feitas com água destilada. Após as lavagens, as amostras de biodiesel devem estar livres do solvente água e para este fim, foi usado como agente dessecante o sulfato de magnésio. Ao se adicionar o ácido sulfúrico, houve uma separação de fases na qual a parte mais leve era constituída de ésteres etílicos e a porção mais densa era constituída de glicerina e água. O processo de purificação depende muito das condições reacionais. Na maioria dos casos foram necessárias de duas a três lavagens, sendo a primeira sempre com ácido sulfúrico diluído 1:1000, a fim de se evitar a queda brusca de pH, e as outras com água destilada. Algumas amostras necessitaram de até 5 lavagens para atingir o pH entre 5 a 7. Ao término do processo de lavagem, o pH apresentou um valor bastante próximo do referente à água destilada, sendo este o indicativo de que o catalisador NaOH presente no biodiesel já foi removido. Análise Cromatográfica Após a lavagem do biodiesel foi realizada a análise para determinação da conversão em biodiesel, utilizando cromatografia gasosa, utilizando o cromatógrafo VARIAN, modelo CP-3800 com detector FID. A amostra a ser analisada foi preparada a partir da mistura de 0,15 g do biodiesel de girassol purificado com 1 mL de solução padrão (tricaprilina mais hexano em dessecador). Para análise foi injetado no cromatógrafo uma alíquota de 1 µL da amostra com o auxílio de uma seringa de vidro de 10 µL. RESULTADOS As conversões obtidas em cada reação estão dispostas na Tabela 3, onde X1 representa a temperatura; X2, razão molar óleo-álcool da reação; X3, a quantidade de catalisador; X4, o tempo; X5, a velocidade de agitação e X6, a conversão, em percentagem, em biodiesel. Tabela 3 – Conversões Ensaios 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 Matriz X1 -1 1 -1 1 -1 1 -1 1 -1 1 -1 1 -1 1 -1 1 0 0 0 X2 -1 -1 1 1 -1 -1 1 1 -1 -1 1 1 -1 -1 1 1 0 0 0 de Planejamento X3 -1 -1 -1 -1 1 1 1 1 -1 -1 -1 -1 1 1 1 1 0 0 0 X4 -1 -1 -1 -1 -1 -1 -1 -1 1 1 1 1 1 1 1 1 0 0 0 X5 1 -1 -1 1 -1 1 1 -1 -1 1 1 -1 1 -1 -1 1 0 0 0 e X6 (%) 74,2 64,3 59,4 98,8 66,4 95,5 93,1 95,9 87,0 80,8 98,8 91,4 96,2 94,9 97,0 96,4 95,9 93,6 95,6 Os ensaios 4 e 11 apresentaram as melhores conversões em biodiesel, acima de 98%. Nestes casos, a razão molar óleo-álcool da reação, a quantidade de catalisador e a velocidade de agitação foram as mesmas para os dois ensaios, respectivamente, 1:10, 0,5% e 150 rpm. A temperatura e o tempo de reação variaram nos dois ensaios, sendo no ensaio 4, utilizado a temperatura de 70oC e o tempo de reação de meia hora; e, no outro ensaio, os valores destas variáo veis foram 30 C e 2 horas. Ainda em mais 11 ensaios foram obtidas conversões superiores a 90%. CONCLUSÃO O óleo de girassol mostrou-se adequado à produção de biodiesel, via transesterificação etílica, utilizando soda como catalisador, com elevada conversão em biodiesel. O processo de produção de biodiesel a partir da transesterificação etílica do óleo de girassol pode ser realizado de maneira relativamente simples e com elevada conversão, pois conversões acima de 90% foram obtidas em condições operacionais diversas. As melhores conversões foram obtidas quando foi usada uma pequena quantidade de catalisador, grande quantidade de álcool e alta velocidade de agitação. O tempo e a temperatura não foram significativos quando se tem muito álcool, alta veloci- dade de agitação e pequena quantidade de catalisador. REFERÊNCIAS BIBLIOGRÁFICAS FACCIO, C.; “Influência das variáveis de processo na alcoólise enzimática de óleo de mamona: a review”, v. 1, pp. 178-179, 2004. FACCIO, C.; Influência das variáveis de processo na alcoólise enzimática de óleo de mamona, p. 178-179, 2005. FUKUDA, H.; KONDO, A. e NODA, H. “Biodiesel fuel production by transesterification of oils”. Journal of Bioscience and Bioengineering. v. 92, n.5, pp.405-416, 2001. MA, F. e HANNA, M.A., “Biodiesel production: a review”. Bioresource Technology. v. 70, pp. 1-15, 1999. MME – Ministério das Minas e energia – Reunião Prodeem – Mercado invisível [online]. Disponível na Internet via http://www.mme.gov.br/Prodeem/prodeem.ht m. NETO B. B., Scarminio I.S., Bruns R. E., Como Fazer Experimentos, 2° edição, Campinas, SP, Editora Unicamp, p. 80-402, 2003. PETROBIO – Comércio de Equipamentos e Processos para Biodiesel LTDA. Disponível em: http://www.petrobio.com.br/. QUINTELA, P. H. L.; LOPES, A. C. O.; CARVALHO, S. H. V.; SOLETTI, J. I., 2007. Estudo de variáveis operacionais no processo de produção de ésteres etílicos (biodiesel), obtidos a partir do óleo de soja, Anais do XXXIII Congresso Brasileiro de Sistemas Particulados - ENEMP, AracajúSE. SOLDI, A.; OLIVEIRA, R.; e RAMOS, L., “Alcoólise de Óleos Vegetais e Gordura Animal Utilizando Catalisadores Heterogêneos Ácidos: a review”, v. 2, pp. 193-195, 2006. SRIVASTAVA, A.; PRASAD, R. Triglyceridesbased diesel fuels. Renewable and Sustainable Energy Reviews. 2000, v.4, p.111-133. SUAREZ, P.A.Z.; e MENEGHETTI, S.M.P. 70º aniversário do biodiesel em 2007: evolução histórica e situação atual no Brasil. Química Nova, v. 30, p. 2068-2071, 2007. ZHANG, Y., DUBÉ, M. A., MCLEAN, D. D., KATES, M., “Biodiesel production from waste cooking oil: 1. Process design and technological assessment”, Bioresource Technology, Vol. 89, p.1-16 2003.
Download